ZGRZEWANIE ELEKTRYCZNE OPOROWE
PUNKTOWE
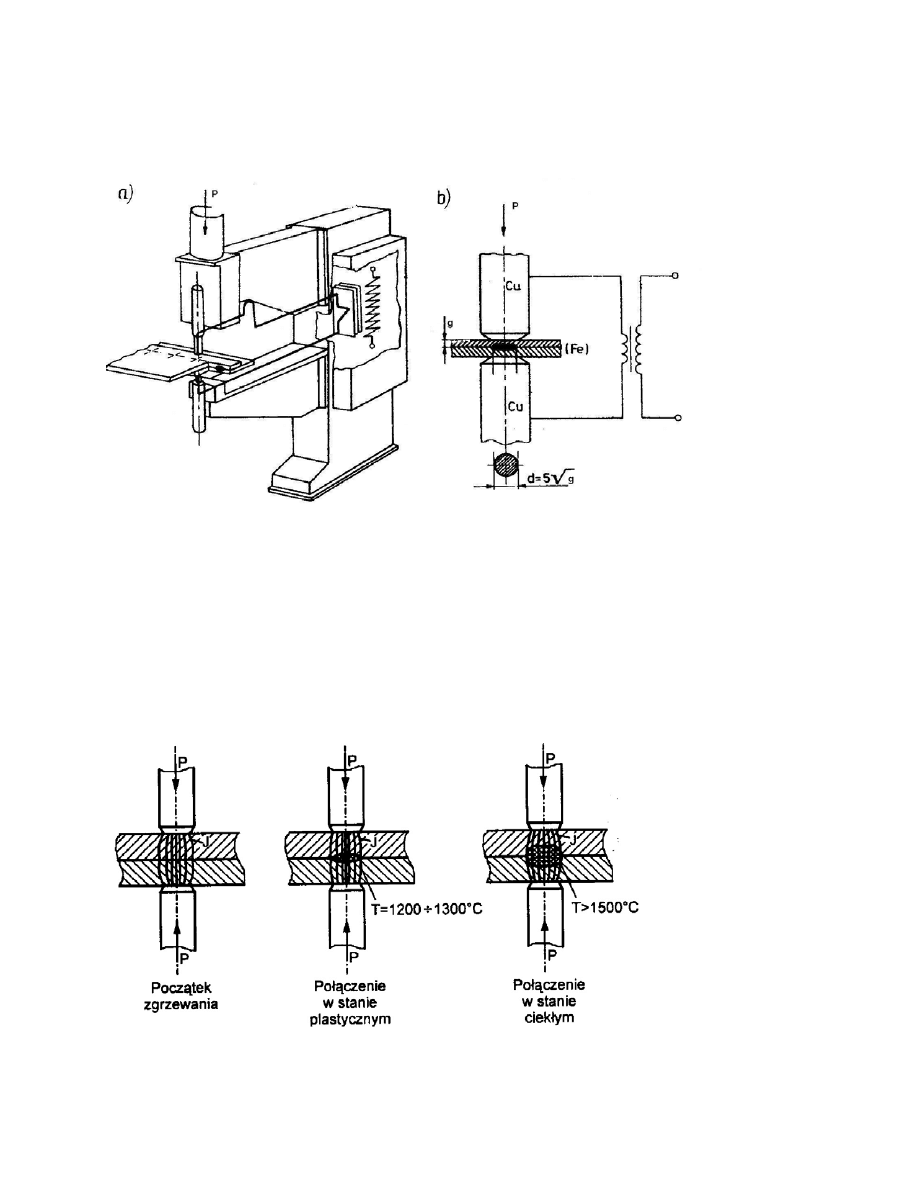
Rys.1. Zasada zgrzewania oporowego: a) schemat zgrzewarki, b) schemat
obwodu wtórnego zgrzewarki; P - siła docisku elektrod, d - średnica części
roboczej elektrody, g - grubość zgrzewanych blach
Przebieg zgrzewania
Docisk wstępny P
⇒
nagrzewanie aż do powstania ciekłego jądra o
odpowiednich wymiarach (lub tylko stanu plastycznego)
⇒
docisk
spęczania („zagęszczający” metal )
⇒
ochłodzenie zgrzeiny.
Przedstawiony przebieg zgrzewania ilustruje rys.2.
Rys.2.
Przebieg procesu zgrzewania oporowego punktowego; P - siła docisku,
J - natężenie prądu, T - temperatura jądra zgrzeiny.
1
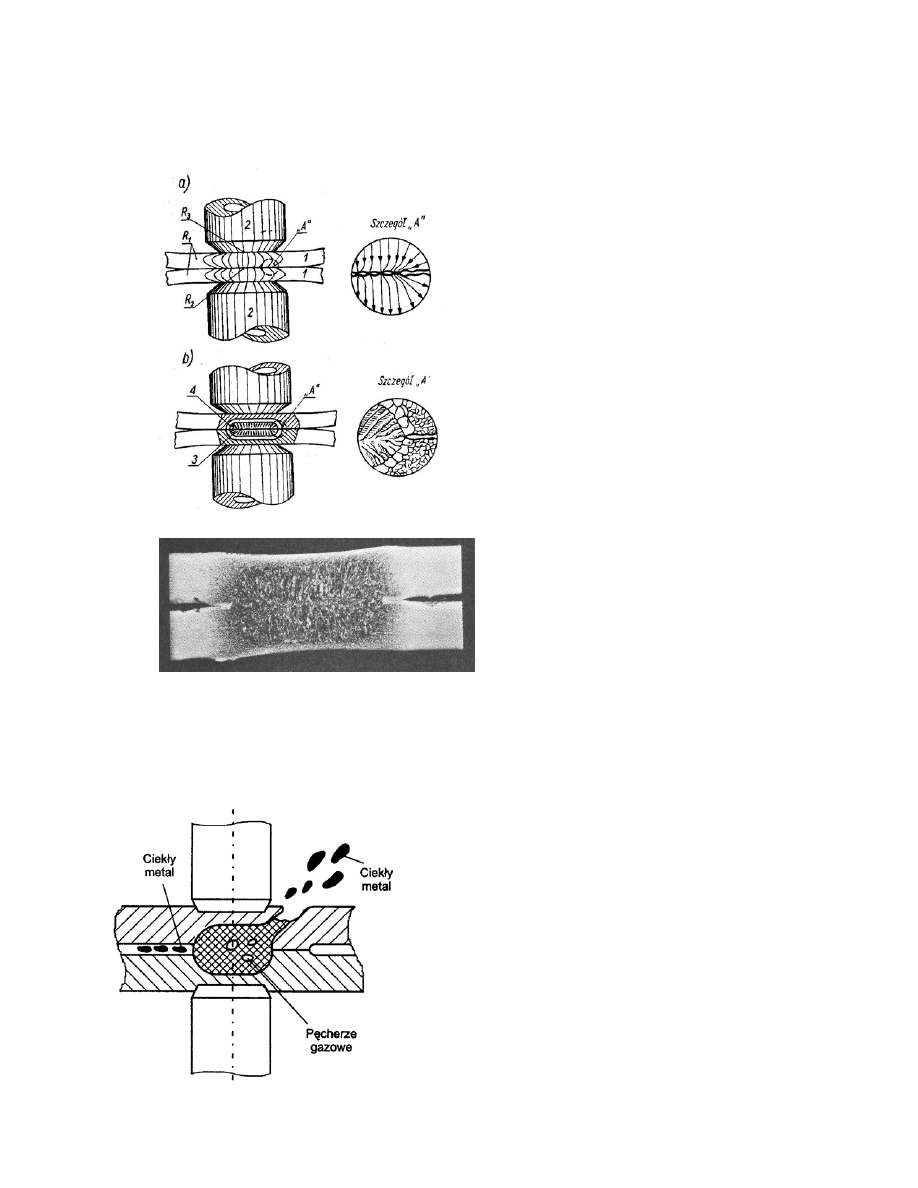
Przebieg formowania się zgrzeiny i strukturę powstałego złącza
ilustrują rys. 3 i 4.
Rys.3. Schemat powstawania
zgrzeiny punktowej:1 - elementy
zgrzewane, 2 - elektrody
zgrzewarki, 3 - jądro zgrzeiny, 4 -
otoczka zgrzeiny, R1 - oporność
właściwa metalu zgrzewanego,
R2 - oporność stykowa złącza, R3
– oporność pomiędzy elektrodą a
powierzchnią przedmiotu
Rys.4. Makrostruktura złącza
zakładkowego blach ze stali C-
Mn o grubości 1,8 + 1,8 mm,
zgrzanego oporowo punktowo,
pow. 10x
W czasie nagrzewania jądro zgrzeiny jest otoczone cienką
warstwą plastycznego metalu. Zbyt długi czas nagrzewania
powoduje zwykle jej przerwanie przez powstałe gazy i wyprysk
ciekłego metalu, rys.5.
Rys.5. Przebieg wyprysku
ciekłego metalu jądra zgrzeiny
2
Parametry zgrzewania
⇒
natężenie prądu w kA (stosowany jest zmienny –80% i stały),
⇒
siła docisku w kN,
⇒
czas zgrzewania w s,
⇒
wymiary robocze elektrody w mm (parametr pomocniczy).
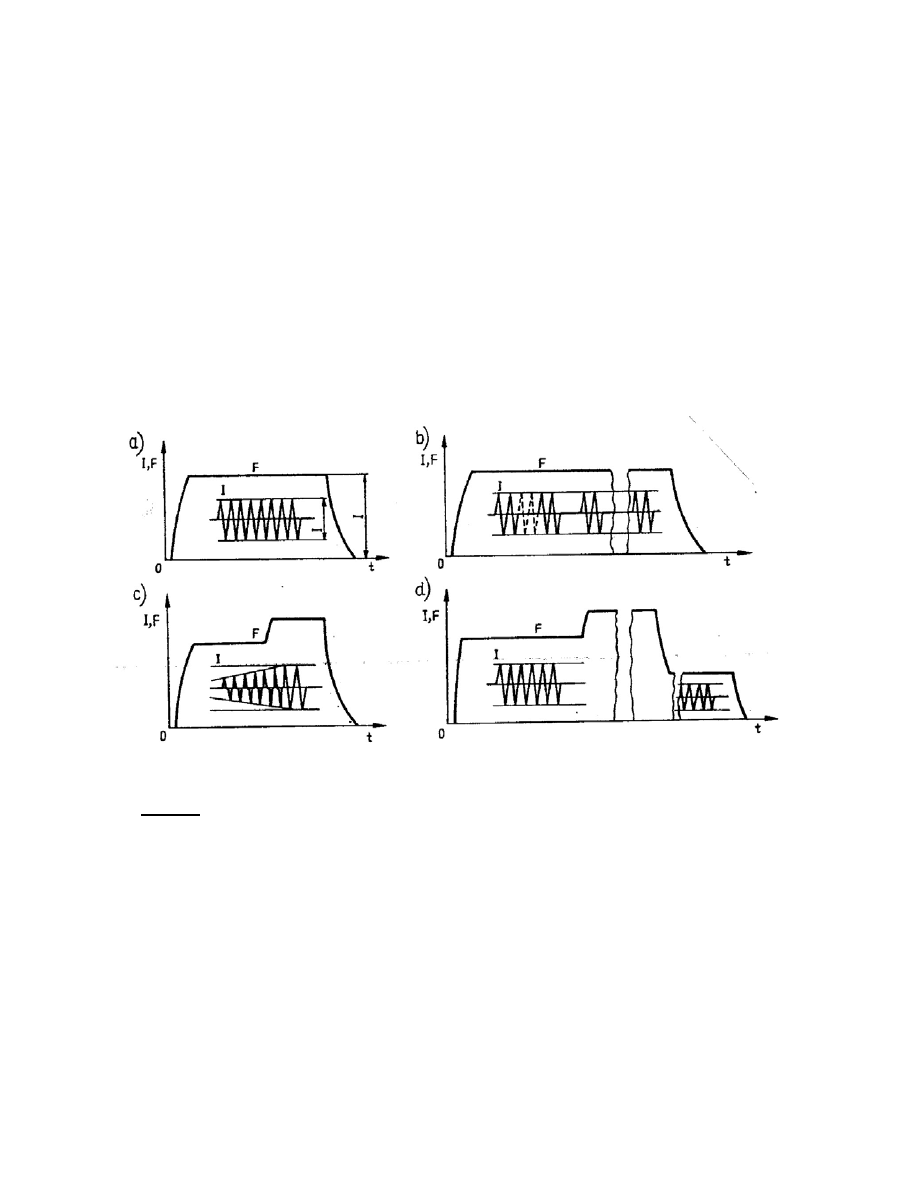
Parametry te wiązane są w tzw. cykle (programy, przebiegi)
zgrzewania. Mogą to być cykle bardzo proste (nawet sterowane
ręcznie) lub też bardzo złożone, co umożliwia stosowane obecnie
sterowanie elektroniczne. Kilka prostszych programów zgrzewania
przedstawia rys.6.
Rys.6. Przykłady przebiegu parametrów zgrzewania: a) zgrzewanie ze stałą
wartością prądu i siły docisku elektrod, b) zgrzewanie impulsami prądu przy
stałej sile docisku elektrod, c) zgrzewanie przy stopniowo narastającym
prądzie i skokowo narastającej sile docisku elektrod - sile przekuwania, d)
zgrzewanie prądem o stałej wartości z zastosowanym przekuwaniem i
odprężaniem zgrzeiny; I - prąd, F - siła, t – czas zgrzewania
Inne ciekawe programy zgrzewania punktowego (np. dla blach
o nie oczyszczonych dokładnie powierzchniach) przedstawia rys.7.
Znacznie bardziej złożony, w stosunku do przedstawionych,
sterowany elektronicznie, program zgrzewania przedstawiono na
rysunku 8.
3
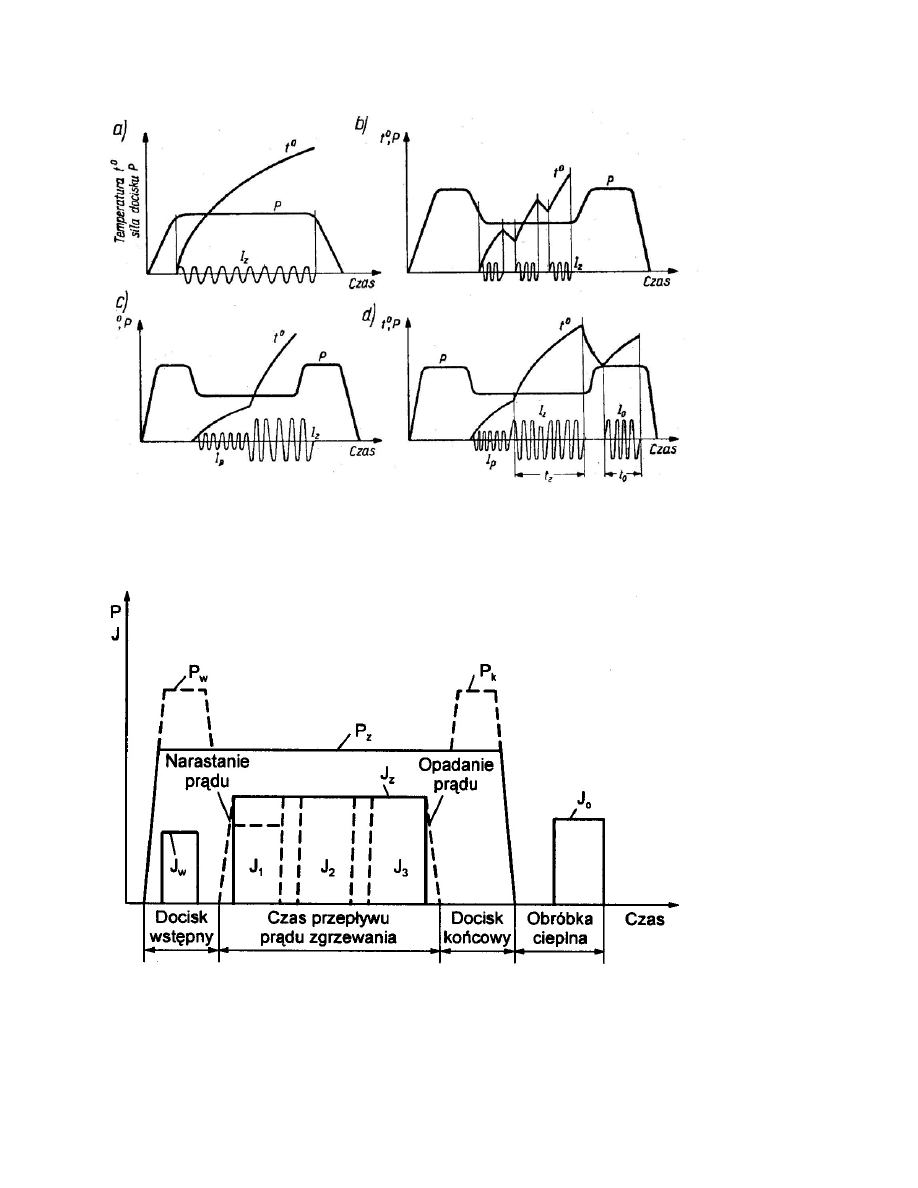
Rys.7. Programy zgrzewania punktowego: a) zgrzewanie oczyszczonych stali
niskowęglowych i nierdzewnych, b) i c) zgrzewanie nie oczyszczonych stali
niskowęglowych, d)zgrzewanie stali węglowych i niskostopowych o
zwiększonej wytrzymałości
Rys.8. Przykład złożonego programu zgrzewania oporowego punktowego; P w
- siła docisku wstępnego, Pz - siła docisku zgrzewania, Pk - siła docisku
końcowego (przekucia), Jw - natężenie prądu podgrzewania wstępnego, Jz -
natężenie prądu zgrzewania, J
1
, J
2
, J
3
- natężenie impulsów prądu zgrzewania,
J
0
- natężenie prądu obróbki cieplnej
4
W zależności od materiału, jakości i wydajności stosuje się
parametry:
♠
sztywne (twarde)
– duże natężenie, krótki czas, duża siła,
♣
miękkie
– mniejsze natężenie, dłuższy czas i mniejsza siła.
Parametry sztywne wymagające maszyn o dużej mocy stosuje się
zwykle w produkcji wielkoseryjnej i masowej, gdzie możliwe jest
wykorzystanie ich wydajności.
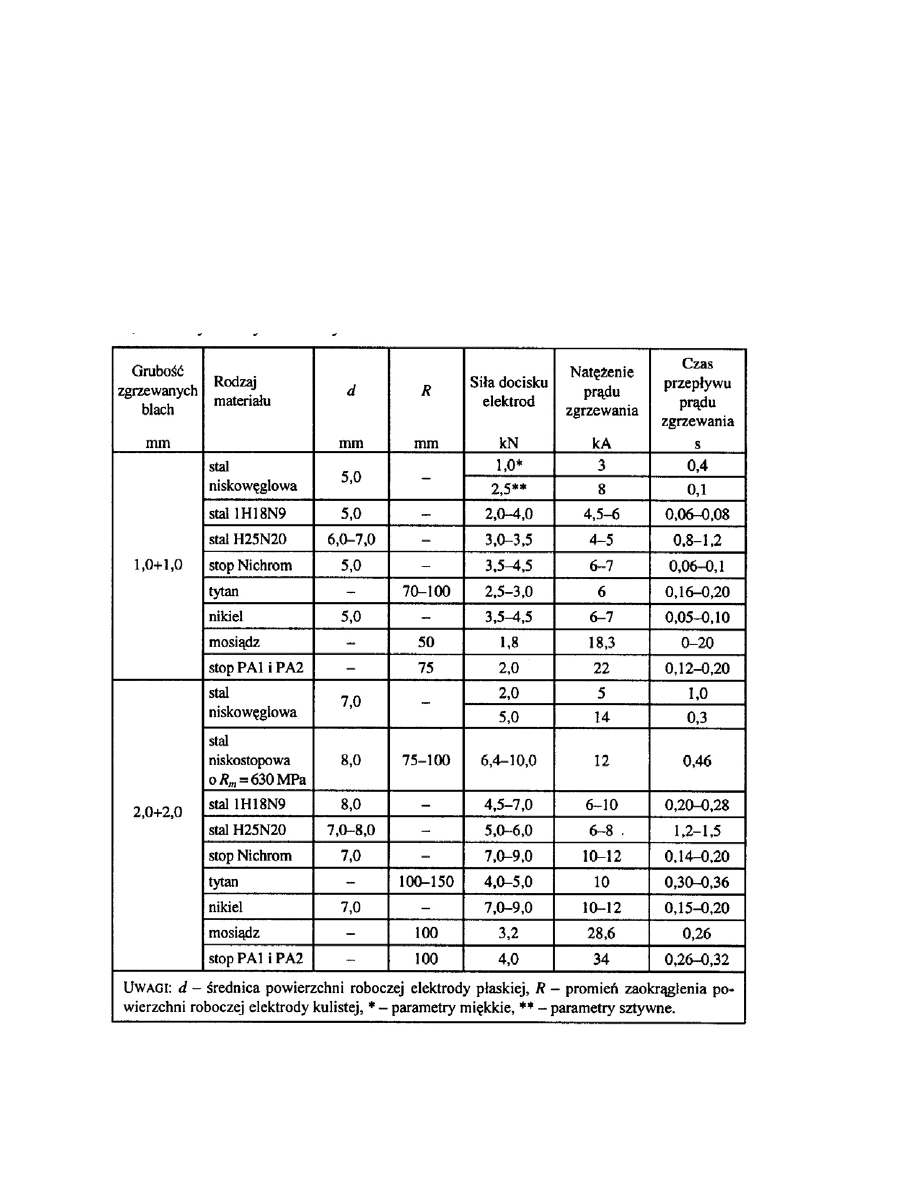
Przykładowe parametry zgrzewania zestawiono w tabeli 1
Tab.1.Parametry zgrzewania blach z różnych materiałów o grubości 1 i 2 mm
⇒
5
Mówiąc o parametrach zgrzewania należy poruszyć jeszcze
trzy zagadnienia:
Wymiary robocze elektrody (zwykle średnica powierzchni roboczej) .
Przyjęliśmy na wstępie, że jest to „pomocniczy” parametr
zgrzewania. Średnicę powierzchni roboczej elektrody lub promień
zaokrąglenia końcówki ustala się w oparciu o rodzaj zgrzewanych
metali i ich grubość, przy uwzględnieniu optymalizacji wszystkich
parametrów zgrzewania. Należy przy tym pamiętać, że jako
średnicę
obliczeniową
zgrzeiny przyjmuję
się średnicę powierzchni roboczej
±10%
. Zalecane zasady doboru przedstawia rys.9.
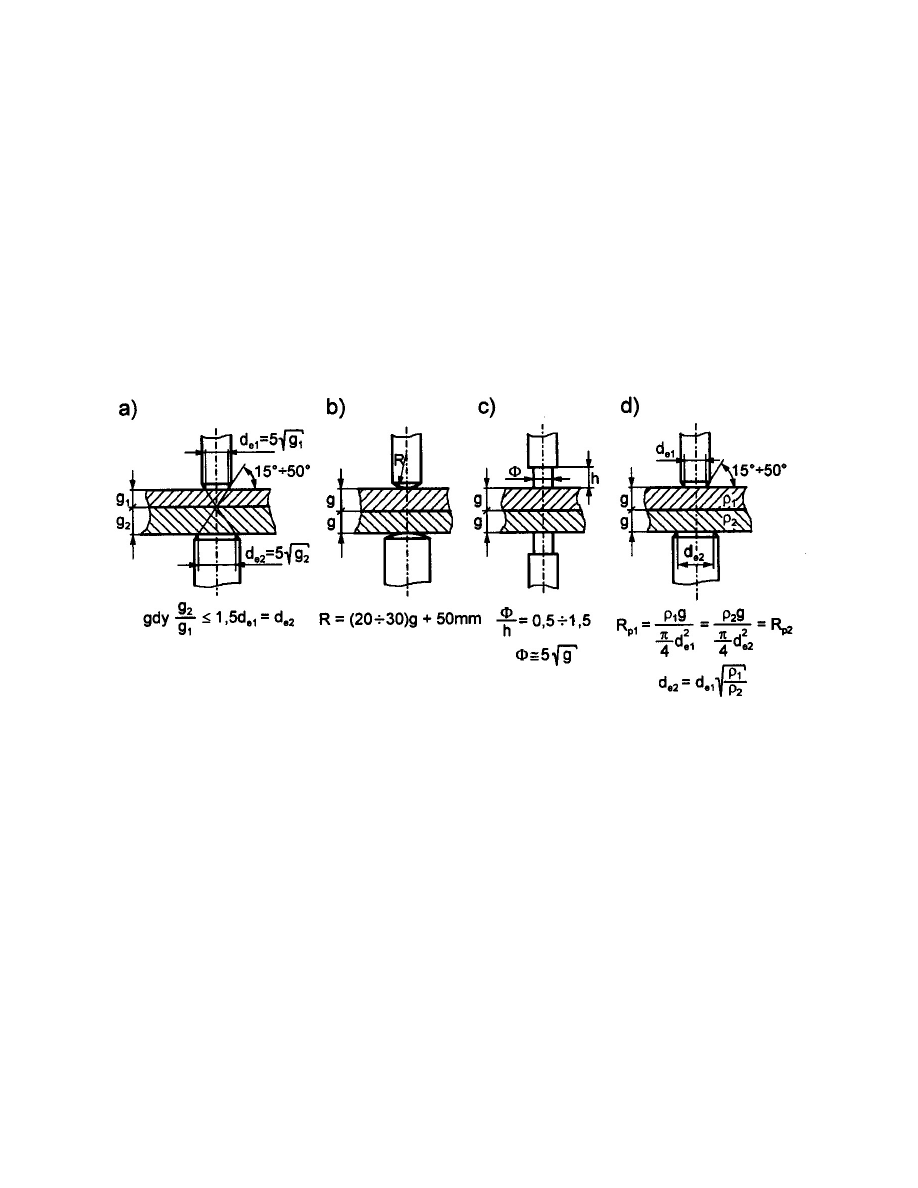
Rys.9. Zalecane zasady doboru średnicy powierzchni roboczej i promienia
zaokrąglenia elektrod do zgrzewania oporowego punktowego stali węglowych i
niskostopowych: a) elektrody o płaskiej powierzchni roboczej i zgrzewanie
blach o różnej grubości g, b) elektrody o kulistej powierzchni roboczej, c)
elektrody o wałeczkowej końcówce roboczej, d) zgrzewanie blach różniących
się znacznie opornością właściwą
ρ, elektrody o płaskiej powierzchni roboczej
W sposób uproszczony
d
e
można też wyznaczyć w zależności od
grubości g - cieńszej z łączonych blach:
Dla:
g
<
1
mm
d
e
= 2g + 4 mm
1,5 < g < 8 mm d
e
= 2g + 3 mm
g > 8 mm d
e
= 2g + (0-2mm)
6
Bocznikowanie
prądu
.
Zgrzewanie punktowe jest stosowane zwykle
do połączenia blach w kilku punktach. Każda następna zgrzeina
punktowa jest tworzona wtedy tylko przez część natężenia prądu
zgrzewania, gdyż prąd przepływa jednocześnie przez wykonaną
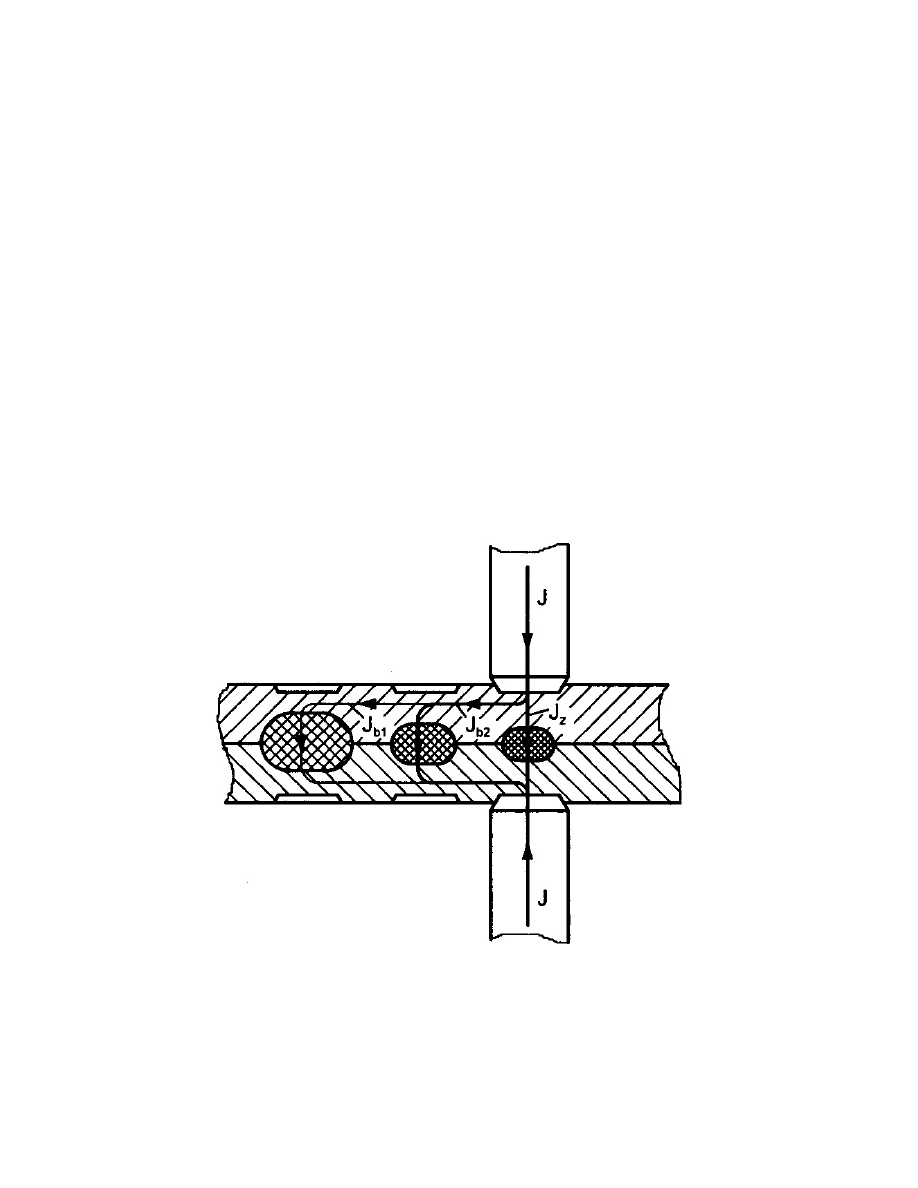
uprzednio zgrzeinę (rys.10). Zjawisko to, zwane
bocznikowaniem
prądu zgrzewania
, jest tym intensywniejsze, im mniejsza jest
odległość między zgrzeinami, większa grubość zgrzewanych
przedmiotów oraz mniejsza ich oporność elektryczna właściwa.
Każda następna zgrzeina musi być więc wykonana przy natężeniu
prądu powiększonym o natężenie prądu bocznikowania lub należy
odpowiednio zwiększyć podziałkę zgrzein. Nowoczesne zgrzewarki,
np. stosowane w liniach zrobotyzowanego zgrzewania karoserii
samochodowych, są wyposażane w mikroprocesorowe systemy
automatycznego, płynnego lub skokowego narastania prądu
zgrzewania.
Rys.9. Zjawisko bocznikowania prądu przy zgrzewaniu oporowym
punktowym; J - prąd główny uzwojenia wtórnego, Jz - prąd zgrzewania, J
b1
-
prąd bocznikowania przez pierwszą wykonaną zgrzeinę, J
b2
- prąd
bocznikowania przez drugą wykonaną zgrzein
7

Prąd stały czy przemienny?
W 80% urządzeń do zgrzewania
punktowego stosuje się prąd przemienny, a w tym tylko niewielką
część stanowią zgrzewarki transformatorowe kondensatorowe.
Zgrzewanie prądem stałym, coraz powszechniej stosowane w
przemyśle, możliwe jest dzięki opracowaniu zgrzewarek
inwertorowych
prądu stałego o częstotliwości
l - 10 kHz
, które
zastąpiły kosztowne zgrzewarki prądu stałego z prostownikami
krzemowymi po stronie wtórnej transformatora.
Zalety zgrzewania prądem stałym :
♦
mniejsza wymagana moc zgrzewania przy tym samym natężeniu
prądu,
♦
większy współczynnik mocy znamionowej, wynoszący do
90%
w
stosunku do
20+30%
w zgrzewarkach prądu przemiennego,
♦
równomierny rozkład prądu przy zgrzewaniu wielopunktowym
♦
brak oporności indukcyjnej, a więc wyeliminowanie wpływu
zmiany udziału materiału ferromagnetycznego między ramionami
zgrzewarki na parametry zgrzewania, co występuje przy zgrzewaniu
prądem przemiennym i wywiera bardzo istotny wpływ na jakość
zgrzewania,
♦
mniejsze zużycie elektrod w wyniku zjawiska naskórkowości,
♦
większą różnorodność kształtu zgrzewanych przedmiotów i
rodzaju zgrzewanych materiałów,
♦
większą łatwość i dokładność sterowania parametrami zgrzewania
8
Przygotowanie elementów do zgrzewania
Przedmioty do zgrzewania muszą być starannie przygotowane,
zwłaszcza w obszarze styku zgrzewania oraz styku z elektrodami
zgrzewarki. Wszelkie zanieczyszczenia znacznie zwiększają oporność
styku, a jednocześnie obniżają jakość zgrzeiny i przyspieszają
zużycie powierzchni roboczej elektrod. Stosuje się czyszczenie
mechaniczne, chemiczne lub fizyczne, przeważnie tuż przed
zgrzewaniem, tak by zgrzewanie odbywało się między metalicznie
czystymi powierzchniami.
Jakość zgrzeiny zależy w dużym stopniu od właściwego ( wymiary)
dokładnego (szczelina) zestawienia elementów; szczelina między
nimi nie może przekraczać średnio
0,5-0,8 mm
, a przy zgrzewaniu
sztywnych elementów tłoczonych nawet
0,1-0,2 mm
. Powiększenie
szczeliny może nastąpić również wówczas gdy zgrzewa się w
niewłaściwej kolejności.
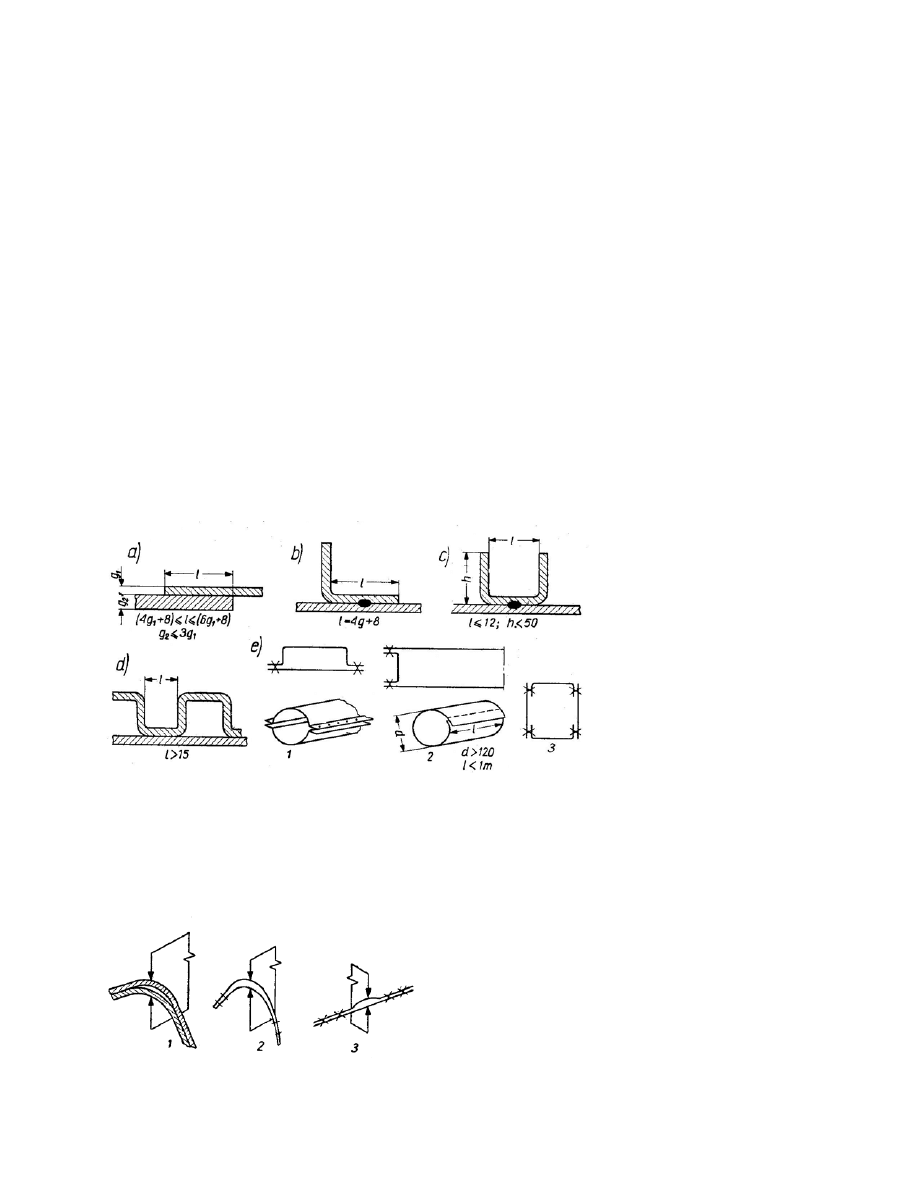
Rys.10. Przykłady złącz zgrzewanych punktowo: a) złącza zakładkowe z jed-
nym lub kilku rzędami szwów punktowych, b), c) i d) złącza z elementami
tłoczonymi, e) przekroje zamknięte (wymiary w mm):1 - prawidłowe, 2 -
dopuszczalne, 3 -błędne rozwiązanie. Zachowanie wymiarów granicznych
podanych na rysunku jest niezbędne dla dostępu elektrod do miejsc zgrzewania
Rys.11. Przykłady wadliwego
zestawienia elementów: 1-wadliwe
dopasowanie naroża, 2-sztywne
zamocowanie blachy na narożach,
3-falistość blach
9
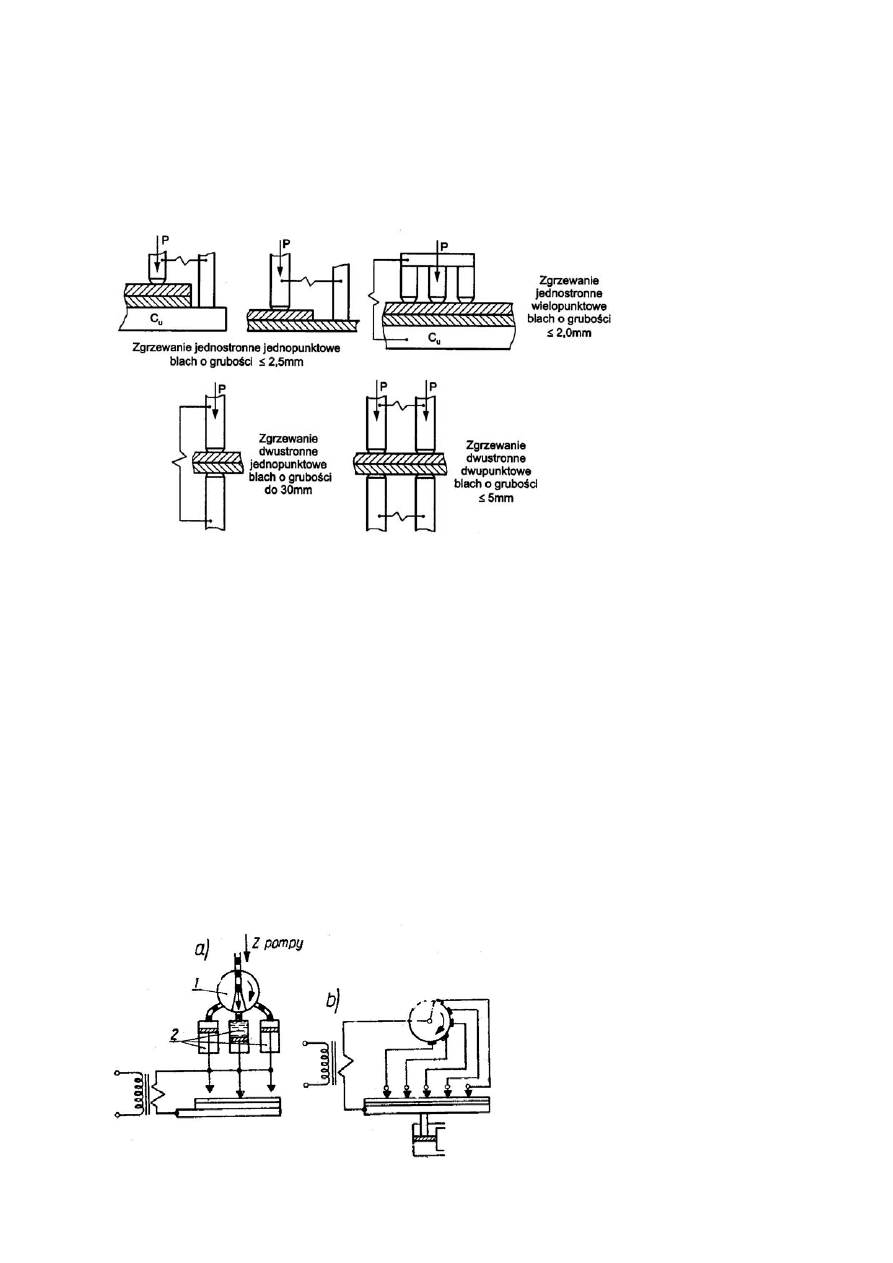
Sposoby zgrzewania
Zgrzewanie oporowe punktowe może odbywać się w jednym
lub jednocześnie kilku, kilkunastu, a nawet kilkudziesięciu
punktach, w zależności od rodzaju i kształtu zgrzewanej
konstrukcji, rys.12.
.
Rys.12. Techniki zgrzewania punktowego
Zgrzewanie wielopunktowe realizować można różnymi
metodami. Dwie z nich podano przykładowo na rys.13. Wg.
pierwszej z nich, (rys.13.a) zgrzewanie odbywa się kolejno
elektrodami sterowanymi centralnie i dociskanymi pneumatycznie
lub hydraulicznie. Na rys.13 przedstawiono znacznie wydajniejszy
układ, gdzie wszystkie elektrody dociśnięte są trwale, prąd
natomiast załączany jest kolejno do każdej z nich przez
rozdzielacz. Dzięki małej bezwładności elektrycznego układu,
zgrzeiny powstają szybko jedna po drugiej, element znajdujący
się pod, stałym dociskiem elektrod ulega mniejszym
odkształceniom. Wydajność zgrzewarek wielopunktowych wynosi
300-480 zgrzein na minutę
Rys.13. Schematy zgrzewania
wielopunktowego: a) docisk i
zgrzewanie następuje kolejno,
b) docisk trwały, zgrzewanie
kolejno; 1 - zawór rozdzielczy,
2 - cylindry hydrauliczne
10
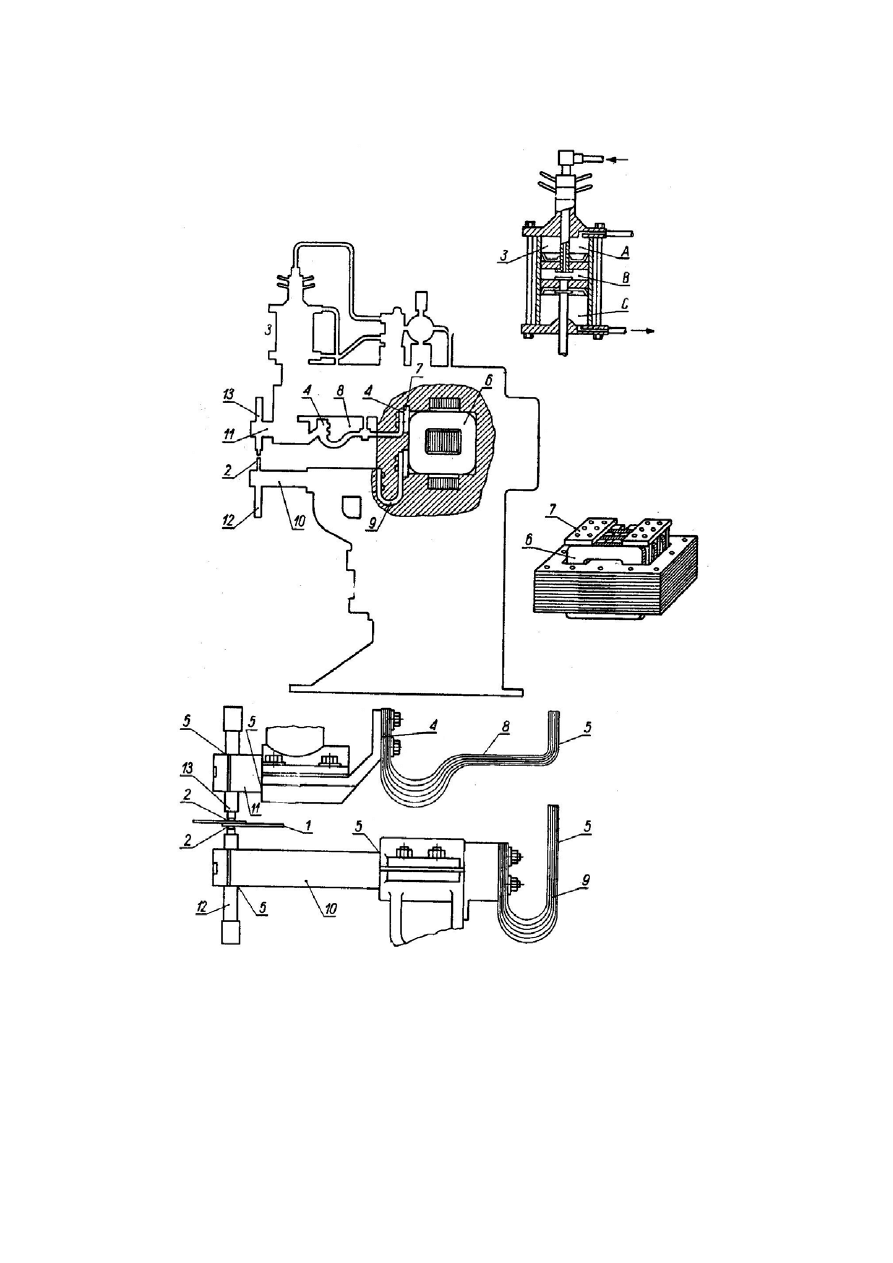
Ogólna budowa i niektóre elementy zgrzewarek
Rys.14. Schemat zgrzewarki punktowej: 1 - elementy zgrzewane, 2 -
elektrody, 3 - cylinder pneumatyczny docisku elektrody górnej, 4 - zaczepy
giętkiego przewodu obwodu wtórnego, 5 - miejsca zestyku w obwodzie
wtórnym, 6 - uzwojenie wtórne transformatora, 7 - zaciski przyłączeniowe
uzwojenia wtórnego transformatora, 8 - górny przewód giętki, 9 - dolny
przewód giętki, 10 - dolne ramię zgrzewarki, (nieruchome), 11 - górne
ramię zgrzewarki (ruchome), 12 - dolny trzon elektrody, 13 - górny trzon
elektrody; ABC - komory cylindra pneumatycznego 3
11
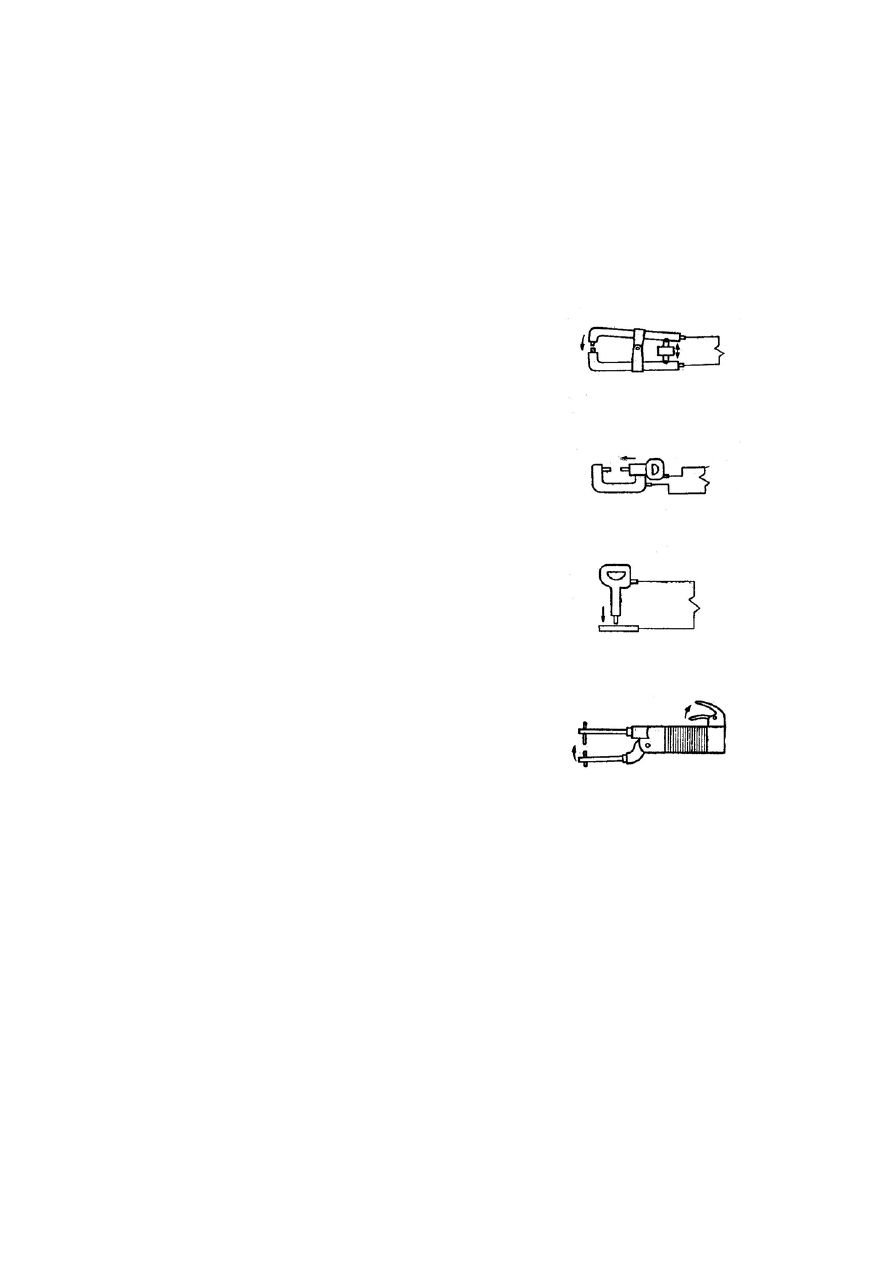
Zgrzewadła
Przy montażu konstrukcji przestrzennych złożonych z
mniejszych podzespołów do zgrzewania używa się urządzeń
przenośnych w postaci zgrzewadeł pokazanych schematycznie
poniżej. Zgrzewadła zasilane są przewodami giętkimi z
transformatorów umieszczonych oddzielnie.
Zgrzewadło kleszczowe w układzie
⇒
⇒
⇒
⇒
dźwigniowym
Nacisk pneumatyczny lub hydrauliczny
Zgrzewadło ramkowe z prostolinijnym
ruchem elektrody
Nacisk pneumatyczny lub hydrauliczny
Zgrzewadło pistoletowe
Nacisk ręczny, pneumatyczny
lub hydrauliczny
Zgrzewarka przenośna jedno korpusowa
Nacisk ręczny, pneumatyczny
lub hydrauliczny
12
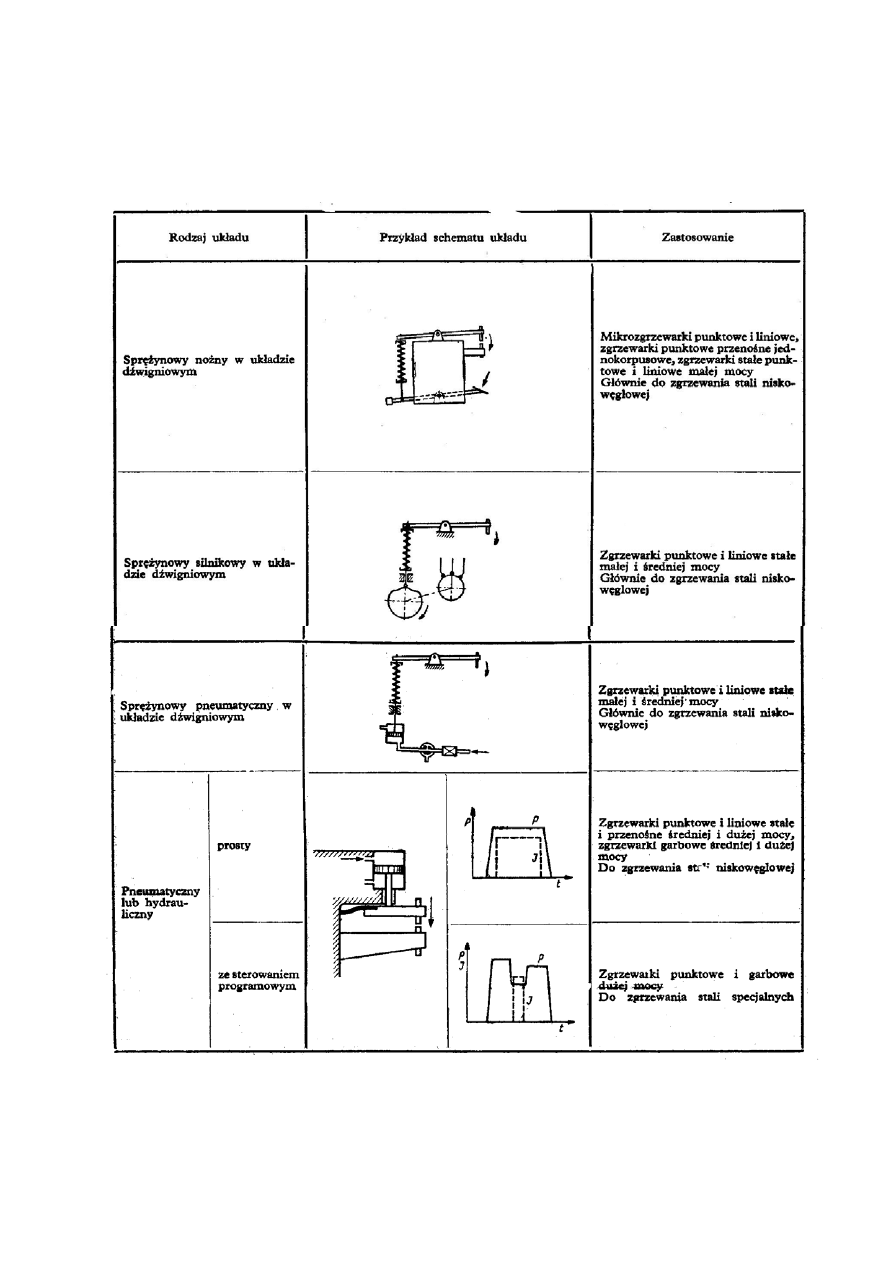
Mechanizmy docisku
Tab.2. Mechanizmy docisku zgrzewarek punktowych, liniowych i
garbowych
13
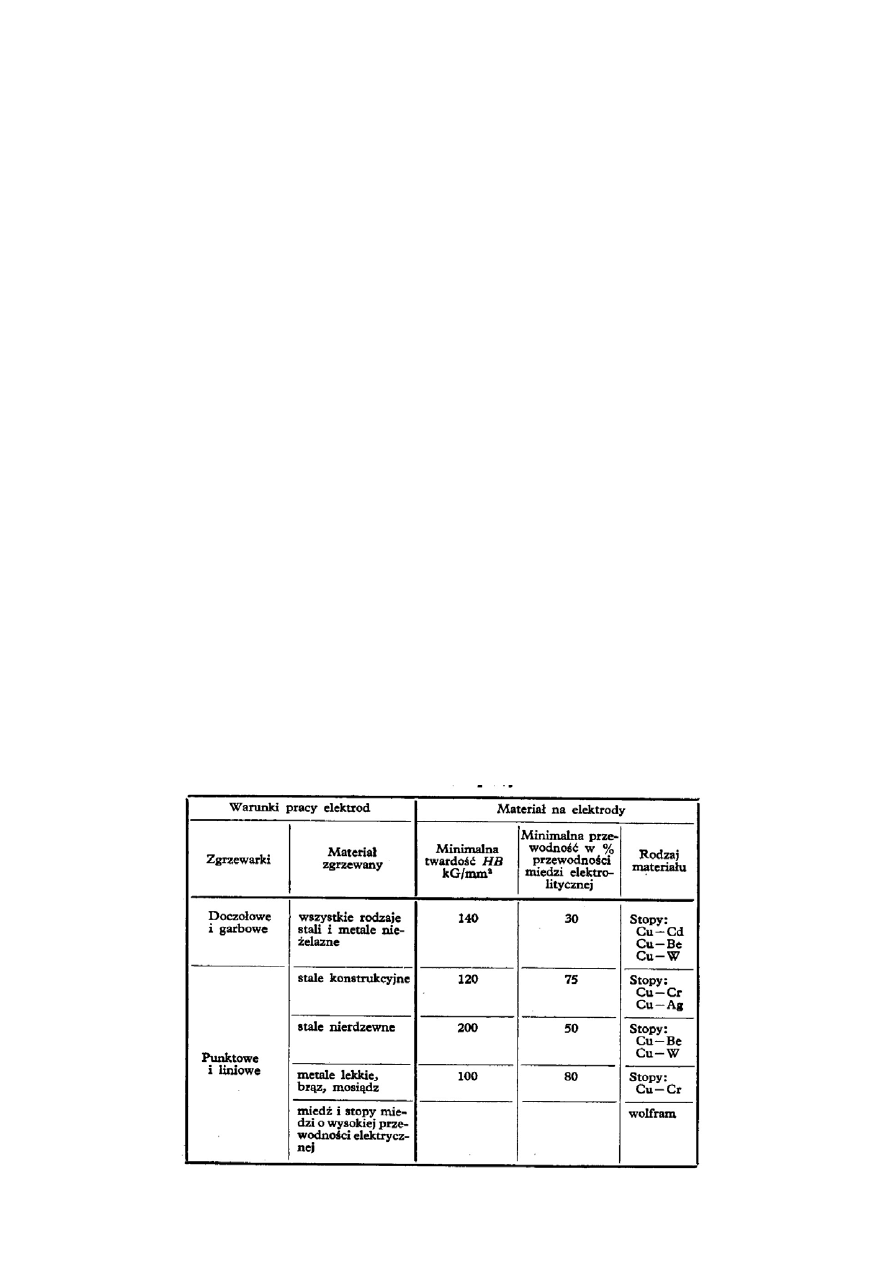
Elektrody zgrzewarek,
mają za zadanie:
1. Doprowadzenie prądu zgrzewania,
2. Przeniesienie nacisku,
3. Odprowadzenie ciepła ze styku elektroda – przedmiot.
Muszą zatem charakteryzować się:
♦
Dużą przewodnością elektryczną i cieplną, również w
podwyższonych temperaturach,
♦
Dużą wytrzymałością, odpornością na zgniot i twardością,
również w podwyższonych temperaturach,
♦
Nie zgrzewalnością ze zgrzewanym metalem i minimalną
przyczepnością odprysków,
♦
Możliwością łatwego wykonania,
♦
Dużą trwałością
(wysoką temperaturą mięknięcia - jest to
graniczna temperatura do której metal zachowuje twardość uzyskaną
na drodze obróbki cieplnej lub zgniotu)
.
Charakterystyce takiej odpowiadają tylko wybrane
materiały. Stosowane może być elektrody z
miedzi elektrolitycznej
(prócz zgrzewania
Cu
), jednak ze względu na b. małą twardość
(HB=90) ich trwałość jest znikoma. Podwyższenie własności
użytkowych można uzyskać poprzez:
♥
Dodatki stopowe do miedzi (Cr, Zr, Co, Be, Cd, Ni, Si), tab.3,
♥
Utwardzanie dyspersyjne,
♥
Zgniot (walcowanie, przeciąganie, kucie, wyciskanie)
Tab.3. Materiały na elektrody w zależności od warunków pracy
14
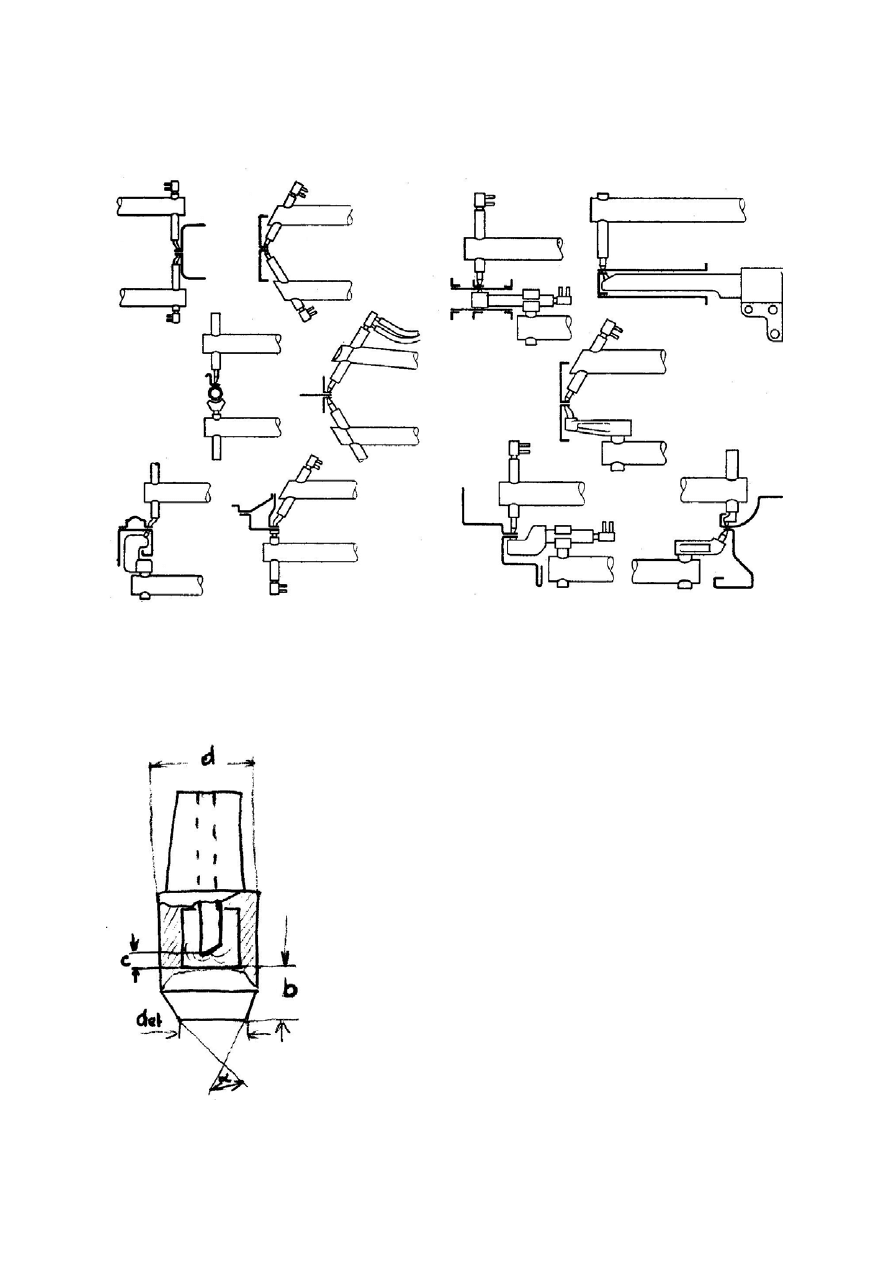
Elektrody do zgrzewania punktowego mogą mieć specjalne
kształty dostosowane kształtu konstrukcji zgrzewanej, rys.15.
Rys.15. Elektrody o specjalnych kształtach stosowane do zgrzewania
punktowego
Kształt i wymiary przykładowej końcówki elektrody podano na rys.16.
Rys.16. Kształt i wymiary elektrod wg.
różnych źródeł; wymiary d, d
el
i
α podano
na rys.9. Pozostałe wymiary:
b=15-20 mm (Polska i Rosja), b=8-15 mm
(Francja), c=5-6 mm( Polska), c=6-10 mm
(Rosja), c=3-5 mm (Francja)
15
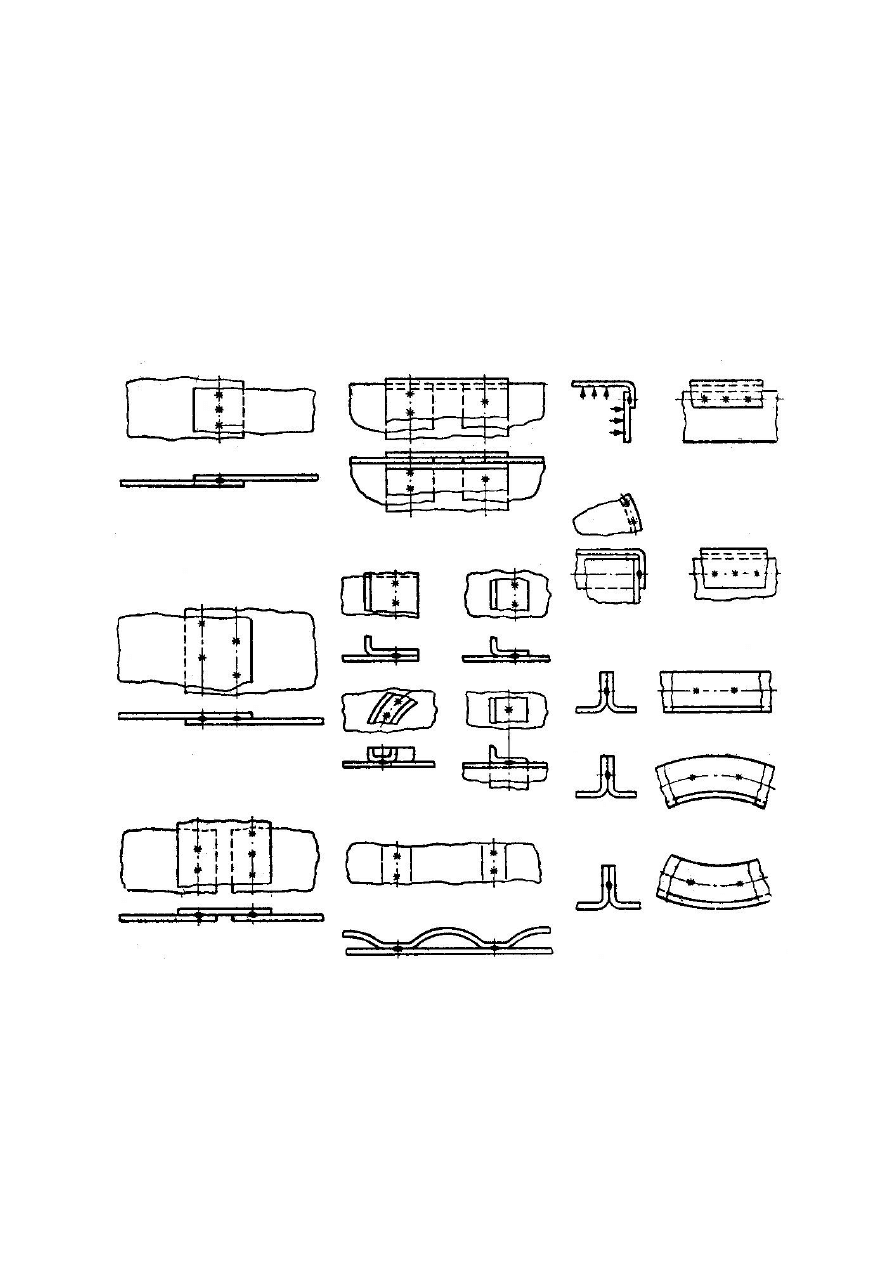
Zastosowanie zgrzewania punktowego
Zgrzewanie oporowe punktowe znajduje powszechne
zastosowanie przy wytwarzaniu konstrukcji, w których są
wymagane połączenia punktowe przedmiotów ułożonych na
zakładkę (rys.17), a więc głównie w budownictwie, przemyśle
samochodowym, maszynowym, gospodarstwa domowego,
lotniczym, okrętowym itd. Przeciętna karoseria samochodu
zawiera ok.
5000 zgrzein punktowych
i stąd przemysł
samochodowy jest głównym użytkownikiem tej technologii.
Rys.17. Przykłady połączeń zgrzewanych punktowo
Budowane obecnie zgrzewarki umożliwiają łączenie punktowe
części o grubości od 0,05 mm do 30 mm w warunkach
warsztatowych i montażowych.
16
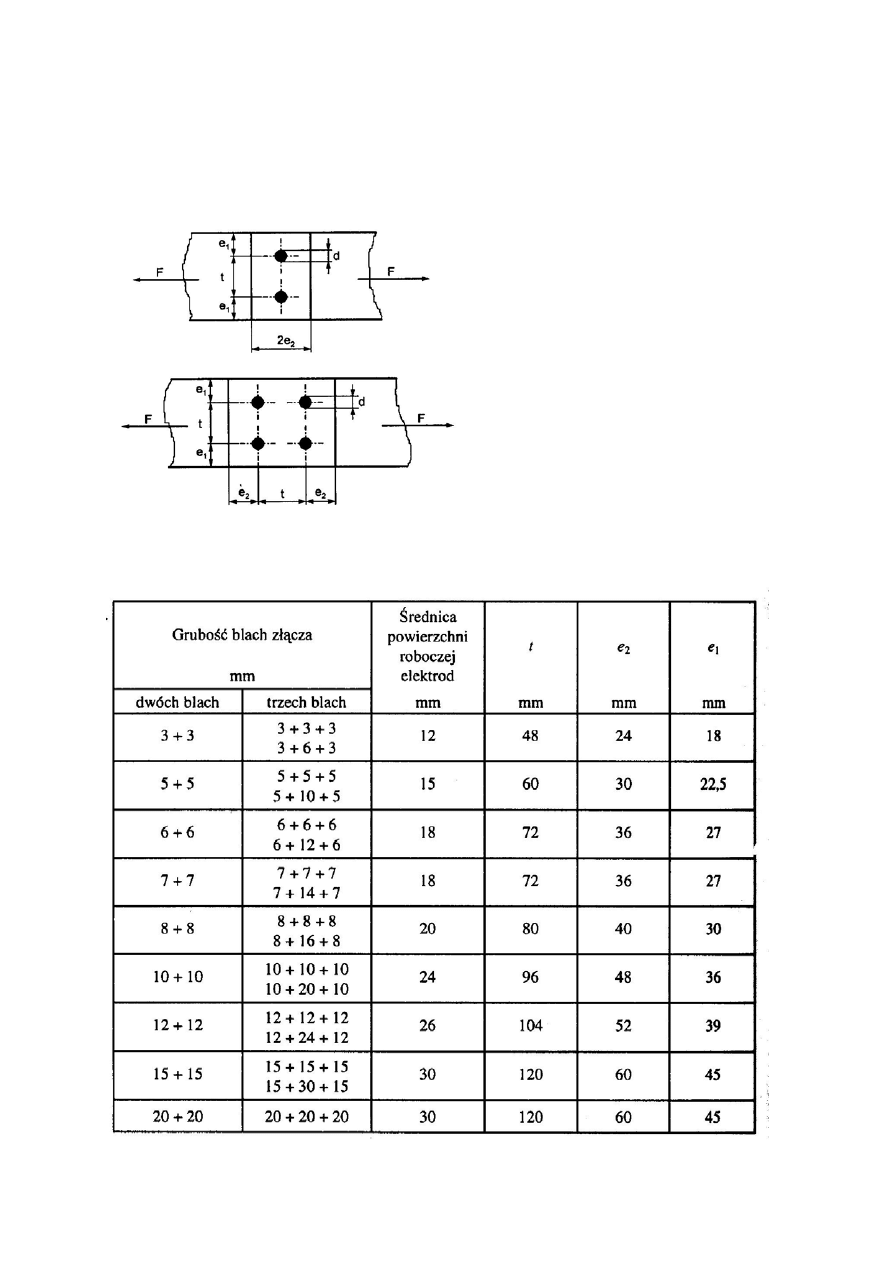
Połączenia zgrzewane oporowo punktowo należy projektować
jako
pracujące na ścinanie
przy
rozciąganiu elementów
konstrukcji (PN-74/M-69020). Zgrzeiny punktowe powinny być
odpowiednio rozmieszczone, rys.18 i tab.4.
Rys.18. Rozmieszczenie zgrzein
punktowych w złączach jedno
ciętych rozciąganych wg PN-74/M-
69021, t = 3d+6d, e
1
= e
2
= min.
1,0d, gdzie d-średnica jądra
zgrzeiny oraz wg firmy Sciaky, t
min
= 4d, e
1
= min. 1,5d, e
2
= min. 2d,
gdzie d-średnica jądra zgrzeiny
Rys.18. Zalecane rozmieszczenie zgrzein punktowych w konstrukcjach
stalowych wg firmy Sciaky (rys.18)
17

Większość metali i stopów stosowanych na konstrukcje może
być łączona za pomocą zgrzewania punktowego. Należą do nich
stale nisko- i średnio węglowe, stale niskostopowe o dużej
wytrzymałości, stale stopowe i wysokostopowe,
aluminium i jego
stopy,
miedź i stopy miedzi, stopy magnezu, nikiel i stopy niklu,
molibden, wolfram,
tytan
, tantal, beryl, srebro oraz
stale z
powłokami ochronnymi
z cyny, cynku, aluminium czy kadmu, jak
i metale amorficzne. Każdy z tych materiałów wymaga starannego
doboru parametrów zgrzewania, ze szczególnym uwzględnieniem
jego własności fizycznych i chemicznych.
Zgrzewanie oporowe punktowe blach ze stopów tytanu Ti-6A1-
4V oraz blach kompozytowych ze stopu tytanu Ti-6A1-4V
wzmocnionych włóknami z węglika krzemu SiC, stosowanych na
odpowiedzialne konstrukcje pojazdów kosmicznych i lotniczych,
możliwe jest dzięki zastosowaniu nowoczesnych zgrzewarek
oporowych punktowych kondensatorowych. Impulsowe
doprowadzenie energii do obszaru zgrzewania zapewnia zgrzanie
złącza w stanie stałym lub w stanie ciekłym, w każdym przypadku
spełniając wymagania jakościowe.
Zgrzewanie punktowe jest więc uniwersalnym procesem
łączenia, umożliwiającym wykonanie zarówno połączeń w
mikroukładach elektronicznych, jak i potężnych szkieletów
nośnych konstrukcji. Firma Sciaky zbudowała generację
zgrzewarek trójfazowych, o mocy maksymalnej 700 kV A i
docisku zgrzewania do 50 kN, służących do zgrzewania belek,
dźwigarów, słupów i kratownic konstrukcji stalowych hal
przemysłowych, hangarów lotniczych, budynków itd., o
maksymalnej grubości łączenia 20 + 20 mm lub 20 + 32 + 20 mm.
18
Document Outline
- Przebieg zgrzewania
Wyszukiwarka
Podobne podstrony:
Zgrzewanie elektryczne oporowe, POLITECHNIKA GDAŃSKA, MiBM - materiały, SPAWALNICTWO
1 11c ZGRZEWANIE ELEKTRYCZNE OPOROWE LINIOWE
zgrzewanie oporowe punktowe
Zgrzewanie oporowe jest to zgrzewanie elektryczne, Spawalnictwo
Zgrzewanie oporowe punktowe, PŁ, Transport, Techniki wytwarzania, Obróbka plastyczna
Sprawozdanie? Wyznaczanie sił elektromotorycznych o oporów wewnętrznych ogniw
1 11e ZGRZEWANIE ELEKTRYCZNE OP Nieznany
Zgrzewarka elektr. do tworzyw szt, Instrukcje-Bezpiecznej Pracy
instrukcja bhp przy obsludze zgrzewarki elektrycznej do tworzyw sztucznych
02 zgrzewarka elektryczna do tworzzyw sztucznych
Ćwiczenie 4, Badanie procesu zgrzewania elektrycznego
II LABORATORIUM ZGRZEWANIE ELEKTROPOROWE
Zgrzewanie elektrooporowe
1 11f ZGRZEWANIE ELEKTRYCZNE 0P Nieznany
zgrzewanie elektrooporowe
Poradnik zgrzewanie elektrooporowe
więcej podobnych podstron