
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marceli Konfederak
Dobieranie materiałów konstrukcyjnych, narzędziowych
i eksploatacyjnych 722[02].O1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Łucja Zielińska
mgr inż. Marian Cymerys
Opracowanie redakcyjne:
mgr inż. Paweł Krawczak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[02].O1.05
„Dobieranie materiałów konstrukcyjnych, narzędziowych i eksploatacyjnych”, zawartego
w modułowym programie nauczania dla zawodu operator obrabiarek skrawających.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Właściwości fizyczne, chemiczne, mechaniczne i technologiczne metali
i stopów
8
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
8
11
12
12
4.2. Stale niestopowe (węglowe), wpływ węgla na właściwości stali,
klasyfikacja stali, znakowanie stali
13
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
13
24
24
25
4.3. Stale stopowe: wpływ dodatków stopowych na właściwości stali,
klasyfikacja stali, znakowanie stali
26
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
26
32
32
33
4.4. Staliwo. śeliwo
34
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
34
42
43
43
4.5. Metale nieżelazne i ich stopy: właściwości, znakowanie, zastosowanie
44
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
44
49
49
50
4.6. Wyroby hutnicze
51
4.6.1. Materiał nauczania
4.6.2. Pytania sprawdzające
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
51
55
56
56
4.7. Rodzaje i zastosowanie tworzyw sztucznych
57
4.7.1. Materiał nauczania
4.7.2. Pytania sprawdzające
4.7.3. Ćwiczenia
4.7.4. Sprawdzian postępów
57
63
63
64
4.8. Materiały z proszków spiekanych. Materiały ceramiczne. Materiały
uszczelniające. Materiały lakiernicze. Drewno, szkło, guma
65
4.8.1. Materiał nauczania
4.8.2. Pytania sprawdzające
4.8.3. Ćwiczenia
4.8.4. Sprawdzian postępów
65
70
70
71

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
5. Sprawdzian osiągnięć
72
6. Literatura
77

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o materiałach konstrukcyjnych,
ich właściwościach, oznaczeniu i doborze.
W poradniku zamieszczono:
–
wymagania wstępne określające umiejętności, jakie powinieneś posiadać, abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
–
cele kształcenia, czyli wykaz umiejętności, jakie opanujesz w wyniku realizacji
kształcenia jednostki modułowej,
–
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
–
zestaw pytań sprawdzających, aby sprawdzić, czy opanowałeś już podane treści,
–
ć
wiczenia zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
–
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu
ć
wiczeń,
–
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie
Twoich wiadomości i umiejętności opanowanych podczas realizacji programu danej
jednostki modułowej,
–
literaturę związaną z programem jednostki modułowej umożliwiającą pogłębienie Twej
wiedzy z zakresu programu jednostki.
Materiał nauczania został podzielony na kilka części części. Znajdziesz w nich informacje
na temat właściwości metali, rodzajach i oznaczeniach stali, staliwa i żeliwa. W kolejnych
informacje o metalach kolorowych i ich stopach. Dalsze dotyczą materiałów niemetalowych
takich jak tworzywa sztuczna, materiały uszczelniające, lakiery, drewno, szkło i guma.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
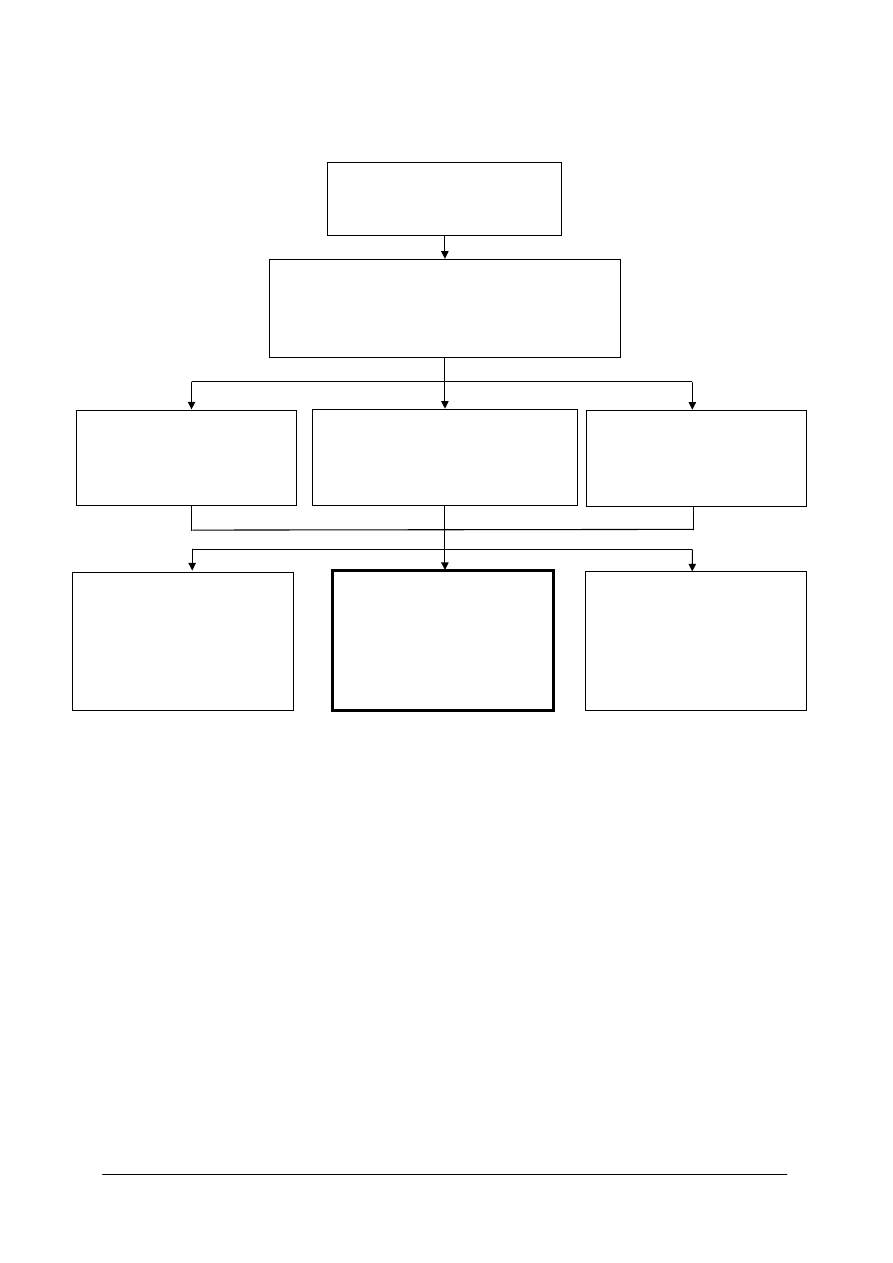
Schemat układu jednostek modułowych
722[02].O1.01
Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska
722[02].O1.04
Wykonywanie pomiarów
warsztatowych
722[02].O1.03
Wykonywanie rysunków części maszyn
z wykorzystaniem programu CAD
722[02].O1.07
Rozpoznawanie części maszyn,
mechanizmów
i urządzeń transportu
wewnątrzzakładowego
722[02].O1
Techniczne podstawy zawodu
722[02].O1.02
Posługiwanie się
dokumentacją techniczną
722[02].O1.06
Rozróżnianie cech
charakterystycznych
obróbki cieplnej, cieplno-
-chemicznej, plastycznej
i odlewnictwa
722[02].O1.05
Dobieranie materiałów
konstrukcyjnych,
narzędziowych
i eksploatacyjnych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystepując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji, poradników i norm,
−
odczytywać informacje dotyczące materiałów podane na rysunkach,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
komunikować się i pracować w zespole,
−
samodzielnie podejmować decyzje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3.
CELE KSZTAŁCENIA
W wyniku procesu realizacji programu jednostki modułowej powinieneś umieć:
–
sklasyfikować stopy żelaza z węglem oraz stopy metali nieżelaznych,
–
określić właściwości fizyczne, chemiczne, mechaniczne i technologiczne materiałów
metalowych i niemetalowych,
–
rozpoznać na podstawie oznaczenia: stal, staliwo, żeliwo, metale nieżelazne i ich stopy,
–
określić zastosowanie materiałów niemetalowych,
–
rozpoznać materiały niemetalowe,
–
dobrać na podstawie norm technicznych materiały na elementy konstrukcyjne,
–
posłużyć się PN, dokumentacją techniczną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Właściwości fizyczne, chemiczne, mechaniczne i technologiczne
metali i stopów
4.1.1. Materiał nauczania
Materiały stosowane w budowie maszyn, dzieli się na metale i niemetale
(tzw. metaloidy). Różnorodność grup, rodzajów, klas i gatunków materiałów niemetalowych
jest znaczna i trudna do sklasyfikowania.
Faza metaliczna, stan metaliczny to postać występowania materii w skondensowanych
stanach skupienia tj. stałym i ciekłym, wyróżnianą spośród innych ciał stałych i ciekłych ze
względu na swoje specyficzne własności zanikające dopiero po przejściu w stan gazowy
reprezentowana jest przez przeważającą większość (ponad 80) pierwiastków chemicznych,
które ze względu na ich elektrododatni charakter zalicza się do pierwiastków metalicznych,
a także przez niezmiernie rozpowszechnione stopy i fazy międzymetaliczne tych
pierwiastków. Faza metaliczna materii właściwa zarówno dla stopów metali, a także
związków międzymetalicznych uwarunkowana jest specyficznym charakterem wiązań
metalicznych. Charakter ten wynika z budowy zewnętrznych powłok elektronowych
pierwiastków elektrododatnich, charakteryzujących się łatwością uwolnienia i uwspólnienia
(kolektywizacji) swych elektronów walencyjnych, nazywanych dlatego elektronami
swobodnymi. Przejawem osłabionego związania elektronów walencyjnych z jądrem atomu są:
niski potencjał jonizacyjny oraz występujący efekt fotoelektryczny i zjawisko emisji
elektronów swobodnych w wyższych temperaturach.
Odzwierciedleniem tych stosunków jest również specyficzna struktura krystaliczna
metali występujących w warunkach normalnych w stanie stałym (z wyjątkiem rtęci).
Charakteryzują się one wśród kryształów gęsto upakowaną strukturą sieci, w której węzły
obsadzają wyłącznie dodatnie jony metali, natomiast wspólne dla całej sieci elektrony
swobodne znajdują się w pobliżu tych jonów i pozostają w ustawicznym chaotycznym ruchu
(tzw. gaz elektronowy). Ze względu na taką budowę metale odznaczają się połyskiem
i brakiem przezroczystości, maja duży ciężar właściwy, są bardzo dobrymi przewodnikami
ciepła i elektryczności, odznaczają się zarówno dużą sprężystością jak i zdolnością do
plastycznych odkształceń wzdłuż płaszczyzn lub kierunków najgęstszego upakowania
atomów, a więc do łatwych poślizgów. W odróżnieniu od struktury wewnętrznej większość
niemetali, zbudowanych co najmniej z dwóch rodzajów jonów lub jonoidów o przeciwnych
znakach, w sieci metalicznej występuje tylko jeden lub kilka rodzajów jonów dodatnich
metali.
W metalach o własnościach półprzewodnikowych (np. Ge, Si) występują wiązania
o charakterze częściowo metalicznym, a częściowo jonowym, wskutek czego przewodzą prąd
elektryczny wyłącznie jednokierunkowo. W tym przypadku ich elektrony walencyjne noszą
nazwę elektronów prawie swobodnych. Niektóre metale (np. Fe, Co) wykazują specyficzne
właściwości magnetyczne.
Klasyfikacja materiałów metalowych obejmuje:
−
metale, czyli czyste pierwiastki metaliczne, do których zalicza się m. in. aluminium,
chrom, cynę, cynk, kobalt, magnez, miedź, molibden, nikiel, ołów, platynę, srebro, sód,
tytan, uran, wanad, wolfram, złoto, żelazo i inne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
stopy metali, czyli substancje metaliczne otrzymywane przez stopienie dwu lub więcej
metali, do których często dodaje się pierwiastki niemetaliczne jak węgiel, krzem, siarkę,
fosfor, azot itp.,
−
spieki, czyli półwyroby lub wyroby gotowe otrzymywane metodami metalurgii proszków
przez spiekanie składników metalowych i ceramicznych, metalowo-grafitowych,
metalowo-diamentowych itp.
Klasyfikacja stopów metali obejmuje:
−
stopy żelaza (z węglem), do których zalicza się głownie żeliwo, staliwo i stal (najbardziej
rozpowszechnione),
−
stopy metali nieżelaznych, do których zalicza się m. in. brąz, mosiądz itp.
Większość metali nie jest używana przez nas w postaci czystej, lecz jako stopy, których
co najmniej jednym składnikiem jest metal. Dzieje się tak, ponieważ czyste metale rzadko
mają właściwości dostosowane do potrzeb, a można je łatwo poprawić, stosując różnorakie
dodatki.
Do właściwości chemicznych metali i stopów zalicza się odporność na korozje i działanie
czynników chemicznych oraz na działanie temperatury. Dużą odpornością na korozje
odznaczają się niektóre metale takie jak: srebro, złoto, platyna i w mniejszym stopniu nikiel
i chrom.
Do właściwości fizycznych zaliczamy: gęstość, temperaturę topnienia, temperaturę
wrzenia, ciepło właściwe, przewodność cieplną i elektryczna, właściwości magnetyczne,
rozszerzalność cieplną i wygląd zewnętrzny.
Gęstość jest to stosunek masy ciała jednorodnego do objętości, wyrażany w kg/m
3
lub g/cm
3
.
Stopy i metale lekkie, jak np.: lit, sód, magnez, aluminium i ich stopy, odznaczają się małą
gęstością. Dużą gęstość mają metale ciężkie, jak np.: żelazo, nikiel, miedź, wolfram, platyna
i ich stopy.
Temperatura topnienia metali i ich stopów jest wyrażana w stopniach Celsjuusza (
°
C).
Wszystkie metale są topliwe, a ponieważ ich temperatura topnienia waha się w bardzo
szerokich granicach, więc dzieli się je na łatwo topliwe, trudno topliiwe i bardzo trudno
topliwe. Do metali łatwo topliwych, których temperatura topnienia wynosi do 650°C, zalicza
się między innymi takie metale, jak: cynę, cynk, bizmut, kadm, magnez i ołów. Metale trudno
topliwe mają temperaturę topnienia do 2000°C. Są to np.: chrom, kobalt, miedź, nikiel,
platyna , żelazo, molibden, tantal i wolfram. Metale mają stałą temperatura topnienia,
natomiast temperatura topnienia większości stopów mieści się w pewnych zaakresach
temperatury. Temperatura topnienia stopów metali jest zwykle niższa od temperatury
topnienia składnika o najwyższej temperaturze topnienia.
Temperatura wrzenia dla większości metali jest dość wysoka. Do łatwo wrzących
metali zalicza się kadm i cynk. Temperatura wrzenia kadmu wynosi 767°C, a cynku 907°C.
Tę własność cynku wykorzystuje się w hutnictwie otrzymując czysty cynk przez odparowanie
z rudy.
Ciepło właściwe jest to ilość ciepła pobierana (lub oddawana) przez 1 g danej substancji
przy zmianie temperatury o 1°C. Ciepło właściwe zależy od rodzaju substancji, temperatury
i sposobu ogrzewania. Na ogół ciepło właściwe cieczy jest większe niż ciała stałego. Ciepło
właściwe jest zawsze podawane wraz z zakresem temperatury, dla jakiej je określono.
Przewodnictwo cieplne jest jedną z charakterystycznych cech metali i stopów.
Najlepszym przewodnikiem ciepła jest srebro, a następnie miedź, złoto i aluminium.
Najgorzej natomiast przewodzi kadm, bizmut, antymon, ołów, tantal i nikiel. Miarą
przewodnictwa cieplnego jest ilość ciepła, jaka przepływa przez przewodnik o długości 1 m
o przekroju 1 m
2
w ciągu 1 godziny przy różnicy temperatury 1°C.
Przewodnością elektryczną metali i stopów nazywamy zdolność przewodzenia prądu
elektrycznego. Najlepszym przewodnikiem prądu jest srebro, a następnie miedź, złoto

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
i aluminium. Dlatego na przewody elektryczne używa się miedzi lub aluminium, gdyż
stawiają one najmniejszy opór przepływającemu prądowi elektrycznemu. Przewodność
elektryczna maleje ze wzrostem temperatury przewodnika.
Właściwości magnetyczne metali i stopów polegają na zdolności magnesowania się.
Najlepsze właściwości magnetyczne mają żelazo, nikiel i kobalt, a ze stopów – stal.
Z materiałów tych buduje się najlepsze magnesy trwałe.
Rozszerzalność cieplna metali i stopów przejawia się we wzroście wymiarów liniowych
i objętości pod wpływem wzrostu temperatury i kurczeniu się podczas chłodzenia. Największą
rozszerzalność cieplną wykazuje kadm, a najmniejszą wolfram. Zjawisko rozszerzalności
cieplnej ma duże znaczenie praktyczne i musi być uwzględniane w konstrukcjach mostów,
urządzeń pracujących w zmiennych temperaturach i silnikach cieplnych. Właściwości
mechaniczne, najprościej rzecz ujmując określają odporność metalu na działanie różnych sił
zewnętrznych.
Wytrzymałość jest określona jako stosunek największej wartości obciążenia uzyskanego
w czasie próby wytrzymałościowej do pola powierzchni przekroju poprzecznego badanego
elementu. W zależności od rodzaju obciążeń rozróżnia się wytrzymałość na rozciąganie,
ś
ciskanie, zginanie, skręcanie, ścinanie i wyboczenie.
Twardość określa odporność materiału na odkształcenia trwałe, powstające wskutek
wciskania weń wgłębnika. Próby twardości dokonuje się sposobem: Brinella, Rockwella
i Vickersa.
Udarność, czyli odporność materiałów na uderzenia, sprawdza się za pomocą próby
udarności polegającej na złamaniu jednym uderzeniem młota wahadłowego próbki
o określonym kształcie i wymiarach. Miarą udarności jest stosunek pracy zużytej na złamanie
próbki do pola przekroju poprzecznego próbki. Próbie udarności poddaje się materiał
przeznaczony na części, które są narażone na uderzenia lub nagłe obciążenia, a niekiedy nawet
gotowe już części.
Właściwości technologiczne matali określa się jako ich przydatność do przetwarzana.
Zaliczamy do nich lejność, plastyczność, skrawalność.
Lejność, czyli zdolność ciekłego metalu lub stopu do wypełniania formy odlewniczej,
zależy od składu chemicznego, struktury i temperatury ciekłego metalu. Dla określenia
lejności stosuje się próbę odlewania spirali o znormalizowanych wymiarach. Im większa jest
lejność metalu, tym dłuższy odcinek spirali zostanie w czasie odlewania wypełniony metalem.
Z przetwarzaniem przez odlewanie, związane jest także pojecie skurczu, który jest róznicą
między wymiarem formy i odlewu mierzonym po upływie pewnego czasu, najczęściej 24h.
Plastyczność określa zdolność ciał stałych do osiągania znacznych odkształceń trwałych
pod działaniem sił zewnętrznych bez naruszania spójności. Pojęciami z wiązanymi
z plastycznościa są wydłużenie i przewęzenie czyli zmiany wymiarów jakim podlega element
poddany działaniu sił. Inaczej – jest to przydatność metalu do obróbki plastycznej, czyli
kucia, tłoczenia, walcowania itp.
Skrawalność to podatność materiału do obróbki skrawaniem, bada sie stosujac próby
podczas których okresla się powierzchnie skrawana oraz rodzaj wiórów [1].
Właściowści fizyczne metalu, takie na przykład jak wytrzymałość, twardość, temperatura
topnienia czy przewodność elektryczna i cieplna, zależą od jego struktury krystalicznej. Ta
zmienia się zaś, gdy dodajemy doń domieszki. Powstały w procesie mieszania stop ma
strukturę różną od struktur swoich składników, różne są także jego właściowści fizyczne.
Niektóre stopy zawierają substancje niemetaliczne, jak węgiel, krzem czy fosfor, lecz
większość składa się wyłącznie z metali. Jednym z najbardziej popularnych stopów jest stal –
stop żelaza i węgla. Stale stopowe natomiast są stopami stali z innymi pierwiastkami,
przykładowo chromem, niklem, krzemem czy manganem. Zmieniają one strukturę stali tak, że

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
możliwe jest poddawanie jej różnym procesom pozwalającym nadać jej pożądaną twardość,
sprężystość i wytrzymałość.
Właściwości wytworzonych wyrobów i elementów w znacznej mierze zależą od
materiałów, z których zostały wykonane. Optymalny dobór materiału, jak również prawidłowe
określenie wymaganych właściwości, uzyskanych w procesach produkcji, stanowią istotne
składniki procesu konstruowania. Dobór materiału powinien uwzględniać kryteria
konstrukcyjne, technologiczne i ekonomiczne.
Kryterium konstrukcyjne wymaga zapewnienia odpowiednich właściowości gotowemu
elementowi, gwarantujących jego funkcjonowanie, trwałość i niezawodność w określonych
warunkach pracy.
Kryterium technologiczne polega na umożliwieniu wykonania części w jak najprostszy
sposób, unikając procesów pracochłonnych, materiałochłonnych i energochłonnych.
Kryterium ekonomiczne sprowadza się do zasady stosowania materiału najtańszego
i najbardziej dostępnego spośród materiałów spełniających pozostałe wymagania.
Materiały konstrukcyjne są produkowane i dostarczane w określonej postaci (odlewy,
odkuwki, pręty, blachy, rury itp.). Postać materiału decydująco wpływa na technologiczność
i ekonomiczność wykonywanej z niego części; często wpływa również na jej jakość. Przy
doborze materiału jest konieczne określenie nie tylko jego rodzaju i gatunku, lecz także
postaci, stanu oraz innych wymagań. W normach dopuszcza się wybór rodzaju obróbki
cieplnej, obróbki plastycznej, stanu powierzchni, tolerancji wymiarowych i wielu własności
półwyrobów metalowych, których ustalenie podczas konstruowania części i umieszczenie
w postaci wymagań na rysunku konstrukcyjnym w znacznym stopniu ułatwia uzyskiwanie
założonych własności gotowych elementów.
Szczegółowe wymagania oraz sposób ich podawania na rysunkach i w zamówieniach są
określone w normach przedmiotowych dotyczących półwyrobów metalowych.
Charakterystyki materiałów konstrukcyjnych są ujęte nie tylko w normach (państwowe,
branżowe, zakładowe), lecz także w warunkach technicznych, kartach materiałowych,
poradnikach i broszurach wydawanych przez hutnictwo, wydawnictwach opracowywanych
w ramach tzw. Banków informacji o materiałach oraz wydawnictwach instytutów i wyższych
uczelni. Korzystanie z tej obszernej dokumentacji wymaga dużego doświadczenia oraz wiedzy
metaloznawczej. Dlatego dobór materiału oraz procesów technologicznych mających na celu
nadanie częściom określonych własności powinien być konsultowany ze specjalistami
z dziedziny metaloznawstwa, obróbki cieplnej, przeróbki plastycznej itp.
Konstrukcyjne materiały metalowe z wyjątkiem odlewów i proszków spiekanych są
produkowane w postaci półwyrobów przerobionych plastycznie na gorąco lub na zimno
(kutych, walcowanych, ciągnionych, wyciskanych). Materiały takie wykazują anizotropię,
różnicę właściwości mechanicznych w zależności od kierunku przeróbki plastycznej, co
powinno być uwzględnione przy ich wykorzystaniu na określone elementy.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są najważniejsze cechy metali?
2. Jak klasyfikujemy materiały metalowe?
3. Jakie metale mają największą odporność na korozję?
4. Jakie są metody badania twardości?
5. Jakie są najważniejsze kryteria doboru materiału?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.3. Ćwiczenia
Ćwiczenie 1
Elementy, które otrzymałeś, wykonane są z różnych materiałów, podziel je na dwie grupy
metale i niemetale, scharakteryzuj krótko własności metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastanowić się, czym charakteryzują się metale,
2) wypisać wszystkie cechy na kartce (burza mózgów – nie krytykując żadnego z pomysłów
Twoich koleżanek/kolegów),
3) uporządkować zapisane pomysły – odrzucić budzące wątpliwości członków grupy,
4) podzielić elementy według spisanych cech na metale i niemetale,
5) zaprezentować efekty pracy grupy na forum klasy.
Ś
rodki dydaktyczne:
−
arkusze papieru,
−
mazaki,
−
elementy wykonane z metali i niemetali np. tworzywa sztucznego czy drewna.
Ćwiczenie 2
Wykonaj pomiar twardości metodą Brinella.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z metodą i przebiegiem próby,
2) przygotować próbki do wykonania ćwiczenia,
3) wykonać próby pomiaru twardości i zapisać ich wyniki oraz wnioski.
Ś
rodki dydaktyczne:
−
twardościomierz Brinella,
−
norma PN-91/H-04350 zawierająca opis przebiegu pomiaru, tabele doboru i odczyt
wyników,
−
próbki metali,
−
arkusze papieru i pisaki.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie metale?
2) określić kryteria doboru materiałów?
3) zdefiniować pojęcie stop?
4) opisać próbę twardości metoda Brinella?
5) podać chemiczne, fizyczne technologiczne, mechaniczne własności metali?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Stale niestopowe (węglowe), wpływ węgla na właściwości stali,
klasyfikacja stali, znakowanie stali
4.2.1. Materiał nauczania
ś
elazo występuje w przyrodzie pod postacią związków chemicznych, najczęściej
z tlenem. W technice, poza nielicznymi wyjątkami, stosuje się stopy żelaza z różnymi
składnikami, z których najważniejszym jest węgiel: oprócz węgla, techniczne stopy żelaza
zawierają zawsze pewne ilości krzemu, manganu, siarki i fosforu, przedostające się do stopu
w czasie procesów metalurgicznych. Stal to stop żelaza z węglem o zawartości węgla do 2%.
W zależności od składu chemicznego dzieli się stale na: węglowe (niestopowe) i stopowe.
Stale niestopowe zawierają, oprócz żelaza, gł. węgiel (do 2%) oraz niewielkie ilości
pierwiastków pochodzących z przerobu hutniczego (zwykle poniżej 1%); są to
zanieczyszczenia (gł. siarka i fosfor) oraz domieszki, których zawartość nie może przekraczać
określonych umownych ilości: 0,8% manganu, 0,4% krzemu, 0,3% chromu, 0,3% niklu, 0,2%
wolframu, 0,2% miedzi, 0,2% kobaltu, 0,1% aluminium, 0,05% molibdenu, 0,05% wanadu,
0,05% tytanu; pod względem zawartości węgla stale węglowe dzieli się na:
−
niskowęglowe (do 0,25% C),
−
średniowęglowe (0,35–0,6% C),
−
wysokowęglowe (powyżej 0,6% C).
Zależnie od stopnia czystości, określonego zawartością fosforu i siarki, rozróżnia się stale
węglowe:
−
zwykłej jakości (0,045–0,07% P i 0,045–0,06% S),
−
wyższej jakości (do 0,04% P i 0,04% S),
−
najwyższej jakości (0,025–0,035% P i 0,025–0,035% S).
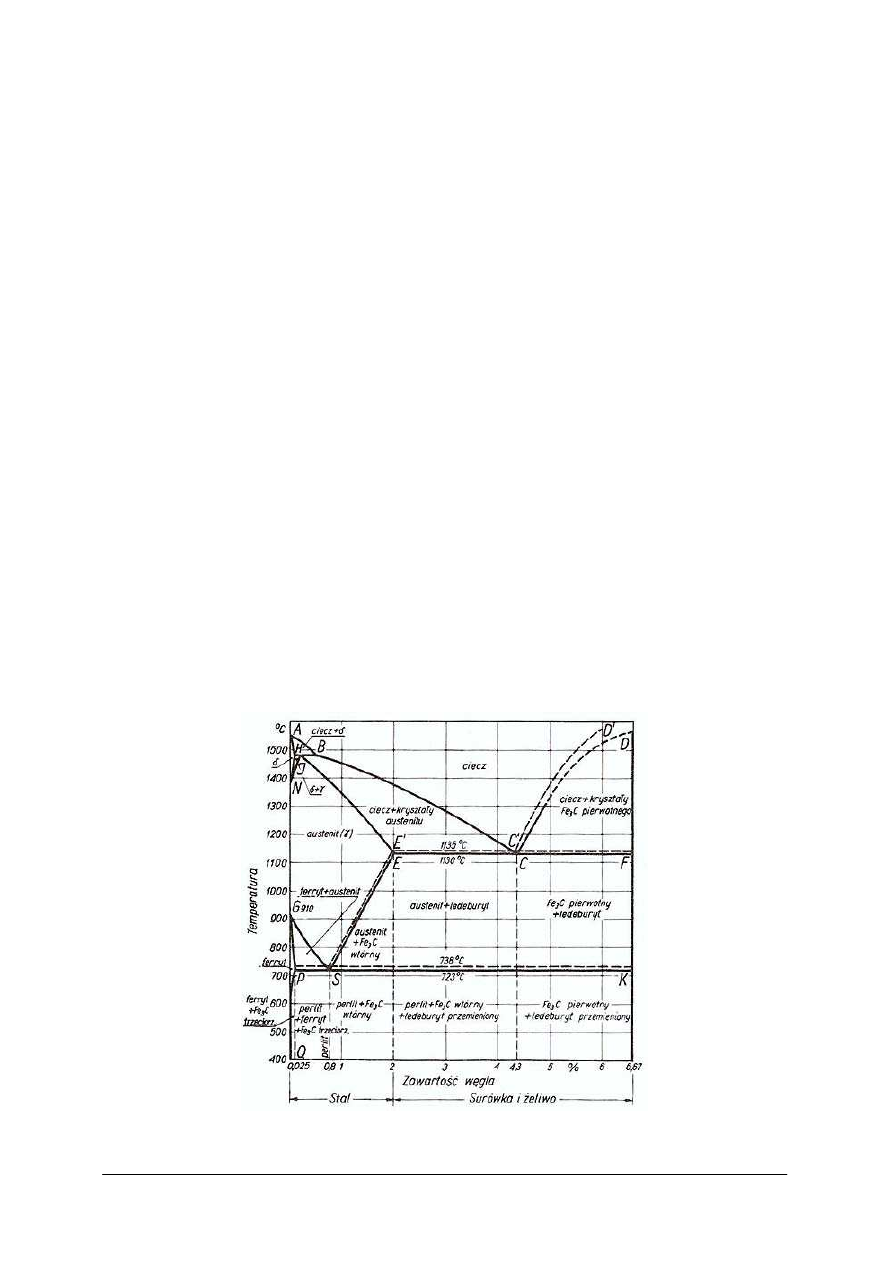
W czasie nagrzewania (lub chłodzenia) stopów żelaza zachodzi w nich szereg przemian,
aż do topnienia włącznie; obrazuje je tzw. wykres żelazo-węgiel (rys.1).
Rys. 1.Wykres żelazo-węgiel [4].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Mikrostruktura stali. Stopy żelaza zawierające mniej niż 2,0% węgla są kowalne
i noszą nazwę stali. Nazwa „żelazo” odnosi się tylko do żelaza chemicznie czystego lub
niektórych produktów zbliżonych, jak np.: żelazo karbonylkowe, żelazo Armco. Budowa stali
jest krystaliczna. W stalach węglowych niestopowych w stanie wyżarzonym, kryształy,
a ściślej mówiąc ziarna (krystality), składają się z dwóch składników: ferrytu i cementytu.
Ferryt (od łacińskiego słowa ferrum = żelazo) jest to prawie czyste żelazo, o twardości 50–70
HB, a więc zbliżonej do twardości miedzi. Cementyt (Fe
3
C – węglik żelaza, zwany też
karbidkiem żelaza, o zawartości 6,67% C) jest bardzo twardy; jego twardość leży między
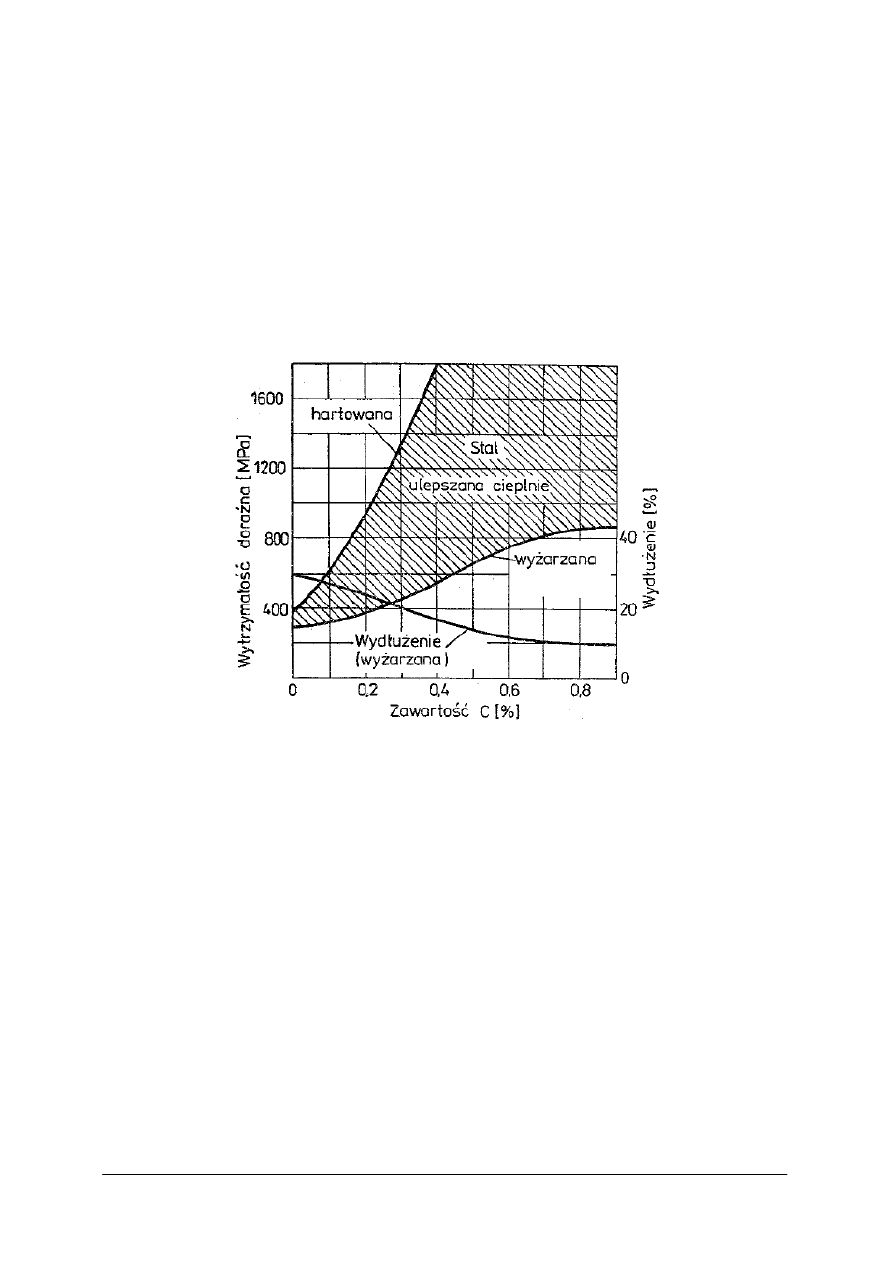
twardością korundu i diamentu. Stal jest tym twardsza, im więcej zawiera składnika twardego,
cementytu – czyli im większy jest procent węgla (rys. 2).
Rys. 2. Wytrzymałość i wydłużenie podczas rozciągania stali w zależności od zawartości węgla [4].
Wykres żelazo-węgiel odnosi się do przemian w stanie zbliżonym do równowagi, tj.
zachodzących bardzo wolno. Szybkości grzania czy chłodzenia nie są uwzględnione na
wykresie i dlatego, jeżeli chodzi o hartowanie, to wykres daje tylko wskazówkę, do jakiej
temperatury należy ogrzać stal, aby uzyskać zahartowanie [2].
Węgiel bardzo silnie wpływa na własności stali nawet przy nieznacznej zmianie jego
zawartości i z tego względu jest bardzo ważnym składnikiem stali. Zwiększenie zawartości
węgla powoduje, jak już poprzednio wspomniano, zmianę struktury stali. Jeżeli stal zawiera
mniej niż 0,8% C, to jej struktura składa się ferrytu i perlitu. Struktura stali zawierającej 0,8%
C składa się tylko z perlitu, natomiast w stali o zawartości powyżej 0,8% C oprócz perlitu
występuje również cementyt wtórny. Zmiana struktury stali spowodowana różną zawartością
węgla wiąże się ściśle ze zmianą właściwości mechanicznych. Zwiększenie zawartości węgla
zwiększa wytrzymałość na rozciąganie Rm i zmniejsza plastyczność stali. Maksymalną
wytrzymałość osiąga stal przy zawartości ok. 0,85% węgla.
Przy większej zawartości węgla wytrzymałość zmniejsza się na skutek pojawiania się
coraz większej ilości cementu wtórnego, który wydziela się na granicach ziarn.
Zwiększenie zawartości węgla obniża właściwości plastyczne, pogarsza również własności
technologiczne stali węglowej; szczególne znaczenie ma pogorszenie spawalności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Za domieszki zwykłe stali uważa się mangan, krzem, fosfor, siarkę oraz wodór, azot i tlen,
ponieważ te pierwiastki występują zawsze w mniejszej lub większej ilości w przemysłowych
gatunkach stali. Zawartość tych pierwiastków w stalach węglowych nie przekracza zwykle
następujących granic: Mn do 0,8% (w niektórych gatunkach stali granica ta jest rozszerzona
do 1,5%), Si do 0,5%, P do 0,05% (z wyjątkiem stali automatowych), S do 0,05%
(z wyjątkiem stali automatowych).
Mangan wprowadza się do wszystkich stali w procesie stalowniczym w celu ich
odtlenienia, tj. usunięcia szkodliwego tlenku żelazawego lub związania siarki w MnS, przez
co zapobiega się powstaniu FeS, powodującemu powstanie kruchości stali na gorąco.
W ilościach (1,0–1,5)% Mn rozpuszczając się zarówno w ferrycie, jak i w cementycie
umacnia roztworowo stal, zmniejsza wielkość ziarna ferrytu w wyrobach walcowanych na
gorąco oraz zwiększa hartowność. Ponieważ jednak wszystkie stale węglowe mają zazwyczaj
mniej więcej taką samą zawartość manganu, to jego wpływ na własności różnych gatunków
tych stali jest jednakowy.
Krzem w ilościach do 0,5% jest dodawany do stali podczas jej wytapiania w celu
odtlenienia.W ilościach (0,5–1,0)% jest dodawany w celu umocnienia ferrytu. W większych
ilościach (0,5–4,5)% powoduje zwiększenie oporu elektrycznego oraz zmniejszenie stratności
stali magnetycznie miękkich. Zwiększa również żaroodporność stali. Krzem stabilizuje bardzo
mocno ferryt, dlatego stale zawierające więcej niż 3% Si zachowują strukturę ferrytyczną od
temperatury otoczenia do temperatury solidusu. Wpływ krzemu, który rozpuszcza się
w ferrycie, jest podobny do wpływu manganu.
Fosfor dostaje się do stali z rud żelaza, które zawierają różne jego ilości. Podczas
wytapiania stali fosfor zostaje z niej usunięty w mniejszym lub większym stopniu, zależnie od
rodzaju procesu stalowniczego. Fosfor rozpuszczony w ferrycie (graniczna rozpuszczalność
w temperaturze pokojowej wynosi ok. 1,2%) zmniejsza bardzo znacznie jego plastyczność
i podwyższa temperaturę, w której stal staje się krucha, wywołując tzw. kruchość na zimno.
Ten wpływ fosforu jest bardzo wyraźny wówczas, gdy jego zawartość w stali jest większa niż
0,1%. Jednak w stalach przeznaczonych na odpowiedzialne wyroby zawartość nawet 0,05% P
jest niebezpieczna i należy jej unikać, ponieważ w czasie krystalizacji stali zachodzi silna
segregacja fosforu, wskutek czego w pewnych miejscach zawartość fosforu będzie dość
znaczna i będzie powodować kruchość.W zależności od przeznaczenia stali ustala się
ostrzejsze wymagania dotyczące zawartości fosforu (np. max 0,025%). Należy zaznaczyć, że
w niektórych wyjątkowych przypadkach zawartość fosforu w stali może być pożyteczna. Na
przykład w stalach automatowych dodatek ok. 0,1% P polepsza skrawalność, zaś do ok.
0,35% – zwiększa odporność na ścieranie. Przy jednoczesnej zawartości miedzi, fosfor
zwiększa odporność stali na korozję atmosferyczną.
Siarka podobnie jak fosfor dostaje się do stali z rud żelaza, a ponadto z gazów
piecowych, tzn. z produktów spalania paliwa zawierających dwutlenek siarki (SO
2
). Siarkę
można w znacznej mierze usunąć ze stali, jeżeli stosuje się podczas wytapiana zasadowy
proces martenowski lub zasadowy proces elektryczny. W stalach wysokojakościowych
zawartość siarki ogranicza się zazwyczaj do 0,02–0,03%. W stali zwykłej jakości dopuszcza
się większą zawartość siarki (do 0,05%). Siarka nie rozpuszcza się w żelazie, lecz tworzy
siarczek żelazawy FeS, który jest składnikiem eutektyki Fe + FeS o temperaturze topnienia
985°C. Występowanie w stalach tej łatwo topliwej i kruchej eutektyki, rozmieszczonej
przeważnie na granicach ziarn, powoduje kruchość stali nagrzanych do temperatury 800°C
i powyżej. Zjawisko to nosi nazwę kruchości na gorąco. Wskutek tej wady, stal zawierająca
większy procent siarki nie nadaje się do przeróbki plastycznej na gorąco. W stali pojawiają się
naderwania i pęknięcia, m.in. dlatego, że podczas nagrzewania poczynając od temperatury
985°C, zachodzi nadtapianie otoczek z siarczku żelazawego wokół ziarn. Z tego powodu
należy uważać siarkę za szkodliwą domieszkę stali.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Dodatek manganu do stali zmniejsza szkodliwe działanie siarki, gdyż wówczas w ciekłej
stali następuje reakcja, w wyniku której tworzy się siarczek manganawy MnS. Siarczek ten
topi się w 1620°C, a więc w temperaturze o wiele wyższej niż temperatura przeróbki
plastycznej na gorąco (800–1200°C). Siarczki w temperaturze przeróbki plastycznej na gorąco
są plastyczne i ulegają odkształceniu, tworząc wydłużone wtrącenia. Pogarszają one
wytrzymałość na zmęczenie i obciążenia dynamiczne stali. Siarka pogarsza również
spawalność stali. Natomiast siarka, podobnie jak fosfor, polepsza skrawalność stali i w ilości
0,15–0,30% jest wprowadzana celowo do stali automatowych.
Wodór, azot i tlen występują w stali w niedużych ilościach, a ich zawartość zależy
w dużym stopniu od sposobu wytapiania.
W stali będącej w stanie stałym, gazy mogą występować w kilku postaciach:
−
w stanie wolnym, skupiając się w różnych nieciągłościach wewnątrz metalu najczęściej
tworząc tzw. pęcherze,
−
mogą być rozpuszczone w żelazie,
−
mogą tworzyć związki (azotki, tlenki) występujące w stali jako tzw. wtrącenia
niemetaliczne.
Wpływ wodoru na własności stali jest zdecydowanie ujemny. Rozpuszcza się on
stosunkowo łatwo w żelazie i to w całym zakresie temperatury, szczególnie zaś przy przejściu
fazy Fe
α
w Fe
γ
(patrz układ żelazo-wegiel) oraz w stanie ciekłym. Zmniejsza on w znacznym
stopniu właściwości plastyczne i technologiczne stali oraz powoduje występowanie wielu wad
materiałowych, jak np. tzw. płatków śnieżnych (tj. wewnętrznych pęknięć o jasnej
powierzchni), odwęglania, skłonności do tworzenia pęcherzy przy trawieniu itp.
Azot powoduje zwiększenie wytrzymałości i zmniejszenie plastyczności stali, co
objawiać się może jako tzw. kruchość na niebiesko. Niekorzystne działanie azotu przejawia
się także zwiększeniem skłonności stali do starzenia, powodowanym wydzielaniem się
azotków z przesyconego roztworu. Zjawisko to jest szczególnie niekorzystne w stalach
w stanie zgniecionym, gdyż wówczas występuje już w temperaturze otoczenia. W niektórych
stalach stopowych azot jest stosowany jako korzystny dodatek stopowy stabilizujący austenit,
zastępując drogi nikiel.
Tlen występuje w stali głównie w postaci związanej, najczęściej tlenków FeO, SiO
2
,
Al
2
O
3
i in. Tlen powoduje pogorszenie prawie wszystkich właściowości mechanicznych
i dlatego dąży się przez odpowiednie prowadzenie procesu metalurgicznego do obniżenia
jego zawartości w stali. Odtlenianie stali przeprowadza się za pomocą stopów krzemu,
manganu i aluminium. Sposób odtleniania wywiera także duży wpływ na wielkość ziarna stali
węglowej. Bardzo skutecznym sposobem zmniejszania ilości wodoru, azotui tlenu oraz
wtrąceń niemetalicznych w stali jest wytapianie lub odlewanie jej w próżni. Można w ten
sposób otrzymać stal o lepszych właściwościach dzięki większej czystości i prawie zupełnemu
brakowi rozpuszczonych w metalu gazów.
Klasyfikacji gatunków stali dokonuje się zgodnie z PN-EN 10020:1996 według składu
chemicznego oraz wg ich zastosowania i własności mechanicznych lub fizycznych.
Klasyfikacja stali według składu chemicznego:
−
stale niestopowe (węglowe),
−
stale stopowe.
Do stali niestopowych zalicza się te gatunki stali, w których zawartość pierwiastków jest
mniejsza od zawartości granicznych podanych w tabeli 1.
Do stali stopowych zalicza się gatunki stali, w których zawartość przynajmniej jednego
pierwiastka jest równa lub większa od zawartości granicznej podanej w tabeli 1
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
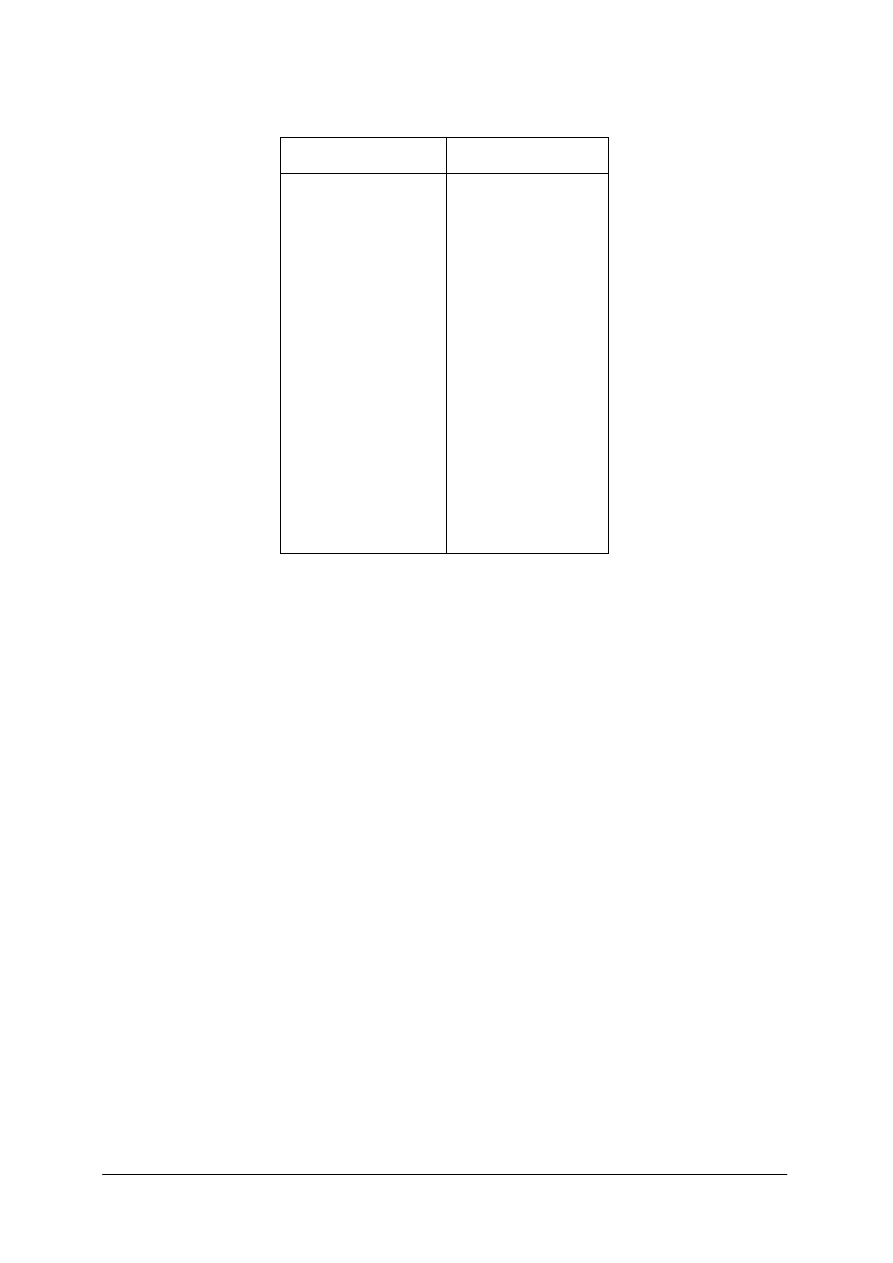
17
Tabela 1. Granica między stalami niestopowymi i stopowymi [PN-EN 10020:1996].
Nazwa i symbol
chemiczny pierwiastka
Zawartość graniczna
(% wagowy)
Aluminium,
Bor,
Bizmut,
Chrom,
Cyrkon,
Kobalt,
Krzem,
Lantanowce,
Mangan,
Miedź,
Molibden,
Nikiel,
Niob,
Ołów.
Selen,
Tellur,
Tytan,
Wanad,
Wolfram,
Inne (każdy oprócz
fosforu, siarki i azotu),
Al 0,10
B 0,0008
Bi 0,10
Cr* 0,30
Zr* 0,05
Co 0,10
Si 0,50
każdy 0,05
Mn 1.65**
Cu* 0,40
Mo* 0,08
Ni* 0,30
Nb* 0,06
Pb 0,40
Se 0,10
Te 0,10
Ti* 0,05
V* 0,10
W 0,10
0,05
* Jeżeli te pierwiastki określa się dla stali w kombinacji dwu, trzech lub czterech, a ich
zawartości są mniejsze niż podane w tablicy, to przy kwalifikacji stali należy dodatkowo
uwzględnić zawartość graniczną wynoszącą 70% sumy poszczególnych zawartości
granicznych tych dwu, trzech lub czterech pierwiastków.
** Jeżeli jest określona tylko maksymalna zawartość manganu, jego graniczna zawartość
wynosi 1,80% i nie stosuje się zasady 70%.
Klasyfikacja stali według zastosowania i własności mechanicznych lub fizycznych
Klasy jakości stali niestopowych:
−
stale niestopowe podstawowe,
−
stale niestopowe jakościowe,
−
stale niestopowe specjalne.
Stale podstawowe to gatunki stali o takich wymaganiach jakościowych, jakie można
osiągnąć w ogólnie stosowanym procesie stalowniczym, bez dodatkowych zabiegów
technologicznych. * Oznaczanie stali wg PN-EN 10027-1.
Wyroby z tych stali nie są przeznaczone do obróbki cieplnej (z wyjątkiem wyżarzania
odprężającego, zmiękczającego i normalizowania). Z wyjątkiem manganu i krzemu (oraz
granicznych zawartości C, P, S), zawartość innych pierwiastków stopowych nie jest
wymagana. Nie określa się dodatkowych wymagań jakościowych dotyczących np. głębokiego
tłoczenia, ciągnienia, kształtowania na zimno itp.
Właściwości w stanie walcowanym na gorąco lub wyżarzonym odprężające,
zmiękczająco albo normalizowanym powinny odpowiadać następującym wartościom
granicznym dla wyrobów o grubości do 16 mm:
−
minimalna wytrzymałość na rozciąganie (Rm) < 690 MPa,
−
minimalna granica plastyczności (Re) < 360 MPa,
−
minimalne wydłużenie (A) . < 26%,
−
minimalna praca łamania w temp. 20°C na próbkach wzdłużnych ISO < 27 J,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
minimalna średnica trzpienia w próbie zginania (e oznacza grubość próbki) >1 e,
−
maksymalna zawartość węgla > 0,10%,
−
maksymalna zawartość fosforu > 0,045%,
−
maksymalna zawartość siarki > 0,045%.
Przykłady stali należących do tej klasy:
−
stale miękkie niskowęglowe na taśmy i blachy walcowane na gorąco lub na zimno
ogólnego zastosowania,
−
stale konstrukcyjne walcowane na gorąco ogólnego zastosowania,
−
stale do wyrobu walcówki do ciągnienia (drutu).
Stale niestopowe jakościowe to gatunki stali, których własności w stanie obrobionym
cieplnie w zasadzie się nie określa, nie określa się również czystości metalurgicznej wyrażonej
stopniem zanieczyszczenia wtrąceniami niemetalicznymi. Ze względu na warunki stosowania
wyrobów ze stali jakościowych, wymagania dotyczące np. wrażliwości na kruche pękanie,
regulowanej wielkości ziarna czy podatności na kształtowanie, są wyższe niż dla stali
podstawowych, co wymusza większą staranność podczas produkcji.
Przykłady stali należących do tej klasy:
–
stale na wyroby płaskie do kształtowania na zimno,
–
stale konstrukcyjne o zawartości Pmax i Smax poniżej 0,045%, np.:
•
stale o podwyższonej wytrzymałości,
•
stale do budowy statków,
•
stale na wyroby ocynkowane ogniowo,
•
stale na butle gazowe,
•
stale na kotły i zbiorniki ciśnieniowe,
–
stale z wymaganą podatnością na odkształcenie plastyczne,
–
stale konstrukcyjne z wymaganą minimalną zawartością Cu,
–
stale do zbrojenia betonu,
–
stale szynowe,
–
stale automatowe,
–
stale do ciągnienia drutu,
–
stale do spęczania na zimno,
–
stale sprężynowe,
–
stale z wymaganymi własnościami magnetycznymi lub elektrycznymi,
–
stale do produkcji blach cienkich, ocynowanych (na opakowania),
–
stale do produkcji elektrod otulonych lub drutu spawalniczego o zawartości Pmax, i Smax
większej niż 0,02%.
Stale niestopowe specjalne charakteryzują się wyższym niż stale jakościowe stopniem
czystości metalurgicznej, szczególnie w zakresie zawartości wtrąceń niemetalicznych. Są one
przeważnie przeznaczone do ulepszania cieplnego lub hartowania powierzchniowego. Dzięki
dokładnemu doborowi składu chemicznego oraz przestrzeganiu specjalnych warunków
produkcji stali i kontroli przebiegu procesów technologicznych uzyskuje się różnorodne
własności przetwórcze i użytkowe stali. Często otrzymuje się równocześnie i w zawężonych
granicach np. wysoką wytrzymałość lub hartowność z równocześnie dobrą ciągliwością,
podatnością na kształtowanie, spawanie itp.
Stale niestopowe specjalne spełniają jeden lub więcej z niżej wymienionych warunków:
−
określona udarność w stanie ulepszonym cieplnie;
−
określona
hartowność
lub
twardość
powierzchniowa
w
stanie
hartowanym
i odpuszczonym lub utwardzonym powierzchniowo;
−
określona mała zawartość wtrąceń niemetalicznych;
−
określona maksymalna zawartość fosforu i siarki (każdy z nich):

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
•
< 0,020% według analizy wytopowej,
•
< 0,025% według analizy chemicznej wyrobu (np. walcówka przeznaczona do
produkcji mocno obciążonych sprężyn, elektrod, drutu do zbrojenia opon).
Przykłady stali należących do tej klasy:
−
stale konstrukcyjne o określonej minimalnej pracy łamania próbek wzdłużnych ISO
z karbem V, większej niż 27 J(dżuli) w temperaturze -50°C,
−
stale konstrukcyjne przeznaczone do produkcji reaktorów jądrowych, o ograniczonej
zawartości następujących pierwiastków: miedź < 0,10%, kobalt < 0,05%, wanad < 0,05%,
−
stale do ulepszania cieplnego,
−
stale do nawęglania,
−
stale utwardzalne wydzieleniowo o wymaganej zawartości węgla minimum 0,25% lub
większej (w analizie wytopowej) i strukturze ferrytyczno-perlitycznej: zawierające jeden
lub więcej mikrododatków stopowych, takich jak niob albo wanad, jednak ich zawartość
powinna być niższa niż wartość graniczna dla stali stopowych; utwardzanie
wydzieleniowe uzyskuje się zwykle przez kontrolowane chłodzenie z temperatury
przeróbki plastycznej na gorąco,
−
stale do sprężania betonu,
−
stale do ciągnienia (drutu),
−
stale do spęczania na zimno,
−
stale sprężynowe,
−
stale narzędziowe,
−
stale o określonej przewodności elektrycznej (konduktywności) większej niż 9 S/m,
−
stale do produkcji elektrod otulonych lub na drut spawalniczy o zawartości P
max
i S
max,
−
mniejszej niż 0,02%.
Oznaczanie stali wg: PN-EN 10027-1 Systemy oznaczania stali. Znaki stali, symbole
główne
EN 10027-1:1992 jest zalecana przez CEN (Europejski Komitet Normalizacyjny) do
stosowania przez krajowe komitety normalizacyjne bez jakichkolwiek zmian. PN-EN 10027-1
jest identyczna z EN 10027-1:1992 i została ustanowiona przez Polski Komitet
Normalizacyjny 15.12.1994 r. W tej klasyfikacji oznaczeń stali wyróżnia się dwie główne
grupy znaków:
−
znaki zawierające symbole wskazujące na skład chemiczny stali,
−
znaki zawierające symbole wskazujące na zastosowanie oraz mechaniczne lub fizyczne
własności stali.
W obu grupach znaków po symbolach głównych mogą być podawane symbole dodatkowe.
Poniżej podano jedynie, z jakich symboli głównych składa się znak stali. W przypadku staliwa
znak gatunku zawierający symbole wskazujące na skład chemiczny poprzedza
litera G.
Oznaczanie stali wg składu chemicznego
W znakach stali wg składu chemicznego wyróżnia się cztery podgrupy:
−
stale niestopowe (bez stali automatowych) o średniej zawartości manganu <1%. Znak
tych stali składa się z następujących symboli głównych, umieszczonych kolejno po sobie:
litery C i liczby będącej 100-krotną średnią wymaganą zawartością węgla,
−
stale niestopowe o średniej zawartości manganu ≥ 1 %,
−
niestopowe stale automatowe,
−
stale stopowe (bez stali szybkotnących) o zawartości każdego pierwiastka
stopowego <5%.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Znak tych stali składa się z: liczby będącej 100-krotną wymaganą średnią zawartością
węgla, symboli pierwiastków chemicznych składników stopowych stali w kolejności
malejącej zawartości pierwiastków oraz liczb oznaczających zawartości poszczególnych
pierwiastków stopowych w stali. Każda liczba oznacza odpowiednio, średni procent
zawartości pierwiastka pomnożony przez współczynnik wg tableli 2 i zaokrąglony do
najbliższej liczby całkowitej. Liczby oznaczające zawartości poszczególnych pierwiastków
stopowych należy oddzielić poziomą kreską.
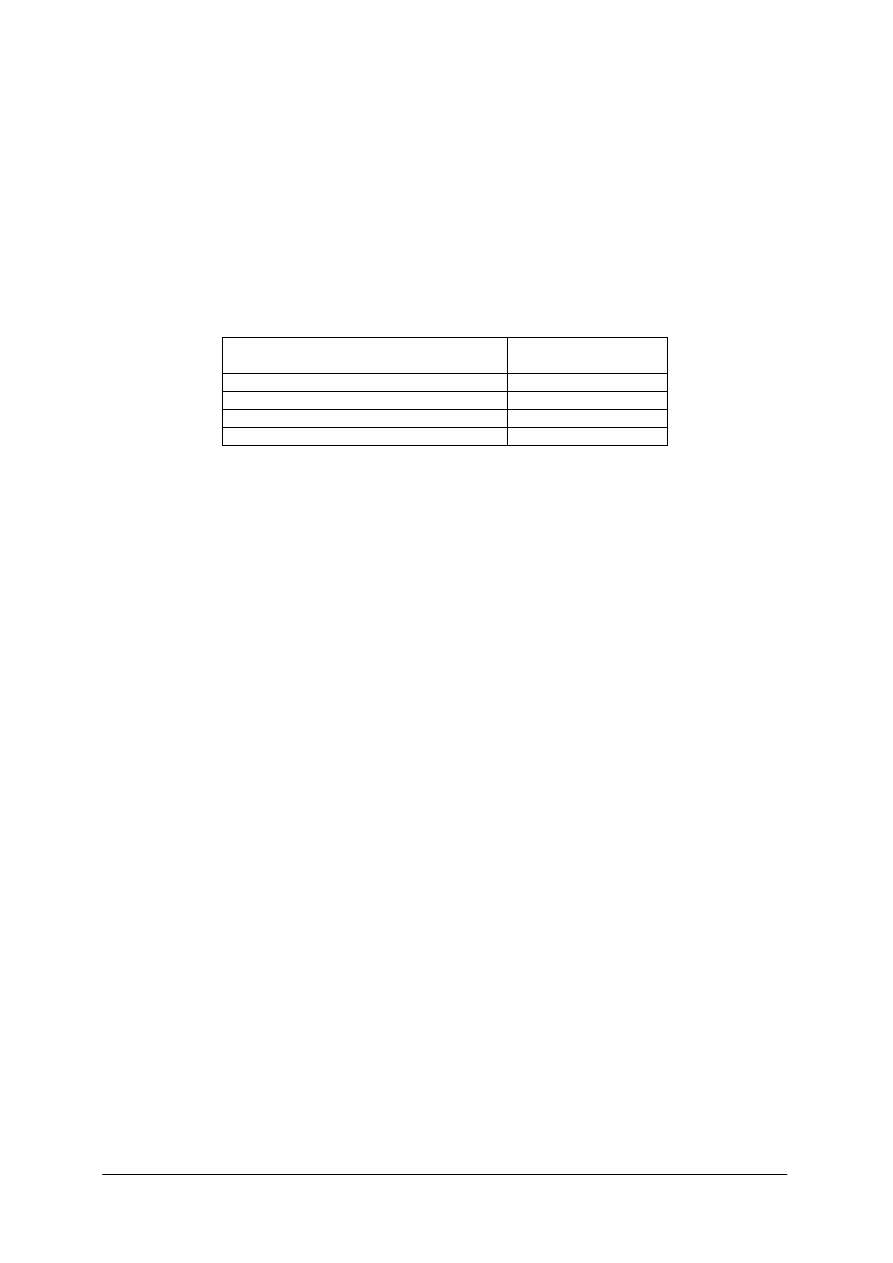
Tabela 2. Współczynnik do ustalania symboli liczbowych pierwiastków stopowych przy oznaczaniu stali
stopowych (bez stali szybkotnących) o zawartości każdego pierwiastka stopowego <5%
[PN-EN100271].
Pierwiastek
Współczynnik
Cr, Co, Mn, Ni, Si, W
4
Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V,
10
Ce, N, P, S
100
B
1000
Na przykład 55NiCrMoV6-2-2 jest znakiem stali o średnim składzie: 0,55% C, l,5%Ni,
0,6% Cr, 0,2% Mo i poniżej 0,1 % V (jest to stal narzędziowa do pracy na gorąco).
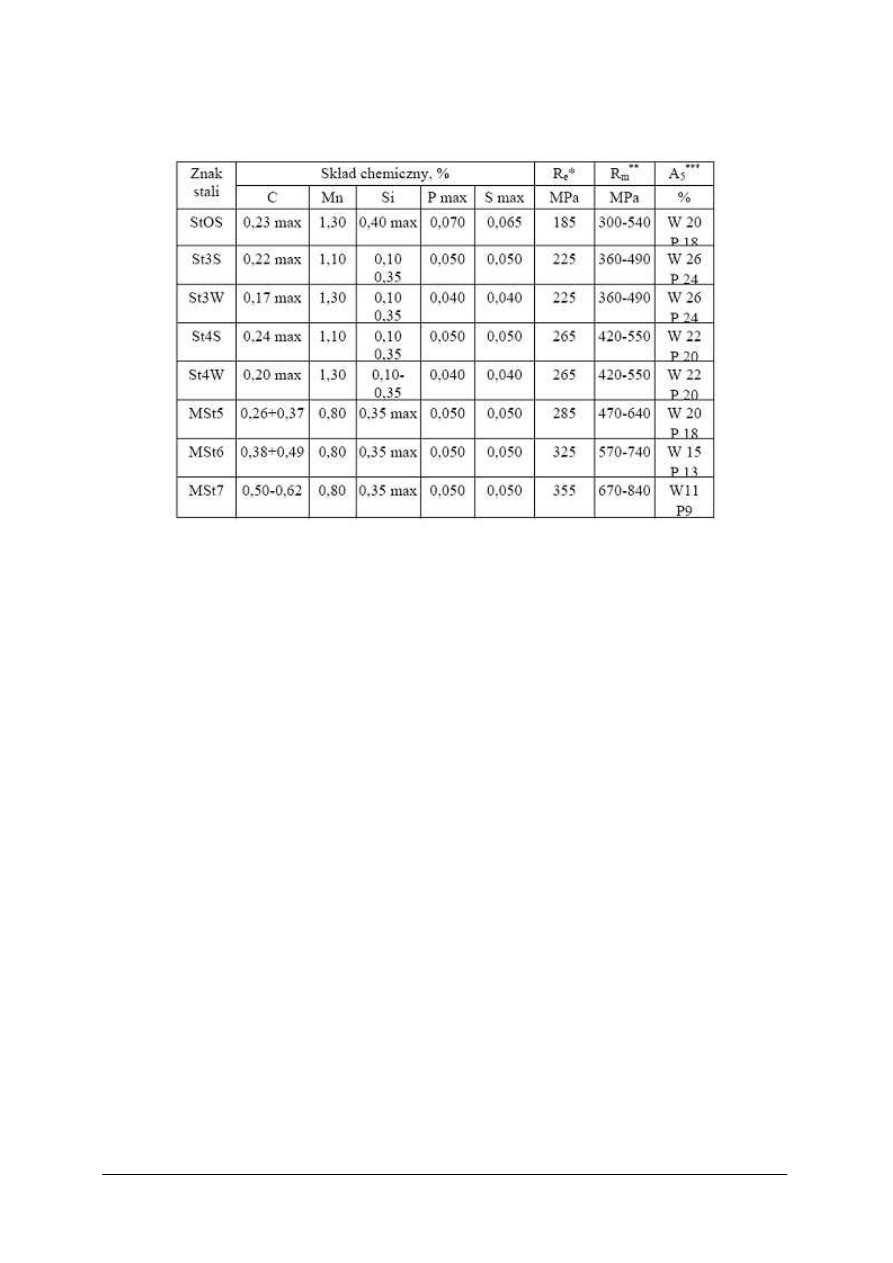
Stale niestopowe podstawowe konstrukcyjne są stosowane zazwyczaj w stanie
surowym lub rzadziej w stanie normalizowanym. Według PN-88/H-84020 rozróżnia się 6
podstawowych gatunków stali w tej grupie. W zależności od składu chemicznego
i wymaganych własności mechanicznych. Znak gatunku stali składa się z liter St oraz liczby
porządkowej 0, 3, 4, 5, 6 lub 7. Gatunki stali przeznaczone na konstrukcje spawane o liczbie
porządkowej 0, 3 i 4 oznacza się dodatkowo literą S (np. St0S, St3S, St4S) oraz w przypadku
określonej zawartości miedzi (z wyjątkiem St0S) dodatkowo literami Cu (np. St3SCu.
St4SCu). Gatunki o liczbie porządkowej 3 i 4 o podwyższonych wymaganiach jakościowych
(o obniżonej zawartości C oraz P i S) oznacza się dodatkowo literą V lub W (np. St3V, St4W).
Znak gatunku stali St5, St6 i St7 w przypadku określonej dodatkowo zawartości węgla,
manganu i krzemu uzupełnia się na początku literą M (np. MSt5). Gatunki stali o liczbie
porządkowej 3 i 4 z literą S lub V mogą być dodatkowo oznaczane literą X w przypadku stali
nieuspokojonej (np. St3SX, St3VX, St3ScuXC) lub literą Y w przypadku stali półuspokojonej
(np. StSCuY, St4SY, St4W). Skład chemiczny i własności mechaniczne tych stali podane są
w tabeli 3.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tabela 3. Skład chemiczny i własności stali węglowych konstrukcyjnych ogólnego zastosowania
[PN-88/H-84020],
* dla wyrobów o średnicy lub grubości 16–40 mm,
** dla wyrobów o średnicy lub grubości 3–100 mm,
*** dla wyrobów o średnicy lub grubości 3–40 mm.
Kierunek osi próbki: W – wzdłużny, P – poprzeczny (w stosunku do kierunku
walcowania).Gatunki stali o liczbie porządkowej 3 i 4 mogą mieć dodatkowo określoną
wymaganą udarność w temperaturze +20°C, 0°C i -20°C. Szczegółowe wymagania odnośnie
do tych odmian stali i ich oznaczenia podane są w PN-88/H-84020. Znaki gatunków tych stali
uzupełnia się na końcu znakiem odmiany plastyczności B, C, D lub U, M, J (np. St3SYU,
St4WD).
Stale niestopowe do ulepszania cieplnego i utwardzania powierzchniowego należą do
grupy stali o wyższych wymaganiach w porównaniu do stali jakościowych i charakteryzują się
wyższym stopniem czystości. Zawartość fosforu i siarki nie może w nich przekraczać po
0,040%. Są przeznaczone do wyrobu maszyn i urządzeń i stosuje się je w stanie ulepszonym
cieplnie, normalizowanym, hartowanym powierzchniowo lub po nawęglaniu. Dzięki
dokładnemu doborowi składu chemicznego oraz przez zastosowanie specjalnych warunków
wytwarzania uzyskuje się wymagane właściwości technologiczne i użytkowe często
w kombinacji z wysoką lub wąsko ograniczoną wytrzymałością lub hartownością. Znak tych
stali wg PN-93/H-84019 składa się z liczb dwucyfrowych, które mogą być uzupełnione
literami. Liczby te określają przybliżone średnie zawartości węgla w setnych częściach
procentu (np. 10, 15, 20, 25, 30 itd). Litery po liczbach oznaczają:
G – stal o podwyższonej zawartości manganu,
A – stal o podwyższonej czystości w zakresie fosforu i siarki,
AA – stal o zaostrzonych wymaganiach w zakresie składu chemicznego (np. dotyczących
zawartości węgla, obniżonej zawartości fosforu i siarki ,ograniczonej sumie zawartości
Cr+Mo+Ni, itp.),
rs – stal o regulowanej zawartości siarki,
h – stal o wymaganej hartowności,
H – stal o podwyższonej dolnej granicy twardości w stosunku do wymaganego pasma
hartowności,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
L – stal o obniżonej granicy twardości w stosunku do wymaganego pasma hartowności, przy
czym cyfry (np. 4, 5, 15) po literach hH i hL oznaczają odległości od czoła próbki
w milimetrach (4 mm, 5 mm, 15 mm).
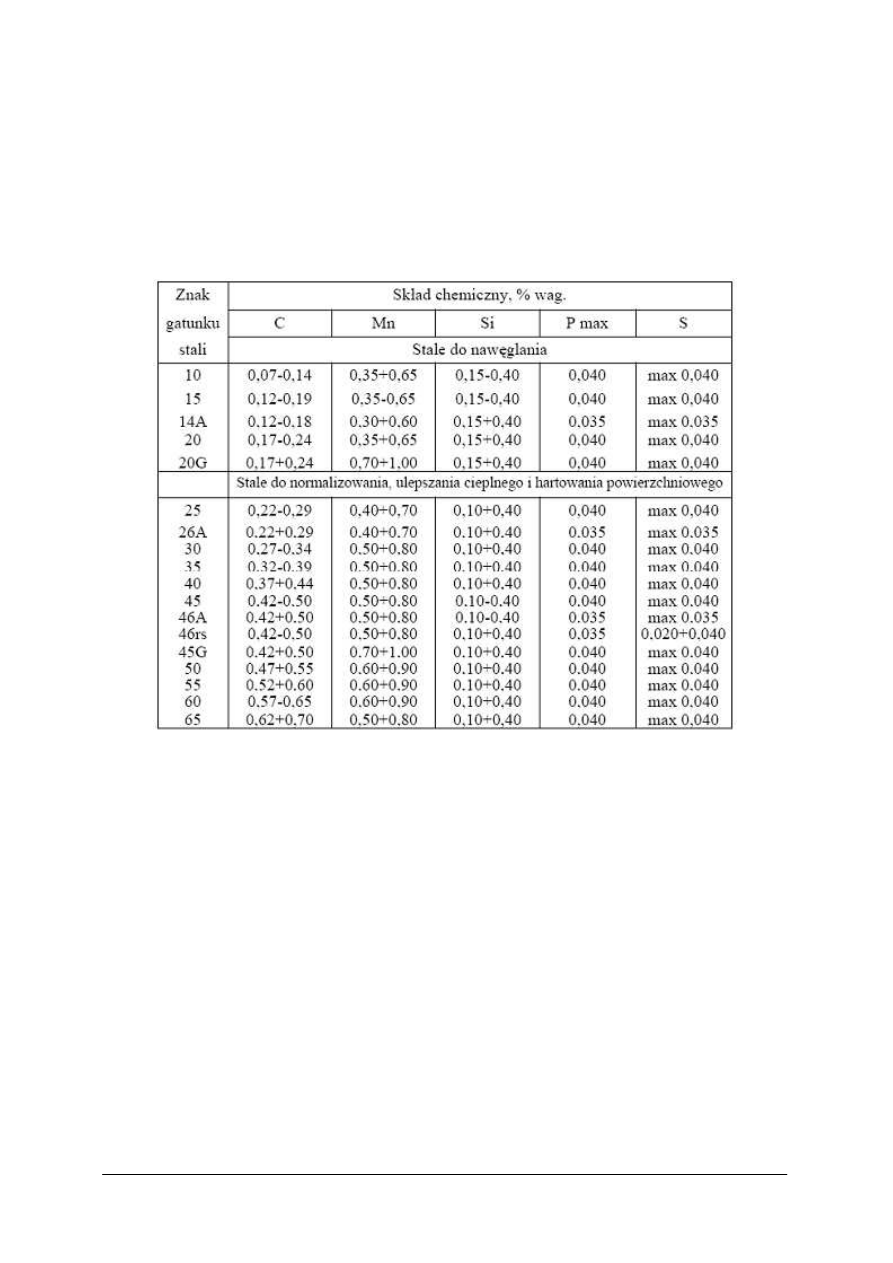
Skład chemiczny niektórych stali niestopowych do nawęglania oraz normalizowania,
ulepszania cieplnego i hartowania powierzchniowego podano w tabeli 4.
Tabela 4. Skład chemiczny niektórych gatunków stali niestopowej specjalnej do nawęglania oraz
normalizowania, ulepszania cieplnego i hartowania powierzchniowego [PN-93/H-840191].
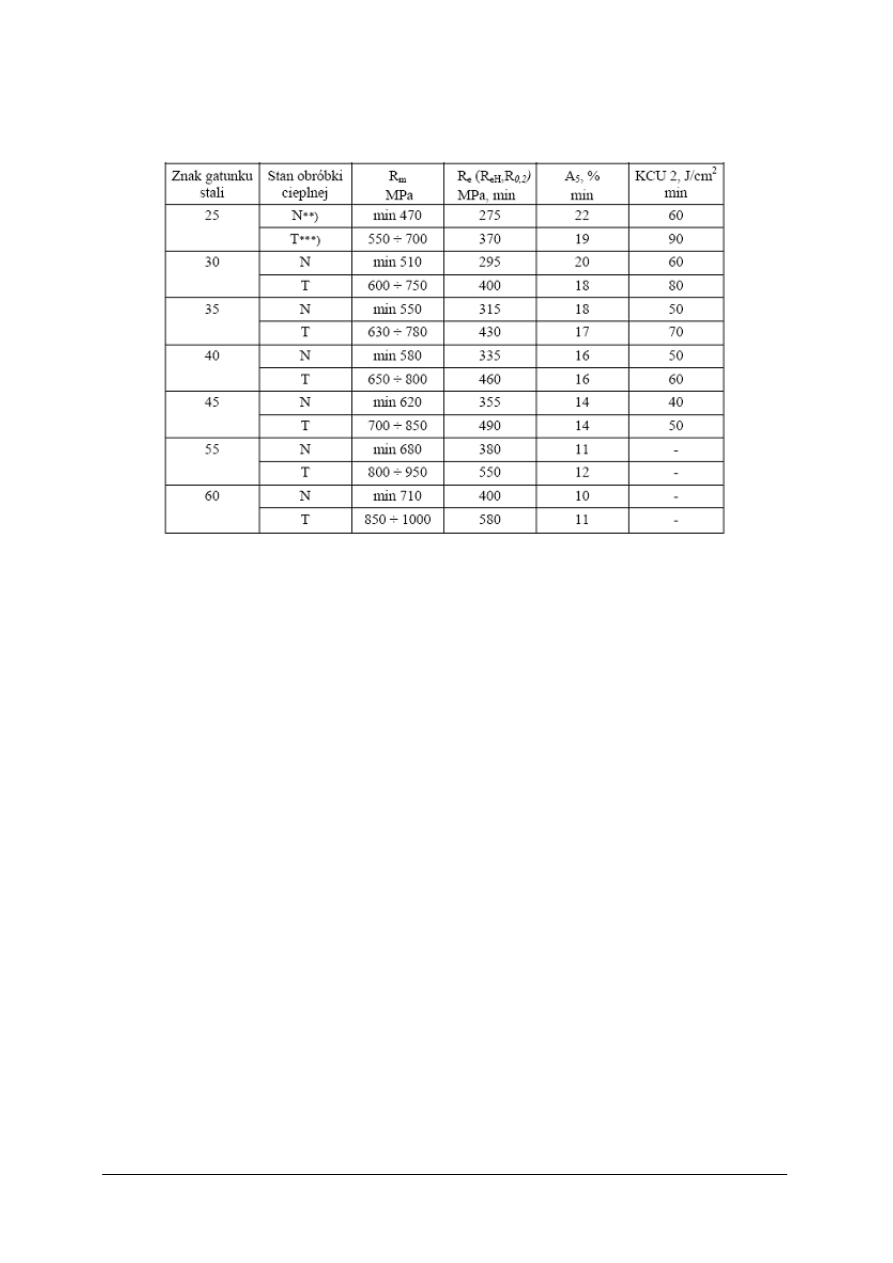
Własności mechaniczne w stanie normalizowanym i dla porównania w stanie ulepszonym
cieplnie (po hartowaniu i odpuszczaniu w temperaturze 550
–
660°C) niektórych stali podano
w tabeli 5. Należy zwrócić uwagę, że wytrzymałość na rozciąganie RM
,
granica plastyczności
R
e
i udarność KCU2 są znacznie wyższe w stanie ulepszonym cieplnie, w porównaniu ze
stanem normalizowanym, a dla stali o większej zawartości węgla (gatunku 55, 60) większe
jest również wydłużenie.
Stale niestopowe jakościowe i specjalne o określonym zastosowaniu
W przemyśle, oprócz omówionych wyżej stali węglowych konstrukcyjnych ogólnego
zastosowania, stosuje się również wiele gatunków stali węglowych o określonym z góry
zastosowaniu. Stale te z uwagi na konieczność zapewnienia szczególnych własności
użytkowych lub technologicznych mają skład chemiczny różniący się od składu stali
węglowych ogólnego zastosowania i to zarówno w odniesieniu do składników zasadniczych,
jak i przypadkowych lub zanieczyszczeń. Poza tym, w niektórych przypadkach stale te
wykazują wyższe lub niższe własności mechaniczne, w porównaniu do odpowiednich stali
ogólnego zastosowania o zbliżonym składzie chemicznym, jednakże zapewniają żądane
własności technologiczne i użytkowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Tabela 5. Własności mechaniczne niektórych gatunków stali niestopowej specjalnej w stanie normalizowanym
oraz ulepszonym cieplnie wg (dla wyrobów o średnicy lub grubości mniejszej od 16 mm)
[PN-93/H84019].
* Dla większych wartości grubości wyrobów własności wytrzymałościowe są niższe.
** N – normalizowanie.
*** T – ulepszanie cieplne (hartowanie i odpuszczanie wysokie).
Wśród stali węglowych konstrukcyjnych o określonym zastosowaniu można wyodrębnić
następujące ważniejsze grupy gatunków:
−
stale do wyrobu drutu do patentowania, na liny, na sprężyny, do konstrukcji sprężanych,
−
drutu ogólnego przeznaczenia i dla przemysłu włókienniczego (PN 91/H-84028);
−
stale dla kolejnictwa (PN-84/H-84027, PN-91/H-84027/03, PN-88/H-84027/04-05);
−
stale do wyrobu rur (PN-89/H-84023/07);
−
stale do wyrobu nitów (PN-89/H-84023/04-05);
−
stale na blachy kotłowe (PN-81/H-92123);
−
stale do budowy mostów (PN-89/H-84023/04);
−
stale na blachy grube i uniwersalne do budowy statków (PN-85/H-92147);
−
stale na blachy karoseryjne (PN-89/H-84023/03);
−
stale do wyrobu ogniw łańcuchów technicznych i okrętowych (PN-89/H-84023/08);
−
stale automatowe (łatwo obrabialne mechanicznie) (PN-73/H-84026);
– stale magnetycznie miękkie (PN-89/H-84023/02).
Stale niestopowe przeznaczone na walcówkę do produkcji drutu są wysokiej czystości.
Zawartość węgla w tych stalach zawiera się w granicach 0,33–0,98%. W stalach o najwyższej
czystości do wyrobu drutu na liny zawartość fosforu i siarki nie może przekroczyć po 0,020%,
ale łącznie zawartość P+S nie może być wyższa niż 0,035%.
Oznaczanie stali wg zastosowania i własności
Znak stali oznaczanych wg ich zastosowania i własności mechanicznych lub fizycznych
zawiera następujące główne symbole:
a) S – stale konstrukcyjne, P – stale pracujące pod ciśnieniem, L – stale na rury
przewodowe, E – stale maszynowe, za którymi umieszcza się liczbę będącą minimalną
granicą plastyczności w MPa;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
b) B – stale do zbrojenia betonu, za którym umieszcza się liczbę będącą charakterystyczną
granicą plastyczności,
c) Y – stale do betonu sprężonego, R – stale na szyny lub w postaci szyn, za którymi
umieszcza się liczbę będącą wymaganą minimalną wytrzymałością na rozciąganie,
d) H – wyroby płaskie walcowane na zimno ze stali o podwyższonej wytrzymałości
przeznaczone do kształtowania na zimno, za którym umieszcza się liczbę będącą
wymaganą minimalną granicą plastyczności albo, jeżeli jest wymagana tylko
wytrzymałość na rozciąganie, wtedy umieszcza się literę T, za którą podaje się wymaganą
minimalną wytrzymałość na rozciąganie,
e) D – wyroby płaskie ze stali miękkich przeznaczonych do kształtowania na zimno, za
którym umieszcza się jedną z następujących liter:
1) C – dla wyrobów walcowanych na zimno,
2) D – dla wyrobów walcowanych na gorąco przeznaczonych do kształtowania na zimno,
3) X – dla wyrobów bez charakterystyki walcowania (na zimno lub na gorąco); oraz dwa
symbole cyfrowe lub literowe charakteryzujące stal,
f) T – wyroby walcowni blachy ocynowanej, za którym umieszcza się:
1) dla wyrobów o jednokrotnie redukowanej grubości – literę H, za którą podaje się
liczbę będącą wymaganą nominalną twardością wg HR 30Tm;
2) dla wyrobów o dwukrotnie redukowanej grubości – liczbę będącą wymaganą
nominalną granicą plastyczności,
g) M – stale elektrotechniczne, za którym umieszcza się:
1) liczbę, będącą 100-krotną wymaganą maksymalną stratnością w W·kg-1,
2) liczbę, będącą 100-krotną nominalną grubością wyrobu w mm,
3) liczbę, oznaczającą rodzaj blachy lub taśmy elektrotechnicznej, tj.:
A – o niezorientowanym ziarnie,
D – ze stali niestopowych, nie wyżarzonych końcowo (odprężająco),
E – ze stali stopowych, nie wyżarzonych końcowo,
N – o normalnie zorientowanym ziarnie,
S – o zorientowanym ziarnie i zmniejszonej stratności,
P – o zorientowanym ziarnie i dużej przenikalności magnetycznej.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest stal?
2. Co to jest stal węglowa (niestopowa)?
3. Jakie znasz rodzaje stali węglowych (niestopowych)?
4. Co to są przemiany fazowe?
5. Jak oznaczamy stale węglowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów właściwości i zastosowanie następujących stali:
−
St0SX,
−
St3W,
−
10,
−
45G.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać podane gatunki stali,
3) zapisać właściwości i zastosowania wymienionych gatunków stali,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o stalach węglowych,
−
arkusze papieru i pisaki.
Ćwiczenie 2
Odszukaj w PN i katalogach stale do nawęglania i do ulepszania cieplnego, wypisz ich
skład chemiczny oraz właściwości i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie gatunki stali,
3) zapisać właściwości i zastosowania wymienionych gatunków stali,
4) uporządkować w grupie odnalezione informacje,
5) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o stalach węglowych,
−
arkusze papieru i pisaki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie stal węglowa?
2) wyjaśnić, jaki wpływ na właściwości stali ma zawartość węgla?
3) określić domieszki zwykłe w stali?
4) wyjaśnić, jaki wpływ na właściwości stali ma siarka?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3. Stale stopowe: wpływ dodatków stopowych na
właściwości stali, klasyfikacja stali, znakowanie stali
4.3.1. Materiał nauczania
Stalą stopową nazywa się stal, do której celowo wprowadzono pierwiastki stopowe, aby
nadać jej wymagane właściwości. Według Polskich Norm do stali stopowych zalicza się
gatunki stali, w których najmniejsza wymagana zawartość chociażby jednego z pierwiastków
jest równa lub większa niż podano w tabeli 1.
Wprowadzenie do stali dodatków stopowych może mieć na celu:
−
uzyskanie określonych właściwości wytrzymałościowych,
−
wywołanie pożądanych zmian strukturalnych,
−
uzyskanie specjalnych właściwości chemicznych lub fizycznych,
−
podwyższenie hartowności,
−
ułatwienie technologii i polepszenie efektów obróbki cieplnej.
Najczęściej stosowanymi dodatkami stopowymi są: mangan, krzem, chrom, nikiel,
molibden, wanad, wolfram. Nieco rzadziej stosuje się aluminium, kobalt, tytan i niob. Ponadto
coraz częściej jako celowe dodatki stopowe zyskują na znaczeniu bor i azot.
Wpływ pierwiastków stopowych na strukturę i właściwości stali
Pierwiastki stopowe dodawane do stali w procesie metalurgicznym w przeważającej ilości
przechodzą do roztworu ciekłego. Po skrzepnięciu stali pierwiastki stopowe mogą wystąpić
w następujących fazach:
−
w roztworach stałych: ferrycie i austenicie,
−
w związkach z węglem i azotem: węglikach, azotkach i węgliko-azotkach,
−
w związkach międzymetalicznych,
−
w postaci wolnej (czystego pierwiastka).
Ze względu na różnice potencjału chemicznego pierwiastków w poszczególnych fazach,
składniki stopowe nie są równomiernie rozłożone we wszystkich składnikach strukturalnych
stopu, ale wykazują tendencję do skupiania się w poszczególnych fazach. Węgliki są w stalach
tworzone przez metale położone w układzie okresowym na lewo od żelaza (Mn, Cr, V, Ti,
Mo, Nb, Zr, W, Ta, Hf). Pierwiastki te należą podobnie jak żelazo, do metali przejściowych.
Im dalej na lewo od żelaza znajduje się w układzie okresowym pierwiastek węglikotwórczy,
tym aktywniej łączy się z węglem i trwałość utworzonych węglików jest większa. Według
wzrastającej skłonności do tworzenia w stali węglików, pierwiastki węglikotwórcze można
uszeregować w następującej kolejności: Fe, Mn, Cr, W, Mo, V, Ti, Zr, Nb.
W stalach powstają najczęściej następujące węgliki:
−
węgliki grupy I – Fe
3
C, Mn
3
C, Cr
23
C
6
, Cr
7
C
3
, Fe
3
Mo
3
C, Fe
3
W
3
C,
−
węgliki grupy II – VC, TiC, NbC, ZrC, WC, W
2
C, Mo
2
C, TaC, Ta
2
C.
Najważniejszy dla praktyki, wpływ pierwiastków stopowych polega na zmniejszeniu
szybkości rozkładu austenitu w zakresie jego przemiany w struktury perlityczne. Zapewnia to
większą hartowność stali, a przechłodzenie austenitu do zakresu przemiany martenzytycznej
można osiągnąć stosując powolniejsze chłodzenie, np. podczas chłodzenia w oleju lub
w powietrzu. Zwiększenie hartowności jest szczególnie duże, gdy stal zawiera jednocześnie
kilka pierwiastków stopowych, np. nikiel, chrom i molibden itp. Stwierdzono również, że
bardzo małe dodatki niektórych pierwiastków zwiększają bardzo wyraźnie hartowność stali,
natomiast większa ich zawartość nie wywołuje tak skutecznego działania. Do takich
pierwiastków należy przede wszystkim bor (B). Optymalna zawartość boru w stali,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
zapewniająca największą hartowność wynosi zaledwie 0,001–0,003%. W razie większej ilości
boru jego stężenie na granicach ziarn austenitu przekracza maksymalną rozpuszczalność,
wskutek czego powstają odrębne fazy zawierające bor (borki), które jako ośrodki krystalizacji
ułatwiają wykrystalizowanie struktur perlitycznych i hartowność zmniejsza się.
Klasyfikacja stali wg struktury po wyżarzaniu i po chłodzeniu na powietrzu
Przyjmując zasadę podziału wg struktury w stanie wyżarzonym, można wyróżnić
następujące grupy stali stopowych:
−
podeutektoidalne, w których strukturze obok perlitu występuje wolny ferryt,
−
eutektoidalne, o strukturze perlitycznej,
−
nadeutektoidalne, zawierające w strukturze wydzielone z austenitu węgliki wtórne,
−
ledeburytyczne, w których strukturze występuje eutektyka – ledeburyt, zawierająca,
−
węgliki pierwotne wydzielone z ciekłej stali,
−
ferrytyczne, ewentualnie z wydzieleniami węglików,
−
austenityczne, mogące również zawierać wydzielone węgliki.
Zgodnie z wykresem Fe-Fe
3
C stale węglowe podeutektoidalne zawierają mniej niż 0,8%
C, eutektoidalne ok. 0,8% C, nadeutektoidalne 0,8–2,0% C, ledeburytyt natomiast pojawia się
powyżej ok. 2% C. Ponieważ jednak większość pierwiastków stopowych przesuwa punkty S
i E wykresu Fe-Fe3C w lewo, tj. w kierunku mniejszych zawartości węgla, więc granica
między stalami podeutektoidalnymi i nadeutektoidalnymi oraz nadeutektoidalnymi
i ledeburytycznymi odpowiada w stalach stopowych mniejszym zawartościom węgla niż
w stalach węglowych. Stale ferrytyczna i austenityczna są to najczęściej stale o dużej
zawartości dodatków stopowych i niskiej zawartości węgla.
Podział stali stopowych ze względu na strukturę przeprowadza się również w zależności
od tego, jaką strukturę otrzymuje się po ochłodzeniu w spokojnym powietrzu próbek
o niedużym przekroju. Struktura ta może się zasadniczo różnić od struktury uzyskanej po
wyżarzaniu. W tym przypadku można rozróżnić trzy podstawowe klasy stali:
– perlityczną,
– martenzytyczną,
– austenityczną.
Klasę perlityczną cechuje dość mała zawartość pierwiastków stopowych, stale klasy
martenzytycznej zawierają więcej, a klasy austenitycznej najwięcej tych pierwiastków.
Wytworzenie się jednej z tych trzech struktur stali następuje wskutek tego, że w miarę
zwiększania się zawartości pierwiastków stopowych wzrasta trwałość przechłodzonego
austenitu, zaś początek przemiany martenzytycznej obniża się w kierunku niższych
temperatur. Należy podkreślić, że podana klasyfikacja jest umowna i ma znaczenie
w przypadku chłodzenia w powietrzu próbek o dość małych wymiarach. Zmieniając warunki
chłodzenia, można oczywiście otrzymać w tej samej stali różne struktury.
Oznaczanie stali stopowych konstrukcyjnych i maszynowych
Sposób oznaczania różnych gatunków stali stopowych konstrukcyjnych został
opracowany i ujęty przez Polską Normę PN-89/H-84030/01. Stale stopowe konstrukcyjne
oznaczane są za pomocą znaku składającego się z: cyfr i liter. Pierwsze dwie cyfry określają
ś
rednią zawartość węgla w setnych procenta. Litery oznaczają pierwiastki stopowe:
–
G – mangan,
–
S – krzem,
–
H – chrom,
–
N – nikiel,
–
M – molibden,
–
T – tytan,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
–
F – wanad (także V),
–
J – aluminium.
Liczby występujące za literami oznaczają zaokrąglone do liczby całkowitej średnie
zawartości składnika w stali w przypadku, gdy jego średnia zawartość przekracza 1,5%
(w przypadku stali niskostopowych, gdy średnia zawartość składnika przekracza 1%).
Stale o wyższych wymaganiach co do składu chemicznego (np. co do zawartości fosforu
i siarki) oznacza się na końcu znaku literą A. Stale przetapiane elektrożużlowo oznacza się
przez dodanie na końcu znaku stali ś. Stale modyfikowane związkami chemicznymi litu, sodu
lub wapnia i innymi oznacza się literą D. Według takich samych zasad, jak stale stopowe
konstrukcyjne, oznacza się stale odporne na korozję i stale żaroodporne. Natomiast stale
stopowe narzędziowe oznacza się w odrębny sposób wg dawnych cech hutniczych.
Stale niskostopowe o podwyższonej wytrzymałości
W wyniku dążenia do obniżania ciężaru konstrukcji, zwłaszcza budowlanych. i poprawy
wskaźników użytkowych opracowanych zostało szereg gatunków stali niskostopowych, które
bez dodatkowej obróbki cieplnej odznaczają się lepszymi własnościami mechanicznymi niż
stale węglowe. Są to stale zawierające niewielkie dodatki składników stopowych i wykazujące
w stanie dostawy podwyższone własności wytrzymałościowe i strukturę ferrytyczno-
perlityczną. Stale te są stosowane głównie na konstrukcje budowlane, mosty, siatki i pręty do
zbrojenia betonu, na zbiorniki i rury ciśnieniowe. Od materiałów tych, oprócz odpowiednio
dużych wartości Re i Rm, wymaga się odpowiedniej plastyczności, niskiej wartości
temperatury progu kruchości, dobrej spawalności oraz niskiej ceny.
Jedną z grup stali spawalnych o podwyższonej wytrzymałości stanowią stale
niskostopowe ostrukturze ferrytyczno-perlitycznej zawierające maksymalnie 0,20%C dodatek
manganu max do ok. 1,8% oraz mikrododatki Al, V, Ti, Nb i N, tworzące dyspersyjne
wydzielenia węglików i azotków. Zawartości tych pierwiastków na ogół nie przekraczają
0,02% Al, 0,15% V, 0,05% Nb oraz do ok. 0,025% N. Stale te stosowane po regulowanym
walcowaniu lub normalizowaniu zapewniają uzyskanie granicy plastyczności Re
305–460 MPa (dla wyrobów o grubości 3–16 mm).
Polska Norma PN-86/H-84018 obejmuje 11 gatunków stali niskostopowych podwyższonej
wytrzymałości oznaczonych znakami:
09G2, 18G2A, 09G2Cu, 18G2ACu,15GA 18G2ANb, 15G2Anb, 18G2AV,15G2ANNb,
18G2AVCu, 18G2.
Stale te, w zależności od wymaganych własności wytrzymałościowych na rozciąganie
i technologicznych na zginanie, dzielą się na 7 kategorii oznaczonych symbolami E305, E325,
E355, E390, E420, E440, E460. Trzycyfrowa liczba po literze E oznacza w przybliżeniu granicę
plastyczności R
e
w MPa. Granica ta wykazuje pewne niewielkie różnice w zależności od
grubości wyrobu (3–70 mm). Należy określić, że stale te mają znacznie wyższą (o 50–80%)
granicę plastyczności w porównaniu ze stalami węglowymi zwykłej jakości przeznaczonymi do
spawania, co stwarza możliwość uzyskania znacznych oszczędności materiałowych.
W zależności od wymaganej udarności w temperaturze od +20 do -60°C stale te dzielą się na
odmiany. Jak wspomniano już na wstępie, omawiana grupa stali musi charakteryzować się
dobrą spawalnością.
Stale niskostopowe o podwyższonej wytrzymałości ujęte w PN-86/H-84018 mają ekwiwalent
węgla C
E
nie przekraczający 0,44–0,52.
Stale stopowe konstrukcyjne i maszynowe do ulepszania cieplnego
W przypadkach nie pozwalających na użycie stali węglowych ze względu na małą
hartowność lub też zbyt niskie własności wytrzymałościowe, stosuje się stale stopowe
konstrukcyjne i maszynowe do ulepszania cieplnego. Wykonuje się z nich głównie wysoko
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
obciążone i ważne elementy konstrukcyjne maszyn, silników, pojazdów mechanicznych itp.,
zwłaszcza o dużych przekrojach.
Grupa stali konstrukcyjnych stopowych do ulepszania cieplnego obejmuje znaczną ilość
gatunków o bardzo zróżnicowanym składzie chemicznym. Polskie Normy wyszczególniają 35
gatunków stali stopowych konstrukcyjnych do ulepszania cieplnego (PN-89/H-84030/04) oraz
ponadto 9 gatunków stali o większej zawartości pierwiastków stopowych, przeznaczonych do
wyrobu sprzętu szczególnie obciążonego PN-72/H-84035), np. sprzętu lotniczego, części
silników spalinowych itp. Skład chemiczny tych dwóch grup stali oraz ich własności
mechaniczne podano w tabeli 6.
Tabela 6. Skład chemiczny niektórych stali stopowych konstrukcyjnych do ulepszania cieplnego
[PN-89/H-84030/04].
Zawartość w %
Temperatura w
°
C
Znak stali
węgla
głównych
składników
stopowych
hartowania
odpuszczania
Rm
MPa
min
A
5
%
min
Stale do nawęglania
15H
20H
16HG
18HGT
15HGM
17HGN
15HN
0,12–0,18
0,17–0,23
0,14–0,19
0,17–0,23
0,12–0,19
0,15–0,21
0,12–0,18
Cr 0,70–1,00
Cr 0,70–1,00
Cr 0,80–1,10
Cr 1,00–1,30
Mn 0,80–1,10
Cr 0,80–1,10
Mn 0,80–1,10
Mo 0,15–0,25
Cr 0,80–1,10
Mn 1,00–1,30
Ni 0,60–0,90
Cr 1,40–1,70
Ni 1,40–1,70
880 woda
lub olej
880 woda
lub olej
860 olej
870 olej
840 olej
lub woda
860 olej
860 olej
lub woda
180 powietrze
lub olej
180 powietrze
lub olej
180 powietrze
200 powietrze
lub olej
180 powietrze
160 powietrze
lub olej
190 powietrze
690
780
830
980
930
1030
980
12
11
12
9
11
11
12
Stale do ulepszania cieplnego
30G2
45G2
35SG
30H
40H
45H
35HGS
35HM
45HN
37HGNM
0,27–0,35
0,41–0,49
0,31–0,39
0,27–0,35
0,36–0,44
0,41–0,49
0,28–0,35
0,34–0,40
0,41–0,49
0,35–0,43
Mn 1,40–1,80
Mn 1,40–1,80
Mn 1,10–1,40
Si 1,10–1,40
Cr 0,80–1,10
Cr 0,80–1,10
Cr 0,80–1,10
Cr 0,80–1,10
Mn 0,80–1,10
Si 0,90–1,10
Cr 0,90–1,20
Mo 0,15–0,25
Cr 0,45–0,75
Ni 1,00–1,40
Cr 0,40–0,70
Mn 0,80–1,10
Ni 0,40–0,70
Mo 0,15–0,25
850 woda
lub olej
830 olej
900 woda
860 olej
850 olej
840 olej
880 olej
850 olej
820 olej
lub woda
850 woda
lub olej
530 powietrze
lub olej
580 powietrze
lub olej
590 woda
500 woda
lub olej
500 woda
lub olej
540 woda
lub olej
540 woda
lub olej
540 woda
lub olej
530 woda
lub olej
525 powietrze
780
880
880
880
980
1030
1080
980
1030
930
14
10
15
12
10
9
10
12
10
13
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Stal do azotowania
38HMJ
0,35–0,42
Cr 1,35–1,65
Mo 0,15–0,25
Al, 0,70–1,10
940 olej
lub ciepła
woda
640 woda lub
olej
980
14
Obróbka cieplna stali stopowych konstrukcyjnych polega na hartowaniu w oleju
z temperatury 820–950°C oraz odpuszczaniu najczęściej w zakresie 500–650°C.
Własności mechaniczne zależą od zawartości węgla i pierwiastków stopowych oraz od
temperatury odpuszczania. Niższa temperatura odpuszczania pozwala uzyskiwać wysokie
własności wytrzymałościowe przy gorszych plastycznych i odwrotnie, zależnie od stawianych
wymagań.
Stale stopowe konstrukcyjne do nawęglania
Nawęglanie ma na celu uzyskanie twardej i odpornej na ścieranie warstwy wierzchniej
elementu konstrukcyjnego, przy zachowaniu wysokiej udarności i ciągliwości rdzenia.
Własności te uzyskuje się przez odpowiednią obróbkę cieplną. Dużą twardość osiąga się przez
wzbogacenie warstwy powierzchniowej w węgiel i następnie zahartowanie. Drugim
zagadnieniem jest sprawa wytrzymałości rdzenia nawęglonego przedmiotu. Na ogół wymaga
się od rdzenia dużej udarności i ciągliwości, aby skompensować niebezpieczeństwo, które
przedstawia warstwa powierzchniowa o dużej twardości i kruchości. Z tego względu
zawartość węgla w stalach do nawęglania jest niska i wynosi zazwyczaj 0,10–0,25%,
natomiast wyższą wytrzymałość rdzenia uzyskuje się dzięki obecności pierwiastków
stopowych. W porównaniu ze stalami węglowymi stale stopowe do nawęglania mają wyższą
wytrzymałość na rozciąganie zarówno w stanie zmiękczonym, jak i zahartowanym, a dzięki
większej hartowności wysoką wytrzymałość można uzyskać w elementach o większych
przekrojach przy jednocześnie dużej udarności, dużym przewężeniu i wydłużeniu. Przedmioty
wykonane ze stali stopowej charakteryzuje więc po nawęgleniu i zahartowaniu duża
wytrzymałość rdzenia, której nie można uzyskać przy użyciu stali węglowych. Z tego względu
stal stopową do nawęglania stosuje się wyłącznie na wysoko obciążone, ważne elementy
konstrukcyjne silników, pojazdów mechanicznych i samolotów oraz na inne odpowiedzialne
części maszyn. Aby spełnić zasadniczy postulat uzyskania najwyższej twardości
powierzchniowej, należy warunki hartowania dostosować do składu chemicznego warstwy
nawęglonej, dla której właściwa temperatura hartowania jest znacznie niższa niż temperatura
hartowania właściwa dla rdzenia. Poza tym temperatura odpuszczania po hartowaniu musi być
niska, gdyż już przy 150°C twardość warstwy nawęglanej zaczyna się zmniejszać. Wobec
tego, że własności stali do nawęglania nie można zmieniać przez odpuszczanie, skład
chemiczny
stali
jest
zasadniczym
czynnikiem
rozstrzygającym
o
własnościach
wytrzymałościowych rdzenia.
Wynika stąd, że dobrawszy odpowiednio zawartość pierwiastków stopowych można
uzyskać jednocześnie potrzebną wytrzymałość rdzenia w wymaganym przekroju i pożądaną
twardość powierzchniową po nawęgleniu. Ponieważ jednak każdy gatunek stali pozwala na
osiągnięcie tylko wąskiego zakresu wytrzymałości rdzenia, aby uzyskać szeroki zakres
wytrzymałości R
m
700
–
1500 MPa i spełnić różnorodne wymagania dotyczące twardości
powierzchniowej, należy mieć do dyspozycji dość dużo gatunków stali do nawęglania.
Polskie Normy obejmują łącznie 20 gatunków stali stopowych do nawęglania. W grupie stali
stopowych konstrukcyjnych (PN-89/H-84030/02) Polskie Normy wyszczególniają 16
gatunków stali do nawęglania: 15H, 20H, 16HG, 20HG, 18HGT, 15HGM, 15HGMA,
18HGM, 17HGN, 15HGN, 15HN, 15HNA, 20HNM, 22HNM, 17HNM, 18H2N2 a w grupie
stali stopowych konstrukcyjnych przeznaczonych do wyrobu sprzętu szczególnie obciążonego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
(PN-72/H-84035) – 4 gatunki stali do nawęglania: 12HN3A, 12H2N4A, 20H2N4A,
18H2N4WA. Stale te odznaczają się niską zawartością węgla (średnio 0,12–0,22%), zawierają
prawie zawsze 0,5–2% Cr oraz zależnie od gatunku również Mn, Ni, Mo oraz rzadziej Ti i W.
Najniższe własności mechaniczne rdzenia uzyskuje się w przypadku stali chromowych
i chromowo-manganowych (15H, 20H, 16HG, 20HG). Mangan w omawianych stalach
sprzyja niekorzystnemu rozrostowi ziarn. Przeciwdziała się temu przez dodatek Ti, np. w stali
18HGT. Wobec mniejszej skłonności do rozrostu ziarn, stal może być nawęglana w szerokim
zakresie temperatury. Wytrzymałość rdzenia na rozciąganie w tych stalach może dochodzić do
ponad 1200 MPa. Stale chromowo-niklowe (15HN, 17HNM, 18H2N2) uzyskują znacznie
lepsze własności, ze względu jednak na drogi dodatek niklu zastępowane są coraz częściej
stalami chromowo-manganowo-molibdenowymi (15HGM, 18HGM, 19HM) również
wykazującymi wysokie własności mechaniczne i dużą hartowność. Elementy maszyn
wymagające wysokich własności plastycznych rdzenia i jednocześnie bardzo wysokiej
wytrzymałości (R
m
= 1200–1400 MPa), jak np. części silników lotniczych, wykonuje się ze
stali chromowo-niklowych wyższej jakości: większej zawartości chromu (ok. 1,5%) i niklu
(3–4,5%) z dodatkiem Mo (0,2–0,3) lub W (ok. 1%) (np. stali 12HN3A, 12H2N4A,
20H2N4A, 18H2N4WA).
Stale do azotowania
Dzięki zawartości niektórych pierwiastków stopowych, a w szczególności aluminium,
chromu i molibdenu stale stopowe do azotowania pozwalają na uzyskanie po azotowaniu
największej twardości i odporności na ścieranie warstwy wierzchniej, bez potrzeby stosowania
dodatkowej obróbki cieplnej. Twardość warstwy naazotowanej nie tylko nie zmniejsza się po
nagrzaniu do temperatury dochodzącej do 500°C, lecz także pozostaje nie zmieniona podczas
dłuższego wygrzewania w tym zakresie temperatury.
W związku z tym stale do azotowania znajdują duże zastosowanie na cylindry, wały,
sworznie tłokowe i inne części silników spalinowych, na części turbin, armaturę do pary
przegrzanej, wrzeciona zaworów, sprawdziany itp. Czynnikiem rozstrzygającym o wysokiej
twardości naazotowanej warstwy powierzchniowej jest niemal wyłącznie skład chemiczny
stali, a mianowicie zawartość pierwiastków tworzących trwałe azotki (Al, Cr, Mo i V). Polska
Norma PN-89/H-84030/03 przewiduje 3 gatunki konstrukcyjnych stali stopowych do
azotowania: 38HMJ, 33H3MF i 25H3M.
Oprócz specjalnych gatunków do azotowania, również niektóre stale chromowo-
molibdenowe i zawierające wanad (40HMF, 40HGM, 35HM) mogą być stosowane do tego
celu, nie pozwalając jednak na uzyskanie maksymalnej twardości powierzchniowej. Przed
azotowaniem stale ulepsza się cieplnie, stosując hartowanie w wodzie lub oleju i wysokie
odpuszczanie, aby uzyskać możliwie wysokie własności wytrzymałościowe rdzenia. Stale te
dzięki większej zawartości węgla i pierwiastków stopowych odznaczają się dużą
hartownością.
Stale narzędziowe zaliczane sa do stali specjalnych i są stosowane do wyrobu różnego
rodzaju narzędzi oraz bardziej odpowiedzialnych części przyrządów pomiarowych. Stale
narzędziowe dzieli się na węglowe, stopowe do pracy na zimno, stopowe do pracy na gorąco
i szybkotnące.
Stale węglowe narzędziowe (PN-84/H-85020) dzieli się na stale płytko hartujące się
i głęboko hartujące się. Stale płytko hartujące się są stosowane do wyrobu :narzędzi, których
ś
rednica lub grubość nie przekracza 20 mm, a głęboko hartujące się do wyrobu narzędzi
o średnicy lub grubości ponad 20 mm. Znak stali węglowej narzędziowej składa się z litery N
oznaczającej stal narzędziową oraz z liczby określającej przybliżoną zawartość węgla
wyrażoną w dziesiętnych częściach procentu (np. N8). Stale płytko hartujące się mają
dodatkowo na końcu znaku literę E (np. N9E). Stale narzędziowe węglowe nadają się na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
narzędzia, które nie nagrzewają się w czasie pracy do temperatury powyżej 180°C, gdyż po
przekroczeniu tej temperatury stal ulega odpuszczeniu, co powoduje obniżenie twardości
narzędzia i jego szybkie zużycie.
Stale narzędziowe stopowe do pracy na zimno (PN-86/H-85023) są przeznaczone na
narzędzia do obróbki materiału w stanie zimnym oraz na części przyrządów i narzędzi
pomiarowych, które powinny być odporne na ścieranie i nie odkształcać się podczas
hartowania. Znak tych stali składa się z litery N oznaczającej stal narzędziową do pracy na
zimno i liter określających zawarte w stali dodatki stopowe. Cyfry występujące w niektórych
znakach stali służą do odróżnienia poszczególnych gatunków zawierających te same dodatki
stopowe.
Stale narzędziowe stopowe do pracy na gorąco, są to stale przeznaczone na narzędzia
kształtujące materiał w stanie nagrzanym do temperatury, w której staje się plastyczny
(matryce, tłoczniki) albo nawet w stanie płynnym (np. formy do odlewów pod ciśnieniem)
np. WCMB, WNL, WCL, WCLV.
Stalami szybkotnącymi nazywa się stale, które zachowują twardość i zdolność skrawania
przy szybkościach skrawania i przekrojach warstwy skrawanej wywołujących nagrzewanie się
narzędzi aż do ok. 600
°
C. Składniki stopowe stali: wolfram (W), chrom (Cr), wanad (V)
i molibden (Mo) tworzą z węglem twarde węgliki. Najczęściej używane stale szybkotnące to:
SW7M, SW12C, SKC, SK5M, SK8M, SK10V.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie stale nazywamy stopowymi?
2. Co to są składniki stopowe i w jakim celu je wprowadzamy do stali?
3. Jakimi literami oznaczamy poszczególne składniki stopowe?
4. Jak dzielimy stale narzędziowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów właściwości i zastosowanie następujących stali:
–
15H,
–
18HGT,
–
35HM,
–
38HMJ,
–
N9E.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać podane gatunki stali,
3) zapisać właściwości i zastosowanie wymienionych gatunków stali,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o stalach węglowych,
−
arkusze papieru i pisaki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 2
Odszukaj w PN i katalogach stale do azotowania i do ulepszania cieplnego, określ ich
skład chemiczny oraz właściwości i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie gatunki stali,
3) zapisać właściwości i zastosowania wymienionych gatunków stali,
4) uporządkować odnalezione informacje,
5) zaprezentować efekty pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o stalach stopowych,
−
arkusze papieru i pisaki.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać ile może wynosić największa zawartość węgla w stali?
2) odczytać z oznaczenia stali stopowej jej składniki?
3) ustalić właściwości stali na podstawie jej oznaczenia ?
4) wskazać, jaka może być największa zawartość węgla w stalach
do nawęglania?
5) wyjaśnić, jaki wpływ na własciwości stali ma chrom?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.4. Staliwo. śeliwo
4.4.1. Materiał nauczania
Staliwo jest to stop żelaza z węglem i innymi pierwiastkami, zawierający do około 2,0%
węgla, otrzymywany w procesach stalowniczych, w stanie ciekłym odlewany do form
odlewniczych. Odlewy takie mogą być używane bezpośrednio po zakrzepnięciu bez obróbki
cieplnej lub mogą być obrabiane cieplnie, względnie poddawane obróbce cieplno-chemicznej.
Jako materiał konstrukcyjny staliwo wykazuje wiele zalet, ma lepsze właściwości
wytrzymałościowe i plastyczne w porównaniu z żeliwem, a także dobrą spawalność
(zwłaszcza niskowęglowe i niskostopowe). Wykazuje jednak gorsze właściwości odlewnicze
ze względu na skurcz dochodzący do 2% i wysoką temperaturę topnienia dochodzącą do
1600°C.
Staliwa niestopowe (węglowe) konstrukcyjne ogólnego przeznaczenia
Polska norma PN-ISO 3755:1994 wymienia 8 gatunków staliw węglowych
konstrukcyjnych ogólnego przeznaczenia. Gatunki te oznacza się dwiema liczbami
trzycyfrowymi lub dwiema liczbami trzycyfrowymi i literą W: 200-400, 200-400W, 230-450,
230-450W, 270-480, 270–480W, 340–550, 340-550W. Pierwsza liczba oznacza wymaganą
minimalną wartość R
e
lub R
g
,w MPa, a druga – minimalną wytrzymałość na rozciąganie Rm
również w MPa. Gatunki zawierające na końcu literę W mają dodatkowo określoną
maksymalną zawartość poszczególnych pierwiastków (czyli tzw. ograniczony skład
chemiczny), w celu zapewnienia dobrej (jednolitej) spawalności.
Staliwa, których oznaczenie nie zawiera litery W, nie mają obowiązującego składu
chemicznego poza fosforem (max 0,035%) i siarką (max 0,035%). Natomiast gatunki z literą
W mają max 0,25% C i zróżnicowaną w zależności od gatunku zawartość Mn od max 1,00%
do max 1,50%, oraz określoną maksymalną zawartość pozostałych pierwiastków (jednakowa
dla tych gatunków): ≤ 0,60% Si, ≤ 0,035% P, ≤ 0,035% S, ≤ 0,40% Ni, ≤ 0,35% Cr, ≤ 0,40%
Cu, ^ ≤ 0,15% Mo i ≤ 0,05% V.
Wytrzymałość na rozciąganie R
m
zależy od gatunku staliwa i zawiera się w granicach od
400–550 MPa do 550–700 MPa, a wydłużenie A
min
odpowiednio – od 25% do 15%. Staliwa
węglowe konstrukcyjne ogólnego przeznaczenia mogą być obrabiane cieplnie. Zwykle
poddaje się je normalizowaniu, wyżarzaniu zupełnemu lub wyżarzaniu odprężającemu.
Staliwa stopowe, podobnie jak stale, zawierają specjalnie wprowadzone dodatki stopowe,
które nadają im określone własności. Sposób znakowania gatunków staliw stopowych jest
analogiczny, jak stali stopowych konstrukcyjnych, z tą różnicą, że w przypadku staliw na
początku znaku znajduje się litera L. Za literą L znajdują się cyfry określające średnią
zawartość węgla w setnych procentu, następnie litery (symbole) analogiczne jak w przypadku
stali stopowych konstrukcyjnych (rozdz. 4.3), które określają pierwiastki stopowe, i cyfry,
które podają średnią zawartość danego pierwiastka w procentach. Jeżeli zawartość pierwiastka
stopowego nie przekracza średnio 2%, to podaje się tylko litery stanowiące symbole tego
pierwiastka.
Staliwa stopowe ze względu na zastosowanie dzielą się na:
Staliwa stopowe konstrukcyjne – Polska Norma PN-H/83156:1997 obejmuje 23 gatunki staliw
tej grupy o następujących oznaczeniach: L20G, L35G, L15GM, L30GS, L35GM, L35GN,
L30H, L40H, L17HM, L25HM, L25HN, L35HM, L40HF, L30HMF, L30HGNM, L35HGS,
L35HNM, L20HN3M, L30H2N2M, 35H2MF, L12H13, L12H13N4M, L0H13N4M.
W normie podany jest skład chemiczny poszczególnych gatunków i ich własności
mechaniczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wytrzymałość na rozciąganie Rm powyższych staliw w stanie normalizowanym zawiera
się w graniach od 450 do 800 MPa, a w stanie ulepszonym cieplnie po normalizowaniu – od
450 do 1200 MPa.
Staliwa do pracy w podwyższonych temperaturach – PN-89/H-83157 (9 gatunków: L20,
L16M, L20M, L20HM, L18H2M, L15HMF, L18HM, L21HMF, L17HMF). Staliwa te
charakteryzują się określonymi własnościami mechanicznymi, określoną granicą pełzania
w zakresie temperatury do 600°C.
Staliwa stopowe odporne na korozję (nierdzewne i kwasoodporne) charakteryzujące się
zwiększoną odpornością na działanie korozyjne atmosfery, kwasów oraz niektórych ośrodków
korozyjnych – PN-86/H-83158 (14 gatunków). Ze względu na zawartość pierwiastków
stopowych i struktury osnowy rozróżnia się następujące staliwa odporne na korozję:
−
chromowe martenzytyczne (LOH13, LH14, LH14N),
−
chromowo-niklowe austenityczne (LH18N9, LH18N9T, LH16N5G6),
−
chromowo-niklowo-molibdenowe
austenityczne
(LH18N10M2,
L0H18N10M2,
L0H18N9M, LH18N10M2T),
−
chromowo-niklowe austenityczno-ferrytyczne (L0H12N4M, LH21N5, LH12N5M,
LH21N5T).
Wszystkie gatunki staliwa odpornego na korozję mogą być spawane. Zastosowanie tych
staliw jest podobne jak stali nierdzewnych i kwasoodpromych o podobnym składzie
chemicznym.
Staliwa żaroodporne i żarowytrzymałe – PN-90/H-83159 (9 gatunków). Staliwo
ż
aroodporne charakteryzuje się odpornością na bezpośrednie działanie płomienia lub spalin
w wysokich temperaturach. Staliwo żarowytrzymałe wykazuje w wysokich temperaturach
wyższe własności wytrzymałościowe niż inne staliwa pracujące w tych temperaturach.
Gatunki LH18S2, LH26, LH29S2G, LH26N4S2 są wysokochromowymi staliwami
ż
aroodpornymi przeznaczonymi do pracy przy małych obciążeniach. Zawartość węgla jest
wysoka (1,3–1,5% C, z wyjątkiem LH26 – 0,5% C). Struktura tych staliw składa się z perlitu
i węglików lub ferrytu i węglików. Staliwo LH29S2G jest ponadto bardzo odporne na
ś
cieranie w wysokich temperaturach. Gatunki LH17N8G, LH19N14G, LH23N18G,
LH25H19S2,
LH17N37S2G
są
chromowoniklowymi
staliwami
ż
arowytrzymałymi
i żaroodpornymi, o strukturze austenitycznej. Obróbka cieplna i zastosowanie tych staliw są
analogiczne jak austenitycznych stali żarowytrzymałych.
Stosowane są one również jako kwasoodporne w podwyższonych temperaturach.
Staliwa odporne na ścieranie – PN-88/H-83160 (12 gatunków: L20HGSNM, L25SHNM,
L30HGN2M, L35GSM, L40GM, L40H3T, L100AGM, L40HM, [20G13, L120G13H,
L120G13T oraz L30GS wg PN-87/H-83156). Stosowane są (z wyjątkiem L120G13,
L120G13T i L120G13H) w stanie normalizowanym i ulepszonym na korpusy sprzęgieł,
elementy czerpaków, koparek, koła zębate, części maszyn budowlanych, ogniwa gąsienicowe,
płyty pancerne, szczęki do kruszarek, koła jezdne do suwnic itp. Staliwa L120G13,
L120G13H i L120G13T (wysokowęglowe i wysokomanganowe) mają strukturę austenityczną
i są szczególnie odporne na zużycie. Stosowane są w stanie przesyconym najczęściej na
rozjazdy kolejowe, gąsienice traktorowe i części łamaczy i kruszarek.
Staliwa narzędziowe – PN-90/H-83161. Norma obejmuje 18 gatunków staliw do pracy na
zimno i gorąco: L150HSM, L155HNM, L180HNM, L200HNM. L200HSNM, L70H2GNM,
L90HMF, L120H21NM, L180H20F, L35H17N2M. L40H5MF, L45HN2MF, L65HNM,
L75HMF, L100H2M, L120HWMF. L120HNMF, L210H21S. Staliwa te stosuje się w stanie
obrobionym cieplnie, aby zapewnić odpowiednią twardość.
ś
eliwami węglowymi nazywa się odlewnicze stopy żelaza z węglem, zawierające
teoretycznie powyżej 2,06% C, a praktycznie 2,5–3,6% C. Poza tym żeliwa te podobnie jak
stale, zawsze zawierają pewne ilości krzemu, manganu, fosforu i siarki pochodzenia
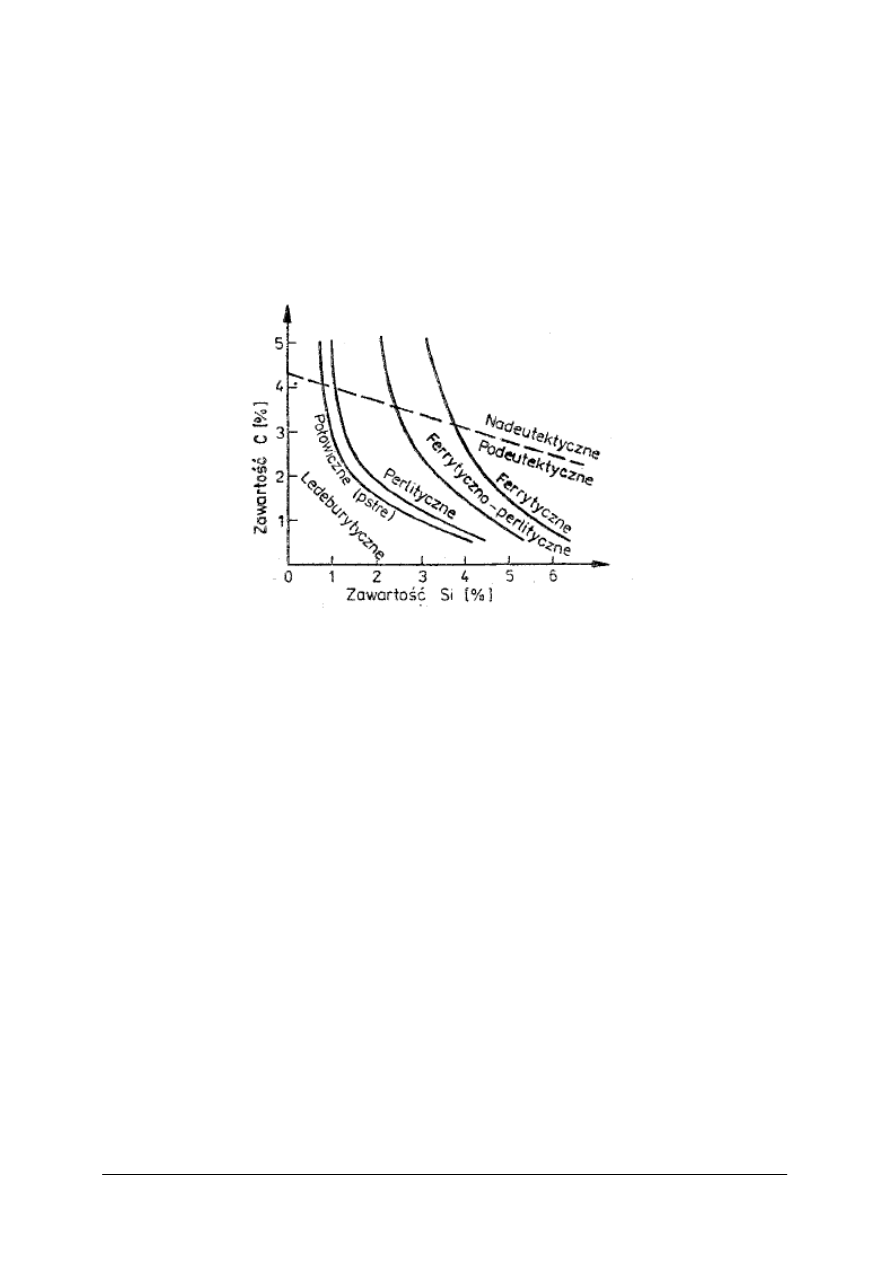
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
metalurgicznego. W przeciwieństwie do stali, większość żeliw odznacza się niską
plastycznością. Węgiel w żeliwach może występować w dwóch postaciach: bądź w stanie
wolnym jako grafit, bądź w postaci związanej w cementycie. W zależności od tego rozróżnia
się żeliwa szare, które niezależnie od struktury osnowy (ferrytycznej, perlitycznej lub
ferrytyczno-perlitycznej) zawierają wydzielenia grafitu, oraz żeliwa białe, w których węgiel
występuje prawie wyłącznie w postaci cementytu. Nazwy te związane są z kolorem ich
przełomów. Niekiedy spotyka się żeliwa połowiczne, które miejscami mają budowę żeliw
szarych, a miejscami – białych. Struktura żeliw zależy zarówno od ich składu chemicznego
(rys. 7), jak szybkości krystalizacji metalu, co jest związane z grubością ścianek odlewu.
Rys. 7. Wpływ zawartości węgla i krzemu na strukturę żeliw (wykres Laplancha) [4].
Krzem, którego zawartość w żeliwach waha się od 0,3 do 5%, sprzyja tworzeniu grafitu.
Zmieniając zawartość krzemu można otrzymać różne rodzaje żeliw, całkowicie odmienne
zarówno pod względem struktury, jak i własności, od żeliwa białego do ferrytycznego
szarego. Proces grafityzacji ułatwiają również takie pierwiastki, jak miedź i nikiel. Mangan
utrudnia proces grafityzacji, sprzyjając tworzeniu się cementytu. Podobnie działa siarka,
której zawartość w żeliwach nie może przekraczać 0,08–0,12% (w zależności od wielkości
odlewów), ponieważ pogarsza ona własności odlewnicze i zwiększa kruchość. Poza tym do
pierwiastków przeciwdziałających grafityzacji należą między innymi chrom, wolfram,
molibden i wanad. Ważnym składnikiem żeliw jest fosfor, który zwiększa ich
rzadkopłynność dzięki tworzeniu eutektyki fosforowej, nie oddziałując w wyraźnym stopniu
na proces grafityzacji.
Największe zastosowanie przemysłowe mają jak dotąd żeliwa szare. W żeliwach tych
grafit występuje w postaci nieregularnych płatków różnej wielkości, tworząc nieciągłości
w osnowie metalicznej (rys. 8). Wytrzymałość grafitu w porównaniu z wytrzymałością tej
osnowy można przyjąć za równą zeru, stąd też żeliwa szare odznaczają się niską
wytrzymałością na rozciąganie i zginanie, przy dość dobrej wytrzymałości na ściskanie.
Również wytrzymałość zmęczeniowa żeliw jest niewielka, ze względu na istnienie
wspomnianych karbów naturalnych. Z tego samego powodu żeliwa szare są mało wrażliwe na
działanie wad powierzchniowych, wszelkiego rodzaju karbów konstrukcyjnych itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 8. Struktura żeliwa szarego nie trawionego. Widoczne płatki grafitu. Powiększenie 100x [4].
Rys. 9. Struktura żeliwa szarego ferrytyczno-perlitycznego z wyraźnie widoczną eutektyką fosforową (jasny,
kropkowany obszar). Powiększenie 500x [4].
Główną zaletą żeliwa szarego są przede wszystkim dobre własności odlewnicze
przejawiające się wysoką rzadkopłynnością, dobrym wypełnianiem form, małym skurczem
odlewniczym (1%) itd. Inne zalety związane z obecnością wydzielę-grafitu to: dobre
własności przeciwcierne i zdolność tłumienia drgań. Dodatkową zaletą tych żeliw jest niska
cena. Grafit, będący jednym z głównych składników strukturalnych żeliw szarych, jest
rozmieszczony w osnowie ferrytycznej, ferrytyczno-perlitycznej lub perlityczne, przy czym
ferryt jest tu nie tylko roztworem stałym węgla w żelazie a, lecz także roztworem krzemu oraz
ewentualnie innych pierwiastków w żelazie a i dlatego nosi nazwę krzemoferrytu. Oczywiście
perlit jest w przypadku żeliw mieszaniną krzemoferrytu i cementytu.
Przy większej zawartości siarki w strukturze żeliw szarych uwidaczniają się również
siarczki manganu w postaci lekko niebieskawych wieloboków. Strukturę żeliwa szarego
o osnowie ferrytyczno-perlitycznej pokazano na rysunku 9.
ś
eliwa szare zgodnie z PN-92/H-83101 dzielą się na gatunki, przy czym podstawą
podziału jest wytrzymałość na rozciąganie, określana na próbkach o średnicy pomiarowej
20 mm, wytoczonych z oddzielnie odlewanych wlewków próbnych. Polska Norma podaje
6 gatunków żeliwa szarego z określoną minimalną wytrzymałością na rozciąganie,
a mianowicie: 100, 150, 200, 250, 300 i 350 (trzycyfrowa liczba oznacza min. R
m
w MPa).
Niższe wartości odnoszą się do żeliw o strukturze ferrytycznej, wyższe – do żeliw o strukturze
perlitycznej. Wytrzymałość i twardość stwierdzona na próbkach wykonanych z wlewków
próbnych różnią się od wytrzymałości i twardości odlewów, gdyż własności te w istotny
sposób zależą od grubości ścianek odlewów, zmniejszając się z jej wzrostem. Na przykład
ż
eliwo szare gatunek 100, ze zwiększaniem grubości ścianek odlewu, wykazuje wytrzymałość
na rozciąganie 120–90 MPa, a żeliwo gatunku 350–315–270 MPa. W przypadku wymaganej
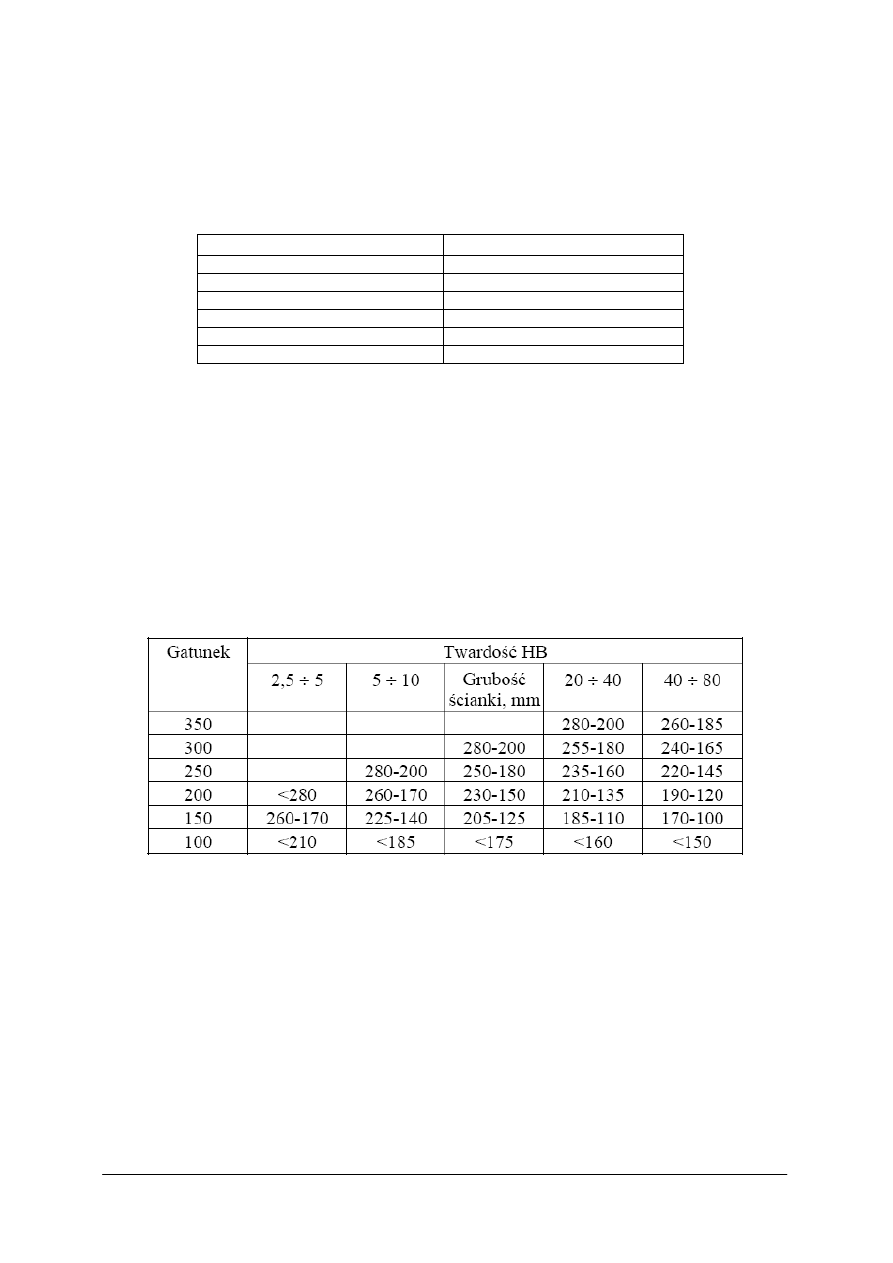
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
dobrej obrabialności i odporności odlewów na ścieranie żeliwa szare klasyfikuje się na
podstawie twardości, przy czym ustala się 6 klas twardości oznaczających przewidywaną
ś
rednią twardość HB w określonym miejscu odlewu. Przewidywane zakresy twardości HB dla
różnych grubości ścianki odlewu podano w tablicy 7.
Tabela 7. Klasy twardości żeliw szarych (wg PN-92/H-83101) [opracowanie własne].
Klasa twardości
Zakres twardości HB
H 145
Max 170
H 175
150-200
H 195
170-200
H 215
190-240
H 235
210-260
H 255
230-280
Dla żeliw szarych istnieją ustalone empirycznie zależności między twardością
i wytrzymałością na rozciąganie w przypadkach, gdy:
Rm ≥ 196 MPa, wówczas HB = RH (100 + 0,438) Rm
Rm < 196 MPa, wówczas HB = RH (100 + 0,724) Rm
Czynnik RH, czyli tzw. twardość względna, zmienia się w granicach 0,8–1,2 w zależności od
materiału wyjściowego, procesu topienia i rzeczywistego procesu metalurgicznego.
W poszczególnych odlewniach można ustalić wartość czynnika RH na prawie stałym
poziomie i w takich przypadkach, mierząc twardość HB na powierzchni odlewu, można
określić jego wytrzymałość na rozciąganie wykorzystując podane zależności.
Tabela 8. Orientacyjne zakresy twardości żeliw szarych dla różnych grubości ścianki odlewu
(wg PN-92/H-83101) [opracowanie własne].
Dzięki swym zaletom, żeliwa szare są materiałem konstrukcyjnym powszechnie
stosowanym w przemyśle maszynowym, kolejowym, samochodowym i in. (np. na korpusy
maszyn, płyty fundamentowe, pierścienie tłokowe, bębny hamulcowe, tuleje cylindrowe,
armaturę). Odmianą żeliw szarych są żeliwa modyfikowane, zawierające bardzo drobny grafit
płatkowy. To rozdrobnienie grafitu uzyskuje się przez dodanie do żeliwa przed odlaniem tzw.
modyfikatora, najczęściej w postaci sproszkowanego żelazokrzemu. śeliwa modyfikowane
mają wyższą wytrzymałość niż żeliwa zwykłe.
śeliwami sferoidalnymi nazywa się żeliwa, w których grafit wydziela się podczas
krzepnięcia w postaci kulek. Otrzymuje się je w wyniku procesu modyfikacji, który polega na
wprowadzeniu do metalu bezpośrednio przed jego odlewaniem – niewielkiego dodatku
magnezu (w stopie z niklem lub miedzią). Struktura osnowy żeliw sferoidalnych, podobnie jak
struktura osnowy zwykłych żeliw szarych, może być ferrytyczna (rys. 10), ferrytyczno-
perlityczna, perlityczno-ferrytyczna lub perlityczna (rys. 11). śeliwa sferoidalne są w Polsce
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
znormalizowane (PN-92/H-83123), przy czym podstawą klasyfikacji są ich własności
mechaniczne. Polska Norma podaje dwie odrębne klasyfikacje żeliw sferoidalnych. Pierwsza
opiera się na własnościach mechanicznych określanych na próbkach wyciętych z wlewków
próbnych oddzielnie odlewanych. Według tej klasyfikacji rozróżnia się 9 gatunków żeliw
(tabl. 9). Oznaczenie poszczególnych gatunków składa się z liczby określające minimalną
wytrzymałość na rozciąganie w MPa oraz liczby określającej minimalne wydłużenie
w procentach. Na przykład oznaczenie 400–15 oznacza żeliwo sferoidalne o R
m
min. 400 MPa
i wydłużeniu A5 min. 15%.
Rys. 10. Struktura żeliwa sferoidalnego ferrytycznego. Widoczne kuliste wydzielenia grafitu na tle ferrytycznej
osnowy. Traw. 5% roztworem alkoholowym HNO3. Powiększenie 200x [4].
Rys. 11. Struktura żeliwa sferoidalnego perlitycznego. Widoczne kuliste wydzielenia grafitu w otoczce
ferrytycznej na tle perlitycznej osnowy. Powiększenie 200x [4].
Druga klasyfikacja opiera się na własnościach mechanicznych określanych na próbkach
wykonanych z wlewków próbnych tzw. przylanych (odlewanych razem z odlewem). W tym
przypadku, w oznaczeniu gatunku za liczbą określającą minimalne wydłużenie podaje się
literę A, np. 400–15A. Ta klasyfikacja zawiera 6 garnków żeliw o wytrzymałości na
rozciąganie 320–700 MPa, granicy plastyczności 210–400 MPa, wydłużeniu 15
–
2%
i twardości HB 130–320.
Dodatkowa klasyfikacja (również zawarta w PN) oparta na twardości mierzonej na
samych odlewach rozróżnia 9 gatunków oznaczanych literą H i podaje średnią twardość HB
danego gatunku, np. H330, H150 itd. Niezależnie od przyjętej klasyfikacji, wyższa
wytrzymałość i twardość odpowiada perlitycznej strukturze osnowy, wyższa plastyczność
– strukturze ferrytycznej.
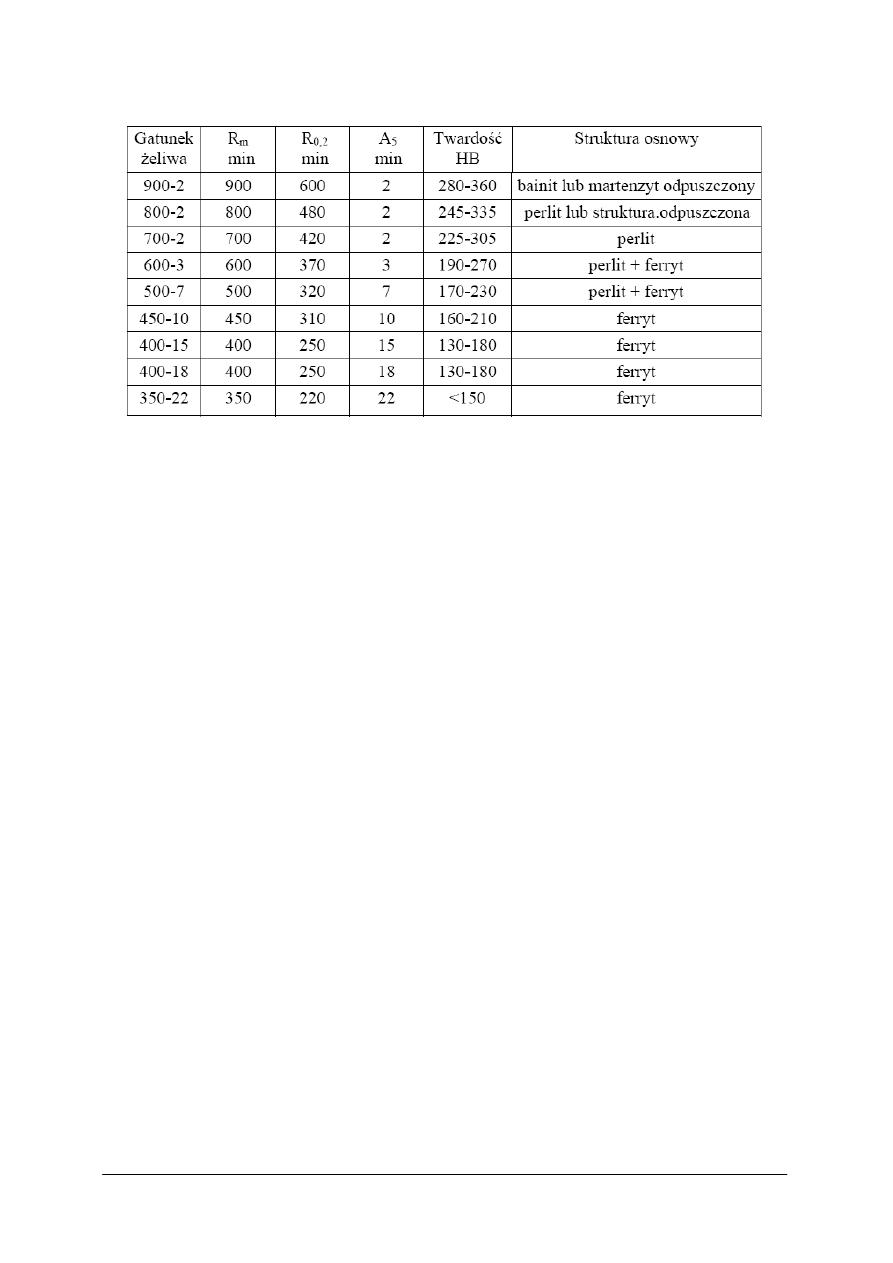
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Tabela 9. Gatunki i własności mechaniczne żeliw sferoidalnych (wg PN-92/H-83123) [opracowanie własne].
ś
eliwo sferoidalne zastępuje z powodzeniem nie tylko staliwo, lecz również niektóre
odkuwki stalowe. Wytwarza się z niego takie części silników samochodowych, jak wały
wykorbione, wałki rozrządcze, cylindry i pierścienie tłokowe. W budowie obrabiarek żeliwo
sferoidalne wykorzystuje się na koła zębate, wrzeciona, korpusy itd.
śeliwa białe ze względu na zawartość węgla dzielą się na: podeutektyczne, eutektyczne
i nadeutektyczne. śeliwa białe, jako materiał konstrukcyjny, prawie nie mają bezpośredniego
zastosowania technicznego, natomiast powierzchniowa warstwa żeliwa białego na żeliwie
szarym, powstająca przez tzw. zabielenie (tj. szybkie lokalne ochłodzenie odlewu), jest często
stosowana w celu zwiększenia odporności materiału na ścieranie. Taką twardą warstwę
w żeliwie otrzymuje się umieszczając w formie tzw. ochładzalniki, czyli odpowiednie wkładki
metaliczne szybko odprowadzające ciepło. Zabielenie żeliwa szarego stosuje się czasem
w przypadku mniej odpowiedzialnych prowadnic korpusów maszyn, bieżni kół wagoników
roboczych itp. śeliwo białe jest materiałem wyjściowym przy wytwarzaniu przedmiotów
z żeliwa ciągłego.
śeliwami ciągliwymi nazywa się żeliwa białe, które wskutek długotrwałego (rzędu
kilkudziesięciu godz.) wyżarzania w wysokiej temperaturze (ok. 1000°C) ulegają określonemu
uplastycznieniu, dzięki odwęgleniu lub grafityzacji lub obu tym procesom łącznie.
W zależności od sposobu przeprowadzania tej obróbki otrzymuje się:
śeliwa ciągliwe białe, przez wyżarzanie żeliw białych w środowisku utleniającym, np.
w rudzie żelaza. Podczas wyżarzania znaczna część węgla zawartego w żeliwie utlenia się,
a w warstwie powierzchniowej grubości 1,5–2 mm zachodzi zupełne odwęglenie. Przy
ochładzaniu zazwyczaj nie wygrzewa się żeliwa w temperaturze poniżej temperatury
przemiany, w wyniku czego w metalicznej osnowie rdzenia zachowuje się znaczna ilość
perlitu. Przy powierzchni odlewu żeliwo to wykazuje matowobiałą barwę przełomu (ferryt)
przechodzącą łagodnie w srebrzystą bliżej środka ścianki odlewu (perlit).
śeliwa ciągliwe czarne, przez wyżarzanie żeliw białych w środowisku obojętnym.
W czasie tego wyżarzania cementyt zawarty w żeliwie rozpada się, a wydzielający się z niego
węgiel w postaci grafitu tworzy skupienia zwane węglem żarzenia. Struktura żeliwa
w temperaturze wyżarzania składa się więc z austenitu i węgla żarzenia. Kolejnym zabiegiem
jest bardzo wolne chłodzenie, warunkujące zachodzenie przemian fazowych zgodnie ze
stabilnym układem równowagi żelazo-grafit (z austenitu zamiast cementytu wydziela się
grafit). W efekcie, w temperaturze pokojowej otrzymuje się żeliwo, którego struktura składa
się ze skupień grafitu (węgla żarzenia) rozmieszczonych w ferrytycznej osnowie. Duża ilość
wydzieleń grafitu wywołuje ciemną barwę przełomu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
śeliwa ciągliwe perlityczne, przez wyżarzanie żeliw białych w środowisku obojętnym,
lecz bez doprowadzania do końca procesu grafityzacji (szybsze chłodzenie poniżej
temperatury przemiany, dzięki czemu w strukturze zachowuje się część cementytu).
W wyniku uzyskuje się żeliwo o osnowie perlitycznej lub perlityczno-ferrytycznej
i srebrzystej barwie przełomu. W procesie produkcji żeliwa ciągliwego bardzo ważnym
czynnikiem jest uzyskanie w odlewie żeliwa całkowicie białego, ponieważ częściowa
grafityzacja podczas krzepnięcia i utworzenie się w żeliwie płatków grafitu zakłócają
zachodzące w czasie wyżarzania grafityzującego powstawanie zwartych skupień grafitu.
W związku z tym zawartość pierwiastków wchodzących w skład żeliwa ciągliwego musi
mieścić się w stosunkowo wąskich granicach.
Zazwyczaj skład chemiczny żeliwa ciągliwego jest następujący: 2,4–2,8% węgla,
0,8–1,4% krzemu, do 1% manganu, do 0,1% siarki i do 0,2% fosforu. śeliwa ciągliwe są
w Polsce znormalizowane (PN-92/H-83221), przy czym norma rozróżnia 4 gatunki żeliwa
ciągliwego białego, 3 – żeliwa ciągliwego czarnego i 7 – żeliwa ciągliwego perlitycznego.
Oznaczenie poszczególnych gatunków składa się z liter i cyfr. Litery oznaczają: W – żeliwo
ciągliwe białe, B – żeliwo ciągliwe czarne, P – żeliwo ciągliwe perlityczne. Po literze
oddzielonej odstępem podawane są dwie cyfry oznaczające minimalną wytrzymałość na
rozciąganie w MPa próbki o średnicy 12 mm podzieloną przez 10, a następnie, oddzielone
znakiem pauzy, dwie cyfry oznaczające minimalne wydłużenie A3 wyrażone w %. Jeśli
wartość wydłużenia jest mniejsza niż 10%, pierwszą cyfrą jest 0. Przykładowe oznaczenia
ż
eliw ciągliwych: W 35-04, B 32-10, P 65-02.
ś
eliwo ciągliwe odznacza się dobrą skrawalnością, dużą odpornością na działanie dymu
i kwaśnej wody kopalnianej. Wykonuje się z niego odlewy o dużej wytrzymałości, dobrej
plastyczności, obrabialności i odporności na uderzenia, gdyż łączy w sobie dobre własności
odlewnicze żeliwa z dobrymi własnościami mechanicznymi staliwa
śeliwami stopowymi nazywa się żeliwa zawierające dodatkowo pierwiastki takie jak
nikiel, chrom, molibden, aluminium, tytan, wanad, miedź, wolfram, bor lub zwiększone ilości
krzemu i manganu. Dobór ww. składników oraz ich wzajemne stosunki ilościowe decydują
o własnościach wytrzymałościowych żeliw stopowych, ich odporności na ścieranie i działanie
ś
rodowisk korozyjnych oraz na oddziaływane utleniających atmosfer w wysokich
temperaturach. Polska Norma PN-88/H-83144 podaje 48 gatunków żeliw stopowych
dzielących się, w zależności od własności i zastosowania, na 3 grupy: żaroodporne, odporne
na korozję i odporne na ścieranie.
ś
eliwo stopowe oznacza się znakiem gatunku, który zawiera: litery Zl dla żeliwa
stopowego szarego i połowicznego, litery Zb dla żeliwa stopowego białego, litery Zs dla
ż
eliwa stopowego sferoidalnego, symbole chemiczne pierwiastków stopowych wg malejącej
procentowej zawartości składnika, oraz liczby określające średnią procentową zawartość
pierwiastka stopowego, jeżeli jest ona równa lub większa od 0,8%.
śeliwa stopowe żaroodporne. Jest to grupa żeliw wykazujących odporność na korozyjne
działanie gazów utleniających w wysokich temperaturach dzięki zawartości takich dodatków
stopowych, jak krzem (do 6%), chrom (do 34%) i aluminium (do 8%). Graniczna temperatura
pracy tych żeliw zależy od zawartości i wzajemnego stosunku ilościowego ww. dodatków
stopowych i w zależności od gatunku żeliwa wynosi 550
–
1100°C. Oprócz żaroodporności, ta
grupa żeliw charakteryzuje się również dobrą odpornością na ścieranie i twardością, a także
odpornością na korozyjne oddziaływanie różnych środowisk chemicznych. Polska Norma
podaje 10 ganków żeliw stopowych żaroodpornych.
śeliwa stopowe odporne na korozję. śeliwa węglowe zwykłe są stosunkowo mało
odporne na działanie czynników chemicznych. Wprowadzenie do tych żeliw dodatków
stopowych, takich jak krzem, nikiel, chrom i miedź znakomicie podwyższa ich odporność na
korozyjne i erozyjne oddziaływanie różnorodnych środowisk chemicznych. Polska Norma

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
podaje 8 gatunków żeliw stopowych odpornych na korozję, w tym: l gatunek żeliwa
wysokokrzemowego (14
–
16% Si), 5 gatunków żeliw wysokoniklowych (13,5
–
32% Ni)
o podwyższonej zawartości krzemu, chromu i miedzi oraz 2 gatunki żeliw
wysokochromowych (25
–
34% Cr), wykazujących również bardzo dobrą odporność na
ś
cieranie i doskonałą żaroodporność.
śeliwa stopowe odporne na ścieranie. Jest to najliczniejsza grupa żeliw stopowych,
obejmująca zgodnie z Polską Normą 33 gatunki. W większości są to żeliwa wysokostopowe
zawierające: 0,5
–
3,1% Si, 0,5
–
1,2% Mn (tylko l gatunek zawiera do 12% Mn), 0,15
–
2,4% Cr
(tylko 2 gatunki żeliw mają wysoką zawartość chromu: jeden do 19%, drugi – do 30% Cr),
0,13
–
5% Ni, 0,5
–
2,0% Cu. Ponadto w 7 gatunkach występują niewielkie zawartości
molibdenu, tytanu, wanadu bądź boru. Skład chemiczny tych żeliw jest tak dobrany, że
wykazują dobre własności przeciwcierne oraz wytrzymałościowe przy zadowalającej
odporności korozyjnej w określonych ośrodkach chemicznych; niektóre gatunki zachowują te
własności również w podwyższonych temperaturach.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest staliwo?
2. Co to jest żeliwo?
3. Jakie znasz rodzaje staliw?
4. Jakie znasz rodzaje żeliw?
5. Czym charakteryzuje się żeliwo stopowe?
4.4.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów właściwości i zastosowanie następujących staliw i żeliw:
–
L35GN,
–
L16M,
–
L100AGM,
–
100,
–
400-18,
–
350.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać podane gatunki staliw i żeliw,
3) zapisać właściwości i zastosowania wymienionych gatunków,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o staliwach i żeliwach,
−
arkusze papieru i pisaki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Ćwiczenie 2
Odszukaj w PN i katalogach po 2 gatunki staliwa żaroodpornego i żeliwa sferoidalnego,
określ ich skład chemiczny oraz właściwości i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie gatunki staliw i żeliw,
3) zapisać właściwości i zastosowania tych gatunków,
4) uporządkować w grupie odnalezione informacje,
5) zaprezentować efekty pracy.
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o staliwach i żeliwach,
−
arkusze papieru i pisaki.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie staliwo?
2) zdefiniować pojęcie żeliwo?
3) określić rodzaj, skład i właściwości staliwa na podstawie oznaczenia?
4) określić rodzaj, skład i właściwości żeliwa na podstawie oznaczenia?
5) wymienić gatunki żeliwa odporne na ścieranie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5. Metale nieżelazne i ich stopy: właściwości, znakowanie,
zastosowanie
4.5.1. Materiał nauczania
Miedź i jej stopy
Miedź jest metalem o barwie czerwonozłotej. Jest odporna na korozję, plastyczna,
dobrze przewodzi ciepło i prąd elektryczny. Miedź można obrabiać plastycznie na zimno lub
na gorąco w temperaturze ok. 700°C. Miedź stosuje się na przewody elektryczne, elementy
chłodnic i innych urządzeń w przemyśle spożywczym i chemicznym oraz przede wszystkim
jako składnik stopów. Niskie własności wytrzymałościowe czystej miedzi ograniczały jej
zastosowanie i dlatego rozpoczęto wprowadzanie do miedzi różnych składników stopowych.
Miedź stopowa zawiera niewielkie ilości składników stopowych w ilości nie przekraczającej
3%. Miedź arsenowa zawiera 0,3–0,5% As; jest stosowana na części aparatury chemicznej
i innych urządzeń. Jest ona odporna na utlenianie w podwyższonej temperaturze. Miedź
chromowa zawierająca 0,4–1,2% Cr i do 0,5 Zn jest używana na elektrody do zgrzewarek.
Miedź kadmowa zawiera 0,9–1,2% Cd i jest używana na przewody trakcji elektrycznej.
Oprócz wyżej wymienionych gatunków miedzi stopowej stosuje się też miedź srebrową,
manganową, cynową, cynkową i telurową.
Znak miedzi stopowej jest określony symbolem miedzi, następnie symbolem składnika
stopowego i liczbą określającą zawartość procentową składnika stopowego, np. symbol
gatunku CuAg2 oznacza miedź srebrową o zawartości 1,85–2,15% Ag.
Stopy miedzi znajdują bardzo duże zastosowanie. Do najważniejszych stopów miedzi
należy zaliczyć mosiądze i brązy. Znakowanie stopów miedzi i wszystkich innych stopów
metali nieżelaznych jest następujące. Na początku znaku stawia się symbol metalu
zasadniczego, po nim umieszcza się symbol głównego dodatku stopowego z liczbą całkowitą
wskazującą jego procentową zawartość w stopie, wyrażoną w liczbach całkowitych. Dalej
w kolejności zmniejszających się zawartości procentowych podaje się pozostałe dodatki
stopowe z liczbami ich procentowych zawartości. Gdy zawartość składnika dodatkowego nie
przekracza l %, to cyfrę się opuszcza. Na przykład CuZn40Mn3Fe, jest znakiem mosiądzu
manganowo-żelazowego, w którym zawartość cynku wynosi ok. 40%, manganu ok. 3%
i żelaza ok. l %, a resztę stanowi miedź.
Mosiądz jest to stop miedzi z cynkiem zawierającym 46,5–97% miedzi. Mosiądze
specjalne zawierają (oprócz miedzi i cynku) mangan, ołów, żelazo, aluminium, krzem, nikiel
i cynę. Mosiądz jest odporny na korozję, ma dobre własności plastyczne i odlewnicze oraz
odznacza się dobrą skrawalnością. Właściwości mechaniczne mosiądzów zależą od zawartości
cynku. Ze wzrostem zawartości cynku zwiększa się wytrzymałość i plastyczność. Największą
plastyczność ma mosiądz zawierający ok. 30% cynku, natomiast zawartość powyżej 39%
cynku gwałtownie pogarsza plastyczność stopu. Największą wytrzymałość (ok. 420 MPa)
osiąga mosiądz o zawartości 45% cynku. Dalszy wzrost zawartości cynku powoduje kruchość
stopu. Mosiądze dają się łączyć przez lutowanie miękkie i twarde oraz przez spawanie
acetylenowe.
Mosiądze dzieli się na odlewnicze i do obróbki plastycznej. Mosiądze odlewnicze są
stopami wieloskładnikowymi i zawierają: ołów do 4%, mangan do 4%, aluminium do 3%,
ż
elazo do 1,5% i krzem do 4,5%. Ołów i krzem poprawiają lejność, a aluminium, mangan
i żelazo podwyższają własności wytrzymałościowe. Aluminium i krzem podwyższają
odporność na korozję i dlatego mosiądze aluminiowe i krzemowe są stosowane na odlewy
części, które powinny być odporne na korozję i ścieranie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Mosiądze do obróbki plastycznej mają mniejszą zawartość składników stopowych niż
mosiądze odlewnicze, ponieważ zwiększona zawartość niektórych dodatków stopowych
pogarsza własności plastyczne stopu. Mosiądze do obróbki plastycznej są stosowane
w postaci odkuwek, prętów, kształtowników, drutów, blach, rur i taśm. Mosiądze
dwuskładnikowe, czyli bez dodatków stopowych, mają dużą podatność do obróbki
plastycznej, szczególnie na zimno. Mosiądze wieloskładnikowe, czyli specjalne z dodatkiem
aluminium, niklu, manganu, żelaza i ołowiu, znalazły duże zastosowanie w przemyśle
okrętowym i elektromaszynowym. Nadają się do obróbki plastycznej na gorąco, są odporne na
korozję i mają podwyższone własności mechaniczne. Największe zastosowanie
w przemyśle samochodowym ma mosiądz CuZn1OSn, zawierający ok. 10% cynku
i 0,25–0.75% cyny.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. W zależności od nazwy
głównego składnika stopowego rozróżnia się brązy: cynowe, aluminiowe, berylowe,
krzemowe, manganowe i inne, lecz zazwyczaj, gdy brązy są stopami wieloskładnikowymi to
i nazwy ich są bardziej złożone (np. brąz krzemowo-manganowy).
Brązy odlewnicze są przeważnie wieloskładnikowe i zawierają: cynę do 11 %, ołów do 33%,
aluminium do 11 %, krzem do 4,5%, cynk do 7%, mangan do 2%, żelazo do 5,5%, nikiel do
5,5% i fosfor do 1,5%. Ołów polepsza lejność stopu, a aluminium, żelazo, mangan i nikiel
podwyższają własności mechaniczne. Cynk stosuje się głównie w celu zastąpienia drogiej
cyny. Zastosowanie brązów odlewniczych jest bardzo wszechstronne. Stosuje się je m.in. na
części maszyn, osprzęt parowy i wodny, łożyska ślizgowe, aparaturę chemiczną w przemyśle
chemicznym, okrętowym, lotniczym, papierniczym, górniczym i wielu innych.
Brązy do obróbki plastycznej zawierają: mangan do 5,5%, aluminium do 11 %, cynę do
7%, krzem do 3,5%, nikiel do 6,5%, beryl do 8,6%, fosfor do 0,3%, cynk do 5%, ołów do
3,5% i żelazo do 5,5%. W brązach do obróbki plastycznej stosuje się mniejsze ilości dodatków
stopowych niż w brązach odlewniczych w celu uzyskania lepszych własności plastycznych
stopów. Brązy cynowe o zawartości cyny ok. 11 % znajdują największe zastosowanie. Ze
wzrostem cyny do 13% wzrasta również wytrzymałość brązów (do 470 MPa), ale dalszy
wzrost zawartości cyny powoduje obniżenie wytrzymałości.
Brązy cynowe do obróbki plastycznej na zimno zawierają najczęściej 3,5–9% cyny i ok.
0,2% fosforu, a do obróbki plastycznej na gorąco zawartość fosforu musi być mniejsza
i wynosi do 0,15%. Obróbkę plastyczną na gorąco wykonuje się w temperaturze do 700°C.
Z brązów cynowych z dodatkiem fosforu wykonuje się sprężyny, elementy przyrządów
kontrolno-pomiarowych, rurki manometryczne, sita papiernicze, elementy przeciwcierne
i druty do spawania. Jako stopy odlewnicze stosuje się brązy o zawartości ok. 10% cyny,
niekiedy z dodatkiem ok. 1 % fosforu poprawiającego lejność. Brąz ten jest stosowany na
łożyska ślizgowe i osprzęt parowy i wodny. Często stosuje się brązy cynowe z dodatkiem
cynku i ołowiu. Na przykład brązy CuSn4ZnPb4 i CuSn4ZnPb3 (zawierające 3–5% Sn, 3–5%
Zn i 1,5–4,5% Pb) stosuje się z powodzeniem jako stopy łożyskowe na łożyska ślizgowe. Brąz
ten służy do obróbki plastycznej na zimno i na gorąco.
Brązy krzemowe zawierają 2,5–4,5% Si oraz dodatkowo mangan, cynk lub żelazo. Krzem
i cynk polepszają znacznie własności odlewnicze, a mangan i żelazo własności mechaniczne.
Charakteryzują się dobrą lejnością i są odporne na korozję. Są stosowane na łożyska ślizgowe
i
części
pracujące
przy
dużych
zmiennych
obciążeniach.
Brąz
CuSi3Mn1
o zawartości 2,7–3,5% Si i 1,0–1,5% Mn nadaje się do obróbki na zimno i gorąco. Jest
stosowany na części narażone na ścieranie oraz na siatki, sprężyny i armaturę w przemyśle
chemicznym i maszynowym.
Brązy aluminiowe odlewnicze zawierają 8–1 % Al oraz 2–5,5% Fe, a niektóre dodatek do
2% Mn lub 3,5–5,5% Ni. Odznaczają się dobrymi własnościami mechanicznymi, lecz słabymi
własnościami odlewniczymi. Do obróbki plastycznej są przewidziane brązy aluminiowe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
zawierające 4–11 % Al, a niektóre z nich zawierają dodatkowo 2,0–5,5% Fe, 1,0–2,5% Mn
i 3,5–5,5% Ni. Są one stosowane na części pracujące w wodzie morskiej, monety, części dla
przemysłu chemicznego, sprężyny, styki ślizgowe, sita rurowe wymienników ciepła, gniazda
zaworów, koła zębate i części narażone na ścieranie.
Brązy berylowe zawierają 1,9–2,10% berylu oraz 0,2–0,5% niklu i kobaltu, a niektóre
dodatkowo 0,10–0,25% tytanu. Są to brązy do obróbki plastycznej na zimno i na gorąco. Mają
bardzo dobrą wytrzymałość (R
m
= 1275 MPa) i twardość (370 HB), dużą odporność na
korozję oraz dobrą przewodność elektryczną i przewodnictwo cieplne. Przy uderzeniach brązy
te nie iskrzą i dlatego znalazły zastosowanie na urządzenia pracujące w ośrodkach grożących
wybuchem, np. na narzędzia górnicze. Ponadto są używane na sprężyny, membrany i części
narażone na ścieranie.
Brązy manganowe są stosowane jako odlewnicze i do obróbki plastycznej.
Brąz odlewniczy krzemowo-manganowy zawiera 0,5–1,5% Mn, 3,0–5,5% Zn, 0,5–1,2% Fe
i 3–4% Si. Jest stosowany jako żaroodporny w armaturze pary wodnej. Brąz manganowy
CuMn12Ni3 do obróbki plastycznej zawiera 11,5–13% Mn i 2,5–3,5% Ni. Jest to brąz do
obróbki plastycznej na zimno i na gorąco. Jest stosowany na oporniki najwyższej jakości do
precyzyjnych aparatów.
Brązy ołowiowe są stosowane jako odlewnicze.
Aluminium jest pierwiastkiem o barwie srebrzystobiałej. Jest metalem odpornym na
korozję oraz dobrym przewodnikiem prądu elektrycznego i ciepła. Zastosowanie aluminium
w stanie czystym jest ograniczone, głównie ze względu na niską wytrzymałość. Czyste
aluminium jest stosowane na przewody elektryczne, do wyrobu folii, proszków do
platerowania naczyń, do wyrobu farb i jako składnik stopów. Dużo większe zastosowanie
mają stopy aluminium, które ze względu na małą gęstość są nazywane stopami lekkimi.
Najczęściej stosowanymi dodatkami stopowymi są: miedź, krzem, magnez, mangan, nikiel
i cynk. Dodatki stopowe zwiększają przede wszystkim wytrzymałość, odporność na korozję
i polepszają obrabialność. Stopy aluminium dzieli się na odlewnicze i do obróbki plastycznej.
Odlewnicze stopy aluminium. Głównymi składnikami odlewniczych stopów aluminium
są: krzem, miedź, magnez, a ponadto w niektórych stopach występują jeszcze mangan, nikiel
i tytan. Największe zastosowanie mają stopy aluminiowe o dużej zawartości krzemu.
Zawartość krzemu w odlewniczych stopach aluminium wynosi 0,8–23 % Si. Stop AlSi21
CuNi, znany również pod nazwą Silusil, zawiera 20–23 % krzemu, 1,1–1,5% miedzi,
0,5–0,9% magnezu, 0,1–0,3% manganu, 0,8–1,1% niklu i jest stosowany na odlewy wysoko
obciążonych tłoków silników spalinowych. Odlewany jest w zasadzie pod ciśnieniem.
Stopy aluminium zawierające 10-7-13% krzemu noszą nazwę siluminów.
Typowymi siluminami są stopy AlSi11 i AlSi3Mg1CuNi. Pierwszy z nich zawiera 10–13% Si
i stosuje się go na odlewy części o skomplikowanych kształtach, średnio obciążone pracujące
w podwyższonych temperaturach i odporne na korozję nawet w wodzie morskiej. Ma dobre
własności wytrzymałościowe i dobrą spawalność. Stop AlSi13MglCuNi zawiera 11,5–13% Si,
0,8–1,5% Cu, 0,8–1,5% Mg i 0,8–1,3% Ni i jest stosowany na odlewy tłoków silników
spalinowych.
Stopy aluminium z miedzią mają dobre własności odlewnicze i odporność na korozję, ale
skłonności do pęknięć na gorąco. Stop A1Cu4 zawiera 4–5% Cu i jest stosowany na galanterię
stołową i odlewy wymagające dobrej lejności i plastyczności. Stop AlCu4TiMg zawiera
4,2–5% Cu, 0,15–0,4 Mg, 0,15–0,30 Ti i jest stosowany na odlewy części samochodowych
i na średnio i wysoko obciążone odlewy do przemysłu maszynowego.
Stopy aluminium z magnezem jak AlMg1O i AlMgSil są stosowane na odlewy
o wysokiej odporności na korozję.
Stopy aluminium do obróbki plastycznej zawierają procentowo mniejsze zawartości
dodatków stopowych niż stopy odlewnicze aluminium. Jest to podyktowane tym, że duże
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
ilości dodatków stopowych pogarszają własności plastyczne stopu. Głównymi składnikami
stopów aluminium do obróbki plastycznej są: magnez, miedź, mangan, krzem, i w mniejszym
stopniu także nikiel, żelazo, cynk, chrom i tytan. Stopy aluminium z magnezem odznaczają się
dobrą odpornością na korozję i działanie wody morskiej. Stop AlMgl zawierający 0,7–1,2%
Mg nadaje się do obróbki plastycznej na zimno i na gorąco; jest szczególnie podatny do
głębokiego tłoczenia i spawania. Jest stosowany na części kute w matrycach i tłoczone, na
części urządzeń w przemyśle chemicznym i spożywczym. Stop AlMg4Mn zawiera 4–4,9%
Mg i 0,4–1% Mn; jest stosowany do obróbki plastycznej na zimno i gorąco. Jako stop odporny
na korozję jest stosowany na obciążone konstrukcje okrętowe i przemysłu chemicznego.
Stop ten oraz stopy AlMg2 i AlMg5 są nazywane hydronalium. Do wyrobu średnio
obciążonych elementów konstrukcji lotniczych, pojazdów samochodowych, części głęboko
tłoczonych i części o złożonych kształtach kutych w matrycach stosuje się stopy zwane avial
AlMg1Si1Cu i AlMgSi.
Stopy aluminium z miedzią i magnezem oraz częściowo również z manganem i krzemem
charakteryzują się dużym oporem plastycznym przy obróbce na zimno i na gorąco. Stopy te są
przede wszystkim używane na konstrukcje lotnicze. Duże zastosowanie przemysłowe znalazły
wieloskładnikowe stopy zwane duralami. Zaliczamy do nich stopy AlCu4Mg, AlCu4Mg1A,
AlCu4Mg i AlCu4Mgl stosowane na nity do konstrukcji lotniczych, obciążone elementy
konstrukcji lotniczych i pojazdów samochodowych oraz konstrukcyjne elementy budowlane.
Duraluminium ma dużą odporność na korozję i po utwardzeniu drogą obróbki cieplnej
uzyskuje znaczną wytrzymałość (290–440 MPa).
Magnez jest metalem bardzo lekkim o niskich właściwościach mechanicznych i dużej
aktywności chemicznej. Wytrzymałość na rozciąganie magnezu wynosi ok. 245 MPa,
a twardość ok. 35 RB. Ze względu na te własności jest stosowany w technice przede
wszystkim w postaci stopów. Czysty magnez jest używany w pirotechnice do wyrobu rakiet
ś
wietlnych oraz w metalurgii jako modyfikator lub środek redukujący. Jednak główne
zastosowanie magnez znajduje do wyrobu stopów lub jako dodatek do stopów.
Stopy magnezu dzieli się na odlewnicze i do obróbki plastycznej. Głównym składnikiem
stopów magnezu jest aluminium, którego zawartość w stopach odlewniczych może dochodzić
do 10%, a w stopach do obróbki plastycznej do 9%. Stopy magnezu zawierają jeszcze cynk do
5,5%, mangan do 2,5%, a także cer i cyrkon. Stopy magnezu z aluminium i cynkiem noszą
nazwę elektronów. Stopy magnezu są najlżejsze ze znanych stopów. Odznaczają się one
odpornością na działanie wpływów atmosferycznych i niektórych czynników chemicznych.
Z uwagi na to, że stopy magnezu w połączeniu z tlenem tworzą substancję wybuchową, nie
można tych stopów podczas obróbki chłodzić wodą, a przy ich szlifowaniu należy stosować
urządzenia do pochłaniania pyłu. Stopy magnezu można obrabiać skrawaniem, stosując
specjalne narzędzia i duże prędkości skrawania.
Stopy odlewnicze magnezu są stosowane na odlewy wykonywane przeważnie pod
ciśnieniem, szczególnie dla przemysłu lotniczego. Stop MgA13ZnMn jest stosowany na
odlewy o dużej szczelności, jak korpusy pomp i armatura. Stopy MgAl6Zn3Mn
i MgAl8ZnMn są stosowane na odlewy części lotniczych silnie obciążone, części silników,
agregatów oraz aparatów fotograficznych i maszyn do pisania. Utrzymują dobre własności do
temperatury 120°C.
Stopy do obróbki plastycznej wykazują większą przydatność do obróbki plastycznej na
gorąco niż na zimno. Obróbka plastyczna na gorąco zależnie od stopu odbywa się
w temperaturze 230–450°C. Stop MgMn2 jest stosowany na mało obciążone elementy
konstrukcji lotniczych i samochodowych, od których jest wymagana wysoka plastyczność
i dobra spawalność. Na bardziej obciążone elementy konstrukcji lotniczych i samochodowych
są stosowane stopy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Tabela 10. Wykaz stopów aluminium wg norm międzynarodowych [opracowanie własne].
Polska
PN
Niemcy
DIN
Materiał
nr.
ISO /
EN
USA
Anglia
(BS )
Francja
(NF)
Hiszpania
(UNE)
Włochy
(UNI)
Szwecja
(SIS)
A1
AI 99.5
3.0255
1050A
1050A
1B
A5
L3051
4507
4007
A0
Al 99.7
3.0275
1070A
1070A
–
A7
–
–
4005
A00
Al 99.8
3.0285
1080A
1080A
1A
A8
–
–
4004
A2
Al 99.0
3.0205
1200
1200
1C
A4
–
–
4010
A1E
E–AI99.5
3.0257
1350A
1350A
1E
A5L
L3052
–
4008
–
AICuMgPb
3.1645
2007
2007
–
A–U4PB
L3121
–
4335
–
AICuBiPb
3.1655
2011
2011
FC1
A–U 4Pb
L3192
6362
4355
PA33
AlCuSiMn
3.1255
2014
2014
–
–
–
–
4338
PA6
AICuMg 1
3.1325
2017A
2017A
H14
A–U4G
L3120
3576
–
PA7
AlCuMg2
3.1355
2024
2024
H16
A–U4G1
–
–
–
–
AlMn
3.0515
3003
3003
N3
–
–
–
4054
PA43
AlMg1
3.3315
5005
5005
–
–
–
–
4106
–
AlMg2.5
3.3523
5052
5052
N4
–
–
–
4120
–
AlMg5
3.3555
5056
5056
N6
A–G5
–
–
–
PA13
AIMg4.5Mn
3.3547
5083
5083
N8
5083
L3321
7790
4140
PA11
AIMg3
3.3535
5754
5754
N5
A–G3M
L3390
3575
4125
–
AlMgSi0.7
3.3210
6005
6005
–
–
–
–
4107
–
AlMgSiPb
3.0615
6012
6012
–
–
–
–
4212Pb
PA38
AIMgSi0.5
3.3206 6060/63 6060/63
H9
A–GS
L3441
3569
4104
PA45
AlMg1SiCu
3.3211
6061
6061
H20
–
–
–
–
PA4
AIMgSi1
3.2315
6082
6082
H30
A–SGM 0.7
L3451
3571
4212
PA47
AIZn4.5Mg1
3.4335
7020
7020
H17
A–Z5G
L3741
7791
4425
–
AIZnMgCu0.5
3.4345
7022
7022
–
A–Zn5 GU 0.6
–
–
–
PA9
AIZnMgCu1.5
3.4365
7075
7075
2L95
A–Zn 5 GU
L3710
3735
–
Cynk jest metalem o dobrych właściwościach plastycznych, małej wytrzymałości na
rozciąganie i niskiej temperaturze topnienia, wynoszącej 418°C. Cynk stosuje się głównie na
przeciwkorozyjne powłoki ochronne głównie blach i drutów. Cynk stosuje się również
w budownictwie w postaci blach płaskich i falistych na pokrycia dachów. Jest stosowany
również do wyrobu baterii elektrycznych oraz w postaci folii do opakowań, a także jako
składnik różnych stopów.
Głównymi składnikami stopów cynku są: aluminium, miedź i niekiedy mangan.
Większość stopów cynku może być stosowana do odlewania i do obróbki plastycznej. Stopy
zawierające powyżej 5,4% aluminium są stopami wyłącznie odlewniczymi.
Stopy cynku znane są pod nazwą znal. Można je łatwo spawać i hartować oraz obrabiać. Znale
po obróbce plastycznej mają dobrą wytrzymałość i plastyczność. Duże znaczenie techniczne
mają stopy odlewnicze ZnAl1 i ZnAl28Cu4. Są stosowane jako stopy łożyskowe oraz na
ś
limacznice i prowadnice. Odlewy ciśnieniowe ze stopów cynku znalazły zastosowanie
w przemyśle maszynowym na: korpusy, armaturę, gaźniki samochodowe, części maszyn
drukarskich, klamki, obudowy itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Cyna i jej stopy
Własności mechaniczne czystej cyny są tak niskie, że nie nadaje się jako materiał
konstrukcyjny. Folia cynowa ma duże zastosowanie do pakowania produktów
ż
ywnościowych. Cynę stosuje się do cynowania puszek do konserw, a największe
zastosowanie znalazła jako dodatek stopowy.
Stopy cyny dzieli się na odlewnicze i do obróbki plastycznej. Stopy do obróbki plastycznej są
stosowane głównie na folie. Stop SnSb2,5 (zawierający 1,9–3,1% Sb) jest stosowany do
wyrobu folii na otuliny i do platerowania folii ołowiowej, a stop SnPbl3Sb na folie
kondensatorowe.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest mosiądz?
2. Co to jest brąz?
3. Co to są siluminy?
4. Jakie rodzaje stopów aluminium potrafisz wymienić?
5. Wymień rodzaje stopów magnezu ?
4.5.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów właściwości i zastosowanie następujących stopów: B555,
B1010, M90, BM123, PA6.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać podane gatunki stopów,
3) zapisać właściwości i zastosowania tych stopów,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o stopach metali nieżelaznych,
−
arkusze papieru i pisaki.
Ćwiczenie 2
Odszukaj w PN i katalogach stopy CuAl9Fe3, CuMn12Ni3, SnSb8Cu3, określ ich skład
chemiczny oraz właściwości i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie gatunki stali,
3) zapisać właściwości i zastosowania tych stopów,
4) uporządkować uzyskane informacje,
5) zaprezentować efekty pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Wyposażenie stanowiska pracy:
−
PN i katalogi zawierające informacje o stopach metali nieżelaznych,
−
arkusze papieru i pisaki.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia: mosiądz i brąz?
2) zdefiniować pojęcie siluminy?
3) wyjaśnić, jakie stopy nazywamy elektronami?
4) dokonać klasyfikacji stopów aluminium?
5) określić właściwości cynku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.6. Wyroby hutnicze
4.6.1. Materiał nauczania
Półwyroby stalowe
Stal jest produkowana w postaci półwyrobów, tj. kęsów, prętów (walcowanych,
ciągnionych), kształtowników, blach, rur itd. Oznaczenie materiału na rysunku
konstrukcyjnym powinno zawierać rodzaj półwyrobu, z którego dana część ma być wykonana.
Dla pełnego określenia wymagań materiałowych jest konieczne podanie odpowiednich
oznaczeń i numerów norm dotyczących rodzaju półwyrobu, wymiaru, klasy dokładności
wykonania, materiału, stanu obróbki cieplnej itp. Przy doborze i zamawianiu określonych
półwyrobów należy każdorazowo sprawdzać, czy potrzebne wymiary, gatunki lub odmiany są
aktualnie produkowane, tj. czy znajdują się w aktualnych programach produkcji.
Kęsy są to wyroby hutnicze walcowane na gorąco, o przekroju kwadratowym lub
proostokątnym, z zaokrąglonymi krawędziami, stosowane przede wszystkim do wyrobu
odkuwek. Kęsy kwadratowe produkuje się o grubości 40–140 mm i długości 1,2–6 m, kęsy
prostokątne – o grubości 80x60–200xl00 mm i długości 1,S–14m. Kęsy są dostarczane
w stanie surowym po walcowaniu lub zmiękczonym.
Pręty walcowane na gorąco produkuje się o przekroju okrągłym, kwadratowym,
prostokątnym (płaskim) i sześciokątnym, a ponadto do specjalnych zastosowań – o przekroju
półokrągłym, owalnym, owalnym płaskim, półpierścieniowym, trapezowym i in. Produkuje
się pręty okrągłe o średnicy 8–250 mm, kwadratowe o grubości 8–180 mm, sześciookątne
o grubości 8 do 100 mm.
Wymagania. Na rysunkach konstrukcyjnych części wykonywanych z prętów należy
podawać w oznaczeniach materiałowych następujące dane:
−
rodzaj pręta i przeznaczenie (do obróbki plastycznej, do obróbki skrawaniem),
−
wymiary i dokładność (klasa) wykonania,
−
gatunek stali,
−
stan dostawy (surowy, normalizowany, ulepszony itd.).
Ponadto dla części odpowiedzialnych, wykonywanych ze stali węglowych wyższej
jakości lub stopowych, jest wskazane określenie innych wymagań, które mogą być niezbędne
do uzyskania odpowiednich własności gotowych części lub do ułatwienia procesów
technologicznych, jak:
−
dopuszczalna głębokość odwęglenia, dopuszczalna pasmowość,
−
dopuszczalna głębokość wad powierzchniowych,
−
wielkość ziarna, hartowność, dopuszczalny stopień zanieczyszczenia wtrąceniami
niemetalicznymi.
Walcówka jest wyrobem hutniczym walcowanym na gorąco dostarczanym w kręgach, co
ogranicza jej grubość. Walcówkę okrągłą produkuje się o średnicy
φ
5,5–28 mm, zaś
sześciokątną – o grubości 8–13 mm. Walcówki o innych przekrojach oraz pręty o profilach
specjalnych są walcowane tylko w pojedynczych wymiarach, z przeznaczeniem na określone
elementy.
Kształtowniki walcowane na gorąco ogólnego zastosowania są dostarczane w stanie
surowym.
Kształtowniki gięte na zimno otwarte i zamknięte (zgrzewane)
Kształtowniki gięte na zimno otwarte wykonuje się z bednarki, taśmy lub pasów
wyciętych z blach walcowanych na gorąco lub na zimno. Kształtowniki ogólnego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
przeznaczeenia wykonuje się ze stali węglowych zwykłej jakości i niskostopowych
o podwyższonej wytrzymałości. są dostarczane bez obróbki cieplnej po gięciu.
Wymagania i wymiary dla kształtowników ogólnego przeznaczenia zawarto w Polskich
normach. Najbardziej populrne typy kształtowników to: katowniki, ceowniki, teowniki,
dwuteowniki i zetowniki.
Przykład oznaczenia kątownika 50 x 40 x 5 mm o długości L = 5000 mm, giętego
z bednarki walcowanej na gorąco (KGg),
Pręty ciągnione, łuszczone, szlifowane i polerowane
Pręty te są stosowane wtedy, gdy wymaga się:
−
dużej dokładności wymiarów (mocowaanie w automatach, pozostawianie znacznej części
powierzchni pręta na gotowo bez obróbki),
−
braku odwęglenia i wad powierzchniowych (na elementy sprężyste i pracujące
w warunkach zmiennych obciążeń oraz hartowane powierzchniowo na powierzchniach
nieobrabianych).
−
dużej gładkości powierzchni (zwiększenia wytrzymałości zmęczeniowej).
Gatunki. Program produkcji obejmuje pręty ciągnione na zimno o przekrojach okrągłych,
kwadratowych, prostokątnych i sześciokąttnych, wykonywane w klasach dokładności
od hl1 do h13, w czterech klasach jakości powierzchni (CI-C4), w stanie surowym,
zmiękczonym (M), normalizowanym (N), normalizowanym i utwardzonym przez ciągnienie
(Nc), ulepszonym (T) oraz ulepszonym i utwardzonym przez ciągnienie (Te). Pręty ciągnione
wykazują większą anizotropię właściwości niż walcowane, częściej występują w nich wady
wewnętrzne (pęknięcia, naderwania).
Pręty ciągnione okrągłe są produkowane w zakresie grubości 1–0 mm, kwadratowe
2–50 mm, sześciokątne -3–50 mm, prostokątne w zakresie grubości 5–16 mm i szerokości
8–50 mm. Pręty ciągnione i szlifowane mają powierzchnię matową bez wad, ze śladami
obróbki mechanicznej, bez odwęglenia. Wymiary i tolerancje są takie same jak dla prętów
ciągnionych. Pręty ciągnione, szlifowane i polerowane (przez dogniatanie) mają powierzchnię
błyszczącą bez śladów obróbki i bez odwęglenia. Wymiary i tolerancje są takie same jak dla
prętów ciągnionych.
Pręty łuszczone produkuje się wyłącznie jako okrągłe. Wykonuje się je przez obróbkę
skrawaniem na łuszczarkach z prętów walcowanych na gorąco. W wyniku tej obróbki
uzyskuje się usunięcie warstwy odwęglonej i wad powierzchniowych (zawalcowań, wżerów
itp.) oraz dużą dokładność wymiarów (h12, h14 i h16). Pręty łuszczone produkuje się
o średnicy 25–100 mm, w stanie surowym, utwardzonym, wyżarzonym, normalizoowanym,
a z niektórych gatunków stali rówwnież w stanie ulepszonym.
Poniżej przykłady tablic zawierających dane charakterystyczne podstawowych półwyrobów
ze stali węglowych i stopowych.
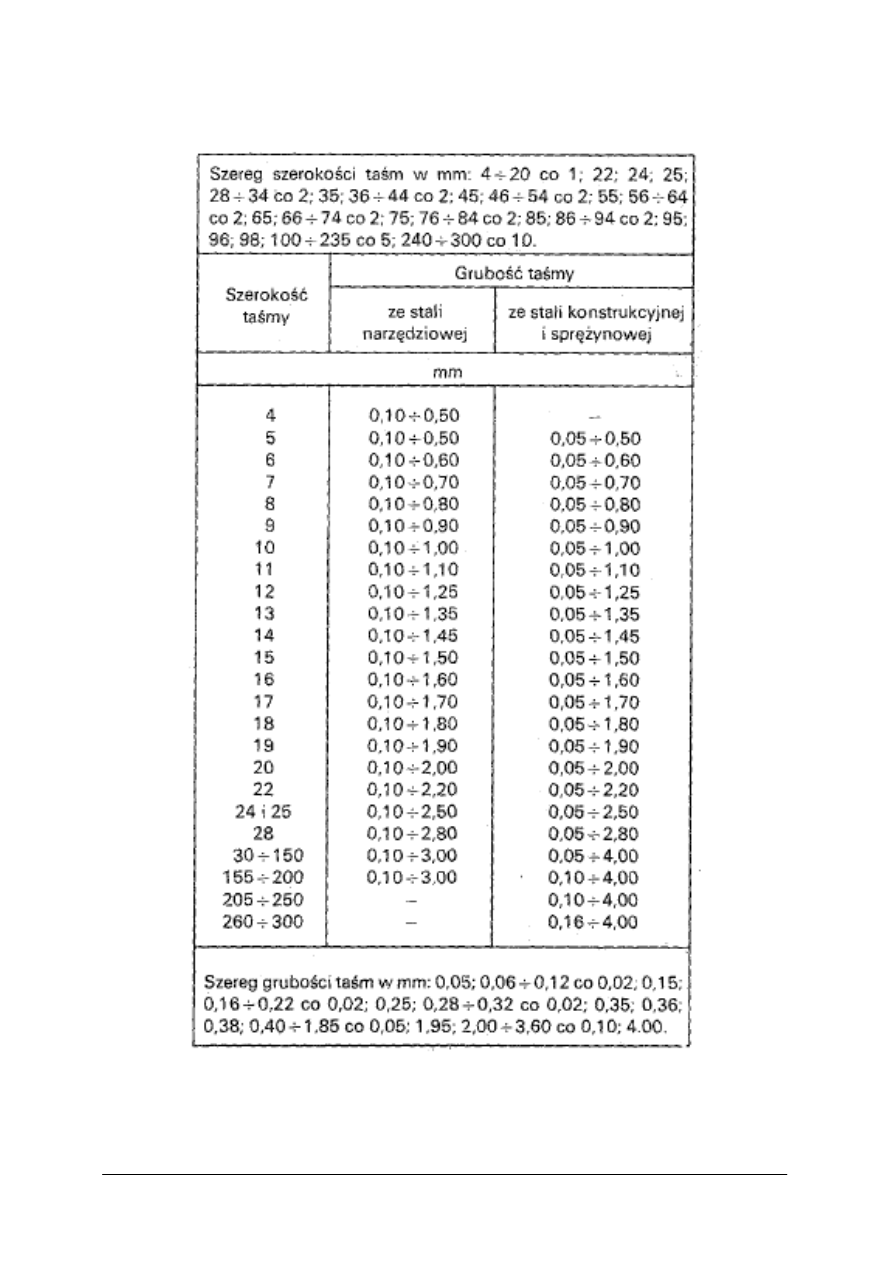
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Tabela 11. Taśmy stalowe walcowane na zimno ze stali narzędziowej do pracy na zimno, ze stali konstrukcyjnej
oraz ze stali sprężynowej [3].
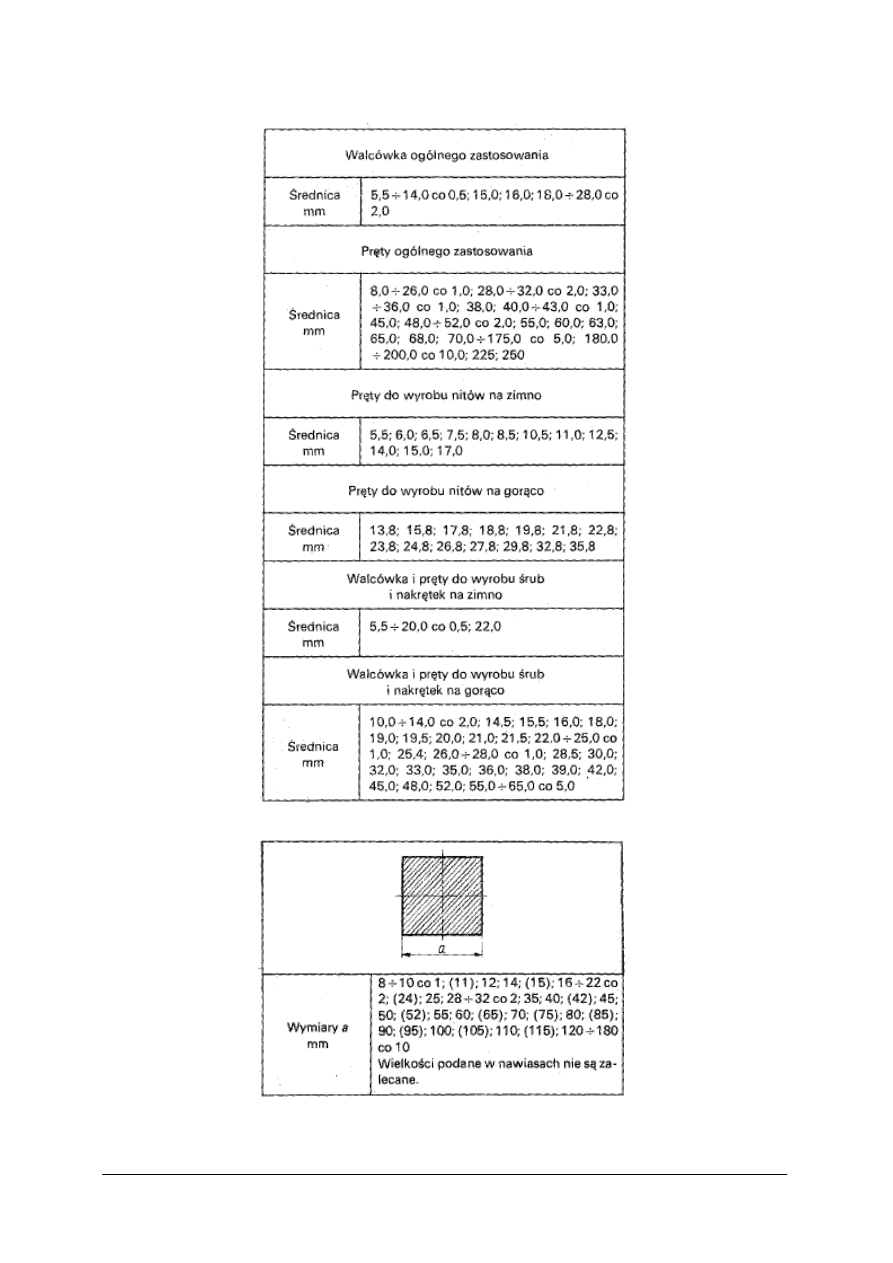
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Tabela 12. Walcówka i pręty stalowe okrągłe walcowane na gorąco [3].
Tabela 13. Pręty stalowe o przekroju kwadratowym [3].
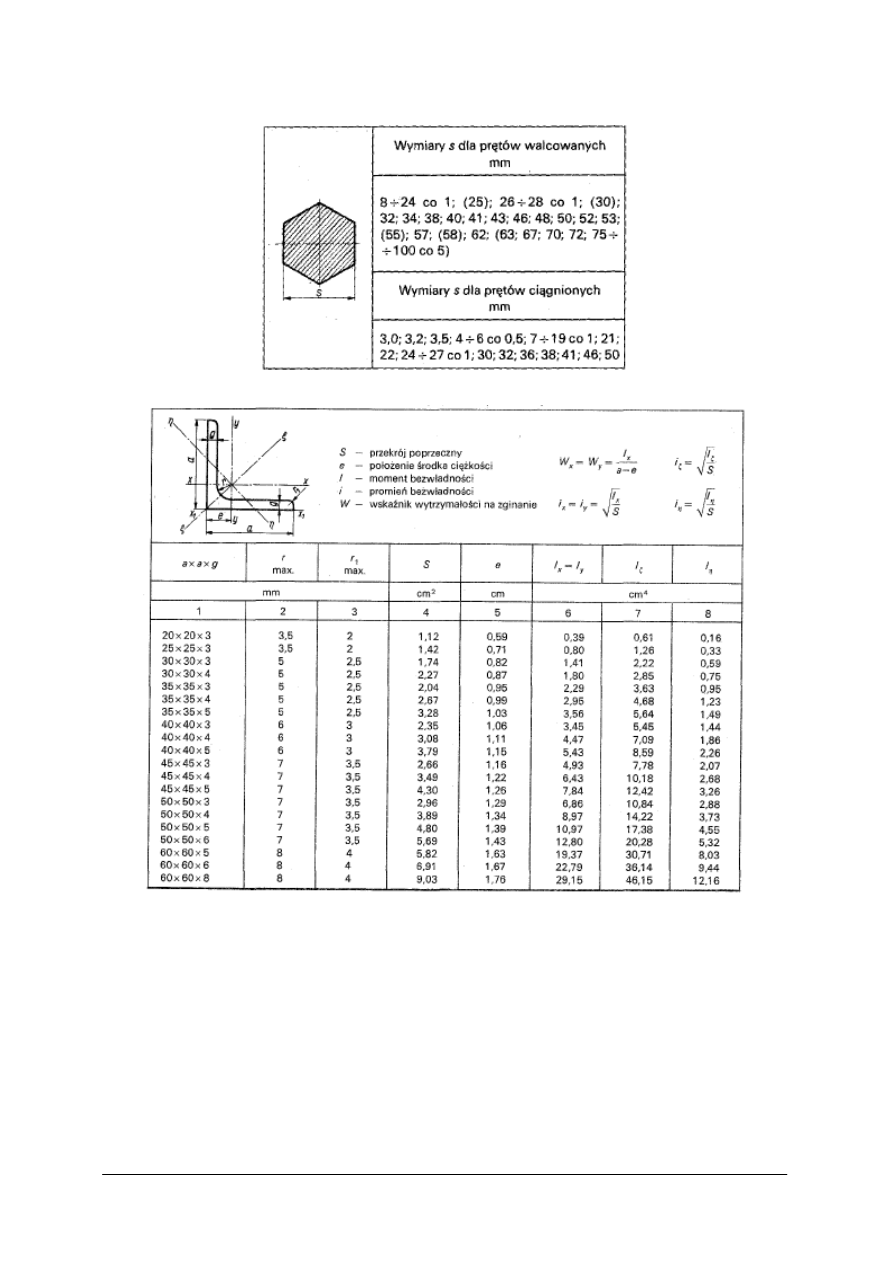
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Tabela 14. Pręty stalowe walcowane i ciągnione o przekroju sześciokątnym [3].
Tabela 15. Niektóre kątowniki stalowe równoramienne [3].
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są kęsy?
2. Co to jest walcówka?
3. Jakie znasz kształtowniki?
4. Jakie znasz rodzaje kątowników?
5. Czym różnią się pręty ciągnione od łuszczonych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.6.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów, jakie największe i najmniejsze kątowniki równoramienne,
ceowniki i zetowniki są produkowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać kątowniki, ceowniki i zetowniki,
3) wypisać je,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o wyrobach hutniczych,
−
arkusze papieru i pisaki.
Ćwiczenie 2
Odszukaj w PN i katalogach, jaki zakres grubości i jakie wymiary blach stalowych
walcowanych na zimno jest produkowany, wypisz wielkości graniczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) podzielić pracę na poszczególnych członków grupy,
3) odszukać odpowiednie tablice,
4) zapisać potrzebne informacje,
5) uporządkować uzyskane informacje,
6) zaprezentować efekty pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o wyrobach hutniczych,
−
arkusze papieru i pisaki.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie kęsy?
2) zdefiniować pojęcie kształtowniki?
3) określić rodzaj i zastosowanie wyrobów hutniczych?
4) odróżnić rury stalowe ze szwem od rur stalowych bez szwu?
5) obliczyć ciężar dowolnego wyrobu hutniczego stalowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.7. Rodzaje i zastosowanie tworzyw sztucznych
4.7.1. Materiał nauczania
Geneza nazw tworzyw
Tworzywa sztuczne to ogólnie i powszechnie przyjęta nazwa materiałów, których
podstawowym (a nieraz wyłącznym) składnikiem są substancje wielkocząsteczkowe.
Ich dawną nazwą jest masa plastyczna, ale i obecnie stosowany plastik jest nieprawidłowy,
nie budzi natomiast zastrzeżeń zestawienie konkretnej grupy tworzyw sztucznych z końcówką
-plast np. fenoplasty, aminoplasty, fluoroplasty czy duroplasty. Obserwuje się tendencję do
zmiany określenia tworzywa sztuczne tworzywa na chemiczne, tak jak w przypadku włókien
chemicznych.
Historia tworzyw sztucznych
Pierwsze w skali przemysłowej próby chemiczne modyfikowania związków
wielkocząsteczkowych rozpoczęto 1850 roku. W 1872 r. w USA otrzymano celuloid,
w Niemczech w roku 1897 uruchomiono produkcję galalitu, a w 1904 r. acetylocelulozy.
Pierwszymi syntetycznymi tworzywami sztucznymi były żywice fenolowo-formaldehydowe
otrzymane w roku 1872 (A. Baeyer), jednak produkcję ich podjęto dopiero 1909 r. na
podstawie patentu belgijskiego chemika H. Baekelanda. W latach 1928–31 rozpoczęto
produkcję większości tworzyw poliwinylowych. Pierwsze tworzywa poliamidowe
wyprodukowano 1937 r. w USA, polietylen wysokociśnieniowy w 1939 r. w Wielkiej
Brytanii, w USA rozpoczęto produkcję tworzyw poliestrowych w 1942 r., polichlorku
winylidenu w 1942 r., silikonów w 1943 r. W Polsce początek przetwórstwa tworzyw
sztucznych nastąpił w latach 20. XX w. W 1931 r. rozpoczęto produkcję folii na opakowania –
tomofanu z regenerowanej celulozy. Szybki rozwój produkcji tworzyw sztucznych w Polsce
nastąpił po II wojnie światowej. Obecnie są produkowane m.in. tworzywa fenolowo-
formaldehydowe, tłoczywa mocznikowe i melaminowe, polimetakrylan metylu, polichlorek
winylu, polistyren, polikaprolaktam, poliakrylonitryl, poliuretany, żywice poliestrowe,
epoksydowe, silikonowe, polietylen i polipropylen.
Definicja tworzywa sztucznego
Materiały, których podstawowym składnikiem są naturalne lub syntetyczne polimery;
tworzywa sztuczne mogą być otrzymywane z czystego polimeru (np. polimetakrylan metylu,
polistyren, polietylen), z kopolimerów lub z mieszanek polimerów. Często otrzymuje się je
z
polimerów
modyfikowanych
metodami
chemicznymi
(np.
przez
hydrolizę),
fizykochemicznymi (np. przez degradację) lub przez dodatek takich substancji, jak:
plastyfikatory, wypełniacze, stabilizatory oraz barwniki i pigmenty. Tworzywa sztuczne są
potocznie zwane plastikami (plastykami) lub masami plastycznymi.
Cechy tworzyw sztucznych
Tworzywa sztuczne są na ogół bardzo lekkie (gęstość najczęściej ok. 1 g/cm
3
), mają małą
przewodność cieplną, większość z nich jest dielektrykami, jednak po dodaniu znacznej ilości
(ok. 50%) materiałów przewodzących, np. sadzy lub pyłu metalicznego, przewodzą prąd
elektryczny, mogą być przezroczyste lub całkowicie nieprzezroczyste; tworzywa
niemodyfikowane, w porównaniu z metalami mają małą wytrzymałość na rozciąganie oraz
mały moduł elastyczności; bardzo dobrą wytrzymałość na rozciąganie, duży moduł
elastyczności mają tworzywa zbrojone np. włóknem szklanym (kompozyt, laminaty);
tworzywa sztuczne są najczęściej odporne na czynniki chemiczne, wilgoć, lecz nieodporne na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
działanie czynników silnie utleniających. Wadą większości tworzywa sztuczne jest ich
wrażliwość na podwyższoną temp. (powyżej 100°C). W czasie II wojny światowej uzyskano
silikony, odporne najczęściej na temp. do 250°C, a następnie inne tworzywa, polisulfony,
odporne na temp. do 200°C, w 1969 polisiarczek fenylu, odporny na temp. do 170°C.
W wyniku dalszych prac otrzymano polimery aromatyczne i metaloorganiczne, odporne na
temp. powyżej 400°C. Zmniejszenie palności tworzyw sztucznych uzyskuje się w wyniku
wprowadzenia do tworzyw tzw. Antypirenów (substancji zmniejszających palność).
Większość tworzyw sztucznych jest łatwa do formowania i barwienia. Najczęściej
stosowanymi metodami formowania tworzyw sztucznych są: wtrysk (formowanie
wtryskowe), wytłaczanie, prasowanie tworzyw sztucznych, odlewanie tworzyw sztucznych
oraz kalandrowanie. Ponadto w przetwórstwie tworzyw sztucznych stosuje się np. spiekanie,
obróbkę plastyczną, laminowanie, zgrzewanie. Jest kilka podziałow tworzyw sztucznych.
Tworzywa sztuczne według sposobu powstawania dzieli się na:
–
Polimeryzacyjne – polimeryzacja, to reakcja łańcuchowa, zachodzaca dzieki obecności
wiązań nienasyconych bez wydzielania prodiktów ubocznych i bez przegrupowania
atomów,
–
Polikondensacyjne – polikondensacja polega na stopniowej kondensacji monomerów
i zachodzi z wydzieleniem produktów ubocznych (np. wody, amoniaku, dwutlenku
węgla) w związku z tym skład chemiczny polikondensatu różni sie od składu
chemicznego monomeru,
–
Poliaddycyjne – poliaddycja jest polireakcja stopniową podobnie jak polikondensacja, ale
bez wydzielania produktów ubocznych.
Tworzywa sztuczne – zwane także plastomerami, są tworzywami zbudowanymi na
podstawie polimerów syntetycznych, otrzymywanych w wyniku polireakcji z produktów
chemicznej przeróbki węgla ropy naftowej i gazu ziemnego lub polimerów naturalnych,
uzyskiwanych przez chemiczną modyfikację produktów pochodzenia naturalnego (celuloza,
kauczuk, białko). Zwykle zawierają określone dodatki barwników lub pigmentów,
katalizatorów, napełniaczy,zmiękczaczy (plastyfikatorów), antyutleniaczy.
Podział tworzyw sztucznych
Tworzywa z surowców naturalnych – (drewno, bawełna, mleczko kauczukowe, mleko).
Substancje te zawierają związki chemiczne potrzebne do wyrobu tworzyw sztucznych.
Mleko zawiera dużo kazeiny, którą wykorzystuje się do produkcji klejów białkowych
i niebiałkowych. Kauczuk jest wykorzystywany do wyrobu gum. Coraz częściej kauczuk
zastępuje się kauczukiem syntetycznym, który zachowuje cechy fizyczne kauczuku, różniąc
się pod względem chemicznym. Ebonit jest materiałem otrzymywanym z kauczuku
naturalnego lub niektórych kauczuków syntetycznych, zawierających 20–33%siarki. Stosuje
się go na antykorozyjne wykładziny, naczynia akumulatorowe, części aparatury chemicznej,
wyroby elektrotechniczne. Głównym składnikiem przemysłowym drewna jest celuloza.
Zamieniamy ją na polimery (spęczanie w solach nieorganicznych, a następnie prasowanie
w celu uzyskania arkuszy). Dodatkowo możemy otrzymać celafon, włókna wiskozowe itp.
Estryfikacja odpowiednim kwasem (bezwodnikiem) da nam np. nitrocelulozę która z kamforą
tworzy folię fotograficzną .
Klasyczne tworzywa kondensacyjne – inaczej zwane duroplastami (żywice utwardzalne).
Duroplasty stosuje się w postaci mieszanek do tłoczenia (żywica + napełniacz), laminatów,
tworzyw piankowych, tworzyw wzmacnianych (np. włóknem szklanym), żywic technicznych,
klejów, lakierów. Nieodwracalne przejście ze stanu plastycznego w utwardzony zachodzi
podczas formowania wyrobów, bądź podczas stosowania w postaci klejów, lakierów itd. Do
najważniejszych duroplastów należą: fenoplasty, aminoplasty, polimery nienasycone, żywice
epoksydowe i niektóre żywice silikonowe. Cechuje je sztywność, stabilność wymiarowa,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
nie rozpuszczalność i nietopliwość oraz doskonałe własności elektroizolacyjne. Wyróżniamy
także takie surowce jak ropa naftowa, gaz ziemny, gaz koksowniczy i węgiel. Jeżeli ropą czy
węglem podziałamy na te gazy to otrzymamy izobutan, propan. Z nich otrzymujemy alkohol:
izobutylen, propylen, etylen, acetylen.
Tworzywa z produktów wielofunkcyjnych: najbardziej popularnymi tworzywami tego
typu są poliamidy. Są odporne na działanie wielu rozpuszczalników organicznych, olejów
i tłuszczów, nie są odporne na działanie kwasów i zasad. Poliamidy są wytwarzane w postaci
różnie barwionych tłoczyw do wtrysku, folii, włókien, żyłek, bloków do obróbki
mechanicznej oraz proszku do pokrywania metali przez natrysk płomieniowy. Innym bardzo
popularnym polimerem jest poliuretan. Jego podstawową zaletą jest możliwość występowania
w różnych postaciach (twardej, miękkiej, sprężystej itp.). Najczęściej spotykany w postaci
pianki. Do polimerów zalicza się także silikon. Jest on bazą dla smarów, które dobrze
przewodzą ciepło. Substraty (składniki) tych produktów to olej rycynowy, smoła z węgla
kamiennego, nienasycone węglowodory, krzemionka.
Polimery:
–
elastomery (w temp. pokojowej dobrze się odkształcają, można je wydłużyć o 300%),
–
plastomery (w temp. pokojowej są twarde, nieplastyczne).
Elastomery:
–
wulkanizujące (dużo siarki od której zależy twardość),
–
niewulkanizujące (występują bez siarki).
Plastomery:
–
termoplasty (podgrzane do wysokiej temp. są rozciągliwe),
–
duroplasty termoutwardzalne (twardnieją w zależności od temperatury),
–
duroplasty chemoutwardzalne (twardnieją przez utwardzacz).
Przyporządkowanie polimerów do okreslonych grup tworzyw
Elastomery wulkanizujące – kauczuk butadienowo – sterynowy (GRS ), kauczuk
naturalny (IR), polizobutylen (PIB), kauczuk butylowy (GRI), kauczuk nitrylowy (GRN),
polichloroprent (CR), poliuretany niesieciowane (PU), silikony (SL).
Elastomery niewulkanizujące – poliuretany liniowe (PUR), PVC zmiękczony, elastomery
polietroamidowe.
Elastomery termoplastyczne – politlenek fenylenu (PPO), tworzywa celulozowe (azotan
celulozy AC ).
Termoplasty – poliolefiny, polietylen (PE), polichlorek winylu (PVC), styreny (BP),
polisulfony (PSF), poliamidy (PA), polimetakrylan metylu, poliacetale (PF), poliwęglany
celulozy (OC), tworzywa fluorowe, politetrafluoroetylen (PTFE), politrifluoroatylen (PCTFE),
kopolimery.
Duroplasty chemoutwardzalne – żywice epoksydowe (EP), poliestry nienasycone (PN),
ż
ywice poliuretanowe (PV).
Duroplasty termoutwardzalne – żywice fenolowoformaldehydowe, żywice aminowe,
mocznikowoformahydowe, melaminowoformaldehydowe, żywice alkilowe, poliamidy.
Wytwarzanie wyrobów z tworzyw sztucznych
Technika wytwarzania wyrobów z tworzyw sztucznych; odlewanie tworzyw sztucznych
prowadzi się w formach nieruchomych lub obracających się; odlewanie odśrodkowe
(obrotowe) – tworzywo sztuczne (ciekłe lub proszek) wprowadza się do podgrzanej formy
obracającej się szybko wokół 1 osi obrotu; stosuje się też odlewanie ciśnieniowe (tworzywo
wtłacza się pod ciśn. 0,5–2 MPa) i odlewanie podciśnieniowe (tworzywo jest zasysane do
formy); odlewanie kształtek z monomeru lub substancji częściowo spolimeryzowanej
(z dodatkiem katalizatorów, przyśpieszaczy), której polimeryzacja następuje w formie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
odlewniczej nosi nazwę odlewania polimeryzacyjnego; odlewanie tworzyw sztucznych
w formach zamkniętych jest stosowane do wytwarzania wyrobów pustych, np. piłek, lalek,
głównie z plastycznych poli(chlorku winylu); w celu otrzymania folii stosuje się odlewanie
roztworów tworzyw sztucznych (np. pochodnych celulozy), najczęściej wylewając roztwór
przez wąską szczelinę ogrzewanego zasobnika na przenośnik taśmowy lub obracający się
bęben, gdzie następuje odparowanie rozpuszczalnika; do metod odlewniczych zalicza się też
maczanie w upłynnionym tworzywie izolacyjnym, stosowane m.in. do zalewania elementów
i zespołów elektronowych i elektrotechnicznych.
Zastosowanie
Tradycyjne materiały opakowaniowe (drewno, szkło i metale) wypierane są przez
tworzywa sztuczne, z których wytwarza się 20–25% opakowań. Są to różne folie, np. worki
samonośne, różne torby i torebki, folia do pakowania mleka. Butelki wytwarzane są również
metodą wytłaczania rury, z której rozdmuchem w formie uzyskuje się opakowanie wewnątrz
puste. Szerokie zastosowanie maja opakowania sztywne ze styropianu. Tworzywa sztuczne
nie są dotychczas podstawowym materiałem konstrukcyjnym. Domeną tworzyw sztucznych
w budownictwie jest wyposażenie wnętrz (wykładziny podłogowe, ramy okienne i drzwiowe)
oraz pokrycia dachowe (płyty z laminatów poliestrowych, płyty PCW i PMM jako świetliki).
Z PCW metodą wytłaczania wytwarza się poręcze i listwy podłogowe. Nowością są tapety
samoprzylepne z warstwą pianki (izolator cieplny i akustyczny). Nowością w budownictwie
są profilowane blachy z warstwą ochronno-ozdobną tworzywa, nałożoną w procesie
hutniczym; służą one jako wykładzina zewnętrzna budynków i w budowie statków.
Przyszłościowym materiałem budowlanym są polimerobetony, złożone z wypełniacza
mineralnego i żywicy syntetycznej, np. epoksydowej. Rozrzut granulometryczny ziaren
winien zapewniać maksymalny udział taniego wypełniacza w stosunku do drogiego lepiszcza
(środka wiążącego). Gwarantuje to uzyskanie dużej wytrzymałości polimerobetonów (ich
wysoka ocena na razie uniemożliwia szersze stosowanie). Zastępowanie tradycyjnej armatury
i rurociągów wyrobami z tworzyw sztucznych jest ograniczone małą odpornością na gorącą
wodę, szczególnie pod ciśnieniem panującym w wysokich budynkach. Tworzywa sztuczne
służące w gospodarstwie podlegają podobnie jak w medycynie ścisłej kontroli władz
sanitarnych. Dotyczy to nie tylko sprzętu kuchennego, ale i wyrobów toaletowych oraz
materiałów będących jedynie wyposażeniem mieszkaniowym (por. tworzywa sztuczne
w budownictwie). Muszą być jednak wykonane z odpowiednich tworzyw sztucznych, a ich
kształt i barwa powinny korzystnie wpływać na samopoczucie użytkownika. Pierwotnie
stosowane były tworzywa termoreaktywne (bakelit czy aminoplasty); obecnie stosuje się
termoplasty, jak polistyren (gatunki uszlachetnione), polietylen, zwłaszcza odporny na wrzącą
wodę polipropylen. Najbardziej użyteczne do wyrobu robotów kuchennych, a nawet
maszynek do parzenia kawy są poliwęglany. Dzięki fizjologicznej objętości prawie
wszystkich polimerów i możliwości ich stosowania w styczności z organizmem żywym, i to
nie tylko w krótkotrwałych kontaktach, ale i na stałe (wszczepy – endoprotezy) zastosowanie
tworzyw sztucznych w medycynie jest szerokie. Specjalną pozycję zajmują włókna sztuczne
z medycynie. Zagadnienie odczynów tkankowych na wszczepione tworzywa, a zwłaszcza ich
biodegradacja i możliwość pobudzenia procesu nowotworowego jest przedmiotem
wszechstronnych badań, które musza być długotrwałe. Tworzywa sztuczne w rolnictwie
spełniają różnorodne funkcje np. folia z polietylenu (PE) wydatnie zwiększyła możliwości
upraw cieplarnianych, zarówno przez budowę pneumatycznych obiektów, jak i pokrywanie
konstrukcji nośnej. Dobra izolację termiczną spełnia również cienka folia (np. 0,03 mm)
rozpięta nad tradycyjną szklarnią. Do wykładania silosów z kiszonkami, zabezpieczania przed
wilgocią stoków i kopców z produktami rolnymi stosuje się folię z polichlorku winylu (PCW).
Rury, zwłaszcza z PE, służą do doprowadzania wody, a cienkościenne do bezpośredniego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
nawadniania poprzez mikrozaworki. Jest to tzw. kropelkowe nawadnianie pozwalające na
racjonalne doprowadzenie wody do układu korzeniowego upraw zielonych (drzew, krzewów,
pomidorów, truskawek). W melioracji stosowane są coraz częściej perforowane rury z PCW,
np. zwijane z taśmy otrzymanej metodą wytłaczania. Z folii PCW metodą termoformowania
otrzymuje się doniczki i cienkościenne kaptury służące jako indywidualna osłona roślin przed
przymrozkami. Pewne znaczenie praktyczne mają pianki spulchniające glebę gliniastą,
a w piaszczystej magazynujące wilgoć. Naczynia z tworzyw sztucznych oraz wyposażenie
stanowisk hodowlanych zwierząt (koryta, kanały ściekowe, ażurowe podłogi) ułatwiają
obsługę i umożliwiają utrzymanie czystości oraz dezynfekcję pomieszczeń.
Budowa maszyn w różnych branżach nie obeszłaby się dzisiaj bez technicznych tworzyw
sztucznych. To one umożliwiają sprostanie rosnącym wymaganiom perfekcyjnych
technologii, bezpieczeństwa, ekologii i ekonomii. Dobre właściwości ślizgowe, wysoka
odporność na ścieranie, wysokie temperatury użytkowe, duża wytrzymałość mechaniczna
i odporność chemiczna, długa żywotność i minimalna intensywność konserwacji, zwiększona
cichobieżność dzięki własnościom tłumienia drgań i szumów oraz stabilność wymiarowa
przyczyniły się do tego, że techniczne tworzywa sztuczne stały się niezbędnym tworzywem
dla konstruktorów i budowniczych maszyn oraz spełniają warunki by skutecznie
i ekonomicznie zastąpić materiały konwencjonalne.
Tabela 16. Tworzywa sztuczne. Własności fizyczne [3].
Rodzaj
tworzywa
Gęstość
(masa właściwa)
Mg/m3
Wytrzymałość
na rozciąganie
MPa
Wytrzymałość
na ściskanie
MPa
Twardość
HB
Odporność
cieplna w czasie
200h do
temp.
°
C
Bakelit, fenolit,
tekstolit
1,26–1,35
50–70
70–250
25–35
130
Celuloid, trolit,
cellit
1,3–1,4
30–50
130–170
5–11
50–80
Aminoplast,
pollopas
ok. 1,5
ok.50
200–300
48–55
80
Stylon, nylon,
parlon, supramid
1,08–1,15
50–73
50–125
8–10,5
55–150
Igelit
1,34–1,48
63–90
80–90
(15
°
Sh)
50
Winidur,
winiplast
1,38–1,4
60–90
80–90
10–18
50
Plexiglas,
plexigum
1,16–1,20
42–80
85–140
9–20
–
Polistyrol,
trolitul, styroflex
1,05–1,1
30–60
95–106
14
–
Polietylen,
politen, alkatan
0,82–0,93
10–20
–
(25–35HRF)
50
Teflon, fluon
2,2–2,3
14–31,5
ok.12
–
200
Obróbka technicznych tworzyw sztucznych
Cięcie piłą
Tworzywo
„
PE” może być cięte zarówno maszynowo piłami taśmowymi lub tarczowymi
do drewna, jak i ręcznie ostrymi piłami do drewna lub metalu z szeroko rozgiętymi zębami.
Szczególnie użyteczne są tutaj piły taśmowe, gdyż dobrze odprowadzają ciepło i umożliwiają
cięcie z dużą prędkością. Piły taśmowe mogą mieć szerokość od 10 do 30 mm, a ich grubość
1–2 mm z podziałką zębów 3–10 mm. Dla uniknięcia klinowania się pił taśmowych, ich zęby
powinny być rozsunięte o około 0,5 mm. Przy stosowaniu pił tarczowych zalecane są tarcze
z zębami rozsuniętymi o minimum 0,5 mm, lecz mogą być również stosowane tarcze
dośrodkowo zbieżne. Im wyższa częstotliwość, tym czystsza jest powierzchnia cięcia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Normalne prędkości cięcia dla pił taśmowych to 1000–2000 m/min., a dla pił tarczowych
3000–4000 m/min.
Toczenie
Półfabrykaty mogą być bez trudności obrabiane na tokarkach. Detale wykonywane
masowo mogą być produkowane ekonomicznie, w szczególności gdy stosuje się maszyny do
obróbki metali lekkich (o dużych szybkościach obróbki). Chłodzenie nie zawsze jest
konieczne, gdyż ciepło jest odprowadzane wraz z wiórami. Tylko przy grubym wiórze
(głębokim cięciu) potrzebne jest chłodzenie sprężonym powietrzem lub chłodziwem. Można
stosować prędkości obróbki do 600 m/min.
Struganie
Tworzywo
„
PE” może być strugane na grubościówkach i wygładzarkach stosowanych
w obróbce drewna przy dużych prędkościach cięcia. Dla ostrych ostrzy tnących z twardego
metalu, można stosować posuw do 2 mm na ostrze.
Frezowanie
Do obróbki tworzywa
„
PE” nadają się frezarki szybkoobrotowe i normalne. Zastosowanie
frezarek specjalnych z głowicami poziomymi, pionowymi i frezem jednoostrzowym
umożliwia ekonomiczną produkcję skomplikowanych elementów na dużą skalę. Dla
zapewnienia najlepszego usuwania wiórów zaleca się stosowanie frezów o dużej podziałce.
Wiercenie
Tworzywo
„
PE” może być nawiercane na wiertarkach, tokarkach i frezarkach. Zasadniczo
używa się wierteł krętych lecz dla większych średnic wiercenia może być stosowany również
frez okrągły. Przegrzewania miejscowego można uniknąć poprzez dobre usuwanie wiórów.
W wypadku występowania nadmiernego przegrzewania należy zastosować chłodzenie
sprężonym powietrzem lub chłodziwem.
Gwintowanie
Gwintowanie detali może być wykonywane normalnymi urządzeniami do metalu,
zarówno na tokarce (20–30 obr./min.) lub ręcznie. Zasadniczo preferowane są okrągłe gwinty,
zgodne z DIN 405 lecz gwinty V też zachowują dobre własności, ze względu na dużą
wytrzymałość tworzywa na udar.
Łączenie / zgrzewanie
Z powodu dużej lepkości w stanie stopionym, tworzywo
„
PE” może być łączone tylko
przez zgrzewanie czołowe. Oczyszczone powierzchnie styku są lekko dociskane do narzędzia
ogrzewającego o temp. 200–220°C, aż do chwili gdy na obu powierzchniach warstwa
o grubości około 4 mm stanie się plastyczna. Następnie obie podgrzane powierzchnie dociska
się do siebie (ciśnienie 10–20 kg/cm
2
) w zależności od grubości elementów, aż do ostygnięcia.
Jeśli mają one kształt bloków o grubości powyżej 30 mm, to jest wymagane ciśnienie
50 kg/cm
2
i większe. W tych wypadkach często używane są prasy i specjalne urządzenia
zgrzewające.
Szlifowanie i polerowanie
Po obróbce skrawaniem dalsze szlifowanie i polerowanie jest wyjątkowo rzadko
potrzebne, gdyż w większości wypadków obróbki, przy zastosowaniu do powyższych uwag,
otrzymuje się powierzchnie wystarczająco gładkie. Do masowej produkcji bardzo dobry jest
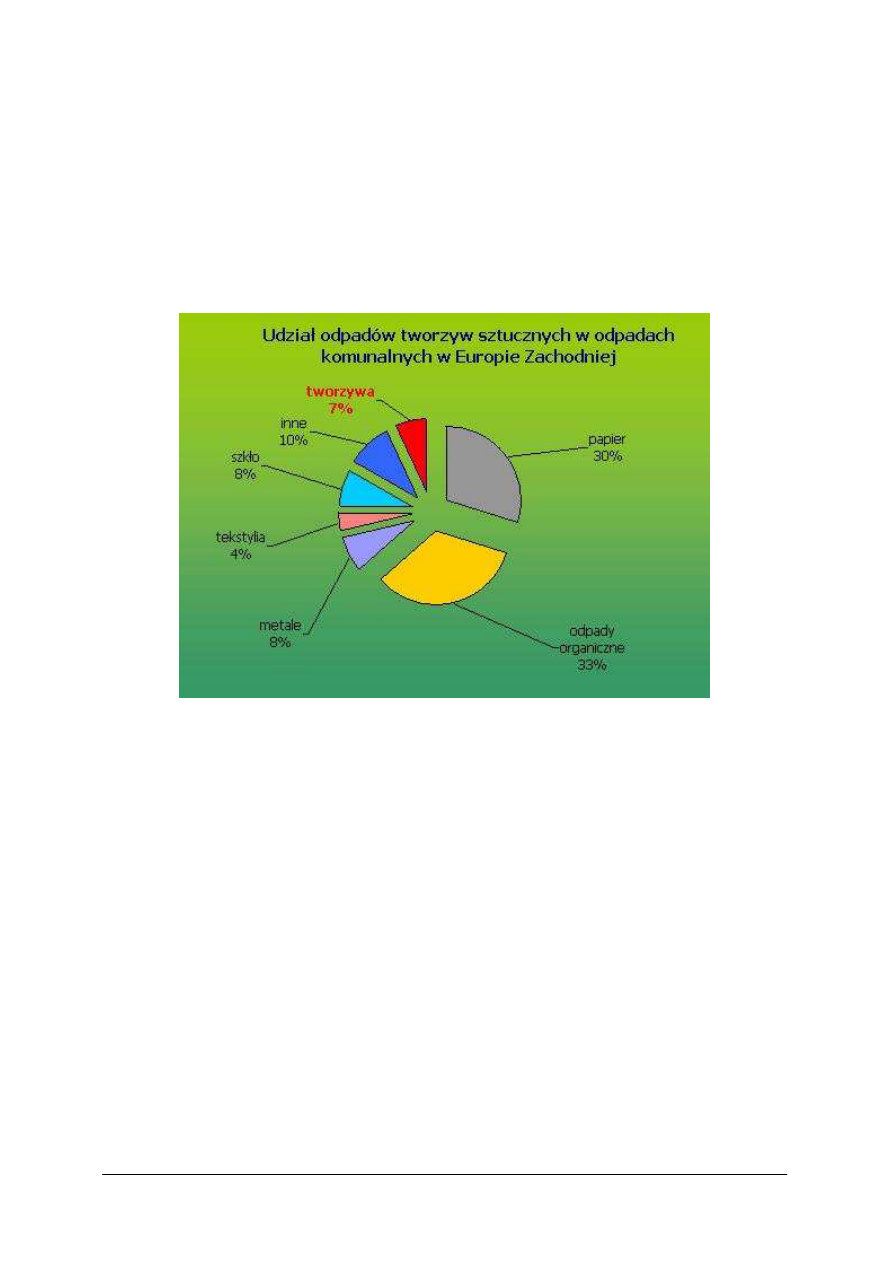
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
bęben polerski. Odpadki tworzywa
„
PE”, otoczaki lub inne środki ścierne wymieszane z wodą
mogą być stosowane do polerowania.
Tworzywa sztuczne z powodu swoich zalet zrobiły zawrotną karierę i jednocześnie
spędzają sen z oczu ekologom. Największym problemem są opakowania jednorazowe.
Butelki, torebki śniadaniowe bądź torby na zakupy bardzo szybko trafiają na śmietniki.
Stanowią ok. 7% masy wszystkich śmieci, ale zajmują dużo miejsca, niemal 30% wszystkich
odpadów. Anglicy wyliczyli, że wyrzucane w ciągu roku butelki z politereftalanu etylu (PET),
ustawione jedna na drugiej utworzyłyby wieżę o wysokości 28 mln km, co stanowi 73-krotną
odległość Ziemi od Księżyca.
Rys. 12. Udział odpadów z tworzyw sztucznych [opracowanie własne].
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest termoplast?
2. Co to są duroplasty?
3. Jakie znasz reakcje chemiczne, w wyniku których powstają tworzywa sztuczne?
4. Jakie znasz zastosowania tworzyw sztucznych?
5. Jakie znasz metody przetwarzania tworzyw sztucznych?
4.7.3. Ćwiczenia
Ćwiczenie 1
Odczytaj w PN i katalogach po 2 rodzaje termo- i duroplastów, zapisz ich dane
charakterystyczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać tworzywa sztuczne termo i duroplasty,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
3) wypisać po 2 z nich,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o tworzywach sztucznych,
−
arkusze papieru i pisaki.
Ćwiczenie 2
Odszukaj w PN i katalogach temperatury przetwarzania, ciężar właściwy (gęstość), skurcz
przetwórczy następujących tworzyw sztucznych: PP, ABS, PE, PS.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie tablice,
3) zapisać potrzebne informacje,
4) uporządkować uzyskane informacje,
5) zaprezentować efekty pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o tworzywach sztucznych,
−
arkusze papieru i pisaki.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojecie tworzywa sztuczne?
2) zdefiniować pojecie termoplasty?
3) wyjaśnić znaczenie skurczu przetwórczego?
4) określić sposoby obróbki mechanicznej tworzyw sztucznych?
5) określić zastosowania tworzyw sztucznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.8. Materiały z proszków spiekanych. Materiały ceramiczne.
Materiały uszczelniające. Materiały lakiernicze. Drewno,
szkło, guma
4.8.1. Materiał nauczania
Tworzywami
ceramicznymi nazywa się elementy konstrukcyjne uformowane
w temperaturze otoczenia z materiałów mineralnych proszkowych lub plastycznych,
a następnie utrwalane za pomocą wypalania lub spiekania.
Podstawowymi materiałami do wytwarzania tworzyw ceramicznych są: glina i jej odmiany,
jak: szamot i kaolin, krzemionka, magnezyt, kwarc, skaleń, talk, związki wapnia, związki
metali. Tworzywa ceramiczne odznaczają się wieloma zaletami, z których do najważniejszych
należy zaliczyć: dużą odporność chemiczną i cierną, bardzo małą przewodność elektryczną,
odporność na ścieranie i dużą twardość. Największe zastosowanie w przemyśle znalazły:
porcelana, kamionka, steatyt, klinkier.
Technologia metalurgii proszków w dzisiejszym rozumieniu ma stosunkowo krótka
historie. W XIX wieku miały miejsce udane próby stosowania tej technologii, głównie
w zastosowaniu do metali trudno topliwych. W roku 1809 T. Cock wykonał z proszku
trzynastokilogramowa retortę platynowa służącą do otrzymywania stężonego kwasu
siarkowego. W 1865 r. wykonano w Rosji monety platynowe, metodami metalurgii proszków.
Rozwój omawianej technologii przyspieszył na początku bieżącego stulecia rozwój
elektrotechniki. W 1909 r. zastosowano do żarówek włókno z proszku wolframu, tantalu
i molibdenu. Rozwój metalurgii proszków stymulowany był i jest rozwojem szeregu
technologii. Ważnym momentem było opracowanie i uruchomienie w 1924 r. produkcji
węglików spiekanych. W Niemczech pierwsze narzędzia z nakładkami z węglików
spiekanych noszą popularną, nazwę "Widia". W Polsce, w okresie międzywojennym,
produkcje węglików spiekanych podjęła Huta Baildon oraz Starachowickie Zakłady Górniczo-
Hutnicze. W okresie powojennym nastąpił dalszy ilościowy i asortymentowy rozwój
omawianej technologii. W Polsce wytwarza się obecnie miedzy innymi: części maszyn
z proszków żelaza, węgliki spiekane, szczotki kolektorowe, materiały magnetyczne metale
trudno topliwe, styki elektryczne, łożyska porowate.
Ramowy schemat omawianej technologii składa się z następujących procesów:
−
przygotowanie proszków,
−
formowanie,
−
spiekanie,
−
kalibrowanie,
−
obróbka cieplna,
−
wykańczanie,
−
kontrola produkcji.
Przygotowanie proszków obejmuje redukcje oraz mieszanie proszku podstawowego ze
ś
rodkami poślizgowymi (grafit, stearynian cynku, kwas stearynowy, stearyna) oraz
składnikami stopowymi. Jako dodatków stopowych do proszku żelaza używa się proszków
Cu, Ni i innych. Najczęściej stosowana metoda formowania proszków jest prasowanie
w formach. Prasowanie proszku zasypanego do formy odbywa sie najczęściej na zimno.
Naciski jednostkowe uzależnione są od szeregu czynników i wynoszą 200–600 MPa.
Spiekanie wyprasek odbywa sie w piecach z atmosfera redukująca, najczęściej wodorowa lub
składająca sie z mieszaniny wodoru i azotu lub gazu endotermicznego. W procesie spiekania
można wyodrębnić następujące cztery fazy spiekania:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
–
odparowanie środków poślizgowych,
–
redukcja tlenków,
–
spiekanie właściwe,
–
chłodzenie wsadu.
Odparowanie środków poślizgowych odbywa, sie przy temperaturze 300–600
°
C, zaś
właściwe spiekanie w zakresie temperatur (2/3–4/5)T, gdzie T oznacza temperaturę topnienia.
Cermetale, czyli materiały metaloceramiczne, są otrzymywane z mieszaniny proszków
metalowych z niemetalami. Odznaczają się dużą odpornością na działanie wysokich
temperatur oraz korozji. Elementy z cermetali wykonuje się przez prasowanie pod bardzo
wysokim ciśnieniem, a następnie spiekanie w wysookiej temperaturze. Cermetale w postaci
płytek są stosowane na robocze części narzędzi skrawających. Najczęściej stosuje się do tego
celu cermetal wykonany z trójtlenku glinu (Al
2
O
3
) z niewielką domieszką tlenku magnezu
i korundu. Ostrze z tego cermetalu nie traci własności skrawających nawet w temperaturze
1200°C, a ponadto odznacza się małym współczynnikiem tarcia. Podobne własności ma
cermetal wykonany z azotku baru i wiele innych o różnych nazwach handlowych.
Wadą płytek na narzędzia skrawające z cermetali jest niska wytrzymałość i kruchość.
Cermetale
znalazły
zastosowanie
także
do
wyrobu
materiałów
ż
aroodpornych,
półprzewodników oraz na łopatki turbin gazowych samolotów oddrzutowych.
Materiały uszczelniające służą do wyrobu elementów zapewniających szczellność
połączeń między poszczególnymi częściami maszyn i urządzeń. Uszczelnienia dzieli się na
spoczynkowe i ruchowe, zależnie od tego, czy uszczelniają one części znajdujące się
w spoczynku, czy w ruchu. Typowym uszczelnieniem spoczynkoowym jest uszczelka pod
głowicę silnika spalinowego, a uszczelnieniem ruchowym – pierścienie tłokowe silnika
spalinowego lub sprężarki.
Istnieje bardzo dużo materiałów stosowanych do uszczelniania. Najczęściej znajdują
zastosowania materiały metalowe, a przede wszystkim żeliwo, miedź, ołów i aluminium.
ś
eliwo jest stosowane przede wszystkim na rozprężne pierścienie tłokowe silników
spalinowych i sprężarek. Miedź – dzięki dużej plastyczności i odporności na korozję – jest
używana na uszczelki przewodów hydraulicznych, wysokociśśnieniowych przewodów
parowych oraz do przewodów niektórych chemikaliów. Ołów jest używany na uszczelki
przewodów kwasu siarkowego i kwasów organicznych. Aluminium i jego stopy są używane
do przewodów kwasu azotowego, amoniaku i niektórych kwasów organicznych.
Azbest jest minerałem o budowie włóknistej. Był używany na uszczelnienia w postaci
sznurów, płyt i tkanin. Znajduje zastosowanie w postaci uszczelek w urządzeniach narażonych
na działanie wysokich temperatur oraz kwasów i ługów. Najczęściej są stosowane uszczelki
wykonane z płyt azbestowowych o nazwach handlowych Klingerit, Nomax, Wolbromit,
Ursus. Uszczelki te wytrzymują wysokie temperatury i ciśnienie. Obecnie na rakotwórczośc
jest wycofywany z wszelkich zastosowań.
Guma jest stosowana bardzo szeroko na różnego rodzaju uszczelnienia. Zależnie od
roodzaju gumy uszczelki gumowe są odporne na oleje, benzyny, niektóre rozpuszczalniki
organiczne i płyny hamulcowe. Uszczelki gumowe są używane powszechnie w instalacjach
wodnych, wszelkiego rodzaju maszynach, pojazdach samochodowych, kolejnictwie i wielu
innnych urządzeniach oraz w budownictwie. Do uszczelniania wałków pracujących w oleju są
stosowane samo uszczelniacze typu Siemmera. Samouszczelniacz jest wykonany z gumy
usztywnionej obudową metalową. Guma jest również używana do uszczelniania szyb,
zwłaszcza w pojazdach samochodowych .
Tworzywa sztuczne znalazły bardzo szerokie zastosowanie jako materiały uszczelniające
ze względu na dużą odporność na działanie czynników chemicznych. Najczęściej są
stosowane: polichlorek winylu (winidur, igelit), bakelit, polietylen, poliamid (nylon, perlon),
polipropylen, teflon i wiele innych. Z wyżej wymienionych tworzyw na szczególną uwagę

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
zasługuje teflon, który jest odporny na działanie czynników chemicznych oraz wytrzymuje
temperaturę od -190°C do +250°C, czyli odznacza się najwyższą odpornością na niską
i wysoką temperaturę.
Różne wyroby warstwowe nasycone żywicami syntetycznymi, jak tekstolit i novotex,
znalazły także duże zastosowanie jako materiały uszczelniające.
Bawełna i konopie są używane jako materiały uszczelniające przede wszystkim w postaci
sznurów, niekiedy nasyconych grafitem lub minią. Sznury te są używane do uszczelniania
połączeń gwintowych rur wodociągowych i innych oraz dławnic zaworów różnych instalacji
rurowych. Z materiałów stosowanych na uszczelki wymienić można ponadto korek, papier,
tekturę, filc, skórę i wiele innych.
Materiały lakiernicze, farby
Farba – powłokotwórczy materiał kryjący w postaci zawiesiny pigmentów (wraz
z wypełniaczami) w spoiwie.
Najczęściej klasyfikację farb dokonuje się ze względu na wykorzystane w nich spoiwo:
−
farby olejno-żywiczne,
−
farby bitumiczne,
−
farby alkidowe (ftalowe),
−
farby chlorokauczukowe,
−
farby winylowe (poliwinylowe) ,
−
farby epoksydowe,
−
farby epoksydowo-bitumiczne,
−
farby poliuretanowe,
−
farby krzemianowo-cynkowe,
−
farby akrylowe.
Farby możemy podzielić również ze względu na: sposób schnięcia na 2 grupy:
−
schnące fizycznie – proces schnięcia tych farb polega wyłącznie na odparowaniu
rozpuszczalników/rozcięczalników; proces ten następuje szybko, ale wyschnięta powłoka
może być rozpuszczona w tych rozpuszczalnikach nawet po długim czasie. Farby te gdy
zawierają lotne rozpuszczalniki mogą być nakładane w bardzo niskich temperaturach,
jednak ich nakładanie przy pomocy pędzla może być utrudnione,
−
schnące chemicznie – schnięcie tych farb nazywamy utwardzaniem, które dokonuje się
w wyniku reakcji chmicznych zachodzących w spoiwie farby, czynnikiem utwardzającym
może być np. tlen i wówczas mówimy o schnęciu oksydacyjnym (farby alkidowe
(ftalowe) i olejne), utwardzacz dla farb dwuskładnikowych (są to np. farby epoksydowe
i poliuretanowe) – drugi składnik dodaje się bezpośrednio przed malowanie, takie farby
posiadają określony czas życia w trakcie, którego trzeba farbę wymalować (wraz ze
wzrostem temperatury czas życia farby skraca się).
Oddzielną grupę farb schnących chemicznie stanowią farby krzemianowo-cynkowe.
Pył cynkowy i roztwór krzemianu reagują ze sobą co przyspieszone jest przez pochłanianie
wilgoci z powietrza. Schnięcie chemiczne farb jest wolniejsze niż schnięcie fizyczne,
a w niskich temperaturach przebiega bardzo wolno lub zanika. Powłoka po wyschnięciu jest
nierozpuszczalna w rozpuszczalnikach, które były stosowane do produkcji tych farb. Starsze
powłoki ze względu na małą przyczepność mogą stwarzać problemy przy pracach
remontowych (powłokę należy wówczas zszorstkować).
Szkło
Szkło powstaje przez stopienie głównie tlenków: krzemu, wapnia, sodu i potasu
i ochłodzenie poniżej temperatury rekrystalizacji. Szkło jest nieprzenikliwe dla cieczy
i gazów, odporne na działanie czynników chemicznych, niepalne i wytrzymałe na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
podwyższoną temperaturę. W wysokiej temperaturze w stanie plastycznym daje się łatwo
kształtować. Szkło mimo swej przezroczystości nie przepuszcza promieni nadfioletowych.
Obecnie produkuje się specjalne szkło kwarcowe, stosowane w autobusach turystycznych,
które częściowo przepuszcza promienie nadfioletowe. Istnieje wiele odmian szkła, dlatego
omówione zostaną tylko te, które w przemyśle mają największe zastosowanie.
Szyby samochodowe, lotnicze oraz stanowiące ściany niektórych pomieszczeń są
wykonywane ze szkła bezpiecznego.
Szyby budowlane dzieli się na pięć grup:
−
zwykłe,
−
bezpieczne,
−
o zwiększonej odporności na włamanie,
−
odporne na ostrzał broni palnej,
−
o zwiększonej odporności na działanie fali detonacyjnej.
Szyby bezpieczne wykonuje się jako jednowarstwowe termicznie naprężone (tzw.
hartowane), które rozpadają się w czasie pękania na drobne kawałki poozbawione ostrych
krawędzi lub jako jednowarstwowe zabezpieczane folią antywłamaniową, które pękają
promieniowo od miejsca uderzenia.
Pozostałe szyby są klejonymi strukturami wielowarstwowymi, które składają się z kilku
połączonych ze sobą części składowych (szkło, powłoki z tworzyw sztucznych) [1].
Drewno
W technice mianem drewna, określa sie surowiec otrzymany ze ścietych drzew
i ukształtowany przez obróbkę na odpowiednie asortymenty. Drewno jest tworzywem
o budowie komórkowej. Zależnie od gatunku porowatość drewna waha sie w granicach
10–90%. Porowatość ta ma istotny wpływ na własnosci fizyczne drewna. W przekroju
poprzecznym każdego pnia drzewa mozna wyróznić:
−
korę spełniająca rolę tkanki okrywającej,
−
łyko,
−
miazgę,
−
właściwe drewno składające się z bieli i twardzieli lub tylko z bieli,
−
rdzeń.
Biel i twardziel stanowia właściwe drewno najbardziej wartościowa część pnia,
zawierajaca żywicę, garbniki i olejki eteryczne decydujace o trwałości drewna. Pod względem
chemicznym drewno składa sie z celulozy, ligniny (drzewnika), chemicelulozy, wody oraz
charakterystycznych dla danego gatunku żywic, cukrów, garbników i substancji mineralnych.
W suchym drewnie iglastym zawartośc celulozy wynosi 53–54%, w suchym drewnie
liściastym 43–48%. Drewno jest doskonałym materiałem konstrukcyjnym, zarówno w stanie
naturalnym, jak i w postaci sklejek, płyt pilsniowych, wiórowych itd. Wspólna ujemną cecha
wszystkich gatunków drewna jest higroskopijność tj. skłonnośc do pochłaniania wilgoci
i wyparowywaniu jej po nagrzaniu co wywołuje powstawanie peknieć. Przed butwieniem
i gniciem zabezpiecza sie drewno róznymi srodkami takimi jak smoła, sfalt, pokost, farby
i lakiery. W tabeli przedstawiono orientacyjne wlasciwości fizyczne róznych rodzajów
drewna.
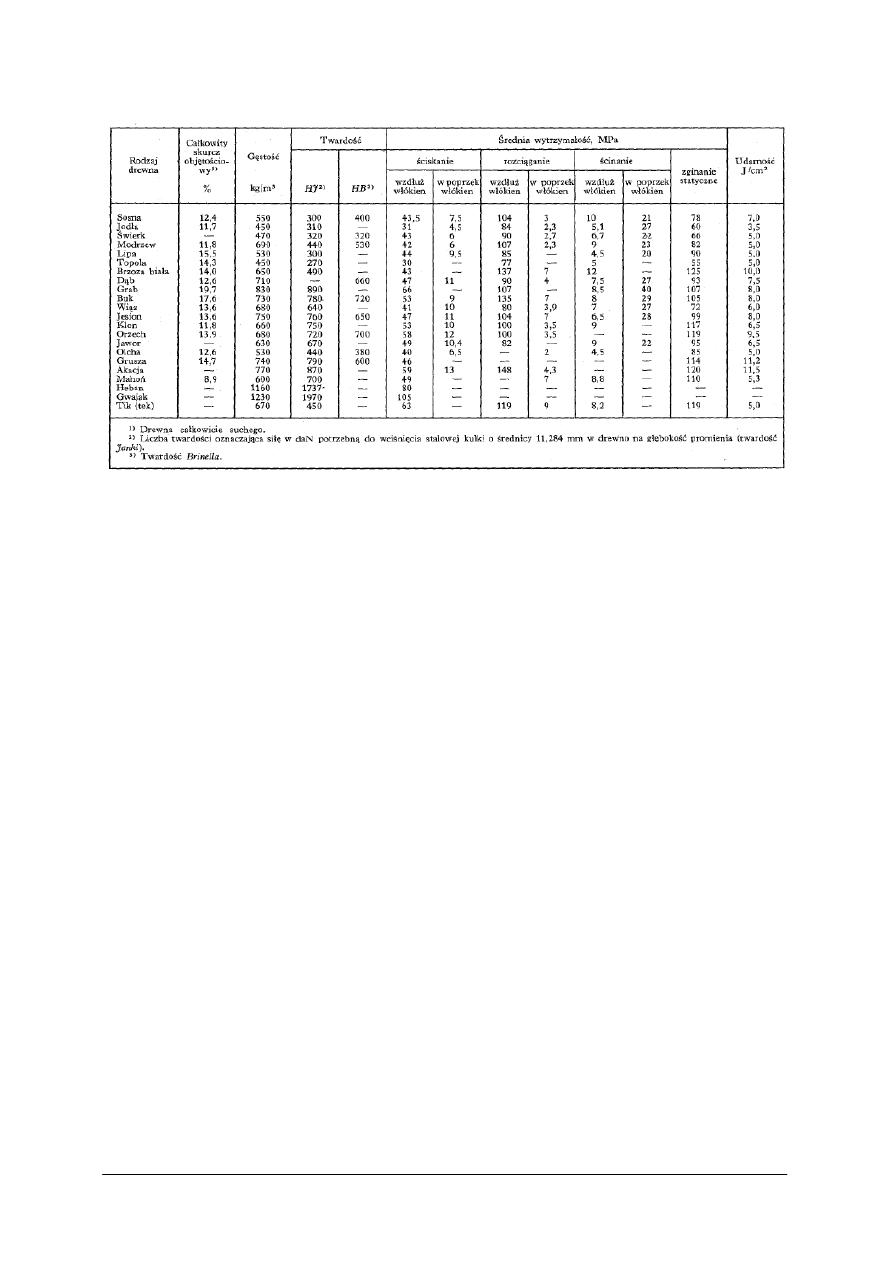
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Tabela 17. Orientacyjne własności fizyczne drewna powietrzno-suchego [2].
Guma
Guma jest elastycznym produktem wulkanizacji (tj. sieciowania, porzadkowania
makrocząsteczek) kauczuku naturalnego lub syntetycznego. Otrzymuje się ja przez przeróbkę
mieszanek zawierających oprócz kauczuku inne substancje ułatwiające procesy przetwórcze
oraz nadające gumie odpowiednie własności. Do najważniejszych składników mieszanek
kauczukowych należą:
−
kauczuk naturalny lub syntetyczny,
−
ś
rodki wulkanizujące, najczęściej siarka oraz przyspieszacze np.triazole, sulfonamidy itd.
−
zmiękczacze, składniki ułatwiające przetwórstwo oraz obniżające twardość gumy w stanie
zwulkanizowanym,
−
napełniacze, tj. organiczne lub nieorganiczne, ciała stałe o różnym stopniu dyspersji, np.
różne typy sadzy, krzemionki i krzemiany, kaolin, kreda itd.
−
pigmenty i barwniki,
−
ś
rodki ochronne, tj. substancje zabezpieczające gumę przed niszczącym działaniem
ś
wiatła, ciepła, tlenu, ozonu, agresywnych środowisk i innych czynników,
−
ś
rodki porotwórcze, tj. składniki mieszanek wydzielające podczas ogrzewania gaz, np.
azot, dwutlenek węgla lub parę wodną, a stosowane do produkcji gumy porowatej.
Własności gumy zmieniają się w szerokich granicach, w zależności od rodzaju kauczuku,
ilości i rodzaju pozostałych składników mieszanki kauczukowej, sposobu jej przygotowania
oraz warunków wulkanizacji. Wytrzymałość na rozciąganie gumy waha się od 2 do 40 MPa
a nawet wyżej. Twardość zawiera się w granicach 25–95 wg Shore’a. Guma ma bardzo dobre
własności amortyzacyjne i charakteryzuje się na ogół dużym współczynnikiem tarcia. Wyroby
gumowe ulęgają w warunkach pracy lub przechowywania tzw. starzeniu. Terminem tym
określa się pogorszenie własności fizycznych gumy, przejawiające się zwiększoną kleistością
jej powierzchni jej mięknieniem lub twardnieniem i pojawieniem się powierzchniowych
pęknięć. Odporność gumy na starzenie podwyższa się przez wprowadzenie do mieszanki
odpowiednich substancji przeciwstarzeniowych [2].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy cermetalami?
2. Jak przebiega proces wytwarzania elementow z proszków metali?
3. Do czego stosuje sie farby i lakiery i z czego się one składają?
4. Jakie są główne składniki gumy?
5. Z jakich elementów składa się drewno i który z nich ma dla techniki największą wartość?
4.8.3. Ćwiczenia
Ćwiczenie 1
Odczytaj z PN i katalogów, na jakie grupy ze względu na właściwości i zastosowanie
dzielimy węgliki spiekane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać węgliki spiekane,
3) wypisać oznaczenia, ich przeznaczenie i oznakowanie kilku węglików spiekanych
z różnych grup,
4) zaprezentować efekt swojej pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o węglikach spiekanych,
−
arkusze papieru i pisaki.
Ćwiczenie 2
Odszukaj w PN i katalogach właściwości kauczuku naturalnego i syntetycznego
a następnie porównaj je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi normami i katalogami,
2) odszukać odpowiednie tablice,
3) zapisać potrzebne informacje,
4) uporządkować uzyskane informacje,
5) zaprezentować efekty pracy.
Ś
rodki dydaktyczne:
−
PN i katalogi zawierające informacje o tworzywach niemetalowych takich jak guma,
−
arkusze papieru i pisaki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie tworzywa ceramiczne?
2) zdefiniować pojęcie węgliki spiekane?
3) sklasyfikować szkła i wskazać ich zastosowanie?
4) określić najważniejsze własności i zastosowanie drewna?
5) określić główne składniki gumy i jej zastosowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są cztery odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi –
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia; jeśli któreś z pytań sprawi Ci trudność – przejdź do
następnego. Do pytań, na które nie udzieliłeś odpowiedzi możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 45 minut.
Powodzenia !
ZESTAW ZADAŃ TESTOWYCH
1. Stal to
a) stop żelaza z węglem o zawartości węgla do 2%C.
b) stop żelaza z węglem o zawartości węgla do 12%C.
c) stop żelaza z węglem o zawartości węgla do 6,5%C.
d) stop żelaza z węglem o zawartości węgla powyżej 2%C.
2. Surówka to
a) stop żelaza z węglem o zawartości węgla ponad 2% przeznaczony do dalszej
przeróbki
b) stop żelaza z węglem o zawartości węgla ponad 2%w stanie płynnym
c) stop żelaza z węglem o zawartości węgla do 12% przeznaczony do dalszej przeróbki
d) stop żelaza z węglem o zawartości węgla do 3,2% przeznaczony do dalszej przeróbki
3. śeliwo to
a) techniczny stop żelaza o zawartości węgla powyżej 2%.
b) stop żelaza z węglem i innymi pierwiastkami o zawartości węgla ponad 2%
stosowany w postaci odlewów.
c) mieszanina eutektyczna.
d) stop żelaza o zawartości węgla 3,2% i temperaturze topnienia 1243°C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
4. Metoda Brinella służy do pomiaru
a) wytrzymałości na rozciąganie.
b) twardości.
c) udarności.
d) sprężystości.
5. Stale ze względu na skład dzielimy na
a) węglowe i stopowe.
b) walcowane i odlewane.
c) ciągnione i łuszczone.
d) odlewane i kute.
6. Fosfor w stali powoduje
a) kruchość na gorąco.
b) kruchość na zimno.
c) kruchość na niebiesko.
d) kruchość na powierzchniową.
7. Oznaczenie stali węglowych to
a) St3, St0, 10, MSt6.
b) 45HN, 38HMJ, 20HGS, 18HGT.
c) AK9, Zl200, B1010.
d) PP, PA, PET, ABS.
8. O spawalności stali decyduje
a) równoważnik elektrochemiczny.
b) twardość.
c) ekwiwalent węgla.
d) temperatura spawania.
9. śeliwa sferoidalne nazywane są tak dlatego, że
a) węgiel wiąże się z żelazem tworząc kulki.
b) wydzielający się grafit ma postać kul pustych w środku.
c) grafit wydziela się w postaci kulek.
d) są przeznaczone do wytwarzania elementów sferycznych.
10. Stale do nawęglania oznaczamy symbolami
a) 15H, 16HG, 15HN.
b) 30G2, 45H, 35HM.
c) 38HMJ.
d) St6, 45, 1.2343.
11. Mosiądz to
a) stop miedzi z aluminium.
b) stop miedzi z cynkiem.
c) stop miedzi z cyną.
d) stop miedzi z żelazem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
12. Zapis 50x45x5 mm oznacza
a) ceownik.
b) teownik.
c) kątownik nierównoramienny.
d) bednarkę.
13. Stop aluminium oznaczamy symbolem
a) PA6.
b) B1010.
c) 37HGNM.
d) St6.
14. Termoplasty to tworzywa sztuczne, które
a) miękną podgrzane do wysokiej temperatury.
b) są plastyczne w temperaturze pokojowej.
c) miękną ochłodzone do niskich temperatur.
d) są plastyczne w całym zakresie temperatur.
15. Tworzywa sztuczne najczęściej przetwarza się przez
a) obróbkę wiórową.
b) wtryskiwanie.
c) walcowanie.
d) kucie matrycowe.
16. Elementy z proszków metali kształtuje się przez
a) spiekanie w wysokiej temperaturze pod wysokim ciśnieniem.
b) odlewanie do form.
c) klejenie żywicami.
d) walcowanie na gorąco.
17. Cermetale to
a) materiały metalowo-ceramiczne.
b) metale powlekane ceramiką.
c) materiały metalowe odporne na wysoka temperaturę.
d) metale pokryte korozją.
18. Głównym składnikiem gumy jest
a) kauczuk.
b) sadza.
c) sulfonamidy.
d) silikon.
19. Proces tracenia własności sprężystych przez gumę to
a) wulkanizacja.
b) starzenie.
c) rozwarstwienie.
d) rozpad.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
20. Element drewna mający zastosowanie w technice to
a) łyko.
b) rdzeń.
c) biel i twardziel.
d) kora.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
KARTA ODPOWIEDZI
Imię i nazwisko ..................................................................................................
Dobieranie materiałów konstrukcyjnych, narzędziowych i eksploatacyjnych
Zakreśl poprawną odpowiedź.
Nr zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
6. LITERATURA
1. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2005
2. Poradnik mechanika. WNT Warszawa 1985
3. Poradnik: Rysowanie i projektowanie części maszyn. WSiP, Warszawa1989
4. Poradnik inżyniera samochodowego. Elementy i materiały. WKŁ Warszawa 1990
5. Poradnik inżyniera. Obróbka skrawaniem tom 1. WNT Warszawa 1991
6. Sidun J., Gradzka-Dahlke M.: Badanie mikroskopowe struktur materiałów spiekanych.
Politechnika Białostocka 2000
Wyszukiwarka
Podobne podstrony:
operator obrabiarek skrawajacych 722[02] o1 05 u
operator obrabiarek skrawajacych 722[02] o1 05 n
operator obrabiarek skrawajacych 722[02] o1 05 n
operator obrabiarek skrawajacych 722[02] o1 06 n
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 01 n
operator obrabiarek skrawajacych 722[02] o1 03 u
operator obrabiarek skrawajacych 722[02] o1 07 n
operator obrabiarek skrawajacych 722[02] o1 03 n
operator obrabiarek skrawajacych 722[02] o1 07 u
operator obrabiarek skrawajacych 722[02] o1 04 n
operator obrabiarek skrawajacych 722[02] o1 01 u
operator obrabiarek skrawajacych 722[02] o1 04 u
operator obrabiarek skrawajacych 722[02] o1 06 u
operator obrabiarek skrawajacych 722[02] o1 02 u
operator obrabiarek skrawajacych 722[02] o1 06 n
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 02 n
operator obrabiarek skrawajacych 722[02] o1 07 u
więcej podobnych podstron