__________________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Regina Mroczek
Rozróżnianie podstawowych materiałów stosowanych
w zegarmistrzostwie 731[05].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Piotr Dubis
mgr inż. Grzegorz Śmigielski
Opracowanie redakcyjne:
mgr inż. Regina Mroczek
Konsultacja:
mgr inż. Andrzej Zych
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej Rozróżnianie
podstawowych materiałów stosowanych w zegarmistrzostwie 731[05].O1.03 zawartego
w modułowym programie nauczania dla zawodu zegarmistrz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Materiały
konstrukcyjne
metalowe
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Techniki wytwarzania materiałów konstrukcyjnych metalowych
13
4.2.1. Materiał
nauczania 13
4.2.2. Pytania sprawdzające
14
4.2.3. Ćwiczenia
14
4.2.4. Sprawdzian postępów
14
4.3. Techniki zmiany własności materiałów konstrukcyjnych metalowych
15
4.3.1. Materiał
nauczania 15
4.3.2. Pytania sprawdzające
19
4.3.3. Ćwiczenia
19
4.3.4. Sprawdzian postępów
20
4.4.
Technologia
proszków 21
4.4.1. Materiał
nauczania 21
4.4.2. Pytania sprawdzające
21
4.4.3. Ćwiczenia
22
4.4.4. Sprawdzian postępów
22
4.5. Materiały konstrukcyjne niemetalowe i ich przetwarzanie
23
4.5.1. Materiał
nauczania 23
4.5.2. Pytania sprawdzające
25
4.5.3. Ćwiczenia
26
4.5.4. Sprawdzian postępów
26
4.6. Powłoki ochronne i dekoracyjne. Materiały eksploatacyjne
27
4.6.1. Materiał
nauczania 27
4.6.2. Pytania sprawdzające
30
4.6.3. Ćwiczenia
31
4.6.4. Sprawdzian postępów
31
5. Sprawdzian osiągnięć
32
6. Literatura
36

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Kontynuujesz naukę zawodu w systemie modułowym, w którym treści nauczania są
podzielone na jednostki modułowe. Jednostka modułowa „Rozpoznawanie podstawowych
materiałów stosowanych w zegarmistrzostwie”, do której otrzymałeś(łaś) poradnik jest trzecią
z kolei jednostką w module „Techniczne podstawy zawodu zegarmistrza”.
Zadaniem tego modułu jest pomóc Ci zdobyć wiedzę ogólnotechniczną. Do takiej wiedzy
zalicza się także ta dotycząca materiałów stosowanych do konstrukcji maszyn i mechanizmów
precyzyjnych oraz ich eksploatacji, a także wybrane techniki ich wytwarzania. Dzięki niej
będziesz zorientowany w różnorodności stosowanych materiałów, a poznanie ich właściwości
pozwoli trafnie określać ich zastosowanie i odpowiednie traktowanie w toku pracy.
Poradnik dla ucznia ma pomóc Ci w opanowaniu wiedzy zawartej w
jednostce
„Rozpoznawanie podstawowych materiałów stosowanych w
zegarmistrzostwie”. Zawiera
niezbędne materiały i ćwiczenia wraz ze wskazówkami, potrzebnymi do zaliczenia jednostki
modułowej. Przed rozpoczęciem nauki zapoznaj się z celami tej jednostki. Dowiesz się na tej
podstawie, co będziesz umieć po jej zakończeniu.
Jednostka podzielona została na sześć tematów.
1. Materiały konstrukcyjne metalowe.
2. Techniki wytwarzania materiałów konstrukcyjnych metalowych.
3. Techniki zmiany własności materiałów metalowych.
4. Technologia proszków.
5. Materiały konstrukcyjne niemetalowe i ich przetwarzanie.
6. Powłoki ochronne i dekoracyjne. Materiały eksploatacyjne.
Przed przystąpieniem do realizacji ćwiczeń sprawdź, czy jesteś do nich odpowiednio
przygotowany(a). W tym celu wykorzystaj zestaw pytań zamieszczony po materiale nauczania
do każdego z tematów. Na końcu opracowania każdego z tematów, po ćwiczeniach znajduje się
sprawdzian postępów, który pozwoli Ci określić swoje osiągnięcia w zakresie zdobywanej
wiedzy. Jeśli uzyskasz pozytywne wyniki, będziesz mógł (mogła) przejść do następnego
ćwiczenia, a jeśli nie, to wiadomości i umiejętności powinieneś (powinnaś) powtórzyć
i poprawić przy pomocy nauczyciela. Ponadto ćwiczenia proponowane będą tak skonstruowane,
by pomóc Ci ocenić stopień opanowania wiedzy.
Jednostka kończy się testem, który stanowi podstawę zaliczenia tej jednostki modułowej.
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
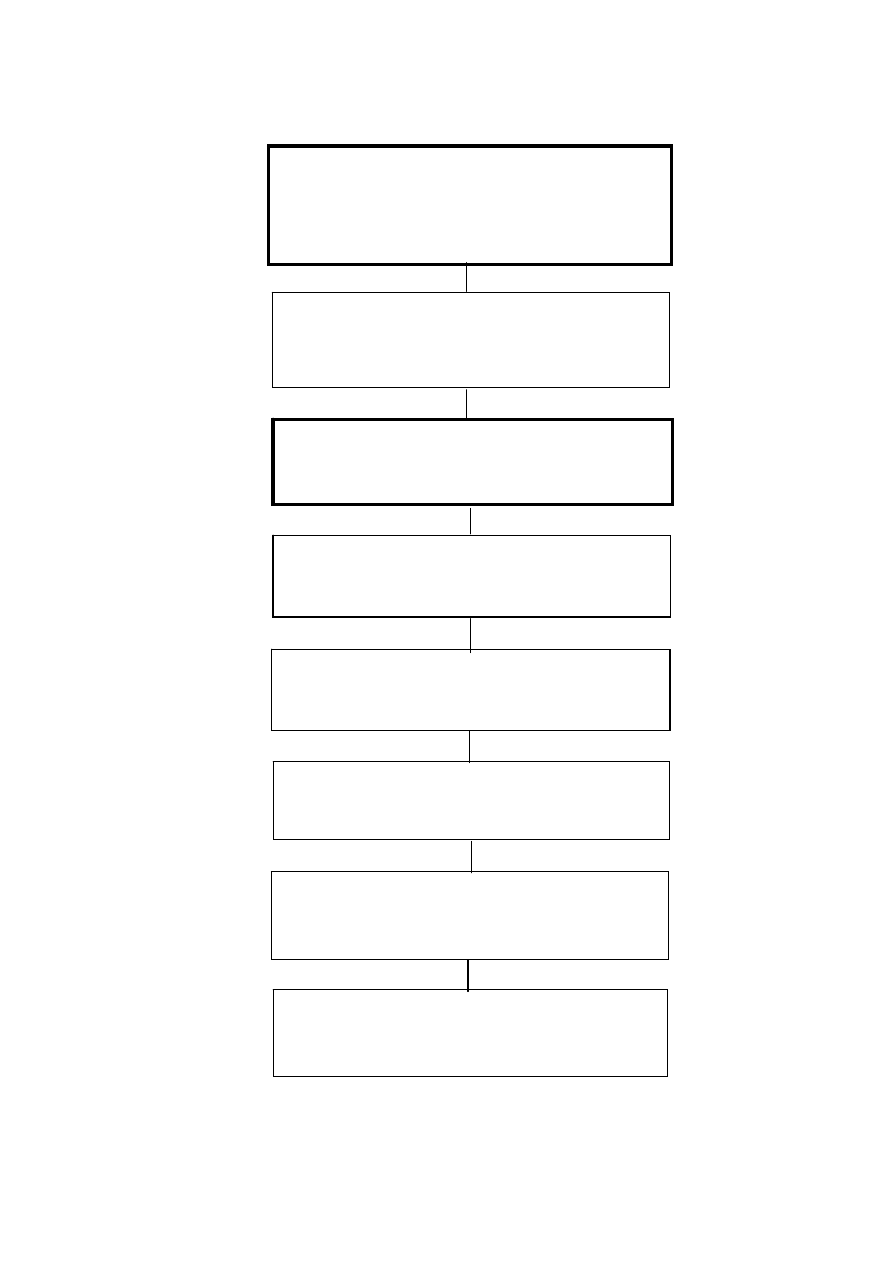
Schemat układu jednostek modułowych w module 731[05].O1
MODUŁ 731[05].O1
Techniczne podstawy zawodu zegarmistrza
731(05].O1. 01
Stosowanie przepisów bezpieczeństwa i higieny
pracy, ochrony przeciwpożarowej i ochrony
środowiska
731(05].O1. 02
Posługiwanie się dokumentacją techniczną
731[05].O1.03
Rozpoznawanie podstawowych materiałów
stosowanych w zegarmistrzostwie
731[05].O1.04
Wykonywanie wybranych prac z zakresu obróbki
ściernej i wiórowej
731[05].O1.05
Wykonywanie wybranych części mechanizmów
zegarowych
731[05].O1.06
Identyfikowanie wyrobów zegarmistrzowskich
731(05].O1. 07
Magazynowanie i transportowanie mechanizmów
zegarowych

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– interpretować podstawowe akty prawne, prawa i obowiązki pracownika oraz pracodawcy,
związane z bezpieczeństwem i higieną pracy,
– charakteryzować zagrożenia występujące w pracy zegarmistrza,
– określać sposób zachowania w przypadku wystąpienia symulowanego zagrożenia,
– przedstawiać propozycje ograniczenia wpływu szkodliwych materiałów na środowisko,
– dobierać odzież ochronną oraz środki ochrony indywidualnej w zależności od wykonywanych
prac,
– interpretować stanowiskowe instrukcje bhp i ochrony ppoż., udzielić pierwszej pomocy
osobie poszkodowanej.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
– sklasyfikować podstawowe materiały konstrukcyjne,
– rozróżniać stopy Fe-C, metali szlachetnych i metali nieżelaznych wykorzystywane w budowie
zegarów i zegarków,
– rozróżnić materiały niemetalowe i tworzywa sztuczne,
– dobrać materiał konstrukcyjny na wybraną część mechanizmu zegara,
– scharakteryzować technologię wytwarzania części mechanizmu z konkretnego materiału,
– dobrać materiały na powłoki ochronne i dekoracyjne,
– scharakteryzować obróbkę cieplną materiału o określonych właściwościach,
– opisać proces technologiczny wytwarzania części z proszków spiekanych,
– dobrać materiały eksploatacyjne stosowane w zegarmistrzostwie,
– skorzystać z PN.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały konstrukcyjne metalowe
4.1.1. Materiał nauczania
Do materiałów konstrukcyjnych metalowych najczęściej spotykanych w zegarmistrzostwie
zaliczamy stopy żelaza, stopy miedzi, stopy aluminium, magnezu, cyny, cynku i ołowiu.
Najbardziej użytkowymi stopami żelaza są stopy żelaza z węglem. W zależności od
zawartości węgla stopy te dzieli się na staliwa i stale do 2 % zawartości węgla oraz żeliwa
powyżej 2 % zawartości węgla. Ponadto, by uzyskać stal nie wystarczy połączyć żelazo
z węglem w stosownej proporcji, ale także użyć obróbki plastycznej. Jeśli materiał powstał
jedynie przez połączenie żelaza z węglem w proporcji do 2% węgla, a niepoddany został
obróbce plastycznej, jest staliwem. W stalach oprócz żelaza i węgla dodaje się innych
pierwiastków zwanych pierwiastkami stopowymi celem poprawienia ich właściwości. Do
podstawowych właściwości stali należą:
– właściwości mechaniczne – duża twardość, wytrzymałość, odporność na ścieranie,
sprężystość, udarność (odporność na uderzenia),
– właściwości fizyczne i chemiczne – dobre właściwości magnetyczne, elektryczne, odporność
na korozję i działanie środowiska (dobra dla stali kwasoodpornych),
– właściwości technologiczne – podatność na obróbkę plastyczną, hartowność czy lejność.
Jak zauważyłeś na przykładzie stali dokonano klasyfikacji właściwości materiałów.
A oto wpływ pierwiastków stopowych na właściwości stali:
– chrom zwiększa wytrzymałość, twardość i właściwości hartownicze stali, zwiększa odporność
stali na ścieranie, korozję, działanie czynników chemicznych i wysokiej temperatury,
– nikiel zwiększa ciągliwość (ważne w obróbce plastycznej) i wytrzymałość stali oraz sprzyja
głębokiemu hartowaniu, a także uodparnia na korozję i działanie wysokich temperatur,
– krzem zwiększa sprężystość i wytrzymałość stali,
– mangan zwiększa wytrzymałość i sprzyja głębokiemu hartowaniu, zwiększa odporność na
uderzenia i ścieranie,
– molibden zwiększa podatność na hartowanie, wytrzymałość w
podwyższonych
temperaturach,
– wolfram nadaje stali drobnoziarnistość, zwiększa hartowność, twardość i odporność na
zużycie,
– wanad zwiększa drobnoziarnistość i hartowność stali.
Ze względu na zawartość węgla i innych dodatków stopowych oraz ze względu na
zastosowanie mamy różne rodzaje stali:
– ze względu na skład chemiczny stale dzielimy na węglowe (niestopowe) i stopowe.
– ze względu na zastosowanie stale dzielimy na: konstrukcyjne, narzędziowe i o szczególnych
właściwościach.
A oto przykłady stali i ich oznaczeń:
– stale węglowe konstrukcyjne np. St3S
– stale węglowe narzędziowe np. N12E
– stale stopowe konstrukcyjne np. 38HMJ
– stale stopowe narzędziowe np. SW18, lub 115CrV3 (oznaczenie EN) – „srebrzanka” nadająca
się na ośki, wałki naciągowe i delikatne narzędzia zegarmistrzowskie,
– stale stopowe o szczególnych właściwościach na przykład stale odporne na korozję, stale
żaroodporne i żarowytrzymałe lub stale magnetyczne; na przykład stal nierdzewna chromowo-
niklowa X5CrNi18-10 (oznaczenie EN) daje się polerować, jest odporna na ścieranie, jest

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
niemagnesującą się używaną w zegarmistrzostwie głównie na koperty. Stal inwarowa
o zawartości 36% niklu charakteryzująca się minimalną rozszerzalnością temperaturową
stosowana na pręty wahadeł kompensacyjnych i wrzeciona. Stal elinwarowa, która oprócz 36%
niklu zawiera ok. 12% chromu, manganu i wolframu stosowana jest na włosy zegarków.
Dokładny podział stali i ich znakowanie znajduje się w Polskich Normach, podobnie jak
żeliw i staliw.
Żeliwo odznacza się dobrymi własnościami odlewniczymi i dlatego stosowane jest na
wyroby wytwarzane techniką odlewania, na przykład korpusy maszyn. Głównego podziału żeliw
dokonuje się ze względu na postać występującego w nich węgla. Jeśli w żeliwie występuje
cementyt, to przekrój żeliwa jest biały, błyszczący i żeliwo nazywa się białe, natomiast, gdy
występuje grafit, to przekrój jest ciemny, matowy i żeliwo nazywa się szare. Do żeliwa także
dodaje się dodatki stopowe i wówczas mamy żeliwo stopowe.
Staliwo stosowane w przypadkach, gdy właściwości wytrzymałościowe żeliwa są
niewystarczające. Rozróżnia się staliwo węglowe i stopowe.
Metale nieżelazne. Miedź używana jest zarówno w postaci niemal czystej (od 0,05÷0,1 %
domieszek), jak i w postaci stopów. Dzięki dużej przewodności elektrycznej czysta miedź
używana jest na części elektrotechniczne przewodzące prąd. Dobre właściwości ma miedź
w zakresie odporności na korozję. Pokrywa się patyną, która stanowi dobrą naturalną izolację
reszty materiału przed wpływem środowiska. Główny dodatek stopowy różnicuje stopy miedzi.
Jeśli łączy się ją z cynkiem otrzymujemy tombaki i mosiądze. Stopy z małą zawartością cynku
(6 ÷20 %) są bardzo plastyczne i nadają się do wyrobu blach, rur i drutów i one nazywają się
tombakami. Częściej jednak stosuje się stopy o dużej zawartości cynku (20÷45 %) – mosiądze.
Mosiądze mają bardzo dobre własności odlewnicze i nadają się do obróbki plastycznej. Te
własności mosiądze uzyskują dzięki odpowiedniej zawartości cynku i dodatkom stopowym.
Stopy miedzi z cyną to brązy cynowe. Brązy o zawartości do 6% cyny odznaczają się dużą
plastycznością, a ponadto dobrymi własnościami wytrzymałościowymi. Obróbka plastyczna
powoduje zwiększenie wytrzymałości i twardości. Z takich brązów wykonuje się sprężynki
i oprawki stosowane w precyzyjnych urządzeniach elektrycznych i mechanicznych. Miedź
połączona z aluminium czy niklem to brązy aluminiowe i niklowe. Zaś brązy berylowe,
fosforowe i krzemowe szeroko są stosowane w aparaturze elektrycznej na elementy
sprężynujące.
Aluminium jest pierwiastkiem o małej gęstości, wyroby z aluminium, są więc lekkie. Ze
względu na niską wytrzymałość, rzadko stosowane jest aluminium czyste. Pokrywa się podobnie
jak miedź warstwą tlenków izolując resztę materiału przed wpływem środowiska. Aluminium
ma także dobre właściwości technologiczne, dobrze przewodzi prąd i ciepło. Aluminium tworzy
stopy z: miedzią, cynkiem krzemem i manganem.
Magnez jest pierwiastkiem „lekkim”. Stopy magnezu mogą być odlewnicze (odlewy części
lotniczych, korpusy pomp, armatura, części silników, agregatów, aparatów fotograficznych,
maszyn do pisania) i do obróbki plastycznej (elementy konstrukcji lotniczych i samochodowych,
od których wymagana jest wysoka plastyczność i dobra spawalność).
Stopy cynku (głównie z aluminium) stosowane są na ślimacznice, prowadnice, korpusy,
armaturę, gaźniki samochodowe, klamki, obudowy.
Stopy cyny stosowane są do wyrobu folii na otuliny i do platerowania folii ołowiowej oraz
na folie kondensatorowe.
Ołów jest pierwiastkiem „ciężkim”, ma gęstość 11,34 g/cm
3
, temperaturę topnienia 327
o
C
temperaturę wrzenia 1750
o
C. Ołów o sieci regularnej ściennie centrowanej jest tak miękki, że
łatwo daje się obrabiać plastycznie w temperaturze otoczenia, nie można jednak wyciągać
bardzo cienkich drutów. Temperatura rekrystalizacji czystego ołowiu leży w pobliżu 0
o
C.
Ołowiu nie można pozostawiać w styczności z żywnością, ponieważ tworzy trujące sole. Stopy

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
ołowiu znalazły szerokie zastosowanie w elektrotechnice, przemyśle chemicznym, na spoiwa do
lutowania, płyty akumulatorowe jako stopy łożyskowe, podkładki, uszczelki, rury, blachy.
Beryl jest białym lekkim metalem należącym do grupy magnezowców, spotykany
w różnych rudach. Łączy się łatwo z ciężkimi metalami tworząc bardzo twarde stopy na
przykład brązy berylowe. W zegarmistrzostwie znane są „berylowe” włosy wrzecion i kotwice,
które nie magnesują się. Nazwa ta nie jest jednak właściwa, bo stop, z którego wykonane są takie
włosy w rzeczywistości zawiera jedynie 0,9% berylu i nosi nazwę „Niwarox”.
Tytan jest dziewiątym pierwiastkiem pod względem ilości występowania w skorupie
ziemskiej. Najważniejsze właściwości tytanu to duża wytrzymałość przy dobrej odporności na
korozję i niewielkiej gęstości – 4,5 g/cm
3
. Przewodność elektryczna i cieplna tytanu jest gorsza
niż stali. Bardzo dobre własności mechaniczne wykazują stopy tytanu z aluminium
i molibdenem, które bardzo dobrze poddają się obróbce skrawaniemed. Najważniejszymi rudami
pod względem przemysłowym są rutyl (TiO
2
) i ilmenit (FeTiO
3
). Najczęściej stosowaną metodą
otrzymywania tytanu jest metoda Krolla, w której TiO
2
jest przerabiany na TiCl
4
, który jest
redukowany magnezem do stanu gąbki tytanowej, uwalnianej od pozostałych składników (Mg
i MgCl
2
) przez destylację w próżni lub atmosferze argonu. Tytan jest polimorficzny. Krzepnie
w temp. 1668
o
C w sieci regularnej przestrzennie centrowanej, a w temp. 882
o
C podlega
przemianie w sieć heksagonalną zwartą.
Metale szlachetne – złoto, platyna, pallad i srebro.
Złoto – Au ma w zegarmistrzostwie znaczne zastosowanie, ale głównie w stopach, ponieważ
czyste jest za miękkie. Utwardza się je miedzią, srebrem, platyną, palladem lub niklem, dzięki
czemu stopy złota stają się sprężyste, tak, że nadają się nawet na cienkie sprężynki do wahaczy
chronometrowych. Wysoki ciężar złota kwalifikuje je na podkładki regulacyjne pod wkrętki
wrzecion kompensacyjnych, a dzięki miękkości i pięknemu wyglądowi wykonuje się ze złota
oprawki kamieni (szatony). Oprawki te amortyzują kurczenie się mosiężnych mostków i chronią
tym samym kamienie łożyskowe przed pękaniem. Kółka wychwytowe, kotwice i wkrętki
wrzecion w najlepszych zegarkach wykonywane są z walcowanego złota próby 583. Są one
dostatecznie twarde, można im nadać piękną politurę i nie magnesują się. W elektronice
i elektrotechnice złota używa się między innymi na styki, wszędzie tam, gdzie ich pewność jest
nieodzowna. Złoto posiada największą spośród wszystkich metali ciągliwość – można je
walcować na tak cienkie listki, że przepuszcza zielonkawo-niebieskie światło. Stos 9000 takich
złotych bibułek ma zaledwie 1 mm wysokości, a z 1 grama chemicznie czystego złota można
wyciągnąć drucik o długości 2000 m. Stopy złota wykonywane są nie tylko dla zwiększenia
twardości i zmiany barwy, ale także w celu obniżenia ceny. Złoto i jego stopy wykazują wysoką
odporność na czynniki atmosferyczne i działanie kwasów. Tego króla metali rozpuszcza jedynie
„woda królewska”, czyli mieszanina 3 części stężonego kwasu solnego z 1 częścią stężonego
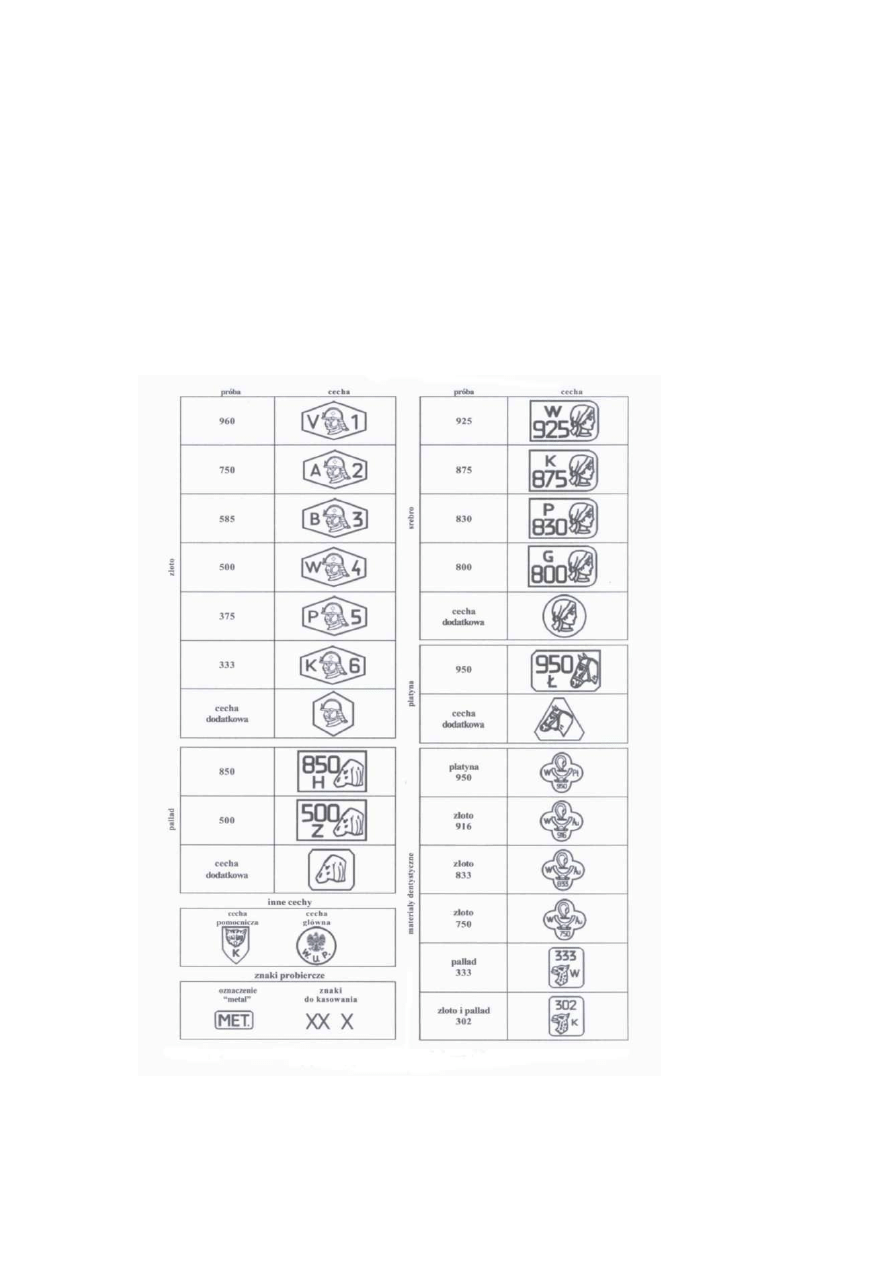
kwasu azotowego. By utrudnić oszustwa, wyroby ze złota cechuje się (patrz cechy stopów metali
szlachetnych). Numer próby dwa dla złota oznacza próbę 750, czyli że na 1000 części złotego
stopu jest 750 części czystego złota. Obok tej metody oznaczania czystości złota stosuję się
oznaczanie stopów złota cechą karatów. Czysta złoto to złoto 24 karatowe. Jak można łatwo
policzyć próbie 960 odpowiadają 23 karaty, próbie 750 odpowiada 18 karatów, a próbie 583
odpowiada 14 karatów.
Srebro - Ag, należące do metali szlachetnych, ma szerokie zastosowanie przy wykonywaniu
kopert zegarków, łańcuszków i styków elektrycznych. Piękna biała barwa, wysoki połysk –
osiągany przez polerowanie, wyjątkowa ciągliwość i stosunkowo niewysoka cena charakteryzują
i umożliwiają praktyczne zastosowanie tego metalu w zegarmistrzostwie. Stopy srebra podlegają
cechowaniu z tych samych powodów jak stopy złota.
Platyna znajduje się w stanie rodzimym w niektórych piaskach, podobnie jak złoto, często
z nim razem występując w postaci ziaren i blaszek, rzadko w większych bryłkach. Platyna jest
nadzwyczaj odporna na działanie wilgoci, powietrza i kwasów, rozpuszcza ją tylko woda
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
królewska. Platyna jest bardzo ciągliwa, dzięki czemu nadaje się do wyrobu cienkich drutów
i blaszek. W stanie roztopionym jest gęstopłynna i dlatego nie wypełnia dobrze form
odlewniczych. W zegarmistrzostwie znajdują zastosowanie stopy platyny z miedzią, srebrem,
złotem i irydem. Dzięki swoim właściwością znajduje zastosowanie na koperty zegarków,
bransolety i styki elektryczne. Jako ciekawostkę można dodać, że przechowywany w Sevres pod
Paryżem wzorzec metra wykonany jest właśnie z platyny z dodatkiem 10% irydu. Platyna jest
nieco droższa od złota.
Pallad występuje w przyrodzie w rodzimych stopach z platyną złotem i innymi metalami
oraz w minerałach. Jest srebrzysto białym, dobrze kowalnym i ciągliwym metalem posiadającym
zdolność rozpuszczania wodoru. Wykazuje wysoka odporność na działanie czynników
atmosferycznych i nieutleniających kwasów. Ulega działaniu wody królewskiej. W postaci
stopów stosowany jest do wyrobu ozdób jubilerskich, kontaktów elektrycznych i wyrobów
precyzyjnych, a w zegarmistrzostwie najczęściej w stopach z platyną na koperty zegarków.
Rys. 1. Cechy stopów metali szlachetnych

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały konstrukcyjne metalowe stosowane są na części zegarów?
2. Jakie są najważniejsze właściwości poszczególnych materiałów?
3. Jakie są najważniejsze zastosowania poszczególnych materiałów na elementy zegarów?
4.1.3. Ćwiczenia
Ćwiczenie 1
Na podstawie opisanych wymagań różnych części mechanizmów zegarowych dobierz do
nich właściwy materiał i uzasadnij ich wybór. Swoje propozycje przedyskutujesz następnie
z resztą grupy i nauczycielem.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) dobrać właściwy materiał metalowy,
2) uzasadnić jego wybór,
3) wykonać zapisy w zeszycie.
Wyposażenie stanowiska pracy:
– tablice poglądowe z materiałami metalowymi,
– długopis,
– zeszyt,
– poradnik ucznia,
– literatura zgodna z rozdziałem 6.
Ćwiczenie 2
Dla podanych przez nauczyciela przykładów materiałów, zdjęć, bądź rysunków ich
przekroju, określ, jaki to materiał. Swoje wyniki przedyskutuj z resztą grupy i nauczycielem.
Wykorzystaj PN.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) dla podanych przez nauczyciela przykładów materiałów, zdjęć, bądź rysunków ich przekroju
określić, jaki to materiał,
2) omówić charakterystyczne cechy tego materiału,
3) zadanie wykonać w zeszycie,
4) przedyskutować z nauczycielem i resztą grupy swoje rozwiązania.
Wyposażenie stanowiska pracy:
− zestaw próbek materiałów metalowych,
− zdjęcia różnych materiałów metalowych,
− zeszyt,
− długopis,
− literatura zgodna z rozdziałem 6,
− poradnik dla ucznia.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać zastosowanie materiału na podstawie jego właściwości?
2) dobrać materiał metalowy na podstawie wymagań części?
3) rozpoznawać materiały metalowe w oparciu o PN?
4) rozpoznawać materiały w oparciu o wygląd czy strukturę
przekroju?
5) wskazać wpływ chromu i krzemu na własności stali?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Techniki wytwarzania materiałów konstrukcyjnych metalowych
4.2.1. Materiał nauczania
Technika wytwarzania materiałów metalowych nazywa się metalurgią. Otrzymywanie
surówek żelaza odbywa się w piecach hutniczych zwanych wielkimi piecami, do których wsad
stanowią: rudy żelaza, czasem złom, koks i topniki. W wyniku procesu wielkopiecowego
otrzymuje się: surówkę szarą i białą oraz żużel i gaz wielkopiecowy.
– Staliwo i żeliwo otrzymuje się w wyniku przeróbki surówki, głównym celem procesu jest
odwęglenie surówki oraz pozbycie się niekorzystnych składników jak fosfor i siarka
i pozostawienie lub dodanie składników typowych dla danego gatunku staliwa i żeliwa.
Staliwo można otrzymywać: metodami konwertorowymi (proces besemerowski, tomasowski,
LD), w piecach martenowskich i w piecach elektrycznych, najczęściej po to, by dalej
otrzymać stal, a żeliwo otrzymuje się w żeliwiaku.
– Miedź otrzymuje się z rud: – chalkopiryt, bornit, chalkozyn, kowelin, kupryt, tenoryt,
malachit. Podstawowym procesem otrzymywania miedzi jest proces pirometalurgiczny,
którego główną cechą są przemiany fizykochemiczne wsadu pieca pod wpływem wysokich
temperatur uzyskanych ze spalania paliwa. Podstawowym etapem jest wytapianie kamienia
miedziowego, który służy do wytopu miedzi surowej; miedź surową poddaje się rafinacji
ogniowej lub elektrolitycznej.
– Metalurgia aluminium obejmuje najczęściej trzy etapy: otrzymywanie czystego tlenku
aluminium Al
2
O
3
, rozpad tlenku aluminium rozpuszczonego w kriolicie podczas elektrolizy
oraz rafinację; główną rudą aluminium jest boksyt.
– Metalurgia cynku oparta jest na wykorzystaniu rud siarczkowych (blenda cynkowa),
węglanowych (galman cynkowy) i krzemianowych (wilemit). Podstawowym etapem
otrzymywania cynku jest wzbogacanie chemiczne rud w celu uzyskania tlenku cynku
– W metalurgii ołowiu głównym związkiem do otrzymywania ołowiu jest błyszcz ołowiowy
(galena); rudy poddaje się wzbogacaniu (najczęściej metodą flotacji) uzyskując tzw.
koncentraty; koncentraty ołowiowe przerabia się zwykle na ołów metodami prażenia
i redukcji.
– Metody wyodrębniania czystego srebra z rud siarczkowych miedzi, ołowiu i innych metali
polegają na przechodzeniu srebra w procesie flotacji do koncentratu. W procesach
metalurgicznych otrzymywania ołowiu odzyskuje się srebro przy rafinacji ołowiu surowego
w postaci piany srebronośnej, a w procesach metalurgicznych otrzymywania miedzi z dużym
odzyskiem srebro koncentruje się w szlamie anodowym. Z rud srebronośnych srebro
odzyskiwane jest przez ługowanie cyjankami.
– Złoto występuje przede wszystkim w postaci rodzimej. Ze skał złotodajnych otrzymuje się je
metodą ekstrakcji rtęcią (amalgamacji), chlorowania gazowym chlorem, przy czym powstaje
rozpuszczalny chlorek złotawy AuCl
3
. Dalsze oczyszczanie prowadzi się przy użyciu 60%
kwasu azotowego lub stężonego kwasu siarkowego, a wreszcie elektrolitycznie. Złoto
otrzymuje się również ze szlamu anodowego przy rafinacji elektrolitycznej miedzi.
– Platyna występuje w postaci rodzimej, często zanieczyszczona żelazem – platyna surowa.
Z postaci takiej czysty metal uzyskuje się przez rozpuszczenie w gorącej wodzie królewskiej
i zobojętnienie amoniakiem. Najczęściej jednak platyna otrzymywana jest z rud:
a) miedzi, gdzie zbieraczem jej jest kamień miedziowy, miedź anodowa i miedziowy szlam
anodowy,
b) ołowiu, gdzie zbieraczem jest ołów surowy i piana srebronośna,
c) niklowych, gdzie zbieraczami są: kamień niklowy lub miedziowo-niklowy, odpady
z metody karbonylowej i szlam anodowy.
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
W procesie elektrorafinacji platyna koncentruje się w szlamie anodowym i elektrolicie
odpadowym. Po elektrolitycznym wydzieleniu złota odpadowy elektrolit jest przerabiany metodą
hydrometalurgiczną, w której rozdziela się platynę od palladu.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak otrzymuje się staliwo?
2. Jak otrzymuje się żeliwo?
3. Na czym polega proces otrzymywania miedzi?
4. Jak otrzymujemy stopy miedzi?
5. Jak otrzymujemy aluminium?
6. Jak otrzymujemy stopy aluminium?
7. Jak otrzymujemy srebro?
8. Jak otrzymujemy złoto?
4.2.3. Ćwiczenia
Ćwiczenie 1
Znajdź w źródłach, na czym polegają procesy: pirometalurgiczny miedzi, rafinacji ogniowej
i elektrolitycznej miedzi. Znajdź także, co to jest metal dore, gdzie jest otrzymywany i do czego
wykorzystywany? Jeśli trzeba wykonaj rysunki. Pracę wykonaj w zeszycie przedmiotowym i daj
do sprawdzenia nauczycielowi.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) znaleźć w różnych źródłach informacje o procesach: pirometalurgicznym miedzi, rafinacji
ogniowej i elektrolitycznej miedzi, wzbogacania chemicznego rud w celu uzyskania tlenku
cynku, flotacji dla uzyskania koncentratów ołowiowych oraz prażenia i redukcji koncentratów
ołowiowych,
2) porównać poszczególne procesy,
3) informacje zapisać w zeszycie,
4) przekazać do sprawdzenia nauczycielowi.
Wyposażenie stanowiska pracy:
– plansze, makiety poglądowe poszczególnych procesów,
– zeszyt,
– ołówek, linijkę i gumkę,
– poradnik ucznia,
– literatura zgodna z rozdziałem 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić proces pirometalurgiczny miedzi, rafinacji ogniowej
i elektrolitycznej miedzi?
2) opisać i porównać poszczególne procesy?
3) znaleźć w literaturze, co to jest metal dore i opisać go w zeszycie?
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.3. Techniki zmiany własności materiałów konstrukcyjnych
metalowych
4.3.1. Materiał nauczania
Obróbka plastyczna służy do polepszenia własności mechanicznych materiałów
metalowych, jak również do ich kształtowania. Materiały na skutek odkształceń plastycznych
(trwałych) zmieniają swoje właściwości. Ta zmiana własności nazywa się umocnieniem
i następuje na skutek zmiany struktury wewnętrznej obrabianego materiału pod wpływem sił.
Materiały metalowe mają struktury krystaliczne różnego rodzaju i te struktury ulegają deformacji
pod wpływem obróbki plastycznej. W ramach tej obróbki można materiał walcować, kuć,
ciągnąć, wyciskać, tłoczyć.
Polepszone własności są trwałe tylko do temperatury rekrystalizacji, powyżej której
następuje ponowna zmiana struktury.
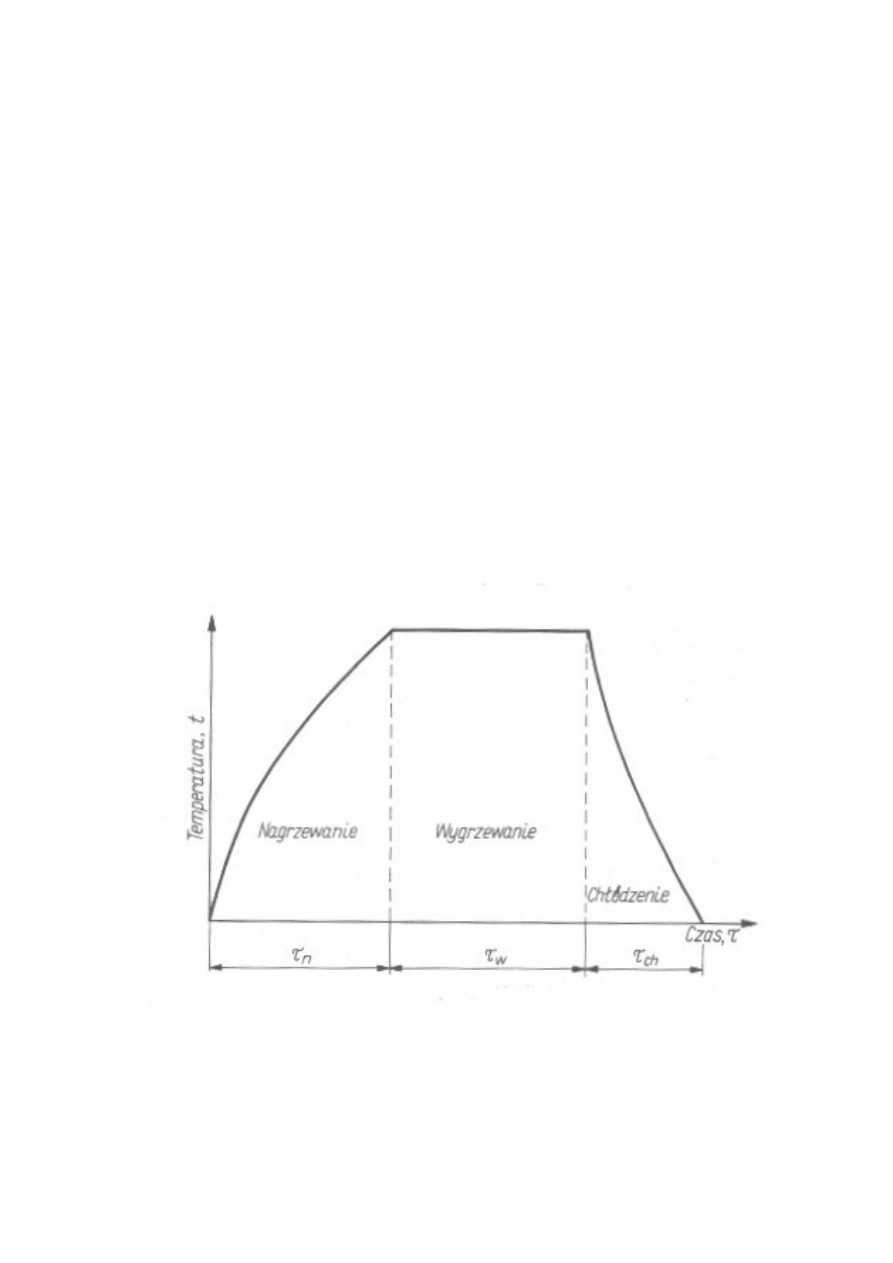
Obróbką cieplną nazywamy grupę zabiegów cieplnych mających na celu zmianę struktury
metali i stopów w stanie stałym, a co za tym idzie zmianę ich właściwości mechanicznych,
fizycznych i czasem chemicznych. Zabieg cieplny to cykl zmian temperatury rozpoczynający
i kończący się w temperaturze otoczenia przechodząc przez temperatury wyższe. Przebieg
zabiegu cieplnego obrazuje rysunek 2.
Rys. 2. Zabieg cieplny
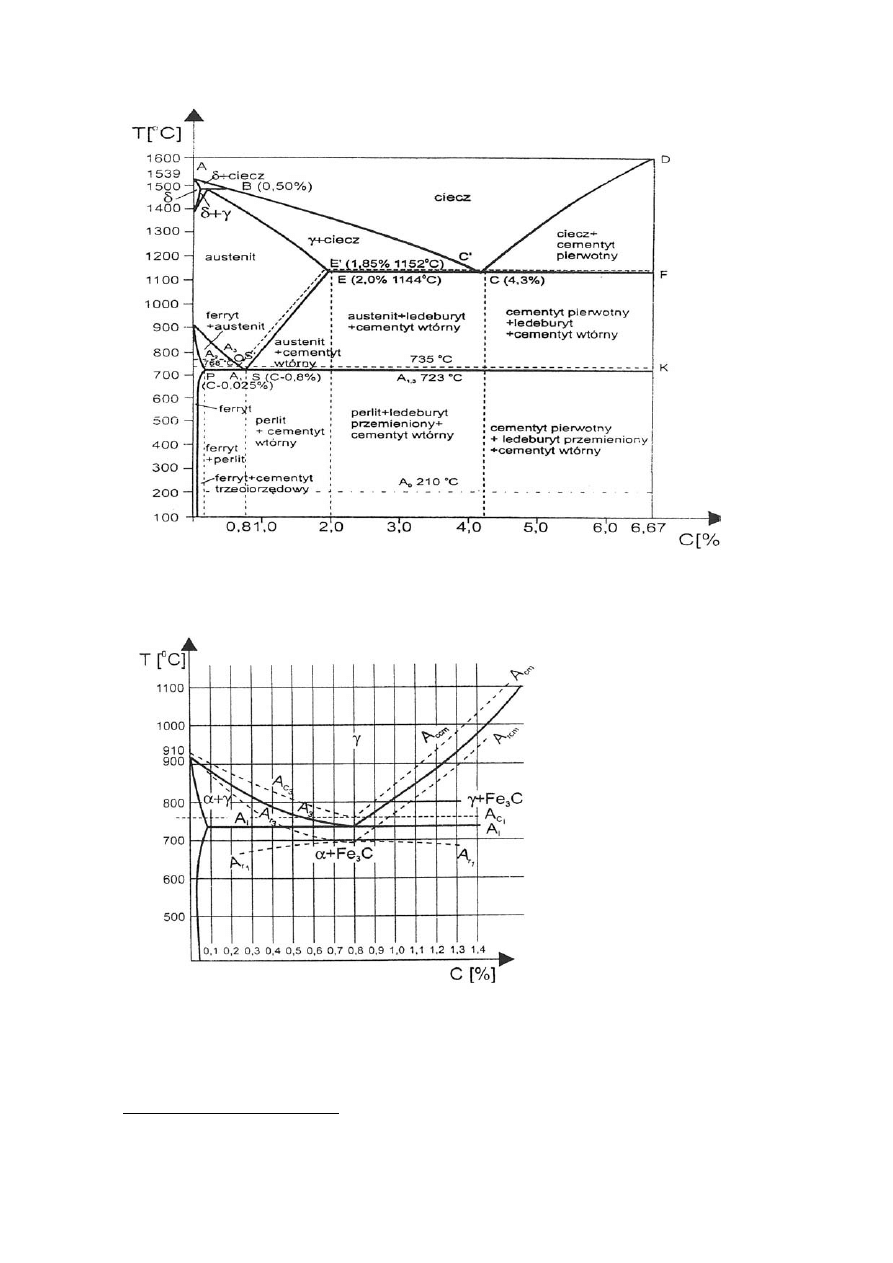
Podstawą obróbki cieplnej stali jest układ żelazo-węgiel przedstawiony na rysunku 3.
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 3.
1
Układ żelazo – węgiel.
Zaś na rysunku 4 przestawiony jest ten fragment układu, który jest istotny z punktu widzenia
obróbki cieplnej
Rys. 4.
2
Temperatury
W procesie obróbki cieplnej występują cztery parametry: szybkość nagrzewania,
temperatura wygrzewania, czas wygrzewania i szybkość chłodzenia. Ich wpływ jest następujący.
1
Uhman G.: Obróbka cieplna, zeszyt nr 6a i 6b, CODN Warszawa
2
Uhman G.: Obróbka cieplna, zeszyt nr 6a i 6b, CODN Warszawa

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Szybkość nagrzewania.
Przy nagrzewaniu stali zachodzą kolejno zmiany strukturalne znane z wykresu żelazo –
cementyt: przejście perlitu w austenit w temperaturze A
1
oraz dalej ferrytu w austenit aż do
temperatury A
3
. Wykres odpowiada sytuacji, gdy czas przebiegu nagrzewania (również
chłodzenia) jest nieskończenie długi. Każda bowiem przemiana wymaga długiego czasu, aby
zajść i osiągnąć stan równowagi. Obróbka cieplna nie może przebiegać w czasach zbyt długich,
gdyż podraża to koszty obróbki. Należy się zatem liczyć z konsekwencjami skrócenia czasów,
a co za tym idzie zwiększenia szybkości nagrzewania i chłodzenia i czasu wygrzewania.
– Zwiększenie szybkości nagrzewania powoduje podniesienie temperatury przemian o około
30ºC przy standardowych szybkościach stosowanych w obróbce cieplnej,
– zwiększenie to powoduje, że przemiany zachodzą nie w jednej lecz w pewnym zakresie
temperatur tym szerszym im większa szybkość nagrzewania,
– Zwiększenie tej szybkości powoduje także wystąpienie naprężeń własnych.
Temperatura wygrzewania
– Od temperatury 80ºC do temperatury A
1
występuje zjawisko usuwania naprężeń
wewnętrznych powstałych w procesie innych obróbek na przykład plastycznej.
– W temperaturze około 440 ºC do 550 ºC (temperatura ta zależy wprost proporcjonalnie do
zawartości węgla w stali) występuje zjawisko rekrystalizacji po zgniocie. Uzyskuje się dzięki
temu zmiękczenie stali (poprawienie własności plastycznych) i odpowiednią ziarnistość
(wielkość ziarna).
– W temperaturach nieco niższych od A
1
dla stali podeutektoidalnych i nieco wyższych od A
1
dla stali nadeutektoidalnych zachodzi zjawisko zaokrąglenia ziaren cementytu –
sferoidyzacja, dająca w efekcie dobre właściwości plastyczne, dobra obrabialność, ale
kosztem twardości.
– Powyżej temperatury A
3
dla stali podeutektoidalnych zachodzą przemiany perlitu i ferrytu
w austenit, dla stali nadeutektoidalnych austenityzacja zachodzi powyżej temperatury A
1
.
– Wzrost temperatury powyżej A
1
i A
cm
powoduje wzrost szybkości przemian, rozrost ziaren
i ujednorodnianie struktury.
Czas wygrzewania
– Długi czas wygrzewania sprzyja pełnemu dokonywaniu się przemian i osiąganiu stanu
równowagi.
– Wydłużenie czasu sprzyja ujednorodnianiu struktury, relaksacji naprężeń, sferoidyzacji
i rozrostowi ziaren.
Szybkość chłodzenia
– Zwiększenie szybkości chłodzenia powoduje obniżenie temperatury przemian i może
doprowadzić do zjawiska przechłodzenia struktur i występowania przemian innego rodzaju
niż znane z wykresu żelazo – węgiel.
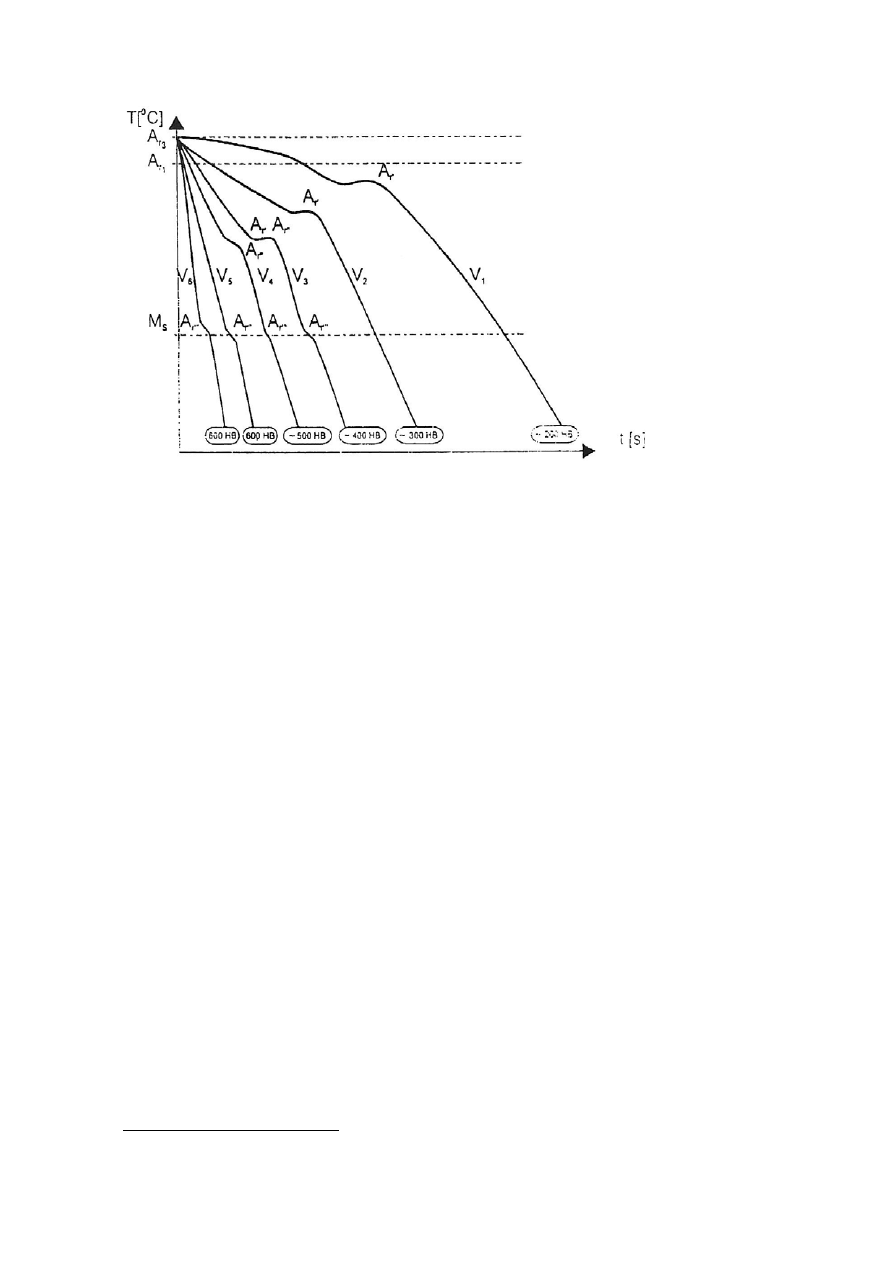
– Przekroczenie pewnej szybkości chłodzenia zwanej szybkością krytyczną niższa niż V
3
(patrz
rysunek 5) prowadzi do obniżenia przemiany austenit perlit (A
r
), której nie ulega teraz
wszystek austenit, ale jego jedna część ulega przemianie w bainit (A
r”
) – struktura
o twardości 400 HB i druga w temperaturze około 320ºC – temperatura M
s
w martenzyt –
struktura o twardości 600 HB.
– Dalsze zwiększanie szybkości chłodzenia powoduje stłumienie przemiany A
r,
a po
przekroczeniu szybkości zwanej szybkością krytyczną wyższą, także przemiany
A
r”.
Zachodzi
wówczas w temperaturze M
s
(niezależnej od szybkości chłodzenia) jedynie przemiana A
r”
.
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 5.
3
Krzywe ochładzania stali z różnymi szybkościami na przykładzie stali po zawartości 0,4% C.
– Zwiększenie szybkości chłodzenia wywołuje naprężenia wewnętrzne tym większe im większa
szybkość chłodzenia.
Operacje obróbki cieplnej
– Wyżarzanie jest tym rodzajem obróbki, którego celem jest otrzymanie struktur jak
najbliższych stanom równowagi. Dlatego polega na nagrzaniu materiału do odpowiedniej
temperatury, wygrzaniu w tej temperaturze i następnie wolnym chłodzeniu. Jego rodzaje to:
ujednorodniające, normalizujące, zupełne, zmiękczające (sferoidyzacyjne), rekrystalizujące,
odprężające.
– Hartowanie – polega na nagrzaniu stali do odpowiedniej temperatury (30
° powyżej przemiany
A
3
), wygrzaniu w tej temperaturze i szybkim chłodzeniu; celem hartowania jest zwiększenie
twardości przez uzyskanie struktury martenzytycznej. Jego odmiany to: zwykłe, stopniowe,
z przemianą izotermiczną.
– Odpuszczanie – umożliwia usunięcie naprężeń wewnętrznych powstałych w przedmiotach
podczas hartowania oraz polepsza ich własności plastyczne; odmiany – niskie
(w temperaturze 150-250
°C), średnie (250-500°C), wysokie (500-650°C).
– Hartowanie oraz następujące po nim wysokie lub średnie odpuszczanie nazywa się
ulepszaniem cieplnym
Obróbka cieplno-chemiczna stali polega na wzbogaceniu w węgiel lub azot
powierzchniowej warstwy przedmiotu z miękkiej stali; zabiegi te wykonuje się w środowisku
chemicznym przez dyfuzję węgla lub azotu w głąb stali w wysokiej temperaturze; w wyniku
tego procesu otrzymuje się twardą powierzchnię zewnętrzną oraz miękki i ciągliwy rdzeń.
– Nawęglanie – wzbogacenie powierzchniowej warstwy przedmiotu w węgiel, zwykle na
głębokości 0,5-2 mm przez dłuższe wygrzewanie w temperaturze 890-930
°C w ośrodku
wydzielającym węgiel. Stosuje się go do przedmiotów stalowych o zawartości węgla do
0,25%.
–
Azotowanie to nasycenie warstwy powierzchniowej przedmiotu azotem, w temperaturze 500-
850
°C. A cyjanowanie to nasycenie powierzchni przedmiotu stalowego jednocześnie węglem
i azotem w temperaturze 500-900
°C.
3
Uhman G.: Obróbka cieplna, zeszyt nr 6a i 6b, CODN Warszawa

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co daje obróbka plastyczna?
2. Na czym polega obróbka plastyczna?
3. Jakie są rodzaje obróbki plastycznej?
4. Na czym polega kucie?
5. Do czego służy obróbka cieplna?
6. Na czym polega obróbka cieplna?
7. Jak przebiega każda obróbka cieplna?
8. Jakie są parametry obróbki cieplnej?
9. Jaki jest wpływ poszczególnych parametrów obróbki cieplnej na właściwości materiału?
10. Jakie są rodzaje obróbki cieplnej?
11. Na czym polega wyżarzanie?
12. Do czego służy hartowanie?
13. Na czym polega odpuszczanie?
14. Na czym polega obróbka cieplno-chemiczna?
15. Co daje obróbka nawęglanie i azotowanie?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dla zadanych właściwości dobierz parametry obróbki cieplnej. Użyj określeń ogólnych nie
zaś konkretnych liczb.
1. Podaj ogólne parametry obróbki cieplnej dla uzyskania relaksacji naprężeń bez relaksacji:
– szybkość nagrzewania
-
– temp. wygrzewania
-
– czas wygrzewania
-
– szybkość chłodzenia -
2. Podaj ogólne parametry obróbki cieplnej stali mającej na celu uzyskanie stali dobrze
obrabialnej:
– szybkość nagrzewania
-
– temp. wygrzewania
-
– czas wygrzewania
-
– szybkość chłodzenia
-
3. Podaj parametry obróbki cieplnej po zgniocie dla stali transformatorowej, dla której
wymagana jest gruboziarnistość:
– szybkość nagrzewania
-
– temp. wygrzewania
-
– czas wygrzewania
-
– szybkość chłodzenia -
4. Podaj parametry obróbki cieplnej mającej na celu uzyskanie jednorodnej drobnoziarnistej
struktury odpowiadającej stanowi równowagi:
– szybkość nagrzewania
-
– temp. wygrzewania
-
– czas wygrzewania
-
– szybkość chłodzenia -
5. Podaj parametry obróbki cieplnej stali podeutektoidalnej mającej na celu uzyskanie w pełni
struktury martenzytu:
– szybkość nagrzewania
-

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
– temp. wygrzewania
-
– czas wygrzewania
-
– szybkość chłodzenia -
Sposób wykonania ćwiczenia
Uczeń powinien:
1) opierając się na zdobytej wiedzy i materiale nauczania znajdującym się w poradniku określić
ogólnie parametry obróbki cieplnej,
2) zadanie wykonać w poradniku, podając odpowiedzi po myślniku,
3) w zeszycie przedmiotowym uzasadnić swoje propozycje.
Wyposażenie stanowiska pracy:
− plansze, makiety poglądowe poszczególnych procesów obróbki cieplnej
− zeszyt,
− długopis,
− poradnik ucznia,
− literatura zgodna z rozdziałem 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zaprojektować parametry obróbki dla zadanych właściwości?
2) uzasadnić zaprojektowaną obróbkę dla zadanych właściwości?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.4. Technologia proszków
4.4.1 Materiał nauczania
Technologia proszków to istota wytwarzania wyrobów metalowych z ich proszków.
Metalurgia proszków jest technologią wytwarzania wyrobów i półwyrobów ze sproszkowanych
metali, mieszanek metali, mieszanek metali z niemetalami lub proszków stopowych bądź
częściowo stopowych. Cechą charakterystyczną tej technologii jest to, że w procesie produkcji
wyrobów metalowych nie zachodzi konieczność przeprowadzenia całego produktu w stan ciekły.
Wyrób wytworzony techniką metalurgii proszków nazywa się wyrobem spiekanym (spiekiem).
Rozróżnia się następujące rodzaje materiałów spiekanych: spiekane materiały
konstrukcyjne, spieki o wysokiej porowatości, spiekane materiały łożyskowe, spiekane materiały
cierne, metale wysokotopliwe, spiekane styki elektryczne i elektrody, spiekane kompozytowe
materiały ceramiczno-metalowe, spiekane materiały narzędziowe.
Proces technologiczny wytwarzania wyrobów metalowych metodą metalurgii proszków
składa się zazwyczaj z następujących etapów:
– otrzymywanie proszku metalu lub stopu, ewentualnie mieszaniny proszków,
– prasowanie (formowanie),
– spiekanie w wysokiej temperaturze,
– obróbka wykańczająca.
Zaznaczyć należy, że w produkcji zegarków nowoczesne spieki znalazły zastosowanie nie
tylko jako narzędzia skrawające, czy materiały ścierne, ale niemiecka firma Junghans w latach
90 XX wieku jako pierwsza na świecie wyprodukowała w grupie zegarków radio control kilka
modeli, których koperty są wykonane ze spieków ceramicznych (materiał nie wywołujący alergii
oraz znacznie lżejszy niż stal), spieków węglowych, które charakteryzują się niezwykłą
twardością a zarazem trwałością, lekkością i odpornością na zarysowania
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega technologia wytwarzania spieków?
2. Jakie występują rodzaje materiałów spiekanych?
3. Jakie właściwości mają spieki?
4. Z jakich etapów składa się produkcja spieków?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4.3. Ćwiczenia
Ćwiczenie 1
Odszukaj w literaturze i wypisz zastosowanie poszczególnych spieków
w zegarmistrzostwie. Dobierz odpowiednie spieki do zadanych części zegarmistrzowskich.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) znaleźć w różnych źródłach informacje o stosowanych spiekach w zegarmistrzostwie,
2) dobrać poznane spieki do wskazanych elementów zegarów,
3) uzasadnić dobór podając właściwości spieków,
4) zapisać informacje w zeszycie.
Wyposażenie stanowiska pracy:
− plansze poglądowe spieków,
− zeszyt,
− ołówek, linijkę i gumkę,
− poradnik ucznia,
− literatura zgodna z rozdziałem 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać przykłady zastosowania wiedzy o wytwarzaniu spieków
w praktyce zegarmistrza?
2) dobrać
właściwe spieki na wybrane elementy
zegarmistrzowskie?
3) wymienić właściwości stosowanych spieków?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.5. Materiały konstrukcyjne niemetalowe i ich przetwarzanie
4.5.1. Materiał nauczania
Oprócz materiałów metalowych i spieków w urządzeniach i narzędziach precyzyjnych
występują także inne: tworzywa sztuczne, kompozyty, guma, szkło, ceramika i drewno.
Tworzywa sztuczne są to wielkocząsteczkowe materiały organiczne, przeważnie
o skomplikowanej budowie chemicznej, którym w określonych warunkach (odpowiednia
temperatura i ciśnienie) można nadawać określone kształty; poza związkiem
wielkocząsteczkowym tworzywa sztuczne zawierają dodatkowe składniki, które nadają im
własności użytkowe – stabilizatory, utwardzacze, napełniacze, zmiękczacze, barwniki.
Zaletami tworzyw sztucznych są: dobra odporność chemiczna, łatwość formowania, dobre
własności mechaniczne, izolacyjne, estetyka, różnorodna barwa i postać. Wadami zaś - niższa
wytrzymałość i twardość niż metali i ich stopów, mała odporność na działanie podwyższonej
temperatury.
Rodzaje tworzyw sztucznych:
– termoplastyczne – każdorazowo pod wpływem działania podwyższonej temperatury stają się
miękkie, a po obniżeniu temperatury z powrotem stają się twarde i sztywne; możliwa
wielokrotna przeróbka tworzyw;
– termoutwardzalne – podczas ogrzewania początkowo miękną, ale przetrzymane
w podwyższonej temperaturze stają się twarde nieodwracalnie; niemożliwy powtórny
przerób;
– chemoutwardzalne – ulegają utwardzeniu już w temperaturze pokojowej pod wpływem
działania dodanego do tworzywa utwardzacza.
Podstawowymi technologiami otrzymywania elementów konstrukcyjnych
mechanizmów z tworzyw sztucznych są:
– odlewanie w formach lub pod ciśnieniem,
– prasowanie tłoczne i przetłoczne,
– wtryskiwanie,
– wytłaczanie,
– walcowanie.
Kolejnym materiałem niemetalowym są kompozyty. Są to materiały o
strukturze
niejednorodnej, złożone z dwóch lub więcej komponentów. Właściwości kompozytów nigdy nie
są sumą, czy średnią właściwości jego składników. Najczęściej jeden z komponentów stanowi
lepiszcze, które gwarantuje jego spójność, twardość, elastyczność i odporność na ściskanie,
a
drugi, tzw. komponent konstrukcyjny zapewnia większość pozostałych własności
mechanicznych kompozytu. Jednymi z najczęściej stosowanych komponentów konstrukcyjnych
są silne włókna szklane, kwarcu, azbestu, kevlaru czy włókna węglowe dające materiałowi dużą
odporność na rozciąganie. Do najczęściej stosowanych lepiszczy zaliczają się żywice
syntetyczne oparte na poliesterach, polieterach (epoksydach), poliuretanach i żywicach
silikonowych.
Rodzaje kompozytów: strukturalne (np. żelbet), laminaty, mikrokompozyty
i nanokompozyty czy stopy strukturalne.
Guma to materiał uzyskany w wyniku zwulkanizowania kauczuku naturalnego lub
syntetycznego zawierającego substancje dodatkowe. Charakteryzuje się wysoką elastycznością
w szerokim zakresie temperatur (od -60
°C do 220°C), dużym wydłużeniem względnym (150-
800%), twardością i wytrzymałość na rozciąganie 2,5 MPa. Przemysł chemiczny wytwarza
ogromną ilość rodzajów gumy. Przez mieszanie szeregu polimerów tworzących osnowę oraz
bardzo różnorodnych wypełniaczy można uzyskać materiały o całkowicie przeciwstawnych
własnościach; w zależności od użytych surowców rozróżnia się gumę naturalną produkowaną

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
z kauczuku otrzymywanego z żywicy drzewa Hevea brasiliensis – lateksu, zawierającą cis-
(poli)izopren oraz gumę syntetyczną produkowaną na przykład w oparciu o butadien oraz inne
substancje. Najczęściej stosowane technologie wytwarzania wyrobów gumowych to: prasowanie
tłoczne i wtryskowe, wytłaczanie, gumowanie i konfekcjonowanie. A oto przykłady gumowych
elementów konstrukcyjnych stosowanych w urządzeniach precyzyjnych: elementy sprzęgieł,
paski klinowe, uszczelnienia, węże-przewody giętkie.
Kamienie szlachetne – bardzo różne, przeźroczyste, bezbarwne lub rozmaicie zabarwione,
jednorodne minerały odznaczające się na ogół dużą twardością odpornością na działanie
warunków atmosferycznych, czynników chemicznych i przypadkowe uszkodzenia mechaniczne.
Wykorzystywane głównie w przemyśle jubilerskim i zegarmistrzostwie. Obróbka kamieni
szlachetnych polega na nadaniu im odpowiedniego kształtu, wygładzeniu i wypolerowaniu
w celu uzyskania możliwie najbardziej efektownej gry światła. Obecnie do najcenniejszych
kamieni szlachetnych należą: bezbarwne i niebieskawe diamenty (odmiana alotropowa węgla -
C), czerwone rubiny (Al
2
O
3
), niebieskie szafiry (odmiana korundu zawierająca domieszki
tlenków żelaza i tytanu) i zielone szmaragdy (krzemian berylu i glinu – Al
2
Be
3
(SiO
3
)
6
). Przy
najlepszych zegarkach spotykamy w łożyskach diamenty i niebieskie szafiry; ogólnie stosowane
były rubiny naturalne lub wstęgowo zabarwione agaty, z których wykonywane były palety
kotwic i łożyska nożowe do wahadeł. Obecnie nawet w najlepszych zegarkach stosuje się rubiny
syntetyczne charakteryzujące się w stosunku do naturalnych znacznymi zaletami: – równomierną
twardością i barwą, łatwiejszym polerowaniem, są wolne od pęcherzyków i pęknięć oraz tańsze.
Rubiny syntetyczne otrzymywane są ze sproszkowanej mieszaniny tlenku glinu, węglanu potasu,
fluorku wapnia oraz dla zabarwienia dwuchromianu potasu. Mieszaninę tą ogrzewa się i stapia
w temperaturze 2000
o
C. Tak powstały kryształ rozbija się i poddaje obróbce tarczami
diamentowymi. Wielkie uznanie producentów zegarków zdobywa syntetyczny bezbarwny szafir
siedem razy twardszy od stali – twardość 2200-2300 jednostek wg skali Vickersa, stosowany na
szkiełka zegarków i łożyska. Jest on najczystszym kamieniem syntetycznym znacznie mniej
kruchym od rubinu. Łatwo daje się uzyskiwać kryształy ważące nawet 50 gramów, które przy
uderzeniu pękają na połowę, a dzięki bezbarwności można sprawdzić wszelkie wady
i uszkodzenia. Obróbka szafirów mających regularną budowę kryształów jest znacznie łatwiejsza
niż rubinów.
Szkło powstaje przez stopienie głównie tlenków: krzemu, wapnia, sodu i potasu
i ochłodzenie poniżej temperatury rekrystalizacji. Ma cenne właściwości: jest nieprzenikliwe dla
gazów i cieczy, odporne na działanie czynników chemicznych, niepalne i wytrzymałe na
podwyższoną temperaturę. Odmiany szkła mające największe zastosowanie to: szkło bezpieczne
(szyby samochodowe, lotnicze, na ściany pomieszczeń), szkło kwarcowe (wykładziny pieców
elektrycznych, indukcyjnych, osłony termoelementów), szkło piankowe (budownictwo, izolacja
cieplna kotłów parowych i chłodni), włókno szklane (materiał izolacyjny). Oprócz szkła
mineralnego w zegarmistrzostwie szerokie zastosowanie, na szkiełka zegarków, znajduje szkło
hesalitowe (szkło plastikowe, nadające się do polerowania o stosunkowo wysokiej twardość –
około 300 jednostek wg skali Vickresa).
Skóra stanowi zewnętrzną powłokę organizmu zwierzęcego i spełnia ważne funkcje
fizjologiczne, chroniąc przed obrażeniami mechanicznymi, zmianami temperatury, wodą
bakteriami chorobotwórczymi. Skóra bierze udział w oddychaniu, wydalaniu oraz służy jako
przenośnik bodźców dotykowych. Świeżo zdjęta skóra łatwo ulega rozkładowi gnilnemu i jeżeli
nie poddamy jej procesowi wyprawiania, to w krótkim czasie ulegnie całkowitemu zniszczeniu.
Wyprawa, czyli przetworzenie skóry surowej w gotowy produkt mający wymagane właściwości
użytkowe obejmuje: 1 - proces warsztatu mokrego, 2 – garbowanie i 3 – wykańczanie.
W zegarmistrzostwie znajduje zastosowanie skóra galanteryjna przeznaczona na paski do
zegarków. Największe uznanie zdobyła skóra Genueńska – Genuine lather. Namiastki skóry,
zwane często sztuczną skórą lub skórą ekologiczną, są produktami wytworzonymi sztucznie,

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
mającymi wygląd naśladujący skórę naturalną. Namiastki skóry dzieli się na tworzywa z włókien
skórnych, tworzywa pilśniowe, włókiennicze, z dzianin lub filcu i tworzywa homogeniczne –
foliowe. Najbardziej zaawansowanym technicznie zamiennikiem skóry naturalnej są syntetyczne
skóry wierzchnie, które dzięki włóknistej budowie przepuszczają parę wodną i umożliwiają
odprowadzenie sekrecji potu.
Materiały ceramiczne i elementy konstrukcyjne z nich wykonane uzyskuje się przez
uformowanie w temperaturze otoczenia z mieszaniny materiałów mineralnych proszkowych lub
plastycznych, a następnie utrwalanie za pomocą wypalania lub spiekania. Podstawowymi
materiałami do wytwarzania tworzyw ceramicznych są: glina, krzemionka, magnezyt, kwarc,
skaleń, talk, związki wapnia, związki metali. Zaletami wyrobów ceramicznych są: duża
odporność chemiczna i cierna, bardzo mała przewodność elektryczna, odporność na ścieranie,
duża twardość, wadą zaś jest ich kruchość i często mała odporność na uderzenia.
Największe zastosowanie w przemyśle znalazły: porcelana (elementy pomp, wentylatorów,
rury, kształtki), kamionka (jako tworzywo izolacyjne, części pomp), steatyt (części izolacyjne
w wyrobach przemysłu elektrotechnicznego), cermetale (robocze części narzędzi skrawających),
klinkier.
Drewno - to surowiec otrzymywany ze ściętych drzew i formowany przez obróbkę
w różnego rodzaju sortymenty; drewno zajmuje przestrzeń pomiędzy rdzeniem, a warstwą łyka
i kory. Zaletami drewna jest to, że jest łatwe w obróbce (gatunki miękkie), daje dobra izolację
termiczną i elektryczna oraz jest materiałem ekologicznym. Wady drewna to: sękatość, skręt
włókien, sinienie, grzybienie, kurczenie, pęcznienie, zgnilizna, wielordzenność. Drewno ma
specyficzne właściwości mechaniczne. Jest bowiem materiałem anizotropowym, jego
wytrzymałość na ściskanie, rozciąganie, zginanie zależy od kierunku działania sił w stosunku do
włókien; drewno znacznie łatwiej (ma większą wytrzymałość) przenosi siły działające wzdłuż
włókien, wraz ze wzrostem kąta odchylenia tych sił od kierunku włókien wytrzymałość drewna
zmniejsza się. W celu zwiększenia odporności drewna na działanie czynników atmosferycznych,
ochrony przed owadami i grzybami, zmniejszenia palności i polepszenia własności stosuje się
tzw. impregnację, czyli nasycanie różnymi preparatami. Drewno występuje nie tylko w postaci
naturalnej. Stosowane są także wyroby z drewna: drewno klejone, fornir, sklejka, płyty
pilśniowe, płyty wiórowe, płyty MDF i HDF, płyty stolarskie, materiały podłogowe. Drewno
stosowane jest w zegarmistrzostwie na obudowy.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień niemetalowe materiały konstrukcyjne?
2. Jakie występują rodzaje tworzyw sztucznych?
3. Jakie właściwości mają tworzywa sztuczne?
4. Jak przetwarzane są tworzywa sztuczne?
5. Co to są kompozyty?
6. Jakie właściwości mają kompozyty?
7. Jaką budowę mają kompozyty?
8. Co to są kamienie szlachetne?
9. Jakie właściwości mają naturalne, a jakie syntetyczne kamienie szlachetne?
10. Jakie zastosowanie mają syntetyczne kamienie szlachetne?
11. Co to jest szkło?
12. Jakie właściwości ma szkło?
13. Jakie zastosowanie ma szkło?
14. Jak wytwarza się wyroby ceramiczne?
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
15. Jakie właściwości maja wyroby ceramiczne?
16. Jakie zastosowanie mają wyroby ceramiczne?
17. Co to jest drewno?
18. Co to jest skóra naturalna, a co skóra syntetyczna?
19. Jakie zastosowanie ma skóra syntetyczna?
4.5.3. Ćwiczenia
Ćwiczenie 1
Do wybranych części konstrukcyjnych zegara określ rodzaj zastosowanego materiału
i uzasadnij jego wybór. Zadanie wykonaj w zeszycie.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) znaleźć w różnych źródłach informacje o stosowanych materiałach niemetalowych na
elementy zegara,
2) dobrać poznane materiały do wskazanych elementów zegara,
3) informacje zapisać w zeszycie,
4) uzasadnić wybór materiałów na wybrane elementy, podając właściwości dobranych
materiałów.
Wyposażenie stanowiska pracy:
− plansze poglądowe materiałów niemetalowych,
− zeszyt,
− poradnik ucznia,
− literatura zgodna z rozdziałem 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyszukiwać niemetalowe materiały konstrukcyjne na elementy
zegarmistrzowskie?
2) dobrać materiały niemetalowe na elementy zegarmistrzowskie?
3) wymieniać właściwości materiałów niemetalowych?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.6. Powłoki ochronne i dekoracyjne. Materiały eksploatacyjne
4.6.1. Materiał nauczania
Powłoki ochronne i dekoracyjne
Elektrolityczne powłoki ochronne, stosowane w zegarmistrzostwie spełniają zarówno rolę
ochronną jak i dekoracyjną. Pokrywane nimi elementy, wskazówki, koperty i główki wałka
naciągowego, zostają zabezpieczone przed wpływami atmosferycznymi oraz uzyskują bardzo
efektowny wygląd. W tańszych markowych zegarkach stalowe lub mosiężne elementy
powlekane są niklem lub chromem, a w droższych srebrem, złotem, platyną lub palladem.
Niklowanie – elektrolityczne nakładanie powłoki niklowe służą przede wszystkim jako
dekoracyjne i dekoracyjno-ochronne. Ponadto niklowanie stosuje się w galwano-plastyce.
Kąpiele do niklowania: typu Wattsa: Najczęściej stosuje się kąpiele siarczanowe do niklowania
oparte na 3 podstawowych składnikach: – siarczanie niklawym, – chlorku niklawym, – kwasie
borowym Stosuje się bardzo szeroki zakres składu kąpieli w zależności od temperatury, pH
i żądanej wydajności. Zasada w tych kąpielach jest to, że wraz ze wzrostem zaw. Metalu wzrasta
możliwość zwiększenia gęstości prądu. Kąpiele chlorkowe zamiast siarczanu niklawego
zawierają chlorek niklawy a do zmiany pH zamiast kwasu siarkowego stosuje się kwas solny.
Otrzymywane warstwy są twarde i drobnokrystaliczne, ale mało plastyczne. Kąpiele typu Wattsa
zawierające jedynie siarczan niklawy, chlorek niklawy lub chlorki metali alkalicznych i kwas
borowy są rzadko stosowane jako dekoracyjne. Z kąpieli tych nakłada się powłoki o specjalnym
przeznaczeniu, między innymi jako podwarstwy pod powłoki miedziane. W zależności od składu
kąpieli i stężenia można otrzymywać powłoki: miękkie, twarde, plastyczne. Kąpiele do
niklowania z połyskiem. Kąpiele z połyskiem stosowane są do nakładania błyszczących powłok
dekoracyjnych pod powłoką chromową, która umożliwia utrzymanie przez długi czas
niezmiennego wyglądu wyrobu. Z technologicznego i ekonomicznego punktu widzenia
atrakcyjność niklowania z połyskiem polega na tym, że powłoki nie wymagają polerowania i że
można je chromować bez dodatkowych kosztów związanych z suszeniem, polerowaniem
i elektrochemicznym przygotowaniem powierzchni. Kąpiele do niklowania z połyskiem różnią
się tym od innych kąpieli do niklowania, że stosowane są różne dodatki, które powodują
wybłyszczanie nakładanych warstw połączone z wygładzaniem. Kąpiele do niklowania
z połyskiem oraz kąpiele chlorkowe lub siarczanowo-chlorkowe są najczęściej stosowane
w przemyśle.
Szerokie zastosowanie ma chromowanie techniczne. Polega ono na nakładaniu warstwy
chromu, przeciętnie o grubości 0.005-0,2 mm, a w niektórych przypadkach nawet do 1mm.
Chromowanie pozwala na uzyskanie powłok o bardzo wysokiej twardości. Dużą zaletą jest
wysoka gładkość powierzchni i odporność na ścieranie. Kąpiele siarczanowe: najlepszym
elektrolitem jest bezwodnik kwasu chromowego z dodatkiem niewielkich ilości anionów SO -24
oraz trójwartościowego chromu CrO
3
. Ostateczny skład stosowanych kąpieli siarczanowych
charakteryzuje się stosunkiem CrO
3
do H
2
SO
4
jak 100:1. Chromowanie może być dekoracyjne
i wtedy nakłada się warstwę chromu o grubości 1,5 µm, zazwyczaj na podstawie Cu, Ni.
Warstwa ta oddziałuje często jako antykorozyjna.
Srebrzenie
Powłoki srebrzone mają szerokie zastosowanie głowie jako powierzchnie dekoracyjne ze
względu na ich estetyczny wygląd – wyroby jubilerskie, nakrycia stołowe i koperty zegarków.
Są stosowane jako powłoki przewodzące. W celu uzyskania dobrej przyczepności powłoki
stosuje się obróbkę wstępną np. jednorazowe albo dwukrotne srebrzenie wstępne. W celu
uzyskania powłok na stali o znacznej grubości i dużej przyczepności stosuje się wstępne
niklowanie i dwukrotne srebrzenie wstępne. Składniki kąpieli: -chlorek srebra AgCl – cyjanek

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
potasowy KCl – węglan potasowy K
2
CO
3
Gęstość prądu: 0,1-0,4 A/dm
3
. Składniki kąpieli do
srebrzenia z połyskiem: – cyjanek srebra – cyjanek potasowy – węglan potasowy.
Platynowanie. Przygotowanie podłoża do platynowania: mosiądz, miedź i inne stopy, jak
również srebro, można platynować bezpośrednio, natomiast inne metale należy wstępnie
pomiedziować. Cienkie powłoki na podkładzie polerowanym są błyszczące, przy grubszych
warstwach platyny należy uzyskane pokrycie przepolerować. Powłoka platyny swym wyglądem
i właściwościami zbliżona jest do chromu. Poleruje się łatwo i dobrze na tarczach jedwabnych za
pomocą tlenku chromowego lub mas polerskich zawierających tlenek chromowy.
Warunki eksploatacji roztworów do platynowania elektrochemicznego: elektrolit
Phanhausera, aby dobrze pracował i możliwe było za jego pomocą uzyskanie powłoki
zadowalającej jakości, powinien mieć temperaturę 70-90
o
C przy napięciu na wannie 3-4 V
i natężeniu prądu nie przekraczającym 1 A/dm
2
. Jako anody należy używać litej platyny
(najlepiej o czystości 99,99) i o powierzchni równej powierzchni pokrywanych przedmiotów.
Galwanizowane wyroby powinny być umieszczone blisko platynowej anody. Anody platynowe
prawie nie rozpuszczają się w kąpieli. Aby utrzymać zawartość metalu w równowadze,
okresowo dodajemy do kąpieli chloroplatynian, który sporządzamy przez rozpuszczenie chlorku
platyny w stężonym roztworze chlorku amonowego.
Obecnie stosowane przemysłowo elektrolity do galwanicznego osadzania platyny i palladu
pozwalają na tworzenie dobrej jakości pokryć o nieznacznej grubości, ale niestety dużych
naprężeniach własnych.
Stopy pallad-nikiel, pallad-kobalt
Stop galwaniczny pallad-nikiel odznacza się wysoką odpornością na ścieranie, jest odporny
na działanie korozyjne wielu związków i ma wyśmienite właściwości elektryczne. Dlatego tego
typu pokrycia są chętnie stosowane we współczesnej elektronice. Uzyskanie pokrycia
o zawartości 20-25% niklu możliwe jest przy stosowaniu chlorkowego elektrolitu o składzie:
– Pallad (w przeliczeniu na metal) 18-20 g/l,
– Nikiel (w przeliczeniu na metal) 25-30 g/l,
– Chlorek amonu 20-30 g/l.
Wymaganą wartość pH elektrolitu (8,5-9,0) reguluje się przez dodatek amoniaku. Proces
przebiega w temperaturze 20-25ºC, przy gęstości prądu 1,5-2,0 A/dm2, wydajności 90-95%,
przy zastosowaniu anod nierozpuszczalnych lub palladowych.
Odporność stopu palladowego z 25% udziałem niklu jest 14 razy wyższa od odporności na
ścieranie czystego palladu, mikrotwardość wzrasta półtora raza, naprężenia wewnętrzne
zmniejszają się trzykrotnie.
Stopy pallad-ind
Pallad i ind to metale różniące się w sposób istotny swoimi właściwościami. Podczas gdy
powłoki palladowe cechuje odporność na bardzo wysokie temperatury i są one bardzo twarde
i kruche, to powłoki indowe odznaczają się plastycznością i niskim współczynnikiem tarcia.
Stopy obu metali pozwalają na wyeliminowanie niedostatków powłok z czystych metali, a nawet
uzyskanie nowych, niezwykle korzystnych właściwości. Pokrycia pallad-ind są niezwykle
odporne na ścieranie nawet przy małych grubościach powłoki.
Dla osadzenia stopu pallad-ind z zawartością 25-37% indu zalecane jest stosowanie
elektrolitów amoniakalno-wersenianowych o składzie:
– Pallad (w przeliczeniu na metal) 20-40 g/l,
– Ind (w przeliczeniu na metal) 50-120 g/l,
– Chlorek amonu 150-250 g/l.
Proces należy prowadzić w temperaturze pokojowej z zastosowaniem anod palladowych.
Podwyższenie zawartości indu w stopie uzyskuje się przez stosowanie prądów impulsowych,
najlepiej o modulowanej charakterystyce.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Materiały eksploatacyjne
Do materiałów eksploatacyjnych zaliczamy: luty, kleje i kity, materiały ścierne, materiały
uszczelniające oraz oleje, smary i środki do czyszczenia mechanizmów. Są to zatem materiały
wspomagające prawidłową eksploatację urządzeń.
Luty służą do łączenia metali i ich stopów. Ich temperatura topnienia nie powinna
przekraczać temperatury topnienia metalu. Łączenie bowiem następuje przez stopienie lutu
i wnikniecie w strukturę materiału łączonego bez jego topienia. Luty dzielimy na twarde
i miękkie. Podział ten wyznacza temperatura topnienia: luty o temperaturze topnienia do 450ºC
nazywa się miękkimi a powyżej tej temperatury – twardymi. Do lutów miękkich zalicza się luty
na bazie cyny, cynku kadmu bizmutu i indu. Luty na bazie cyny mają najszersze zastosowanie
w technice. Oprócz cyny zawierają ołów w ilości od 4÷92%. Luty na bazie cynku służą do
łączenia stopów aluminium, wysokowęglowych stopów żelaza i cynku. Luty kadmowe stosuje
się do lutowania miedzi i mosiądzu. Luty bizmutowe stosuje się do sprężyn stalowych
i brązowych oraz części, które nie mogą być silnie nagrzewane ze względu na bliskie sąsiedztwo
części z materiałów słabo odpornych na temperaturę – niektórych tworzyw sztucznych,
materiałów izolacyjnych. Luty twarde to luty na osnowie: miedzi, srebra, złota, aluminium,
magnezu. Luty twarde stosuje się w przypadkach, gdy łączenia powinny odznaczać się dużą
wytrzymałością i to w podwyższonych temperaturach.
Kleje służą do trwałego łączenia różnych części. Ich rodzaj zależny jest do rodzaju
klejonych materiałów. Do metali używa się najczęściej klejów produkowanych na bazie żywic
naturalnych lub tworzyw sztucznych. Kleje i kity składają się przede wszystkim z żywicy
podstawowej oraz utwardzacza i rozcieńczalnika; ponadto stosuje się jeszcze przyspieszacze,
środki modyfikujące i napełniacze. Inne kleje używa się do metali, innych do tworzyw
sztucznych, innych do drewna, choć dostępne są także kleje uniwersalne, które pozwalają kleić
różne materiały. Są cenne, gdy przychodzi kleić ze sobą części wykonane z różnych materiałów.
Zaletami klejenia są: duża wytrzymałość, brak naprężeń w złączu, niskie koszty technologii,
zdolność tłumienia drgań, brak konieczności korzystania obrabiarek i drogich narzędzi. Zaś
wadami: mała odporność na wzrost temperatury, niektóre kleje są mało odporne na działanie
wody. Niektóre kleje dostępne są w postaci wymagającej przygotowania przed użyciem. Polega
ono na rozpuszczeniu suchego kleju w rozpuszczalniku, bądź podgrzaniu do temperatury, gdy
staje się płynny.
Materiały ścierne używane są do szlifowania, docierania, polerowania i wygładzania
powierzchni przedmiotów, do ostrzenia narządzi, czyszczenia przedmiotów skorodowanych,
utlenionych, pokrytych lakierem. Twardość materiałów ściernych określa się w skali Mohsa.
Materiały ścierne dzieli się na: naturalne (diament, korund, kwarc, szmergiel, pumeks) i sztuczne
(sztuczne diamenty, karborund, elektrokorund i węgliki boru). Dostępne są w postaci proszków
lub w postaci wyrobów. Te ostatnie dzieli się na ściernice, pilniki, osełki i segmenty ścierne,
wyroby nasypowe (papiery i płótna ścierne) oraz pasty ścierne.
Materiały uszczelniające odpowiednio ukształtowane, wprowadzone między elementy
łączone i zamocowane uniemożliwiają przedostawanie się cieczy lub gazów. Uszczelnienia
dzieli się na spoczynkowe i ruchowe. W zależności od tego, czy części, z którymi uszczelnienie
współpracuje są statyczne czy też połączenie jest ruchome. Najczęściej stosowane materiały
uszczelniające to: guma, tworzywa sztuczne, masy silikonowe, tektura impregnowana
i grafitowana, fibra, skóra, korek, filc techniczny.
Smarami nazywamy ciała zdolne do tworzenia cienkiej warstewki rozdzielającej dwie
powierzchnie trące o siebie, dzięki czemu następuje zmniejszenie oporów tarcia. Jako smarów
używamy olejów, od bardzo rzadkich do bardzo gęstych – przechodzących w wazelinę.
Rozróżniamy oliwy organiczne pochodzenia roślinnego i zwierzęcego. Są to tzw. oliwy tłuste.
Dalszą grupę stanowią oliwy nieorganiczne naturalne i ostatnią grupę stanowią oliwy
syntetyczne. Wszystkie rodzaje oliw mają odmienne właściwości smarne. Dobra oliwa

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
zegarmistrzowska nie powinna gęstnieć w ujemnych temperaturach, jak również nie powinna się
ulatniać i wysychać w podwyższonych temperaturach. Oprócz tego powinna być wolna od
kwasów, by łożyska i czopy nie były chemicznie atakowane i nie oksydowały. Nie powinna się
również rozlewać, lecz zawsze pozostawać w skupieniu kroplowym i oczywiście posiadać
wystarczające właściwości smarne dla danego typu łożyska. Oliwy kostne, kiedyś najważniejsze
dla zegarmistrzów, bo odznaczające się dużą tłustością i przylepnością, rozkładały się pod
wpływem tlenu i niektórych metali zawierających siarkę lub fosfor wysychając i klejąc łożyska.
Starannie rafinowane oleje mineralne, otrzymywane drogą destylacji ropy naftowej, są
w przeciwieństwie do oliw organicznych nadzwyczaj odporne na działanie czynników
zewnętrznych, niestety bardzo łatwo rozpełzają się, a nawet wspinają po czopach. Połączenie
obu oliw pozwala w bardzo znacznym stopniu wyeliminować ich wady, dlatego większość oliw
zegarmistrzowskich to mieszaniny olejów organicznych i mineralnych o proporcjach i dodatkach
będących tajemnicą producenta. Coraz większe znaczenie mają w zegarmistrzostwie oliwy
syntetyczne otrzymywane na drodze reakcji chemicznych. Znaczenie ich jest tym większe, że nie
mają one ujemnego wpływu na tworzywa sztuczne.
Środki do czyszczenia mechanizmów.
W technice czyszczenia zegarów i zegarków używane są łatwopalne i niepalne płyny
czyszczące, których zadaniem jest usuniecie kurzu, zaschniętego brudu i oliwy. Eter, benzyna
ekstrakcyjna, nafta i aceton, oraz cała gama płynów czyszczących opartych na związkach chloru
z węglowodorami pozwala na dokładne i prawidłowe oczyszczenie mechanizmów zegarkowych
i zegarowych.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie mamy rodzaje powłok dekoracyjnych i ochronnych?
2. Czym różnią się poszczególne typy powłok stosowanych na zegary?
3. Jakie mamy materiały eksploatacyjne?
4. Jakie zastosowanie mają luty?
5. Jakie są zastosowania poszczególnych lutów?
6. Jakie zastosowanie mają kleje?
7. Od czego zależy dobór kleju?
8. Co jest bazą do produkcji klejów?
9. Jakie zalety i wady mają kleje?
10. Do czego służą materiały ścierne?
11. Jakie są rodzaje materiałów ściernych?
12. W jakiej postaci dostępne są materiały ścierne?
13. Od czego zależy dobór materiału uszczelniającego?
14. Jakie są typy materiałów uszczelniających?
15. Wymień rodzaje materiałów uszczelniających?
16. Do czego służą oleje i smary?
17. Jakie właściwości powinny mieć oleje i smary?
18. Jakie są typy olejów i smarów?
19. Jak dzielimy środki czyszczące?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.6.3. Ćwiczenia
Ćwiczenie 1
Do wybranych części konstrukcyjnych zegara określ rodzaj zastosowanej powłoki
ochronnej i uzasadnij swój wybór. Zadanie wykonaj w zeszycie.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) znaleźć w różnych źródłach informacje o rodzajach powłok ochronnych stosowanych na
zegary,
2) dobrać poznane powłoki do wskazanych części konstrukcyjnych zegara,
3) informacje zapisać w zeszycie,
4) uzasadnić wybór powłok na wybrane elementy.
Wyposażenie stanowiska pracy:
– przykłady zadań przygotowanych przez nauczyciela,
– zeszyt i długopis,
– poradnik dla ucznia,
– literatura zgodna z rozdziałem 6.
4.6.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić powłoki ochronne?
2) wskazać zastosowania powłok ochronnych i dekoracyjnych?
3) dobrać powłokę ochronną do zadanych części zegarów?

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test pisemny zawiera 22 pytania i sprawdza Twoje wiadomości z zakresu klasyfikacji
rozróżniania podstawowych materiałów stosowanych w zegarmistrzostwie
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Wskaż tylko jedną odpowiedź
prawidłową. W przypadku pomyłki należy błędną odpowiedź skreślić i zaznaczyć kółkiem
odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu pisemnego masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Udarność zalicza się do własności:
a) fizycznych,
b) mechanicznych,
c) technologicznych,
d) chemicznych.
2. Stopy żelaza z węglem zawierające do 2% węgla to:
a) stale i staliwa,
b) żeliwa,
c) surówki,
d) brązy.
3. Żeliwo odznacza się:
a) dużą odpornością na rozciąganie,
b) dobrą skrawalnością,
c) dobrymi własnościami odlewniczymi,
d) duża odporność na zginanie.
4. Mosiądze, które mają bardzo dobre własności odlewnicze i nadają się do obróbki plastycznej,
to stopy:
a) miedzi z aluminium,
b) miedzi z cyną,
c) miedzi z cynkiem,
d) miedzi z niklem.
5. Proces pirometalurgiczny:
a) stosowany jest przy otrzymywaniu ołowiu,
b) główną cechą procesu są przemiany fizykochemiczne wsadu pieca pod wpływem
wysokich temperatur uzyskanych ze spalania paliwa,
c) podstawowym etapem jest wytapianie kamienia cynkowego,
d) jest procesem chemicznym.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
6. Który produkt wielkopiecowy stosuje się do otrzymywania stali:
a) surówkę białą,
b) surówkę szarą,
c) żużel,
d) krzem.
7. Proces otrzymywania aluminium polegający na przepuszczaniu chloru przez roztopione
aluminium to:
a) flotacja,
b) rafinacja ogniowa,
c) rafinacja elektrolityczna,
d) reaktywacja.
8. Uzyskanie struktury martenzytycznej to efekt:
a) hartowania,
b) wyżarzania,
c) odpuszczania,
d) stażenia się.
9. Cyjanowanie to proces obróbki cieplno-chemicznej polegający na wzbogaceniu warstwy
przypowierzchniowej:
a) cynkiem,
b) cyną,
c) węglem i azotem,
d) złotem.
10. Odkształcenie plastyczne materiału w temperaturze otoczenia powoduje jego umocnienie,
czyli:
a) wzrost odporności na ściskanie,
b) wzrost twardości i polepszenie własności mechanicznych,
c) polepszenie własności plastycznych,
d) wzrost temperatury topnienia.
11. Cechy charakterystyczne proszków metali to:
a) temperatura topnienie proszku wyższa od temperatury topnienie metalu,
b) gęstość proszku taka sama jak gęstość metalu,
c) skłonność do samozapłonu,
d) duża sprężystość.
12. Do wad tworzyw sztucznych można zaliczyć:
a) słabe własności izolacyjne,
b) małą odporność na działanie podwyższonej temperatury,
c) małą odporność chemiczna,
d) dużą odporność na zginanie.
13. Tworzywa termoplastyczne:
a) każdorazowo pod wpływem działania podwyższonej temperatury stają się miękkie, a po
obniżeniu temperatury z powrotem stają się twarde i sztywne; możliwa wielokrotna
przeróbka tworzyw,
b) podczas ogrzewania początkowo miękną, ale przetrzymane w podwyższonej temperaturze
stają się twarde nieodwracalnie; niemożliwy powtórny przerób,
c) ulegają utwardzeniu już w temperaturze pokojowej pod wpływem działanie dodanego do
tworzywa utwardzacza,
d) poddają się hartowaniu.

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
14. Guma charakteryzuje się następującymi własnościami:
a) wysoką elastycznością w szerokim zakresie temperatur,
b) małym wydłużeniem względnym,
c) dużą odpornością na wysokie temperatury,
d) słabą plastycznością.
15. Własności charakterystyczne złota to:
a) brak odporności na czynniki atmosferyczne,
b) złe przewodnictwo elektryczne,
c) najwyższa pośród wszystkich materiałów ciągliwość,
d) odporność na spalanie.
16. Cechy charakterystyczne szkła opisuje zdanie:
a) szkoło nie jest odporne na działanie czynników chemicznych,
b) szkło nie jest wytrzymałe na podwyższoną temperaturę,
c) szkło jest nieprzenikliwe dla gazów i cieczy,
d) szkło jest odporne na uderzenia.
17. Skóry naturalne mające zastosowanie w zegarmistrzostwie to:
a) skóry futerkowe,
b) skóry galanteryjne,
c) skóry introligatorskie,
d) skóry motocyklowe.
18. Podczas lutowania łączenie następuje przez:
a) stopienie lutu i wniknięcie go w strukturę materiału łączonego, który także ulega
topieniu,
b) stopienie lutu i docisk łączonych części,
c) stopienie lutu i wniknięcie w strukturę materiału łączonego bez jego topienia,
d) wniknięcie lutu w część bez topienia obu materiałów.
19. Najważniejszy w zegarmistrzostwie syntetyczny kamień szlachetny to:
a) bezbarwny szafir,
b) diament,
c) rubin,
d) ametyst.
20. Przed platynowaniem stalowej koperty zegarka kieszonkowego należy ją:
a) zmatowić,
b) wypolerować,
c) pomiedziować,
d) nawęglić.
21. Elementów stykowych rozmaitych wyłączników, przerywaczy, regulatorów lub
przekaźników nie wykonuje się z następujących materiałów:
a) materiałów ceramicznych,
b) metali szlachetnych (na przykład platyny),
c) spieków niemetali (na przykład grafitu),
d) stali.
22. Zadaniem czyszczenia zegarów i zegarków jest:
a) usuniecie kurzu, zaschniętego brudu i oliwy,
b) wysuszenie,
c) przewietrzenie,
d) zabieg jest zbyteczny.
______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
KARTA ODPOWIEDZI
Imię i nazwisko.....................................................................................................
Rozróżnianie podstawowych materiałów stosowanych w zegarmistrzostwie
Zakreśl poprawną odpowiedź.
Nr zadania
Warianty odpowiedzi
Punkty
1
a b c d
2
a b c d
3
a b c d
4
a b c d
5
a b c d
6
a b c d
7
a b c d
8
a b c d
9
a b c d
10 a b c d
11 a b c d
12 a b c d
13 a b c d
14 a b c d
15 a b c d
16 a b c d
17 a b c d
18 a b c d
19 a b c d
20 a b c d
21 a b c d
22 a b c d
Razem:

______________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6. LITERATURA
1. Bartnik, Podwapiński: Technologia – Montaż, konserwacja, naprawa 1979
2. Ciekanowski A.: Poradnik ślusarza narzędziowego wzorcarza. WNT, Warszawa 1989
3. Górecki A.: Technologia ogólna. WSiP, Warszawa 2000
4. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
5. Kowalewski S., Dąbrowski A., Dąbrowski M.: Zagrożenia mechaniczne. Centralny Instytut
Ochrony Pracy, Warszawa 1997
6. Kurdziel R.: Podstawy elektrotechniki dla szkoły zasadniczej. WSiP, Warszawa 1997
7. Legutko St.: Podstawy eksploatacji maszyn i urządzeń, WSiP, Warszawa 2004
8. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 1995
9. Mac S., Leowski J.: Bezpieczeństwo i Higiena Pracy. Podręcznik dla szkół zasadniczych.
WSiP, Warszawa 1999
10. Maksymowicz A.: Rysunek zawodowy dla szkół zasadniczych. WSiP, Warszawa 1999
11. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1995
12. Okoniewski S.: Podstawy technologii mechanicznej, WNT, Warszawa 1983
13. Pawlicki K.: Transport w przedsiębiorstwie. Maszyny i urządzenia. WSiP Warszawa 1996
14. Rutkowski A.: Części maszyn. WSiP, Warszawa 1996
15. Uhman G.: Obróbka cieplna, zeszyt nr 6a i 6b, CODN Warszawa
16. Praca zbiorowa, Zegarmistrzostwo. Materiałoznawstwo - wydawnictwo Libra 1980
17. Praca zbiorowa, Zegarmistrzostwo Rysunek zawodowy - wydawnictwo Libra 1980
Wyszukiwarka
Podobne podstrony:
zegarmistrz 731[05] o1 03 n
zegarmistrz 731[05] o1 04 n
zegarmistrz 731[05] o1 02 u
zegarmistrz 731[05] o1 06 u
zegarmistrz 731[05] o1 07 n
zegarmistrz 731[05] z1 03 n
zegarmistrz 731[05] o1 05 n
zegarmistrz 731[05] o1 01 n
zegarmistrz 731[05] z2 03 n
zegarmistrz 731[05] z1 03 u
zegarmistrz 731[05] o1 01 u
zegarmistrz 731[05] o1 07 u
zegarmistrz 731[05] o1 06 n
zegarmistrz 731[05] z2 03 u
zegarmistrz 731[05] o1 02 n
więcej podobnych podstron