MW-
5/6
Klasyczna technologia wytwarzania
wyrobów węglowych i grafitowych
Materiały węglowe
Konwencjonalne:
konstrukcyjne materiały i wyroby węglowe –
elektrody, wykładziny, wymienniki ciepła, włókna
węglowe, kompozyty C/C i inne wzmacniane włóknem
węglowym, elementy maszyn i urządzeń grzewczych,
mechanicznych i elektronicznych, anody ogniwa litowo-
jonowego
porowate materiały węglowe –
oczyszczanie wody,
ścieków i gazów, rozdział mieszanin gazowych,
odzyskiwanie cennych składników z mieszanin,
katalizatory i nośniki katalizatorów, magazynowanie
gazów, ciepła i energii elektrycznej
Nanostruktury węglowe
– fulereny, nanorurki,
nanorożki etc.
MW-
5/6
Główne kategorie wyrobów przemysłu
elektrodowego
Wyroby grafitowe:
•
elektrody do produkcji stali (zużycie ~ 5,5 kg/1 tonę stali)
• elektrody do elektrolizy NaCl
• elementy reaktorów jądrowych
• wykładziny (katody) wanien do elektrolizy aluminium
• wykładziny pieców i urządzeń
• wymienniki ciepła
• drobne wyroby – tygle, szczotki maszyn elektrycznych,
pierścienie
uszczelniające, kontakty
Wyroby węglowe:
• anody do elektrolizy aluminium (zużycie 0,4-0,5 kg/1 kg Al)
• wykładziny wielkich pieców (wymiana co 10-15 lat)
• wykładziny (katody) wanien do elektrolizy aluminium
(wymiana co ~5 lat)
• elektrody węglowe do produkcji stali stopowych, karbidu
MW-
5/6
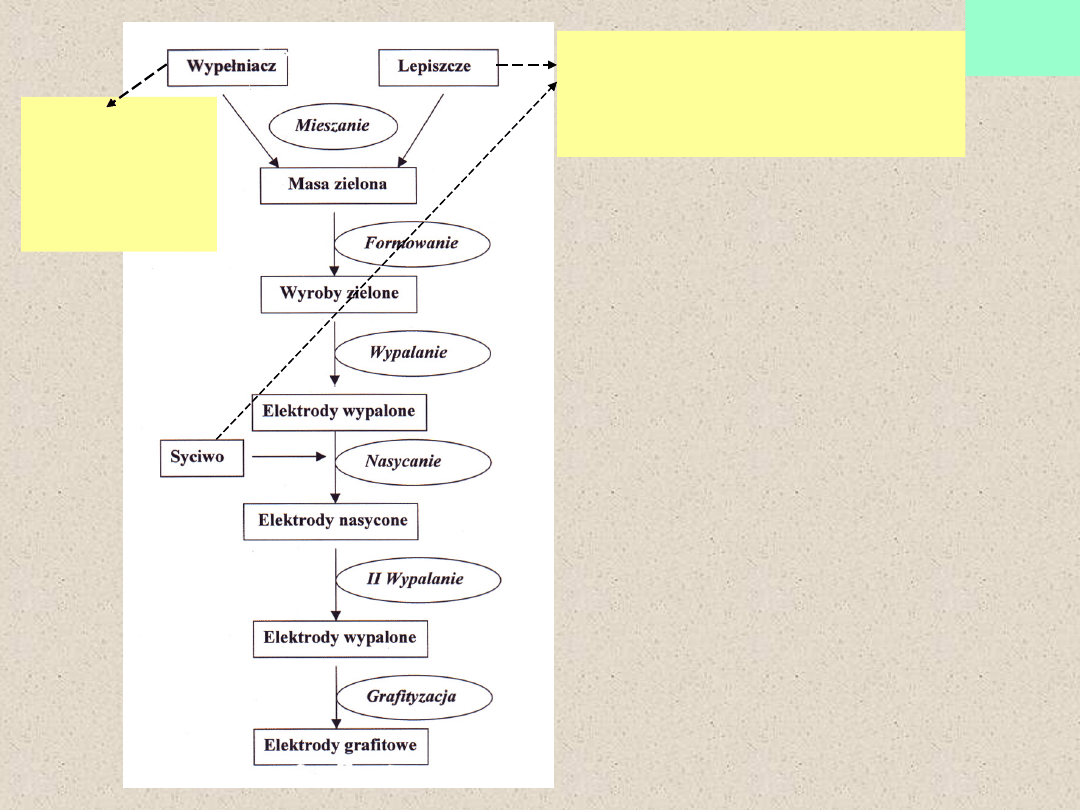
Wytwarzanie
wyrobów węglowych
i grafitowych metodą
plastycznego
formowania
Stały materiał
węglowy o
odpowiednich
właściwościac
h i uziarnieniu
Substancja termoplastyczna
zdolna do tworzenia
pozostałości koksowej podczas
obróbki termicznej
MW-
5/6
Materiały węglowe stosowane jako wypełniacze
Podstawowe - koksy elektrodowe naftowe i pakowe
antracyty
Pomocnicze -
grafit naturalny
elektrografit
sadza
koks węglowy
Materiały stosowane jako lepiszcza elektrodowe:
paki węglowe ze smoły koksowniczej
paki mieszane węglowo-naftowe
Materiały stosowane jako syciwa elektrodowe:
paki węglowe ze smoły koksowniczej
paki naftowe
paki specjalne np. z oleju antracenowego
Kok
s
Woda
(Para)
Olej
opałowy
2
1
3
4
7
5
6
Gaz
Benzyn
a
Frakcje
olejowe
Surowiec do
koksowania
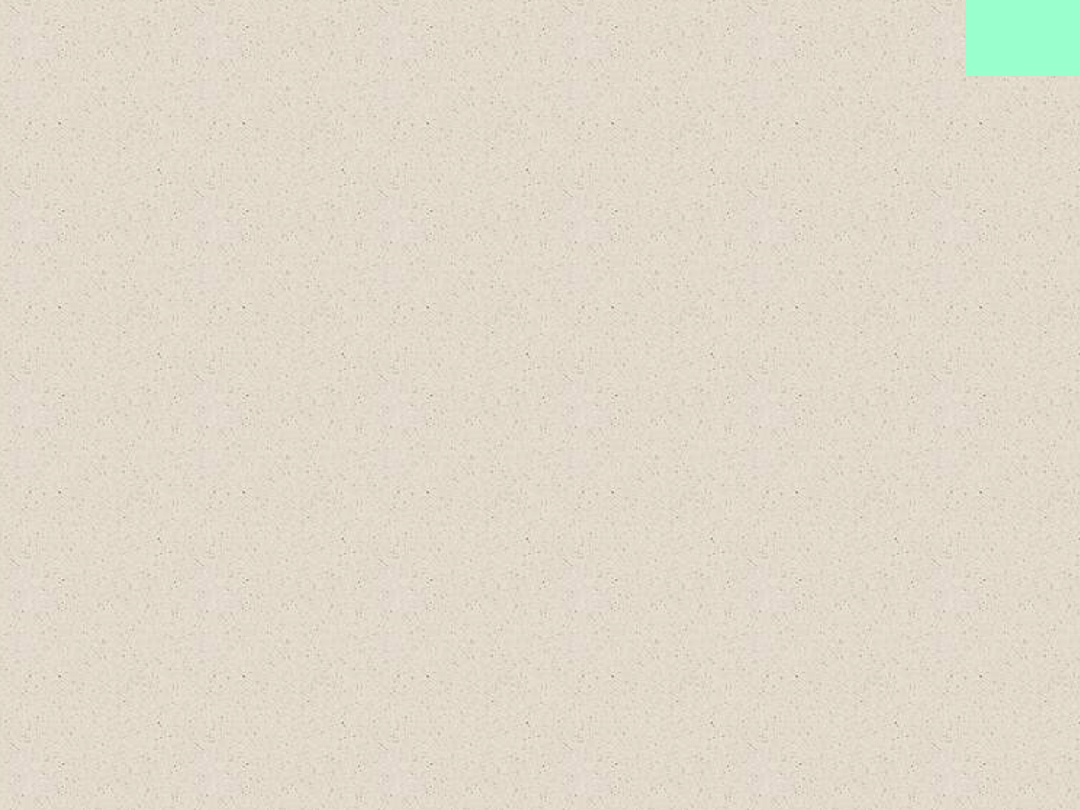
1 – piec rurowy; 2 – komory koksownicze; 3 – pompy; 4 –
kolumna destylacyjna wstępna; 5, 6 – kolumny
frakcjonujące; 7 - rozdzielacz
MW-
5/6
Wytwarzanie surowych koksów
elektrodowych z surowców organicznych
Opóźnione koksowanie (delayed coking),
ok. 500
o
C
MW-
5/6
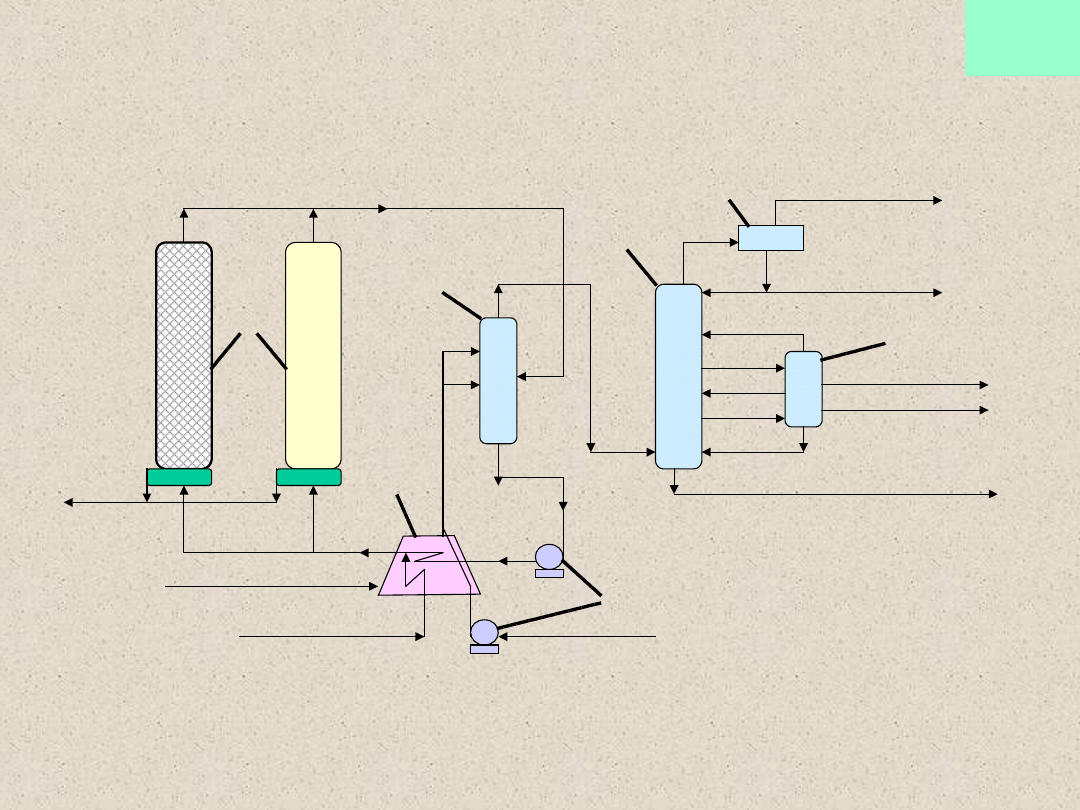
Mechanizm tworzenia się koksu podczas spowolnionego
koksowania
MW-
5/6
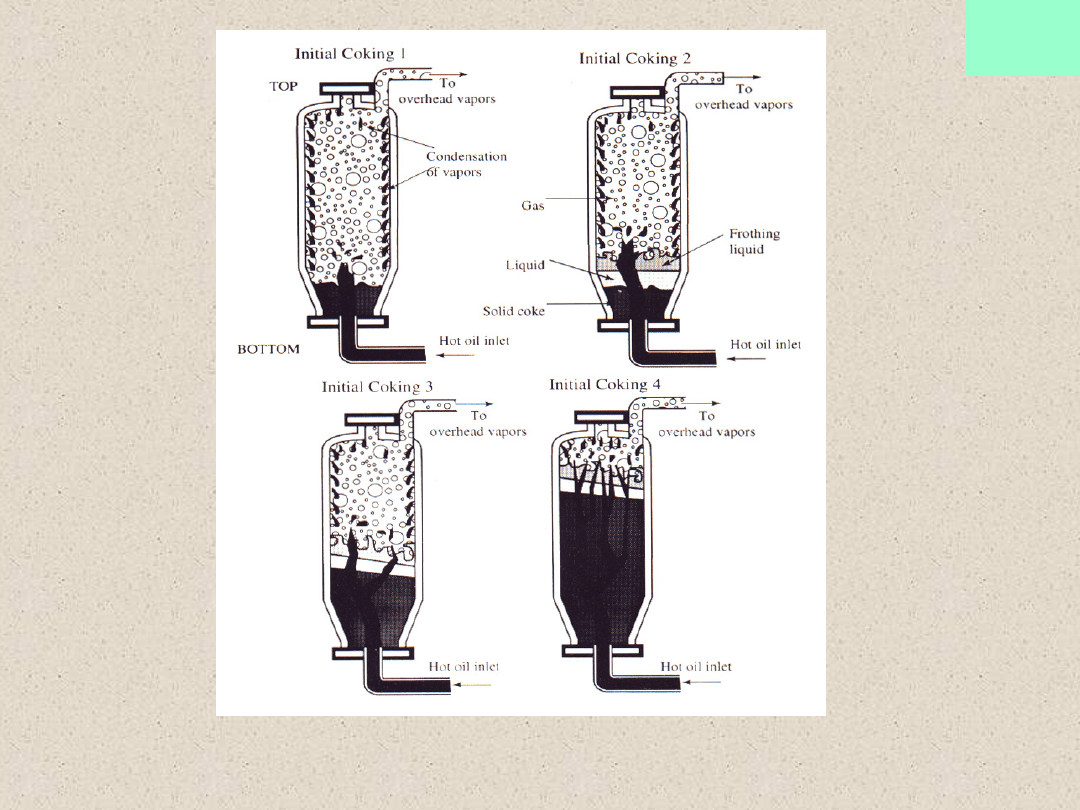
Schemat kalcynatora z trzonem obrotowym
1 – zbiornik surowego koksu, 2- kalcynator, 3 – łopaty
rozgarniające, 4 – urządzenie uszczelniające, 5 – palniki, 6 –
chłodnica, 7 – urządzenie wyładowcze, 8 – kocioł, 9 –
podgrzewacz powietrza, 10, 11 - wentylatory
Kalcynacja koksów surowych, ok.
1300
o
C
Gazowa
–
piece retortowe
piece obrotowe
piece z trzonem
obrotowym
Elektryczna -
średniotemperaturowa
wysokotemperaturowa
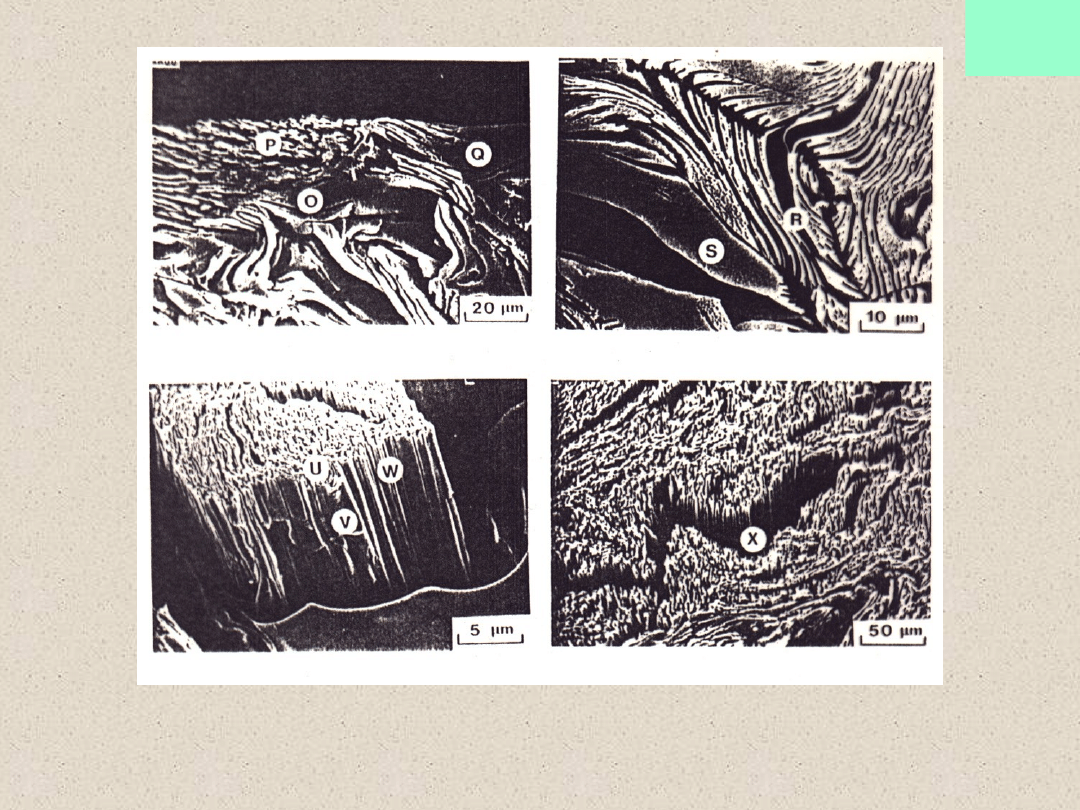
MW-
5/6
Typy tekstury charakterystyczne dla kosów
igłowych
MW-
5/6
Podstawowe funkcje
Lepiszcze (spoiwo) -
Nadanie masie w czasie
formowania odpowiedniej plastyczności oraz spojenie
ziaren wypełniacza silnymi mostkami koksowymi podczas
karbonizacji lepiszcza w procesie wypalania.
Ważne cechy – wysoki uzysk koksu w czasie karbonizacji,
dobra zwilżalność ziaren wypełniacza.
Syciwo
– wypełnienie porów powstających podczas
wypalania uformowanego wyrobu w wyniku karbonizacji
lepiszcza i wydzielania się lotnych produktów jego rozkładu.
Ważne cechy – wysoka zdolność zwilżania materiału
wypalonego i penetracji w pory wyrobu, wysoki uzysk
koksu w czasie wypalania.
MW-
5/6
Właściwości technologiczne paków
stosowanych jako lepiszcza i syciwa
Oznaczenia umowne, znormalizowane, charakteryzujące
przydatność surowca pakowego do różnych zastosowań.
• Temperatura mięknienia – metody oznaczania
Kramera-Sarnowa, TM (KS)
Pierścienia i Kuli, TM (PiK)
Mettlera, TM (Mettler)
TM (PiK) = 1,04 TM (KS) +10
• Pozostałość po skoksowaniu LK – wygrzewanie 1 g
próbki w zamkniętym tyglu porcelanowym w 870
o
C przez
3 min.
Liczba koksowania (CV – coking value) – wygrzewanie 1 g
próbki przez 2,5 godz. w 550
o
C w tyglu porcelanowym
umieszczonym w zasypce koksowej.
• Zawartość składników nierozpuszczalnych w toluenie.
• Zawartość składników nierozpuszczalnych w chinolinie.
MW-
5/6
Właściwości paków stosowanych jako lepiszcza
i syciwa
Oznaczenie
Pak
lepiszcz
e
Pak
syciwo
Temperatura mięknienia TM (PiK)
o
C
Temperatura mięknienia TM (Mettler)
o
C
Pozostałość po skoksowaniu (LK) %
mas
Liczba koksowania (CV) %
mas
Zawartość popiołu
% mas
Składniki nierozpuszczalne w toluenie
% mas
Składniki nierozpuszczalne w chinolinie
% mas
Skład elementarny (daf):
%mas
C
H
N
S
71 – 76
76 – 81
40 – 41
49 – 50
0,1 – 0,2
25 – 27,5
9,5 – 13
94 – 94,5
~4,2
1,5 – 1,9
~ 0,5
54 - 56
58 - 60
31 - 32
40 - 42
~0,1
15 - 17
4,5 -
5,5
92,5 -
94
4,4 -
4,6
1,4 -
1,8
~ 0,5
MW-
5/6
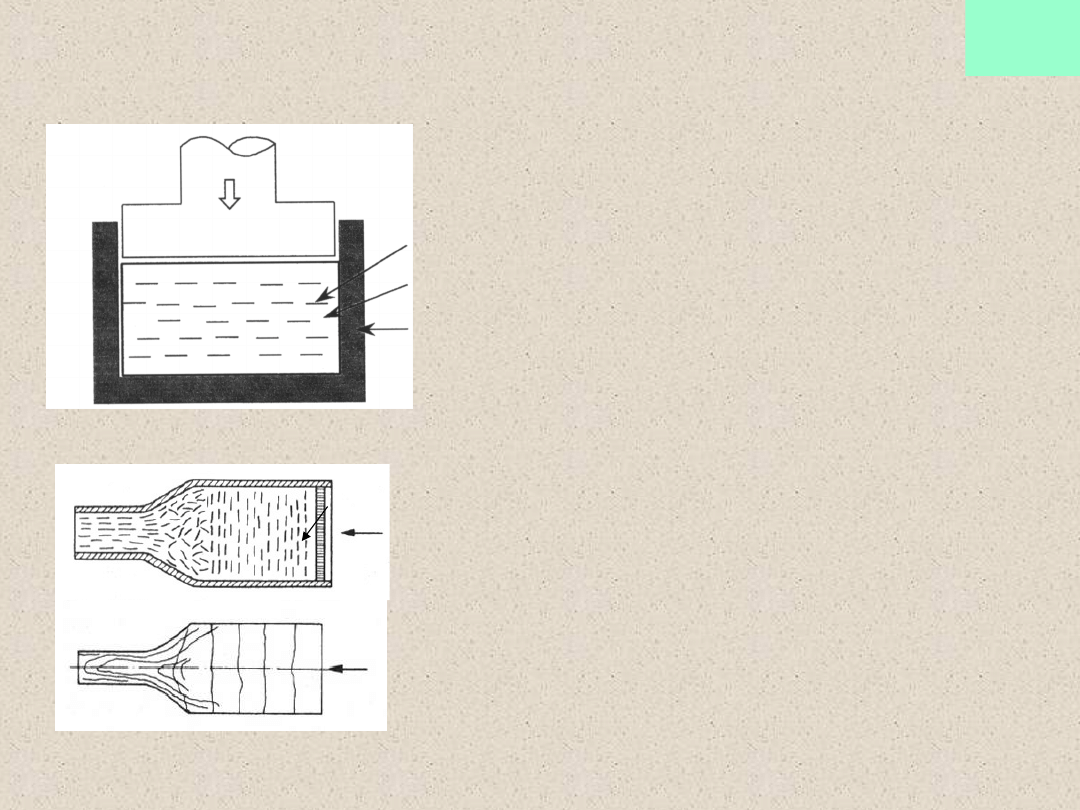
Metody formowania
wyrobów
Prasowanie blokowe (moulding)
Tradycyjna metoda.
Obecnie stosowane rzadko,
głównie do wyrobów drobnych.
Przy dużym nacisku można
formować wyroby z drobno-
ziarnistych koksów bez lepiszcza
.
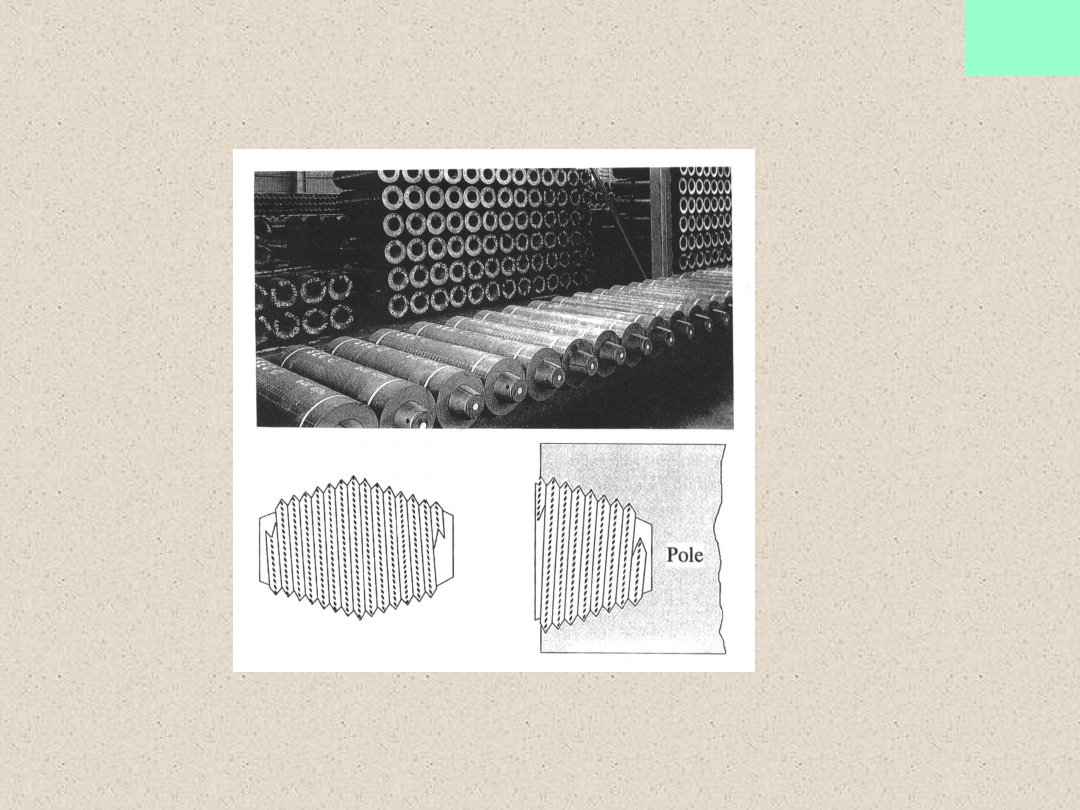
Prasowanie przelotowe (extrusion)
Powszechnie stosowane do formowania elektrod.
Formowanie wyrobów o anizotropowych
właściwościach dzięki orientacji wydłużonych ziaren
w kierunku prasowania.
Matryca podgrzewana elektrycznie do temperatury
20-30
o
C powyżej temperatury mięknienia lepiszcza.
Powstawanie defektów w wyniku przemieszczania
się masy przy przejściu z części cylindrycznej do
stożkowej,
Ciśnieni
e
Ziarna
wypełniacza
Pasta węglowa
Forma
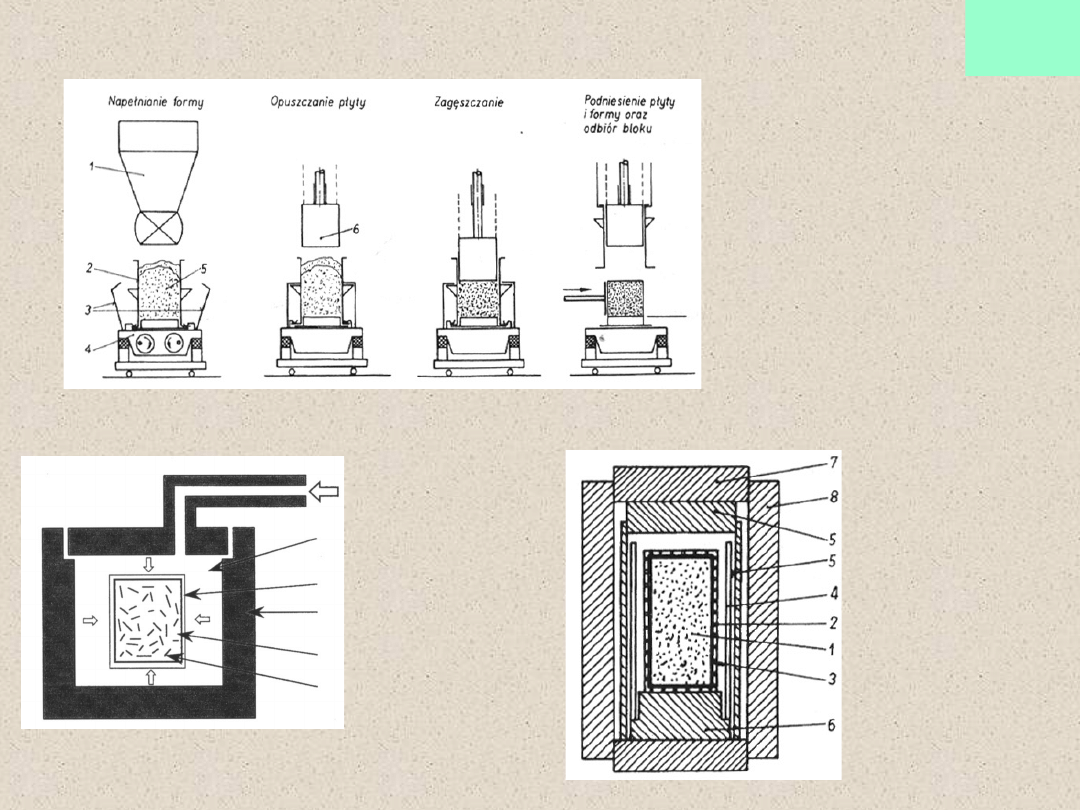
MW-
5/6
- pokrywa górna
- obudowa boczna
- izolacja pieca
- elementy grzejne
- elastyczna forma
- prasowana
mieszanka
- perforowany
pojemnik
- pokrywa dolna
Prasowanie wibracyjne
1 – zbiornik masy
2 – forma
3 – cięgna hydrauliczne
4 – stół wibracyjny
5 – prasowana masa
6 – płyta dociskowa
Prasowanie izostatyczne
Ciśnienie
Woda lub olej
Gumowy pojemnik
Zbiornik
ciśnieniowy
Prasowana masa
Ziarna
wypełniacza
Metody formowania
wyrobów c.d.
MW-
5/6
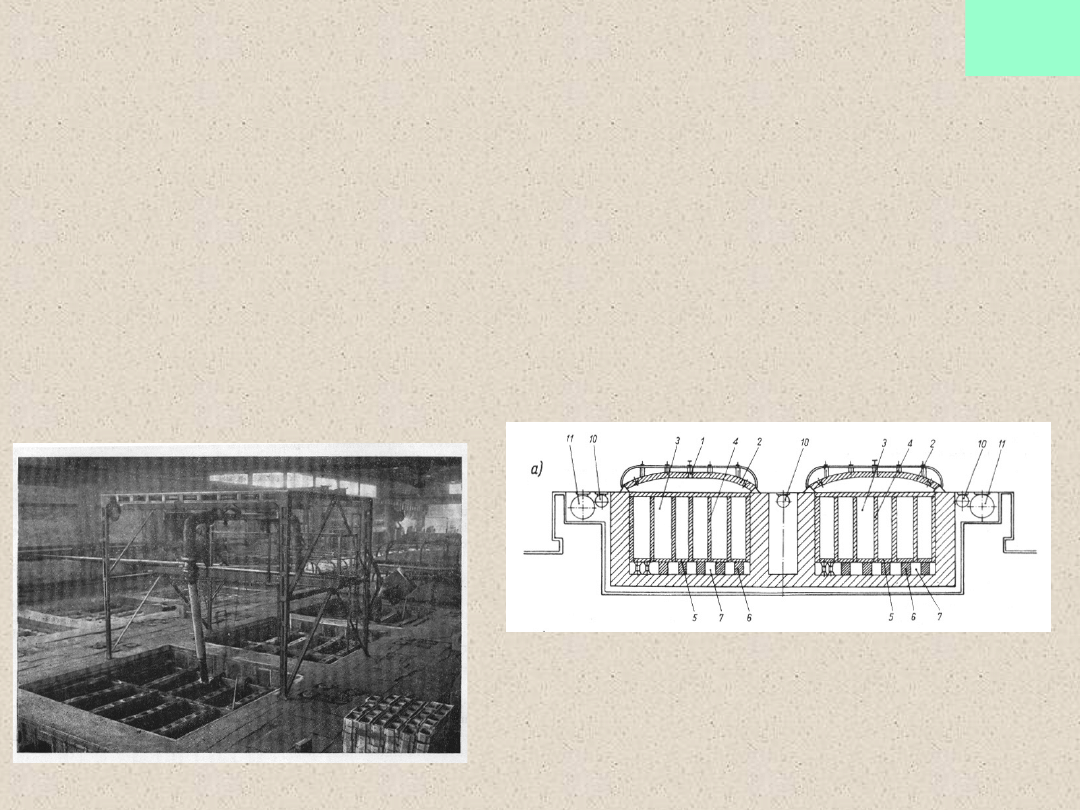
Wypalanie wyrobów
Wypalanie – obróbka termiczna uformowanych (nasyconych)
wyrobów w temperaturze 1100-1300
o
C. Cel - skarbonizowanie
lepiszcza i wytworzenie silnych, odpornych termicznie mostków
koksowych wiążących ziarna wypełniacza. Wypalanie w piecach
kręgowych typu komorowego, rzadko w tunelowych. Piece
kręgowe -16-32 komory w dwóch rzędach. Wyroby umieszczane w
zasypce koksowej w kasetach lub stalowych kokilach. Ogrzewanie
gazowe. Piec pracuje w sposób ciągły, komory – okresowo.
Wspólny system ogrzewania i odprowadzenia spalin.
Widok pieca
kręgowego
1- otwór na termoparę, 2- pokrywa, 3-
kaseta, 4- kanały grzewcze, 5- podłoga
kasety, 6- wsporniki, 7- kanały gazów, 8-
komora spalania, 9- palniki, 10- rurociąg
gazu, 11- rurociąg spalin, 12- kanał łączący,
13- kanał zbiorczy
MW-
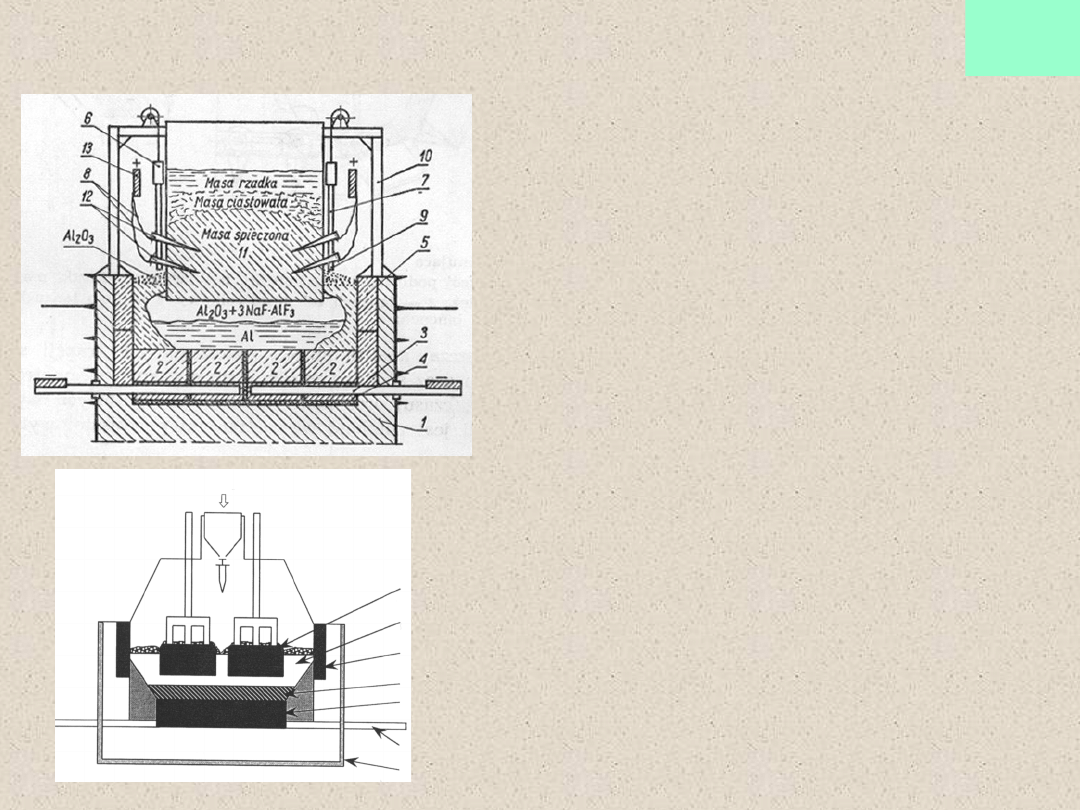
5/6
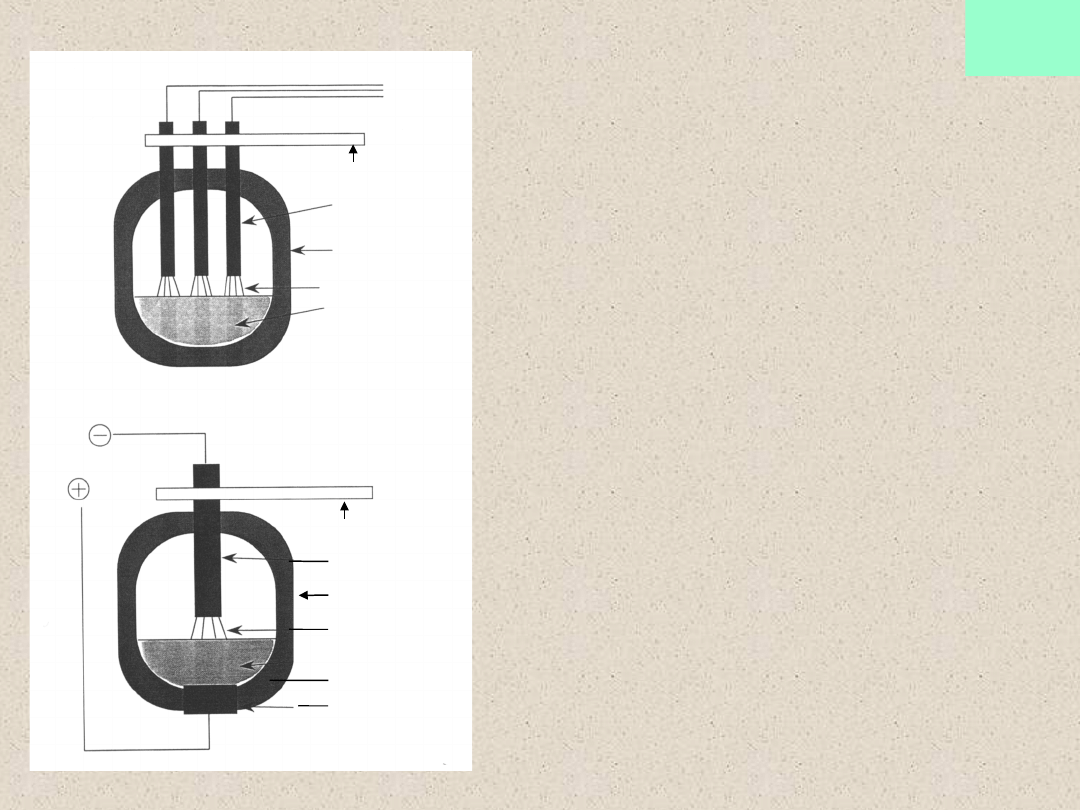
Elektrolizer z samospiekającą się
anodą:
1- cegła szamotowa; 2 – bloki węglowe
katodowe; 3,4 – szyny katodowe; 5 –
płyty węglowe boczne; 6 – rama
anody; 7 – żebra usztywniające anodę; 8
– przewody giętkie;
9 – strzemię oporowe; 10 – rama do
zawieszania anody; 11 – anoda; 12 –
sworznie stalowe; 13 – szyna prądowa
Elektrolizer z anodami
wypalonymi
1 – Anody; 2 – Elektrolit; 3 – Płyty
węglowe boczne; 4 – Aluminium; 5 –
Bloki katodowe
6 – Kolektor prądowy; 7 – Obudowa
stalowa
1
2
3
4
5
6
7
Boksyt +
topniki
Izolacj
a
Temperatura kąpieli ~950
o
C.
W wyniku utleniania zużycie
~0,5 kg anody na 1 kg
aluminium.
Węglowa katoda pracuje przez
okres 4-8 lat. Zużycie na skutek
penetracji alkaliów.
Światowa produkcja aluminium
~35 mln t.
Termoelektroliza
aluminium
MW-
5/6
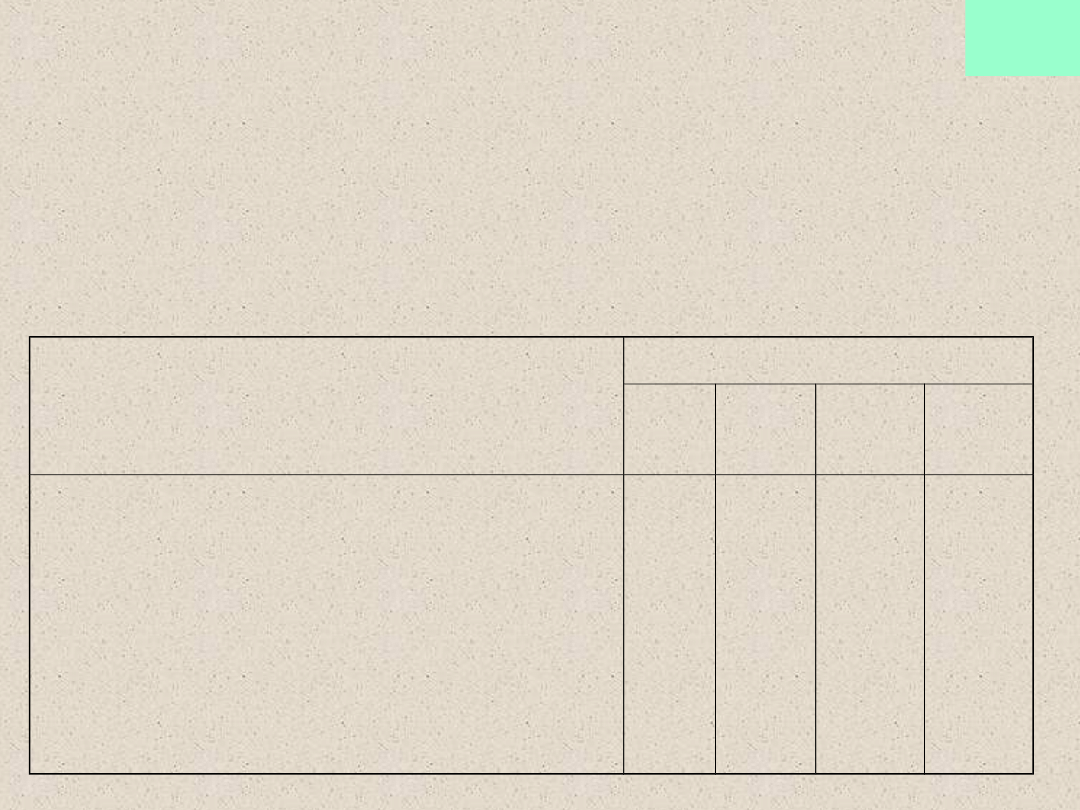
Nasycanie wyrobów wypalonych
Cel – zmniejszenie porowatości / zwiększenie gęstości pozornej, z
czym wiąże się wyraźny wzrost wytrzymałości mechanicznej i
odporności termicznej, spadek oporu elektrycznego. Nasycanie
syciwem pakowym wyrobów gruboziarnistych, elektrod
grafitowych i złącz elektrodowych.
Nasycanie w aparaturze próżniowo-ciśnieniowej.
Właściwość
Liczba cykli nasycania
0
1
2
3
Gęstość pozorna, kg/dm
3
Opór elektryczny właściwy, μΩ m
Wytrzymałość na zginanie, MPa
Współcz. rozszerzalności liniowej, 10
-6
K
-1
Porowatość całkowita, %
Porowatość otwarta, %
Przyrost masy, %
1,62
10,6
5,3
0,80
~31
~30
1,77
8,0
8,1
0,93
~24
~20
8-12
1,83
7,1
12,9
0,92
~21
~16
3-6
1,87
6,7
16,1
0,94
~18
~13
1,5-3
MW-
5/6
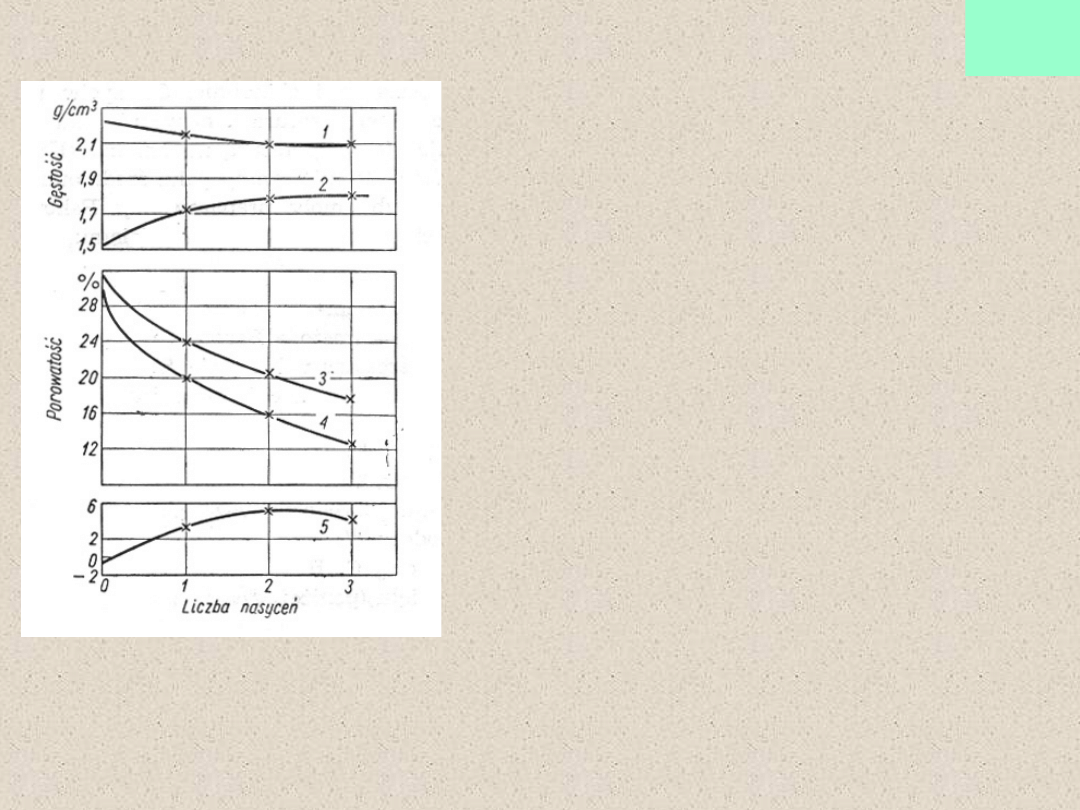
Zmiana właściwości wyrobu w wyniku
nasycania
1- gęstość helowa, 2- gęstość pozorna,
3- porowatość całkowita, 4- porowatość
otwarta,
5- porowatość zamknięta
Kolejne etapy nasycania:
• nagrzewanie wyrobów do 250-350
o
C
(3-4 h)
• przeniesienie wyrobów do nasycalnika
(autoklaw z płaszczem grzejnym)
• odpompowanie nasycalnika, próżnia
~80%
przez 0,5 godz.
• napełnienie nasycalnika syciwem o
temp.
120-160
o
C
• wtłaczanie syciwa w pory wyrobu,
ciśnienie
1-1,5 MPa przez ~4 godz.
• usuwanie nadmiaru syciwa do
zbiornika
• chłodzenie wyrobu powietrzem lub
wodą
MW-
5/6
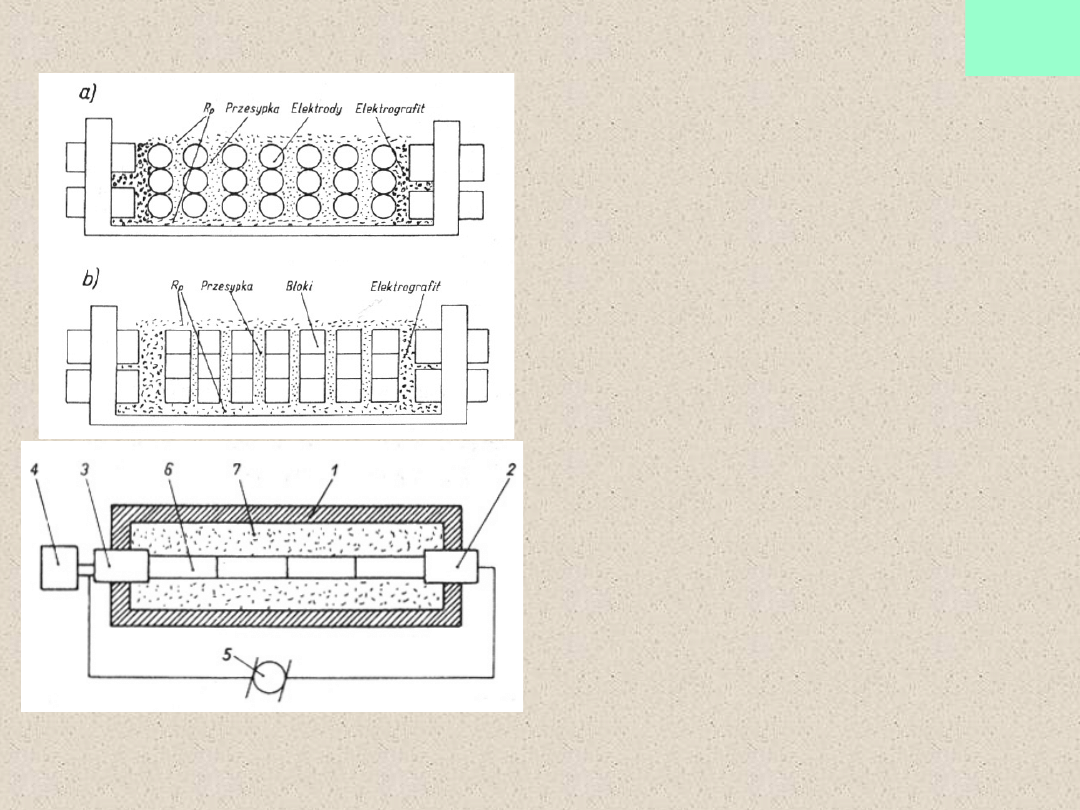
1– ściany pieca, 2- elektrod prądowa stała, 3-elektroda prądowa
ruchoma, 4- docisk, 5-źródło prądu, 6- kolumna elektrod, 7-
zasypka
Piec do grafityzacji metodą
Achesona
Grafityzacja bezpośrednia –
przepływ prądu przez wsad
stanowiący element oporowy – z
zastosowaniem oporu pośredniego
(zasypka oporowa).
Temperatura procesu 2500-2800
o
C.
Cały cykl grafityzacji trwa od 500-
600 godz., najdłużej chłodzenie.
Tylko 30% energii wykorzystanej.
Piec do grafityzacji metodą
Castnera
Grafityzacja bezpośrednia bez
oporu
pośredniego. Cykl grafityzacji
skrócony do ~250 godz.
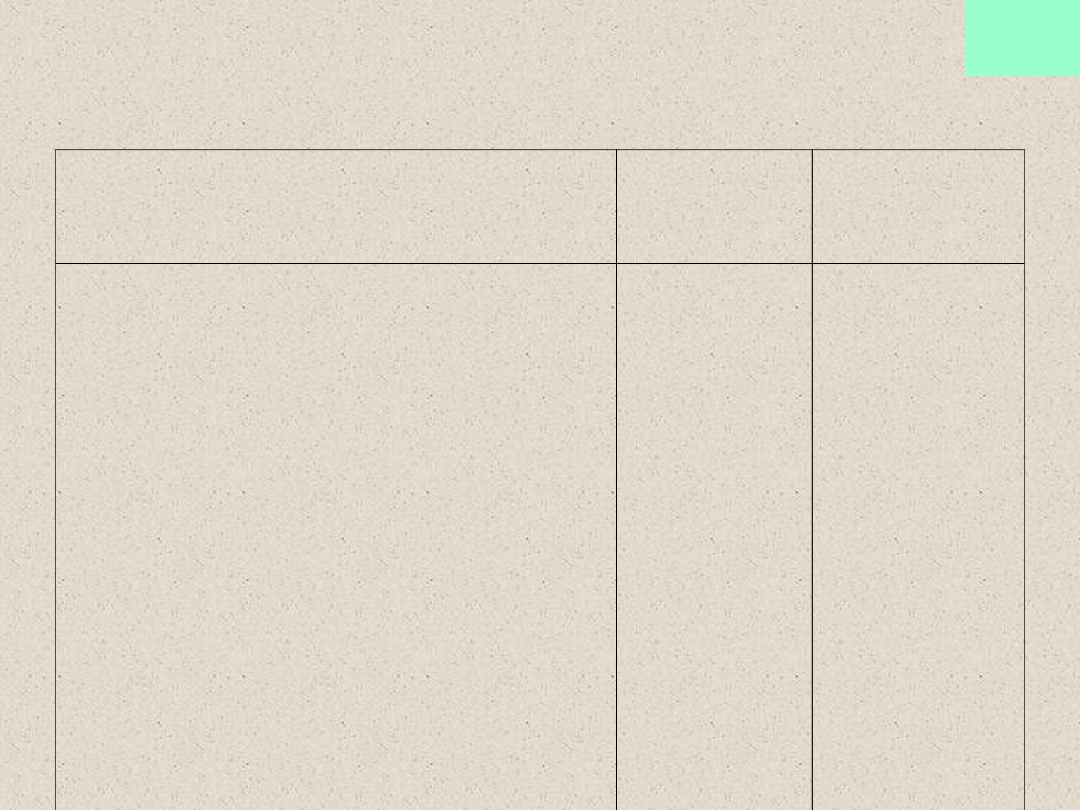
Właściwości elektrody wypalonej i
zgrafityzowanej
Właściwość
Elektroda
wypalona
Elektroda
zgrafityzowa
na
Gęstość pozorna
kg/dm
3
Porowatość
%
Opór elektryczny właściwy (μΩ
m)
Wytrzymałość na zginanie
MPa
Wytrzymałość na ściskanie
MPa
Moduł sprężystości liniowej
GPa
Współcz. rozszerzalności liniowej
1/MK
Prędkość ultradźwięków
km/s
1,57
24,5
65
6,5
35
7,5
5,0
2,1
1,59
29,2
9
6
16,5
4,1
2,3
1,6
MW-
5/6
MW-
5/6
MW-
5/6
Piece łukowe do produkcji
stali
1 - Uchwyt
2 - Elektroda grafitowa
3 - Obudowa ogniotrwała
4 - Łuk elektryczny
5 - Stopiona stal
6 – Elektroda
Kolumna elektrod ~ 7 m długości.
Olbrzymie gradienty temperatury:
• temperatura końcówki 3600-4000
o
C,
• temperatura kolumny w piecu
~2000
o
C,
• uchwyt – temperatura otoczenia.
Do załadunku pieca elektrody
wyjmowane.
Zużycie elektrody, ~0,5 kg/t stali, w
wyniku sublimacji końcówki i
utleniania pobocznicy.
1
2
3
4
5
1
2
3
4
5
6
Prąd
stały
Prąd
zmienny
Produkcja SGL Carbon S.A., Nowy Sącz
Elektrody grafitowe (φ 350-600 mm)
– 15 000 ton
Bloki katodowe amorficzne i grafitowe
- 8 000 ton
Wykładziny wielkich pieców
- 5 000 ton
Pasty i kleje
- 4 000 ton
MW-
5/6
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
Wyszukiwarka
Podobne podstrony:
machnikowski, technologia węgla i materiałów węglowych, Podstawowe składniki węgla Przeliczanie ozna
zboża 5, ! UR Towaroznawstwo, II ROK, Technologia materiałowa
białucki,technologia materialów inżynierskich,OBRÓBKA WYKAŃCZAJĄCA I SPECJALNA SPIEKÓW
białucki,technologia materialów inżynierskich,WYTWARZANIE STALI
MATERIAŁY WĘGLOWE
białucki,technologia materialów inżynierskich,MEATALURGIA PROSZKÓW
białucki,technologia materialów inżynierskich,Metalurgia Aluminium
,technologia materiałów inżynierskich, Twardość
Materialy weglowe
,technologia materiałów inżynierskich, Statyczna próba rozciągania
,technologia materiałów inżynierskich, proba zginania
materialy z weglowodorow weglow Nieznany
pytania laborki mat zaawansowane technologicznie (), materiały zaawansowane technologicznie-L, Zagad
Strona tytułowa laborki technologia materiałów, Materialy na uczelnie
Zakres egzaminu, Technologia materiałów i nawierzchni drogowych
Materiały węglowe 1, WYROBY SPIEKANE
Karta technologiczna1, ! UR Towaroznawstwo, II ROK, Technologia materiałowa, Projekt
więcej podobnych podstron