img112 (2)
CYKL PRODUKCYJNY
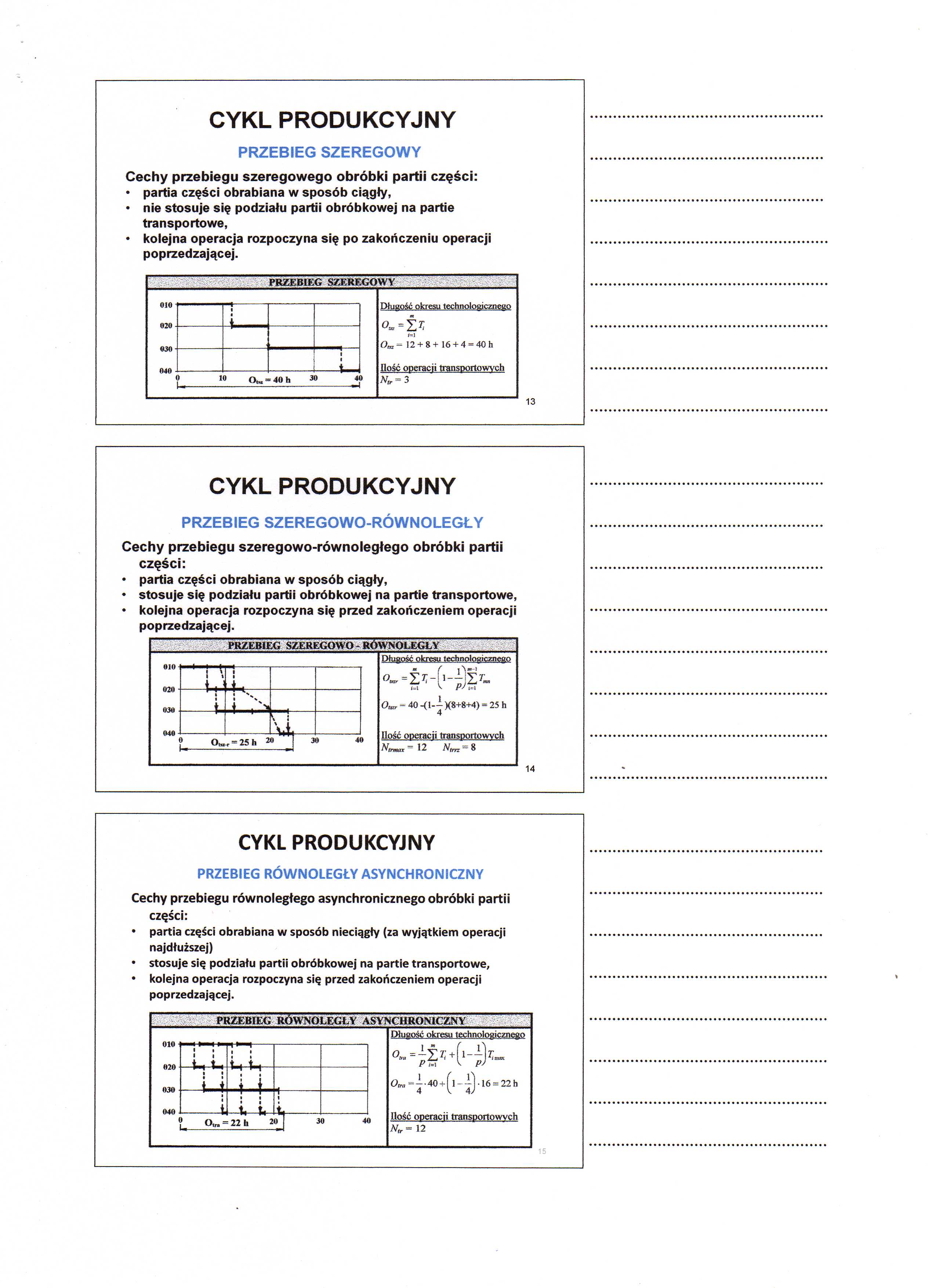
PRZEBIEG SZEREGOWY
Cechy przebiegu szeregowego obróbki partii części:
• partia części obrabiana w sposób ciągły,
• nie stosuje się podziału partii obróbkowej na partie transportowe,
• kolejna operacja rozpoczyna się po zakończeniu operacji poprzedzającej.
|
PRZEBIEG SZEREGO |
WY | |||||
|
010 020 |
Dłuaość okresu technoloaiczneeo | |||||
|
Om = 12 + 8 + 16 + 4 = 40 h Ilość operacii transportowych | ||||||
|
030 ■ |
i _i_ | |||||
|
» 10 0,„ = 40 h 30 1 |
Ntr - 3 | |||||
CYKL PRODUKCYJNY
PRZEBIEG SZEREGOWO-RÓWNOLEGŁY
Cechy przebiegu szeregowo-równoległego obróbki partii
części:
* partia części obrabiana w sposób ciągły,
* stosuje się podziału partii obróbkowej na partie transportowe,
* kolejna operacja rozpoczyna się przed zakończeniem operacji poprzedzającej.
|
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY | ||||||
|
Długość okresu technologicznego | ||||||
|
010 |
TT 1 » ł . |
I L |
Om - 40 -(1-- K8+8+4) = 25 h 4 | |||
|
020 ■ Otlł |
j_ |
j \ ł iN | ||||
|
i i i |
t—i— | |||||
|
j> Ow,-, = 25 h » | » •» |
Ntr mat ~ 12 Mnr — 8 | |||||
CYKL PRODUKCYJNY
PRZEBIEG RÓWNOLEGŁY ASYNCHRONICZNY
Cechy przebiegu równoległego asynchronicznego obróbki partii części:
* partia części obrabiana w sposób nieciągły (za wyjątkiem operacji najdłuższej)
* stosuje się podziału partii obróbkowej na partie transportowe,
* kolejna operacja rozpoczyna się przed zakończeniem operacji poprzedzającej.
|
PRZEBIEG RÓWNOLEGŁY ASYNCHRONICZNY | ||||||
|
Dłucość okresu technologicznego | ||||||
|
010 020 030 |
i " I 1 1 i-, Ł- |
1 ■ L Ł. |
o„ =-Tz:+|i--lz__ Pm v p) Oa,=~ 40 + ^l-ij-16 = 22h Ilość operacii transportowych N,r = 12 | |||
|
t i |
j { | |||||
|
i |
Ł Ł |
Uf- Ł | ||||
|
? 0,„ = 22h 20 30 4 | ||||||
Wyszukiwarka
Podobne podstrony:
Cykl produkcji i obiegu gotówki Cechy dużych organizacji * • kładą nacisk na w procesie
Cykl życia produktu a strategie marketingowe. Cykl żyda produktu przebiega przez 4 faz: wprowadzenie
83. Najdłuższy cykl produkcyjny ma wyrób otrzymywany w przebiegu: 84.
Przedstawiony cykl produkcyjny szeregowy przedstawia cykl leczenia osoby po przebytym zawale serca.
skanuj0006 2 122. Cykl Krebsa - przebieg i znaczenie funkcyjne. 123. &
img203 Przebieg zlecenia produkcyjnego Przebieg zlecenia produkcyjnego Uruchamianie
CYKL GLIOKSYLANOWY - PRZEBIEG I ROLA CYKL GLIOKSYLANOWY Modyfikacja cyklu Krebsa Cykl jest rozpowsze
Obraz 8 (3) Kys. 151. Chemikalia otrzymywane z sacharozy produkowano cały szereg nowych astrów 1 ete
Cykl komórkowy jest szeregiem zmian biofizycznych i biochemicznych komórki, zachodzących między
CYKL GLIOKSYLANOWY - PRZEBIEG I ROLA CYKL GLIOKSYLANOWY Modyfikacja cyklu Krebsa Cykl jest rozpowsze
JEŻELI POMINIĘTA ZOSTAJE CAŁA MITOZA, CYKL KOMÓRKOWY PRZEBIEGA WEDŁUG SCHEMATU Gx - S - G2 - G1... Z
269394X442318157117321116452 n ?. Węglowodór o przedstawionym wzorze jest ubocznym produktem przebie
i I n i ku dwusuwowym cykl pracy przebiega podczas dwóch suwów tłoka, tzn. pode nego obrotu wału kor
więcej podobnych podstron