Spawanie TIG
•
Sposób pracy-ręczny,
•
Źródło ciepła-łuk elektryczny,
•
Osłona jeziorka-gaz obojętny,
•
Zakres natężenia prądu-10-300A
Zasada działania-łuk jarzy się między końcem elektrody wolframowej a metalem rodzimym złącza. Elektroda się
nie stapia, ,a spawacz utrzymuje stałą długość łuku. Wartość natężenia prądu jest nastawiana na źródle prądu.
Spoiwo zwykle jest dostępne w postaci drutu o długości 1m. Doprowadza się je w miarę potrzeby do przedniego
brzegu jeziorka. Jeziorko jest osłaniane przez gaz obojętny wypierający powietrze z obszaru łuku. Jako gaz
ochronny najczęściej stosowany jest argon.
Charakterystyka metody
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji, zwłaszcza ze stali
wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu, tytanu i innych. Spawać można w
szerokim zakresie grubości złączy, od dziesiętnych części mm do nawet kilkuset mm. Spawanie TIG prowadzone
może być prądem stałym lub przemiennym.
Urządzenia do spawania TIG są tanie i łatwe w obsłudze. W procesie spawania łukowego elektrodą nietopliwą w
osłonie gazowej, połączenie spawane uzyskuje się przez stopienie metalu spawanych przedmiotów i materiału
dodatkowego ciepłem łuku elektrycznego jarzącego się pomiędzy nietopliwą elektrodą i spawanym przedmiotem
w osłonie gazu obojętnego lub redukcyjnego. Jest to "najczystszy" z wszystkich procesów spawania łukowego,
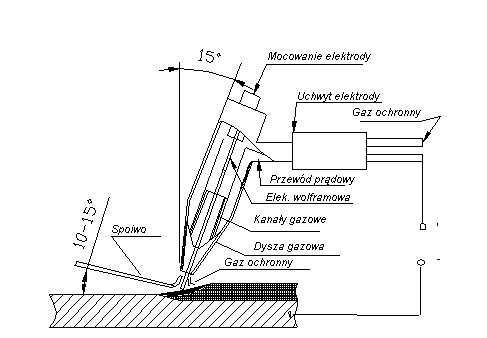
porównywany z metalurgicznego punktu widzenia do mikroodlewania łukowego w osłonach gazowych. Elektroda
nietopliwa wykonana jest z wolframu i zamocowana jest w specjalnym uchwycie palnika, umożliwiającym
regulację położenia elektrody i jej wymianę. Koniec elektrody wystaje poza dyszę gazową od kilku do nawet
kilkudziesięciu milimetrów, w zależności od warunków technologicznych spawania. Powłoka gazu ochronnego,
podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi elektrodę i chroni ciekły metal spoiny i
nagrzaną strefę spawania łączonych przedmiotów przed dostępem gazów z atmosfery. Jeziorko ciekłego metalu
tworzone jest bez udziału topnika, niema więc wtrąceń niemetalicznych w spoinie i na jej powierzchni, a
stopienie materiału rodzimego i dodatkowego odbywa się bez istotnych zmian w składzie chemicznym.
Równocześnie nie ma rozprysku metalu, typowego dla innych procesów spawania łukowego, a możliwości
podawania z zewnątrz łuku materiału dodatkowego, pozwala na niezależne sterowanie energią liniową łuku i
ilością podawanego do obszaru spawania materiału dodatkowego. Przepływ prądu w łuku odbywa się w
zjonizowanym gazie, a głównymi nośnikami prądu są elektrony wybite z atomów gazu ochronnego. Zajarzenie
łuku odbywa się przez krótkotrwałe zwarcie elektrody nietopliwej z przedmiotem lub specjalną płytką startową i
szybkie jej cofnięcie. Drugim sposobem jest zastosowanie łuku pomocniczego między elektrodą a spawanym
przedmiotem, utworzonego w wyniku przepływu prądu o małym natężeniu i wysokiej częstotliwości oraz
wysokim napięciu.
Parametry spawania
Podstawowymi parametrami spawania TIG są:
•
Rodzaj i natężenie prądu,
•
Napięcie łuku,
•
Prędkość spawania,
Rodzaj i natężenie przepływu gazu ochronnego,
•
Rodzaj materiału i średnica elektrody nietopliwej,
•
Średnica (wymiary) materiału dodatkowego.
Spawanie TIG przeprowadzone może być prądem stałym oraz prądem przemiennym.
a) Spawanie prądem stałym -przebiegać może z biegunowością dodatnią lub ujemną. Gdy elektroda podłączona
jest do bieguna dodatniego (biegunowość dodatnia). Aby przenieść natężenie prądu z biegunowością dodatnią,
elektroda musi mieć znacznie większą średnicę niż przy podłączeniu do bieguna ujemnego. Stosowane jest przy
spawaniu w osłonie argonu lub helu prawie wszystkich metali i stopów z wyjątkiem cienkich blach z aluminium i
jego stopów.
b) Spawanie prądem przemiennym -pozwala na wykorzystanie zalety spawania prądem stałym z biegunowością
dodatnią (zjawisko rozpylania powierzchniowej warstwy tlenków) bez specjalnych ograniczeń prądowych,
wymaganych przy spawaniu prądem stałym z biegunowością dodatnią. Gorsza jest jednak stabilność łuku.
Wyszukiwarka
Podobne podstrony:
Spawanie TIG piotrek, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Spawanie TIG?rtek
spawanie tig
spawanie TIG, Spawanie, TIG
Spawanie TIG antek, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo,
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
Sciaga TIG, Spawanie, TIG
Spawanie TIG-Arczi, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo,
Spawanie TIG
Spawanie TIG
sprawozdanie mig mag tig, Spawanie, TIG
sciaga spawanie TIG
Zgrzewanie i spawanie TIG
Spawanie TIG Iwan
przykładowe pytania spawanie TIG
więcej podobnych podstron