„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Michalak
Barbara Jasińska
Wykonywanie wstępnej obróbki surowców włókienniczych
826[01].Z1.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Marian Róg
mgr inż. Halina Włodarczyk
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z1.01
„Wykonywanie wstępnej obróbki surowców włókienniczych” zawartego w modułowym
programie nauczania dla zawodu operator maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Wstępna obróbka włókien bawełny i bawełnopodobnych
7
4.1.1.
Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
17
4.1.4. Sprawdzian postępów
23
4.2.
Wstępna obróbka włókien wełny
24
4.2.1. Materiał nauczania
24
4.2.2. Pytania sprawdzające
31
4.2.3. Ćwiczenia
31
4.2.4. Sprawdzian postępów
34
4.3.
Przygotowanie
włókien
wtórnych
i
ponownych
do
przędzenia
i konwerterowe przygotowanie włókien chemicznych
35
4.3.1.
Materiał nauczania
35
4.3.2. Pytania sprawdzające
39
4.3.3. Ćwiczenia
39
4.3.4. Sprawdzian postępów
40
5.
Sprawdzian osiągnięć
41
6.
Literatura
45

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wstępnej obróbce surowców
włókienniczych i w kształtowaniu umiejętności obsługi maszyn rozluźniająco-oczyszczających.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia celów kształcenia
określonych w jednostce modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Rozwiązanie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
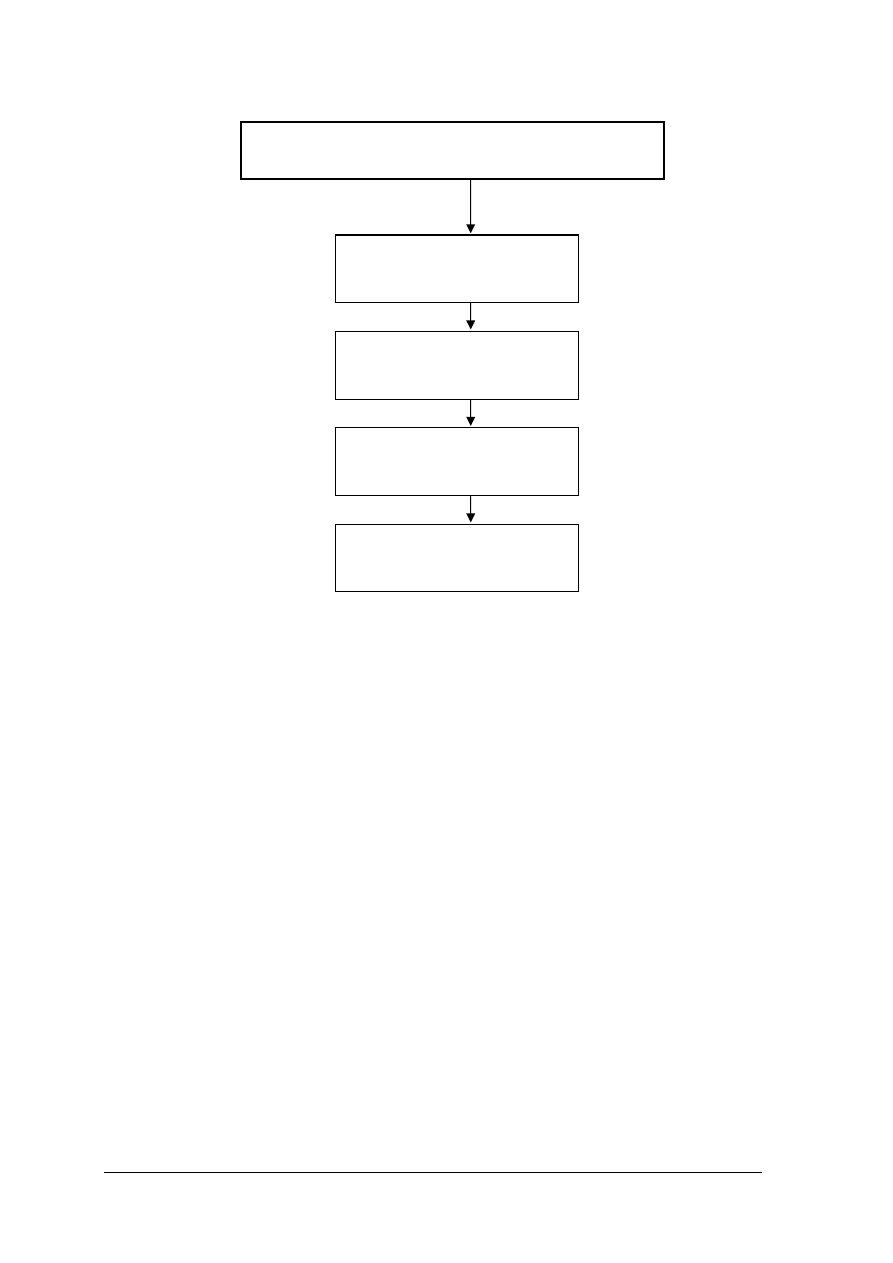
Schemat układu jednostek modułowych
826[01].01
Technologia przędzalnictwa
826[01].Z1.01
Wykonywanie wstępnej obróbki
surowców włókienniczych
826[01].Z1.02
Wytwarzanie półproduktów
przędzalniczych
826[01].Z1.03
Wytwarzanie przędzy
826[01].Z1.04
Modyfikowanie nitek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
klasyfikować surowce włókiennicze według określonych kryteriów,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się dokumentacją techniczną,
−
rozpoznawać elementy maszyn i mechanizmów,
−
identyfikować surowce i półprodukty włókiennicze,
−
obliczać grubość półproduktów włókienniczych,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować surowce włókiennicze według określonych kryteriów,
−
scharakteryzować metody wstępnej obróbki surowców włókienniczych,
−
określić metody mieszania i melanżowania surowców włókienniczych,
−
rozpoznać rodzaje i budowę mechanizmów oraz urządzeń do wstępnej obróbki
surowców,
−
określić zasady działania mechanizmów i urządzeń,
−
odczytać rysunki części maszyn i urządzeń stosowanych w procesie wstępnej obróbki
surowca,
−
scharakteryzować
procesy
zachodzące
podczas
przygotowywania
surowców
włókienniczych,
−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
dobrać maszyny i urządzenia do wstępnej obróbki surowców włókienniczych,
−
posłużyć się instrukcjami obsługi maszyn,
−
wykonać czynności związane z zasilaniem maszyn do obróbki wstępnej,
−
obsłużyć urządzenia programujące stosowane w maszynach do obróbki wstępnej
surowców włókienniczych,
−
określić wpływ współpracy mechanizmów maszyn i urządzeń na proces przygotowania
mieszanki włókien,
−
rozpoznać stan techniczny urządzeń pomocniczych stosowanych w procesie mieszania,
rozluźniania i oczyszczania surowców,
−
obsłużyć maszyny stosowane do obróbki wstępnej surowców,
−
dobrać sposoby likwidowania ładunków elektrostatycznych gromadzących się na
włóknach,
−
rozpoznać i zlikwidować przyczyny awarii maszyn,
−
wykonać czynności związane z zasilaniem zgrzeblarki,
−
rozpoznać błędy powstałe w procesach wstępnej obróbki surowca,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas wstępnej obróbki surowców.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Wstępna obróbka włókien bawełny i bawełno podobnych
4.1.1. Materiał nauczania
4.1.1.1 Bawełna i włókna chemiczne przerabiane w przędzalniach bawełny
Bawełna
W zależności od obszaru uprawy, warunków wegetacji, rodzaju gleby, odmiany nasion,
metod uprawy, zbioru i odziarniania występują znaczne różnice w jakości otrzymywanej
bawełny.
Istnieją ustalone zasady klasyfikacji bawełny pod względem jakości. Ocena oparta na
zasadach klasyfikacji umożliwia ustalenie wartości handlowej dostawy oraz daje pogląd,
w jaki sposób oraz na jaką przędzę można przerobić partię dostarczonej bawełny.
Klasyfikacja bawełny uwzględnia podane poniżej właściwości włókien, stanowiące
kryterium przy ocenie ich jakości:
–
dojrzałość,
–
grubość,
–
długość,
–
zanieczyszczenia i usterki,
–
barwa i połysk.
Systemy klasyfikacji bawełny
System klasyfikacji bawełny amerykańskiej typu Upland (średniowłóknista) polega na
ocenie stopnia jakości na podstawie koloru, odcienia, połysku i ilości zanieczyszczeń i wad
włókien. Wyróżnia się siedem kolorów, w każdym kolorze na podstawie ilości
zanieczyszczeń i wad włókien określane są stopnie, ilość tych stopni jest różna dla różnych
kolorów. Klasyfikacja długościowa oparta jest na wzorcach fizycznych.
Klasyfikacja bawełny egipskiej polega na ocenie liczby wad i zanieczyszczeń włókien.
Określonej odmianie bawełny odpowiadają odpowiednie długości włókien, dlatego
klasyfikacja długościowa nie jest odrębnie prowadzona.
Długość i nierównomierność długości włókna to podstawowe właściwości, które
określają właściwości przędne. Dłuższe włókna o równomiernej długości pozwalają na
wytworzenie przędzy o lepszych parametrach jakościowych. W zależności od długości
włókna wyróżnia się bawełnę: długowłóknistą, średniowłóknistą i krótkowłóknistą. Długość
handlowa bawełny długowłóknistej przekracza 33 mm i dochodzi do 50 mm, włókna są
cienkie, wytrzymałe i o ładnym połysku. Bawełna średniowłóknista ma włókna o długości
handlowej w przedziale 22–33 mm, a krótkowłóknista w przedziale 10–25 mm. Włókna
krótsze są grubsze o mniejszej wytrzymałości i mniejszym połysku.
Włókna chemiczne przerabiane w przędzalni bawełny
Włókna chemiczne wytwarzane w celu zastąpienia surowca naturalnego, przerabia się na
tych samych maszynach bez stosowania zmian w ich konstrukcji. Gdy wytwarzane włókna
różnią się od stosowanych dotychczas włókien naturalnych, pojawia się konieczność
dokonania zmian w konstrukcji maszyn i przystosowania ich do przerobu tych włókien.
W związku z tym w przędzalnictwie bawełny są stosowane dwa rodzaje włókien:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
1)
włókna typu bawełnianego. Mają one długość i grubość zbliżoną do włókien bawełny
oraz dają się przerabiać na maszynach bawełniarskich,
2)
włókna typu wełnianego. Są one grubsze od włókien bawełnianych, dają się przerabiać na
maszynach bawełniarskich odpowiednio przystosowanych.
W przędzalniach bawełny przerabiane się włókna:
–
wiskozowe o długości od 36 mm do 40 mm,
–
poliakrylonitrylowe o długości od 50 mm do 64 mm,
–
poliamidowe o długości od 36 mm do 38 mm,
–
poliestrowe o długości 38 mm.
Włókna chemiczne najczęściej przerabiane są w mieszankach z bawełną. Przy
zestawianiu mieszanek należy brać pod uwagę właściwości fizykomechaniczne przędzy, która
będzie produkowana oraz najniższy koszt mieszanki.
4.1.1.2. Charakterystyka procesów, półproduktów i produktów przędzalniczych
Są stosowane trzy systemy przędzenia bawełny:
a)
system czesankowy (cienkoprzędny) – przerabiane włókna to: bawełna długowłóknista
oraz cięte włókna chemiczne,
b)
system średnioprzędny – przerabiane włókna to: bawełna średniowłóknista oraz cięte
włókna chemiczne,
c)
system odpadkowy (zgrzebno-paskowy) – przerabiane włókna to: gorsze gatunki bawełny,
odpadki.
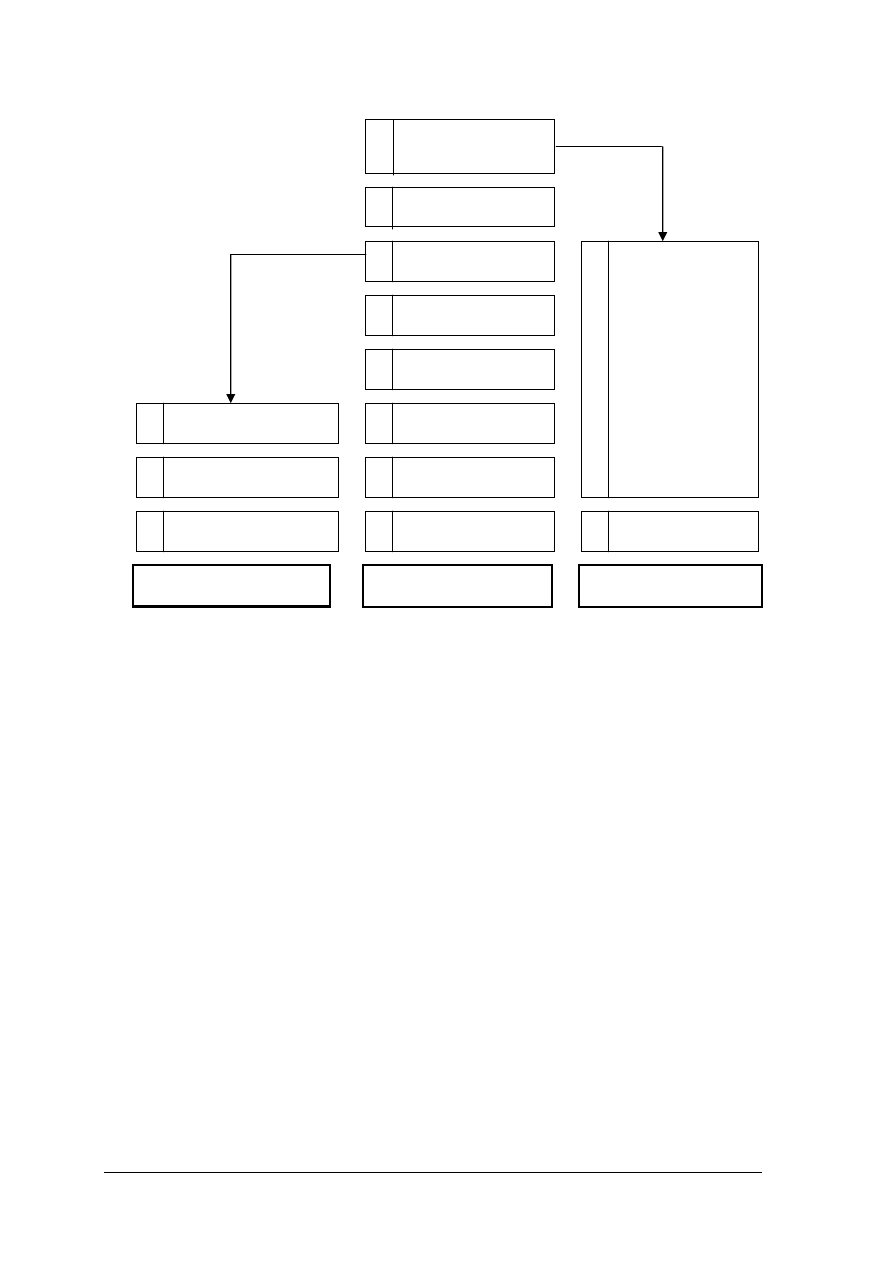
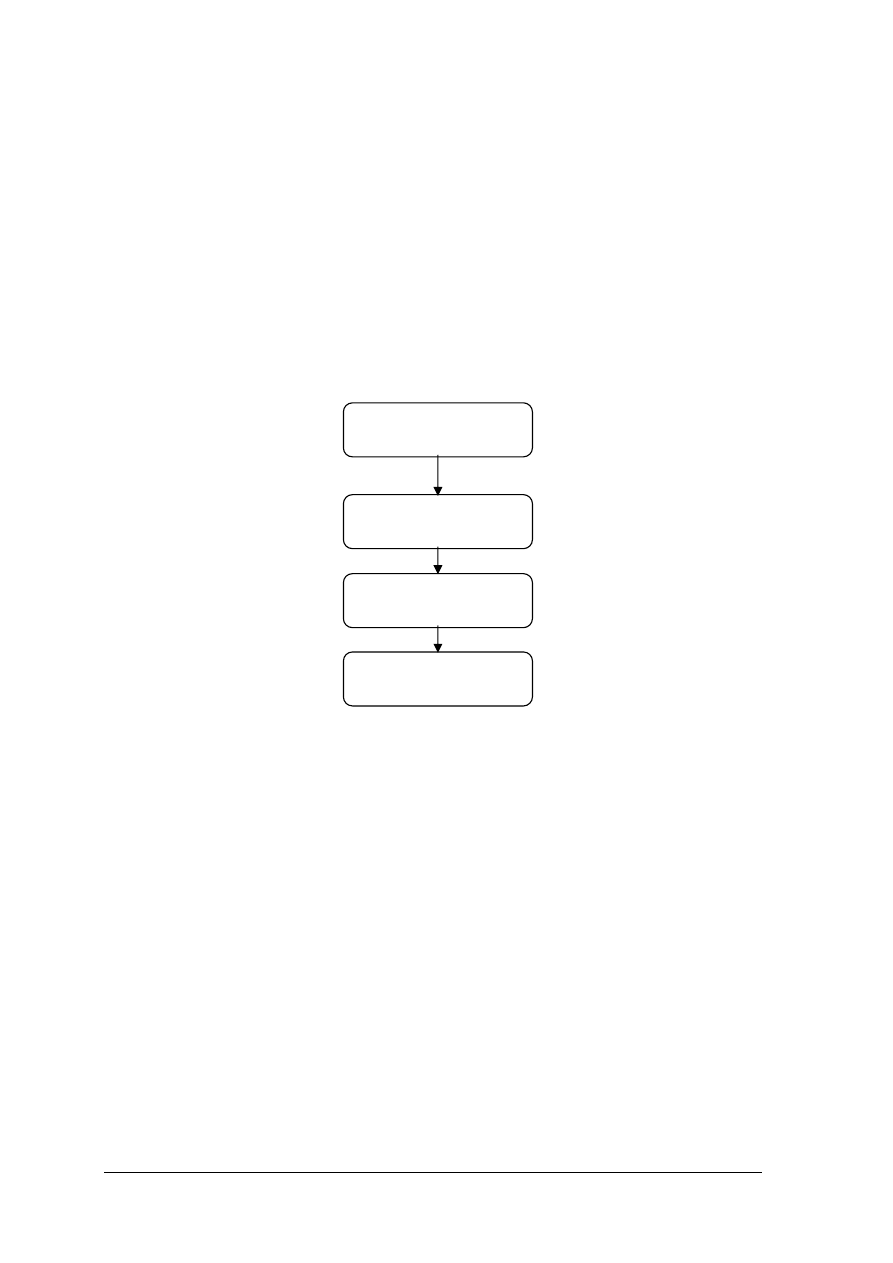
W systemie średnioprzędnym można wyróżnić 6, w systemie czesankowym 8,
a w odpadkowym 3 podstawowe operacje przędzalnicze (rys. 1). Najmniej kosztowna jest
produkcja przędzy systemem odpadkowym. Jednak systemem tym otrzymuje się przędzę
najniższej jakości. Zastosowanie zaś w systemie czesankowym operacji przygotowania
i czesania, mimo, że znacznie podraża koszt wytwarzania, umożliwia otrzymanie przędzy
najwyższej jakości. System średnioprzędny w porównaniu z poprzednim charakteryzuje się
ś
rednimi kosztami wytwarzania, jak również pośrednią wartością przędzy.
Systemem średnioprzędnym przerabia się bawełnę średniej jakości, systemem
czesankowym – bawełnę najlepszej jakości, a zgrzebno-odpadkowym – odpadki oraz bawełnę
niskiej jakości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 1. Kolejność procesów obróbki włókna w przędzalni bawełny [opracowanie własne na podstawie 4]
4.1.1.3. Rozluźnianie, mieszanie i oczyszczanie surowców
Bawełna i włókna chemiczne dostarczane są do przędzalni w postaci sprasowanych bel.
Włókna należy rozluźnić i oczyścić przed dalszym przerobem. Operacje te są ze sobą
związane, ponieważ oczyszczanie surowca wymaga jego rozluźnienia. Rozluźnianie polega na
rozdzielaniu włókien na coraz to mniejsze pęczki, a wtedy wypadają zanieczyszczenia
znajdujące się między włóknami. Dobre wymieszanie włókien jest możliwe wówczas, gdy są
one dobrze rozluźnione. Jakość wytworzonej przędzy zależy w dużym stopniu od
prawidłowości przeprowadzenia procesów wstępnych, czyli rozluźnienia i oczyszczenia
surowca. Pierwszymi oddziałami produkcyjnymi przędzalni bawełny są mieszalnia
i trzepalnia. Na oddziałach tych odbywa się zestawienie mieszanki oraz wstępne mieszanie,
rozluźnianie i oczyszczanie włókien. Czynności mieszania, rozluźniania i oczyszczania są
dokonywane za pomocą maszyn zestawionych w zespoły mieszająco-trzepiące. W skład tych
maszyn wchodzą:
−
maszyny mieszające ze szczeblakami kolczastymi, pod działaniem których grube płaty
surowca są rozskubywane na mniejsze pęczki,
−
maszyny rozluźniające, tzw. rozluźniarki, w których następuje dalsze rozluźnienie,
tj. zmniejszenie pęczków surowca,
−
maszyny trzepiące, tzw. trzeparki, o działaniu podobnym do rozluźniarek, lecz jeszcze
bardziej intensywnym.
Ilość maszyn wchodzących w skład zespołu zależy od gatunku bawełny, długości włókien
oraz stopnia sprasowania w belach.
4
Łączenie rozciąganie taśm
5
Przędzenie wstępne
6
Przędzenie właściwe
1
Rozluźnianie,
oczyszczanie, mieszanie
2
Trzepanie
3
Zgrzeblenie
4
Przygotowanie do czesania
5
Czesanie
6
Łączenie rozciąganie taśm
7
Przędzenie wstępne
8
Przędzenie właściwe
2
Zgrzeblenie
i wytwarzanie
niedoprzędu
3
Przędzenie właściwe
System średnioprzędny
System cienkoprzędny
System odpadkowy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zasady tworzenia mieszanek
Mieszanki mogą się składać: z różnych gatunków włókien bawełny, z różnych rodzajów
włókien chemicznych, jak i włókien chemicznych i włókien bawełny. Mieszanki zestawia się
w taki sposób, aby jak najbardziej wykorzystać właściwości mieszanych włókien. Przy
doborze włókien do mieszania należy przestrzegać między innymi przedziałów długości,
masy liniowej, wytrzymałości i wydłużenia. Przy nieodpowiednim doborze składników
mieszanki można uzyskać mieszankę nieodpowiedniej jakości, co wpłynie również na
parametry jakościowe wytworzonej przędzy.
Przy zestawianiu mieszanek z włókien bawełny uwzględniane są: gatunki bawełny,
długość, masa liniową i wytrzymałość. Do sporządzenia mieszanki powinno się przygotować
około 20 do 22 bel.
W mieszankach włókien chemicznych z bawełną stosowane są włókna wiskozowe,
poliestrowe,
poliamidowe
i
poliakrylonitrylowe.
Włókna
chemiczne
przerabiane
w mieszankach z bawełną cięte są na długości: 34 do 36, 38 do 40 mm, a ich masy liniowe
wynoszą 1,3, 1,67, 2,2 i 3,3 dtex.
1.
Włókna poliamidowe w mieszankach polepszają odporność na ścieranie i gniecenie.
2.
Włókna poliestrowe polepszają wygląd estetyczny tkanin, a przede wszystkim ich
odporność na gniecenie i ścieranie.
3.
Włókna poliakrylonitrylowe polepszają chwyt, niegniotliwość tkanin oraz zwiększają
izolacyjność cieplną (ze względu na karbikowanie).
Najbardziej typowe mieszanki włókien i udziały procentowe składników:
−
bawełna + włókna wiskozowe: 75/25, 50/50,
−
bawełna długowłóknista + włókna poliestrowe: 33/67,
−
bawełna średniowłóknista + włókna poliestrowe: 75/25, 50/50,
−
włókna wiskozowe + włókna poliestrowe: 33/67,
−
bawełna + włókna poliamidowe: 75/25.
4.1.1.4. Maszyny mieszające
Podstawowym typem maszyn stosowanych w mieszalni są maszyny ze szczeblakami
kolczastymi. W przędzalniach bawełny są targarki bel, zasilarko – mieszarki, zasilarki. Służą
one do rozluźniania, oczyszczania i mieszania bawełny oraz do regulacji jej przepływu do
następnych maszyn rozluźniających. Surowiec dobrze wymieszany jest warunkiem
otrzymania przędzy o równomiernej grubości.
Każda z wymienionych maszyn ma następujące zasadnicze zespoły robocze:
1.
Komora robocza jest to pomieszczenie zamknięte ze wszystkich stron, przeznaczone do
ładowania materiału przeznaczonego do przerobu.
2.
Szczeblak zasilający, poruszający się w kierunku szczeblaka kolczastego, stanowi dno
komory. Składa się z listew drewnianych. Szczeblaki w targarkach bel, na które kładzie
się grubą warstwę płatów bawełny, powinny być zaopatrzone w grubsze listwy niż
szczeblaki innych maszyn zasilających.
3.
Szczeblak kolczasty chwyta stalowymi kolcami włókna ze szczeblaka zasilającego.
4.
Wałek wyrównujący, zwykle drewniany ma kilka kolców. Jest umieszczony nad
szczeblakiem kolczastym. Zbiera grubsze pęczki bawełny pochwycone przez szczeblak
kolczasty i odrzuca je z powrotem do komory.
5.
Wałek czyszczący, obracając się, zdejmuje z wałka wyrównującego zaczepione pęczki
włókna i ułatwia ich spadanie do komory roboczej.
6.
Wałek strącający, jest podobny do wałka czyszczącego. Zadaniem jego jest strącanie ze
szczeblaka kolczastego warstwy przenoszonego na kolcach surowca.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
7.
Osłona dolna szczeblaka kolczastego.
8.
Urządzenie regulujące przepływ materiału przez maszynę.
Rodzaje maszyn ze szczeblakami kolczastymi:
−
targarka bel,
−
zasilarko-mieszarka,
−
zasilarka.
4.1.1.5. Maszyny rozluźniające
Rozluźniarki
Rozluźniarki stosowane są w przędzalnictwie bawełny i służą do dalszego rozluźniania
i oczyszczania surowca. Rozluźniarki pod względem działania dzieli się na dwie grupy:
1)
maszyny, w których jest poddawany trzepaniu surowiec w stanie luźnym,
2)
maszyny, w których są trzepane warstwy surowca zakleszczonego.
Pod względem konstrukcyjnym rozluźniarki można podzielić na:
1)
pionowe, w których oś podłużna trzepadła jest umieszczona pionowo,
2)
poziome, w których oś obrotu trzepadła znajduje się w płaszczyźnie poziomej.
Główne zespoły robocze rozluźniarek to:
−
urządzenie zasilające,
−
urządzenie regulujące ilość zasilanego materiału,
−
komora robocza,
−
ruszt,
−
trzepadło,
−
urządzenie formujące warstwę włókien.
Charakterystyczną cechą działania rozluźniarek poziomych jest rozluźnianie surowca
najczęściej w stanie zakleszczonym. Elementem trzepiącym w rozluźniarkach poziomych jest
trzepadło nożowe.
Rozluźniarki pionowe stosowane w przędzalniach bawełny należą do grupy maszyn,
w których rozluźnianiu poddaje się surowiec nie zakleszczony, w stanie luźnym.
Jako główne czynniki mające wpływ na stopień rozluźnienia surowca wymienia się:
−
ilość surowca poddawana jednorazowej obróbce, im większa ilość tym gorsze rozluźnienie,
−
wyższa prędkość obrotowa elementów maszyny daje lepsze rozluźnienie, należy jednak
uważać, bo zbyt duża prędkość może powodować zniszczenie włókien,
−
mniejsza wilgotność włókien wpływa na lepsze rozluźnienie, ale nie może być zbyt mała
z uwagi na powstawanie ładunków elektrostatycznych.
4.1.1.6. Trzeparki
Rozluźniony i oczyszczony w oddziale mieszalni surowiec jest poddawany dalszemu
rozluźnieniu, oczyszczaniu i mieszaniu. W celu ułatwienia jego transportu oraz polepszenia
warunków zasilania zgrzeblarek warstwa rozluźnionego surowca jest prasowana i zwijana
w rulon zwany zwojem. Maszyny wykonujące te czynności to trzeparki. Obecnie są
stosowane trzeparki jednoprocesowe tj. zespoły stanowiące połączenie rozluźniarek, urządzeń
do formowania równomiernej warstwy włókien oraz urządzenia zwojowego.
Wydajność maszyny oblicza się z wzoru:
P
p
=
1000
1000
3600
⋅
⋅
⋅
Tt
v
η
(kg/h)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
P
p
– wydajność praktyczna maszyny w kg/h,
v – prędkość wałków podzwojowych w m/s,
Tt – masa liniowa zwoju,
η
– współczynnik wydajności.
Kontrola jakości zwojów
Zwoje powinny się charakteryzować następującymi cechami:
1)
stała długość i równomierna masa,
2)
równomierność,
3)
grubości,
4)
czystość,
5)
prawidłowy kształt.
4.1.1.7. Zespoły maszyn mieszalni i trzepalni
Urządzenia przenoszące surowiec
W mieszalni i trzepalni maszyny są zestawione w zespoły. Surowiec po przejściu przez
jedną maszynę jest przenoszony do następnych, a w końcu do ostatniej – produkującej zwoje.
Przenoszenie odbywa się za pomocą szczeblaków zasilających, na większe odległości
natomiast – za pomocą urządzeń pneumatycznych.
Podstawowymi elementami urządzeń pneumatycznych do transportu surowca są
przewody powodujące ruch włókien w przewodach. W zależności od budowy i przeznaczenia
zasysacze dzieli się na dwie grupy:
1)
zasysacze wydające, stanowiące zakończenie systemu transportującego i wydającego
surowiec do miejsca przeznaczenia,
2)
zasysacze przejściowe, które mogą zbierać i podawać surowiec do odpowiedniego
miejsca lub przepuszczać do dalszych punktów przerobu.
Urządzenia pyłowe
Wentylatory i zasysacze, wysysające poprzez sita pył z surowca, są zawsze połączone
rurami z urządzeniami, w których odbywa się oddzielanie pyłu od powietrza.
Zespoły mieszająco-trzepiące
Cechą szczególną wstępnego przerobu surowca w przędzalni bawełny jest to, że jest on
poddawany jednoczesnemu rozluźnianiu, mieszaniu i oczyszczaniu. Wszystkie te czynności
są wykonywane na różnych maszynach zestawionych w zespoły.
Liczba maszyn – punktów przerobu – zależy od rodzaju przerabianego surowca, od jego
gatunku i stopnia zanieczyszczenia, długości włókien oraz stopnia sprasowania w belach.
W przędzalni, w której poddaje się przerobieniu bawełnę gorszych gatunków, w zespołach
maszyn powinno pracować więcej punktów trzepiących niż w przędzalniach przerabiających
lepsze gatunki bawełny.
W skład zespołu maszyn mieszalni i trzepalni wchodzą np.:
−
zasilarki – mieszarki,
−
transporter zbiorczy,
−
oczyszczarka stopniowa,
−
rozluźniarka pozioma,
−
rozluźniarka pionowa,
−
rozluźniarka – oczyszczarka,
−
rozluźniarka,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
rozdzielacz rurowy,
−
trzeparki jednoprocesowe,
−
urządzenia transportu pneumatycznego.
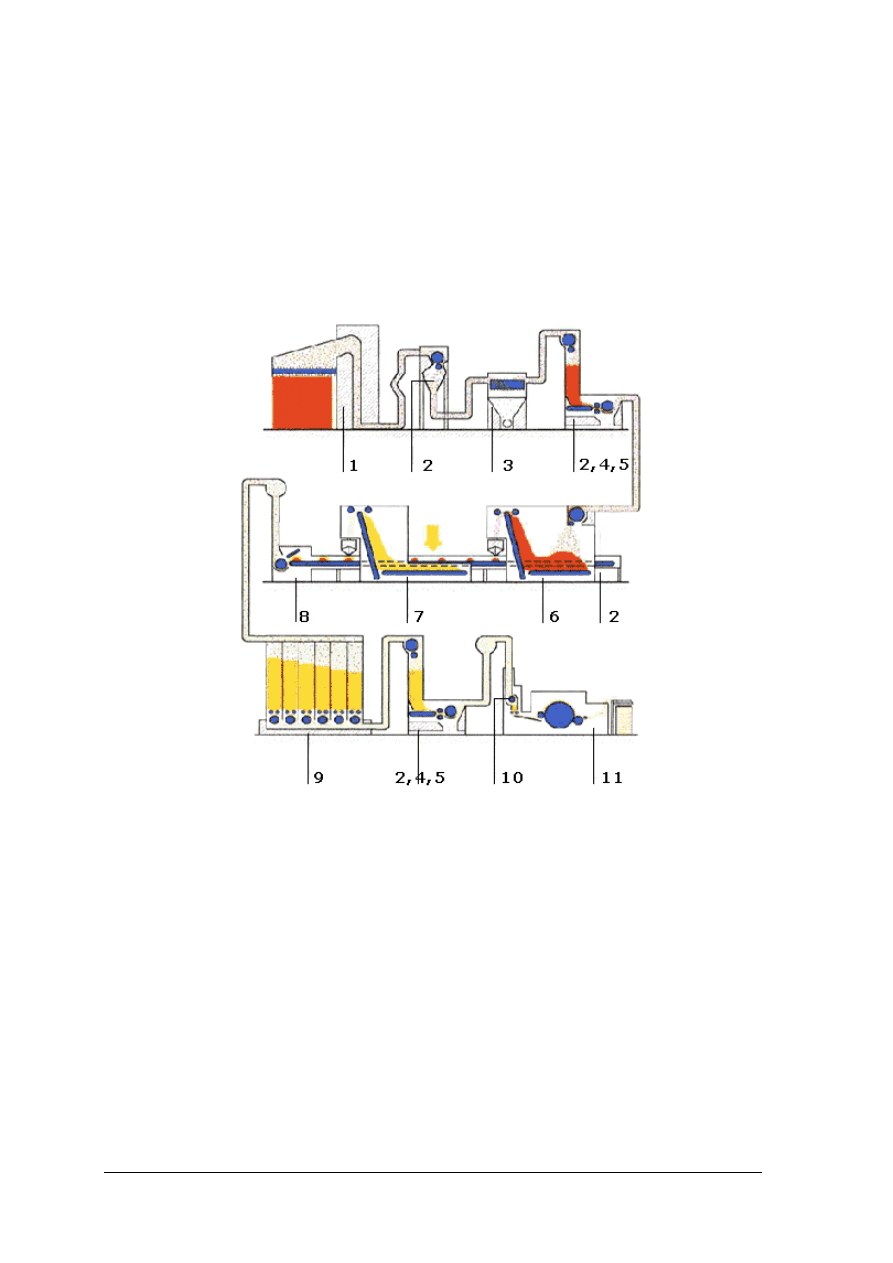
Na rysunku 2 przedstawiono przykładowy układ maszyn w nowoczesnej linii
technologicznej przeznaczonej do przerobu bawełny, włókien chemicznych i mieszanek
obejmujących przerób surowca od beli do taśmy zgrzeblarkowej. Odbywają tu się procesy: od
otwarcia bel, rozluźnienia, czyszczenia do odważania komponentów, mieszania i zgrzeblenia.
Linia jest wyposażona w mikroprocesowy sterownik PLC swobodnie programowalny.
Parametry procesu są kontrolowane na panelu operatorskim tekstowym lub graficznym.
Rys. 2. Linia do przerobu bawełny i mieszanek: 1 – skubarka bel, 2 – zasysacz AN12, 3 – Oczyszczarka osiowa
AR6, 4 – Zasobnik AZ 27-2, 5 – Rozluźniarko-oczyszczarka AE 31, 6 – Zasilarka wagowa AG 37-Ew,
7 – Zasilarka wagowa AG 37-Ew, 8 – Zbiorczy przenośnik mieszający UU 31, 9 – Mieszarka
wielokomorowa MW 6,10 – Zasobnik AZ 32, 11 – Zgrzeblarka CZ 696 [9]
Skubarka bel
Skubarka bel w nowoczesnych przędzalniach stosowana jest w miejsce targarki bel lub
zasilarki rozczesującej. Jej zadaniem jest pobieranie surowca bezpośrednio z bel, wstępne
jego rozluźnianie i oczyszczanie. Maszyna zastąpiła ręczne pobieranie płatów bawełny z bel,
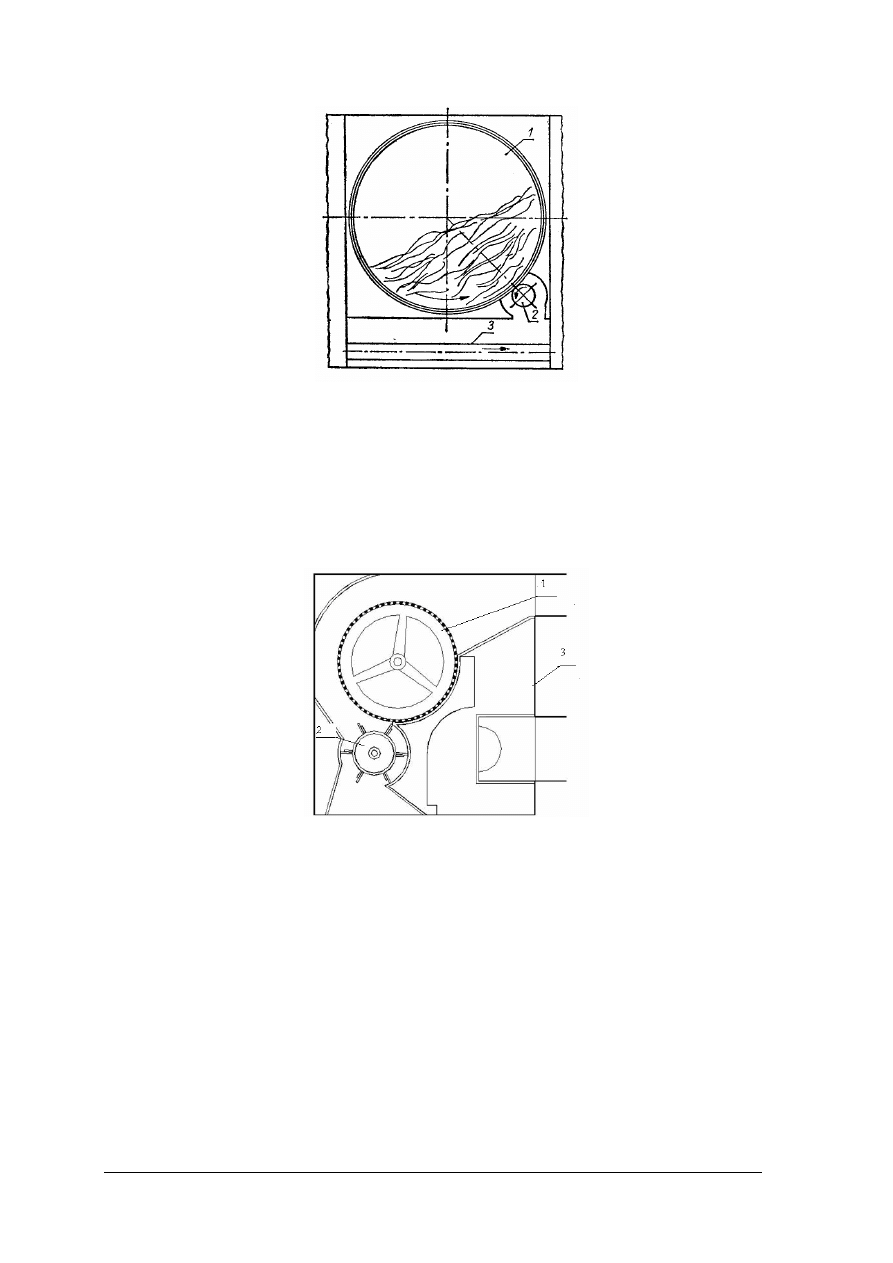
zapewniając równomierność pobierania włókien z każdej beli. Na rysunku 3 przedstawiono
schemat skubarki bel AB 14 produkcji zakładów Falubaz. Bela bawełny umieszczana jest
wewnątrz bębna (1) posiadającego wycięcia biegnące wzdłuż obwodu. Bęben (1) obraca się
powoli, a wałek strącający (2) obracając się szybko wyskubuje pęczki włókien przez wycięcia
w bębnie (1). Wyskubane pęczki włókien zrzucane są na szczeblak odbierający (3)
i transportowane do następnej maszyny. W nowych rozwiązaniach linii technologicznych
włókna są transportowane pneumatycznie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 3. Schemat technologiczny skubarki bel AB14: 1 – bęben, 2 – wałek strącający, 3 – szczeblak odbierający [9]
Zasysacz AN12
Zasysacz AN12 (rysunek 4) transportuje pneumatycznie i odpyla przerabiane włókna.
Zasadnicze elementy zasysacza AN12 to układ odbierający, tj. bęben sitowy (1), wałek
zdejmujący (2), korpus (3) oraz napęd. Surowiec transportowany rurociągiem osiada na
bębnie sitowym (1). Powietrze zanieczyszczone z drobnymi włóknami odsysane jest przez
wentylator i kierowane rurociągiem do filtra. Wałek zdejmujący (2) strąca włókna i w postaci
luźnych pęczków zrzuca je pod zasysacz do zasilanej maszyny.
Rys. 4. Schemat technologiczny zasysacza AN12 [9]
Oczyszczarka osiowa AR6
Oczyszczarka osiowa AR6 zapewnia intensywne rozluźnienie pęczków bawełny oraz
dobre jej oczyszczenie. Zastosowano w niej dwa bębny trzepiące, obracające się w tę samą
stronę lecz z różną prędkością. Pod każdym bębnem przed rusztem jest umieszczona listwa
kolczasta, która rozczesuje pęczki włókien bawełny.
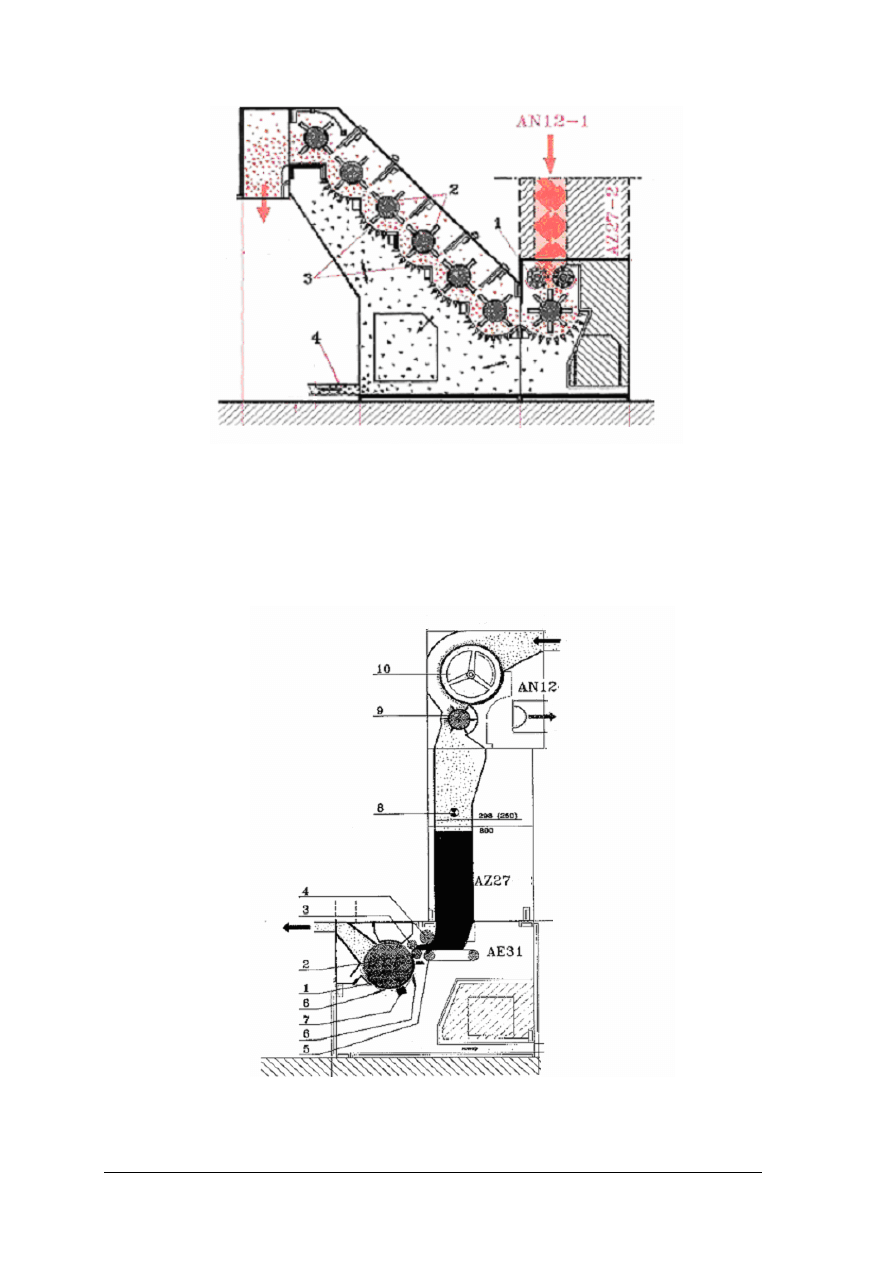
Oczyszczarka stopniowa AR5
Innym typem oczyszczarki jest oczyszczarka stopniowa AR5 i AR5-1 przeznaczona do
oczyszczania i rozluźniania bawełny. Zasilana jest surowcem ze stojącego bezpośrednio na
niej zasobnika AZ27-2 i zasysacza AN12-1. Wałki zasilające (1) podają włókna pod bębny
trzepiące (2). Przerobione włókna odbierane są pneumatycznie lub spadają grawitacyjnie do
kolejnej maszyny. Pod bębnami znajduje się ruszt (3), przez który wypadają zanieczyszczenia.
Odpady wybierane są z komory odpadkowej ręcznie lub pneumatycznie w systemie
centralnego odprowadzenia odpadów (4).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 5. Schemat technologiczny oczyszczarki stopniowej Ar5: 1 – wałki zasilające, 2 – bębny trzepiące,
3 – ruszt, 4 – centralne odprowadzenie odpadów [9]
Rozluźniarko-oczyszczarka AE31
Jest to maszyna stosowana do bardziej intensywnego rozluźnienia i oczyszczenia bawełny
oraz do rozluźnienia włókien chemicznych. Pracuje w zestawie maszyn sterowanych
z centralnej szafy i nie wymaga stałej obsługi. Rysunek 6 przedstawia schemat technologiczny
rozluźniarko-oczyszczarki AE 31.
Rys. 6. Schemat technologiczny rozluźniarko-oczyszczarki AE31: 1 – bęben rozluźniający, 2 – dolny wałek
zasilający, 3 – górny wałek zasilający, 4 – wałek ugniatający, 5 – transporter, 6 – noże strącające,
7 – listwa rozwłókniająca, 8 – czujnik fotoelektryczny, 9 – wałek zdejmujący, 10 – bęben sitowy [9]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Pokład surowca zasilający rozluźniarko-oczyszczarkę formowany jest przez zasobnik
AZ27. Pokład włókien poprzez transporter (5) i wałki zasilające (2 i 3) podawany jest do
bębna rozluźniającego (1). Bęben rozluźniający z obiciem piłowym współpracuje z dolnym
wałkiem zasilającym również z obiciem piłowym. Układ ten zapewnia dobre rozluźnienie
surowca. Odpady wytrącane są przez dwa noże (6) usytuowane pod bęben rozluźniającym.
Listwa rozwłókniająca (7) znajdująca się między nożami przyczynia się do jeszcze lepszego
rozluźnienia i oczyszczenia surowca. Odpadki wypadające do komory odpadkowej
odprowadzane są pneumatycznie lub wybierane ręcznie.
Zasilarka AG 37E
Zasilarka AG 37E to maszyna przeznaczona do rozluźniania bawełny i włókien
chemicznych bawełnopodobnych. Wyposażona jest w urządzenie wagowe zapewniające
odpowiednie dozowanie włókien na zbiorczy przenośnik mieszający. Jest to szczególnie
ważne przy mieszankach włókien, zapewnia bowiem założone proporcje użytych rodzajów
włókien.
Zbiorczy przenośnik mieszający UU31
Zbiorczy przenośnik mieszający to urządzenie które odbiera i transportuje ze
współpracujących z nim zasilarek, np.: AG37, układanych warstwowo włókien lub
komponentów tworzonych mieszanek. Na transporterze przenośnika powstaje 2–5 warstwowy
ciągły pokład surowca, który jest roztrzepywały przez bęben trzepiący z zacisku dwóch
wałków. Transport pneumatyczny odbiera rozluźniony i wymieszany surowiec.
Wszystkie napędy oraz elementy obrotowe umieszczone są pod osłonami, otworzenie drzwi
podczas pracy maszyny powoduje wyłączenie napędu. Ponadto bęben trzepiący blokowany
jest mechanicznie w czasie otwierania osłony tegoż bębna. Zapewnienia to bezpieczną
obsługę maszyny.
Mieszarka MW6
Mieszarka MW6 (rys. 7) służy do dokładnego przygotowania mieszanki tworzonej
z bawełny lub kilku składników różnych rodzajów włókien, o długości do 80 mm. Przy
tworzeniu mieszanki z kilku różnych surowców konieczne jest wcześniejsze ich odważenie
i wstępne wymieszanie na zbiorczym przenośniku mieszającym.
Rys. 7. Schemat technologiczny mieszarki MW6: 1 – lej wlotowy, 2 – kanał rozdzielający, 3 – komora
(zasobnik), 4 – wałki zasilające, 5 – szafa sterownicza, 6 – bębny rozluźniające, 7 – transporter,
8 – króciec odpylający, 9 – króciec regulacyjny, 10 – zasuwa, 11 – wylot [9]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wentylator podaje surowiec poprzez lej wlotowy (1) do kanału rozdzielającego (2).
W komorach (3) następuje rozdzielanie i zagęszczanie surowca. Wałki zasilające (4)
znajdujące się w każdej z komór, wydają włókna. Bębny rozluźniające (6) rozluźniają
surowiec, który spada na transporter i kierowany jest do wylotu (11), a tam odbierany jest
zasysaczem bądź wentylatorem do następnej maszyny w linii.
Zasobnik bunkrowy AZ 32
Zasobnik AZ 32 zasila zgrzeblarkę surowcem włókienniczym w automatycznych liniach
potokowych, obejmujących przerób surowca od beli do taśmy zgrzeblarkowej. Zasobnik może
formować pokład z bawełny krótko-, średnio- lub długowłóknistej, włókien chemicznych
o długości do 80 mm oraz mieszanek tych surowców.
Zgrzeblarka CZ 696
Jest to nowoczesna maszyna pracująca z dużą wydajnością, wydająca taśmę o bardzo
dobrych parametrach jakościowych. Pełna automatyzacja procesu zapewnia kontrolę procesu
oraz ułatwia obsługę.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie właściwości bawełny brane są pod uwagę przy klasyfikacji handlowej?
2.
Jakiego rodzaju włókna chemiczne przerabiane są w przędzalniach bawełny?
3.
W jakim celu dokonuje się mieszania włókien?
4.
Jakie systemy przędzenia są stosowane w przędzalniach bawełny?
5.
Jakie procesy i w jakiej kolejności są prowadzone w poszczególnych systemach
przędzenia?
6.
Na jakich maszynach prowadzone jest rozluźnianie i mieszanie surowca?
7.
Jakie są zasadnicze zespoły robocze w maszynach mieszających?
8.
Jakie są główne zespoły robocze rozluźniarek?
9.
W jaki sposób oblicza się wydajność trzeparek?
10.
Jakie maszyny wchodzą w skład linii do przerobu bawełny i mieszanek?
11.
Jaka odczytywać schematy technologiczne maszyn do obróbki wstępnej bawełny
i mieszanek?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj klasyfikacji surowców przerabianych w przędzalni bawełny. Odpowiedz na
podane pytania.
1.
Jakie właściwości włókien bawełny uwzględnia się w klasyfikacji?
.......................................................................................................................................................
.......................................................................................................................................................
.....................................................................................................................................
2.
Jakie są charakterystyczne cechy bawełny długowłóknistej, średniowłóknistej
i krótkowłóknistej?
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
…..……………………………………………………………………………………………….
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
3.
Jakie rodzaje włókien chemicznych przerabia się w przędzalniach bawełny?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości o klasyfikacji włókien bawełny i włóknach
chemicznych przerabianych w przędzalniach bawełny,
2)
odpowiedzieć na pytania zawarte w ćwiczeniu.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj systemy przędzenia stosowane w przędzalnictwie bawełny, skorzystaj
z poniższej tabeli.
System przędzenia
Rodzaj przerabianego
surowca
Kolejność i rodzaje procesów obróbki włókna
Ś
rednioprzędny
Cienkoprzędny
Odpadkowy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości na temat systemów przędzenia
w przędzalnictwie bawełny,
2)
scharakteryzować systemy przędzenia,
3)
opracować informacje w tabeli według wzoru podanego w tabeli,
4)
dokonać samooceny swojej pracy.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 3
Określ zasady tworzenia mieszanek bawełny z włóknami chemicznymi. Odpowiedz na
następujące pytania.
1.
Jakie są zasady dobierania włókien do mieszanki?
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
…………………………………………………………………………………………………..

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
2.
Jaki jest wpływ włókien chemicznych na właściwości przędzy?
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
…………………………………………………………………………………………………..
3.
Podaj przykłady procentowych udziałów składników w mieszankach.
…………………………………………………………………………………………………...
…………………………………………………………………………………………………...
…………………………………………………………………………………………………..
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości na temat tworzenia mieszanek
w przędzalnictwie bawełny,
2)
opracować i zapisać odpowiedzi na pytania,
3)
zaprezentować swoją pracę.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 4
Wymień i określ zadania zespołów roboczych maszyn mieszających.
Nazwa zespołu roboczego
Zadania
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości na temat maszyn mieszających,
2)
obserwować zespoły robocze maszyny do mieszania surowca,
3)
opracować informacje w tabeli,
4)
zaprezentować swoją pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
maszyna do mieszania surowca,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 5
Odpowiedz na następujące pytania i wykonaj obliczenia.
1.
Wymień cechy, którymi powinny charakteryzować się zwoje z trzeparek.
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
2.
Oblicz masę zwoju z trzeparki, jeżeli ma on długość 34 m i masę liniową 400 000 tex.
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
3.
Oblicz wydajność w kg/h trzeparki przy założonych danych:
−
prędkość wałków podzwojowych v = 0,120 m/s,
−
masa liniowa zwoju w kilotexach 400 ktex,
−
współczynnik wydajności
η
= 0,90.
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości na temat trzeparek,
2)
odpowiedzieć na pytania i wykonać obliczenia,
3)
dokonać samooceny swojej pracy.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
–
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 6
Zapoznaj się z zestawem maszyn w nowoczesnej linii do przerobu bawełny i mieszanek.
Określ: zadania technologiczne poszczególnych maszyn, parametry pracy które można
zaprogramować oraz sposób ich kontroli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Nazwa maszyny
Zadania technologiczne
maszyny
Programowane
parametry
Sposób kontroli
parametrów procesu
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiale nauczania wiadomości na temat nowoczesnych linii
technologicznych do obróbki wstępnej,
2)
zapoznać się instrukcją obsługi maszyn wchodzących w skład linii technologicznej,
3)
obserwować pracę linii technologicznej i osób obsługujących,
4)
zaobserwować błędy powstające w procesie obróbki wstępnej i sposoby ich likwidacji,
5)
uzupełnić tabelę,
6)
sporządzić notatkę na temat błędów w procesie wstępnej obróbki i sposobach ich
likwidacji,
7)
zaprezentować swoją pracę.
Wyposażenie stanowiska pracy:
−
linia technologiczna do przerobu bawełny i mieszanek,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 7
Zaobserwuj pracę rozluźniarko-oczyszczarki, np. AE31 firmy Falubaz. Określ zasadę
działania na podstawie obserwacji i schematu technologicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze schematem technologicznym rozluźniarko-oczyszczarki AE31 firmy
Falubaz zawartym w materiale nauczania,
2)
obserwować pracę maszyny,
3)
zapisać zasadę działania w zeszycie przedmiotowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
−
rozluźniarko-oczyszczarka, np. AE31 firmy Falubaz,
−
zeszyt przedmiotowy,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 8
Opracuj na podstawie obserwacji szafy sterowniczej linii do przerobu bawełny
i mieszanek oraz instrukcji obsługi: wykaz parametrów podlegających regulacji i sposób ich
nastawiania, wykaz informacji związanych z awarią maszyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z budową szafy sterowniczej,
2)
zapoznać się z instrukcją obsługi maszyny,
3)
przeprowadzić wywiad z mistrzem oddziału,
4)
przedstawić wykonanie ćwiczenia w formie graficznej.
Wyposażenie stanowiska pracy:
−
zeszyt przedmiotowy,
−
instrukcja (instrukcje) obsługi,
−
linia do przerobu bawełny i mieszanek,
−
poradnik dla ucznia,
−
ubranie robocze.
Ćwiczenie 9
Określ warunki bezpiecznej obsługi maszyn linii do przerobu bawełny i mieszanek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z przepisami BHP obowiązującymi w sali produkcyjnej, gdzie znajdują się
maszyny,
2)
wyszukać w maszynach miejsca (mechanizmy), które mogą stanowić zagrożenie,
3)
sprawdzić, czy są zamontowane prawidłowo wszystkie osłony,
4)
przedstawić zasady bezpiecznego składowania surowców przy stanowisku pracy,
5)
określić warunki bezpiecznej obsługi.
Wyposażenie stanowiska pracy:
−
instrukcje BHP i p.poż.,
−
instrukcje bhp obsługi maszyn wchodzących w skład linii do przerobu bawełny
i mieszanek,
−
linia do przerobu bawełny i mieszanek,
−
odzież ochronna
−
literatura według punktu 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 10
Opisz, na podstawie obserwacji i instrukcji obsługi maszyn, jakie czynności wykonuje
pracownik obsługujący maszyny oddziału wstępnej obróbki włókna w przędzalni bawełny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcjami (instrukcją) obsługi maszyn,
2)
obserwować pracę maszyn oddziału wstępnej obróbki przędzalni bawełny,
3)
przeprowadzić wywiad z pracownikiem (pracownikami) obsługującym maszyny,
4)
opisać czynności wykonywane przez pracownika (pracowników) obsługującego maszyny
wstępnej obróbki włókna w przędzalni bawełny
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
maszyny wstępnej obróbki w przędzalni bawełny,
−
odzież ochronna,
−
literatura według punktu 6 poradnika dla ucznia.
4.1.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować włókna bawełny i bawełnopodobne?
2)
scharakteryzować metody wstępnej obróbki włókien przerabianych
w przędzalni bawełny?
3)
określić zasady tworzenia mieszanek włókien przerabianych
w przędzalni bawełny?
4)
rozróżnić zadania maszyn i urządzeń stosowanych do wstępnej
bawełny i włókien chemicznych?
5)
rozpoznać na podstawie schematu elementy maszyn i urządzeń
stosowanych do wstępnej obróbki bawełny i włókien chemicznych?
6)
scharakteryzować proces rozluźniania i mieszania surowca?
7)
dobrać maszyny i urządzania do wstępnej obróbki bawełny i włókien
chemicznych?
8)
posłużyć się instrukcją obsługi maszyn do wstępnej obróbki bawełny
i włókien chemicznych?
9)
zorganizować stanowisko pracy zgodnie z zasadami ergonomii?
10)
wykonywać czynności związane z zasileniem maszyn do wstępnej
obróbki w przędzalni bawełny?
11)
analizować informacje z szafy sterowniczej?
12)
rozpoznać przyczyny awarii maszyny na podstawie komunikatów
szafy sterowniczej?
13)
obliczyć masę zwoju z trzeparki?
14)
obliczyć wydajność trzeparki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.
Wstępna obróbka włókien wełny
4.2.1. Materiał nauczania
4.2.1.1 Zasady klasyfikacji włókien wełny owczej
Wełna należy do grupy włókien zwierzęcych. Wełna owcza używana od kilku tysięcy lat
jest bardzo cenionym surowcem włókienniczym. Wełna owcza uzyskiwana jest z różnych ras
owiec, i różne są jej cechy jakościowe takie jak: grubość, karbikowatość i długość, które mają
wpływ na jej właściwości technologiczne.
Tabela 1. Podział wełny ze względu na grubość, karbikowatość i rasę owiec [opracowanie własne na podstawie 7]
Grupa wełny
Cienka
Ś
rednia
Gruba
Rasa owcy
Owce merynosowe
Owce krzyżówkowe
Owce chewiot
Grubość/średnica
najcieńsza wełna 15–23
µm
ś
rednia
grubość
24–30 µm
gruba
wełna
powyżej
30 µm
Długość
50–120 mm
120–150 mm
ponad 150 mm
Karbikowatość
Kraje – producenci
Australia, RPA, kraje
byłe ZSRR
Argentyna, Urugwaj
Nowa Zelandia, Wielka
Brytania
Uzyskana przędza
i przeznaczenie
Czesankowa, delikatna i
cienka,
np.
na:
na
delikatne tkaniny oraz
wyroby dziewiarskie
Zgrzebna, grubsza, bardziej
szorstka np. na tkaniny
przeznaczone
na
odzież
wierzchnią,
wyroby
dziewiarskie sportowe, itp.
Dywanowa, gruba, np.: na
dywany, chodniki
Oprócz wymienionych właściwości na przydatność technologiczną i użytkową wełny
mają wpływ inne wskaźniki, np.: stan wełny, ilość zanieczyszczeń, sposób jej uzyskania.
W klasyfikacji wełny brane są pod uwagę jej najważniejsze właściwości. Zasady klasyfikacji
i wymagania jakościowe wełny owczej potnej określone są w Polskiej Normie
PN-84/P-800 53; w klasyfikacji ujęto podział według:
1)
pochodzenia geograficznego,
2)
wieku zwierzęcia,
3)
stanu masy włóknistej,
4)
klasy długościowej,
5)
stylu,
6)
sposobu podania,
7)
zawartości zanieczyszczeń roślinnych.
Pochodzenie geograficzne – stosuje się określenie przymiotnikiem od nazwy kraju
z którego pochodzi, np. australijska, a w przypadku polskiej wełna krajowa.
Wiek zwierzęcia, wyróżniono trzy grupy oznaczane następująco:
−
wełna ze sztuk dorosłych – Wo,
−
wełna z roczniaków – Wor,
−
wełna jagnięcia – Woj.
Stan masy włóknistej – wyróżniono dwie grupy: wełnę jednolitą (wyrównaną pod
względem długości i grubości) – oznaczoną literą J, wełnę mieszaną – oznaczoną literą M.
Klasy długościowe – wyróżniono 6 klas długościowych, w zależności od długości
słupków.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Styl – wyodrębniono pięć grup oznaczonych cyframi rzymskimi od I do V. I wełna
najlepsza pod względem cech jakościowych, charakteryzuje się regularną karbikowatością,
grubością i długością włókien. Ma dużą wytrzymałość i sprężystość, jasny kolor słupków
i tłuszczopotu. Nie ma włókien martwych i odłożeń.
Sposób podania jest to podział ze względu na stan wełny po strzyży.
Zawartość zanieczyszczeń, są to zanieczyszczenia roślinne określane jako „obłożenia”.
Wyróżniono 6 stopni oznaczonych literami, każdej z nich odpowiada stopień zanieczyszczeń
wyrażony w %. A – do 1% zanieczyszczeń, B – do 3%, C – do 6%, D – do 9%, E – do 12%,
K – powyżej 12%.
4.2.1.2 Wady i uszkodzenia wełny
Wadami określa się właściwości ujemne włókien, które powstały na skutek
nieprawidłowego funkcjonowania organizmu zwierzęcia i mogą być przenoszone na
potomstwo dziedzicznie. Uszkodzeniami nazywamy właściwości ujemne, nie przenoszone na
potomstwo, powstałe w czasie odrostu, lub po zdjęciu włókna ze zwierzęcia, na skutek
działań fizyko-mechanicznych i chemicznych.
Wady wełny
Do najważniejszych wad wełny zalicza się:
–
włókna martwe – z szeroką warstwą rdzeniową, kruche, pozbawione tłuszczu, nie dają się
barwić i spilśniać,
–
wełnę piętrową – gdy włókna wystają ponad runo, są słabsze, o mniejszym połysku,
obniżają przędność wełny,
–
wełnę markowaną o zniekształconych karbikach, jest cieńsza, o obniżonej wytrzymałości
i sprężystości,
–
wełnę nitkowaną o zniekształconych karbikach powodujących powstawanie pętelek,
–
o wadliwym tłuszczopocie z łupieżem spowodowanym łuszczeniem się skóry.
Uszkodzenia wełny
Uszkodzenia wełny mogą powstać podczas jej odrostu, po strzyży lub podczas prania. Do
wełen uszkodzonych zalicza się wełnę z owiec chorych, wełnę odsadzoną, zakleszczoną,
przystrzyżoną, przedwcześnie ostrzyżoną, ściętą z kawałkami skóry zwierzęcia. suchą,
zbutwiałą, spilśnioną, uszkodzą przez mole i odchody zwierzęcia.
Karbonizacja wełny
Wełna posiadająca powyżej 3% zanieczyszczeń roślinnych powinna być poddana
procesowi odkalczania. Proces ten można prowadzić dwoma sposobami: chemicznie lub
mechanicznie.
Sposób chemiczny nazywa się karbonizacją i polega na poddaniu wełny działaniu kwasu
siarkowego lub chlorowodoru. Może on powodować obniżenie właściwości technologicznych
włókien.
Sposób mechaniczny polega na poddaniu wełny intensywnemu działaniu elementów
obracających się na maszynach nazywanych odkolczarkami. W efekcie następuje wypadanie
zanieczyszczeń. Sposób ten nie gwarantuje całkowitego usunięcia zanieczyszczeń (kolek).
Obecnie w przędzalniach nie prowadzi się procesów karbonizacji, dokonuje się zakupu
mniej obłożonego surowca.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.1.3 Zestawy mieszanek w przędzalniach wełny
W przędzalniach wełny przerabia się włókna chemiczne w stanie jednorodnym
i w mieszankach z wełną lub z innymi włóknami chemicznymi. Najczęściej wytwarzane są
przędze mieszankowe dwuskładnikowe, czasami trzyskładnikowe. Tabela 2 przedstawia
najczęściej stosowane składy procentowe mieszanek, zapewniające uzyskanie optymalnych
właściwości przędz i wyrobów z niej wytwarzanych.
Tabela 2. Skład procentowy mieszanek przerabianych w przędzalniach wełny [opracowanie własne na podstawie 4]
Mieszanka
Udział procentowy
wełna/włókna poliestrowe
45/55 30/70
wełna/włókna poliakrylonitrylowe
30/70 20/80
włókna wiskozowe/włókna poliestrowe
30/70 20/80 70/30
włókna wiskozowe/włókna poliakrylonitrylowe
30/70 20/80 50/50
włókna wiskozowe/włókna poliamidowe
30/70 40/60
włókna poliakrylonitrylowe/włókna poliamidowe
30/70 20/80
włókna poliestrowe/włókna poliakrylonitrylowe/wełna
50/25/25
włókna poliestrowe/włókna poliakrylonitrylowe/włókna wiskozowe
50/25/25
włókna poliestrowe/włókna wiskozowe/wełna
50/25/25
włókna wiskozowe/włókna poliamidowe/wełna
50/10/40
Zestawianie mieszanek wymaga zadysponowania odpowiednich ilości poszczególnych
składników mieszanki dla danej partii przerabianego surowca, by uzyskać mieszankę
o oczekiwanych właściwościach. Proces ten nosi nazwę manipulacji. Natomiast proces,
w którym dochodzi do tworzenia mieszanki według dyspozycji manipulowania nazywany jest
mieszaniem lub melanżowaniem (zwłaszcza w odniesieniu do mieszanek kolorowych).
W systemie zgrzebnym włókna miesza się przed zgrzebleniem. W systemie
czesankowym na ogół mieszanie następuje w wyniku łączenia czesanki, podczas rozciągania
już wybarwionych taśm czesankowych.
4.2.1.4 Przygotowanie surowców do zgrzeblenia
Surowiec wełniany dostarczany jest do przerobu w postaci sprasowanych bel. Włókna
przybierają postać pęczków, włókna przylegają do siebie na całej długości. Przygotowanie
surowca wełnianego do przędzenia polega między innymi na: ułatwieniu rozdzielenia
pęczków włókien na włókna pojedyncze i likwidacji zjawiska elektryzowania się włókien.
Obróbka wełny potnej
Pierwszym etapem obróbki wełny potnej jest sortowanie, w celu ujednolicenia partii
surowca, dostosowanie do wymogów procesu technologicznego i potrzeb wytwarzanych
wyrobów finalnych.
Wełna transportowana jest w postaci bel, jest silnie sprasowana, po rozpakowaniu beli
trudno ją rozdzielić. Bele wełny przeznaczone do sortowania należy poddać procesowi
rozgrzewania, by umożliwić prawidłowe przeprowadzenia tego procesu. Bele wełny
wstawiane są na 24 godziny do komory grzejnej ogrzanej do temperatury 85
°
C.
Kolejnym etapem obróbki wełny potnej jest pranie, mające na celu usunięcie tłuszczopotu
oraz zanieczyszczeń mineralnych i w niewielkim stopniu zanieczyszczeń roślinnych.
Tłuszczopot jest swego rodzaju warstwą ochronną dla włosów owcy, chroni je przed
warunkami atmosferycznymi i innymi zanieczyszczeniami. Odzyskany po praniu tłuszczopot
jest wykorzystany do produkcji lanoliny, stosowanej między innymi do produkcji
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
kosmetyków. Proces prania prowadzony jest na zespołach pralniczych, w skład, których
wchodzą rozluźniarki, cztero- lub pięciowannowe pralnice i suszarki.
Rozluźnianie i mieszanie wełny pranej
Surowce przeznaczone do zgrzeblenia powinny być dostatecznie rozluźnione. Włókna
nieodpowiednio rozluźnione będą ulegały rozrywaniu podczas procesu zgrzeblenia, wzrośnie
też ilości wydzielonych odpadków.
Wełna odpowiednio rozluźniona lepiej się miesza z innymi surowcami, łatwiej
i równomierniej się wybarwia. Mieszanie włókien stosuje się, by poprawić właściwości
fizyko-mechaniczne przędzy i wyrobów z niej wytwarzanych. Stosowane są mieszanki
włókien: wełna + włókna chemiczne, różnych włókien chemicznych oraz różnych
asortymentów wełny. Dobranie w mieszance włókien o różnych kolorach pozwala uzyskać
ciekawe efekty kolorystyczne, taki proces nazwany jest manipulowaniem. W przędzalniach
czesankowych mieszanie włókien przeprowadza się zwykle razem z rozluźnianiem.
Podstawowe maszyny i urządzenia linii mieszalniczej to:
–
transporter zasilający,
–
zasilarki,
–
mieszarki zgrzeblarkowe,
–
komory mieszalnicze,
–
urządzenia transportu pneumatycznego.
Na rysunku 8 przedstawiono schemat blokowy automatycznej linii mieszalniczej firmy
BEFAMA.
Rys. 8. Schemat blokowy automatycznej linii mieszalniczej firmy BEFAMA: 1 – transporter zasilający,
2, 2
′
– zasilarki AG15, 3, 3
′
– mieszarki zgrzeblarkowe, 4 – wentylatory, 5 – przewody transportu
pneumatycznego, 6 – cyklony, 7, 7
′
– komory mieszalnicze, 8 – urządzenie natłuszczające,
9 – rozdzielacze [8]
Surowiec układany jest ręcznie na transporterze zasilającym (1), skąd transportowany jest
do zasilarki (2). Zasilarka współpracuje z mieszarką zgrzeblarkową (3). W mieszarce
zgrzeblarkowej następuje wstępne rozluźnienie i wstępne mieszanie surowca. Dalej surowiec
transportowany jest pneumatycznie do komory mieszalniczej (7). Tam układany jest
warstwami poziomymi, a pobierany jest warstwami pionowymi. Następnie przechodzi przez
urządzenie natłuszczające i kierowany jest do drugiej komory mieszalniczej (7
′
). Transport do
następnej maszyny odbywa się pneumatycznie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Linie mieszalnicze mogą być dwukomorowe, trzykomorowe lub czterokomorowe, ma to
wpływ na wydajność procesu.
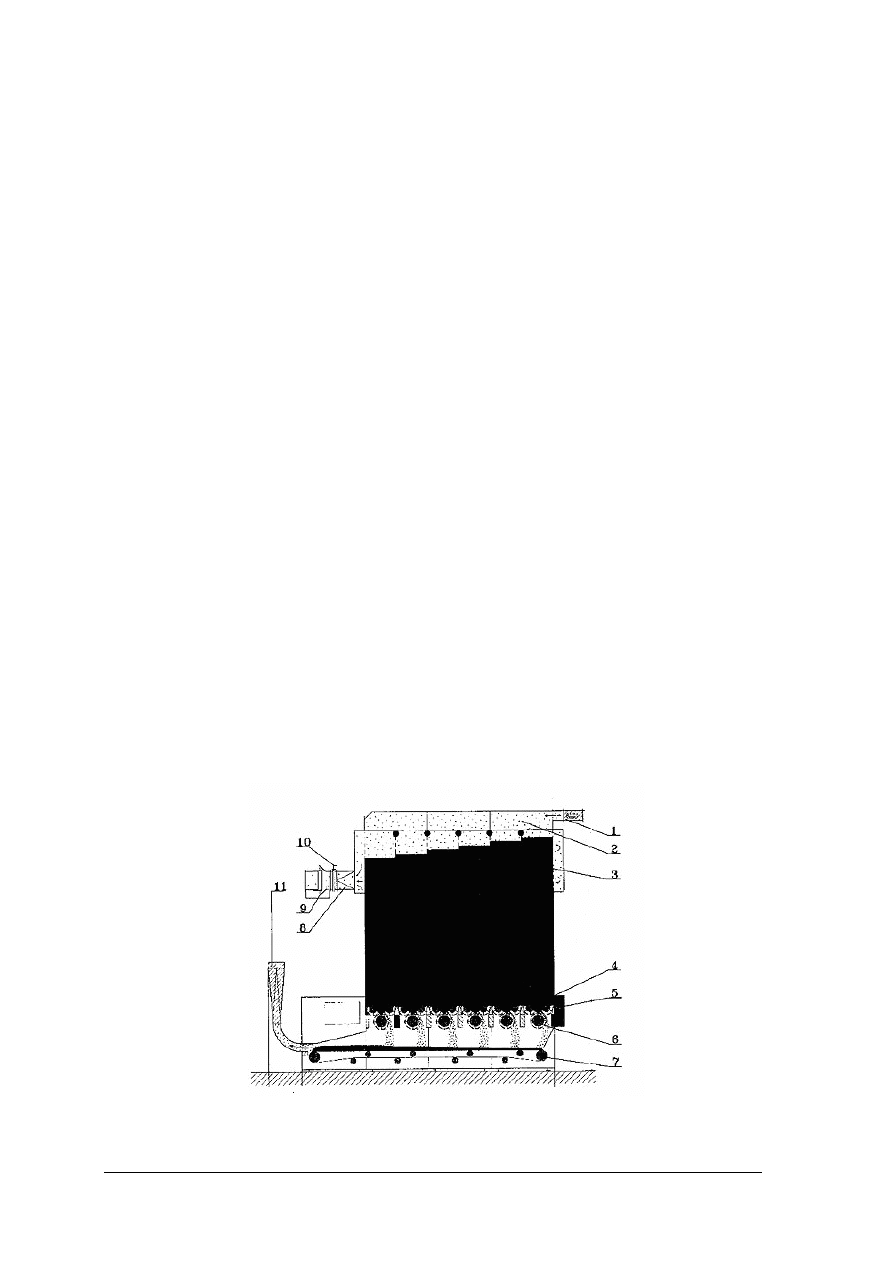
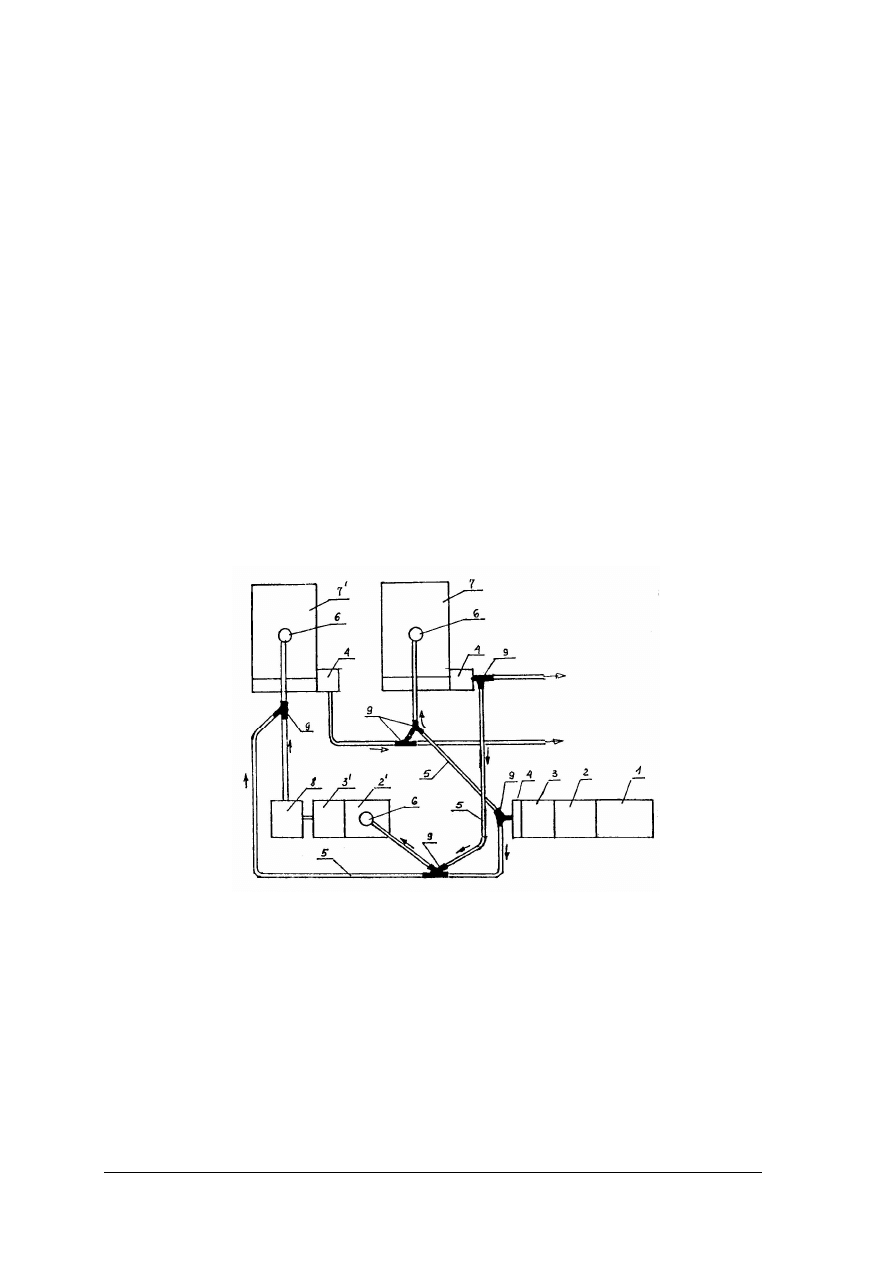
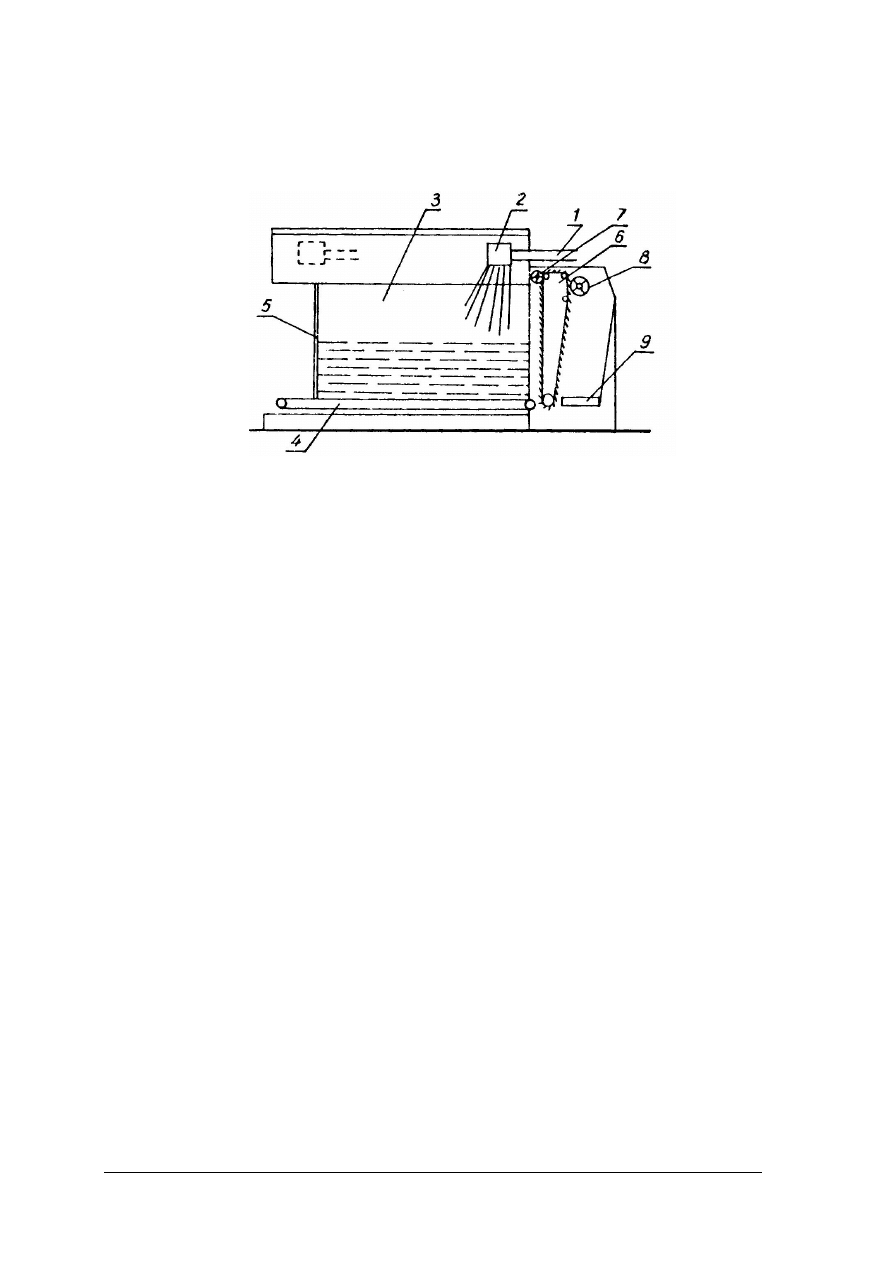
Rysunek 9 przedstawia schemat technologiczny komory mieszalniczej typu 1121 firmy
BEFAMA.
Rys. 9. Schemat technologiczny komory mieszalniczej typu 1121 firmy BEFAMA: 1 – przewód pneumatyczny,
2 – urządzenie teleskopowe, 3 – komora mieszalnicza, 4 – szczeblak, 5 – płyta dosuwająca,
6 – szczeblak kolczasty, 7 – wałek wyrównujący, 8 – wałek strącający, 9 – przenośnik [8]
Przewód pneumatyczny (1) podaje włókna do urządzenia teleskopowego (2), które
rozkłada je warstwami poziomymi w komorze mieszalniczej. Na dnie komory mieszalniczej
znajduje się szczeblak 4. Kiedy komora zostanie napełniona surowcem, wyłączane jest
zasilanie surowcem, a jednocześnie uruchamia się szczeblak (4) z ruchomą ścianą komory (5),
szczeblak kolczasty (6), wałek wyrównujący (7) oraz wałek strącający (8). Surowiec
pobierany jest pionowo przez igły szczeblaka kolczastego (6) i przekazywany na przenośnik
(9), który transportuje włókna poza maszynę. Kiedy komora zostanie opróżniona z surowca
zatrzymuje się szczeblak (4) z ruchomą ścianą komory (5), szczeblak kolczasty (6), wałek
wyrównujący (7) oraz wałek strącający (8), komora mieszalnicza może być ponownie zasilona
surowcem.
Natłuszczanie wełny
By zapewnić prawidłowy przebieg procesu technologicznego przerobu wełny, na włókna
nanoszona jest emulsja natłuszczająca. Preparat nanosi się podczas sporządzania mieszanki
włókien. Natłuszczanie wełny ułatwia prowadzenie procesu rozluźniania surowca i dalszych
procesów. Natłuszczenie wełny powoduje:
–
zwiększenie wilgotności włókna,
–
polepszenie właściwości powierzchniowych włókna,
–
zmniejszenie podatności do elektryzowania,
–
zmniejszenie ilości wydzielanego w trakcie przerobu pyłu.
Do natłuszczania stosuje się natłustki z tłuszczy roślinnych, zwierzęcych, mineralnych
i syntetycznych. Cechy jakie powinna spełniać natłustka są następujące:
–
powinna tworzyć z wodą dobrą i trwałą emulsję,
–
powinna być tania,
–
nie powinna wywierać szkodliwego wpływu na włókna,
–
nie powinna mieć przykrego zapachu,
–
powinna być odporna na jełczenie,
–
powinna łatwo się spierać.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Ilość emulsji natłuszczającej dobierana jest w zależności od składu mieszanki, rodzaju
procesów jakim były poddane włókna, wilgotności surowca i warunków klimatycznych
przędzalni. Więcej natłustki wymagają włókna cienkie, mieszanki przeznaczone na przędze
o niższej masie liniowej (cieńszej), zestawiane z surowców barwionych lub karbonizowanych.
Preparacje antyelektrostatyczne
Na włókna syntetyczne nanoszona jest preparacja antyelektrostatyczna w procesie ich
wytwarzania, w celu zwiększenia ich przewodnictwa elektrycznego. Bez naniesienia tej
preparacji przerób włókien syntetycznych jest niemożliwy, bowiem na skutek powstawania
dużych ładunków elektrostatycznych następuje nadmierne przyczepianie się włókien do
elementów maszyn.
Preparaty elektrostatyczne mają ograniczoną trwałość i tracą swe właściwości po
dłuższym okresie magazynowania włókien lub w procesie prania. Trzeba wówczas powtarzać
nanoszenie preparacji, albo dodając preparaty antyelektrostatyczne do kąpieli płuczącej, albo
podczas mieszania i rozluźniania surowca.
Inne metody zapobiegania elektryzowaniu się włókien to:
–
zwiększenie zawartości wilgoci we włóknach, co wpływa na wzrost ich
elektroprzewodności, w tym celu nasyca się włókna substancją higroskopijną lub
podwyższa się wilgotność w hali produkcyjnej,
–
neutralizację powstałego ładunku, przez naniesienie ładunku o znaku przeciwnym na
części maszyn, z którymi włókna się kontaktują lub przez dobieranie w mieszankach
włókien, na których powstają ładunki o przeciwnych znakach.
Rozluźnianie wełny zgrzebnej
Podczas rozluźniania wełna jest rozdzielana na drobne pęczki włókien, a jednocześnie
usuwana jest cześć zanieczyszczeń mineralnych i roślinnych takich jak: piasek, słoma itp.
Proces ten prowadzony jest w oddziałach przygotowawczych przędzalni zgrzebnych
i odpadkowych na maszynie o nazwie „wilk zgrzeblący” (nazwa tradycyjna, ale jeszcze
funkcjonująca w przędzalniach) czyli rozluźniarko-mieszarce. „Wilkowanie” można
przeprowadzić dwu lub trzykrotnie w celu dokładniejszego rozluźnienia surowca.
Wilk zgrzeblący może pracować jako maszyna wolnostojąca w zestawie z zasilarką lub
w liniach mieszalniczych.
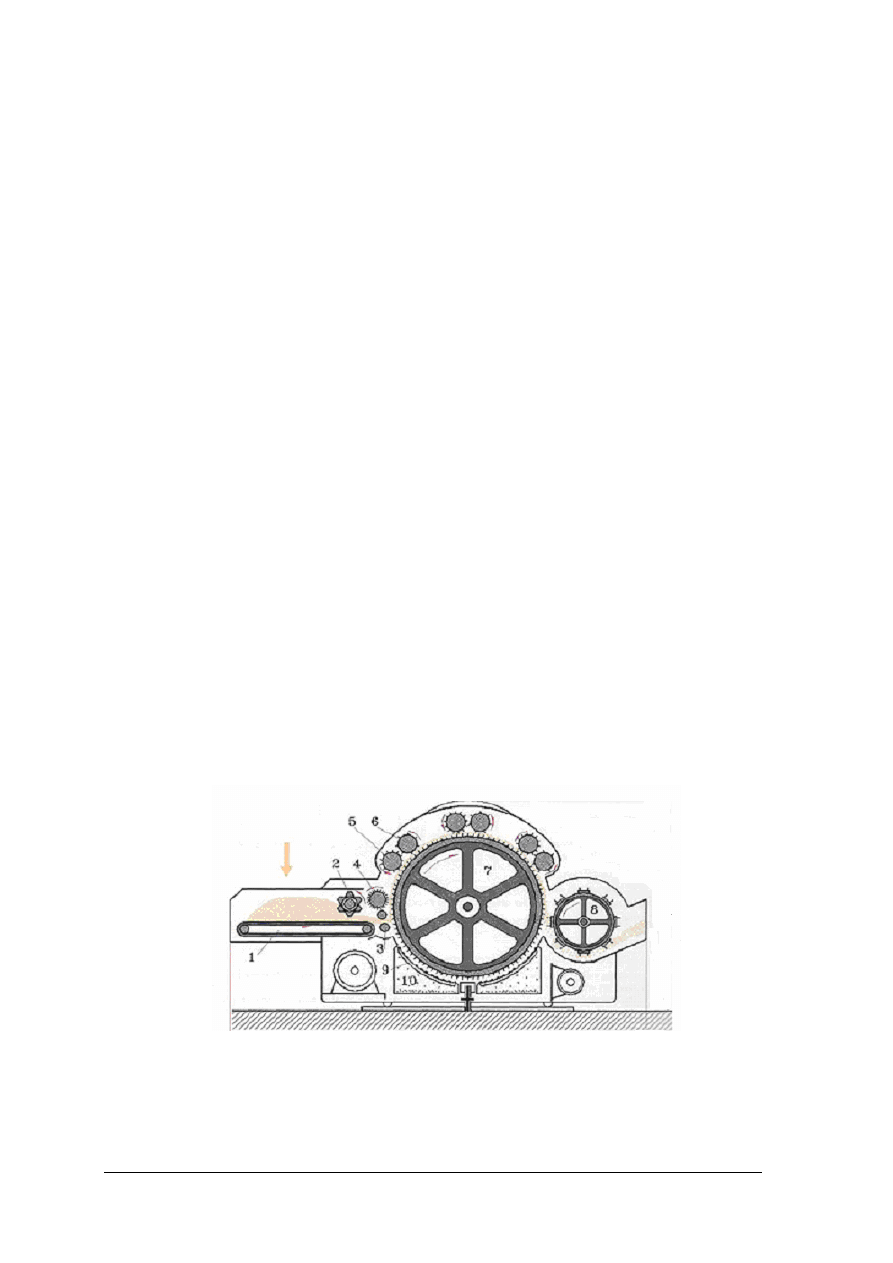
Rys. 10. Schemat technologiczny wilka zgrzeblącego: 1 – transporter zasilający, 2 – wałek ugniatający,
3 – wałki prowadzące, 4 – wałek czyszczący, 5 – wałek roboczy, 6 – wałek zwrotny, 7 – bęben główny,
8 – odbieracz, 9 – ruszt, 10 – komora odpadkowa [9]
Surowiec układany jest na transporterze zasilającym (1), ugniatany przez wałek (2), który
formuje pokład surowca przesuwany do wałków prowadzących (3). Surowiec jest rozluźniany
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
poprzez współpracę bębna głównego z parami wałków zwrotnych (6) i wałków roboczych (5).
Odbieracz (8) odbiera włókna i przekazuje dalej. Zanieczyszczenia wypadają poprzez ruszt
(9) do komory odpadkowej (10). Wszystkie elementy wirowe maszyny oraz napędy są
osłonięte i zapewniają bezpieczną pracę obsługi.
Wydajność jaką można osiągnąć przy wilkowaniu wynosi 600–1200 kg/godz.
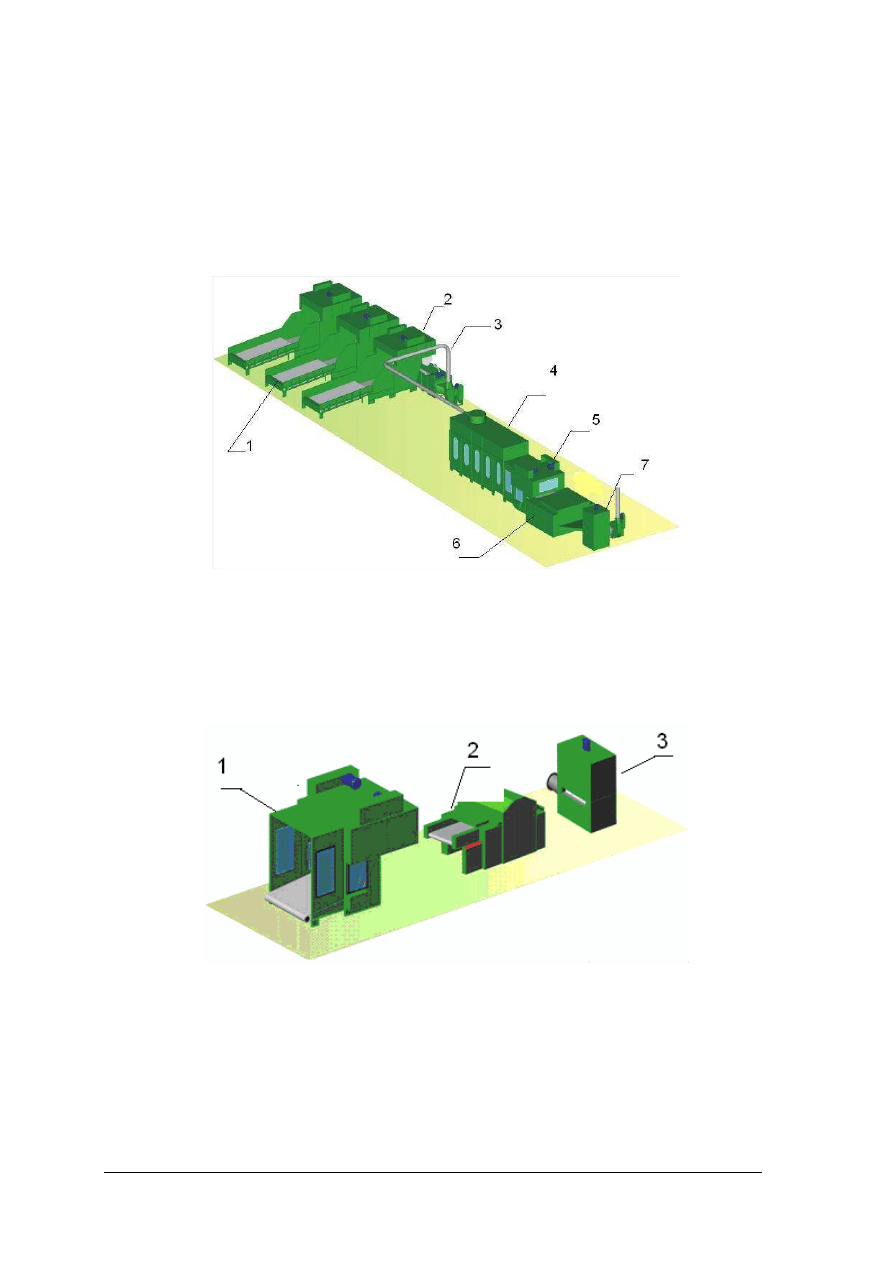
Na rysunku 11 pokazano przykładowy układ maszyn w linii rozluźniająco-mieszającej
firmy BEFAMA.
Rys. 11. Linia rozluźniająco-mieszająca firmy BEFAMA: 1 – transporter zasilający TA, 2 – zasilarki wagowe
AE1, 3 – transporter zbiorczy TP, 4 – komora mieszalnicza KMC, 5 – zasilarka wolumetryczna AW1,
6 – wilk rozluźniający AB17, 7 – natłuszczarka NT1 [8]
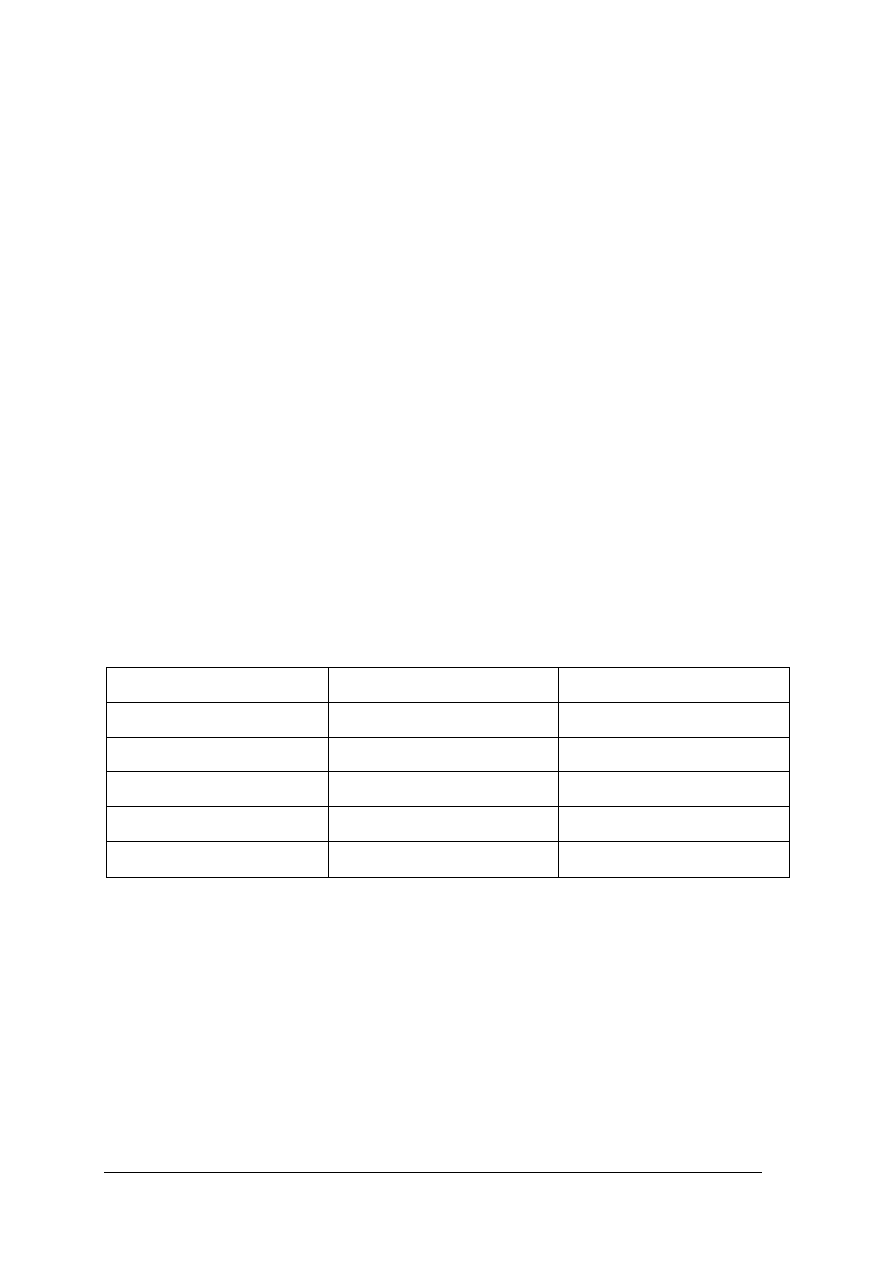
Rysunek 12 prezentuje przykładowy zestaw maszyn linii rozluźniającej firmy BEFAMA,
w skład której wchodzą: zasilarka wolumetryczna AW1 (1), wilk rozluźniający AB6 (2),
natłuszczarka NT1 (3).
Rys. 12. Linia rozluźniająca firmy BEFAMA [8]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Według jakich kryteriów klasyfikowana jest wełna owcza potna?
2.
Jakie są wady i uszkodzenia wełny?
3.
Na czym polega proces karbonizacji wełny?
4.
Na czym polega proces manipulacji?
5.
Jakim procesom wstępnej obróbki poddawana jest wełna potna?
6.
W jakim celu stosuje się natłustkę?
7.
Jakie są metody i cel nanoszenia preparacji antyelektrostatycznej?
8.
Jaka jest zasada działania wilka zgrzeblącego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj klasyfikacji wełny. Odpowiedz na podane pytania i wykonaj katalog próbek
z opisem.
1.
Jakie są właściwość wełny: cienkiej, średniej i grubej?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
2.
Jakie są oznaczenia wełny z uwagi na wiek zwierzęcia?
…………………………………………………………………………………………………...
………………………………………………………………………………………….………..
…………………………………………………………………………………………………..
3.
Jakie rodzaje wełny wyróżnia się ze względu na stan masy włóknistej?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
4.
Na czym polegają uszkodzenia wełny?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
5.
Co to są uszkodzenia wełny?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
6.
Na czym polega proces karbonizacji wełny i w jakim celu jest prowadzony?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z odpowiednim fragmentem materiału nauczania,
2)
odpowiedzieć na pytania zawarte w ćwiczeniu,
3)
wykonać katalog próbek,
4)
zaprezentować swoja pracę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
−
arkusz ćwiczenia,
−
poradnik dla ucznia,
−
próbki wełny,
−
kolorowe mazaki,
−
klej,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 2
Oblicz zużycia surowca wełnianego i poliestrowego. Przędzalnia ma wytwarzać przędzę
dwuskładnikową, wełna + włókno poliestrowe o procentowym składzie 45/55. Przewiduje się
ogólne zużycia surowca 1500 kg.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wykonać obliczenia,
2)
zapisać wyniki obliczeń.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
kalkulator.
Ćwiczenie 3
Scharakteryzuj procesy wstępnej obróbki wełny według tabeli.
Nazwa procesu
Cel przeprowadzania
Przebieg procesu
Sortowanie
Pranie
Rozluźnianie i oczyszczanie
Natłuszczanie
Nanoszenie preparacji
antyelektrostatycznej
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z odpowiednim fragmentem materiału nauczania,
2)
opracować charakterystykę procesów i zapisać w tabeli,
3)
przedstawić efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatur według punktu 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Ćwiczenie 4
Zaobserwuj pracę rozluźniarko-mieszarki („wilka zgrzeblącego”). Określ zasadę
działania na podstawie obserwacji i schematu technologicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze schematem technologicznym rozluźniarko-mieszarki („wilka
zgrzeblącego”),
2)
obserwować pracę maszyny,
3)
zapisać zasadę działania w zeszycie przedmiotowym.
Wyposażenie stanowiska pracy:
−
wilk zgrzeblący,
−
zeszyt przedmiotowy,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 5
Określ warunki bezpiecznej obsługi maszyn wstępnej obróbki włókien wełny
i wełnopodobnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z przepisami BHP obowiązującymi w sali produkcyjnej, gdzie znajdują się
maszyny,
2)
wyszukać w maszynie miejsca (mechanizmy), które mogą stanowić zagrożenie,
3)
sprawdzić, czy wszystkie osłony są zamontowane prawidłowo,
4)
przedstawić zasady bezpiecznego składowania surowców przy stanowisku pracy,
5)
określić warunki bezpiecznej obsługi.
Wyposażenie stanowiska pracy:
−
instrukcje BHP i p.poż.,
−
maszyny wstępnej obróbki wełny i włókien wełnopodobnych,
−
odzież ochronna.
Ćwiczenie 6
Opisz, na podstawie obserwacji i instrukcji obsługi maszyn, jakie czynności wykonuje
pracownik obsługujący maszyny oddziału wstępnej obróbki włókna w przędzalni wełny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcjami (instrukcją) obsługi maszyn,
2)
obserwować pracę maszyn oddziału wstępnej obróbki przędzalni wełny,
3)
przeprowadzić wywiad z pracownikiem (pracownikami) obsługującym maszyny,
4)
opisać czynności wykonywane przez pracownika (pracowników) obsługującego maszyny
wstępnej obróbki włókna w przędzalni wełny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
maszyny wstępnej obróbki w przędzalni wełny,
−
odzież ochronna.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować włókna wełny?
2)
scharakteryzować procesy wstępnej obróbki wełny potnej?
3)
rozpoznać na podstawie schematu elementy maszyn i urządzeń
wstępnej obróbki wełny?
4)
posłużyć się instrukcją obsługi maszyn do wstępnej obróbki wełny?
5)
zorganizować stanowisko pracy zgodnie z zasadami ergonomii?
6)
wykonywać czynności związane z zasileniem maszyn do wstępnej
obróbki w przędzalni wełny?
7)
rozpoznać przyczyny awarii maszyny na podstawie komunikatów
pokazujących się na szafie sterowniczej?
8)
obliczyć zużycie składowych surowców do przygotowania mieszanki
na przędzę wieloskładnikową?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3.
Przygotowanie włókien wtórnych i ponownych do przędzenia
i konwerterowe przygotowanie włókien chemicznych
4.3.1. Materiał nauczania
4.3.1.1. Wytwarzanie przędzy z odpadków
Proces przędzenia odpadkowego składa się z 3 podstawowych operacji technologicznych:
1)
rozluźnianie, oczyszczanie i mieszanie surowców,
2)
zgrzeblenie i wytwarzanie niedoprzędu metodą dzielenia i wałkowania,
3)
przędzenie.
Przędza wyprodukowana systemem odpadkowym z niedoprzędu, nie jest tak gładka
i równomierna jak przędza wyprodukowana systemem cienko- lub średnioprzędnym. System
przędzenia odpadkowego nie daje możliwości otrzymania cienkiej przędzy, a otrzymana
metodą dzielenia i wałkowania charakteryzuje się puszystością i miękkością.
W zależności od wymagań stawianych przędzy w przędzalniach odpadkowych stosowane
są różne surowce, z reguły w postaci mieszanek. Surowcami przerabianymi w przędzalniach
są: bawełna włókna chemiczne, wełna i odpadki.
Przygotowanie odpadków do przerobu
Z punktu widzenia technologii odpadki dzieli się na:
1)
odpadki luźne,
2)
plątankę przędzy,
3)
ś
cinki oraz odpadki tkanin i dzianin.
W przypadku obróbki odpadków luźnych metody nie różnią się od przerobu surowców
z których pochodzą. Natomiast odpadki w postaci zużytych ścinków tkanin, dzianin przed
przerobieniem poddawane są procesom oczyszczającym, takim jak:
1)
dezynfekcja i oczyszczanie,
2)
sortowanie,
3)
rozwłóknianie ścinków,
4)
rozwłóknianie plątanki przędzy.
Mieszanki
Przy sporządzaniu mieszanki w przędzalniach odpadkowych brane są pod uwagę
czynniki:
1)
właściwości przędzy, jaka ma być wyprodukowana z mieszanki,
2)
uzyskanie mieszanki przy jak najmniejszych kosztach.
Przy dobieraniu składników do mieszanek zwraca się uwagę na kolor. Z tego punktu
widzenia rozróżnia się:
–
mieszanki „surowo-białe”,
–
mieszanki jednolicie kolorowe,
–
melanże.
Czynność dobierania składników pod względem koloru, w celu otrzymania mieszanki
włókien o ściśle określonym kolorze, nazywa się melanżowaniem. Mieszanina włókien
różnokolorowych, sprawiająca wrażenie jednolitej pod względem barwy, nazywa się
melanżem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Maszyny do obróbki wstępnej surowców odpadkowych
W zależności od przeznaczenia wyróżnia się maszyny do obróbki wstępnej surowców
odpadkowych:
1)
rozluźniarki odpadków zwrotnych – do rozluźniania odpadków niedoprzędu i zwijek
obrączkowych,
2)
oczyszczarki do oczyszczania użytkowych odpadów przędzalniczych (zgrzeblin,
wyczesków, zmiotków),
3)
szarparki i rozluźniarki odpadków nici, szmat i ścinków.
W każdej z tych typów maszyn niezależnie od szczegółów budowy i przeznaczenia,
można wyodrębnić elementy zasilające, rozluźniające, oczyszczające i wydające przerabiany
surowiec.
Ś
cinki tkackie i dziewiarskie, plątanki przędzy i nici
Rys. 13.
Typowy zestaw maszyn stosowany w przędzalni odpadkowej [4 s. 342]
Zespół zgrzebny i urządzenia formujące niedoprzęd
Wymieszana i natłuszczona mieszanka wymaga: rozluźnienia i rozdzielenia pęczków
włókien na pojedyncze włókna, usunięcia zanieczyszczeń, dokładnego wymieszania
i częściowego uporządkowania włókien. Procesem dalszym jest utworzenie runka i jego
podział na wąskie tasiemki, które po zagęszczeniu metodą wałkowania tworzą niedoprzęd.
Czynności te są wykonywane za pomocą maszyn wchodzących w skład zespołu zgrzebnego:
1)
zasilarka wagowa,
2)
urządzenie zasilające,
3)
szarpak wstępny,
4)
dwie lub trzy zgrzeblarki wałkowe, urządzenie rzemykowe i wałkujące,
5)
urządzenie pomocnicze do składania i przenoszenia runa.
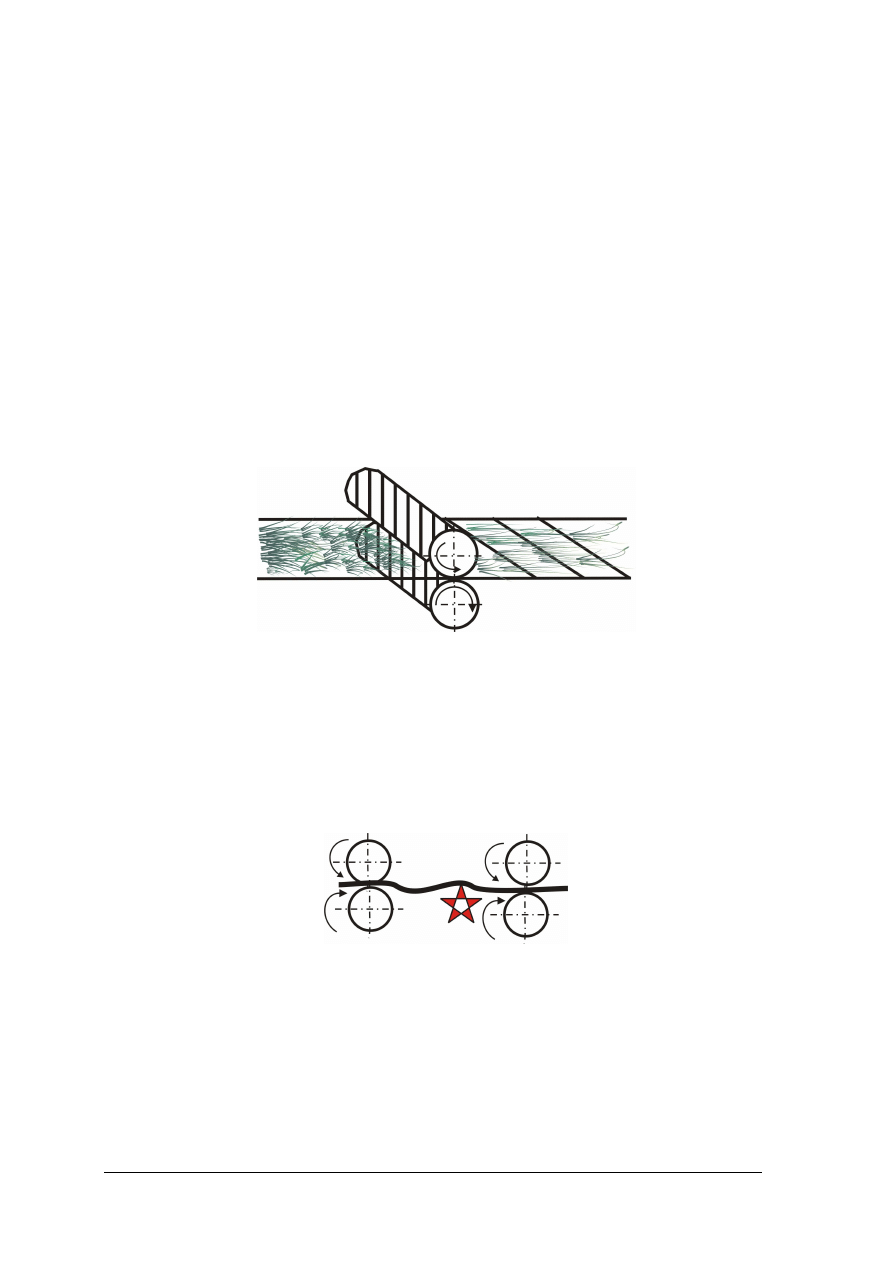
4.3.1.2 Konwerterowe systemy przerobu włókien chemicznych
Włókna chemiczne ze względu na swój jednorodny charakter i brak zanieczyszczeń nie
wymagają stosowania tylu operacji i maszyn rozluźniająco-oczyszczających co włókna
naturalne. System konwerterowy stosowany jest do wytworzenia taśmy przędzalniczej
z włókien chemicznych. Konwerter jest maszyną, w której włókna chemiczne cięte są na
Krajarka do cięcia
ś
cinków lub plątanek
Szarparka jednobębnowa
Szarparka wielobębnowa
Rozwłókniarka
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
odcinki o określonej długości, a następnie formowana jest taśma Surowcem zasilającym
konwerter jest kabel włókien czyli strumień włókien ciągłych. W konwerterze oprócz cięcia
odbywa się mieszanie i rozluźnianie włókien. Z tego powodu zestawy maszyn oddziału
przygotowawczego dla przerobu włókien chemicznych są krótsze, natomiast począwszy od
zgrzeblarek, procesy przerobu tych włókien są prawie identyczne z odpowiednimi procesami
dla włókien naturalnych.
Nowe metody przetwarzania włókien chemicznych na przędzę odcinkową idą w kierunku
paralalelizacji włókien, występujących w kablu, wyeliminowania zbędnych operacji obróbki
wstępnej. System konwerterowy znalazł zastosowanie w przędzalniach czesankowych.
Szeroko stosowane są konwertery pracujące na zasadzie: cięcia, zrywania kontrolowanego,
zrywania niekontrolowanego, miejscowego zgniatania.
Metoda cięcia
W metodzie tej odpowiednio naprężony pokład włókien ciągłych utworzony z kilku kabli
jest poddawany ukośnemu cięciu w urządzeniu tnącym składającym się z dwóch wałków
(rys. 14). Utworzona w ten sposób taśma odbierana jest przez rozciągarkę i poddawana
konwencjonalnemu przerobowi.
Rys. 14. Metoda cięcia kabla włókien [opracowanie własne]
Metoda zrywania kontrolowanego
Metoda polega na dzieleniu włókien pod działaniem sił rozrywająco-rozciągających,
występujących przy różnych prędkościach dwóch par wałków. W strefie rozrywania jest
umieszczony wałek żebrowany o ostrych krawędziach (rys. 15), który utrzymuje włókna pod
określonym kątem, zmniejsza siłę zrywającą włókna oraz kontroluje ich rozrywanie, przez co
zwiększa się równomierność długości włókien.
Rys. 15. Metoda kontrolowanego rozrywania [opracowanie własne]
Metoda zrywania niekontrolowanego
W tej metodzie można wyróżnić trzy strefy:
−
I – to naprężanie i podgrzewanie włókna w płytach grzewczych,
−
II – to rwanie włókna (rys. 16),
−
III – to dorywanie i karbikowanie włókien.
Rysunek 16 pokazuje strefę II, w której dochodzi do zrywania włókien w obszarze
aparatu rozciągowego. Wałki wydające (2) obracają się z większa prędkością od wałków
zasilających (1). Początkowo włókna wydłużają się a następnie dochodzi do ich zerwania.
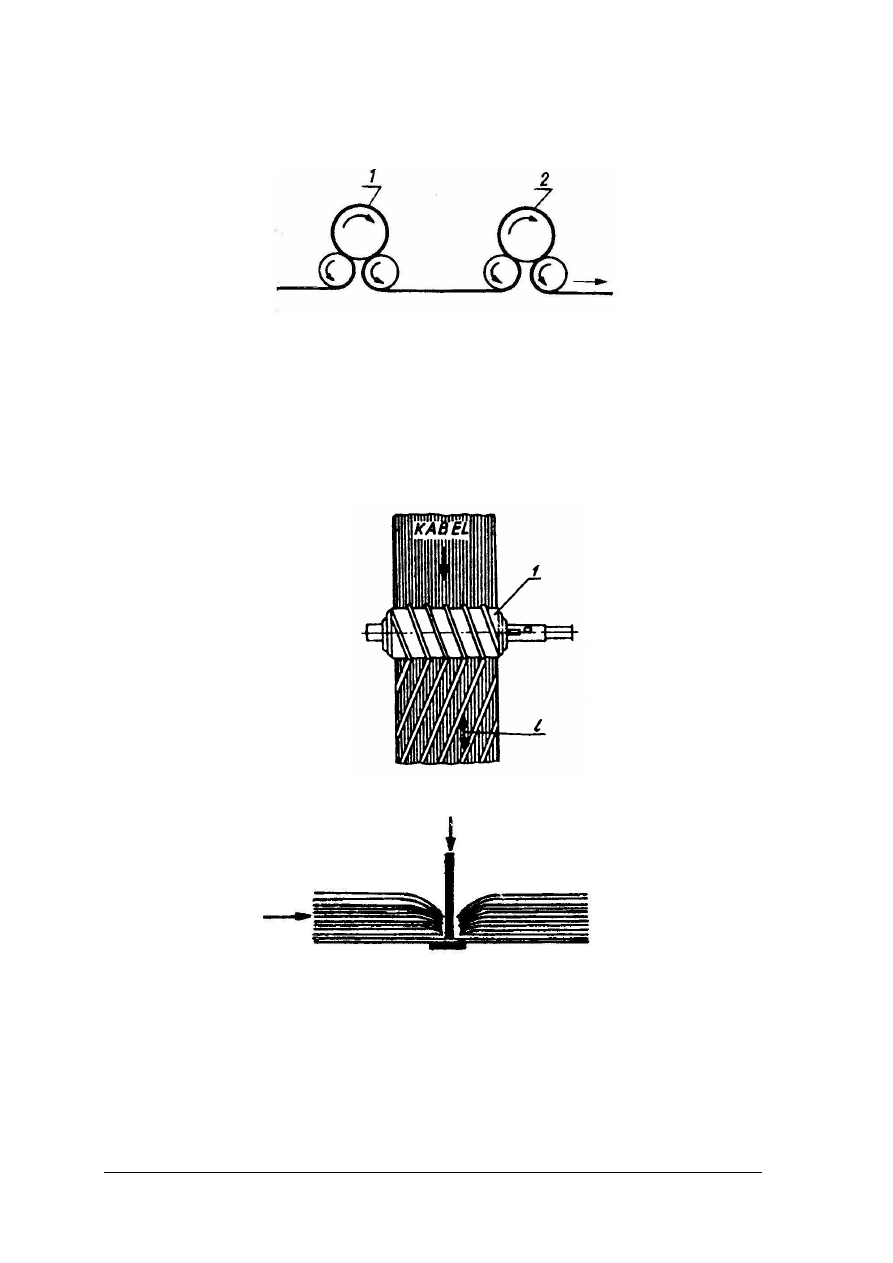
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Zrywnie jest niekontrolowane, gdyż każde włókno zrywa się w najsłabszym miejscu
i w dowolnym miejscu strefy rozrywania. Otrzymane włókna mają bardzo duży rozrzut
długości.
Rys. 16. Metoda zrywania niekontrolowanego: 1 – wałki zasilające, 2 – wałki wydające [1 s. 259]
Metoda miejscowego zgniatania
Urządzenie tnące zastosowane na tym konwerterze (rys. 17) składa się z dwóch wałków,
dolny jest gładki, a górny nożowy (1) ma na powierzchni wyfrezowane ostrza śrubowe
o szerokości 0,2 do 0,4 mm. Między ostrzami znajduje się guma, zapobiegająca przesuwaniu
się włókien w czasie cięcia. Wałek nożowy jest dociskany do dolnego z dużą siłą od 19,6 N
do 34,3 N, dlatego w miejscu jego kontaktu z kablem następuje zgniatanie i spłaszczanie
końców włókien (rys. 18).
Rys. 17. Dzielenie kabla na włókna [1 s. 264]
Rys. 18. Metoda miejscowego zgniatania [1 s. 259]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest podział odpadków z technologicznego punktu widzenia?
2.
Jakie są podstawowe operacje technologiczne w procesie przędzenia odpadkowego?
3.
Jakie maszyny są stosowane do wstępnej obróbki surowców odpadkowych?
4.
Do jakiego rodzaju włókien stosowany jest system konwerterowy?
5.
Jakie są metody obróbki konwerterowej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj odpadkowy system wytwarzania przędzy.
1.
Jakie podstawowe operacje wchodzą w skład procesu przędzenia odpadkowego?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
2.
Jakim procesom poddawane są zużyte ścinki tkanin i dzianin?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
3.
Jakie maszyny wchodzą w skład zespołu zgrzebnego do przerobu surowców
odpadkowych?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z odpowiednim fragmentem materiału nauczania,
2)
odpowiedzieć na pytania zawarte w ćwiczeniu.
Wyposażenie stanowiska pracy:
−
arkusz ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj konwertorowy system przygotowania włókien chemicznych.
1.
Wyjaśnij określenie konwerter?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
2.
Do jakiego rodzaju włókien stosowane są konwertery?
.......................................................................................................................................................
.......................................................................................................................................................
.......................................................................................................................................................
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
3.
Jakie metody są stosowane w konwertorowym systemie przygotowania włókien
chemicznych?
.......................................................................................................................................................
.......................................................................................................................................................
......................................................................................................................................................
4.
Opisz konwerterowe metody cięcia i rwania.
Nazwa metody
Przebieg metody
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z odpowiednim fragmentem materiału nauczania,
2)
odpowiedzieć na pytania zawarte w ćwiczeniu,
3)
opisać metody w tabeli.
Wyposażenie stanowiska pracy:
−
arkusz ćwiczenia,
−
poradnik dla ucznia,
−
literatura według punktu 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować włókna odpadkowe?
2)
scharakteryzować procesy technologiczne stosowane w obróbce
włókien odpadkowych?
3)
dobrać maszyny do obróbki włókien odpadkowych?
4)
scharakteryzować
konwerterowe
przygotowanie
włókien
chemicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego dołączone są cztery odpowiedzi, z których tylko
jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając znak X w odpowiedniej
rubryce. Jeśli się pomylisz i chcesz poprawić odpowiedź, zaznacz błędną odpowiedź
kółkiem i ponownie zakreśl odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 45 min.
ZESTAW ZADAŃ TESTOWYCH
1. Bawełna długowłóknista przerabiana jest systemem
a)
ś
rednioprzędnym.
b)
odpadkowym.
c)
cienkoprzędnym.
d)
długoprzędnym.
2. Rozluźnianie i mieszanie bawełny ma na celu między innymi
a)
natłuścić włókna.
b)
usunąć zanieczyszczenia roślinne.
c)
rozprostować włókna.
d)
zmniejszyć długość włókien.
3. Do wad wełny zalicza się
a)
wełnę nitkowaną.
b)
wełnę melanżową.
c)
włókna długie.
d)
włókna grube.
4. Bele wełny przed sortowaniem należy poddać procesowi
a)
prania.
b)
płukania.
c)
wirowania.
d)
ogrzewania.
5. Podstawowym zadaniem urządzeń zabezpieczających pracę maszyn wstępnej obróbki
włókien jest
a)
wyłączenie maszyny.
b)
usunięcie awarii.
c)
włączenie alarmu w hali produkcyjnej.
d)
wyłączenie wszystkich maszyn w hali produkcyjnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. Proces karbonizacji polega na działaniu na wełnę
a)
kwasem octowym.
b)
wodorotlenkiem sodu.
c)
kwasem siarkowym.
d)
zasadą amonową.
7. Natłuszczanie wełny ma na celu zwiększenie
a)
grubości włókien.
b)
wilgotności włókien.
c)
ilości wydzielanego pyłu podczas przerobu.
d)
podatności do elektryzowania włókien.
8. Zasilarka wagowa w linii do przerobu bawełny i mieszanek zapewnia odpowiednie
a)
wymieszanie włókien.
b)
odważenie środków chemicznych.
c)
dozowanie włókien.
d)
odważenie zanieczyszczeń.
9. Liczba maszyn wchodzących w skład zespołu mieszająco-trzepiącego zależy od
a)
ilości surowca do przerobu.
b)
ilości zatrudnionych pracowników.
c)
wielkości hali produkcyjnej.
d)
gatunku i stopnia zanieczyszczenia surowca.
10. W nowoczesnych liniach technologicznych do obróbki wstępnej surowiec transportowany jest
a)
transporterami szczeblakowymi.
b)
wózkami widłowymi.
c)
przewodami pneumatycznymi.
d)
transporterami pasowymi.
11. System konwerterowy stosuje się do przerobu włókien
a)
chemicznych ciętych.
b)
bawełny długowłóknistej.
c)
wełny owczej.
d)
chemicznych ciągłych.
12. Długość handlowa (w mm) włókien bawełny średniowłóknistej mieści się w granicach
a)
18–20.
b)
22–33.
c)
40–50.
d)
15–28.
13. W przędzalniach bawełny przerabia się włókna wiskozowe o długości (w mm)
a)
20–26.
b)
30–36.
c)
36–40.
d)
40–46.
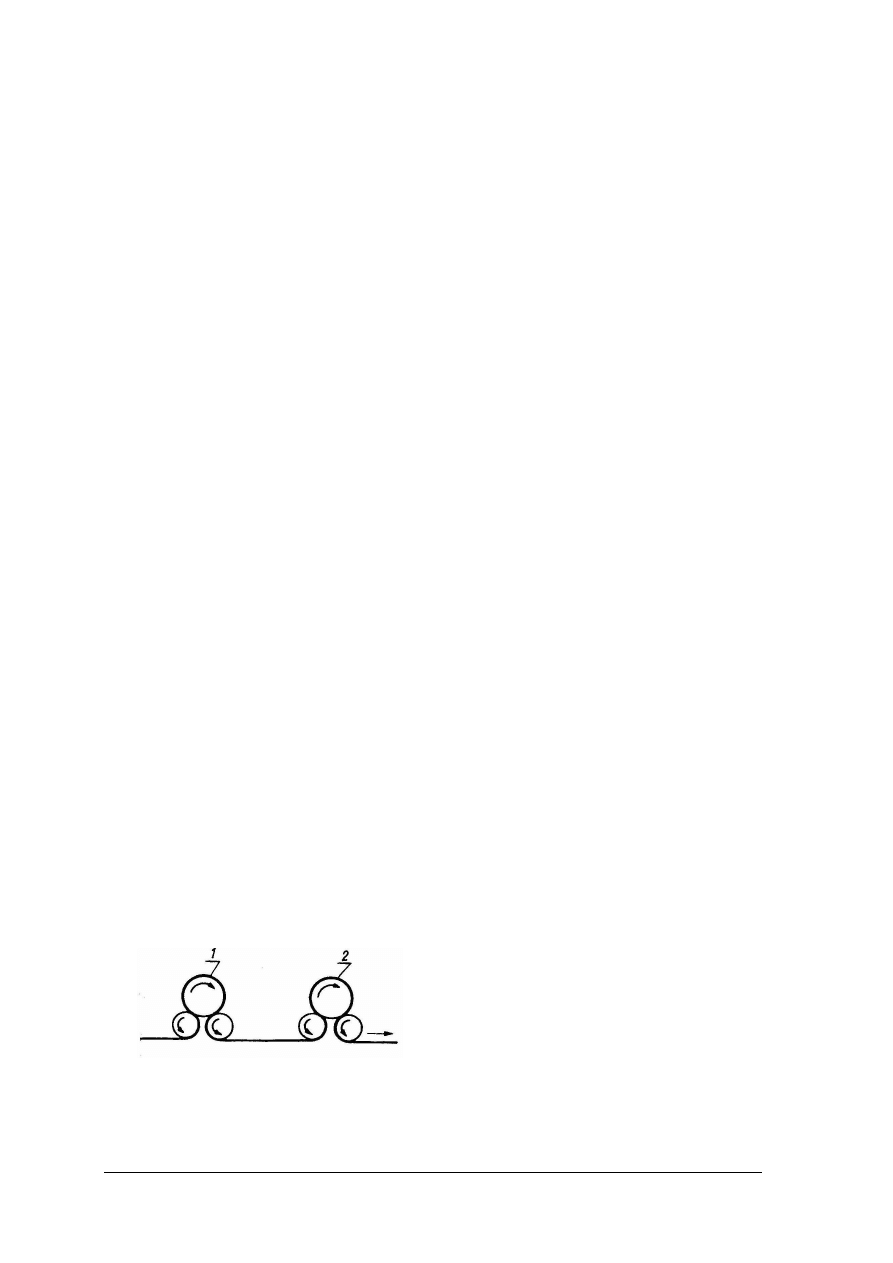
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
14. W celu zniszczenia drobnoustrojów znajdujących się w szmatach stosuje się proces
a)
sortowania.
b)
rozwłókniania.
c)
dezynfekcji.
d)
trzepania.
15. Melanżowaniem nazywa się proces
dobierania składników mieszanki pod względem
a)
ich długości.
b)
ich grubości.
c)
ich koloru.
d)
jakości surowca.
16. W stanie luźnym surowiec rozluźniany jest w
a)
rozluźniarkach pionowych.
b)
zgrzeblarkach.
c)
rozluźniarkach poziomych.
d)
natłuszczarkach.
17. Skubarka bel zapewnia
a)
odpowiednie natłuszczenie surowca.
b)
równomierne pobieranie włókna z beli.
c)
odpowiednie odwirowanie surowca.
d)
równomierne rozciąganie włókien.
18. Symbolem Wo oznaczana jest
a)
wełna jagnięcia.
b)
wełna martwa.
c)
wełna ze sztuk dojrzałych.
d)
wełna z roczniaków.
19. Dobierz włókno do mieszanki z bawełną, które polepszy odporność wyrobów na
gniecenie.
a)
Lniane.
b)
Wiskozowe.
c)
Poliakrylonitrylowe.
d)
Poliestrowe.
20. Rysunek przedstawia schemat urządzenia do zrywania niekontrolowanego, 1 – to wałki
zasilające, a 2 – wałki wydające. Do zrywania dochodzi gdy
a)
prędkości obu wałków są jednakowe.
b)
prędkość wałków 1 jest większa od prędkości wałków 2.
c)
prędkość wałków 2 jest większa od prędkości wałków 1.
d)
wałki 2 obracają się a wałki 1 są zatrzymane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie wstępnej obróbki surowców włókienniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
6.
LITERATURA
1.
Domagała M. Chylewska B.: Laboratorium z przędzalnictwa wełny i włókien
wełnopodobnych. Wydawnictwo Politechniki Łódzkiej, Łódź 1994
2.
Jabłoński W., Jackowski T.: Technologia przędzalnictwa bawełny. Wydawnictwo
Naukowo-Techniczne, Warszawa 1986
3.
Kamieński R., Janke M.: Przędzalnictwo wełny. WSiP, Warszawa 1986
4.
Malinowski M.: Przędzalnictwo bawełny dla ZSZ, WSiP, Wrocław 1975
5.
Poradnik inżyniera włókiennika. Wydawnictwo Naukowo - Techniczne, Warszawa 1988
6.
Praca zbiorowa: Materiałoznawstwo włókiennicze dla technikum. WSiP, Warszawa 1992
7.
www.befama.com.pl
8.
www.falubaz.com.pl
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z1 04 u
operator maszyn w przemysle wlokienniczym 826[01] z1 02 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 01 u
operator maszyn w przemysle wlokienniczym 826[01] z1 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 01 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 n
operator maszyn w przemysle wlokienniczym 826[01] z1 01 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 02 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 u
operator maszyn w przemysle wlokienniczym 826[01] z1 03 u
operator maszyn w przemysle wlokienniczym 826[01] z3 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 02 u
operator maszyn w przemysle wlokienniczym 826[01] z2 02 n
więcej podobnych podstron