Bartosz Kubyszek Bielsko - Biała 2.11.1998
Wydział Budowy Maszyn
Semestr III Grupa godz. 1130
OBRÓBKA CIEPLNO - CHEMICZNA
WIADOMOŚCI WSTĘPNE
Obróbka cieplno-chemiczna jest to zabieg cieplny ( bądź połączenie kilku zabiegów ) mający na celu wprowadzenie danego pierwiastka w warstwę powierzchniową stali lub usunięcie go z niej, co następuje na skutek dyfuzji zachodzącej podczas wygrzewania stali w odpowiednim ośrodku. Zmiany są funkcją: czasu, temperatury i różnicy stężeń składnika dyfundującego.
Celem obróbki cieplno-chemicznej jest najczęściej utwardzenie powierzchni lub jej uodpornienie na ścieranie, przy zachowaniu miękkiego i ciągliwego, podatnego na obciążenia dynamiczne i zmęczeniowe rdzenia. Obróbce tej są poddawane części maszyn np.: czopy wałów, koła zębate, krzywki sterujące itp. Do zabiegów obróbki cieplno-chemicznej zalicza się nawęglanie, azotowanie, węgloazotowanie, azotonawęglowanie. Ponadto stosuje się aluminiowanie, chromowanie, cynkowanie, berylowanie, itp.
Dyfuzyjne procesy obróbki cieplno chemicznej zachodzą, gdy są spełnione następujące warunki:
pierwiastek dyfundujący występuje w postaci „ in statu nascendi ” czyli wolnych atomów, które w chwili tworzenia się wykazują większą aktywność,
pierwiastek dyfundujący ulega adsorpcji, co polega na nagromadzeniu wolnych atomów na powierzchni metalu,
zachodzi przemieszanie się zaadsorbowanych atomów w głąb metalu.
NAWĘGLANIE

Nawęglanie jest zabiegiem polegającym na wzbogacaniu warstwy powierzchniowej w węgiel przez wygrzanie przedmiotu przez dłuższy czas w temperaturze powyżej Ac3, w ośrodku wydzielającym węgiel. Na nawęglanie wpływają następujące czynniki: temperatura, czas oraz aktywność ośrodków nawęglających. Najintensywniej oddziaływa temperatura, powodująca większą ruchliwość atomów i przyspieszenie dyfuzji, przy czym zbyt wysoka temperatura nie jest pożądana, gdyż powoduje wzrost ziarn austenitu i w związku z tym zmniejszenie własności plastycznych rdzenia. Oprócz tego, jeżeli proces przebiega w wysokich temperaturach, to następuje nadmierne wzbogacenie warstwy powierzchniowej w węgiel, co objawia się tworzeniem niepożądanej siatki cementytu. W stałej temperaturze czas wpływa na przebieg dyfuzji, powodując wzrost grubości warstwy nawęglonej ( fot.1 ) warstwa wzbogacona w węgiel ma najczęściej grubość 0,5 - 2mm. Praktycznie nawęglanie przeważnie trwa 2 - 8 godzin.
W zależności od warunków nawęglania powstają w warstwie nawęglonej trzy różne pod względem strukturalnym strefy:
Strefa nadeutektoidalna, zawierająca perlit i węgliki żelaza, które tworzą przy odpowiednio długim czasie niekorzystną siatkę cementytu na granicach ziarn.
Strefa eutektoidalna, zawierająca wyłącznie perlit
Strefa podeutektoidalna, zawierająca perlit oraz ferryt, przy czym ilość ferrytu zwiększa się w kierunku rdzenia.
W praktyce dąży się do otrzymania struktury eutektoidalnej o dużej twardości po hartowaniu oraz dużej odporności na łuszczenie się stali, co następuje, gdy powstanie siatka cementytu. Przejście od warstwy nawęglonej do rdzenia powinno być łagodne, stopniowe (fot.2) nawęglanie przeprowadza się w ośrodkach stałych, w kąpielach i w gazach.
Ośrodkami stałymi są mieszaniny proszków węgla drzewnego z solami zwiększającymi intensywność nawęglania, a więc węglanami sodu ( Na2CO3 ), potasu ( K2CO3 ), litu ( Li2CO3 ). Węgiel spalając się przy niedomiarze tlenu, daje CO według reakcji:
C ( węgiel drzewny ) + O2 = CO2
CO2 + C ( węgiel drzewny ) = 2 CO
2 CO = CO2 + C ( węgiel atomowy )
Stałe ośrodki nawęglające mają następujące zalety: niską cenę proszku, odpowiednio dużą aktywność pozwalającą na uzyskanie potrzebnej szybkości nawęglania oraz czystość proszku - bez szkodliwych zanieczyszczeń.
Nawęglanie kąpielowe stali odbywa się w roztopionych solach, głównie węglanach i chlorkach ( sodu lub potasu ): jest szybkie i umożliwia kontrolę oraz regulację temperatury. Wadą procesu są większe koszty, toteż jest ono stosowane rzadziej.

Nawęglanie gazowe sprowadza się ( podobnie jak nawęglanie w proszkach ), do wydzielenia przez gazy nawęglające w wysokiej temperaturze ( 850oC - 950oC ) węgla „ in statutu nascendi ”, który następnie dyfunduje do stali. Zazwyczaj głównym składnikiem gazów nawęglających jest metan, rozkładający się w temperaturze nawęglania z wydzieleniem węgla.
CH4 ↔ C + 2H2
W obecności tlenu z powietrza możliwe są dalsze reakcje:
CH4 + 2O2 ↔ CO2 + 2H2O
CH4 + CO2 ↔ 2CO + 2H2
2 CO ↔ C + CO2
Zależnie od powstałych urządzeń można używać gazów nawęglających nie oczyszczonych bądź odpowiednio przygotowanych. Gazy nie oczyszczone, surowe, ze względu na nadmiar węglowodorów powodują osadzanie się sadzy nie tylko na ściankach pieca, ale także na przedmiotach, co znacznie utrudnia nawęglanie. Przygotowanie gazów polega na częściowym spalaniu, oczyszczeniu i mieszaniu spalin z gazem surowym, mieszaniu bogatszego gazu z powietrzem lub rozłożeniu i krakowaniu w przypadku gazów naftowych, gazu ziemnego itp.
Nawęglanie gazowe na wiele zalet w porównaniu z nawęglaniem w ośrodkach stałych, a mianowicie: krótszy czas nawęglania, bardziej równomierna warstwa nawęglona, możliwość dokładniejszego regulowania grubości warstwy nawęglonej, możliwość hartowania bezpośrednio po nawęglaniu, a więc otrzymaniu struktury drobnoziarnistej, małe zużycie energii (jest niepotrzebne np. grzanie skrzynek, jak przy nawęglaniu w proszkach), możliwość zautomatyzowania procesu oraz większa czystość miejsca pracy.
Za wadę nawęglania gazowego uważać należy trudności w opanowaniu procesu, wymagającego odpowiednich, dość skomplikowanych, urządzeń do przygotowania i kontroli gazu nawęglającego.
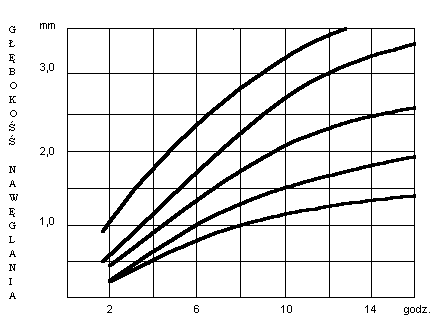
( poniższy wykres przedstawia głębokość nawęglania w proszku w zależności od czasu i temperatury nawęglania )
Wyszukiwarka
Podobne podstrony:
obróbka cieplno chemiczna (8)
Obróbka cieplno chemiczna węgl azot
Obróbka cieplno - chemiczna, azotowanie, Azotowanie
OBRÓBKA CIEPLNO CHEMICZNA2, nauka, zdrowie, materiałoznawstwo, Obróbka cieplna
obrobka cieplno chemiczna
obróbka cieplno chemiczna stali
Sprawozdanie z Materiałoznawstwa--obróbka cieplno-chemiczna, Materialoznawstwo
obrobka cieplno-chemiczna, Techniki wytwarzania
Obróbka cieplno-chemiczna3, BHP
Obrobka cieplno chemiczna stali Nieznany
Obrobka cieplno-chemiczna, POLITECHNIKA (Łódzka), Nauka o Materiałach, 1 semestr
obróbka cieplno chemiczna stali
Obrobka cieplno chemiczna 3
Obróbka cieplno-chemiczna, Materiałoznawstwo I i II
OBRÓBKA CIEPLNO-CHEMICZNA CZĘŚCI MASZYN - Lab 6, Studia, Materiałoznastwo, Metaloznastwo i Podstawy
obróbka cieplno-chemiczna i metalurgia, BHP
obróbka cieplno-chemiczna, BHP
Ćw. 8 - Obróbka cieplno - chemiczna - azotowanie, Studia, ROK I, 2 semestr, Obróbka na gorąco, spraw
54 Obrobka Cieplno Chemiczna
więcej podobnych podstron