„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Górny
Wykonywanie wyrobów w procesie tłoczenia
812[01]Z2.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Marek Olsza
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
dr inż. Janusz Figurski
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[01]Z2.06
„Wykonywanie wyrobów w procesie tłoczenia”, zawartego w modułowym programie
nauczania dla zawodu operator maszyn i urządzeń do obróbki plastycznej.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Cięcie
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
15
4.2. Kształtowanie plastyczne
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
31
4.2.4. Sprawdzian postępów
32
4.3. Plastyczne kształtowanie metali wielkimi mocami
33
4.3.1. Materiał nauczania
33
4.3.2. Pytania sprawdzające
36
4.3.3. Ćwiczenia
36
4.3.4. Sprawdzian postępów
36
5. Sprawdzian osiągnięć
37
6. Literatura
42

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w nabywaniu umiejętności z zakresu wykonywania
wyrobów w procesie tłoczenia.
W poradniku zamieszczono:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−−−−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−−−−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
−−−−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−−−−
sprawdzian postępów,
−−−−
sprawdzian osiągnięć – przykładowy zestaw zadań testowych,
−−−−
literaturę uzupełniającą.
Z podrozdziałem Pytania sprawdzające możesz zapoznać się:
−−−−
przed przystąpieniem do rozdziału materiał nauczania, a po przyswojeniu wskazanych
treści, odpowiadając na te pytania sprawdzisz stan swojej gotowości do wykonywania
ć
wiczeń,
−−−−
po opanowaniu rozdziału materiał nauczania, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest utrwalenie wiadomości
i ukształtowane umiejętności z zakresu wykonywania wyrobów w procesie tłoczenia.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując
Sprawdzian postępów.
Odpowiedzi Nie wskazują luki w Twojej wiedzy, informują Cię również, jakich
zagadnień jeszcze dobrze nie poznałeś. Oznacza to także powrót do treści, które
nie są dostatecznie opanowane.
Poznanie przez Ciebie wszystkich wiadomości będzie stanowiło dla nauczyciela
podstawę
przeprowadzenia
sprawdzianu
poziomu
przyswojonych
wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi.
W poradniku jest zamieszczony sprawdzian osiągnięć, który zawiera przykład takiego
testu oraz instrukcję, w której omówiono tok postępowania podczas przeprowadzania
sprawdzianu i przykładową kartę odpowiedzi, w której, w przeznaczonych miejscach zakreśl
właściwe odpowiedzi spośród zaproponowanych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
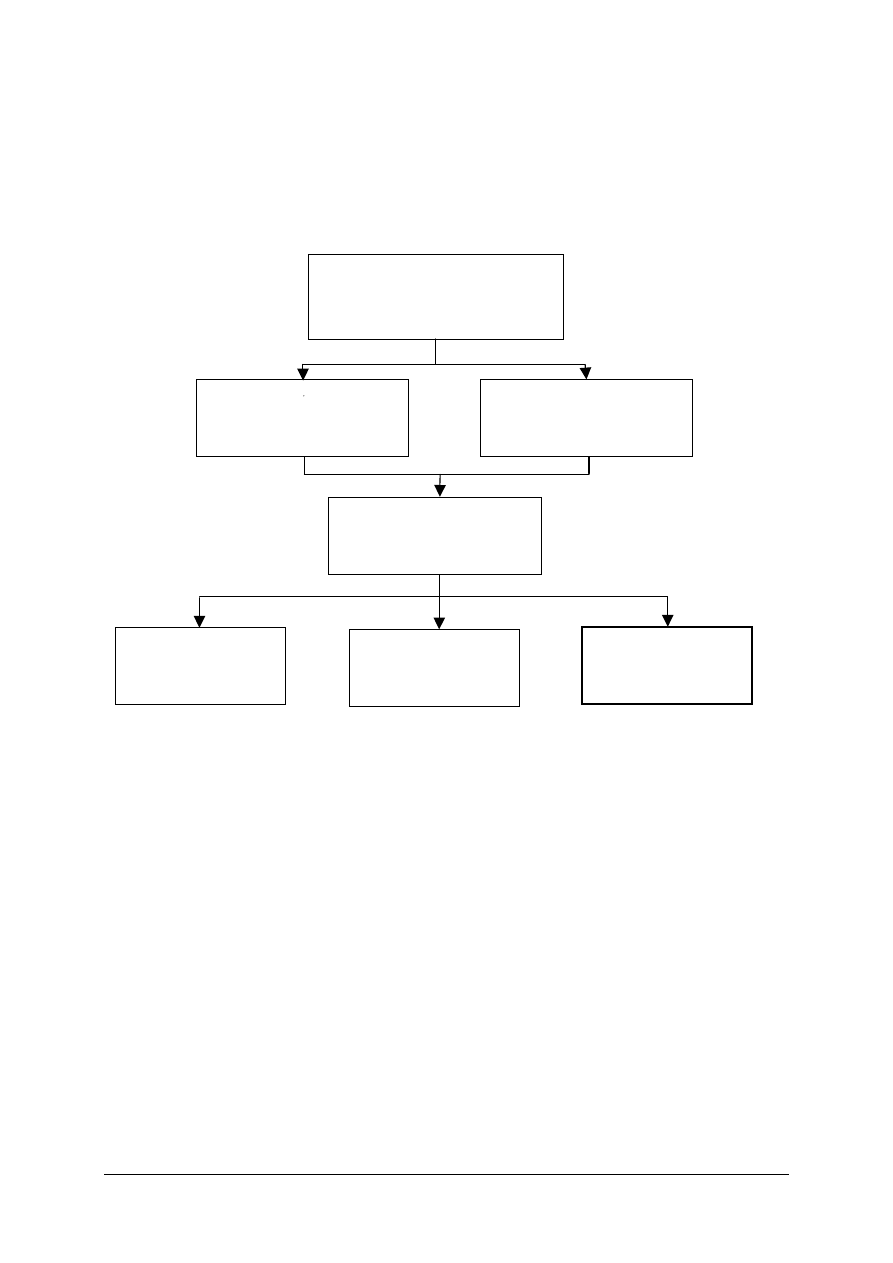
Schemat układu jednostek modułowych
812[01].Z2
Technologia wytwarzania wyrobów
metodami obróbki plastycznej
812[01].Z2.02
Wykonywanie operacji obróbki
cieplnej i cieplno-chemicznej
812[01].Z2.01
Posługiwanie się podstawowymi
pojęciami z zakresu obróbki
plastycznej
812[01].Z2.03
Przygotowanie i nagrzewanie
wsadu do obróbki plastycznej
812[01].Z3.04
Wykonywanie wyrobów
w procesie walcowania
i ciągnienia
812[01].Z3.05
Wykonywanie wyrobów
w procesie kucia
812[01].Z3.06
Wykonywanie wyrobów
w
procesie tłoczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
przestrzegać zasad bezpiecznej pracy, przewidywać zagrożenia i zapobiegać im,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną oraz normami
technicznymi,
−
rozróżniać materiały niemetalowe wykorzystywane w procesach technologicznych
obróbki plastycznej,
−
rozróżniać gatunki, właściwości i zastosowanie stopów Fe-C oraz charakteryzować
sposoby ich otrzymywania,
−
rozróżniać gatunki, właściwości i zastosowanie metali nieżelaznych i ich stopów,
−
wyjaśniać pojęcia: prędkość obwodowa, prędkość obrotowa, praca mechaniczna, moc,
energia i sprawność,
−
rozróżniać typowe rodzaje obciążeń i naprężeń występujące w elementach maszyn,
−
rozróżniać rodzaje połączeń, osie, wały, łożyska, sprzęgła, hamulce i mechanizmy oraz
określać ich zastosowanie w budowie maszyn,
−
dobierać maszyny i urządzenia przemysłowe do określonych zadań,
−
rozróżniać procesy eksploatacyjne maszyn i urządzeń: użytkowanie, obsługiwanie,
zasilanie,
−
dobierać materiały eksploatacyjne,
−
wykonywać podstawowe czynności konserwacyjne,
−
wykonywać drobne naprawy, wymianę części, regulację zespołów i całego urządzenia
oraz przeprowadzać próby po naprawie,
−
posługiwać się podstawowymi pojęciami z zakresu obróbki plastycznej,
−
wykonywać operacje obróbki cieplnej i cieplno-chemicznej,
−
charakteryzować przebieg procesu nagrzewania metali do obróbki plastycznej,
−
określać wpływ temperatury i czasu nagrzewania na plastyczność stali, metali
nieżelaznych i ich stopów,
−
korzystać z różnych źródeł informacji,
−
użytkować komputer,
−
współpracować w grupie,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3
.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić podstawowe operacje i zabiegi tłoczenia,
−
rozróżnić materiały do tłoczenia i określić ich przygotowanie,
−
rozróżnić typowe konstrukcje wykrojników i tłoczników oraz ich elementy,
−
rozróżnić prasy stosowane do tłoczenia,
−
zorganizować stanowisko do wykonania operacji tłoczenia,
−
wykonać wybrane zabiegi cięcia i kształtowania,
−
wykonać element z wykorzystaniem wykrojnika i tłocznika,
−
ocenić jakość wykonanej pracy,
−
rozróżnić wady występujące w procesie tłoczenia i określić przyczyny ich powstawania,
−
zastosować zasady eksploatacji pras,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska na stanowisku pracy,
−
skorzystać z dokumentacji technologicznej, norm, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.
MATERIAŁ NAUCZANIA
4.1. Cięcie
4.1.1. Materiał nauczania
Tłoczenie jest to proces technologiczny obróbki plastycznej na zimno lub na gorąco,
obejmujący operacje cięcia i kształtowania blach oraz folii lub płyt niemetalowych, albo
przedmiotów o małej grubości w stosunku do innych wymiarów.
Współczesny rozwój tłocznictwa wiąże się z zastosowaniem pras i innych maszyn do
kształtowania wyrobów z blach. Metody tłoczenia na zimno mają dziś podstawowe znaczenie
w wielu gałęziach techniki, jak np. w przemyśle samochodowym, lotniczym, zbrojeniowym,
elektrotechnicznym, okuć, opakowań z blachy, itp. Metody tłoczenia rozpowszechniły się
dzięki swoim zaletom, które zapewniają:
1) możność uzyskania przedmiotów o złożonych kształtach jedynie za pomocą wywierania
nacisków pod prasami przez walce albo też falą cieczy albo gazów, spowodowaną przez
wybuch lub wyładowanie,
2) dokładność zapewniającą zamienność części tłoczonych, bez dodatkowej obróbki
wiórowej,
3) uzyskanie produkcji seryjnej o dużej wydajności,
4) pełną automatyzację procesu technologicznego,
5) oszczędność materiału,
6) prostotę obsługi pras do tłoczenia i tym samym możność zatrudnienia personelu bez
specjalnych kwalifikacji,
7) niski koszt produkcji.
Procesy tłoczenia, zależnie od zachowania warunku spójności, można podzielić na dwie
podstawowe grupy:
1) procesy cięcia, w których następuje celowe naruszenie spójności materiału określane
często mianem wykrojnictwa; cięcie obejmuje wszystkie operacje tłoczenia z umyślnym
naruszeniem spójności metalu,
2) procesy kształtowania plastycznego, w których spełniony jest warunek plastyczności
i zachowany warunek spójności. Rozróżniamy następujące rodzaje tych procesów:
−
gięcie, tj. kształtowanie blachy lub taśmy bez zmiany jej grubości; do tych procesów
należy również gięcie rur, kształtowników, prętów, itp.,
−
wytłaczanie powłok, nazywane też ciągnieniem, polegające na przetłaczaniu wsadu
przez otwór matrycy dla uzyskania przedmiotu w kształcie naczynia,
−
kształtowanie; obejmuje grupę operacji, w których przez miejscowe odkształcenia
plastyczne uzyskuje się częściową zmianę kształtów wytłaczanego przedmiotu,
−
wyoblanie, polegające na formowaniu odcinków blachy w naczynia o przekrojach
kołowych; wyoblanie jest realizowane przez dociskanie blachy do wirującego
wzornika obrotowego.
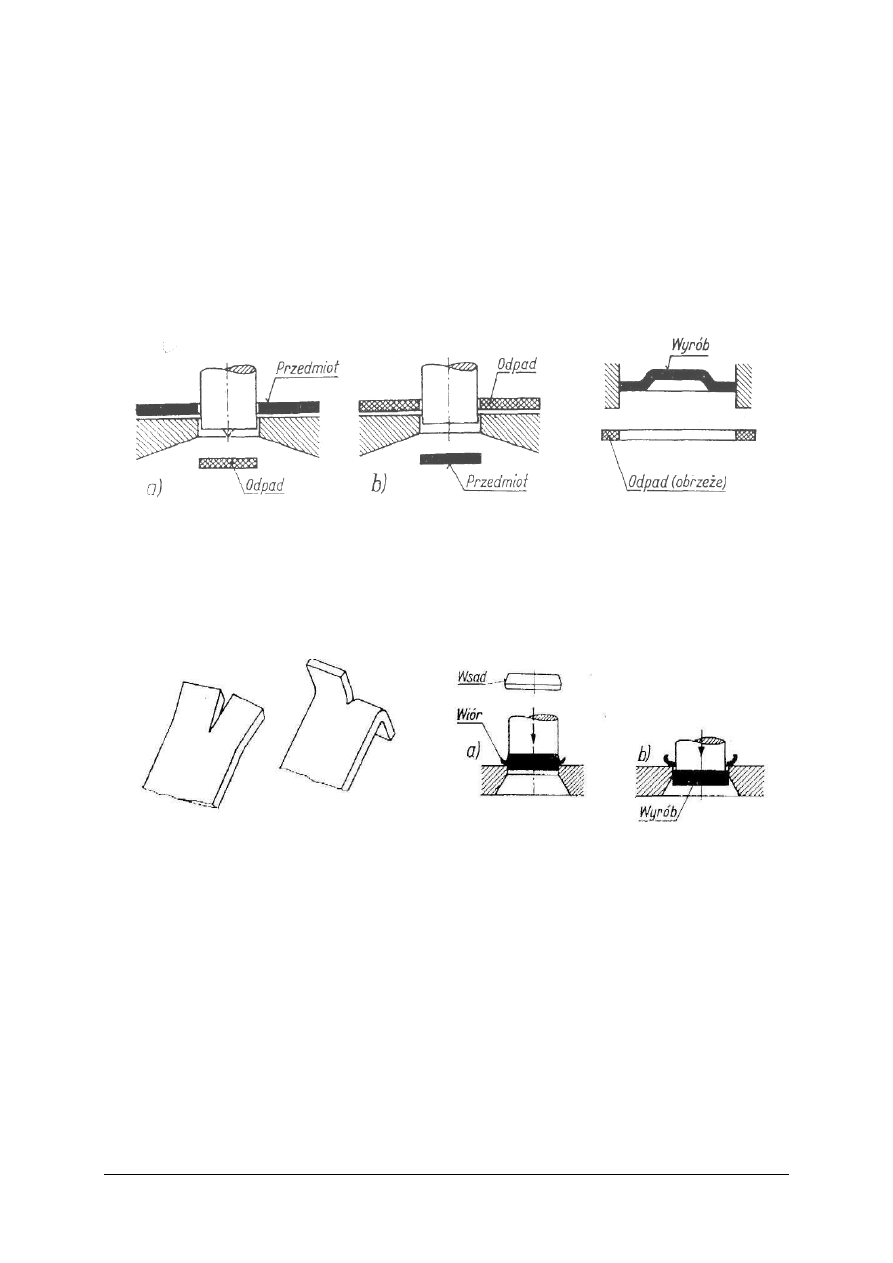
Rozróżniamy następujące operacje cięcia (wykrawania):
1. Wycinanie (rys. 1b), polegające na całkowitym odcięciu jednej części metalu od drugiej
wzdłuż linii zamkniętej. Wycinanie może być prowadzone nożycami lub pod prasą za
pomocą narzędzi zwanych wykrojnikami. Celem tej operacji jest uzyskanie części
wyciętej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
2. Dziurkowanie, czyli wycinanie otworów (rys. 1a), podobnie jak operacja wycinania,
polega na całkowitym oddzieleniu części materiału od siebie wzdłuż linii zamkniętej, z tą
różnicą, że materiał części wyciętej stanowi odpad.
3. Odcinanie jest również całkowitym oddzieleniem jednej części materiału od drugiej, lecz
wzdłuż linii nie zamkniętej. Zwykle pod mianem odcinania rozumie się odcięcie od
siebie dwóch części użytecznych. Oddzielenie odpadków wzdłuż linii nie zamkniętej
nazywamy przycinaniem.
4. Okrawanie, mające za zadanie oddzielenie zbędnego materiału od części już
ukształtowanej plastycznie. Operację tę w warunkach produkcji masowej przeprowadza
się za pomocą wykrojników (rys. 2), a w przypadku dużych części tłoczonych
w niewielkiej liczbie sztuk
−
za pomocą nożyc krążkowych.
Rys. 1. Różnica między dziurkowaniem a wycinaniem: a) dziurkowanie,
b) wycinanie [2, s. 531]
Rys. 2. Okrawanie [2, s. 531]
5. Nadcinanie (rys. 3), polegające na częściowym odłączeniu materiału. Do nadcinania
używa się tłoczników lub nożyc.
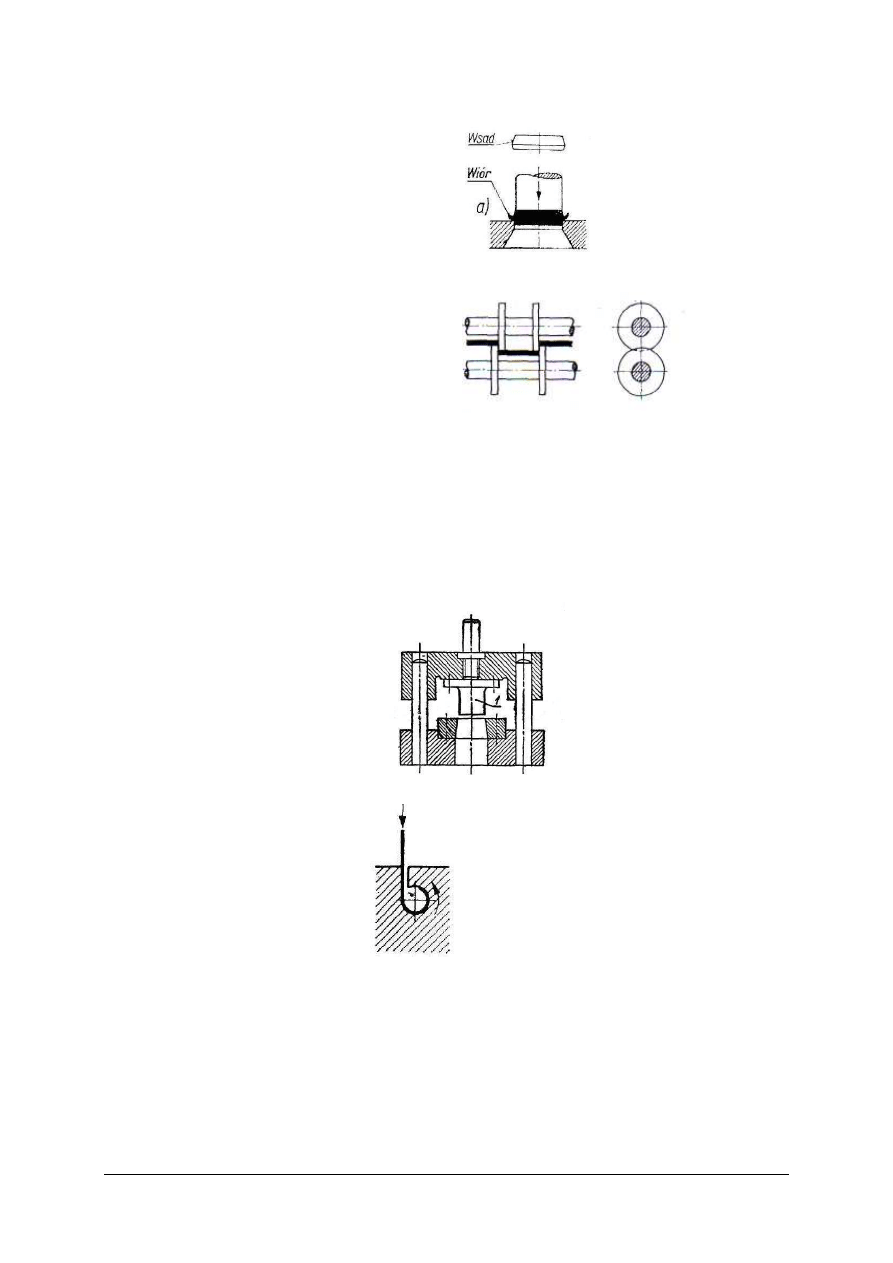
6. Wygładzanie (rys. 4), stosowane do uzyskania gładkich powierzchni bocznych
i dokładnych wymiarów przedmiotu wyciętego z małym naddatkiem. W operacji tej
przycina się skośne powierzchnie przedmiotu za pomocą specjalnych wykrojników.
Rys. 3. Przedmioty nadcięte [2, s. 531]
Rys. 4. Wygładzanie:
a)
ś
cinanie
naddatku,
b) po ścięciu [2, s. 531]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
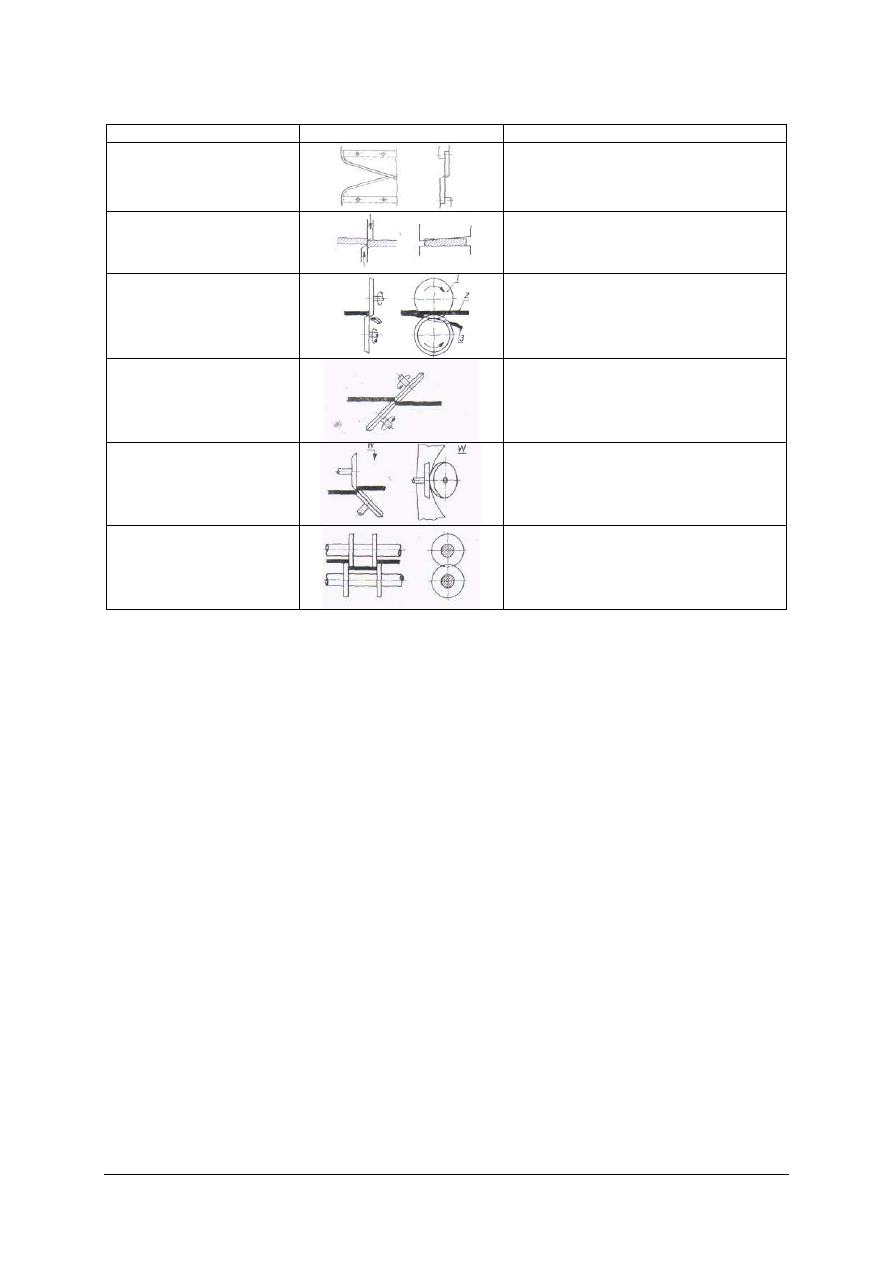
Tabela 1. Cięcie blach nożycami [2, s. 532]
Nazwa nożycy
Schemat nożycy
Czynności
Skokowe
Wycinanie zarysów krzywoliniowych
o małych promieniach krzywizn
.
Gilotynowe
Cięcie arkuszy
na odcinki
.
Krążkowe o osiach
równoległych
Cięcie proste i wycinanie krążków
z wyjściem od brzegu
:
1 – noże
,
2 – blacha
,
3 – okrawki
.
Krążkowe o
o
siach
pochylonych
Wycinanie krążków, pierścieni i innych
półwyrobów krzywoliniowych
.
Krążkowe z pochylonym
dolnym nożem
Cięcie pasów krążków i
pierścieni
.
Wielokrążkowe
Docięcia blach lub taśm na wąskie
pasy
.
Cięcie lub wykrawanie może być (wykonywane: a) nożycami, b) wykrojnikami,
c) w szczególnych przypadkach może być stosowane cięcie gumą.
Proces cięcia składa się z trzech faz występujących kolejno ze wzrostem siły tnącej.
W pierwszej fazie występują odkształcenia sprężyste. Następnie metal płynie plastycznie
w otoczeniu powierzchni ścinania. W ostatniej fazie następuje pękanie metalu. Cięcie
nożycami stosuje się do dużych przedmiotów i do niewielkich serii albo do wyrobów
jednostkowych. Schematy cięcia nożycami przedstawiono w tabeli 1.
Cięcie wykrojnikami ma podobny charakter jak i cięcie nożycami z tym, że krawędzie
tnące są utworzone przez tłocznik i matryce. Przy wykrawaniu wzdłuż linii zamkniętych dąży
się do tego, aby przebieg operacji był „miękki”, tzn. przebiegał stopniowo podobnie jak
i w nożycach. W tym celu krawędzie na współpracujących narzędziach powinny mieć
położenie skośne. Zukosowanie powierzchni narzędzi tnących nie powinno być
jednokierunkowe, gdyż w tym przypadku otrzymuje się wykroje wygięte, które po
wyprostowaniu będą nieco dłuższe od wymiaru matrycy, a ich boczne powierzchnie nie będą
prostopadłe do powierzchni blachy.
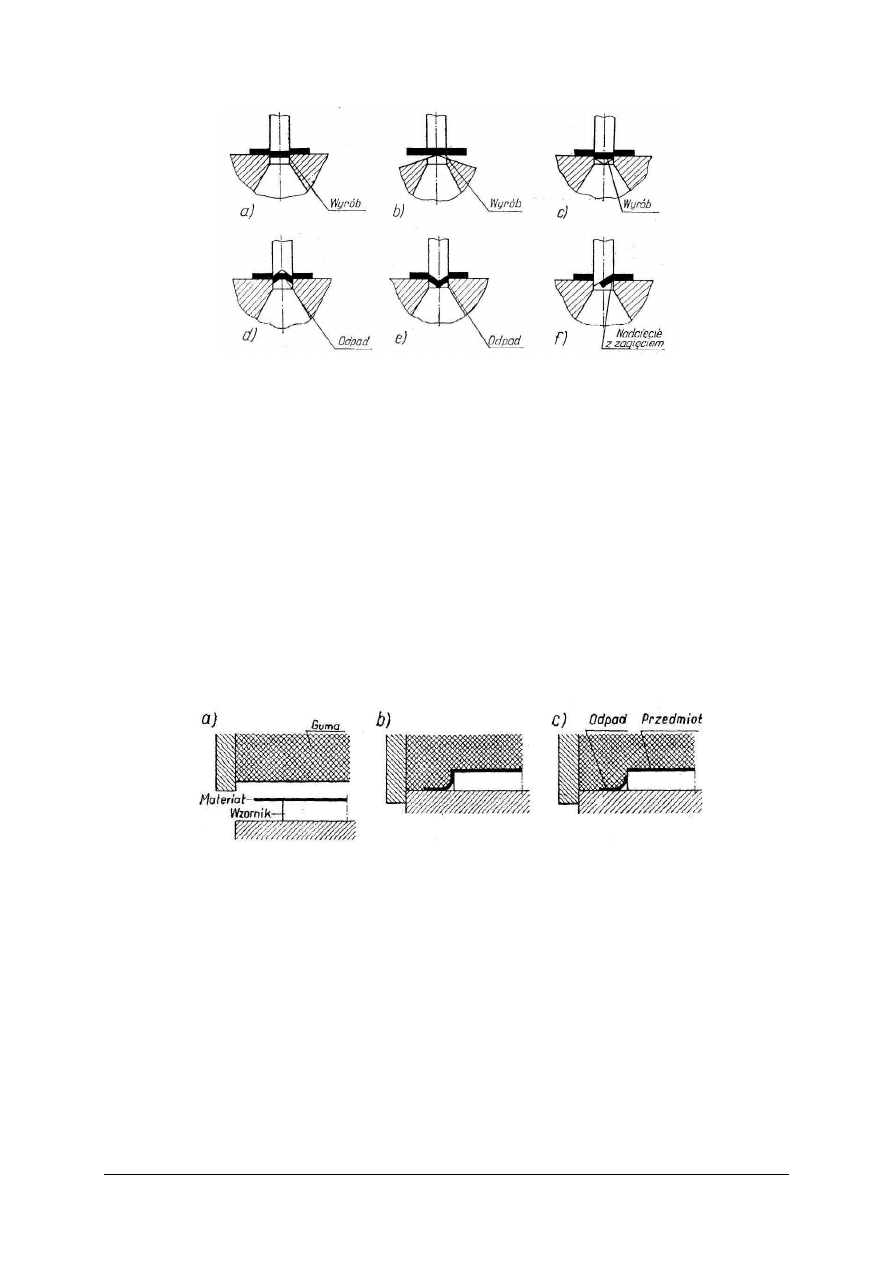
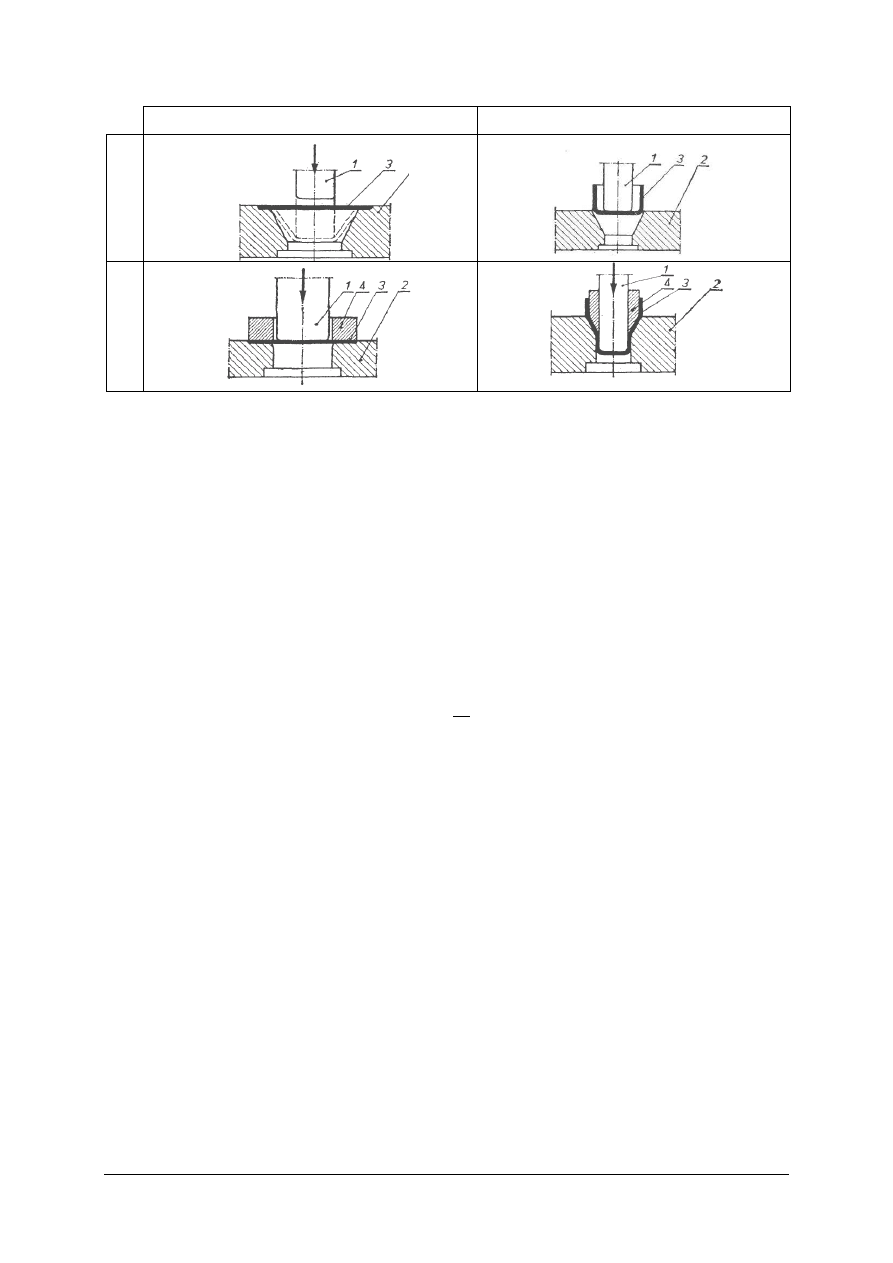
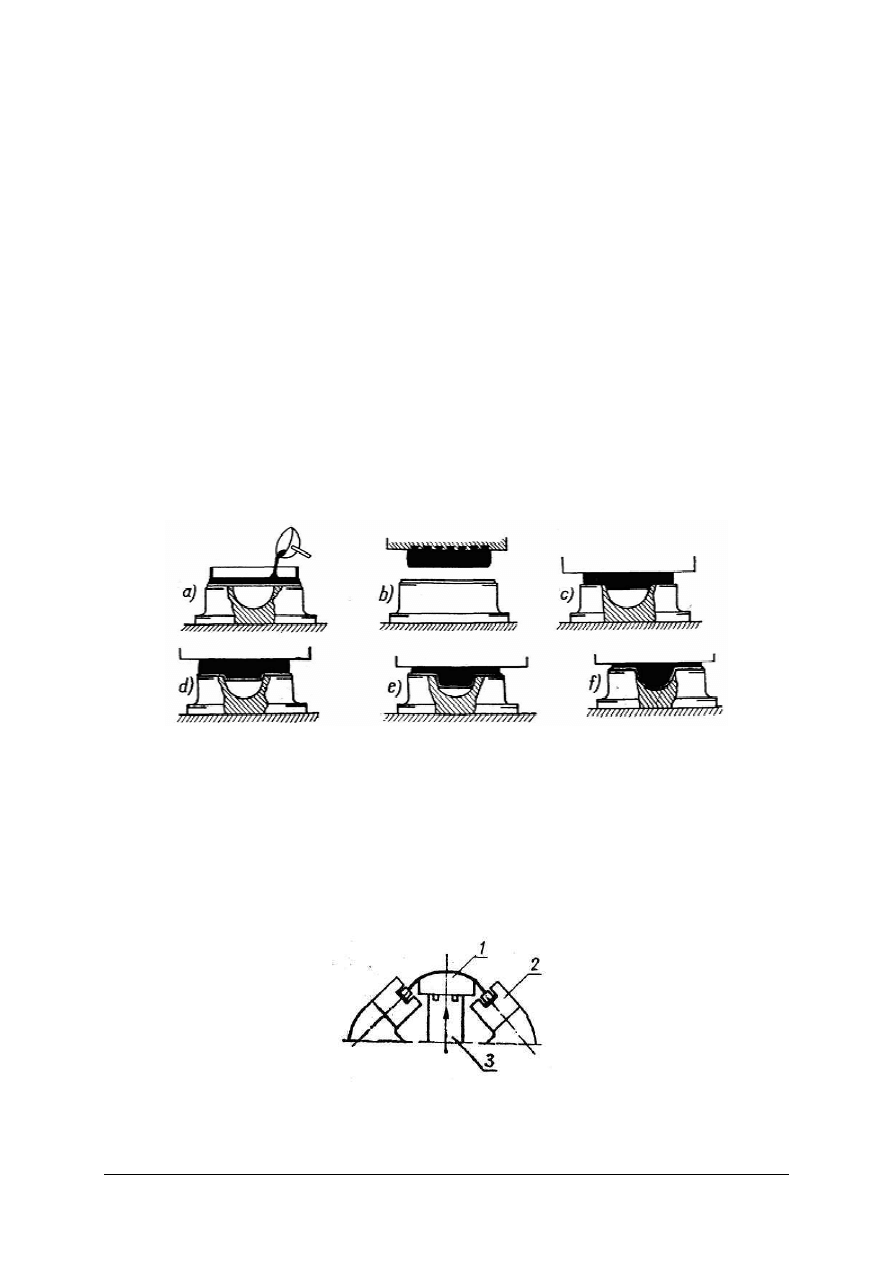
Na rysunku 5 pokazano sposoby zukosowania krawędzi narzędzi do wycinania
i dziurkowania. Cięcie według schematu pokazanego na rys. 5a ma charakter uderzenia.
Zukosowanie krawędzi matrycy zapewnia miękkie wycinanie, co jest korzystne dla trwałości
narzędzi i prasy (rys. 5b i c). Wycięty wyrób jest prosty. Zukosowanie powierzchni stempla
ma te same zalety dla pracy maszyny co i zukosowanie matrycy, lecz ze względu i na
zaginanie części wyciętej nadaje się do dziurkowania (rys. 5d i e). Jednostronne zukosowanie
stempla stosuje się przy nadcinaniu z zaginaniem (rys. 5f).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 5. Sposoby
zukosowania
powierzchni
stempli
oraz
matryc
w
następujących
operacjach
a, b, c) wycinanie, d, e) dziurkowanie, f) cięcie lub nadcinanie z zaginaniem [2, s. 533]
Aby uzyskać dobre wyniki cięcia nożycami lub wykrawania za pomocą wykrojników,
krawędzie tnące nie powinny być stępione, a prześwity (luzy) pomiędzy powierzchniami
współpracujących narzędzi
−
niewielkie, utrzymane w określonych granicach.
Im większy jest prześwit pomiędzy tłocznikiem a matrycą, tym silniejsze jest zaginanie
brzegów ciętej blachy. Duży prześwit sprzyja powstawaniu gratu (zadziorów) na ciętych
krawędziach. Zbyt małe prześwity są również niekorzystne, gdyż powodują „zaklinowanie”
się metalu pomiędzy powierzchniami tłocznika i matrycy. Wskutek tego otrzymuje się
nieczyste powierzchnie ścięć oraz wzrasta siła potrzebna do wykonania operacji. Wielkość
prześwitu zależy od gatunku metalu i od grubości blachy lub taśmy.
Wykrawanie gumą może być stosowane jedynie do blach cienkich, aluminiowych
o grubości do 1,2 mm oraz z miękkiej stali o grubości do 1,0 mm.
Metoda ta ma zastosowanie do wyrobu niewielkich serii przedmiotów. Schemat
przebiegu cięcia przedstawiono na rysunku 6. Na podstawie ustawiony jest wzornik, którego
krawędzie, odpowiadają kształtom wykrawanego przedmiotu.
Rys. 6. Wycinanie gumą: a) przygotowanie, b) faza pośrednia, c) nacisk gumy i opory tarcia obrzeża
o podstawę powodują jego odcięcie (oderwanie) [2, s. 534]
Na wzorniku położona jest blacha do wykrawania. Nacisk z suwaka prasy na wykrawany
materiał przenosi się poprzez warstwę gumy kilkakrotnie (4 do 5 razy) grubszą od wysokości
wzornika. Nacisk gumy powoduje najpierw dociśnięcie obrzeża materiału do podstawy,
a następnie odcięcie (oderwanie) obrzeża wzdłuż krawędzi wzornika.
Wytrzymałość na ścinanie R
t
metali najczęściej używanych do obróbki plastycznej
podano w tabeli 2 (dane orientacyjne).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Tabela 2. Wytrzymałość niektórych metali na ścinanie [2, s. 514]
Wytrzymałość na ścinanie R
t
w MPa
materiał wyżarzony
materiał utwardzony zgniotem
Aluminium
Stopy Al
−
Cu
Miedź
Mosiądz
Brąz cynowy
Stal 0,l% C
Stal 0,3% C
Stal 0,6% C
Stal 0,8l% C
Stal nierdzewna
70–90
220
180–220
220–300
220–400
250
360
560
720
520–560
130–160
380
250–350
350–400
400–600
320
480
720
900
560
Znajomość siły ścinającej stanowi podstawę do obliczania mocy napędu prasy. W tym
celu należy uprzednio określić pracę cięcia z zależności:
s
F
A
⋅
=
[J]
gdzie:
A
−
praca w J,
F
−
siła w N,
s
−
droga w m (grubość blachy).
Wyprowadzona wyżej zależność określa maksymalną wartość siły F. W konkretnych
przypadkach do obliczeń należy przyjmować jej wartość średnią określoną w zależności od
grubości blachy i własności materiału. Średnią siłę tnącą oblicza się mnożąc jej maksymalną
wartość przez współczynnik k:
k
F
F
sr
⋅
=
Wartość współczynnika k przyjmuje się dla blach o grubości:
s < 0,002 m
−
0,75 (blachy twarde) i 0,55 (blachy miękkie),
s = 0,002–0,004 m
−
0,55 (blachy twarde) i 0,45 (blachy miękkie),
s > 0,004 m
−
0,45 (blachy twarde) i 0,30 (blachy miękkie).
Znając pracę cięcia można wyznaczyć. moc silnika prasy:
η
η
⋅
⋅
=
⋅
=
t
s
F
t
A
P
ś
r
[W]
gdzie:
t
−
czas cięcia w s,
η
−
sprawność prasy silnika wynosząca 0,6–0,7.
Do cięcia blach powszechnie stosowane są nożyce dźwigniowe i/lub gilotynowe o nożach
prostych lub skośnych. Nożyce o nożach skośnych wymagają do cięcia materiału mniejszej
siły niż nożyce o nożach prostych. Jak wiadomo, im większy jest kąt rozwarcia nożyc, tym
mniejszej siły potrzeba użyć, aby ściąć materiał. Jednakże zbyt duże kąty powodują
wymykanie się materiału spod nożyc podczas cięcia. Aby temu zapobiec, kąt rozwarcia nożyc
musi być mniejszy od kąta tarcia.
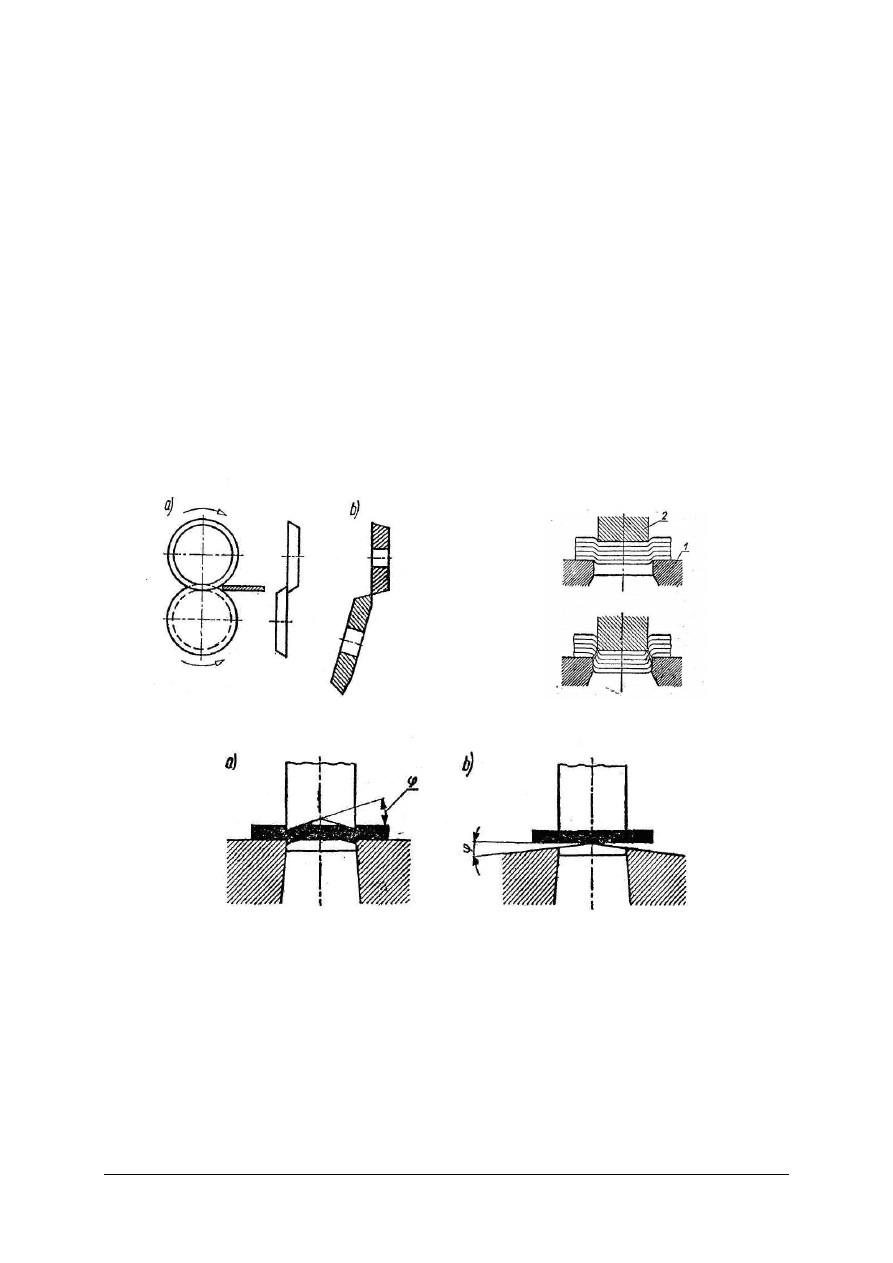
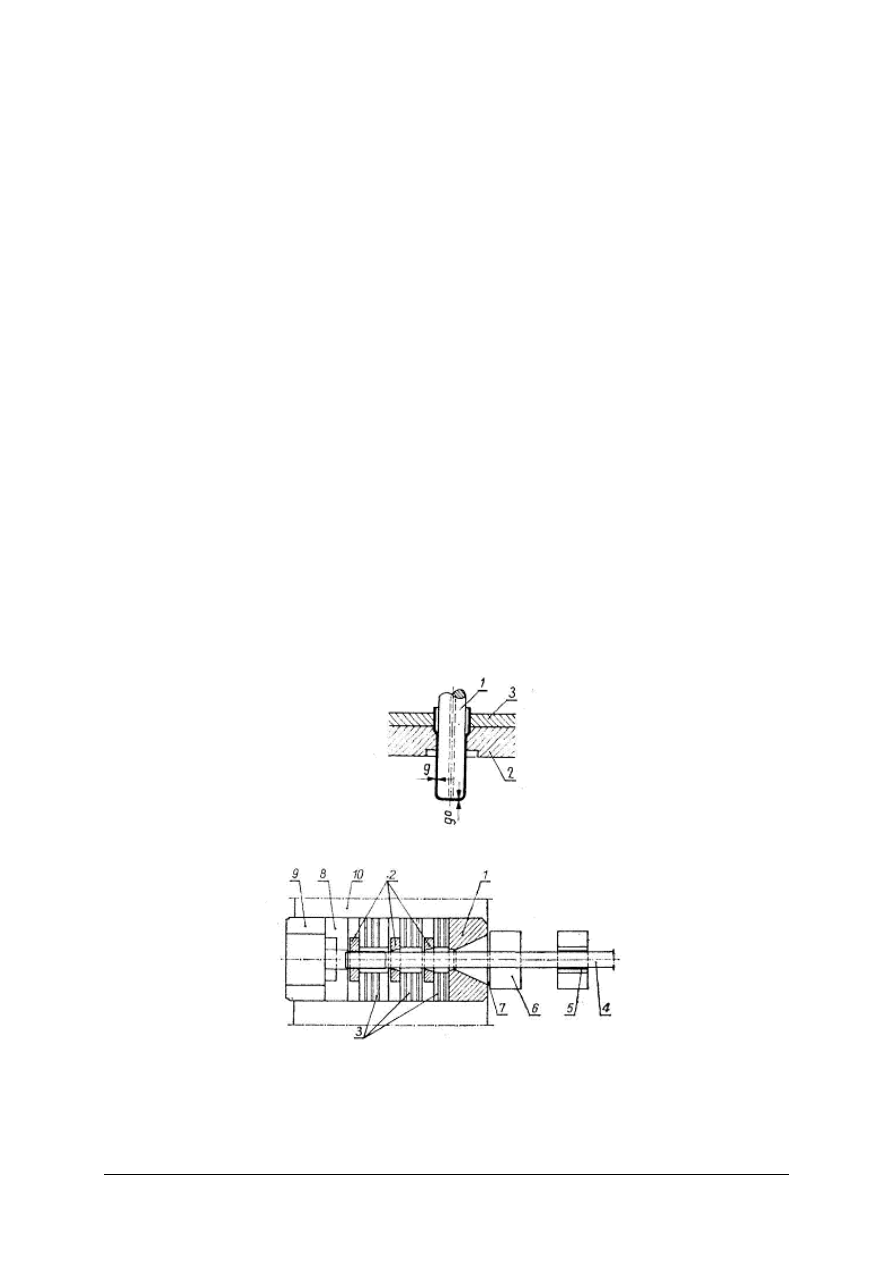
Do cięcia blach używa się niekiedy nożyc krążkowych (rys. 7). Pod wpływem siły tarcia
materiał zostaje wciągnięty między obracające się krążki nożyc, które powodują jego cięcie.
Praca nożyc jest więc zależna od tego, czy kąt chwytu rolek jest mniejszy od kąta tarcia, czy
większy. W pierwszym przypadku materiał ulegnie rozcięciu, a w przypadku drugim rolki
będą ślizgać się po materiale.
Nożyce krążkowe o osiach równoległych (rys. 7a) umożliwiają cięcie blach głównie po
liniach prostych. Cięcie po łukach powinno się odbywać na nożycach krążkowych o osiach
skośnych (rys. 7b).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
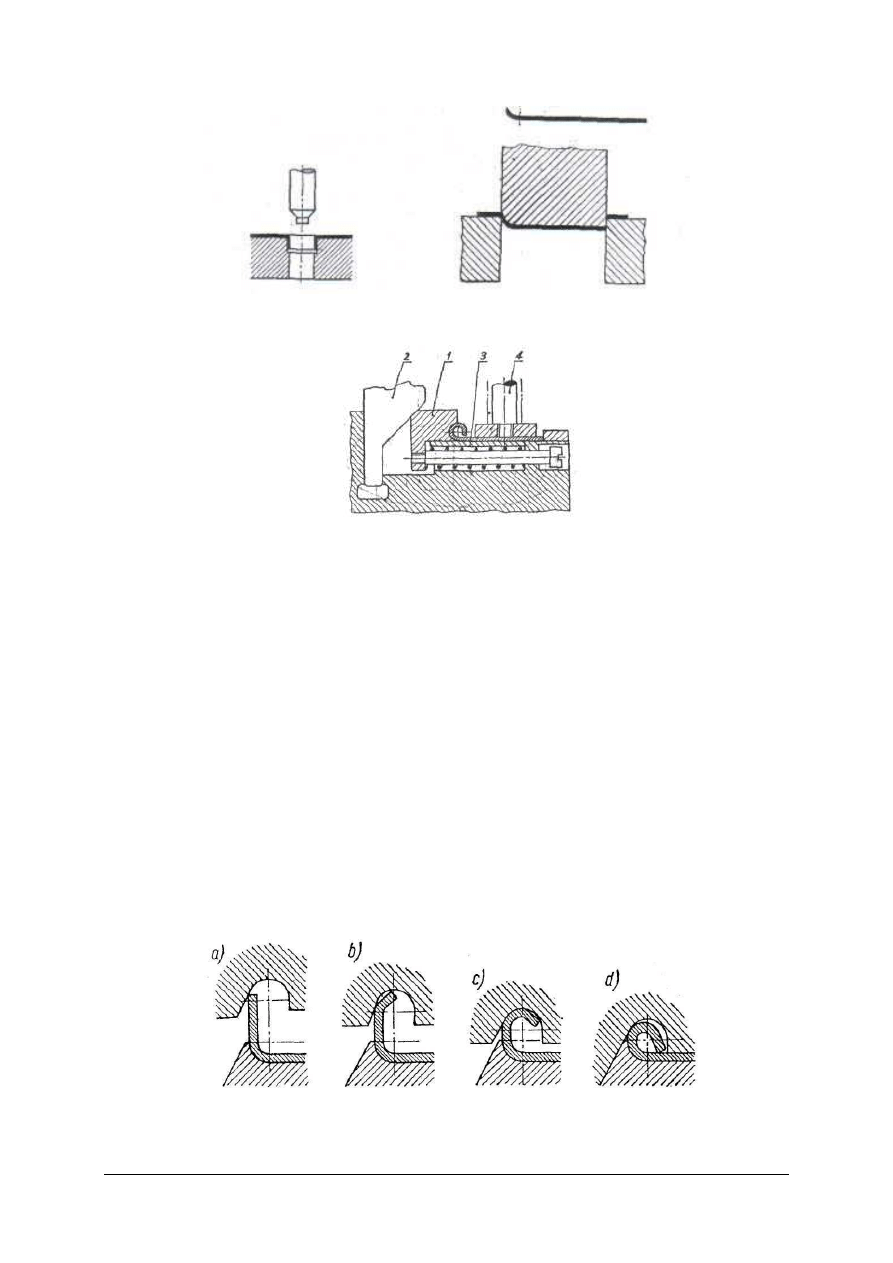
Cięcie na prasach. Do cięcia na prasach (wycinania) używa się najczęściej przyrządów
(tłoczników) zwanych wykrojnikami. Najprostszy wykrojnik (rys. 8) składa się z płyty tnącej
(1) i stempla (2). Podczas wycinania materiał spoczywa na płycie tnącej, a stempel wgniata
go do wnętrza otworu. Pod działaniem stempla materiał w miejscu styku z krawędzią płyty
tnącej ulega przesunięciu. W tych też miejscach powstają naprężenia przekraczające
wytrzymałość materiału na ścinanie, co w konsekwencji prowadzi do wycięcia wykroju
o zarysie odpowiadającym kształtowi otworu w płycie tnącej.
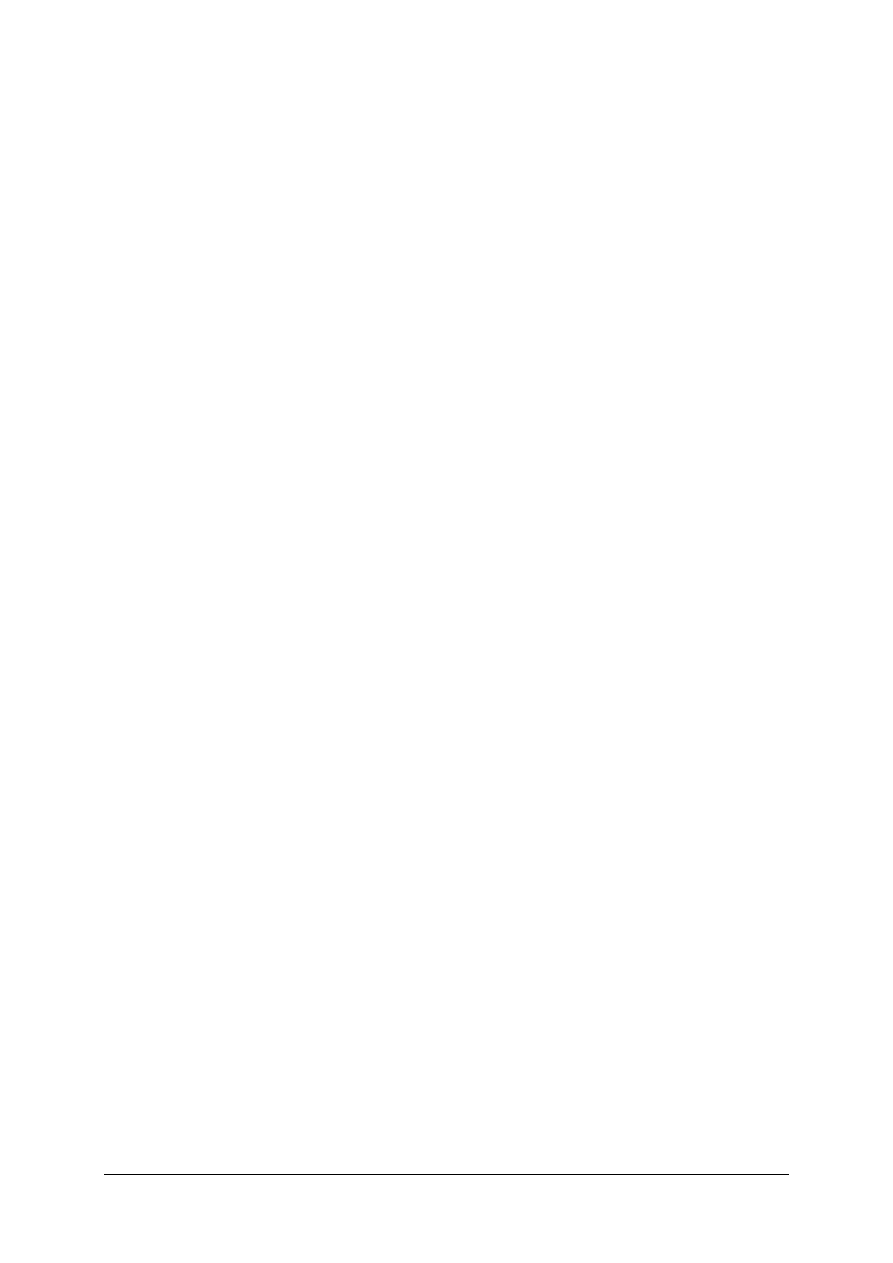
Wycinanie przeprowadza się najczęściej między płaską płytą a płaskim stemplem. W tym
przypadku utrata spójności materiału następuje równocześnie wzdłuż całego obwodu
wykroju. Siła potrzebna do równoczesnego wycięcia będzie zatem równa iloczynowi
powierzchni ścinanego przekroju i wytrzymałości materiału na ścinanie. Niekiedy siła
potrzebna do wycięcia w ten sposób wykroju ma tak dużą wartość, że na posiadanych prasach
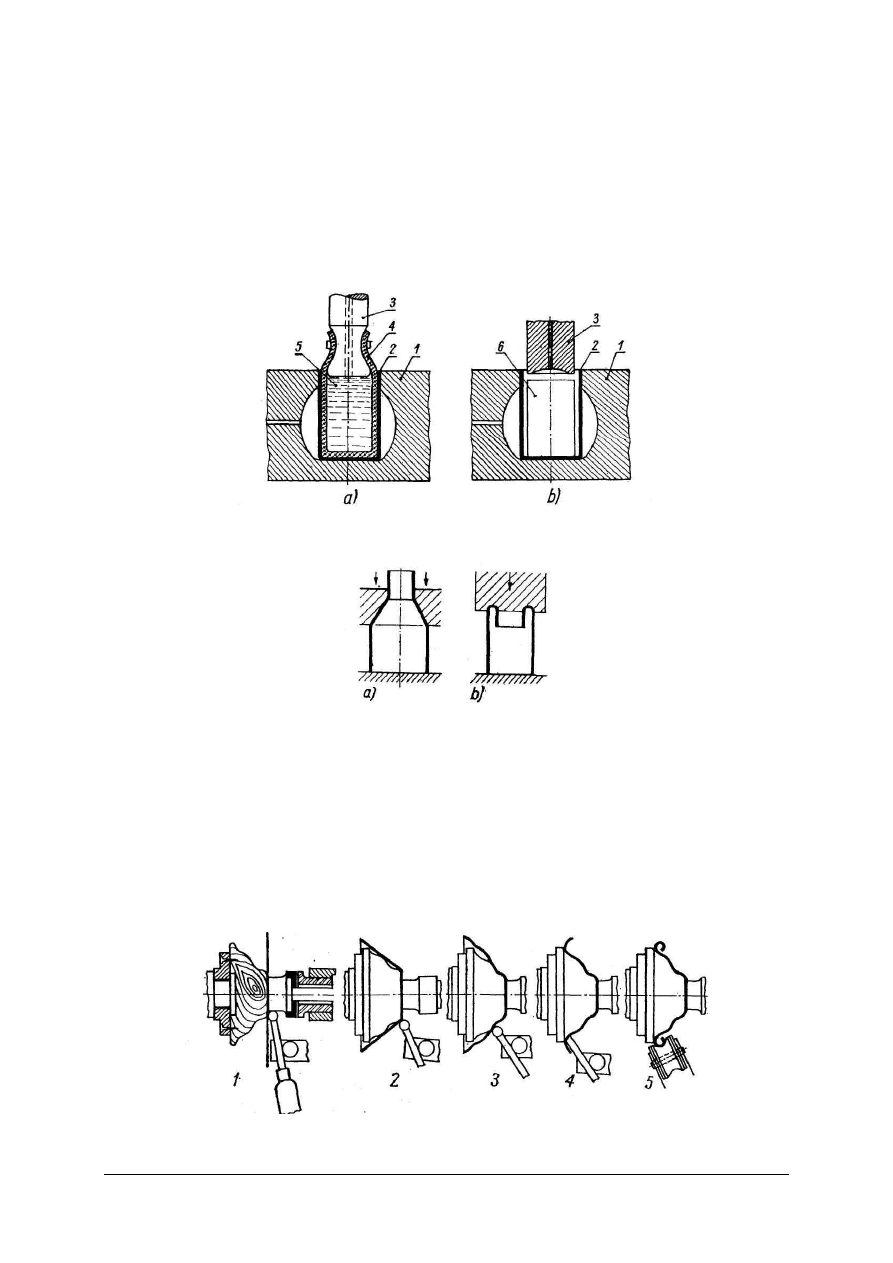
nie można jej uzyskać. Powstaje wówczas konieczność zaprojektowania wykrojnika
wymagającego mniejszej siły ścinającej. W tym celu można zastosować albo ukosowanie
stempla (rys. 9a), albo ukosowanie płyty tnącej (rys. 9b). Ukosowanie powoduje wyginanie
wycinanego materiału, dlatego przy wycinaniu otworów ukosuje się stemple (odpad ulegnie
zgięciu), a przy wycinaniu przedmiotów o kształcie stempla ukosuje się płyty tnące.
Rys. 7. Nożyce krążkowe w wykrojniku [8, s. 104]
Rys. 8. Przebieg cięcia [8, s. 104]
Rys. 9. Sposoby zmniejszania siły ścinającej [8, s. 105]
Rozróżnia się wykrojniki bez prowadzenia i wykrojniki z prowadzeniem stempla. Na
rysunku 10a przedstawiono wykrojnik bez prowadzenia. Stempel wykrojnika (1) umocowany
w suwaku prasy jest wraz z nim prowadzony w prowadnicach maszyny. Druga część
wykrojnika, utrzymująca płytę tnącą (2), jest umocowana na stole prasy w osi stempla.
Dokładność wycinania tą metodą nie jest wielka, gdyż elementy prowadzące stempel są
zbytnio oddalone od płyty tnącej. Z tego powodu wycinanie bez prowadzenia stosuje się do
wykrojów, które nie wymagają dużej dokładności.
Do wycinania wykrojów ż większą dokładnością stosuje się wykrojniki z prowadzeniem.
Na rysunku 10b przedstawiono wykrojnik, którego stempel (1) jest prowadzony w płycie
prowadzącej (3) umieszczonej w niewielkiej odległości od płyty tnącej (2).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 10. Wykrojnik [8, s. 105]
Rysunek 11 przedstawia inny sposób prowadzenia stempla. Zastosowano tu prowadnice
słupowe (1 i 2) i oraz płytę głowicową, do której jest umocowany stempel (4), ustawiony
współosiowo z otworem w płycie tnącej (3).
Rys. 11. Wykrojnik z prowadzeniem słupowym [8, s. 106]
Rys. 12. Wykrojnik z poduszka gumową [8, s. 106]
Metoda wykrawania gumą ma zastosowanie wówczas, gdy przewiduje się wykonanie
jedynie niewielkiej liczby wykrojów o stosunkowo prostych kształtach.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest tłoczenie?
2. Jakie zalety posiada tłoczenie?
3. Na jakie podstawowe grupy można podzielić proces tłoczenia?
4. Jakie są podstawowe operacje cięcia?
5. Jaka jest różnica pomiędzy dziurkowaniem i wycinaniem?
6. Jaka jest różnica pomiędzy odcinaniem i przecinaniem?
7. Co to jest okrawanie?
8. Co to jest nadcinanie?
9. W jakim celu stosujemy wygładzanie?
10. Jakie są rodzaje wykrojników?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj operację okrawania materiału na podstawie otrzymanej dokumentacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odczytać dane zawarte w otrzymanej dokumentacji,
3) wykonać okrawanie materiału z zachowaniem zasad bhp,
4) ocenić jakość wykonanej pracy,
5) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
nożyce krążkowe,
−
materiał do okrawania,
−
dokumentacja technologiczna,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Wykonaj operację wycinania otworu w materiale na podstawie otrzymanej dokumentacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odczytać dane zawarte w otrzymanej dokumentacji,
3) wykonać wycinanie otworu z zachowaniem zasad bhp,
4) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
nożyce,
−
materiał do wycinania otworu,
−
dokumentacja technologiczna,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Wykonaj operację cięcia arkuszy blachy, na odcinki, na podstawie otrzymanej
dokumentacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odczytać dane zawarte w otrzymanej dokumentacji,
3) wykonać cięcie blachy na odcinki z zachowaniem zasad bhp,
4) zaprezentować wyniki ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyposażenie stanowiska pracy:
−
nożyce gilotynowe,
−
materiał do cięcia (blacha),
−
dokumentacja technologiczna,
−
literatura zgodnie z punktem 6 Poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podzielić proces tłoczenia na podstawowe grupy?
2) rozróżnić podstawowe operacje cięcia?
3) rozróżnić rodzaje nożyc?
4) wyjaśnić, na czym polega zaklinowanie materiału pomiędzy
powierzchniami tłocznika i matrycy?
5) scharakteryzować wykrawanie gumą?
6) dobrać wykrojnik do określonej operacji technologicznej?
7) wykonać operację cięcia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Kształtowanie plastyczne
4.2.1. Materiał nauczania
Gięcie
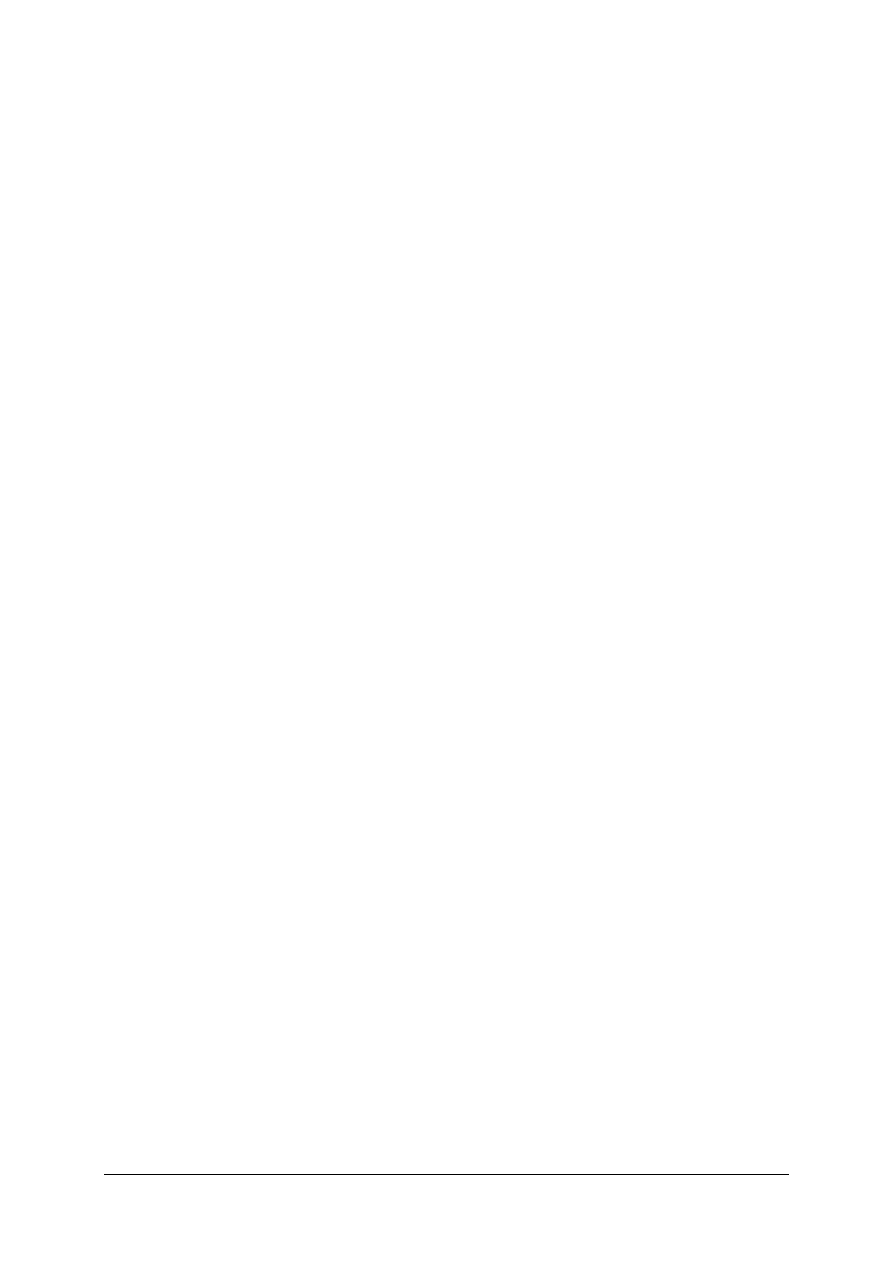
W procesie gięcia obrabiany przedmiot zostaje obciążony momentami zginającymi.
W wyniku otrzymuje się zmianę krzywizny osi przedmiotu w płaszczyźnie zginania (rys. 13).
Jeżeli pod działaniem momentu prosta oś przedmiotu wyjściowego (wsadu) zostaje
zakrzywiona, nazywa się to gięciem, jeżeli zaś zakrzywiona oś zostaje wyprostowana,
mówimy o prostowaniu.
Rys. 13. Schemat działania momentu na gięte pasma [2, s. 535]
W istocie (jeżeli pominąć prostowanie przez rozciąganie) jest to jeden i ten sam proces.
Wsadem do procesów gięcia mogą być taśmy i blachy albo też rury, pręty i kształtowniki.
Z blach i taśm wyrabia się kształtowniki gięte, walczaki i rury (rys. 14). Z rur wyrabia się
wężownice, z prętów sprężyny spiralne oraz ze wszystkich wymienionych pasm produkuje się
różnego typu części zakrzywione.
Rys. 14. Przykłady przedmiotów wykonanych z blach metodą gięcia [2, s. 535]
Rys. 15. Sposoby gięcia na prasach: a) wyginanie, b) zaginanie, c) zawijanie [2, s. 535]
Wszystkie procesy gięcia można podzielić na dwie grupy w zależności od rodzaju
maszyn, na jakich są realizowane; rozróżnia się gięcie na prasach i gięcie za pomocą walców.
Gięcie na prasach (rys. 15). Ten sposób gięcia obejmuje następujące operacje: wyginanie
(rys. 15a), zaginanie (rys. 15b) oraz zawijanie (rys. 15c). Typowym przypadkiem gięcia na
prasach jest np. formowanie rur.
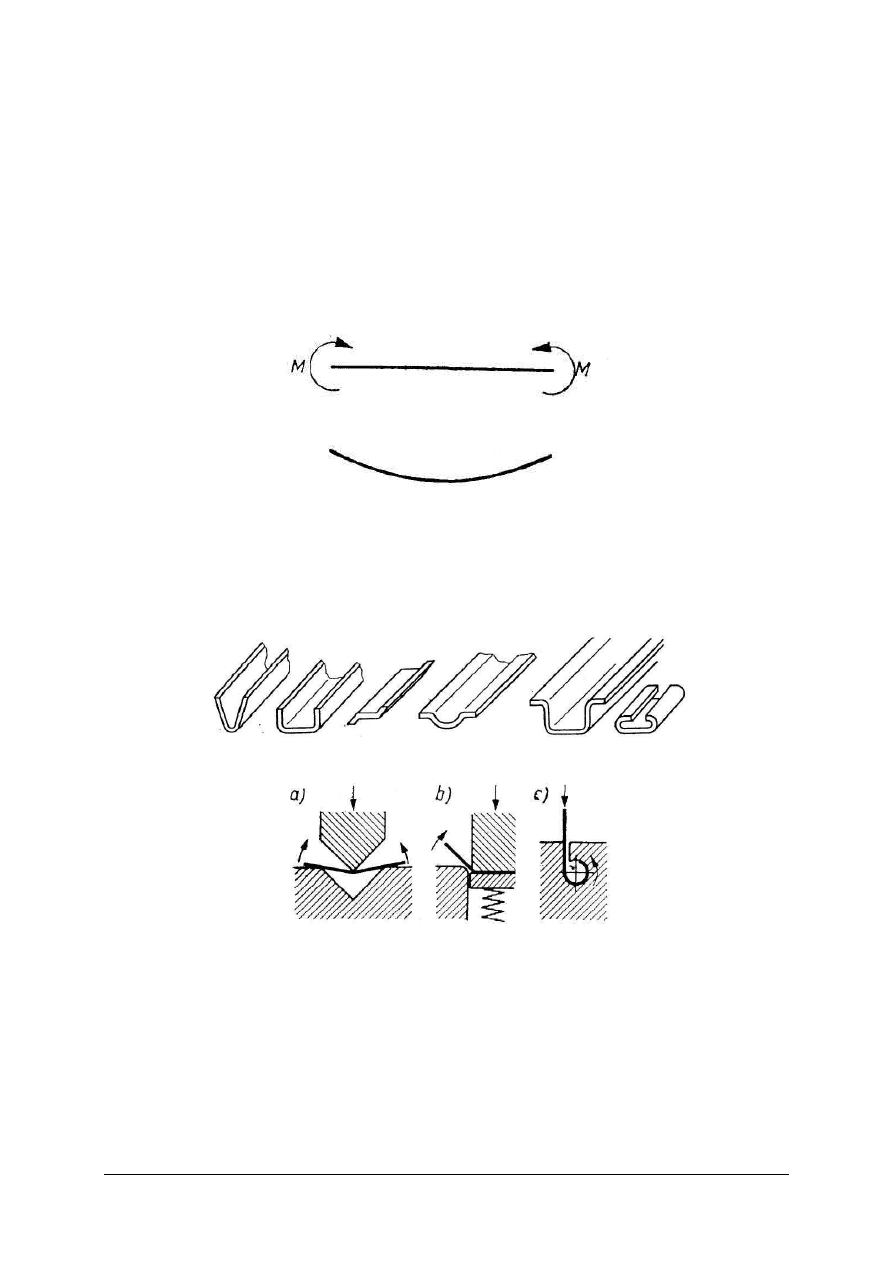
Często stosowanym prostym przypadkiem wyginania jest wykonanie kątowników.
Wyginanie takie może być prowadzone przy użyciu bardzo prostych pras, tzw. krawędziarek
jak również na prasach mimośrodowych i korbowych. Schematy tego typu procesów
wyginania profilów prostych pokazano na rysunkach 16 i 17.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 16. Schemat operacji wykonania profilu czterokrotnie wyginanego: a) profil, b) wyginanie pasów
brzegowych n oraz m, c) wyginanie części p, d) wyginanie części r [2, s. 536]
Rys. 17. Kolejne operacje produkcji kształtownika na ramy drzwi samochodu [2, s. 536]
Rys. 18. Prosty wyginak żeliwny: 1 – podstawa, 2 – głowica [2, s. 537]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
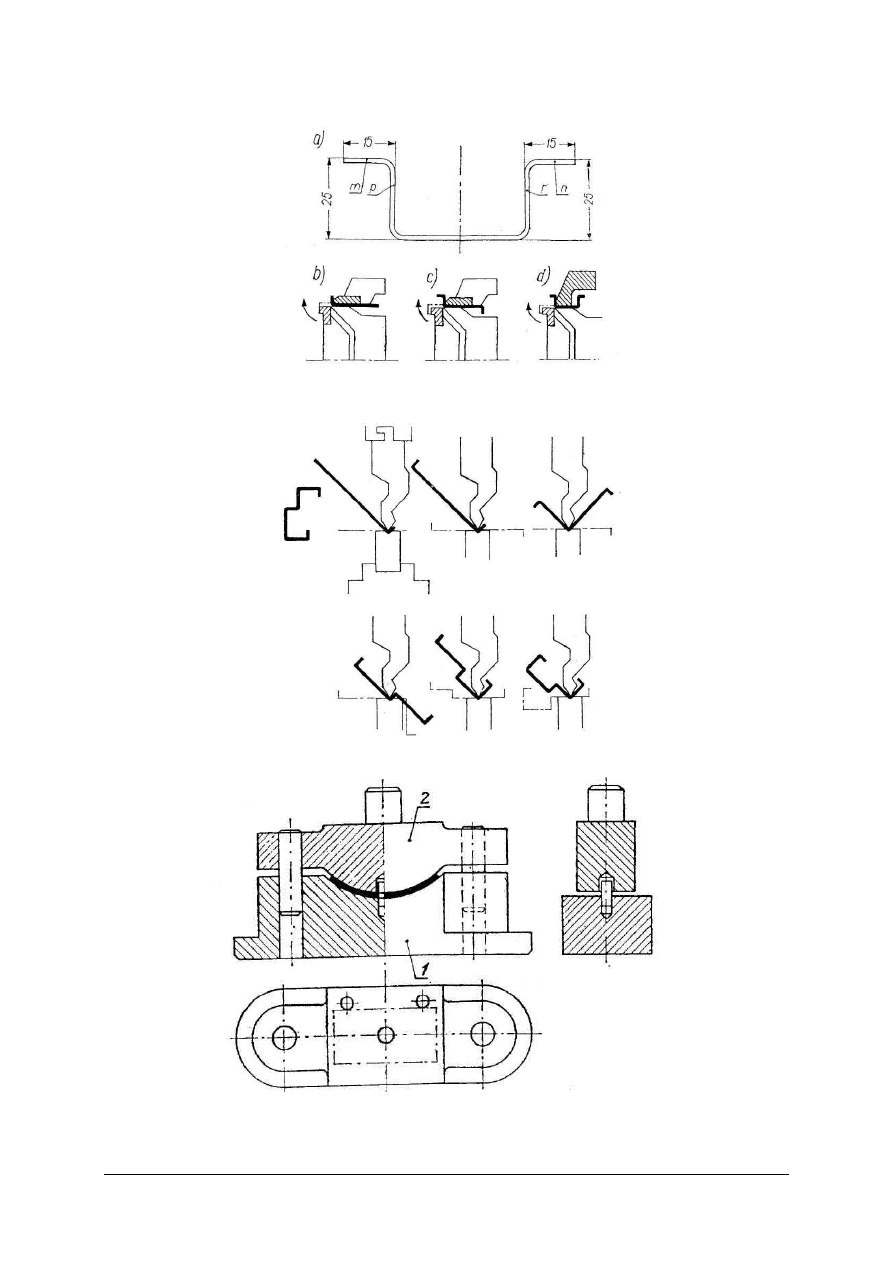
Rys. 19. Wyginak z prowadnicami słupowymi: 1
−
kadłub z prowadnicami, 2
−
stempel gnący, 3
−
matryca,
4
−
kołki ustawcze [2, s. 537]
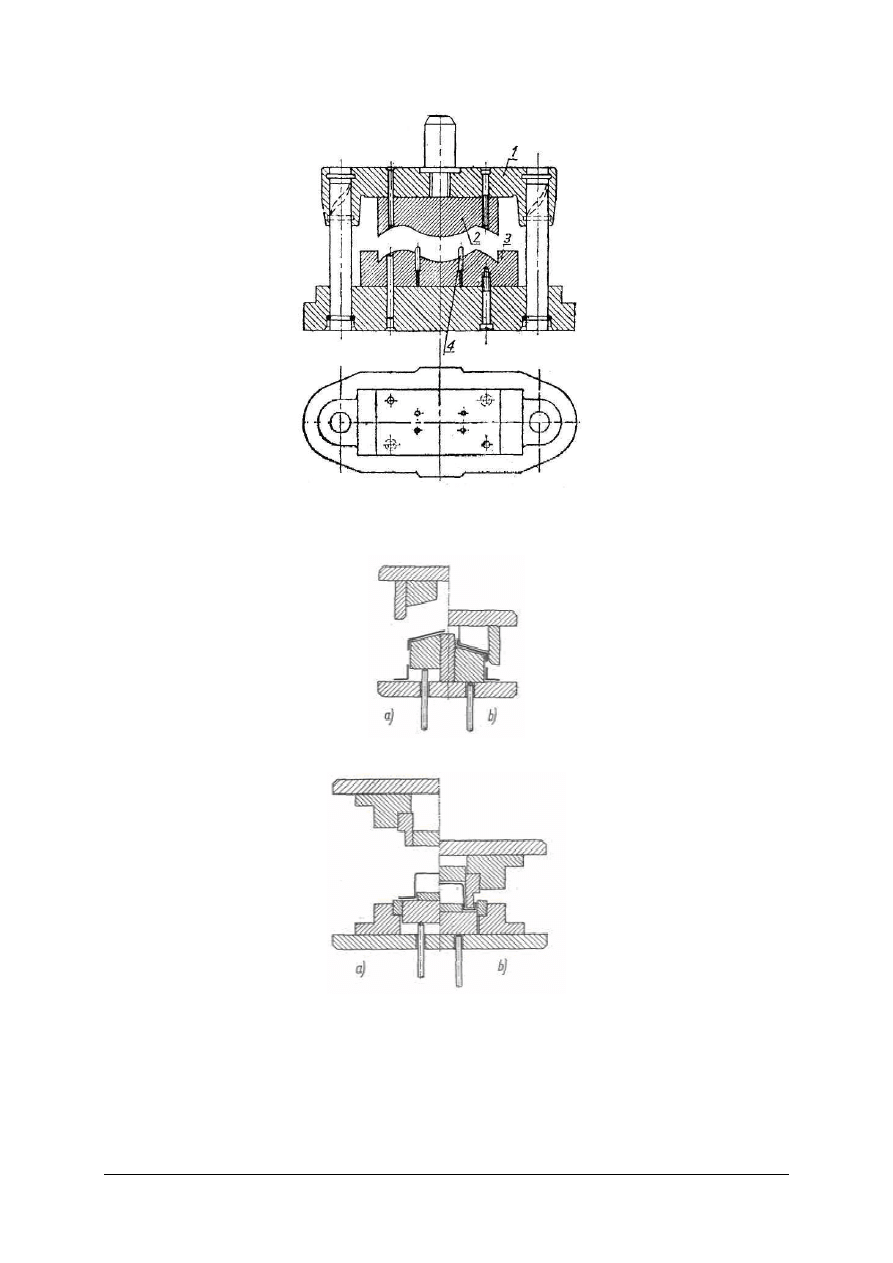
Rys. 20. Przyrząd do zaginania obrzeży dwóch przedmiotów jednocześnie: a) położenie początkowe,
b) położenie końcowe [2, s. 538]
Rys. 21. Zaginanie brzegów kadłuba wykonanego z blachy: a) położenie początkowe (umieszczenie przedmiotu
w przyrządzie), b) położenie końcowe (przedmiot gotowy) [2, s. 538]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 22. Wywijanie [2, s. 538]
Rys. 23. Zagięcie wstępne do wywijania blach
cienkich [2, s. 538]
Rys. 24. Zawijanie obrzeży za pomocą zawijaka dociskanego klinem: 1
−
tłocznik, 2
−
klin, 3
−
sprężyna
cofająca klin, 4
−
dociskacz [2, s. 538]
Do uzyskania wielu różnych przedmiotów wyginanych trzeba stosować specjalne
narzędzia, tzw. wyginaki. Przykłady takich przyrządów przedstawiają rysunki 18 i 19.
Zaginanie jest odmianą wyginania. Różnica polega na tym, że zaginaniu poddaje się
przedmioty już poprzednio kształtowane i podlegają mu wyłącznie obrzeża materiału.
Schemat gięcia metodą zaginania jest przedstawiony na rysunku 15b. Przyrządy do zaginania
obrzeży przedstawiono na rysunku 20 i 21. Odmianą zaginania jest wywijanie. Polega ono na
przebiciu otworu (dziurkowaniu) z jednoczesnym wywinięciem obrzeży (rys. 22).
Zawijanie jest to nadanie obrzeżu przedmiotu kształtu zawiniętego (rys. 15c). Zawijanie
różni się od poprzednio opisanych operacji kierunkiem działania siły nacisku. Zawijaniu
mogą być poddawane proste obrzeża przedmiotów i obrzeża przedmiotów okrągłych.
Wstępem do procesu zawijania jest wstępne zagięcie obrzeża. W przypadku obrzeży
prostych może być ono nieduże (rys. 24). Po zagięciu wyrób jest umieszczony
w odpowiednim przyrządzie, w którym pod wpływem siły nacisku obrzeże ześlizguje się po
obwodzie matrycy przyjmując kształt o przekroju zakrzywionym po łuku koła (rys. 25).
Zawijanie obrzeży przedmiotów okrągłych wymaga uprzedniego wywinięcia obrzeży.
Dopiero tak przygotowany przedmiot umieszcza się w przyrządzie do zawijania obrzeży.
Rys. 25. Zawijanie obrzeży przedmiotu okrągłego: a–d) kolejne fazy zawijania [2, s. 539]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wykonanie opisanych operacji gięcia jest połączone z szeregiem cech ujemnych. Należą
do nich:
1) naprężenia własne, jakie pozostają w metalu po operacjach gięcia wskutek różnic
w odkształceniach włókien wewnętrznych i zewnętrznych,
2) duże sprężyste odkształcenia powrotne przedmiotu po wyjęciu z przyrządu. Dlatego też
kształt części formujących musi być nieco inny niż kształt przedmiotu, jaki chcemy
uzyskać. Szczególnie wykonanie przedmiotów giętych o małej krzywiźnie gięcia
(o dużym promieniu zakrzywienia) nie da się wykonywać metodami opasanymi, gdyż
w ich przypadku albo całe wygięcie, albo bardzo duża część tego wygięcia ma charakter
sprężysty,
3) w przypadku gięcia przedmiotów nie płaskich, np. kształtowników, łatwo jest
spowodować sfałdowanie się części wewnętrznych.
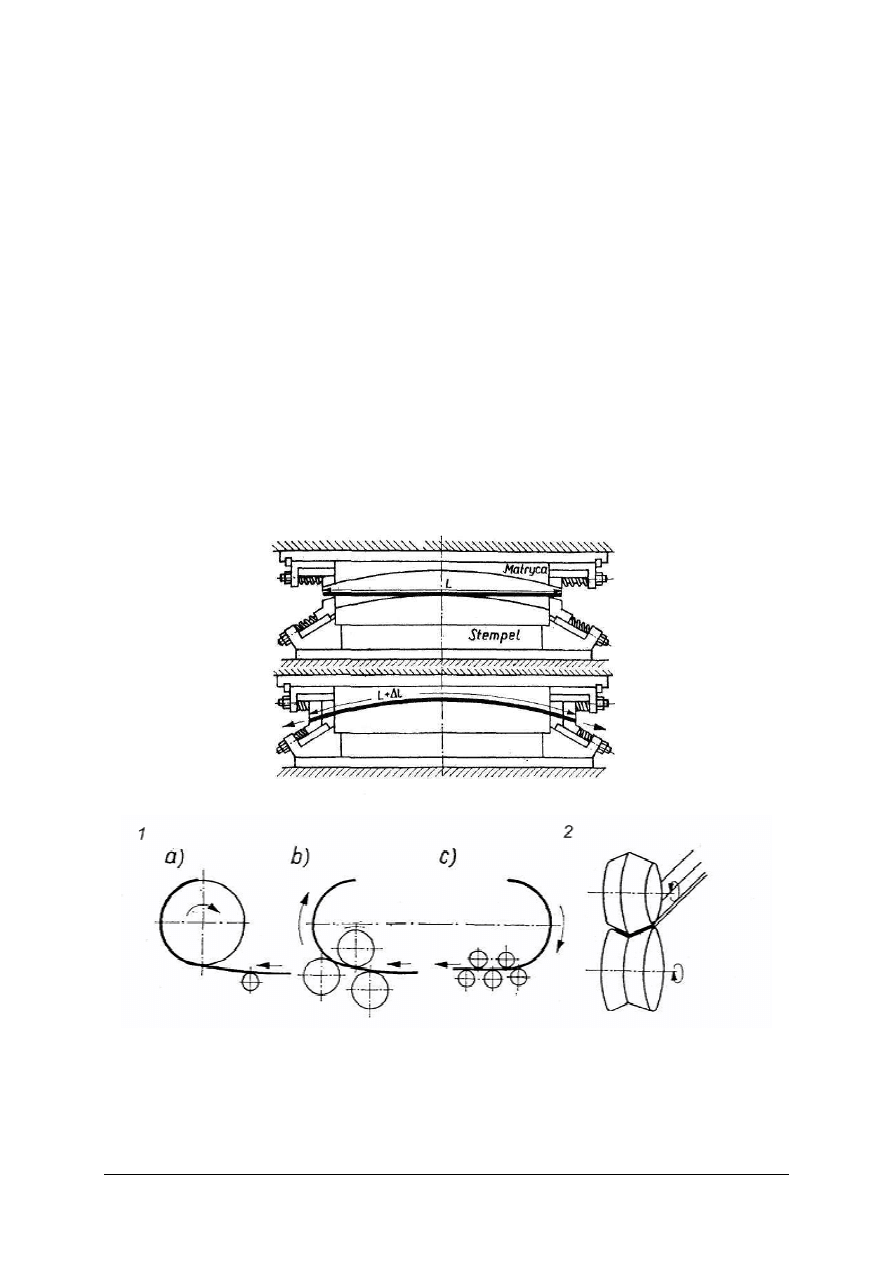
Gięcie z rozciąganiem (rys. 26) zmniejsza poważnie występowanie wspomnianych wad.
Gięcie takie przeprowadza się na przedmiocie, który jednocześnie jest poddany rozciąganiu
wywołującemu naprężenia większe od początkowej granicy plastyczności. Towarzyszy temu
wydłużenie trwałe, w przypadku blach nie mniejsze niż 0,5%, a w przypadku kształtowników
nawet 2 do 5%.
Gięcie za pomocą walców (rys. 27). Walcami można giąć blachy i taśmy, rury, pręty
i kształtowniki. Osie walców mogą mieć położenie równoległe lub prostopadłe do osi
formowanego wyrobu.
Rys. 26. Tłocznik do gięcia z rozciąganiem [2, s. 541]
Rys. 27. Gięcie za pomocą walców: 1 – gięcie poprzeczne: a) owijanie, b) zaginanie, c) prostowanie; 2 – gięcie
wzdłużne kształtowników [2, s. 541]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 28. Zniekształcanie przekroju poprzecznego pasma o małej szerokości, występujące wskutek wygięcia
[2, s. 541]
Jeżeli osie walców są ułożone prostopadle do osi krzywizny przedmiotu, to pasmo
przemieszcza się wzdłuż osi krzywizny, czyli zachodzi gięcie wzdłużne (rys. 27d). Ten
system gięcia jest szeroko stosowany w procesach ciągłych. Wyrób rur ze szwem, na
wzdłużnych wyginarkach walcowych jest typowym przykładem takich procesów. W ten sam
sposób, masowo wyrabia się obecnie tzw. kształtowniki gięte.
W wyginarkach o osiach walców ułożonych równolegle (rys. 27a, b, c) do osi krzywizny
przedmiotu pasmo wyginane przemieszcza się w kierunku prostopadłym do tej osi, zachodzi
więc gięcie poprzeczne. Typowym przykładem gięcia poprzecznego jest wyrób rur ze szwem
dużych wymiarów kształtowanych na wyginarkach poprzecznych.
Metodą tego rodzaju można też wyginać pręty i kształtowniki oraz rury. Podczas gięcia
wyrobów o małym stosunku, szerokości do grubości następuje pewne zniekształcenie
przekroju poprzecznego, np. pręt prostokątny po zgięciu będzie miał przekrój trapezu, którego
krótszy bok będzie znajdował się na zewnętrznej, a dłuższy na wewnętrznej powierzchni
krzywizny (rys. 28).
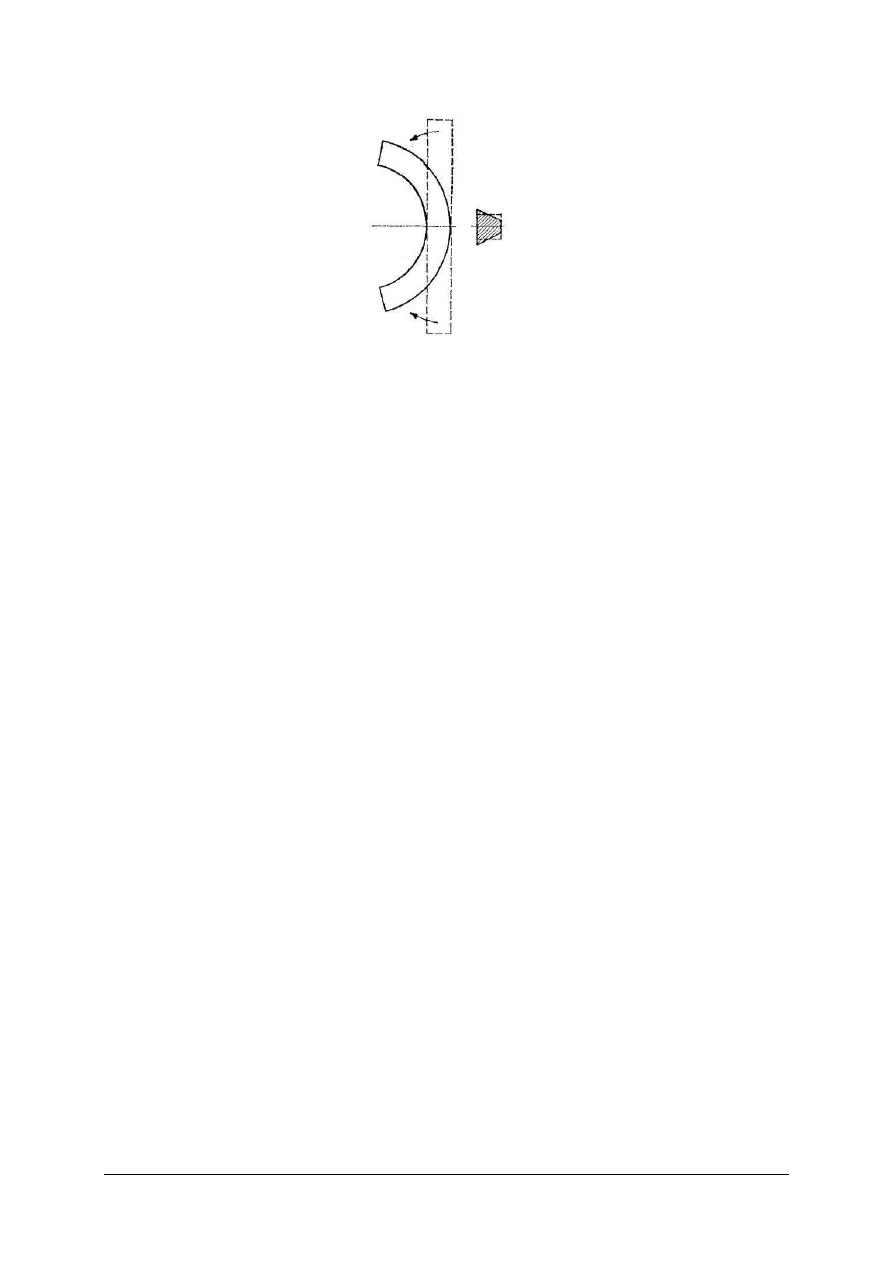
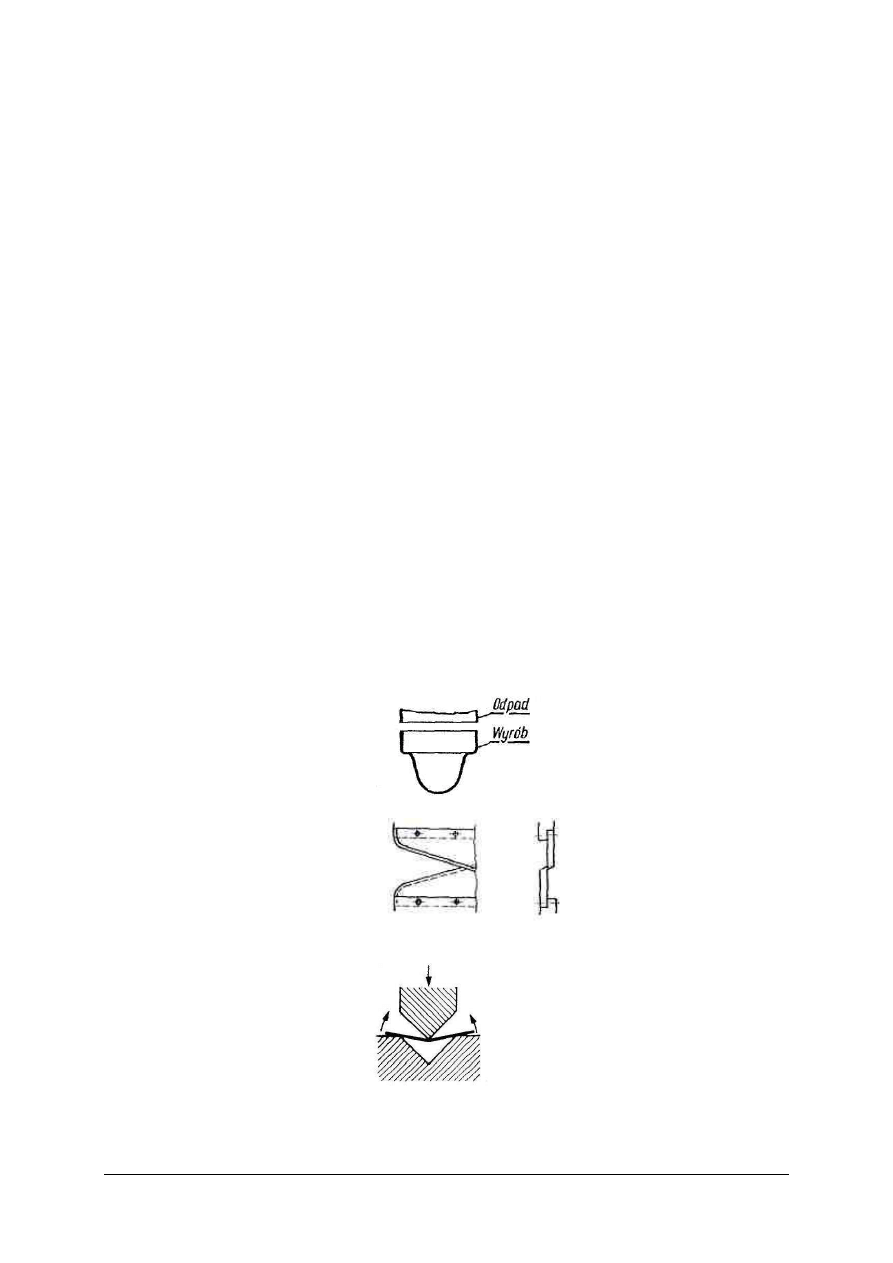
Wytłaczanie powłok (ciągnienie)
Wytłaczanie powłok ze wsadu w postaci płaskich kawałków blachy jest najtrudniejszym
procesem tłoczenia. Zasadę wytłaczania i ciągnienia powłok wyjaśnia rysunek 34. Stempel
naciska na wsad położony na matrycy. Brzegi wsadu są przytrzymywane wskutek nacisku
dociskacza. Pod działaniem nacisku materiał płynie i przechodząc przez matryce przyjmuje
kształt naczynia powłokowego. Obwód wsadowego krążka blachy jest większy od obwodu
górnych krawędzi naczynia. Dlatego w wyniku wytłaczania następuje skrócenie obwodu
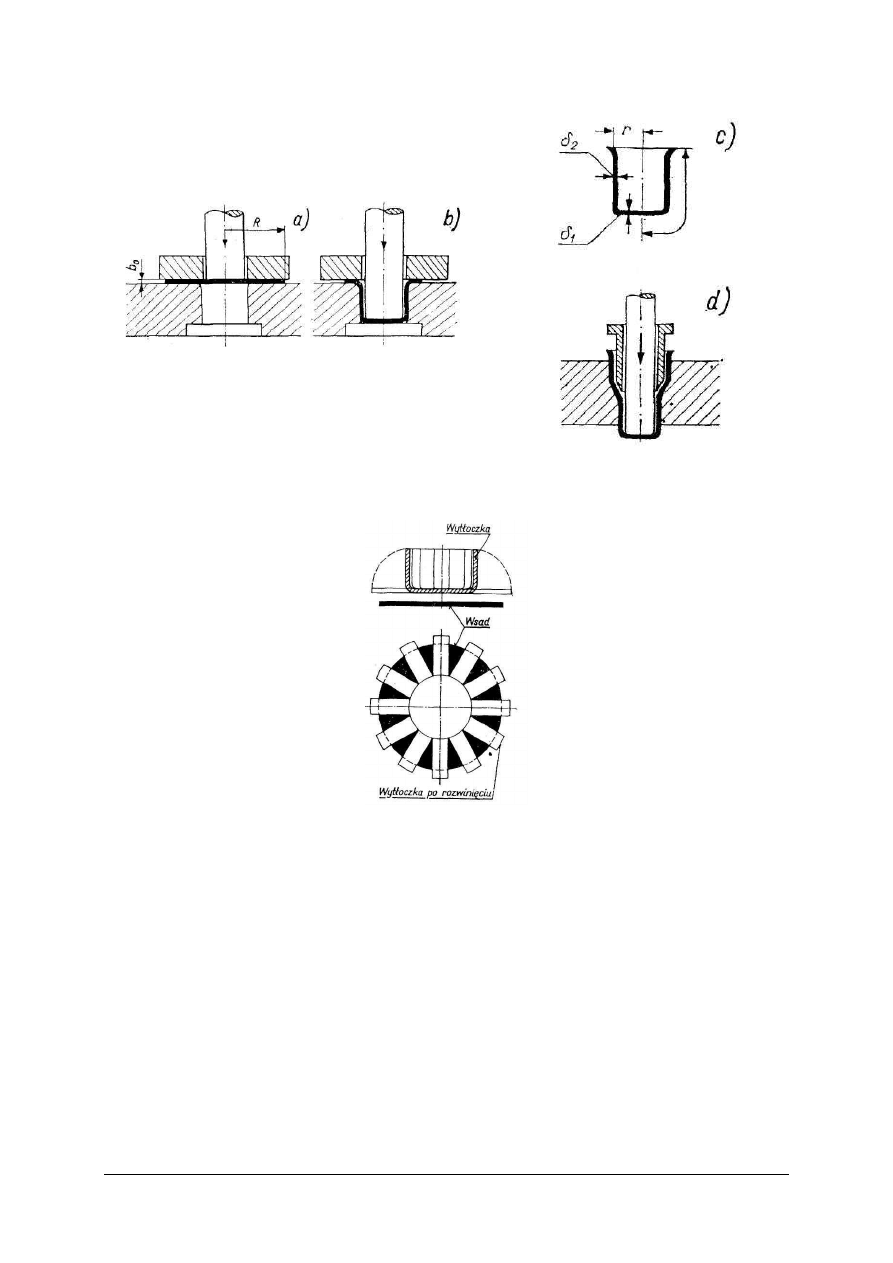
wsadu i wydłużenie się tworzących mierzonych po powierzchni od osi do krawędzi (rys. 29).
Równocześnie nieznacznie zmniejsza się grubość denka (zwłaszcza na jego krawędziach)
i wzrasta grubość brzegów naczynia. Nadmiar metalu w brzegowym pasie wsadu może być
przyczyną sfałdowania się obrzeża naczynia (rys. 30). Tendencja do sfałdowania się jest tym
większa, im mniejszy jest stosunek grubości do średnicy krążka blachy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 29. Schemat tłoczenia i ciągnienia naczynia powłokowego: a) przygotowanie do tłoczenia, b) tłoczenie,
c) naczynie, d) ciągnienie; b
0
−
grubość wsadu, R
−
promień wsadu, σ
1
oraz σ
2
−
grubość naczynia
[2, s. 545]
Rys. 30. Rozwinięcie wytłoczki na tle wsadowego krążka blachy. Zakreskowane pola przedstawiają materiał
utrudniający kształtowanie naczynia i mogący spowodować sfałdowania [2, s. 545]
Przeto, dla uniknięcia sfałdowań, najczęściej stosuje się wytłaczanie z dociskaczem
(rys. 31b).
Nacisk dociskacza powinien być dość duży, aby nie dopuścić do utworzenia się fałd.
Wadą stosowania dociskacza jest zwiększenie oporów tarcia, które wskutek zbyt dużej siły
nacisku mogą być przyczyną pęknięcia wytłoczki.
Gdy stosunek grubości blachy do średnicy krążka jest dostatecznie duży (s > l,5 do 2%),
proces wytłaczania przeprowadza się bez dociskacza (rys. 31a).
Siła przyłożona na stemplu wykonuje pracę odkształcenia plastycznego oraz pokonuje
opory tarcia blachy o matrycę i o dociskacz. Jej wartość jest ograniczona wytrzymałością
ś
cianek formowanego naczynia. Wzrost siły na stemplu może być przyczyną pęknięcia
wytłoczki podczas trwania procesu. Zwykle jest ono zlokalizowane w pobliżu przejścia denka
w ścianki naczynia. W tym miejscu występuje zmniejszenie grubości ścianek, przy czym
pogłębia się ono ze zmniejszeniem promienia zaokrąglenia krawędzi stempla.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
I
II
a)
b)
Rys. 31. Wytłaczanie: a) wytłaczanie bez dociskacza, b) wytłaczanie z dociskaczem; I
−
wytłaczanie (pierwsze
ciągnienie), II
−
dalsze ciągnienia; 1
−
stempel, 2
−
matryca, 3
−
wytłaczany metal, 4
−
dociskacz
[2, s. 547]
W kolejnych operacjach ciągnienia metal z krawędzi denka przemieszcza się na ścianki
naczynia. Jeżeli uprzednio na krawędziach denka uległ on zbytniemu pocienieniu, to po
przesunięciu się na ścianki
−
pod wpływem, obwodowego ściskania
−
powstaną zmarszczki
i utworzy się widoczna obwódka.
Zbyt mały promień zaokrąglania matrycy powoduje wzrost siły wytłaczania i w ten
sposób może powodować pękanie. Zwiększenie tego promienia zmniejsza niebezpieczeństwo
pękania ścianek wytłoczki, łączy się natomiast z powiększaniem predyspozycji do tworzenia
fałd i zmarszczek. Aby tego uniknąć, stosując duży promień zaokrąglenia otworu matrycy,
używa się dodatkowych dociskaczy przytrzymujących metal na krzywiźnie.
Jako miarę zmiany kształtu przedmiotu w jednej operacji przyjęto tzw. współczynnik
wytłaczania:
D
d
m
=
gdzie:
m – współczynnik wytłaczania,
d – średnica wytłoczki,
D
−
średnica wsadu (krążka lub w dalszych operacjach naczynia przed
ciągnieniem).
Im mniejszy jest współczynnik wytłaczania, tym mniej operacji potrzeba, aby otrzymać
gotową wytłoczkę. Przeto względy ekonomiczne przemawiają za stosowaniem możliwie
małych wartości tego współczynnika. Jednak wraz ze zmniejszeniem jego wartości rośnie siła
na stemplu. Istnieje więc dla m pewna wartość graniczna, której nie można przekroczyć, nie
powodując niebezpieczeństwa zniszczenia wytłoczki. Graniczne, przyjmowane w praktyce
wartości współczynnika m zależą od gatunku metalu i w pierwszym zabiegu wytłaczania
wahają się od 0,5 do 0,7 (najczęściej 0,55 do 0,6). W dalszych operacjach ciągnienia wartości
te wynoszą od 0,75 do 0,9.
W celu zmniejszenia sił potrzebnych do tłoczenia powłok stosuje się smarowanie
powierzchni narzędzi (stempli, matryc, dociskaczy). Dzięki temu uzyskuje się zmniejszenie
naprężeń w metalu, co odpowiednio pozwala na uzyskanie większych odkształceń,
zabezpiecza powierzchnie narzędzi od powstawania narostów oraz zmniejsza zużycie
narzędzi i przedłuża ich trwałość. W procesach tłoczenia powłok (ciągnienia powłok)
podobnie jak i w procesach ciągnienia prętów i rur stosuje się smary czyste oraz smary
i rozdzielacze.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Najczęściej są to mieszaniny olejów, mydeł, wody oraz takich rozdzielaczy, jak grafit,
siarka sproszkowana, kreda, talk, itp. Stosuje się też rozdzielacze w postaci powłok. W tym
celu wsad stalowy poddaje się miedziowaniu, fosforanowaniu i in. Do tłoczenia powłok
z blach metali nieżelaznych używa się olejów i tłuszczów roślinnych, smarów grafitowych,
itp. Po zakończeniu procesu produkcyjnego smary usuwa się z wyrobów przez odtłuszczanie
na gorąco w kąpieli ługowej, elektrolitycznie, za pomocą zmywania benzyną, oczyszczania
ultradźwiękiem, itp.
Procesowi tłoczenia na zimno powłok, podobnie jak i innym procesom obróbki
plastycznej na zimno, towarzyszy zjawisko zgniotu. W związku z tym występuje umocnienie
metalu odkształconego, a zmniejsza się zdolność do odkształceń plastycznych. Dlatego
podczas wielostopniowego tłoczenia powłok stosuje się wyżarzanie międzyoperacyjne.
Wyżarzaniu mogą podlegać całe przedmioty lub też
−
co jest korzystniejsze wyżarza się tylko
ich części. Wyżarzanie całego przedmiotu powoduje powrót własności plastycznych
i obniżenie wytrzymałości nie tylko na bardzo umocnionych brzegach wytłoczki, lecz
i w przekrojach niebezpiecznych (np. na krawędziach denka) podlegających silnemu
rozciąganiu. Jest to niekorzystne, gdyż wytrzymałość w tych miejscach nie powinna być
obniżona. Dlatego dogodniejsze, mimo że rzadziej stosowane, jest międzyoperacyjne
wyżarzanie miejscowe.
Można je osiągać przez częściowe zanurzenie części wyżarzanej w kąpieli solnej lub
ołowiowej pieca do obróbki cieplnej lub metodami elektrycznymi, np. przez nagrzewanie
stykowo
−
oporowe lub w nagrzewnicach indukcyjnych.
Przedmioty nagrzewane powinny być chronione przed utlenieniem (np. atmosferą
ochronną albo kąpielą). W przypadku nagrzewania w atmosferze utleniającej konieczne jest
następne oczyszczenie powierzchni z tlenków.
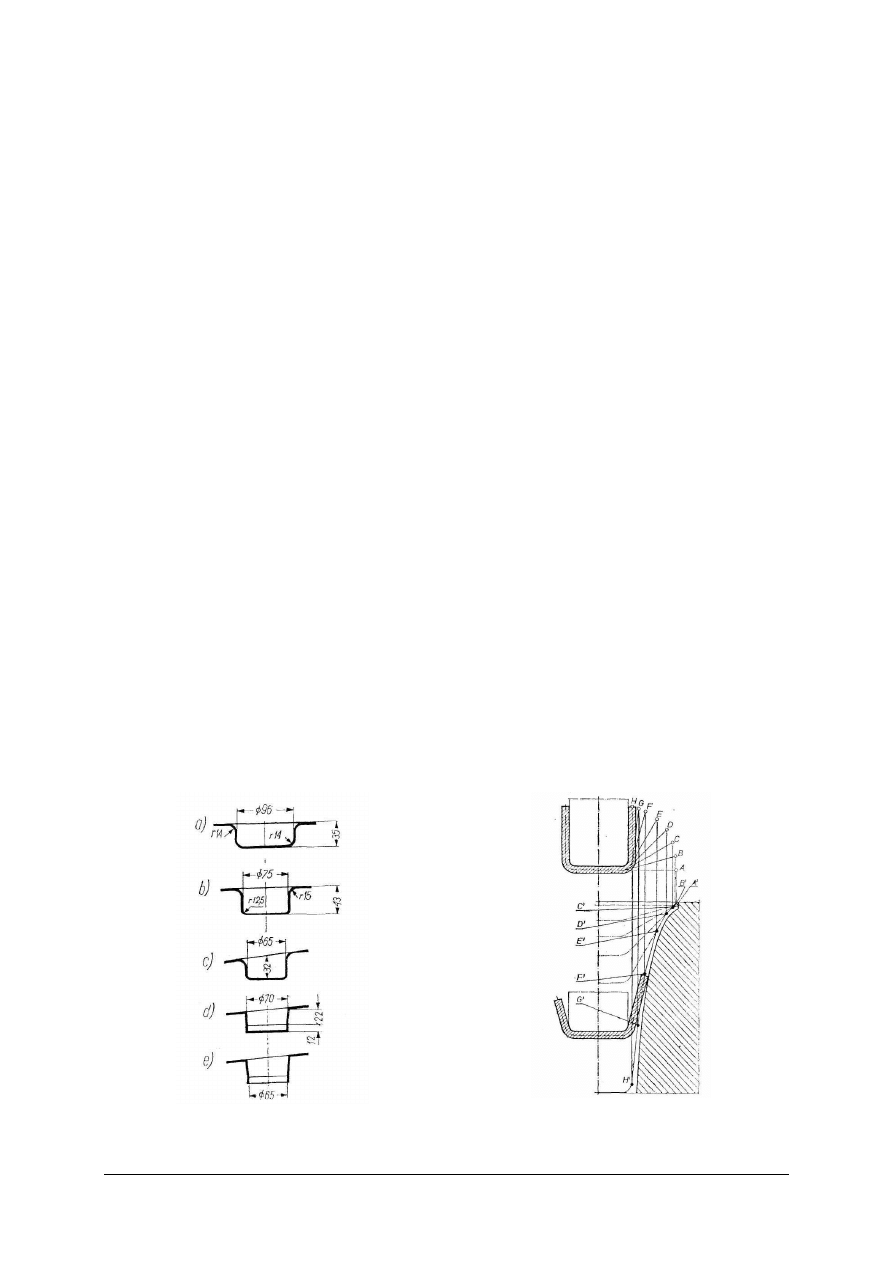
Metody wytłaczania (ciągnienia powłok). Wytłaczanie powłok jest współcześnie bardzo
szeroko stosowane do masowego wyrobu różnych przedmiotów codziennego użytku oraz
części maszyn, pojazdów, itp. Najprostsze do wytłaczania są powłoki cylindryczne i ich
wyrób został najwcześniej opanowany. Wraz z postępem techniki wytłaczania (ciągnienia)
z blach produkuje się wyroby nieokrągłe, np. prostokątne i wyroby o kształtach złożonych
nieregularnych. Tłoczenie wyrobów z blach zyskało szczególne znaczenie w przemyśle
motoryzacyjnym. W zależności od kształtu i wymiarów gotowego wyrobu może on być
wyprodukowany za pomocą jednokrotnego lub wielostopniowego ciągnienia (rys. 37).
W zależności od używanych narzędzi, rozróżnia się wiele sposobów wytłaczania powłok.
Rys. 32. Przykład
kolejnych
faz
kształtowania
przedmiotu w procesie wielooperacyjnego
wytłaczania [2, s. 549]
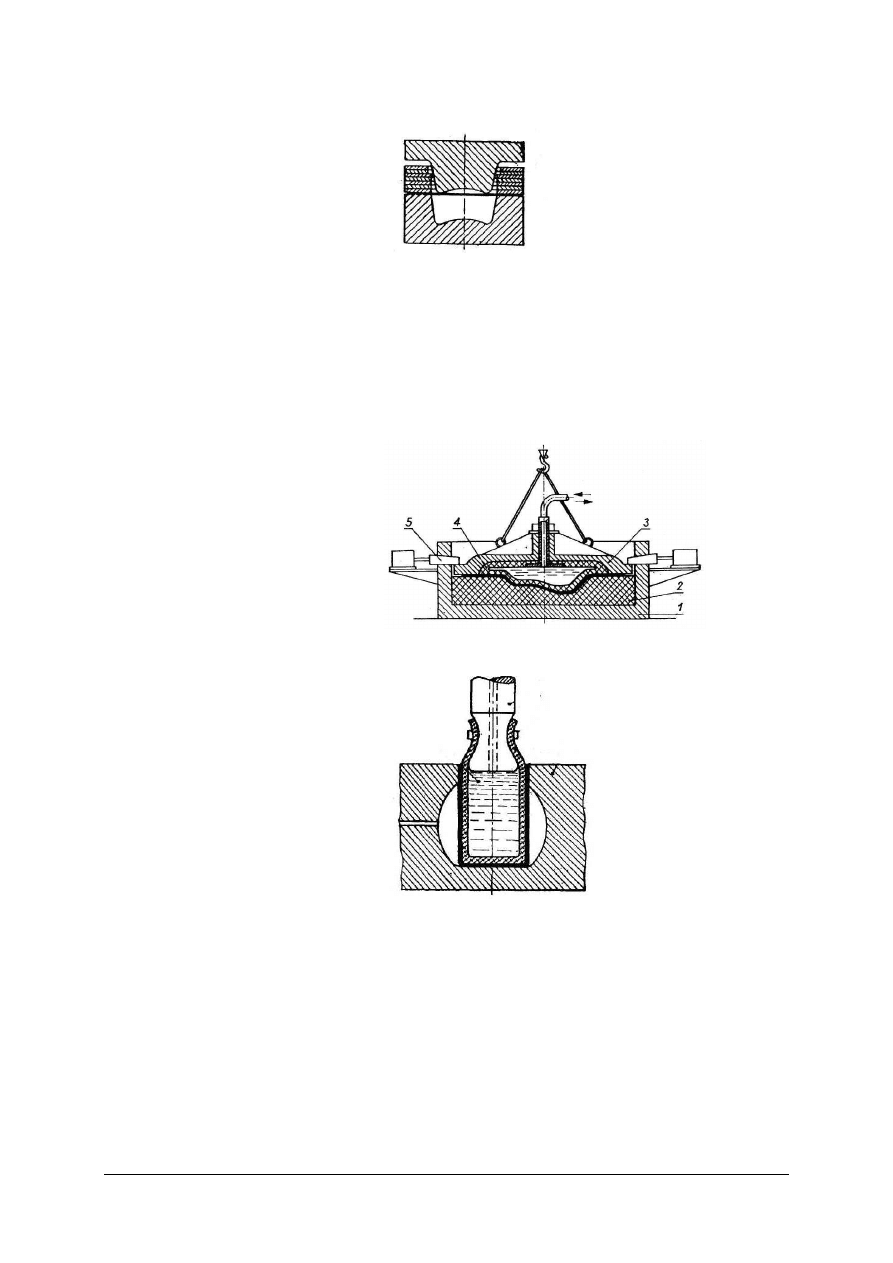
Rys. 33. Matryca, w której podczas trwania procesu
wsad opiera się jedynie na obrzeżu [2, s. 549]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Do najważniejszych sposobów wytłaczania powłok należą:
1. Wytłaczanie swobodne bez dociskacza (rys. 31a) i z dociskaczem (rys. 31b). Wytłaczanie
swobodne jest stosowane do płytkiego tłoczenia z krążka wsadu o małej wartości
stosunku grubości do średnicy i do głębokiego, gdy stosunek ten przybiera duże wartości.
Ciągnienie z dociskaczem jest używane do głębokiego tłoczenia ze wsadu o wartości
s< l,5 do 2%. Profil matrycy jest dostosowany do warunków procesu. Na rysunku 33
widać zasadniczą różnicę w kształcie otworu matrycy służącej do wytłaczania
swobodnego i z dociskaczem. Oparcie krążka blachy na jego obrzeżu (rys. 31a) ułatwia
zmianę kształtu z płaskiego ma przestrzenny i mimo swobodnego kształtowania się
naczynia zmniejsza niebezpieczeństwo sfałdowania. W przypadku wytłaczania
swobodnego o granicznych wartościach współczynników s oraz m bardzo dobre wyniki
uzyskuje się za pomocą matrycy (rys. 33), opracowanej przez T. Pełczyńskiego. Jej profil
jest tak zaprojektowany, że podczas trwania operacji wytłaczania jedynie obrzeże
wytłoczki styka się z roboczą powierzchnią matrycy. Dzięki temu nacisk między
obrzeżem kształtowanego metalu i matrycą osiąga optymalną wartość utrudniającą
powstawanie sfałdowań.
2. Przetłaczanie wytłoczek jest używane do wyrobu bardzo głębokich naczyń. Podobnie jak
to już wyjaśniono
−
omawiając zasady procesu wytłaczania
−
wartość siły przyłożonej na
stemplu nie może przewyższać siły wyznaczonej wytrzymałością ścianek. Ogranicza to
zakres redukcji przekroju możliwej do otrzymania w jednej operacji. Dlatego aby
otrzymać głębokie i cienkościenne naczynia, trzeba wielokrotnie ponawiać zabieg
przetłaczania z zastosowaniem międzyoperacyjnego wyżarzania. Za pomocą tego procesu
można otrzymać znaczną redukcję grubości. ścianek. Wyroby wykonane tym sposobem
mają grubsze denka niż ścianki.
3. Wytłaczanie z przetłaczaniem, tzw. system Tractrix. Umożliwia on otrzymywanie
głębokich naczyń za pomocą jednokrotnego zabiegu. W systemie tym połączono
swobodne wytłaczanie z przetłaczaniem przez kilka kolejno rozmieszczonych ciągadeł.
Wsadem jest krążek blachy o znacznym stosunku grubości do średnicy, położony na
otworze matrycy. Średnica krążka jest tylko nieznacznie większa od średnicy wlotu
matrycy. Według danych producenta pras i oprzyrządowania przetłaczanie tym sposobem
powoduje mniejszy stopień umocnienia i obarczenia metalu naprężeniami własnymi
aniżeli wytłaczanie w tradycyjnych matrycach. Umożliwia to bezpośrednie
−
bez
międzyoperacyjnego wyżarzania
−
wykonanie dalszych operacji przetłaczania. Podczas
przetłaczania wytłoczka jest zaciśnięta na stemplu. W związku z tym siły tarcia między
ś
ciankami i stemplem wykonują część pracy odciążając denko i przylegające do niego
ś
cianki. Do realizowania tego procesu trzeba rozporządzać prasą o odpowiednio dużym
skoku.
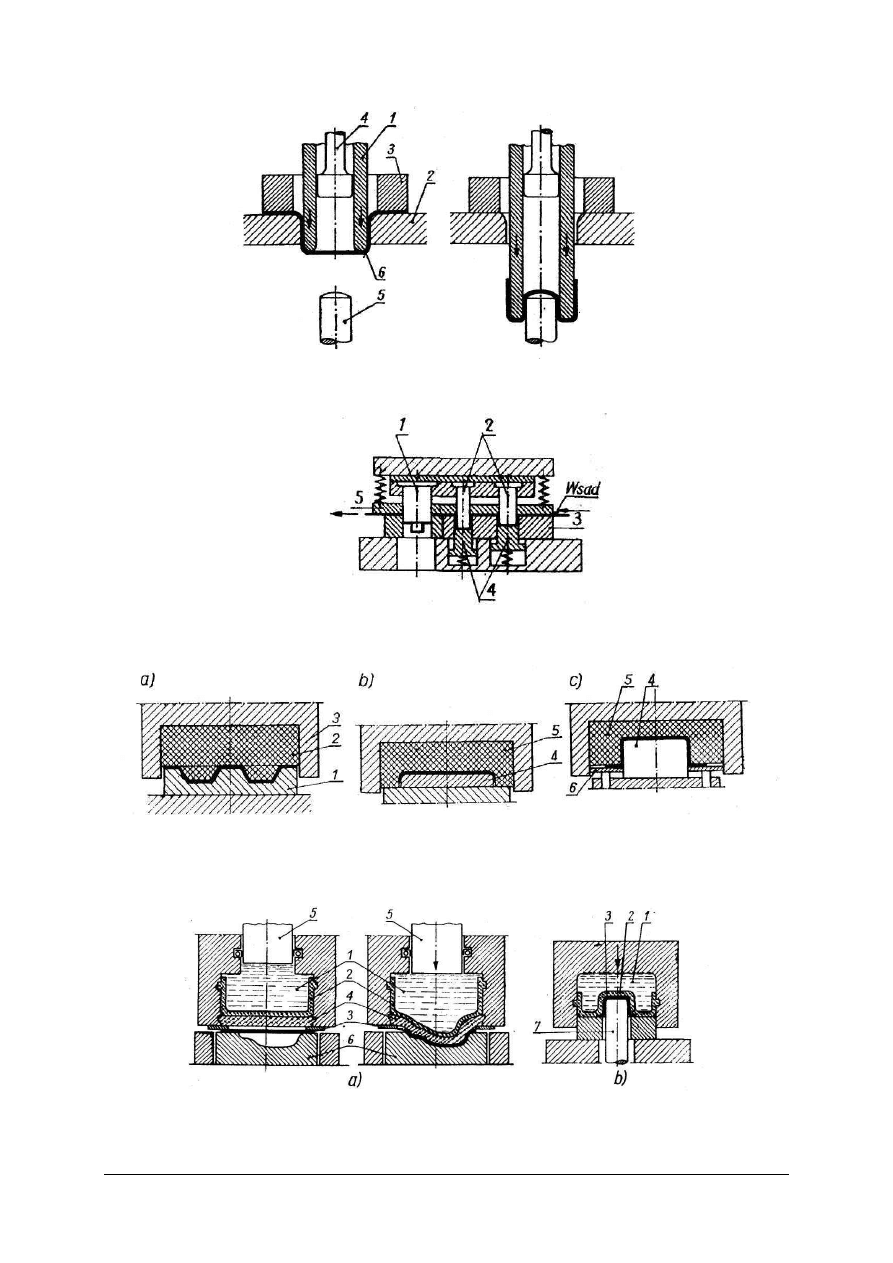
4. Ciągnienie z przewijaniem (rys. 34)
Ten sposób stosuje się w dwojakim celu:
−
do wykonania podwójnej operacji w czasie jednego skoku suwaka prasy; w operacji
tej ciągnienie przy przewijaniu ma kierunek odwrotny do pierwotnego wytłoczenia,
−
do wykonania naczynia o podwójnych ściankach.
5. Wielooperacyjne lub wielokontaktowe ciągnienie (rys. 34). Stosuje się je do wyrobu
małych przedmiotów z taśmy. Taśma przesuwa się skokami w kierunku oznaczonym
strzałką. Każdemu skokowi towarzyszy przemieszczenie: a) płaskiej taśmy do
pierwszego tłocznika, b) wytłoczki pierwotnej do drugiego tłocznika, c) wytłoczki
gotowej do wykrojnika. W przypadkach nieco większych przedmiotów (np. oprawek do
ż
arówek) bywa stosowany podajnik szczękowy, a przedmiot oddzielany jest od taśmy już
w pierwszym zabiegu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 34. Ciągnienie z przewijaniem: 1 – stempel-matrycą, 2 – matryca, 3 – dociskacz, 4 – wypychacz,
5 – stempel, 6 – wsad [2, s. 551]
Rys. 35. Wielooperacyjne ciągnienie w taśmie: 1 – stempel wycinający, 2 – stempel ciągowy, 3 – matryca,
4 – wypychacz, 5 – odciskasz [2, s. 552]
Rys. 36a. Wytłaczanie (ciągnienie gumą): a)ciągnienie stemplem gumowym, b) płytkie ciągnienie matrycą
gumową w blasze aluminiowej i duraluminiowej, c) głębokie ciągnienie w dowolnym materiale;
1
−
matryca, 2
−
stempel gumowy, 3
−
oprawa, 4
−
stempel, 5
−
matryca gumowa, 6
−
dociskacz
[2, s. 552]
Rys. 36b. Ciągnienie hydrauliczne na prasie: a) ciecz spełnia zadanie stempla, b) ciecz spełnia rolę matrycy;
1
−
ciecz, 2
−
worek
−
przepona gumowa, 3
−
wsad, 4
−
przekładka gumowa, 5
−
nurnik, 6
−
matryca,
7
−
stempel [2, s. 552]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
6. Ciągnienie gumą (rys. 34) jest często stosowane do produkcji dużych i małych serii
wyrobów z blach cienkich metali plastycznych. Może być prowadzone za pomocą
gumowego stempla lub
−
co jest nowocześniejsze - gumowej matrycy. Metoda ta
odznacza się wieloma zaletami. W przypadku gumowego stempla tłocznik może być
wykonany z drewna lub ze stopów cynkowych. Są one więc bardzo tanie. W przypadku
gumowej matrycy odpada koszt wykonania matrycy stalowej. Wspólną zaletą obu
sposobów jest silne, równomiernie rozłożone ciśnienie dociskające materiał do stempla.
W związku z tym nie występuje miejscowe zmniejszenie grubości ścianek w okolicy
krawędzi denek.
7. Ciągnienie hydrauliczne. Stosuje się je w produkcji seryjnej i drobnoseryjnej do wyrobu
z blach cienkich z metali plastycznych przedmiotów tłoczonych o złożonym kształcie.
Metoda ta ma następujące odmiany:
−
tłoczenie na prasie, przy czym możliwe jest, że ciecz spełnia zadanie stempla
wtłaczając metal w kształty matrycy (rys. 36a) albo ciecz spełnia zadanie matrycy
obciskając metal na ruchomym stemplu (rys. 36b),
−
tłoczenie bez udziału prasy, gdy ciecz dostarczana z instalacji wysokiego ciśnienia
wtłacza metal we wgłębienia matrycy (rys. 37).
Rys. 37. Ciągnienie hydrauliczne bez udziału prasy: 1 – kadłub, 2 –matryca niemetaliczna, 3 – pokrywa,
4 – worek gumowy, 5 – klinowe zasuwy [2, s. 553]
Do zalet metody należy oszczędność na kosztach narzędzi, możność uzyskania dużych
nacisków oraz równomierne ich rozłożenie na powierzchni kształtowanego przedmiotu.
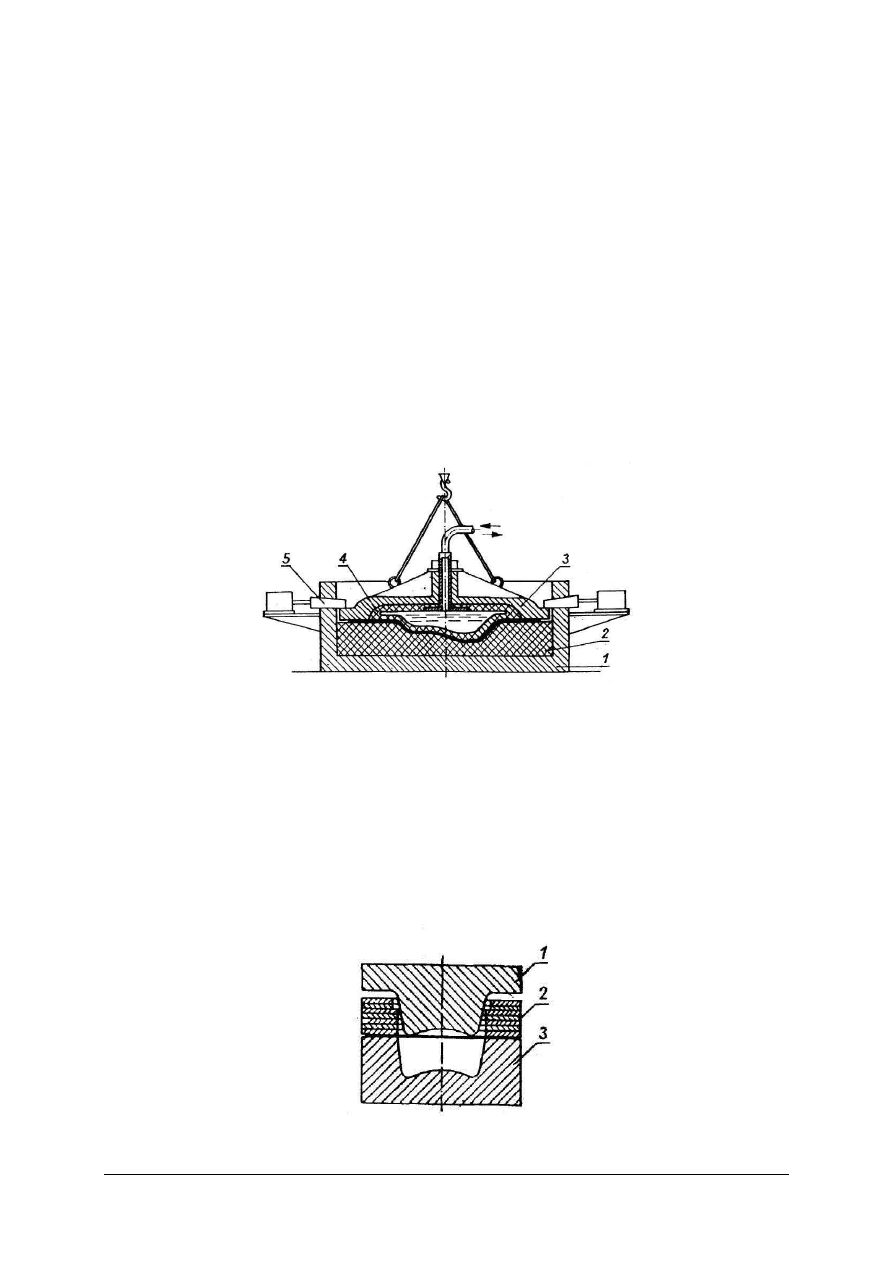
8. Ciągnienie na młotach spadowych (rys. 38). Ta metoda obróbki jest stosowana do
produkcji małych serii. Do tego celu stosuje się tanie tłoczniki z metali łatwo topliwych.
Tłoczenie przeprowadza się w kilku stopniach, kolejno zwiększając wytłoczenie. Do
regulacji wielkości zagłębienia stempla służą przekładki pierścieniowe z sklejki
drewnianej lub z twardej gumy. Przed rozpoczęciem tłoczenia przekładki te układa się na
wsadzie, na powierzchni mającej utworzyć kołnierz formowanego przedmiotu. W miarę
uderzeń młota kolejno zdejmuje się przekładki.
Rys. 38. Ciągnienie na młotach spadających: 1
−
stempel, 2
−
pierścienie ze sklejki, 3
−
matryca [2, s. 554]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
9. Ciągnienie metodą Dyzacking (rys. 39) jest nowoczesnym rozwiązaniem ciągnienia na
młotach. Polega ona na tym, że:
a) przed rozpoczęciem wytłaczania odlewa się ołowianą płytę,
b) następnie dociska się płytę stemplową do odlanej płyty. Pod naciskiem ołów wypełnia
rowki o kształcie jaskółczego ogona i w ten sposób łączy się z płytą stemplową,
c) następnie formuje się. stempel do pierwszej fazy procesu najpierw wciskając ołów
w matrycę,
d) kolejna czynność polega na dotłoczeniu kształtu stempla po (podłożeniu na
powierzchni matrycy miękkiej blachy wzorcowej o grubości odpowiadającej
grubości wsadu. Po takim przygotowaniu wszystkie blachy wsadowe danej serii
poddaje się pierwszej fazie tłoczenia,
e) potem, tak samo jak za pierwszym razem, lecz głębiej, stempel odbija się bez
przekładki w matrycy, po czym zmniejsza się jego wymiary przez wytłoczenie
przekładki wzorcowej i przeprowadza się następną fazę tłoczenia blach danej serii;
czynności te powtarza się potrzebną liczbę razy,
f) ostatnią fazą procesu jest całkowite odbicie stempla w matrycy najpierw bez
przekładki, następnie z przekładką wzorcową i wreszcie wytłoczenie gotowych
wyrobów. Metoda ta przy małych kosztach pozwala na produkowanie niedużych
serii wyrobów nawet o bardzo skomplikowanych kształtach. Uzyskuje się przy tym
wysoki stopień dokładności kształtów i wymiarów.
Rys. 39. Schemat przygotowania i wykonania zabiegów ciągnienia na młocie metodą Dyzacking: a) odlanie
płyty ołowianej, b) połączenie płyty ołowianej z płytą stemplową przez sprasowanie, c) wstępne
ukształtowanie stempla, d) wytworzenie szczeliny w tłoczniku przez wtłoczenie między stempel
a matrycę zastępczej blachy i następne podtłoczenie całej partii wyrobów, e) drugi stopień dotłoczenia
stempla i podtłoczenie blach, f) ostateczne dotłoczenie wyrobów ołowianych [2, s. 554]
10. Obciąganie na prasach hydraulicznych (rys. 40). Stosuje się je do wykonywania z blach
(np. aluminiowych, stopów magnezu przez obciskanie metali, itp.) niewielkich serii
dużych przedmiotów o nieskomplikowanym kształcie. W procesie tym obrzeża blachy
zostają zamocowane w uchwytach prasy, po czym wzornik wykonuje ruch oznaczony
strzałką na rysunku 40.
Rys. 40. Obciąganie na prasach hydraulicznych: 1
−
wzornik obciągania, 2
−
uchwyty, 3
−
nurnik prasy
[2, s. 555]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wygniatanie jest operacją podobną do płytkiego tłoczenia. Polega ono na spowodowaniu
takich miejscowych odkształceń powłoki, w wyniku których otrzymuje się, np.: żebra
usztywniające, ornamenty ozdobne, itp. lub też złożone niesymetryczne kształty przedmiotu.
Wybrzuszanie ma za zadanie miejscowe zwiększenie średnicy naczyń oraz powłok
walcowych. Wybrzuszanie uzyskuje się wprowadzając do wewnątrz powłoki: a) gumowy
stempel, który poddany naciskom prasy powoduje miejscowe przeniesienie się ciśnień na
ś
cianki powłoki i np.: powiększenie jej średnicy; b) gumowy segmentowy stempel
rozpychany rdzeniem stożkowym; c) ciecz o wysokim ciśnieniu (rys. 41).
Rys. 41. Wybrzuszenie: a) hydrauliczne, b) stemplem gumowym; 1
−
matryca, 2
−
wsad, 3
−
tłoczysko,
4
−
worek gumowy, 5
−
ciecz, 6
−
stempel gumowy [2, s. 556]
Rys. 42. Obciskanie: a) miejscowe, b) z przewijaniem [2, s. 556]
Obciskanie (rys. 42) polega na miejscowym (w środku lub przy końcu) zmniejszeniu
ś
rednicy naczynia walcowego. Efekt taki otrzymuje się pod wpływem ściskających naprężeń
obwodowych i wzdłużnych.
W przypadku produkcji niewielkich seria wyrobów, dla których (nie opłaca się
wykonywać kosztownych tłoczników, stosuje się wyoblanie. Do tego celu służą specjalne
maszyny zwane wyoblarkami. W maszynach tych na wirującej, napędzanej głowicy osadzony
jest wzorzec odpowiadający kształtowi wyoblanego przedmiotu (rys. 43). Wsad jest
dociskany do wzorca w osi obrotu za pomocą obrotowo osadzonego wrzeciona lub rolki. Na
wirujący wsad wywierane są naciski za pomocą metalowego pręta lub rolki.
Rys. 43. Wyoblanie misy: 1
−
założenie blachy wsadowej, 2 i 3
−
pośrednie fazy wyoblania, 4
−
wykończenie
wyoblania, 5
−
zawinięcie brzegu na wyoblarce [2, s. 557]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
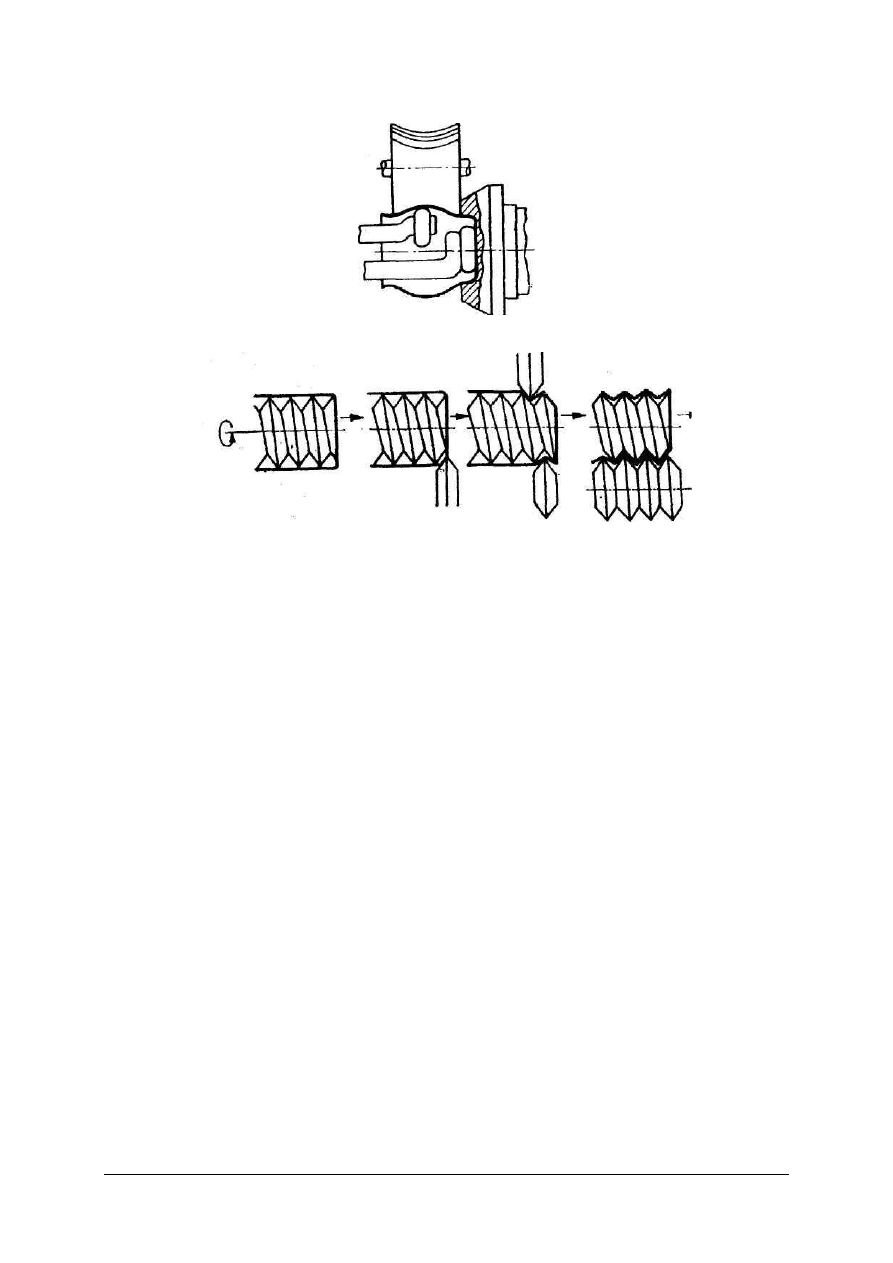
Rys. 44. Wyoblanie dzbanka ze wsadu naczynia cylindrycznego [2, s. 557]
Rys. 45. Wyoblanie gwintu za pomocą gwintownika oraz rolek [2, s. 557]
Pod działaniem nacisku blacha wsadowa zostaje dociśnięta do wzorca, przyjmując jego
kształty (rys. 43, fazy procesu 1 do 4). Zakończeniem wyoblania jest zawinięcie obrzeża
naczynia za pomocą rolki (rys. 43, faza 5). Inny sposób wyoblania stosowany w przypadkach,
gdy średnica otworu naczynia jest mniejsza od średnicy jego części poddanej wyoblaniu,
przedstawia rysunek 44. W tym przypadku wsadem do pokazanej operacji wyoblania
wybrzuszającego było naczynie cylindryczne. Do tego samego rodzaju procesów zaliczamy
wyoblanie gwintów za pomocą gwintownika i rolek (rys. 45) oraz wiele innych operacji, jak
zawijanie obrzeży, wyoblanie rur falistych, itp.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi metodami wykonuje się przedmioty w procesie gięcia?
2. Jaka jest różnica pomiędzy wyginakiem prostym, a wyginakiem z prowadnicami
słupowymi?
3. Jak wykonuje się zawijanie obrzeży przedmiotu okrągłego?
4. Jakie cechy ujemne występują przy operacji gięcia?
5. Jakimi metodami wytłacza się przedmioty?
6. Na czym polega ciągnienie?
7. Na czym polega wyoblanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj element na prasie z wykorzystaniem wykrojnika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odczytać dane zawarte w dostępnej dokumentacji technologicznej,
3) ustalić kolejność operacji,
4) wykonać element na prasie z zachowaniem zasad bhp,
5) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
element do wykrojenia na prasie z wykrojnikiem,
−
prasa z wykrojnikiem,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Wykonaj element na prasie z wykorzystaniem tłocznika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) odczytać dane zawarte w dostępnej dokumentacji technologicznej,
3) ustalić kolejność operacji,
4) wykonać element na prasie z zachowaniem zasad bhp,
5) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
element do wykonania na prasie z tłocznikiem,
−
prasa z tłocznikiem,
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
Ćwiczenie 3
Rozróżnij wady wyrobów tłoczonych oraz określ przyczyny ich powstawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) rozpoznać wady wyrobów tłoczonych,
3) określić i zapisać przyczyny powstania wad,
4) zaprezentować wyniki ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna,
−
wyroby tłoczone (z wadami i bez wad),
−
literatura zgodna z punktem 6 Poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić przedmioty wykonane metodą gięcia?
2) określić podstawowe operacje i zabiegi tłoczenia?
3) rozróżnić prasy stosowane do tłoczenia?
4) rozróżnić typowe konstrukcje wykrojników i tłoczników?
5) zorganizować stanowisko do wykonania operacji tłoczenia?
6) wykonać element z wykorzystaniem wykrojnika i tłocznika?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3. Plastyczne kształtowanie metali wielkimi mocami
4.3.1. Materiał nauczania
Rozwój niektórych nowych dziedzin techniki, szczególnie techniki rakietowej,
spowodował konieczność znalezienia sposobu kształtowania plastycznego dużych części
wyrabianych z blach. Prasy potrzebne do wyrobu tego rodzaju części musiałyby mieć
olbrzymie siły nacisku. W związku z niewielkimi seriami wyrobów lub niemal jednostkową
produkcją koszty wytwarzania za pomocą pras, zwłaszcza ze względu na konieczność
sporządzenia tłoczników, byłyby ogromne. Ponadto w technice rakietowej stosuje się części
wykonywane z metali bardzo trudno poddających się procesom tłoczenia na prasach. Dało to
impuls
do
poszukiwania
nowych
rozwiązań
technologicznych,
zapewniających
ekonomiczniejsze warunki produkcji. W wyniku tego w ostatnich latach (od połowy lat
pięćdziesiątych) rozwinęły się sposoby tłoczenia metodami opartymi o gwałtowne
wyładowania energii. Wynalazek tłoczenia wybuchowego pochodzi z końca ubiegłego wieku,
lecz praktycznie nie był on niemal wcale wykorzystywany. Zasada metod tego rodzaju jest
prosta. Polega ona na spowodowaniu gwałtownego wyładowania energii w ośrodku gazowym
(np. w powietrzu) lub ciekłym (np. w wodzie), który wywiera ciśnienie na jedną stronę
powierzchni kształtowanego przedmiotu.
Metody kształtowania dużymi mocami mają następujące zalety:
1) możliwość plastycznego kształtowania metali i stopów trudno obrabialnych, a nawet nie
dających się obrabiać metodami konwencjonalnymi,
2) możliwość kształtowania części o niemal dowolnie dużych wymiarach,
3) osiąganie bardzo złożonych kształtów,
4) wysoka gładkość powierzchni wyrobów uformowanych bez tarcia, jedynie pod naciskiem
cieczy lub gazów,
5) brak koncentracji naprężeń dzięki równomiernemu rozłożeniu nacisku i ograniczaniu sił
tarcia do minimum,
6) znikome wewnętrzne naprężenia resztkowe w wyrobach,
7) osiąganie dużych stopni odkształcenia bez międzyoperacyjnego wyżarzania,
8) niski koszt produkcji (5 do 10 razy niższy aniżeli metodami konwencjonalnymi), która
w większości przypadków odbywa się bez drogich maszyn (pras) z wyeliminowaniem
drogich narzędzi.
W zależności od źródła energii rozróżnia się następujące metody:
1. Metoda hydroiskrowa, polegająca na spowodowaniu silnego wyładowania elektrycznego
w mało ściśliwym ośrodku ciekłym. Wyładowanie takie uzyskuje się przez rozładowanie
kondensatorów. W wyniku wyładowania w cieczy powstaje fala uderzeniowa. Niski
koszt produkcji około dziesięciokrotnie niższy niż w metodach tłoczenia na prasach oraz
bezpieczeństwo pracy, wyróżniające ją spośród pozostałych metod tego rodzaju, są jej
głównymi zaletami. Sposób ten służy do tłoczenia niewielkich wyrobów z blach cienkich.
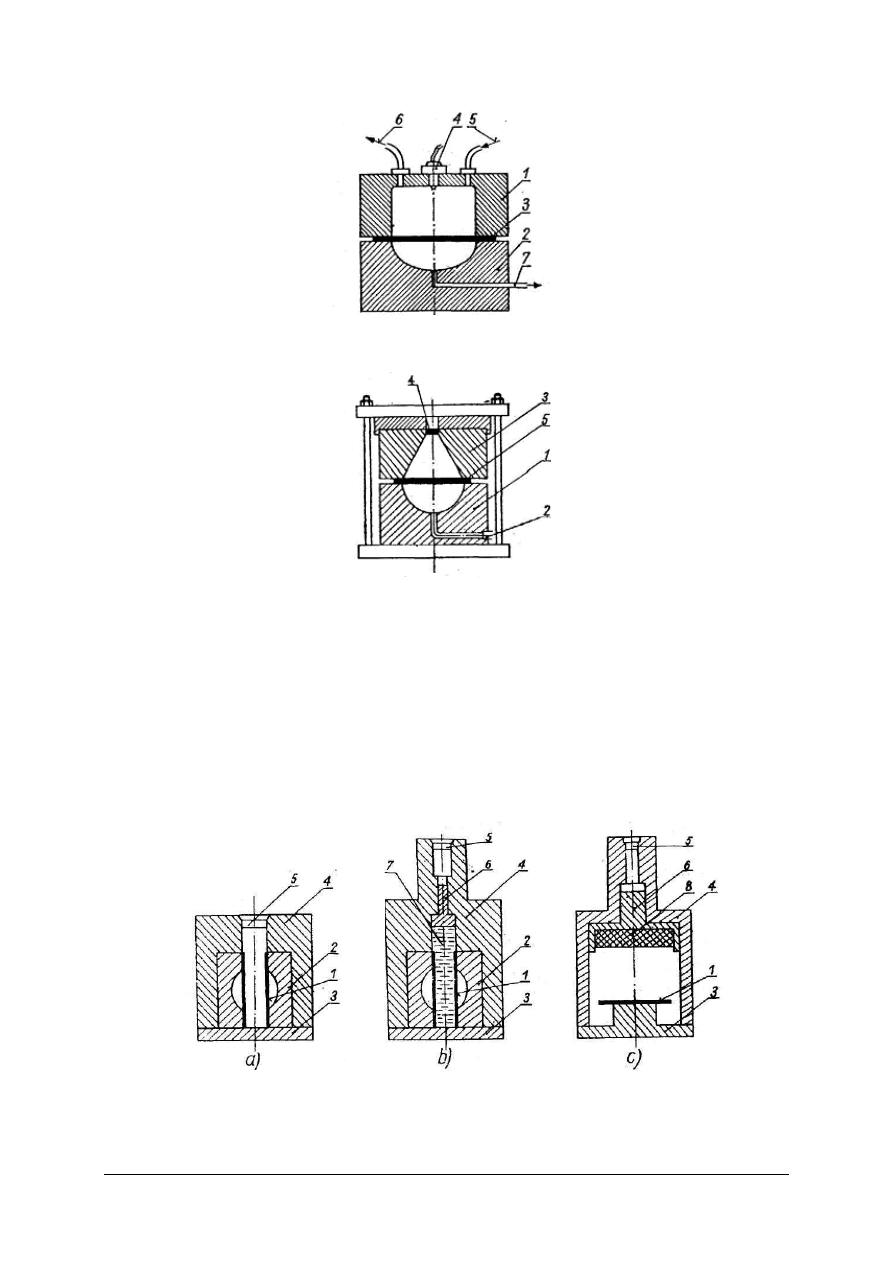
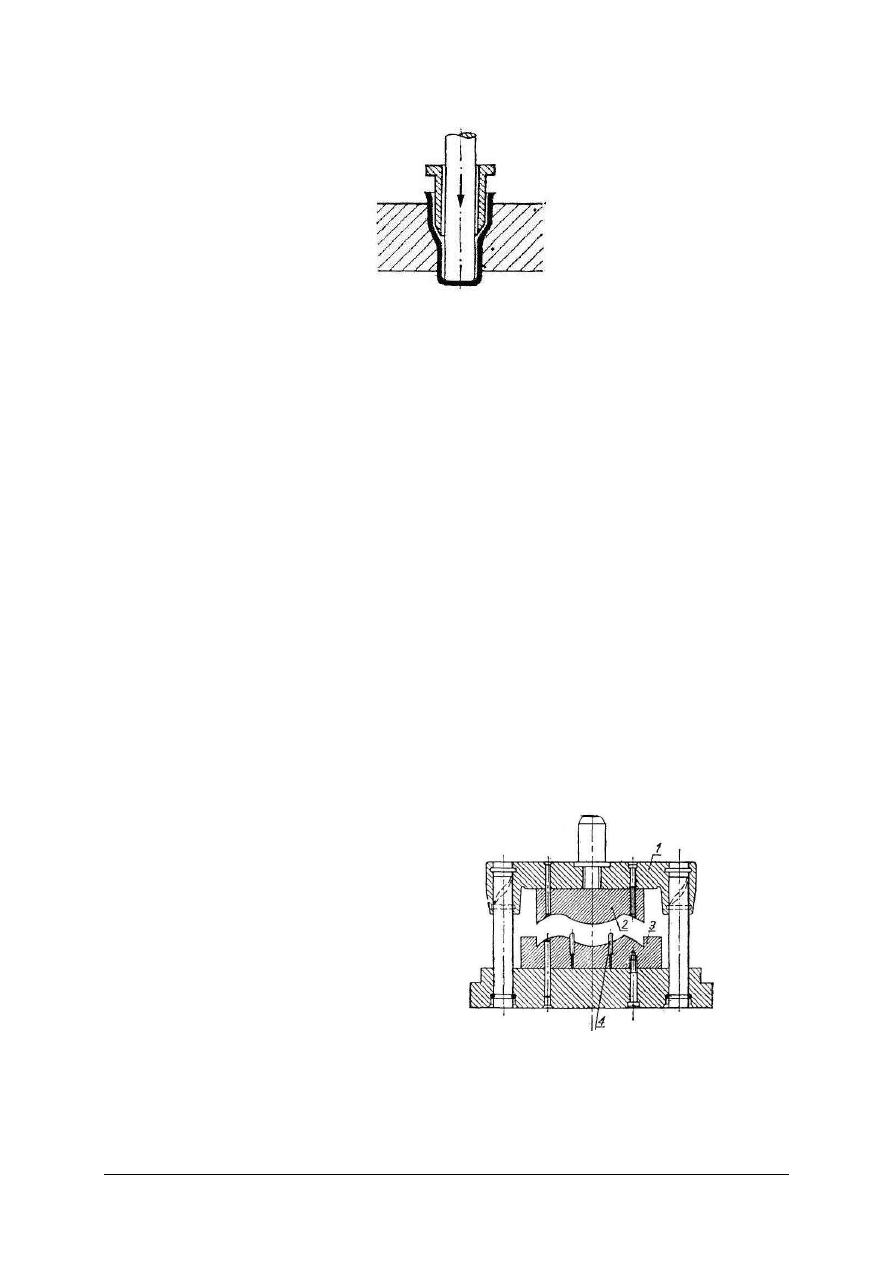
2. Metoda gazowa, polega na spowodowaniu wybuchu gazu lub mieszaniny gazów (np.
gazu świetlnego lub benzyny) znajdujących się w zamkniętej przestrzeni (rys. 46). Gazy
zamknięte w przestrzeni nad wsadem zostają zapalone iskrą wywołaną za pomocą świecy
samochodowej umieszczonej w ściance zbiornika. Wybuch powoduje gwałtowny wzrost
ciśnienia i wytłoczenie wyrobu. Sposób ten służy do tłoczenia niedużych przedmiotów
z blach cienkich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 46. Schemat urządzenia do tłoczenia metodą gazową: 1
−
zbiornik, 2
−
matryca, 3
−
krążek blachy
wsadowej, 4
−
świeca zapłonowa, 5
−
doprowadzenie mieszaniny gazowej, 6
−
odprowadzenie
powietrza, 7
−
przewód do wytwarzania próżni [2, s. 574]
Rys. 47. Schemat urządzenia do tłoczenia metodą prochową: 1
−
matryca, 2
−
przewód do wytwarzania próżni,
3
−
komora wysokiego ciśnienia, 4
−
ładunek, 5
−
wsad [2, s. 575]
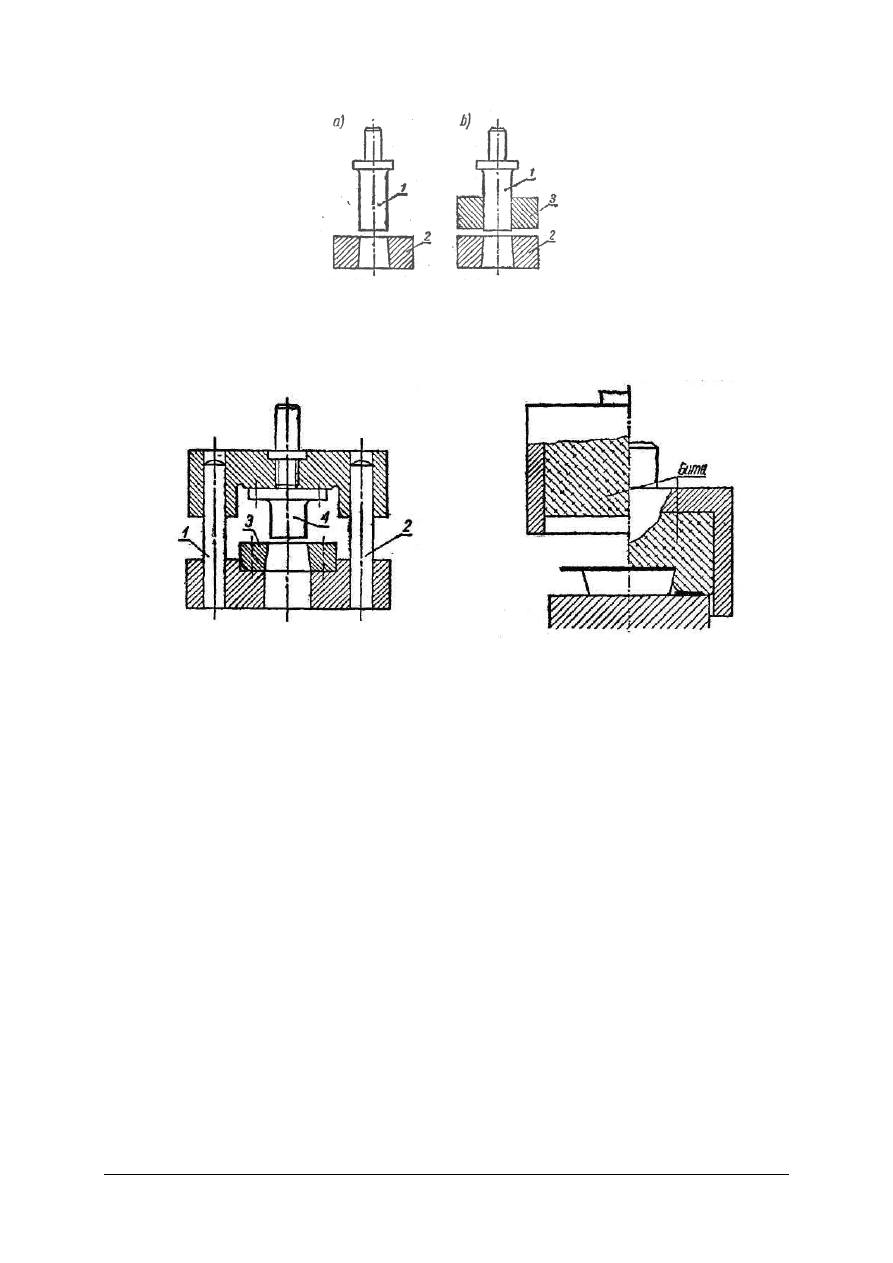
3. Metoda prochowa oparta o zastosowanie takich materiałów, jak proch czarny lub
nitroglicerynowy i in. Schematy urządzeń do tłoczenia za pomocą energii uzyskanej
z wybuchu prochu przedstawiono na rysunkach 47 i 48. Tłoczenie może być
bezpośrednie, gdy wsad znajduje się w kontakcie z atmosferą gazów po wybuchu
(rys. 46 i 47), oraz pośrednie, gdy nacisk gazów przenosi się na wsad za pośrednictwem
tłoka oraz cieczy (rys. 48b) lub krążka gumowego (rys. 48c). Konieczność prowadzenia
wybuchów w przestrzeniach zamkniętych ogranicza zasięg tego sposobu do tłoczenia
wyrobów z blach cienkich. Zaletą jego jest możność uzyskiwania bardzo
skomplikowanych kształtów i dużej dokładności wymiarów.
Rys. 48. Schematy tłoczenia prochowego: a) bezpośrednio ciśnieniem gazów wytworzonych przy wybuchu,
b) pośrednio poprzez tłok i ciecz, c) pośrednio poprzez tłok i gumę; 1
−
wsad, 2
−
matryca, 3
−
płyta,
4
−
kadłub, 5
−
ładunek, 6
−
tłok, 7
−
ciecz, 8
−
guma [2, s. 576]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4. Metoda elektromagnetyczna. Polega ona na wyzwoleniu w odpowiednio ukształtowanym
polu elektromagnetycznym i w bardzo małym przedziale czasu wielkich energii
nagromadzonych w baterii kondensatorów. Uzyskuje się w ten sposób określony
chwilowy układ sił, który działając na obrabiany metal powoduje jego odkształcenie.
Dzięki temu, zależnie od kształtu cewek, bezkontaktowo uzyskuje się pożądaną zmianę
kształtu. Ta metoda jest używana do przecinania (np. końcówek kabli), kształtowania
profilowego końcówek rur, płytkiego tłoczenia do wykrywania otworów w denkach
blachach.
5. Metoda wybuchowa, polega na tłoczeniu metali wybuchami materiałów kruszących, jak
trotyl, dynamit i in. Metoda ta jest dziś najszerzej stosowania do wyrobu dużych części.
Za jej pomocą wykonuje się operacje tłoczenia, jak np. cięcia, gięcia, ciągnienia,
kształtowania i in., oraz łączenia metali, prasowania proszków i utwardzania
powierzchniowego. Wybuch przeprowadza się w cieczy, zwykle w wodzie. W wyniku
wybuchu wytwarza się gaz o olbrzymim ciśnieniu, który powoduje powstanie siły
uderzeniowej. Mała ściśliwość wody powoduje, że energia wyzwolona podczas wybuchu
wytwarza falę uderzeniową o bardzo dużej prędkości (rzędu kilku km/s). W ten sposób
można uzyskać ciśnienia do 3000000 kN/cm
2
(a nawet do 10000000 kN/cm
2
).
Ciśnieniami takimi nie rozporządzają żadne nawet największe prasy.
W zasadzie, większość procesów obróbki plastycznej może być zastąpiona
kształtowaniem wielkimi mocami. Można w ten sposób wykonywać procesy cięcia
(wycinanie, dziurkowanie, odcinanie itp.), kucia, wyciskania. Najszerzej jednak używa się
metod tłoczenia wybuchowego (w tym głębokiego tłoczenia, ciągnienia, kształtowania).
Tłoczenie wybuchowe
Tłoczenie wybuchami (rys. 49 i 50) przeprowadza się w ośrodkach ciekłych. Tłoczenie
takie w powietrzu jest niekorzystne, gdyż łączy się z dużymi stratami energii, z silnymi
efektami akustycznymi i niszczącymi.
Rys. 49. Przetłaczanie wytłoczek (wyciąganie): 1
−
stempel ciągowy, 2
−
matryca, 3
−
ramka do ustawiania
wsadu [2, s. 577]
Rys. 50. Schemat kompletu narzędzi do wytłaczania i wielokrotnego przetłaczania z wyciąganiem w jednej
operacji: 1
−
matryca kształtująca naczynie, 2
−
ciągadło do wyciągania ścianek, 3
−
pierścienie
dystansowe, 4
−
stempel, 5
−
prowadnik stempla, 6
−
prowadnik stempla i wsadu, 7
−
miejsce do
umieszczenia wsadowego krążka blachy, 8
−
kadłub wysuwny, 9
−
oporowy pierścień gwintowany,
10
−
obudowa narzędzi [2, s. 577]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zalety ma plastyczne kształtowanie materiału dużymi mocami?
2. Jakie są źródła energii do plastycznego kształtowania materiału dużymi mocami?
3. Na czym polega tłoczenie prochowe?
4. Na czym polega tłoczenie wybuchowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj metodę tłoczenia gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) naszkicować schemat urządzenia do tłoczenia metodą gazową,
3) zaznaczyć na schemacie elementy składowe urządzenia,
4) scharakteryzować proces tłoczenia z uwzględnieniem zasad bhp,
5) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
literatura zgodna punktem 6 Poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj metodę tłoczenia prochowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) naszkicować schemat urządzenia do tłoczenia metodą prochową,
3) zaznaczyć na schemacie elementy składowe urządzenia,
4) scharakteryzować proces tłoczenia z uwzględnieniem zasad bhp,
5) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
literatura zgodna punktem 6 Poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować metody plastycznego kształtowania metali wielkimi
mocami?
2) odczytać schemat urządzenia do tłoczenia metodą gazową?
3) odczytać schemat urządzenia do tłoczenia metodą prochową?
4) wymienić zalety plastycznego kształtowania metali wielkimi mocami?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Czas trwania testu 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Wycinaniem nazywamy
a) całkowite odcięcie jednej części metalu od drugiej wzdłuż linii zamkniętej.
b) częściowe przecięcie jednej części metalu.
c) całkowite odcięcie jednej części metalu od drugiej wzdłuż linii otwartej.
d) wygładzanie powierzchni materiału.
2. Operacja cięcia przedstawiona na rysunku to
a) wykrawanie.
b) dziurkowanie.
c) okrawanie.
d) wygładzanie.
3. Rysunek przedstawia nożyce
a) wielokrążkowe.
b) krążkowe.
c) gilotynowe.
d) skokowe.
4. Zabieg kształtowania plastycznego przedstawiony na rysunku to
a) zginanie.
b) wyginanie.
c) zwijanie.
d) wywijanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
5. Na rysunku przedstawiono proces
a) zaginania.
b) gięcia.
c) tłoczenia.
d) ciągnienia.
6. Zaginaniu poddaje się
a) wyłącznie obrzeża materiału.
b) wyłącznie środek materiału.
c) przedmioty wcześniej niekształtowane.
d) tylko rury kwadratowe.
7. Im mniejszy jest współczynnik wytłaczania, tym
a) więcej operacji potrzeba, aby otrzymać gotową wytłoczkę.
b) mniej operacji potrzeba, aby otrzymać gotową wytłoczkę.
c) ilość operacji pozostaje bez zmiany.
d) wytłaczanie przestaje być ekonomiczne.
8. Do nadcinania używa się
a) wykrojników.
b) nożyc krążkowych.
c) tłoczników.
d) nożycy gilotynowej.
9. Wykrawanie gumą może być stosowane do blach aluminiowych o grubości
a) do 1,2 mm.
b) 1,3–1,5 mm.
c) 1,6–1,9 mm.
d) 2,0–2,3 mm.
10. Na rysunku wyginaka z prowadnicami słupowymi numerem 1 oznaczono
a) stempel gnący.
b) kadłub z prowadnicami.
c) matryca.
d) kołki ustawcze.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
11. Na rysunku przedstawiono proces
a) cięcia.
b) gięcia.
c) wygładzania.
d) nacinania.
12. Nożyce wielokrążkowe, przedstawione na rysunku, są stosowane do
a) cięcia blach lub taśm na wąskie pasy.
b) cięcia pasów, krążków i pierścieni.
c) wycinania krążków i pierścieni.
d) wycinania zarysów krzywoliniowych.
13. Wytrzymałość na ścinanie (R
t
) dla stali utwardzonej zgniotem o zawartości węgla 0,6%
wynosi
a) 380 MPa.
b) 720 MPa.
c) 560 MPa.
d) 250 MPa.
14. Element oznaczony cyfrą 1 na rysunku wykrojnika z prowadnicami słupkowymi to
a) prowadnica słupkowa.
b) matryca.
c) stempel.
d) płyta tnąca.
15. Operacja gięcia na prasach, przedstawiona na rysunku to
a) wyginanie.
b) zawijanie.
c) zaginanie.
d) wyoblanie.
16. Wytłaczanie swobodne jest stosowane do
a) tłoczenia głębokich naczyń w jednym zabiegu.
b) zawijanie obrzeży przedmiotów.
c) płytkiego tłoczenia.
d) tłoczenia głębokich naczyń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
17. Na rysunku pokazano ciągnienie
a) na młotach spadowych.
b) gumą.
c) hydrauliczne.
d) wielooperacyjne.
18. Ciągnienie metodą Dyzacking jest wykonywane na
a) młotach.
b) młotach spadowych.
c) prasach hydraulicznych.
d) prasach mimośrodowych.
19. Na rysunku ciągnienia hydraulicznego bez udziału prasy matrycę niemetaliczną
oznaczono numerem
a) 1.
b) 2.
c) 3.
d) 4.
20. Na rysunku przedstawiono
a) obciąganie.
b) wyoblanie.
c) wybrzuszenie.
d) obciskanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie wyrobów w procesie tłoczenia
Zakreśl poprawną odpowiedź.
Numer
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. LITERATURA
1. Brodziński A.: Maszyny i urządzenia do obróbki plastycznej. Laboratorium
Wydawnictwo Politechniki Lubelskiej, Lublin 1993
2. Dobrucki W.: Zarys obróbki plastycznej metali. Wydawnictwo Śląsk, 1974
3. Gabryszewski Z., Gronostajski J.: Mechanika procesów obróbki plastycznej.
Wydawnictwo Naukowe PWN, Warszawa 1991
4. Gadziński S.: Obróbka plastyczna metali. Wyd. PŁ, Bielsko-Biała 1996
5. Kajzer S., Kozik R., Wusatowski R.: Wybrane zagadnienia z procesów obróbki
plastycznej metali. Wydawnictwo Politechniki Śląskiej, Gliwice 1997
6. Karpiński T.: Inżynieria produkcji. Wydawnictwa Naukowo-Techniczne, Warszawa 2004
7. Kubiński W.: Praktyka technologiczna. Wydawnictwo AGH, Kraków 1991
8. Okoniewski S.: Technologia metali. WSiP, Warszawa 1980
9. Weroński W.: Obróbka plastyczna. Technologia. Wydawnictwo Politechniki Lubelskiej,
Lublin 1993
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 03 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 01 n
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 06 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 02 u
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 05 n
więcej podobnych podstron