Ł
ożyska wykonane ze stali mają wiele wad technolo-
gicznych i eksploatacyjnych.
Do wad technologicznych zalicza się:
– złą jakość wykonanych soczewek,
– korodowanie powłoki chromowanej,
– korozję płyty górnej i dolnej w miejscu ich kontaktu.
Podstawową wadą eksploatacyjną jest niedostateczny kąt
obrotu łożyska.
Wykonywanie soczewek
Wracając do kwestii wykonywania soczewek, warto
przedstawić warunki poprawnej obróbki skrawaniem,
by omawiany element spełniał wymagania konstrukcyjne.
Powierzchnia wypukła soczewki musi być częścią kuli (sfe-
ry). Okazuje się, że wykonanie owej powierzchni z „kawał-
ka” blachy wcale nie jest łatwe, chociaż możliwe. Problem
tkwi w uzyskaniu powierzchni o zadanym promieniu
sferycznym. Poniżej przedstawiono trzy przypadki, jakie
mogą powstać po wykonaniu soczewki.
Oś zaznaczoną na rysunku 1 linią przerywaną umow-
nie nazwijmy osią soczewki (), a oś zaznaczoną linią
czerwoną − osią toczenia (ω) (w tym wypadku jest
to oś oprzyrządowania, a nie oś obrabiarki). Aby ele-
ment uważano za dobrze wykonany, obie osie muszą się
pokrywać. W tym wypadku soczewka będzie wykonana
prawidłowo. Istnieją przypadki, kiedy oś toczenia (czer-
wona) nie pokrywa się z osią soczewki. Efektem tego jest
brak „kulistości” powierzchni (rys. 2). W środku soczewki
widoczne jest zagłębienie (brak materiału). Powierzchnię
wypukłą soczewki w wypadku przesunięcia osi toczenia
po drugiej stronie przedstawia rysunek 3. Środek soczewki
jest zdeformowany, bo posiada nadmiar materiału.
Korozja
Zamieszczone w internecie opracowanie Odporność ko-
rozyjna powłok chromu technicznego autorstwa Andreasa
Mühle Langenfelda wyjaśnia przyczyny korodowania tych
powłok.
Andreas Mühle Langenfeld wyróżnia dwa typy korozji:
1) korozję metalu podłoża,
2) korozję chromu, czyli korozję elektrolitycznie osadzonej
powłoki.
Korozja metalu podłoża jest wynikiem nieodpowiedniej
obróbki mechanicznej przed chromowaniem. Jeżeli przy
szlifowaniu wstępnym wytwarzany jest zbyt duży nacisk,
taki, że materiał podłoża za bardzo się nagrzeje podczas
obróbki, to podczas chromowania mogą wystąpić proble-
my z przyczepnością. Korozja elektrolitycznie osadzonego
chromu jest wynikiem pracy elektrolitu, gdyż metale obce
powodują redukcję przewodności elektrolitu, co z kolei
powoduje wadliwą zdolność krycia. Jakkolwiek te dwa
przypadki korozji są wynikiem zastosowanej technologii,
to korozja płyty górnej i dolnej wywołana uszkodzeniami
mechanicznymi całkowicie eliminuje omawiane łożyska
soczewkowe wykonane ze stali z dalszego ich stosowania
do łożyskowania mostów. Mechanizm powstawania tego
rodzaju korozji przedstawia rysunek 4.
Przy tym rozwiązaniu „przejmowania” sił poziomych przez
łożysko uszkodzenie w miejscu styku płyty górnej z dolną
jest nieuniknione. Dodatkowo w wyniku równoczesnego
wystąpienia siły poziomej (H) i ruchu obrotowego o kąt
φ = 0,01 rad w miejscu styku występuje miażdżenie ma-
teriału, z którego wykonane są obie płyty. W tym miejscu
powłoka metalizowana zostaje usunięta samoistnie i two-
rzy się ognisko korozji. Zjawisko to występuje zarówno
w stałym, jak i w jednokierunkowo przesuwnym łożysku.
Aby łożysko nie blokowało się, powinno mieć „zapas” ob-
rotu. Jakkolwiek teoretycznie wystarczy kąt φ = 0,01 rad,
aby łożysko spełniło swe zadanie, to istnieje sytuacja,
w której nawet kąt φ = 0,02 rad nie wystarcza, by łożysko
nie uległo zablokowaniu. Po przeliczeniu na stopnie kąt
φ = 0,01 rad równy jest 0,57° i łatwo sobie wyobrazić, jak
mała jest to wartość. Rozważmy więc przypadek montażu
łożyska o kącie obrotu φ = 0,01 rad na ciosie podłoży-
skowym nowego mostu. Rysunek 5 przedstawia łożyska
wypoziomowane (wartości x tej samej wielkości) przed
posadowieniem ustroju nośnego.
Po opuszczeniu ustroju (po uprzednim wykonaniu
podlewek pod łożyska) powinno się sprawdzić war-
tość x w każdym łożysku. Jeżeli wartość ta jest jednako-
wa, można przyjąć, że łożysko będzie pracować zgodnie
z oczekiwaniem. Istnieje jednak możliwość, że z jakichś
przyczyn po oparciu ustroju nośnego na łożyskach war-
tość x nie będzie jednakowa. Oznacza to, że ustrój nośny
uzyskał strzałkę ugięcia, która dla eksploatacji mostu nie
ma znaczenia, lecz dla łożysk jest to strefa ryzyka zablo-
kowania. Po dokładnym zmierzeniu wartości x
(będą różne) można matematycznie wykazać kąt φ,
jaki wykonało łożysko. Jeżeli jest to połowa kąta dopusz-
czalnego, to znaczy, że łożysko ma jeszcze 0,005 rad
zapasu. Co się stanie, gdy nastąpi ugięcie ustroju nośne-
go od chwilowej wartości siły pionowej spowodowanej
na przykład mijającymi się wyjątkowo ciężkimi samo-
chodami? Most przejmie te obciążenia, uginając się pod
„ciężarem”, wykonując obrót, gdy tymczasem „zapas”, jaki
ma łożysko, nie wystarcza. Efekt tej sytuacji można łatwo
przewidzieć − łożysko blokuje się, co jest równoznaczne
z jego zniszczeniem. Reasumując, należy skonstruować
Nowa generacja
łożysk ze stopu
aluminium i magnezu
inż. Jan Kmita
W ubiegłym roku
na łamach kwar-
talnika „Mosty”
ukazał się arty-
kuł przedstawia-
jący nowoczesne
rozwiązanie łoży-
ska mostowego
ze stopu alumi-
nium i magnezu.
Konstruktor
fi rmy ALTA po-
stanowił rozsze-
rzyć asortyment
łożysk mosto-
wych z tego
materiału i zmo-
dernizował znane
dotąd łożyska
soczewkowe.
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
33
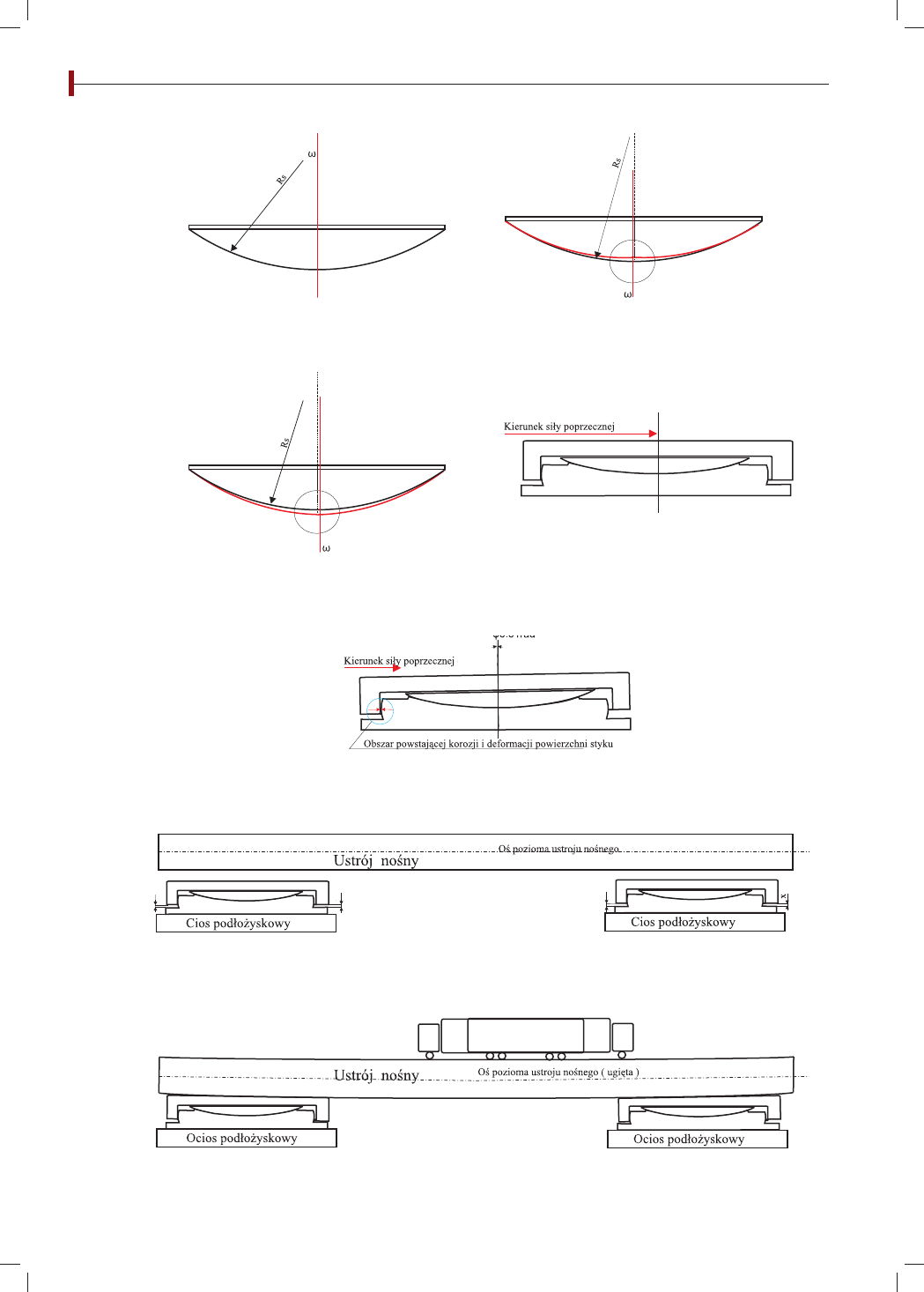
Rys. 1. Soczewka wykonana prawidłowo
Rys. 3. Niepoprawnie wykonana soczewka – środek soczewki jest zdeformowany
Rys. 2. Niepoprawnie wykonana soczewka – brak „kulistości” powierzchni
Rys. 4a. Mechanizm powstawania korozji
Rys. 4b. Mechanizm powstawania korozji
Rys. 5. Łożysko wypoziomowane przed posadzeniem ustroju nośnego
Rys. 6. Łożysko po posadzeniu ustroju nośnego
(H)
(H)
φ 0,01rad
X
X
X
X
34

(powtarzalność wykonania soczewek – nieograniczo-
na). Gniazdo soczewki również powinno być dokładnie
wykonane, gdyż współpracuje z soczewką w czasie
wykonywania obrotu. Do wykonania tego elementu
zostało skonstruowane oprzyrządowanie, które wyta-
cza powierzchnię sferyczną wklęsłą. I w tym wypadku
oś toczenia musi się pokrywać z osią gniazda. Promień
toczenia gniazda ustawiony jest jednorazowo, dlatego
powtarzalność wykonania powierzchni wklęsłej o iden-
tycznych parametrach jest nieograniczona.
Jako że chromowanie stopów aluminium jest bardzo
trudne i bardzo drogie, zastosowano powłoki wykorzysty-
wane w technice zbrojeniowej. Taką technologią uzyski-
wania twardych powłok jest anodowanie utwardzające
do twardości około 410 HB. Anodowanie, polegające
na elektrolitycznym utlenianiu aluminium w niskich tem-
peraturach, poza nadawaniem twardości czyni powłokę
odporną na czynniki atmosferyczne i wodę morską. Ope-
racja szlifowania tej powłoki pozwala uzyskać chropowa-
tość porównywalną z chromowaniem. Pozostałe elemen-
ty łożyska są anodowane antykorozyjnie, a ich powłoka
ma twardość około 300 HB i grubość do 30 μm.
Kontaktu metalu o metal nie można całkowicie wyeli-
minować, a jest to najbardziej newralgiczne miejsce
w łożysku. W łożyskach sferycznych ALTA zminimalizowa-
no ten przypadek, stosując w miejscu styku płaskowniki
z mosiądzu aluminiowego o Rm = 770 MPa. Płaskowniki
wypolerowane mają niesłychanie niski współczynnik
tarcia, co ma istotne znaczenie w przenoszeniu obrotu
łożyska. Aby uzyskać większy kąt obrotu (do 0,03 rad),
należało stworzyć takie warunki geometryczne płyty dol-
nej i górnej, by łożysko bez trudu uzyskało tę możliwość.
Firmie ALTA udało się osiągnąć ten cel.
łożysko, które nie będzie miało prawie żadnych wad. Wy-
rażenie „prawie” odnosi się do zmodyfi kowanego łożyska
sferycznego fi rmy ALTA ze stopu aluminium i magnezu.
Skonstruowanie tego typu łożyska wymuszone było
kosztami zakupu ponoszonymi przez inwestora. Liczyła
się cena, a nie jakość i żywotność łożyska. Jest to bardzo
błędna decyzja, gdyż istnieją doskonałe łożyska kołysko-
we fi rmy ALTA w całości wykonane ze stopu aluminium
i magnezu, posiadające Aprobatę Techniczną, a ich
jedyną wadą jest nieco wyższa cena, wynikająca z zasto-
sowanych materiałów.
Podsumowanie
Wiadomo, że koszt łożysk w danym obiekcie to znikoma
część całości. Czy warto więc stosować najtańsze łożyska,
by za parę lat zamykać obiekt w celu wymiany łożysk
na te same? Kto zyska, a kto straci? Odpowiedź jest zbyt
prosta. Jedynym usprawiedliwieniem do tej pory był fakt
braku w tym czasie lepszych łożysk na rynku.
W fi rmie ALTA zmodernizowano łożysko sferyczne,
stosując materiały, które istniały od bardzo dawna, takie
jak stop aluminium i magnezu (AlMg4.5) oraz mosiądz
o specjalnych własnościach mechanicznych (Ma58).
Eliminowanie wad zaczynamy od poprawnego wyko-
nania soczewki. Aby soczewka była wykonana zgodnie
z dokumentacją (zachowanie kulistości i wykonanie
powłoki ślizgowej nieulegającej korozji), skonstruowano
oprzyrządowanie do wykonania powierzchni sferycz-
nej wypukłej. Oś tego oprzyrządowania regulowana
układem mimośrodowym powinna pokrywać się z osią
obrabiarki. Jest to warunek konieczny, by soczewka
wykonana była zgodnie z rysunkiem 1. Zadany promień
soczewki ustawiony jest dokładnie na oprzyrządowaniu
a)
c)
b)
d)
Fot. 1. Łożyska soczewkowe
fot
. J
. Kmita
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
35
Wyszukiwarka
Podobne podstrony:
mosty artykul Nowa generacja łożysk
weterynaria artykul 2009 03 24867
2009 03 26 prezentacja pochodne Nieznany
Nowa generacja dylatacji mostowych ze stopu AlSi1MgMn
Maniek 2009-03-12 SC, Ściągi do szkoły, Zajęcia Specializujące
[C] Badania Operacyjne Zadania (2009 03 01)
2009 03 21 PZPN Egzamin Asystentow (2)
2009 03
2009 03 15 pieniadz
farmacja 2009 03
2009 03 18 POZ 03id 26788 ppt
2009 03 04 POZ 01id 26786 ppt
29 Co nowego w znieczuleniu wziewnym 2009 03 Smiechowicz K
TIiK zadania 2009 03 27 V pol
Mechatronika nowa generacja mas Nieznany
2009 03 03
2009-03-04, pedagogium, wykłady, Teoretyczne podstawy wychowania, ćwiczenia
więcej podobnych podstron