Wydział
Mechaniczny
Instrukcja do zaj
ęć
laboratoryjnych
Temat
ć
wiczenia: Badanie mikroskopowe struktur surówek i
ż
eliw
Numer
ć
wiczenia: 4
Laboratorium z przedmiotu:
MATERIAŁOZNAWSTWO
2000

Wydział (Instytut): Mechaniczny
Katedra (Zakład): Materiałoznawstwa
Zawarto
ść
instrukcji:
1) Wprowadzeniu
2) Cel i zakres
ć
wiczenia laboratoryjnego
3) Metodyka bada
ń
a) opis stanowiska
b) przebieg realizacji eksperymentu
c) prezentacja i analiza wyników bada
ń
4) Wymagania BHP
5) Sprawozdania studenckie (cel i zakres
ć
wiczenia laboratoryjnego, opis stanowiska
badawczego, przebieg realizacji eksperymentu, zestawienie i analiza wyników bada
ń
,
wnioski, inne)
6) Literatura
1. WPROWADZENIE
1.1. Wiadomo
ś
ci podstawowe
ś
eliwem nazywamy surówk
ę
, z której bezpo
ś
rednio po wytopieniu w wielkim piecu
wykonano odlewy, lub stop powstały z przetopienia w
ż
eliwiaku, czy innym piecu odlewniczym
surówki z dodatkiem złomu
ż
eliwnego i stalowego oraz czasami
ż
elazostopu (
ż
elazokrzem,
ż
elazomangan,
ż
elazochrom itp). Najwa
ż
niejszym składnikiem
ż
eliw, poza
ż
elazem, jest
w
ę
giel, którego zawarto
ść
mo
ż
e wynosi 2,0 - 6,7 % (najczy
ś
ciej 2,5 - 4,5%). W zale
ż
no
ś
ci
od składu chemicznego rozró
ż
nia si
ę
dwa rodzaje
ż
eliw.
ś
eliwa, w których zawarto
ść
innych
pierwiastków, poza w
ę
glem, jest wi
ę
ksza ni
ż
:
Si - 4 %
Cu - 0,2 %
Mn -1,2 %
Co - 0,2 %
P-1,5%
W-0 ,2 %
Cr-0,3%
AI-0,1%
Ni - 0,3 %
V - 0,05%
nazywamy stopowymi.
ś
eliwa, w których zawarto
ść
pierwiastków jest mniejsza od wy
ż
ej
podanej nazywamy niestopowym.
W
ę
giel w
ż
eliwach mo
ż
e wyst
ę
powa
ć
w stanie wolnym pod postaci
ą
grafitu lub w stanie
zwi
ą
zanym pod postaci
ą
cementytu.
Zale
ż
nie od postaci w
ę
gla w
ż
eliwie rozró
ż
nia si
ę
:
a)
ś
eliwo białe , w którym cały w
ę
giel jest zwi
ą
zany w postaci cementytu lub innych w
ę
glików i z
tego powodu przełom jego jest jasny.
b)
ś
eliwo szare, w którym znaczna cz
ęść
w
ę
gla lub cała jego ilo
ść
jest w stanie wolnym pod
postaci
ą
grafitu i z tego powodu przełom jego jest szary.
c)
ś
eliwo pstre (połowiczne), stanowi
ą
ce materiał po
ś
redni pomi
ę
dzy
ż
eliwem białym i
szarym. W pewnych warstwach materiału w
ę
giel wyst
ę
puje przewa
ż
nie jako grafit, w innych
jako cementyt.
1. 2. Składniki strukturalne
ż
eliw
Oprócz: składników strukturalnych omówionych w
ć
wiczeniu 5 (ferryt, perlit, austenit,
ledeburyt, cementyt), w
ż
eliwach mog
ą
dodatkowo wyst
ę
powa
ć
jeszcze składniki strukturalne,
typowe dla
ż
eliw, a mianowicie grafit, eutektyka fosforowa i siarczki.
Grafit - jest odmian
ą
alotropow
ą
w
ę
gla pierwiastkowego. Charakteryzuje si
ę
ciemnoszar
ą
barw
ą
z metalicznym połyskiem, jest mi
ę
kki, w dotyku tłusty, posiada wytrzymało
ść
na
rozci
ą
ganie około 20 MPa. Kształt, wielko
ść
i rozmieszczenie grafitu w surówkach i
ż
eliwach
mog
ą
by
ć
ró
ż
ne. Klasyfikacj
ę
postaci grafitu podaje norma PN-/H-04661. Wyró
ż
nia ona
nast
ę
puj
ą
cy kształt grafitu: płatkowy prosty, płatkowy zwichrzony, płatkowy iglasty,
gwiazdkowy, kr
ę
tkowy, postrz
ę
piony, zwarty, kulkowy nieregularny, kulkowy regularny.
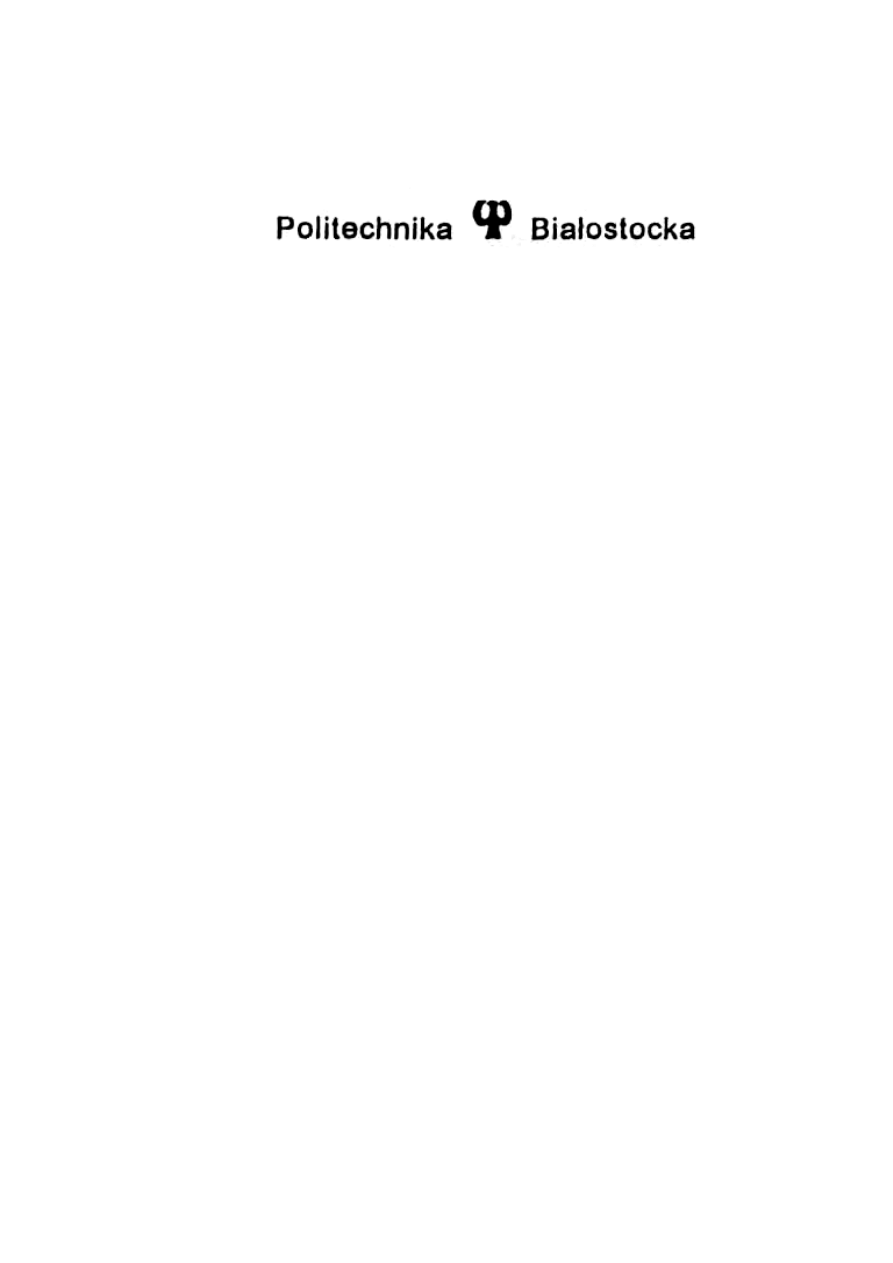
Rozmieszczenie grafitu mo
ż
e by
ć
: równomierne, nierównomierne, gał
ą
zkowe, siatkowe,
rozetkowe, mi
ę
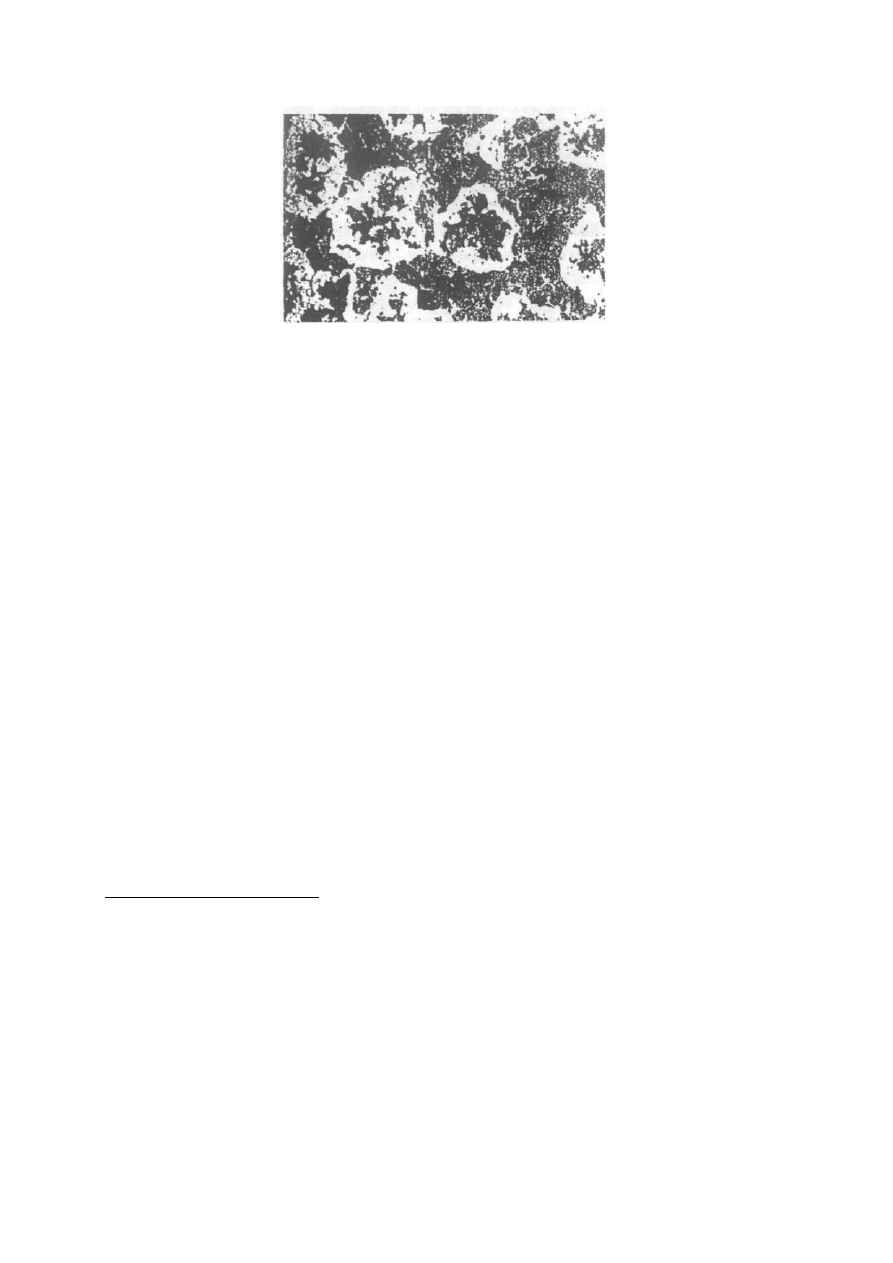
dzydendrytyczne. Na rys.1 a, b, c, d, przedstawiono mikrostruktury
ż
eliwa,
zawieraj
ą
ce niektóre z wymienionych postaci grafitu.
Rys. 1. Struktura
ż
eliwa szarego nietrafionego z grafitem: a) płatkowym, b)płatkowym, c)
kulistym, d) postrz
ę
pionym (w
ę
giel
ż
arzenia) pow. x100
Eutektyka fosforowa jest to potrójna mieszanina składaj
ą
ca si
ę
z fosforku
ż
elaza (Fe
3
P),
cementytu (Fe
3
C) oraz perlitu z wydzielonym cementytem drugorz
ę
dowym, zwana steadytem,
o temperaturze topnienia 953°C. Ze wzgl
ę
du na to,
ż
e eutektyka jest twardym i kruchym
składnikiem, w
ż
eliwach maszynowych zawarto
ść
fosforu nie powinna przekracza
ć
0,5 %.
Eutektyki fosforowa powinna wyst
ę
powa
ć
w postaci drobnych wydziele
ń
, o równomiernym
rozło
ż
eniu. Obecno
ść
eutektyki fosforowej podwy
ż
sza odporno
ść
ż
eliwa na
ś
cieranie.
Siarczki w
ż
eliwach wyst
ę
puj
ą
pod postaci
ą
wieloboków o szaroniebieskim zabarwieniu. S
ą
to najcz
ęś
ciej siarczki manganu MnS lub te
ż
siarczki
ż
elaza FeS.

1. 3. Czynniki wpływaj
ą
ce na struktur
ę
i wła
ś
ciwo
ś
ci
ż
eliw
Zasadniczy wpływ na struktur
ę
ż
eliw wywiera 6zybko
ść
chłodzenia podczas
krystalizacji i skład chemiczny stopu. Powolne chłodzenie sprzyja powstawaniu
ż
eliwa
szarego z grafitem, natomiast szybkie chłodzenie sprzyja wydzielaniu si
ę
cementytu, czyli
powstawaniu
ż
eliwa białego.
ś
eliwa zawieraj
ą
z reguły znaczne ilo
ś
ci domieszek, a
niektóre z nich w sposób istotny wpływaj
ą
na struktur
ę
i własno
ś
ci zmieniaj
ą
c przede
wszystkim warunki grafityzacji. Pierwiastkami, które sprzyjaj
ą
grafityzacji s
ą
: w
ę
giel, krzem,
nikiel, mied
ź
i aluminium. Krzem jest pierwiastkiem, który najsilniej działa zarówno na
wydzielanie si
ę
grafitu podczas krzepni
ę
cia jak i nast
ę
pnego chłodzenia oraz
przyspiesza rozkład cementytu podczas obróbki cieplnej
ż
eliwa. Zawarto
ść
krzemu
w
ż
eliwie zwyczajnym waha si
ę
od 0,3 - 3 %, a w
ż
eliwach specjalnych (kwasoodpornych)
zawarto
ść
krzemu mo
ż
e dochodzi
ć
do 18%). Nikiel działa grafityzuj
ą
co, podobnie jak krzem,
lecz jego działanie jest znacznie słabsze. Wi
ę
ksze zawarto
ś
ci niklu ( 3 - 6 %)
zmniejszaj
ą
krytyczn
ą
szybko
ść
chłodzenia, co ułatwia otrzymanie struktur bainitycznych
lub martenzytycznych, zwłaszcza przy równoczesnej zawarto
ś
ci chromu lub molibdenu. Mied
ź
zwi
ę
ksza odporno
ść
ż
eliwa na korozj
ę
; działanie grafityzuj
ą
ce miedzi jest 5-ciokrotnie
słabsze ani
ż
eli krzemu. Aluminium działa grafityzuj
ą
co i odtleniaj
ą
co; dodawane jest
najcz
ęś
ciej dla zwi
ę
kszenia odporno
ś
ci
ż
eliwa na korozj
ę
.
Pierwiastkami, które przeciwdziałaj
ą
grafityzacji s
ą
: mangan, chrom, wanad, molibden, wodór,
bor, azot, siarka, tellur.
Mangan w
ż
eliwie wyst
ę
puje zwykle w ilo
ś
ci 0,3 - 1,2 %, ł
ą
czy si
ę
ch
ę
tnie z siark
ą
tworz
ą
c
trudno topliwy siarczek manganu MnS, którego cz
ęść
przechodzi do
ż
u
ż
la, a cz
ęść
pozostaje
w roztworze ciekłym, tworz
ą
c nierozpuszczaln
ą
zawiesin
ę
, spełniaj
ą
c
ą
rol
ę
o
ś
rodków
krystalizacji. Działanie manganu stabilizuj
ą
ce cementyt, czyli hamuj
ą
ce proces grafityzacji
ujawnia si
ę
wyra
ź
nie dopiero podczas przemian w stanie stałym, natomiast w czasie
krzepni
ę
cia działanie manganu jest stosunkowo słabe (szczególnie przy zwykle spotykanych
zawarto
ś
ciach do ok. 1,2%). Chrom jest pierwiastkiem energicznie przeciwdziałaj
ą
cym
grafityzacji; I % chromu równowa
ż
y pod tym wzgl
ę
dem działanie ok. 1% krzemu. Chrom, w
ilo
ś
ci do 30%, dodaje si
ę
w celu zwi
ę
kszenia kwaso- i
ż
aroodporno
ś
ci
ż
eliw. Siarka wyst
ę
puje
jako zanieczyszczenie we wszystkich
ż
eliwach, a jej zawarto
ść
ograniczona jest zwykle do
0,12 %. Przy wi
ę
kszych zawarto
ś
ciach powoduje g
ę
stopłynno
ść
. krucho
ść
na gor
ą
co oraz
zmniejsza odporno
ść
ż
eliwa na korozj
ę
. Fosfor jest domieszk
ą
szkodliw
ą
gdy
ż
powoduje
krucho
ść
ż
eliwa zarówno na zimno jak i na gor
ą
co. Jednak czasem wprowadzany jest celowo,
dla uzyskania wi
ę
kszej odporno
ś
ci
ż
eliwa na
ś
cieranie lub w celu zwi
ę
kszenia
rzadkopłynno
ś
ci, przy produkcji odlewów cienko
ś
ciennych.
Pozostałe pierwiastki tej grupy (V, Mo, H, B, A, Te) przeciwdziałaj
ą
grafityzacji, brak
jednak ogólnie przyj
ę
tych pogl
ą
dów na temat mechanizmu ich oddziaływania.
1.4.
ś
eliwo białe
Jak ju
ż
wspomniano, powstawaniu struktury
ż
eliwa białego sprzyja niska zawarto
ść
krzemu i
zwi
ę
kszona zawarto
ść
manganu w
ż
eliwie oraz szybkie chłodzenie podczas krzepni
ę
cia.
Struktury
ż
eliwa białego wynikaj
ą
z wykresu Fe-Fe
3
C, przy czym s
ą
uzale
ż
nione - w
przeciwie
ń
stwie do
ż
eliw szarych - od ogólnej zawarto
ś
ci w
ę
gla. W ten sposób rozró
ż
nia si
ę
ż
eliwa białe podeutektyczne o zawarto
ś
ci w
ę
gla 2 - 4,3%, eutektyczne o zawarto
ś
ci w
ę
gla
4,3%. Główn
ą
zalet
ą
ż
eliwa białego jest jego twardo
ść
oraz odporno
ść
na
ś
cieranie
(zwłaszcza przy tarciu). Wytrzymało
ść
na rozci
ą
ganie
ż
eliwa białego jest niska, natomiast
wytrzymało
ść
na
ś
ciskanie jest pi
ę
cio- lub sze
ś
ciokrotnie wi
ę
ksza. Obróbka skrawaniem jest
trudna.
ś
eliwo białe ma stosunkowo ograniczone zastosowanie z powodu krucho
ś
ci i trudnej
obróbki. Odlewy takie stosuje si
ę
, kiedy odporno
ść
na
ś
cieranie jest czynnikiem
decyduj
ą
cym, a warunki pracy nie wymagaj
ą
ci
ą
gliwo
ś
ci, jak np.: wykładziny i
ś
limaki
mieszalników materiałów sypkich, kule w młynach kulowych, klocki hamulcowe, niektóre typy
ci
ą
gadeł itp.
1.5.
ś
eliwa szare
Struktura
ż
eliwa szarego składa si
ę
z metalicznej osnowy, grafitu wtr
ą
ce
ń
zawieraj
ą
cych
fosfor (eutektyka fosforowa), lub siark
ę
(MnS, FeS). O wła
ś
ciwo
ś
ciach
ż
eliw
szarych decyduje w głównej mierze rodzaj osnowy metalicznej oraz ilo
ść
i kształt wydziele
ń
grafitowych. W zale
ż
no
ś
ci od rodzaju osnowy metalicznej
ż
eliwo szare dzieli si
ę
na:
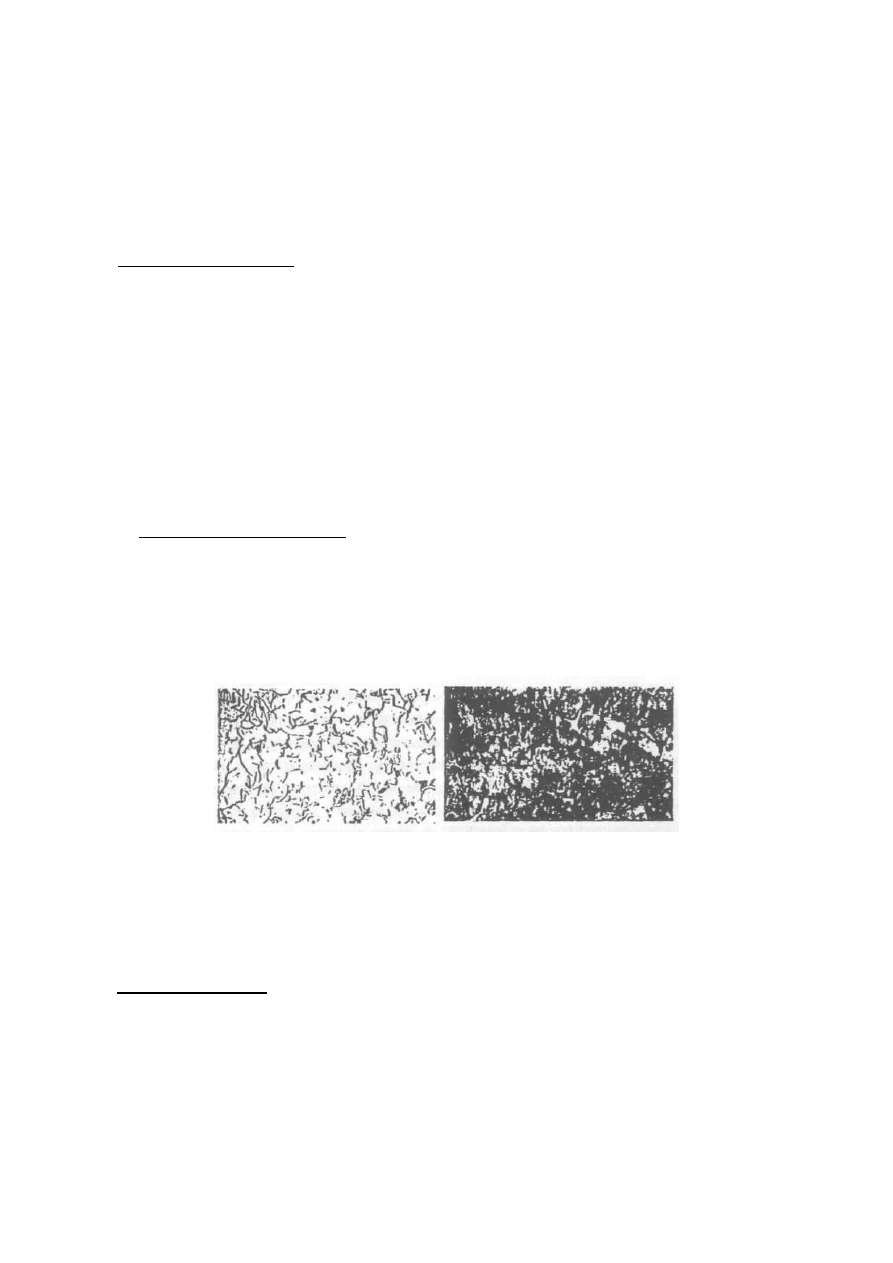
1)
ś
eliwo szare perlityczne (rys. 2a) o strukturze składaj
ą
cej si
ę
z perlitu z
wtr
ą
ceniami grafitu.
2)
ś
eliwo szare ferrytyczno-perlityczne (rys. 2b), którego struktura składa si
ę
z ferrytu,
perlitu i wtr
ą
ce
ń
grafitu.
3)
ś
eliwo szare ferrytyczne, którego osnowa metaliczna składa si
ę
z ferrytu, a cały w
ę
giel
zawarty w stopie znajduje si
ę
w postaci grafitu
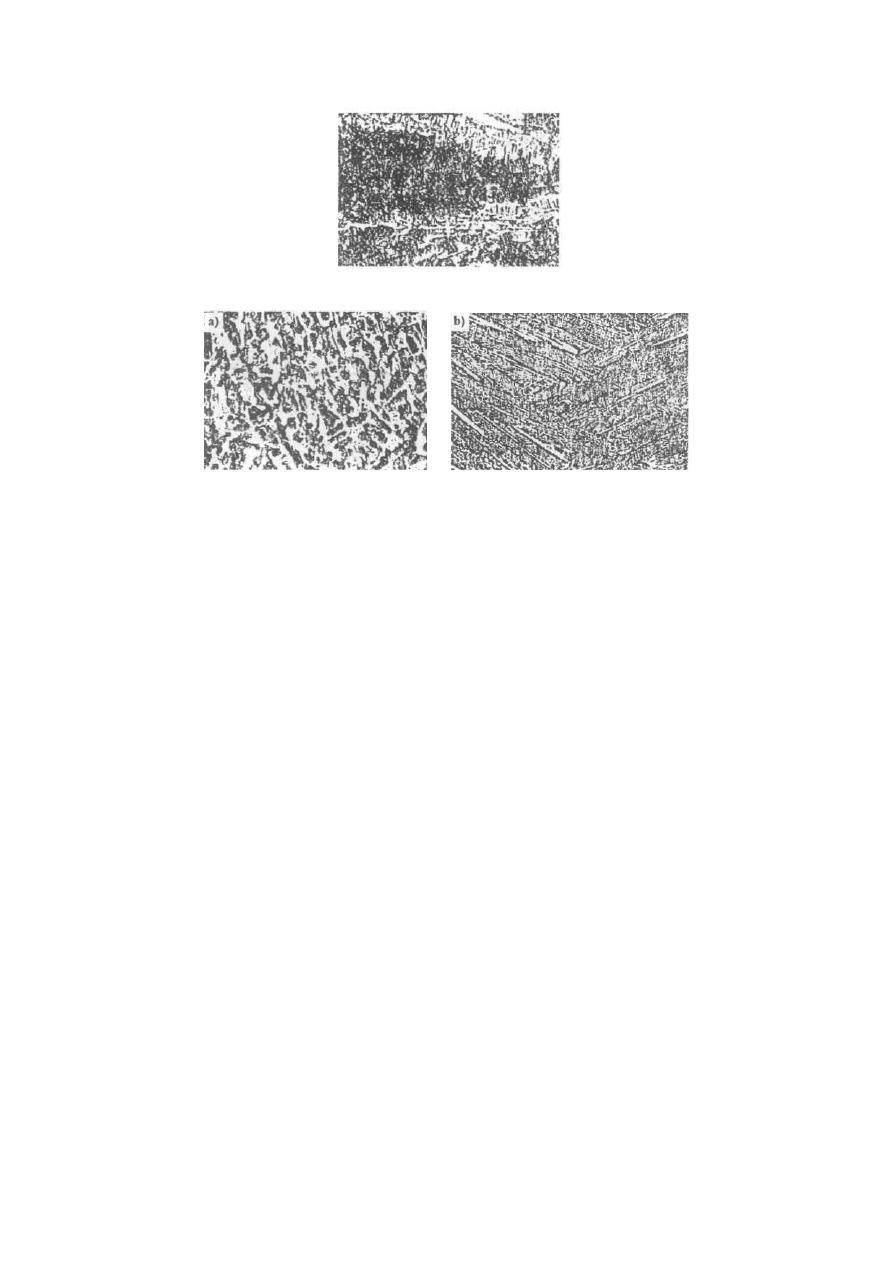
Rys. 2. Struktura
ż
eliwa szarego o osnowie: a) perlitycznej, b) ferrytyczno-
perlitycznej. Trawiono nitalem, pow. X 250
Rodzaj osnowy metalicznej zale
ż
y przede wszystkim od szybko
ś
ci chłodzenia. W
miar
ę
coraz szybszego chłodzenia
ż
eliwa po odlaniu otrzymuje si
ę
struktury, w których
grafit rozło
ż
ony jest w osnowie ferrytycznej, ferrytyczno-perlitycznej lub perlitycznej. Przy
coraz wi
ę
kszych szybko
ś
ciach chłodzenia w
ę
giel mo
ż
e wydziela
ć
si
ę
w postaci
cementytu (Fe
3
C), na skutek czego powstaje struktura
ż
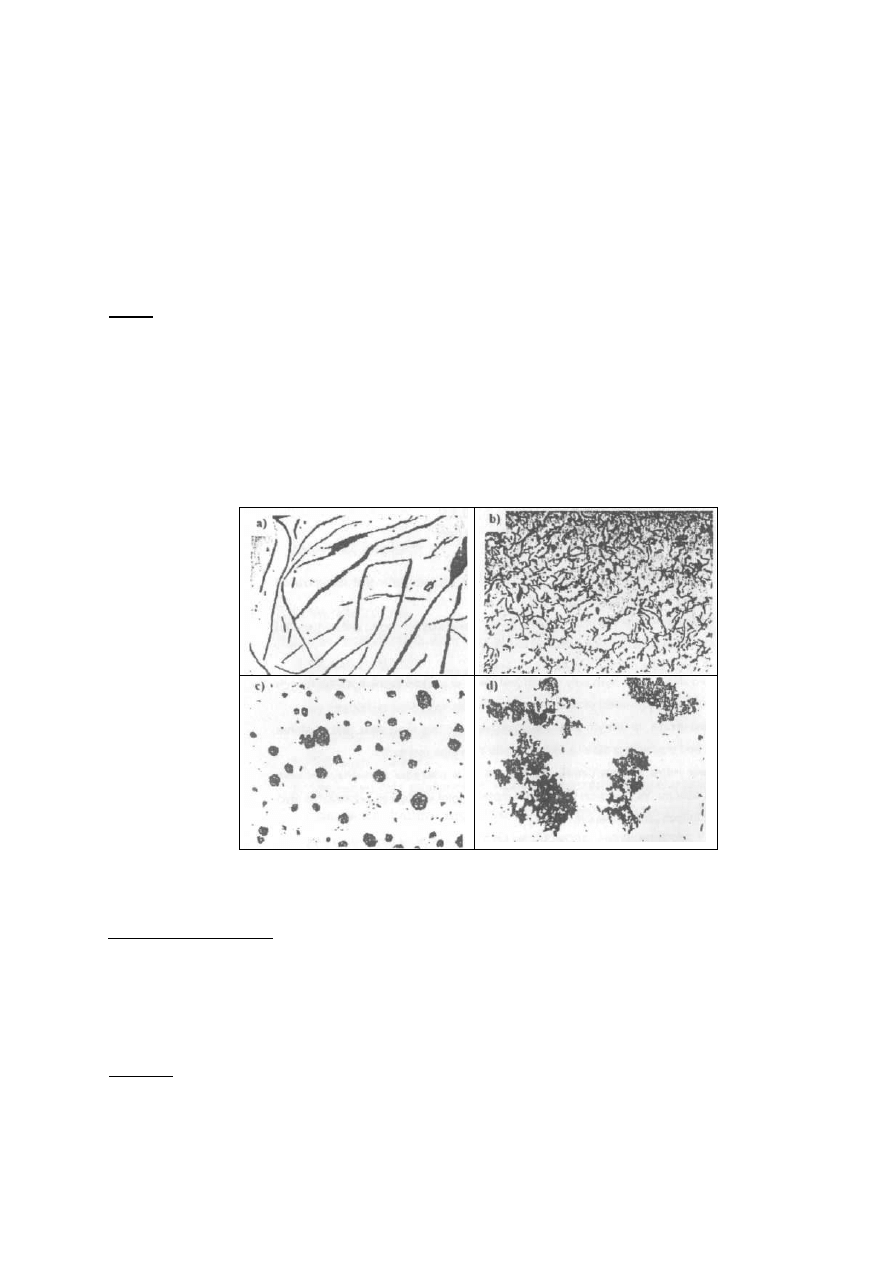
eliwa pstrego (rys. 3), a nawet
białego (rys. 4a, b).
Przy stałej szybko
ś
ci chłodzenia struktura
ż
eliwa zale
ż
y od głównie od zawarto
ś
ci w
ę
gla i
krzemu. W
ę
giel i krzem działaj
ą
grafityzuj
ą
co na cementyt, powoduj
ą
c wzrost ilo
ś
ci
ferrytu, co wpływa na obni
ż
enie własno
ś
ci mechanicznych
ż
eliwa. Najwy
ż
sze własno
ś
ci
wytrzymało
ś
ciowe wykazuje
ż
eliwo perlityczne, przy czym własno
ś
ci te wzrastaj
ą
w
miar
ę
zmniejszania si
ę
płytek perlitu. Poniewa
ż
fosfor w
ż
eliwie powoduje wzrost
twardo
ś
ci i polepszenie lejno
ś
ci, jego zawarto
ść
w odlewach odpornych na
ś
cieranie
mo
ż
e wynosi
ć
do 0,45%, a w odlewach cienko
ś
ciennych nawet do 0,75%.
Rys. 3. Struktura
ż
eliwa pstrego. Trawiono nitalem, pow. x 100
Rys. 4. Struktura
ż
eliwa białego: a) podeutektycznego, b) nadeutektycznego.
Trawiono nitalem, pow. x 100
W zale
ż
no
ś
ci od wielko
ś
ci i kształtu wydziele
ń
grafitowych rozró
ż
nia si
ę
nast
ę
puj
ą
ce rodzaje
ż
eliw szarych:
1)
ś
eliwa szare zwykle (grafit w postaci płatkowej),
2)
ś
eliwa modyfikowane (grafit w postaci płatkowej o rozdrobnionej strukturze),
3)
ś
eliwa sferoidalne (grafit kulkowy).
ś
eliwo szare zwykłe dzi
ę
ki obecno
ś
ci grafitu płatkowego ma bardzo du
żą
zdolno
ść
tłumienia drga
ń
, co wykorzystuje si
ę
w wielu zastosowaniach, takich jak:
ło
ż
a obrabiarek, bloki cylindrów, kariery silników samochodowych, płyty
fundamentowe ró
ż
nych maszyn. Poza tym obecno
ść
płatków grafitu o bardzo
niskich własno
ś
ciach mechanicznych, stanowi
ą
cych jak gdyby pustki w osnowie
metalicznej i tworz
ą
cych karby wewn
ę
trzne, których wpływ przewa
ż
a nad
wpływem karbów zewn
ę
trznych, powoduje,
ż
e
ż
eliwo szare jest mało wra
ż
liwe na
działanie karbu Badania w kierunku polepszenia własno
ś
ci mechanicznych
ż
eliwa
szarego zwykłego doprowadziły do tego,
ż
e stosuj
ą
c modyfikacj
ę
procesu
produkcyjnego, mo
ż
emy zmienia
ć
kształt grafitu, a wiec składnika strukturalnego,
wpływaj
ą
cego w istotny sposób na własno
ś
ci
ż
eliwa.
W
ż
eliwach modyfikowanych modyfikacja ta polega na wprowadzaniu do ciekłego
ż
eliwa, przed odlaniem tzw. modyfikatora w postaci sproszkowanego
ż
elazokrzemu lub niewielkich ilo
ś
ci magnezu. Zastosowanie
ż
elazokrzemu ma za
zadanie przede wszystkim odtlenienie i odgazowanie
ż
eliwa oraz wytworzenie,
tzw "zarodków grafitu", ułatwiaj
ą
cych krzepni
ę
cie
ż
eliwa jako
ż
eliwa szarego o
du
ż
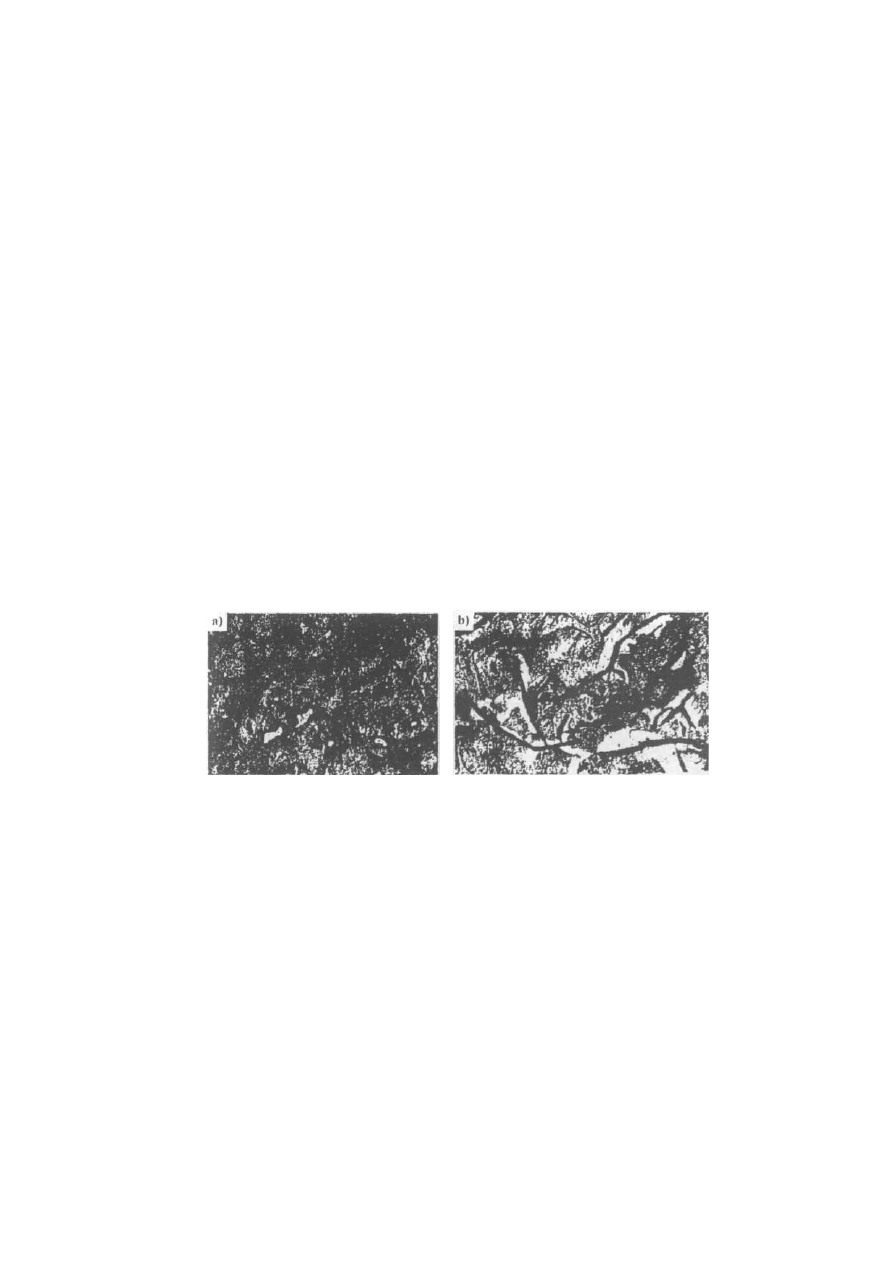
ej liczbie małych płatków grafitowych w osnowie perlitycznej (rys. 5)
a)
b)
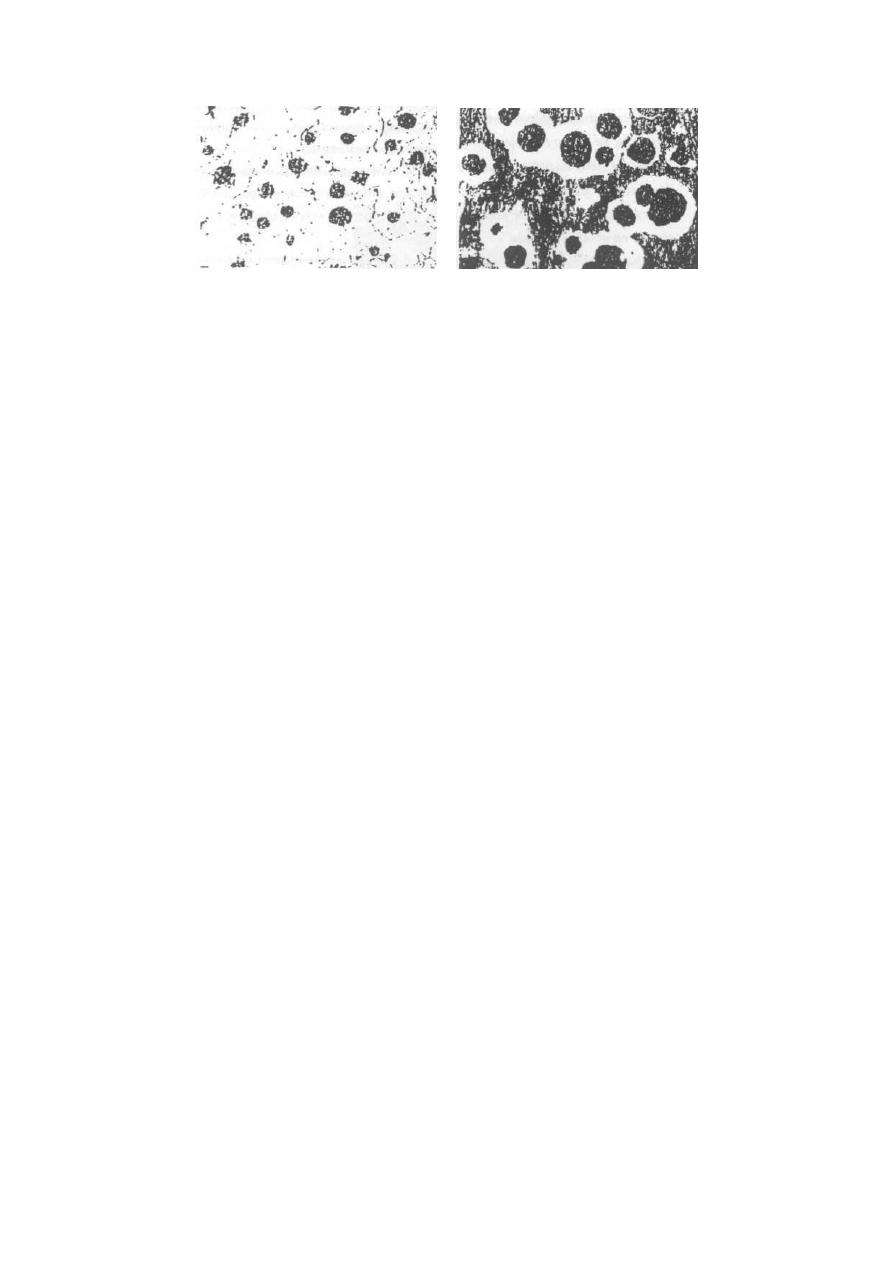
Rys. 5. Struktura
ż
eliwa szarego modyfikowanego: a) nietrawionego, pow. x 100;
b) trawionego, pow. x 250
Uzyskana struktura wpływa na znaczne polepszenie wytrzymało
ś
ci na
rozci
ą
ganie (do 600 MPa), zachowuj
ą
c jednak nadal niskie warto
ś
ci takich
wska
ź
ników jak wydłu
ż
enie i udarno
ść
(poni
ż
ej 0,1 MJ/m
J
).
ś
eliwo sferoidalne. Dalsz
ą
popraw
ę
własno
ś
ci mechanicznych
ż
eliwa szarego
uzyskuje si
ę
poprzez modyfikacj
ę
ciekłego
ż
eliwa stopem magnezu, w wyniku
czego uzyskuje si
ę
drobnoziarnist
ą
kulist
ą
struktur
ę
grafitu w osnowie ferrytycznej,
ferrytyczno-perlitycznej lub perlitycznej (rys. 6). Znakowanie, klasyfikacj
ę
i
własno
ś
ci
ż
eliwa sferoidalnego okre
ś
la norma PN-/H-83123.
a)
b)
Rys. 6. Struktura
ż
eliwa sferoidalnego: a) o osnowie ferrytycznej, b) perlityczno-
ferrytycznej Trawiono nitalem, pow. x 250
1.6.
ś
eliwo stopowe
W celu podwy
ż
szenia własno
ś
ci, mechanicznych
ż
eliwa lub nadania mu
specjalnych własno
ś
ci jak:
ż
aroodporno
ść
,
ż
arowytrzymało
ść
odporno
ść
na korozj
ę
,
odporno
ść
na
ś
cieranie itp. stosuje si
ę
odpowiednie dodatki stopowe, takie jak
krzem, aluminium, chrom, mangan, nikiel, molibden itd. Zawarto
ś
ci głównego
składnika stopowego mog
ą
by
ć
do
ść
znaczne, np. zawarto
ść
krzemu w
ż
eliwie
stopowym mo
ż
e dochodzi
ć
do 18%, aluminium do 31%, chromu do 36%, manganu
do 17%, niklu do 36%. Wpływ poszczególnych składników na zmian
ę
własno
ś
ci
ż
eliw jest podobny jak w stalach stopowych. Chrom, aluminium, krzem zwi
ę
kszaj
ą
odporno
ść
na korozj
ę
oraz
ż
arowytrzymało
ść
. Poza tym chrom poprawia własno
ś
ci
mechaniczna oraz odporno
ść
na
ś
cieranie, natomiast krzem, szczególnie przy
wi
ę
kszych zawarto
ś
ciach, powoduje du
żą
krucho
ść
i pogorszenie własno
ś
ci
wytrzymało
ś
ciowych.
ś
eliwo wysokokrzemowe z dodatkiem Cr. Ni, i Mo jest
ż
eliwem kwasoodpornym
Mangan i nikiel sprzyjaj
ą
tworzeniu si
ę
struktury austenitycznej, a wi
ę
c o
własno
ś
ciach niemagnetycznych. Poza tym mangan zwi
ę
ksza odporno
ść
na
ś
cieranie. Osnowa metaliczna
ż
eliw stopowych mo
ż
e by
ć
podobnie jak stali
stopowych: ferrytyczna, perlityczna, austenityczna lub ledeburytyczna O strukturze
danego,
ż
eliwa decyduje nie tylko skład chemiczny, lecz równie
ż
zastosowana
obróbka cieplna (np. wy
ż
arzanie, przesycenie, hartowanie itp. ) przeprowadzona w
celu polepszenia własno
ś
ci mechanicznych lub specjalnych
ś
eliwa stopowe ze
wzgl
ę
du na swoje ró
ż
norodne własno
ś
ci maj
ą
zastosowanie w wielu przemysłach, jak
np. motoryzacyjnym, elektrotechnicznym, naftowym, chemicznym, papierniczym,
spo
ż
ywczym, do wyrobu cz
ęś
ci silników, cz
ęś
ci do pomp. aparatury elektrycznej,
aparatury gazowej, retort, zaworów, form szklarskich, walców, tarcz mły
ń
skich, kul
do młynów, tulei, rolek itd.
1.7.
ś
eliwo ci
ą
gliwe
ś
eliwo ci
ą
gliwe uzyskuje si
ę
przez odpowiedni
ą
obróbk
ę
ciepln
ą
ż
eliwa białego
podeutektycznego w atmosferze odw
ę
glaj
ą
cej lub oboj
ę
tnej W zale
ż
no
ś
ci od
rodzaju zastosowanej obróbki cieplnej i uzyskanej struktury rozró
ż
nia si
ę
:
a)
ż
eliwo ci
ą
gliwe białe,
b)
ż
eliwo ci
ą
gliwe czarne,
c)
ż
eliwo ci
ą
gliwe perlityczne.
ś
eliwo ci
ą
gliwe białe otrzymuje si
ę
przez wy
ż
arzanie w temperaturze 1000 - 1050"C w
czasie 24 - 100 godzin -odlewów z
ż
eliwa białego w atmosferze odw
ę
glaj
ą
cej
zło
ż
onej z CO, CO
2
, H
2
, H
2
O, N
2
. Starsza metoda wy
ż
arzania polegała na uło
ż
eniu
odlewów w skrzyniach staliwnych i zasypaniu ich mieszanin
ą
sproszkowanej rudy
ż
elaznej lub zgorzeliny b
ę
d
ą
cych
ź
ródłem tlenu.
Podczas procesu wy
ż
arzania zachodzi zjawisko odw
ę
glania warstwy
powierzchniowej odlewu, natomiast dalej od powierzchni przedmiotu ulega
grafityzacji, czyli rozkładowi na ferryt lub perlit i grafit zwany w
ę
glem
ż
arzenia.
Struktura
ż
eliwa ci
ą
gliwego jest zale
ż
na od przekroju danej cz
ęś
ci. Dla cz
ęś
ci do 10
mm grubo
ś
ci mo
ż
e zaj
ść
podczas wy
ż
arzania całkowite odw
ę
glenie, tak
ż
e struktura
gotowych produktów b
ę
dzie na wskro
ś
ferrytyczna. Je
ż
eli grubo
ść
ś
cianek
przekracza 12 mm, wtedy zwykle nie uzyskuje si
ę
całkowitego odw
ę
glenia a
struktura w gł
ę
bi materiału b
ę
dzie składa
ć
si
ę
z w
ę
gla
ż
arzenia o osnowie
ferrytyczno-perlitycznej lub perlitycznej {rys. 7).
ś
eliwo te oznacza si
ę
symbolem
"W".
Rys 7 Struktura
ż
eliwa ci
ą
gliwego białego z w
ę
glem
ż
arzenia o osnowie
ferrytyczno-perlilycznej Trawiono nilalem, pow. x 250
Oprócz symbolu ka
ż
dy gatunek
ż
eliwa ci
ą
gliwego oznaczony jest zgodnie z
PN-92/H-83221 liczby czterocyfrow
ą
, w której dwie pierwsze cyfry podaj
ą
wymagan
ą
minimaln
ą
wytrzymało
ść
na rozciapanie, a dwie pozostałe minimalne
wydłu
ż
enie (A
3
%) Wymieniona norma wyszczególnia nast
ę
puj
ą
ce gatunki
ż
eliwa
ci
ą
gliwego białego o symbolach: W 35-04 (R
m
=350 MPa, A=4%), W 38-12, W
40-05, W 40-07
ś
eliwo ci
ą
gliwe białe stosuje si
ę
głównie w budowie maszyn: i
pojazdów na cienko
ś
cienne odlewy, którym nie stawia si
ę
wysokich wymaga
ń
wytrzymało
ś
ciowych jak np. ł
ą
czniki do rur, cz
ęś
ci do zamków do drzwi, kołpaki
(uchwyty) do zawieszania izolatorów sieci wysokiego napi
ę
cia, piasty kół, pedały,
obudowy mechanizmów itp.
ś
eliwo ci
ą
gliwe czarne otrzymuje si
ę
przez
ż
arzenie w temperaturze ok. 950°C
odlewów z
ż
eliwa białego w atmosferze oboj
ę
tnej. Dawniej wy
ż
arzanie przedmiotów
przeprowadzano w skrzyniach staliwnych zasypanych piaskiem, natomiast obecnie
wy
ż
arzanie prowadzi si
ę
w szczelnie zamkni
ę
tych muflach, gdzie skład atmosfery
ustala si
ę
sam, albo doprowadza si
ę
gaz oboj
ę
tny, np. mo
ż
liwie czysty azot
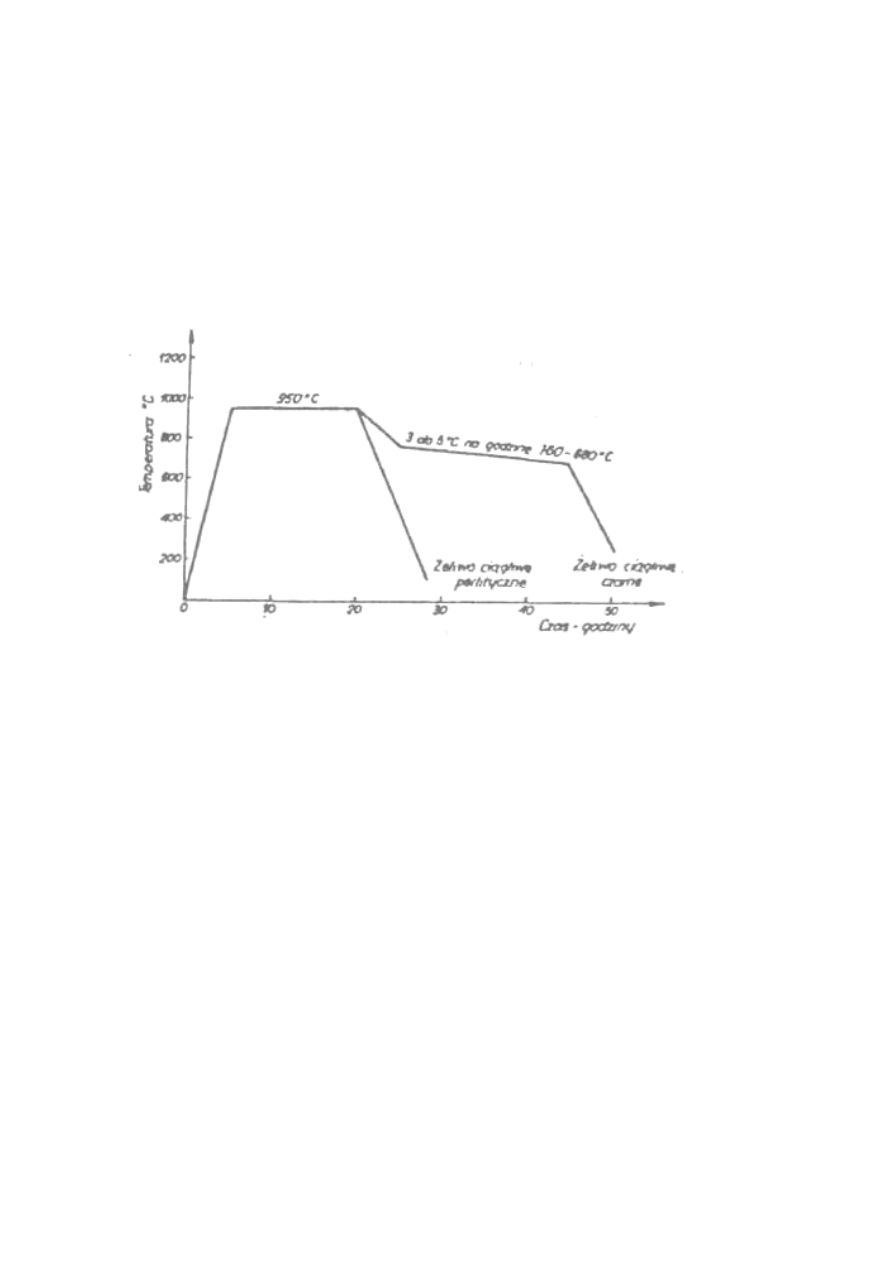
Przebieg procesu wy
ż
arzania przedstawiono na rys. 8. Podczas wygrzewania przy
wysokiej temperaturze zachodzi całkowita grafityzacja cementytu eutektycznego, a
tak
ż
e cz
ęś
ci cementytu wtórnego. W celu dalszej grafityzacji cementytu wtórnego
oraz cementytu eutektoidalnego zawartego w perlicie nale
ż
y prowadzi
ć
powolne
chłodzenie, przy czym w zakresie temperatur 760 - 68CTC szybko
ść
chłodzenia nie
powinna by
ć
wi
ę
ksza ni
ż
3 - 5 °C na godzin
ę
. Po tak przeprowadzonej obróbce
cieplnej struktura
ż
eliwa składa si
ę
z ferrytu i w
ę
gla
ż
arzenia.
ś
eliwo to oznacza si
ę
symbolem „B". Norma PN-92/H-83221 wyszczególnia trzy gatunki
ż
eliwa ci
ą
gliwego
czarnego.
Rys. 8. Schemat obróbki cieplnej
ż
eliwa ci
ą
gliwego czarnego i perlitycznego
ś
eliwo ci
ą
gliwe czarne ma najwi
ę
ksze zastosowanie na cz
ęś
ci maszyn rolniczych,
maszyn do szycia, ł
ą
czniki rur, odlewy armaturowe, w kolejnictwie oraz w przemy
ś
le
samochodowym.
ś
eliwo ci
ą
gliwe perlityczne
Je
ż
eli chcemy uzyska
ć
ż
eliwo o osnowie bardziej wytrzymałej . perlitycznej wtedy
po pierwszym okresie
ż
arzenia przy temperaturze 950"C prowadzimy szybsze
chłodzenie, np. w powietrzu, dzi
ę
ki czemu struktura osnowy składa si
ę
z perlitu albo i
ferrytu (rys. 9).
ś
eliwo to oznacza si
ę
symbolem „P" (norma PN-92/H-83221).
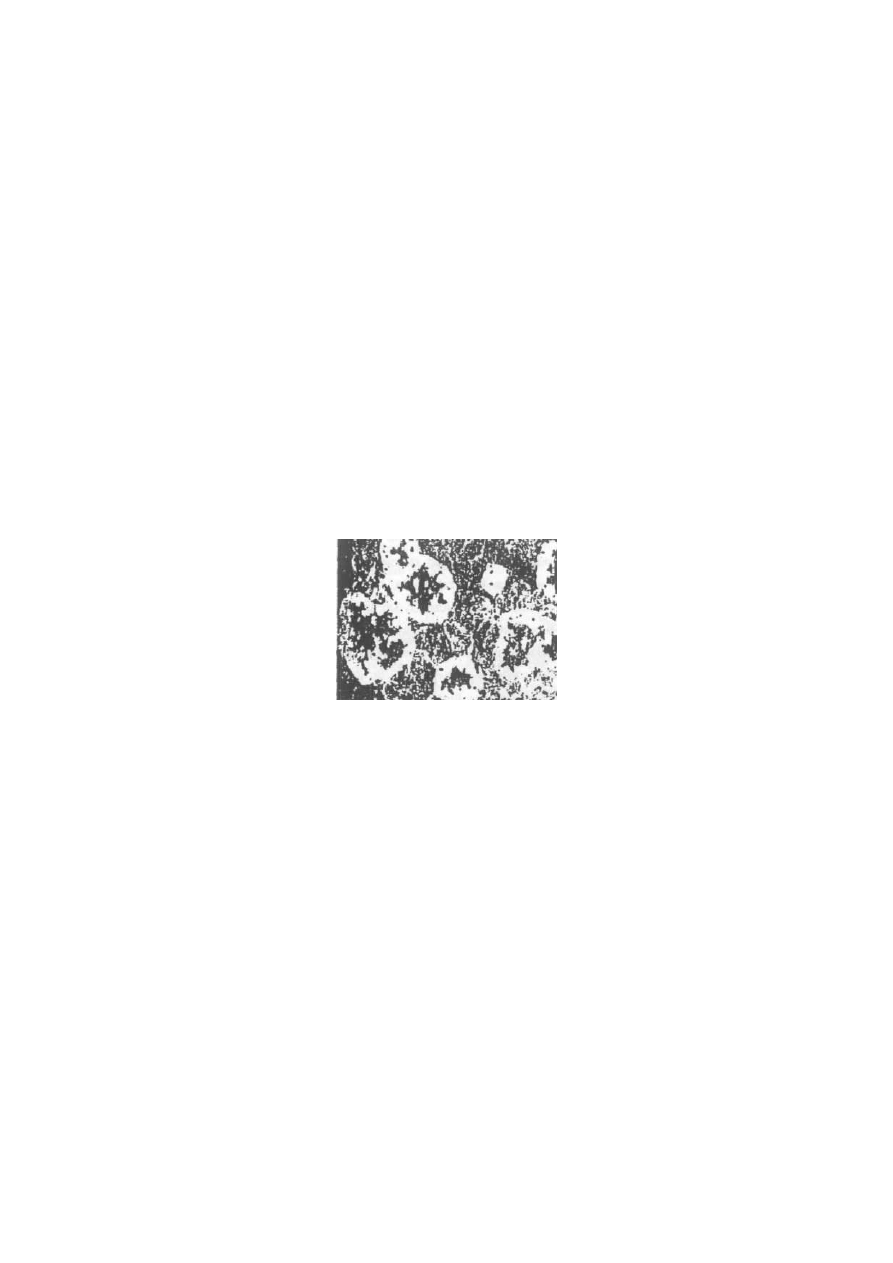
Rys. 9. Struktura
ż
eliwa ci
ą
gliwego perlitycznego. Trawiono nitalem, pow. x 100
ś
eliwo ci
ą
gliwe perlityczne ma podobne zastosowanie jak
ż
eliwo ci
ą
gliwe czarne,
lecz w przypadkach, w których potrzebna jest wy
ż
sza wytrzymało
ść
.
1.8. Obróbka cieplna odlewów
ż
eliwnych
Mimo,
ż
e skład chemiczny
ż
eliw jest jako
ś
ciowo podobny do stali, a ró
ż
ni si
ę
od
niej tylko procentow
ą
zawarto
ś
ci
ą
składników, to jednak
ż
eliwa odmiennie reaguj
ą
na procesy obróbki cieplnej. Zwi
ą
zane to jest przede wszystkim z obecno
ś
ci
ą
grafitu oraz wy
ż
sz
ą
zawarto
ś
ci
ą
krzemu. Poniewa
ż
jednak osnowa metaliczna
ż
eliwa
jest bardzo zbli
ż
ona strukturalnie do struktury zwykłej stali, pozwala to. na
stosowanie do
ż
eliwa prawie wszystkich rodzajów obróbki cieplnej stosowanych
normalnie do wysokow
ę
glowych stali. Powy
ż
sze dotyczy głównie
ż
eliw szarych,
natomiast
ż
eliwa białe podlegaj
ą
zazwyczaj specjalnej obróbce cieplnej, maj
ą
cej na
celu uzyskanie tzw.,
ż
eliwa ci
ą
gliwego.
W stosunku do odlewów z
ż
eliwa szarego mo
ż
na stosowa
ć
nast
ę
puj
ą
ce rodzaje
obróbki cieplnej:
a) wy
ż
arzanie
b) hartowanie zwykłe i izotermiczne
c) ulepszanie cieplne.
Wy
ż
arzanie
ż
eliwa szarego
Wy
ż
arzanie jest najcz
ęś
ciej stosowanym rodzajem obróbki cieplej
ż
eliwa
szarego i ma głównie na celu jego zmi
ę
kczenie w celu poprawienia obrabialno
ś
ci. Cel
ten uzyskuje si
ę
na skutek rozpadu cementytu na grafit i austenit lub ferrytu w
podwy
ż
szonych temperaturach.
W zale
ż
no
ś
ci od parametrów obróbki cieplnej tj temperatury i czasu wy
ż
arzania
rozró
ż
nia si
ę
:
- wy
ż
arzanie odpr
ęż
aj
ą
ce - stosowane dla cz
ęś
ciowego lub całkowitego usuni
ę
cia
napr
ęż
e
ń
odlewniczych, polegaj
ą
ce na przetrzymywaniu odlewów
ż
eliwnych w
temperaturze poni
ż
ej 650*C w ci
ą
gu kilku godzin i nast
ę
pnym powolny chłodzeniu
przynajmniej w górnym zakresie temperatur;

- wy
ż
arzanie ferrytyzuj
ą
ce - stosowane zazwyczaj dla poprawienia obrabialno
ś
ci
ż
eliw niestopowych i niskostopowych. Istot
ą
tego procesu jest zapewnienie przemiany
perlitu na ferryt i grafit, co uzyskuje si
ę
podczas wy
ż
arzania temperaturze 700 -
760°C, w okresie czasu zapewniaj
ą
cym przebieg procesu grafityzacji;
- wy
ż
arzanie zupełne - stosowane dla
ż
eliw o wysokiej zawarto
ś
ci dodatków
stopowych przeprowadza si
ę
zwykle w zakresie temperatur 785 - 900°C. Po
wy
ż
arzaniu odlewów w wy
ż
szych temperaturach zaleca si
ę
aby od temperatur ok.790-
680°C stosowa
ć
powolne chłodzenie;
- wy
ż
arzanie grafityzuj
ą
ce - przeprowadza si
ę
w celu rozło
ż
enia du
ż
ych wydziele
ń
w
ę
glików wyst
ę
puj
ą
cych w strukturze
ż
eliwa szarego na grafit i perlit, a w niektórych
zastosowaniach dla doprowadzenia tego rozpadu a
ż
do struktury ferrytyczno-
grafitowej. Temperatura wy
ż
arzania grafityzuj
ą
cego wynosi zazwyczaj 900 - 950"C,
natomiast czas procesu mo
ż
e zmienia
ć
si
ę
od kilku minut do kilku godzin;
- wy
ż
arzanie normalizuj
ą
ce - stosowane jest dla poprawy własno
ś
ci
mechanicznych jak np. twardo
ś
ci lub wytrzymało
ś
ci na rozci
ą
ganie. Proces
normalizowania
ż
eliwa szarego przeprowadza si
ę
w temperaturze 890 - 930°C przez
okres ok. 1 godz. na ka
ż
de 25 mm grubo
ś
ci przekroju Chłodzenie do temperatury
otoczenia odbywa
ć
si
ę
mo
ż
e z piecem lub w spokojnym powietrzu, zale
ż
nie od
wymaganej ko
ń
cowej twardo
ś
ci odlewów.
Hartowanie
ż
eliwa szarego
Hartowanie jest jednym z procesów obróbki cieplnej, maj
ą
cym na celu
zwi
ę
kszenie twardo
ś
ci i odporno
ś
ci na
ś
cieranie materiału poddanego temu
procesowi. Hartowanie polega na nagrzaniu przedmiotu do temperatury
austenityzacji. wygrzaniu przez okre
ś
lony czas a nast
ę
pnie szybkim chłodzeniu do
temperatury otoczenia lub nieco wy
ż
szej. Spo
ś
ród kilku rodzajów procesów
hartowania, w stosunku do
ż
eliw szarych bywa najcz
ęś
ciej stosowane hartowanie.
a) z przemiana izotermiczna,
b) stopniowe,
c) powierzchniowe.
Hartowanie z przemian
ą
izotermiczn
ą
polega na wygrzewaniu odlewów w
temperaturze austenityzacji a nast
ę
pnie szybkim ochłodzeniu w gor
ą
cych k
ą
pielach
solnych, olejowych lub ołowiowych, o temperaturze 230 - 425°C. Przetrzymywanie
przedmiotu hartowanego w k
ą
pieli trwa tak długo, a
ż
przechłodzony austenit
zamieni si
ę
całkowicie na nowa struktur
ę
, zwan
ą
bainitem, po czym dopiero nast
ę
puje
dalsze chłodzenie do temperatury otoczenia z dowoln
ą
szybko
ś
ci
ą
Hartowanie stopniowe polega na szybkim ochłodzeniu odlewów ze stanu
austenitycznego w k
ą
pielach solnych, olejowych lub ołowiowych, wytrzymaniu w
temperaturze 205 - 260°C dla wyrównanie temperatury a nast
ę
pnie chłodzeniu na
powietrzu do temperatury otoczenia. Z uwagi na wyst
ę
powanie znacznych
napr
ęż
e
ń
, odlewy po hartowaniu stopniowym musz
ą
by
ć
poddane tzw.
odpuszczaniu, tj. wy
ż
arzaniu poni
ż
ej temperatur krytycznych.
Hartowanie powierzchniowe jest bardzo cz
ę
sto stosowanym procesem
utwardzania
ż
eliwa szarego Proces ten polega na odpowiednim nagrzaniu i
chłodzeniu tylko warstwy powierzchniowej przedmiotu hartowanego. Hartowa
ć
powierzchniowo mo
ż
na zarówno
ż
eliwo stopowe jak i niestopowe, przy czyn
optymalne własno
ś
ci warstwy zahartowanej osi
ą
ga si
ę
przy zawarto
ś
ci w
ż
eliwie
0,50 - 0,70% w
ę
gla zwi
ą
zanego.
Poza przedstawionymi powy
ż
ej rodzajami hartowania, przeprowadza si
ę
jeszcze jeden rodzaj obróbki cieplnej, maj
ą
cy na celu popraw
ę
własno
ś
ci
mechanicznych
ż
eliwa a w szczególno
ś
ci wytrzymało
ś
ci i odporno
ś
ci na zu
ż
ycie
powierzchniowe, jest to tzw. ulepszanie cieplne. Ulepszanie cieplne
ż
eliw polega na
poł
ą
czeniu zabiegu hartowania w oleju z temperatur austenityzacji (850 - 90CTC), z
nast
ę
pnym odpuszczaniem w temperaturach znacznie poni
ż
ej zakresu przemiany A
(
w czasie ok. 1 godz. na ka
ż
de 25 mm grubo
ś
ci
ś
cianki w najgrubszym przekroju. Czas
nagrzewania
ż
eliwa podczas hartowania powinien by
ć
stosunkowo krótki, aby nie
dopu
ś
ci
ć
do grafityzacji cementytu zawartego w perlicie. Natomiast wygrzewanie w
temperaturze hartowania powinno by
ć
dostatecznie długie, aby nie tylko perlit uległ
austenityzacji, lecz równie
ż
drobny grafit uległ rozpuszczeniu w austenicie.
Ulepszanie cieplne stosuje si
ę
zazwyczaj do
ż
eliw wysokogatunkowych maj
ą
cych w
osnowie nieznaczne ilo
ś
ci wydzielonego grafitu.
2. CEL I ZAKRES
Ć
WICZENIA LABORATORYJNEGO
Celem
ć
wiczenia jest poznanie zale
ż
no
ś
ci pomi
ę
dzy struktur
ą
i wła
ś
ciwo
ś
ciami
ż
eliw.
Zakres
ć
wiczenia obejmuje:
- zapoznanie si
ę
ze strukturami
ż
eliw białych i szarych,
- analiza zale
ż
no
ś
ci wła
ś
ciwo
ś
ci wytrzymało
ś
ciowych
ż
eliw od ich struktury.
3. METODYKA BADA
Ń
a) opis stanowiska Wyposa
ż
enie i materiały:
• Mikroskop metalograficzny,
• Próbki metalograficzne:
•
ż
eliwo szare zwykłe 150,
•
ż
eliwo modyfikowane 300,
•
ż
eliwo sferoidalne Zs 400-15,
• ci
ą
gliwego czarnego B,
• ci
ą
gliwego białego W,
• ci
ą
gliwego perlitycznego P.
b) przebieg
ć
wiczenia
1) Wykona
ć
obserwacje mikroskopowe zgładów nietrawionych
ż
eliw z
ró
ż
nymi postaciami grafitu : sklasyfikowa
ć
je zgodnie z PN-/H-04661.
2) Wykona
ć
obserwacje mikroskopowe zgładów trawionych, wybranych
ż
eliw

białych i szarych zwykłych i sklasyfikowa
ć
je zgodnie z PN-/H-
04661, uwzgl
ę
dniaj
ą
c rodzaj i ilo
ść
osnowy metalicznej oraz kształt,
wielko
ść
i rozmieszczenie grafitu, cementytu i eutektyki fosforowej.
3) Wykona
ć
rysunki badanych struktur.
4. WYMAGANIA BHP
Do wykonywanego
ć
wiczenia laboratoryjnego stosowane s
ą
ogólne przepisy
bezpiecze
ń
stwa i higieny pracy dotycz
ą
ce Laboratorium Materiałoznawstwa. Przed
przyst
ą
pieniem do ogl
ą
dania mikrostruktur zapozna
ć
si
ę
z instrukcj
ą
bezpiecznej obsługi mikroskopu optycznego, a przede wszystkim nie dotyka
ć
r
ę
kami
cz
ęś
ci optycznych i zasilaj
ą
cych mikroskopu.
5. SPRAWOZDANIA STUDENCKIE
Sprawozdania studenckie powinny zawiera
ć
:
• cel i zakres
ć
wiczenia laboratoryjnego,
• opis stanowiska badawczego,
• szkice struktur mikroskopowych badanych
ż
eliw z opisem składników struktury
oraz wła
ś
ciwo
ś
ci i zastosowa
ń
tych materiałów,
• analiza wpływu struktury na wła
ś
ciwo
ś
ci
ż
eliw,
•
wnioski.
6. LITERATURA
1. Ciszewski A., Radomski T., Szummer A.:
Ć
wiczenia laboratoryjne
z materiałoznawstwa. Warszawa 1995
2. Laboratorium materiałoznawstwa, Skrypt PB, Białystok, 1990
3. Przybyłowicz K.: Metaloznawstwo, WNT Warszawa, 1998
Wyszukiwarka
Podobne podstrony:
Egzamin Mikrostruktury id 15252 Nieznany
Pomiary mikroskopowe id 374389 Nieznany
Mikroskopia elektronowa id 3018 Nieznany
Mikroskop elektronowy2 id 30181 Nieznany
Mikroskopia elektronowa id 3018 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
więcej podobnych podstron