Radioelektronik Audio-HiFi-Video 7/2003
Topniki, rodzaje i metody
ich nanoszenia
Wiêkszoæ metali b¹d stopów reaguje z otacza-
j¹c¹ je atmosfer¹ gazow¹ i na ich powierzchni
tworzy siê warstwa trudno topliwych niemetalicz-
nych zwi¹zków, np. tlenki, siarczki itp. Intensyw-
noæ tego procesu wzrasta z podwy¿szeniem
temperatury. Wymagan¹ czystoæ ³¹czonych
powierzchni i lutu zapewnia siê miêdzy innymi
przez u¿ywanie przy lutowaniu specjalnych
substancji zwanych topnikami.
Dzia³anie topników polega na rozpuszczaniu
i usuwaniu zwi¹zków niemetalicznych z ³¹czo-
nych powierzchni i ciek³ego lutu oraz ochronie
lutowanego obszaru przed agresywnym dzia-
³aniem otaczaj¹cych gazów. Dodatkowo wiêk-
szoæ topników powoduje zmniejszenie na-
piêcia powierzchniowego ciek³ych lutów, a tym
samym polepsza zwil¿alnoæ.
Topnikom stawia siê nastêpuj¹ce wymagania:
q
ich temperatura topnienia powinna byæ ni¿-
sza od temperatury topnienia lutu, a tempera-
tura parowania wy¿sza, czyli podczas lutowa-
nia ciek³y topnik powinien pokrywaæ miejsce lu-
towania,
q
powinny byæ ca³kowicie obojêtne chemicz-
nie wzglêdem lutowanych metali i lutu, a agre-
sywne wobec warstw tlenków i innych zwi¹z-
ków istniej¹cych na ich powierzchni,
q
pozosta³oci topnika i rozpuszczone w nim
zwi¹zki powinny wyp³ywaæ na powierzchnie
lutu w momencie zetkniêcia siê ciek³ego lutu
z lutowanym materia³em,
q
resztki topnika i powsta³y ¿u¿el powinny
siê ³atwo usuwaæ,
q
przy d³u¿szym przechowywaniu nie powinny
zmieniaæ sk³adu chemicznego i w³aciwoci,
q
nie powinny zawieraæ sk³adników szkodli-
wych dla zdrowia i rodowiska.
Uniwersalnych topników, które nadawa³yby siê
do lutowania wszystkich metali i stopów, nie
uda³o siê opracowaæ. W praktyce spotyka siê
topniki o ró¿nych w³aciwociach, a dobór ich
przeprowadza siê z uwzglêdnieniem przede
wszystkim w³asnoci lutowanych metali i stoso-
wanego lutu.
Rodzaje topników
Topniki mo¿na podzieliæ na dwie grupy: kalafo-
niowe i wodne. Topniki kalafoniowe zawieraj¹
trzy g³ówne sk³adniki: kalafoniê, aktywator i roz-
puszczalnik. Rozpuszczalnik jest nonikiem dla
kalafonii i aktywatorów. U³atwia ich dostarczenie
do miejsca lutowania i zwiêksza ich oddzia³ywa-
nie na lutowane powierzchnie. Kalafonia jest
naturaln¹ substancj¹ otrzymywan¹ z ¿ywic
drzew iglastych i w normalnych warunkach jest
cia³em sta³ym. Temperatura topnienia kalafonii
wynosi 125
÷
150
o
C. Mo¿na j¹ zatem stosowaæ
jako topnik dla prawie wszystkich lutów miêkkich
(do temperatury 300
o
C). Najwa¿niejsz¹ zalet¹
kalafonii jest brak powinowactwa chemicznego
z metalami i stopami. Dziêki temu mo¿na jej re-
sztki pozostawiaæ po lutowaniu. Dzia³anie kala-
fonii nie ogranicza siê tylko do ochrony lutowa-
nego po³¹czenia. Zmniejsza ona ponadto napiê-
cie powierzchniowe ciek³ych lutów, a tym samym
polepsza ich rozp³ywnoæ. Jest mieszanin¹ wie-
lu kwasów organicznych, z których najwa¿niej-
szym jest kwas abietynowy (C
20
H
30
O
2
). Kwas
ten w temperaturze powy¿ej 150
o
C powoduje
czêciowe rozpuszczanie tlenków miedzi. Przy
lutowaniu lutownic¹ stosowana jest kalafonia
w postaci proszku lub bry³ek, natomiast przy lu-
towaniu automatycznym stosuje siê kalafoniê
w postaci roztworów. Do rozpuszczania kalafo-
nii stosuje siê zazwyczaj alkohol etylowy, meta-
nol lub alkohol izopropylowy.
Topniki ró¿ni¹ siê miêdzy sob¹ g³ównie propor-
cjami kalafonii do aktywatorów (co decyduje
o aktywnoci topnika), rodzajem aktywatorów
i proporcjami rozpuszczalnika do rozpuszcza-
nych sk³adników (co decyduje o iloci topnika
nanoszonego na lutowane powierzchnie). Pod
wzglêdem aktywnoci topniki kalafoniowe dzie-
li siê na trzy grupy:
q
typ R (Rosin) _ bez aktywatorów, zawiera-
j¹ce wy³¹cznie kalafoniê,
q
typ RMA(Rosin Middle Activated) _ rednio-
aktywne, zawieraj¹ce niewielk¹ iloæ aktywato-
rów, które po operacji lutowania s¹ chemicznie
obojêtne i niekorozyjne,
q
typ RA (Rosin Activated) _ aktywne, o naj-
wiêkszej iloci aktywatorów, których nie wolno
pozostawiaæ po lutowaniu, a obszar po³¹czenia
musi byæ myty.
Topniki wodne to tak¿e topniki, których pozosta-
³oci po lutowaniu s¹ rozpuszczalne w wodzie.
W sk³ad topników wodnych wchodz¹ zwi¹zki,
takie jak: sk³adniki aktywne chemicznie, s³u¿¹-
ce do oczyszczania powierzchni, substancje
u³atwiaj¹ce rozp³yw topników po powierzchni
oraz rozpuszczalniki glikole lub rozpuszczal-
ne w wodzie polimery. Zadaniem rozpuszczal-
ników jest utrzymanie aktywatora w bliskim
kontakcie z powierzchni¹ metalu.
Metody nanoszenia topników
Sposób dozowania topników jest cile
zwi¹zany z technologi¹ lutowania. Wtedy, gdy
stosuje siê lutowanie na fali, topniki s¹ nanoszo-
ne na doln¹ stronê p³ytki drukowanej w opera-
cji zwanej topnikowaniem. Przy lutowaniu roz-
p³ywowym topnik jest sk³adnikiem pasty lu-
towniczej i wraz z ni¹ nanoszony jest na pola
lutownicze p³ytki drukowanej.
Nanoszona w operacji topnikowania warstwa
topnika powinna byæ ci¹g³a i o jednakowej gru-
boci. W rozwi¹zaniach przemys³owych topni-
ki nanosi siê jednym z nastêpuj¹cych sposo-
bów: na fali, pianowo lub natryskiem. Po topni-
kowaniu p³ytka jest wstêpnie podgrzewana
w celu uzyskania w³aciwej gêstoci topnika,
zwiêkszenia jego aktywnoci oraz zmniejsze-
nia szoku cieplnego, na jaki jest nara¿ona
w zetkniêciu z du¿¹ mas¹, roztopionego lutu.
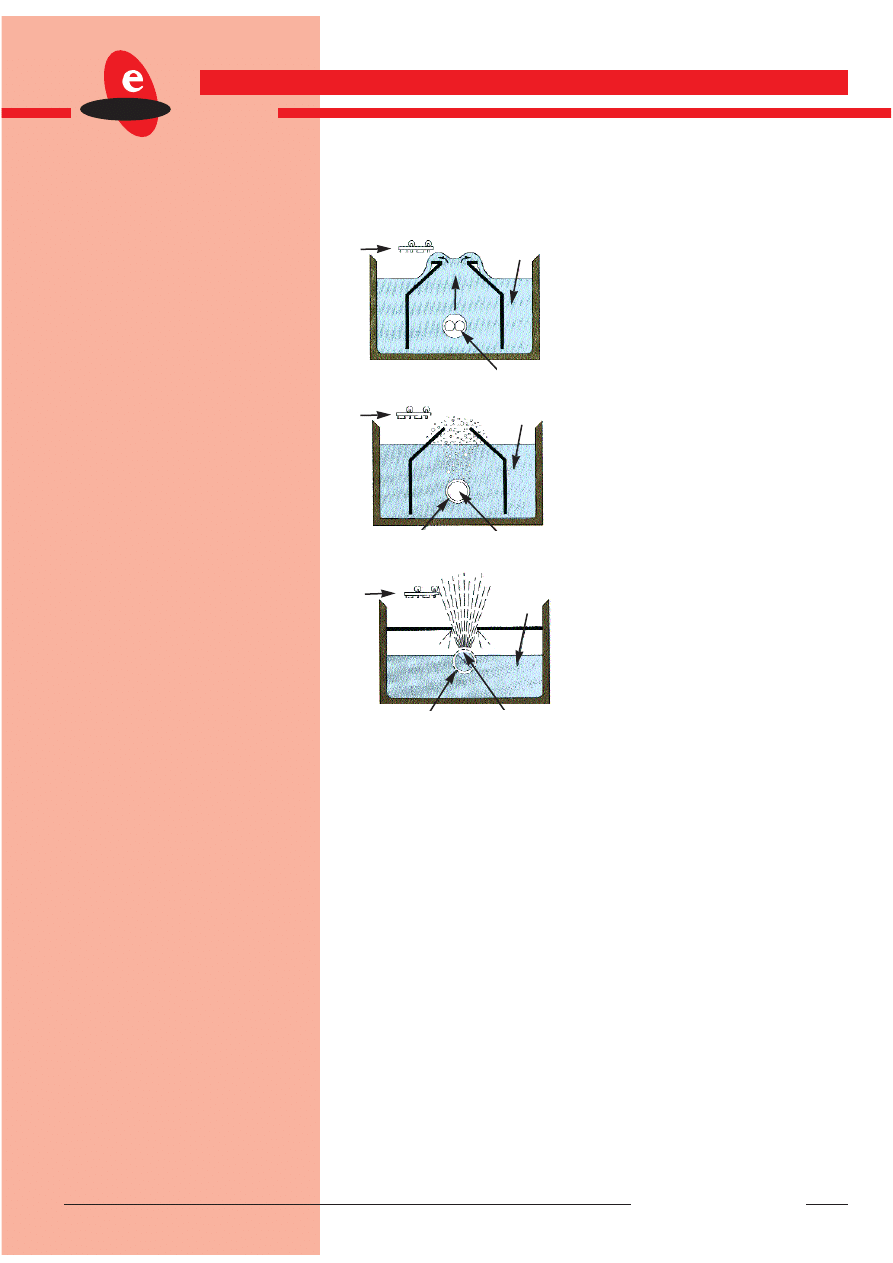
Przy topnikowaniu na fali (rys.10), topnik ze
zbiornika jest pompowany do góry przez dyszê
przyjmuj¹c kszta³t fali. P³ytka drukowana umie-
szczona na transporterze przechodzi nad fal¹
dotykaj¹c jej i nastêpuje pokrycie spodniej stro-
ny p³ytki topnikiem.
Przy topnikowaniu pianowym powietrze prze-
t³aczane jest przez ceramiczn¹ porowat¹
kszta³tkê, która wytwarza spieniony topnik. Pia-
na wydobywa siê przez dyszê do góry, a p³yt-
ki przemieszczane nad ni¹ s¹ równomiernie
zwil¿ane topnikiem (rys. 11). Piana ma dobre
w³asnoci penetruj¹ce i dobrze zwil¿a wypro-
wadzenia. Metoda ta jest zalecana przy modu-
³ach o du¿ej liczbie gêsto rozmieszczonych
otworów metalizowanych.
Topnikowanie natryskiem (rys. 12) jest metod¹
umo¿liwiaj¹c¹ uzyskiwanie równomiernych po-
kryæ. £atwo steruje siê prac¹ urz¹dzenia. Wa-
d¹ jest wysoki koszt wynikaj¹cy z du¿ego zu-
¿ycia lotnych rozpuszczalników z topnika, a po-
nadto znaczne zanieczyszczenie rodowiska.
Dlatego niekiedy stosuje siê uk³ady zamkniê-
te, aby ograniczyæ straty rozpuszczalnika.
PROCESY TECHNOLOGICZNE
MONTA¯U POWIERZCHNIOWEGO
(3)
Rys. 10. Topnikowanie na fali
Rys. 11. Topnikowanie pianowe
Rys. 12. Topnikowanie natryskowe
Topnik
Topnik
Topnik
Element wiruj¹cy
Sprê¿one powietrze
Sprê¿one powietrze
Porowata rurka ceramiczna
Pompa
¿e jest ona niewystarczaj¹ca do usuniêcia
nadmiaru lutowia z ³¹czonych powierzchni oraz
mostków z s¹siaduj¹cych wyprowadzeñ. Z te-
go wzglêdu za fal¹ turbulentn¹ stosuje siê dru-
g¹ falê laminarn¹ (uwarstwion¹). Ponadto w
niektórych systemach lutowania na podwój-
nej fali na p³ytkê wychodz¹c¹ z fali stosuje siê
nadmuch gor¹cego powietrza (tzw. nó¿ po-
wietrzny), co zwiêksza skutecznoæ usuwania
nadmiaru lutowia z ³¹czonych powierzchni.
Metody mycia p³ytek
Po operacji lutowania obwody drukowane po-
kryte s¹ pozosta³ociami materia³ów pomoc-
niczych stosowanych w tej operacji oraz za-
nieczyszczeniami (po dotykaniu rêkami,
z otaczaj¹cej atmosfery) w szczególnoci
s¹ to:
q
pozosta³oci topników (kalafonia, zwi¹z-
ki organiczne z topników bezkalafonio-
wych oraz aktywatory),
q
oleje lutownicze,
q
oleje i inne smary oraz t³uszcze wprowa-
dzone przez kontakt z brudnymi przedmio-
tami,
q
sole i t³uszcze wniesione przez dotyk
palcami,
q
cz¹stki cia³ sta³ych jak kurz, mikrosko-
pijne cz¹stki metali,
q
pozosta³oci roztworów i zwi¹zków che-
micznych z operacji wytwarzania p³ytek.
Zanieczyszczenia te wystêpuj¹ na powierzch-
ni w postaci mazistej lub suchej. Ich szkodliwoæ
polega na:
q
powodowaniu up³ywnoci elektrycznych
i przebiæ elektrycznych zak³ócaj¹cych pracê
modu³u,
q
powodowaniu postêpuj¹cej korozji metalo-
wych fragmentów p³ytek,
q
powodowaniu, wskutek lepkoci, groma-
dzenia dalszych zanieczyszczeñ,
q
uniemo¿liwieniu kontaktu elektrycznego
wskutek zanieczyszczeñ styków,
q
powodowaniu wtórnych zjawisk, np. ple-
nienia.
Mycie obwodów drukowanych jest operacj¹
konieczn¹ dla modu³ów o du¿ej niezawodno-
ci, a zalecan¹ dla pozosta³ych.
Wiêkszoæ zanieczyszczeñ jest rozpuszczalna,
konieczne jest jednak dobranie w³aciwego
rozpuszczalnika oraz metody mycia. Nale¿y
pamiêtaæ o koniecznoci uwzglêdnienia wp³y-
wu rozpuszczalników i metody mycia na podze-
spo³y ju¿ zmontowane. Jeli nie mo¿na unikn¹æ
szkodliwego dzia³ania rozpuszczalnika na
podzespo³y, to trzeba je przenieæ z monta¿u
g³ównego do uzupe³niaj¹cego, po myciu.
Rozpuszczalniki i substancje rozpuszczane
dzieli siê na polarne i niepolarne. Podzia³ ten
wynika ze struktury cz¹steczki i jej zachowania
siê w roztworze. W cz¹steczce substancji po-
larnej istniej¹ wi¹zania elektrostatyczne. Cz¹-
steczki te w roztworze dysocjuj¹ na jony i ma-
j¹ ³adunek elektryczny. Natomiast cz¹steczki
substancji niepolarnych w roztworze pozosta-
j¹ elektrycznie obojêtne.
Z regu³y do zmywania zanieczyszczeñ typu
polarnego nale¿y szukaæ rozpuszczalnika
wród cieczy polarnych i analogicznie do sub-
stancji niepolarnych _ rozpuszczalników niepo-
larnych (wyj¹tek stanowi¹ alkohole _ zwi¹zki
polarne, a dobrze rozpuszczaj¹ce niepolarn¹
kalafoniê).
n
Ryszard Kisiel, Cezary Rudnicki
9
Lutowanie na fali
Konwencjonalne urz¹dzenia do lutowania na fa-
li s¹ stosowane dla konfiguracji typu III, w której
po stronie monta¿owej znajduj¹ siê podzespo-
³y przewlekane, a po stronie lutowania ma³e
podzespo³y powierzchniowe, czyli do wyko-
nywania p³ytek o ma³ej gêstoci upakowania.
Ze wzrostem gêstoci upakowania, niezwil¿o-
ne powierzchnie i mostki lutownicze mog¹
ograniczaæ stosowanie tej metody. Szczególnie
dotyczy to monta¿u uk³adów scalonych i wte-
dy nale¿y siêgn¹æ po bardziej rozbudowane
metody lutowania na podwójnej fali. Przy luto-
waniu na fali podzespo³ów powierzchniowych
nale¿y zwróciæ uwagê, ¿e pola lutownicze nie
mog¹ byæ zwil¿one klejem. Przez odpowie-
dnie zaprojektowanie nale¿y unikaæ cieniowa-
nia i mostkowania.
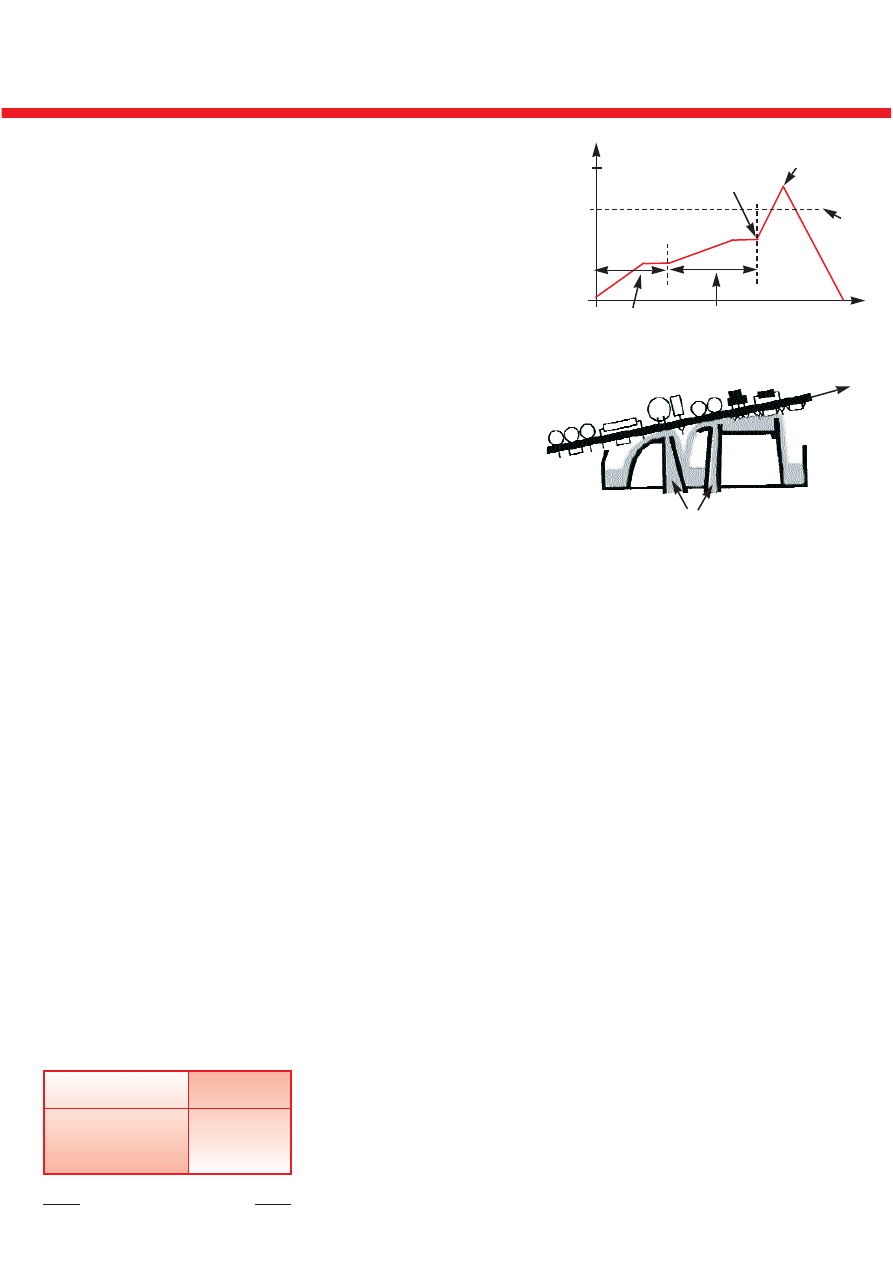
Typowy przebieg profilu temperatury przy luto-
waniu, na fali przedstawiono na rys. 13.
Wyró¿nia siê kilka faz: podgrzewania wstêpne-
go, podgrzewania wtórnego, lutowania
i ch³odzenia. Etap wygrzewania wstêpnego
ma za zadanie podwy¿szyæ temperaturê p³yt-
ki i podzespo³ów tak, aby przyspieszyæ lutowa-
nie i skróciæ czas osi¹gania przez p³ytkê tem-
peratury ciek³ego lutu. Typowe temperatury
góry p³ytki po podgrzewaniu wstêpnym zesta-
wiono w tablicy 2. Równie istotny jest czas
podgrzewania wtórnego. Zbyt krótki mo¿e nie
uaktywniæ topnika i w konsekwencji prowadzi
to do pogorszenia zwil¿ania. Mo¿e tak¿e pro-
wadziæ do powstawania kuleczek lutowia, wte-
dy, gdy za zimny topnik styka siê z ciek³ym lu-
tem i uwalniaj¹cy siê wtedy gwa³townie rozpu-
szczalnik rozbryzguje lut.
Przebieg temperatur w fazie lutowania wynika
z natury automatycznego lutowania. Wysta-
wienie p³ytki na dzia³anie ciek³ego lutu (tempe-
ratury 240
÷
250
o
C) powinno byæ ograniczone.
Zachodzi potrzeba balansowania miêdzy dwie-
ma tendencjami: d³ugiego wystawienia na dzia-
³anie lutu, aby dobrze przylutowaæ, a z drugiej
strony skracania czasu lutowania, aby nie
uszkodziæ podzespo³ów.
Omówiony powy¿ej proces lutowania na poje-
dynczej fali nie zawsze mo¿e byæ stosowany,
zw³aszcza w odniesieniu do p³ytek o du¿ym
upakowaniu (np. w konfiguracji typu II). Wtedy
stosujemy lutowanie na podwójnej fali (rys.
14). Pierwsza, zasadnicza fala jest w¹sk¹ fal¹
turbulentn¹ (burzliw¹) o wysokiej dynamice
przep³ywu w kierunku pionowym. Zapewnia
ona skuteczn¹ penetracjê lutowia do wyprowa-
dzeñ podzespo³ów i nie daje efektów cieniowa-
nia, je¿eli wysokoæ podzespo³u nie jest wiêk-
sza ni¿ 4
÷
5 mm. Wad¹ fali turbulentnej jest to,
Radioelektronik Audio-HiFi-Video 7/2003
Typ monta¿u
Temperatura górnej
warstwy p³ytki [
o
C]
Jednostronny
80
Dwustronny, przewlekany
90-100
Wielowarstwowy, 4
÷
6 warstw
100
Dwustronny, powierzchniowy
110
T a b l i c a 2. Temperatura góry p³ytki po podgrze-
waniu wstêpnym
Rys. 13. Typowy przebieg temperatury przy
lutowaniu na fali
t
Pierwsze grzanie
wstêpne
Drugie grzanie
wstêpne
Temperatura
lutowania
Szczytowa temperatura
przy wyjciu fali
Wejcie fali
250
183
T
[
o
C]
Rys. 14. Lutowanie na podwójnej fali spoiwa
Lut
Kierunek
przesuwu
p³ytki
Wyszukiwarka
Podobne podstrony:
ankieta 07 08
ei 2005 07 08 s085 id 154185 Nieznany
fiszki 01 07 i 08
chemia lato 12 07 08 id 112433 Nieznany
07 08 PAME O przekroczeniu progu
2003 07 32
2003 07 06
podst chemii 07 07 08
2003 07 Szkola konstruktorowid Nieznany
edw 2003 07 s56
ei 2005 07 08 s033 id 154176 Nieznany
Mechanika gruntow W 07 08
atp 2003 07 78
Mikroekonomia - wyklad 07 [08.11.2001], Ekonomia, ekonomia, Mikroekonomia
2003 07 33
edw 2003 07 s38(1)
ZEM 07 08 Pytania
edw 2003 07 s31
więcej podobnych podstron