„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Anna Stanisławska
Ewa Drzewińska
Uszlachetnianie i wykończanie wyrobów papierniczych
311[27].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
prof. dr hab. inż. Kazimierz Przybysz
dr inż. Krzysztof Presz
Opracowanie redakcyjne:
dr inż. Anna Stanisławska
Konsultacja:
mgr Janusz Górny
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[27].Z3.03,
„Uszlachetnianie i wykończanie wyrobów papierniczych”, zawartego w modułowym
programie nauczania dla zawodu technik papiernictwa.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Papiery i tektury zaklejane powierzchniowo
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
16
4.1.4. Sprawdzian postępów
17
4.2. Drukowe papiery i tektury z powłokami pigmentowymi
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
28
4.3. Kalandrowanie
29
4.3.1. Materiał nauczania
29
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
32
4.3.4. Sprawdzian postępów
33
4.4. Papiery rejestracyjne z powłokami bezpigmentowymi
34
4.4.1. Materiał nauczania
34
4.4.2. Pytania sprawdzające
36
4.4.3. Ćwiczenia
36
4.4.4. Sprawdzian postępów
37
4.5. Papiery bezkalkowe
38
4.5.1. Materiał nauczania
38
4.5.2. Pytania sprawdzające
41
4.5.3. Ćwiczenia
41
4.5.4. Sprawdzian postępów
42
4.6. Papiery z powłokami barierowymi
43
4.6.1. Materiał nauczania
43
4.6.2. Pytania sprawdzające
46
4.6.3. Ćwiczenia
46
4.6.4. Sprawdzian postępów
47
4.7. Tektura falista
48
4.7.1. Materiał nauczania
48
4.7.2. Pytania sprawdzające
54
4.7.3. Ćwiczenia
54
4.7.4. Sprawdzian postępów
57
5. Sprawdzian osiągnięć
58
6. Literatura
63

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o technologii uszlachetniania
i wykończania wyrobów papierniczych, podstawowych urządzeniach i operacjach
jednostkowych stosowanych do tego celu, a także zjawiskach zachodzących w trakcie
uszlachetniania papieru i tektur.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś posiadać, aby korzystać
z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie opanujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań; zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę.
Bezpieczeństwo i higiena pracy
Podczas zajęć musisz przestrzegać regulaminów, przepisów bhp i instrukcji
przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości dotyczące
przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska znajdziesz w jednostce modułowej 311[27].01.01 „Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony środowiska”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311[27].Z3
Technologia produkcji wyrobów papierniczych
311[27].Z3.01
Organizacja procesów produkcji
papieru i tektury
311[27].Z3.02
Wytwarzanie wyrobów
papierniczych
311[27].Z3.04
Wykonywanie obróbki wyrobów
papierniczych
311[27].Z3.03
Uszlachetnianie i wykończanie
wyrobów papierniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się komputerem i wyszukiwarką internetową,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej obowiązujące w pracowni i na stanowisku pracy,
−
wykonać i odczytać rysunki techniczne z uwzględnieniem wymiarowania,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną,
−
stosować i zamieniać jednostki układu SI,
−
posługiwać się podstawowymi pojęciami z zakresu fizyki i chemii, takimi jak: masa,
natężenie przepływu, prędkość liniowa, ciśnienie, siła, stężenie, gęstość, moc, energia,
−
wykonywać proste obliczenia matematyczne,
−
metrologię papierniczą: potrafić obsługiwać podstawowe urządzenia i wykonywać
oznaczenia właściwości wyrobów papierniczych,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
− uzasadnić potrzebę i cel uszlachetniania papieru i wyrobów papierniczych,
− dobrać metody uszlachetniania powierzchniowego papieru i tektur,
− dobrać urządzenia gładzące,
− określić sposoby zaklejania powierzchniowego papieru,
− zaplanować proces technologiczny przygotowania mieszanek pigmentowo-klejowych do
powlekania papieru,
− zaplanować proces technologiczny powierzchniowego zaklejania papieru,
− obsłużyć maszyny i urządzenia stosowane do uszlachetniania powierzchniowego papieru
i tektur,
− dobrać środki wiążące do zaklejania powierzchniowego i powlekania papieru,
− określić zasady obsługi pras zaklejających, powlekających i kalandrów,
− dobrać technologie wytwarzania papierów specjalnych: do kopiowania metodami
chemicznymi, papierów rejestracyjnych oraz papierów o właściwościach barierowych,
− dobrać technologie wytwarzania tektury falistej,
− określić zasady obsługi maszyn do produkcji tektury falistej,
− obsłużyć maszynę do produkcji tektury falistej,
− dobrać kleje do sklejania warstw tektury falistej,
− skorzystać z literatury zawodowej i innych źródeł informacji,
− zastosować przepisy bezpieczeństwa, higieny pracy i ochrony przeciwpożarowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Papiery i tektury zaklejane powierzchniowo
4.1.1. Materiał nauczania
Wyroby papiernicze w trakcie uszlachetniania i wykończania poddaje się następującym
operacjom technologicznym:
−
zaklejanie powierzchniowe – nanoszenie na powierzchnię wyrobu papierniczego
wodnych roztworów lub dyspersji środków wiążących,
−
powlekanie – nanoszenie na powierzchnię wyrobu papierniczego ciekłych:
−
roztworów – np. nanoszenie powłok bezpigmentowych (papiery rejestracyjne);
−
zawiesin – np. nanoszenie powłok pigmentowych (papiery drukowe, papiery
bezkalkowe);
−
mas w stanie stopionym – np. nanoszenie tworzyw sztucznych (papiery barierowe),
−
kalandrowanie – mechaniczne jedno- lub dwustronne uszlachetnianie powierzchniowe
papieru, polegające na wygładzaniu powierzchni (satynowaniu) i nadawaniu jej połysku
lub wykończenia matowego lub na wytłaczaniu papieru (uzyskiwaniu struktury
trójwymiarowej o określonym deseniu).
Zaklejanie powierzchniowe jest operacją jednostkową prowadzoną w urządzeniach
nazywanych prasami zaklejającymi. Polega ona na traktowania powierzchni papieru za
pomocą chemikaliów (najczęściej w postaci roztworu) przy niewielkim ich działaniu w głąb
struktury. Prasy zaklejające umieszczone są w części suszącej maszyny papierniczej.
Dla zapewnienia równomiernego profilu wilgotności i zapobieżenia zbyt silnemu wnikaniu
roztworu w głąb papieru, wstęgę papieru doprowadzoną do prasy zaklejającej suszy się aż do
suchości 98
÷
99%. Podczas zaklejania papier chłonie wodę, w związku z czym jego suchość
spada i konieczne jest zainstalowanie sekcji dosuszającej za prasą zaklejającą.
Celem zaklejania powierzchniowego jest:
−
poprawa równomierności powierzchni,
−
zmniejszenie chłonności,
−
poprawa właściwości wytrzymałościowych,
−
zwiększenie sztywności.
Środki stosowane do zaklejania powierzchniowego
Do zaklejania powierzchniowego stosuje się wodne roztwory hydrofilowych środków
wiążących lub wodne dyspersje hydrofobowych środków wiążących o lepkościach
w granicach 10
÷
100 mPa
⋅
s (tab. 1).
Tabela 1. Środki wiążące do zaklejania powierzchniowego
Nazwa środka zaklejającego
Postać
Stężenie podczas zaklejania
[%]
pochodne skrobi
roztwór
3
÷
15
karboksymetyloceluloza
roztwór
1
÷
2
alginian sodu
roztwór
0,8
÷
1,2
polialkohol winylu
roztwór
1
÷
3
tworzywa sztuczne (emulsje styrenowo-
akrylanowe)
dyspersja
1
÷
3
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
W przemyśle papierniczym, do zaklejania powierzchniowego najczęściej stosuje się
skrobię i jej pochodne.
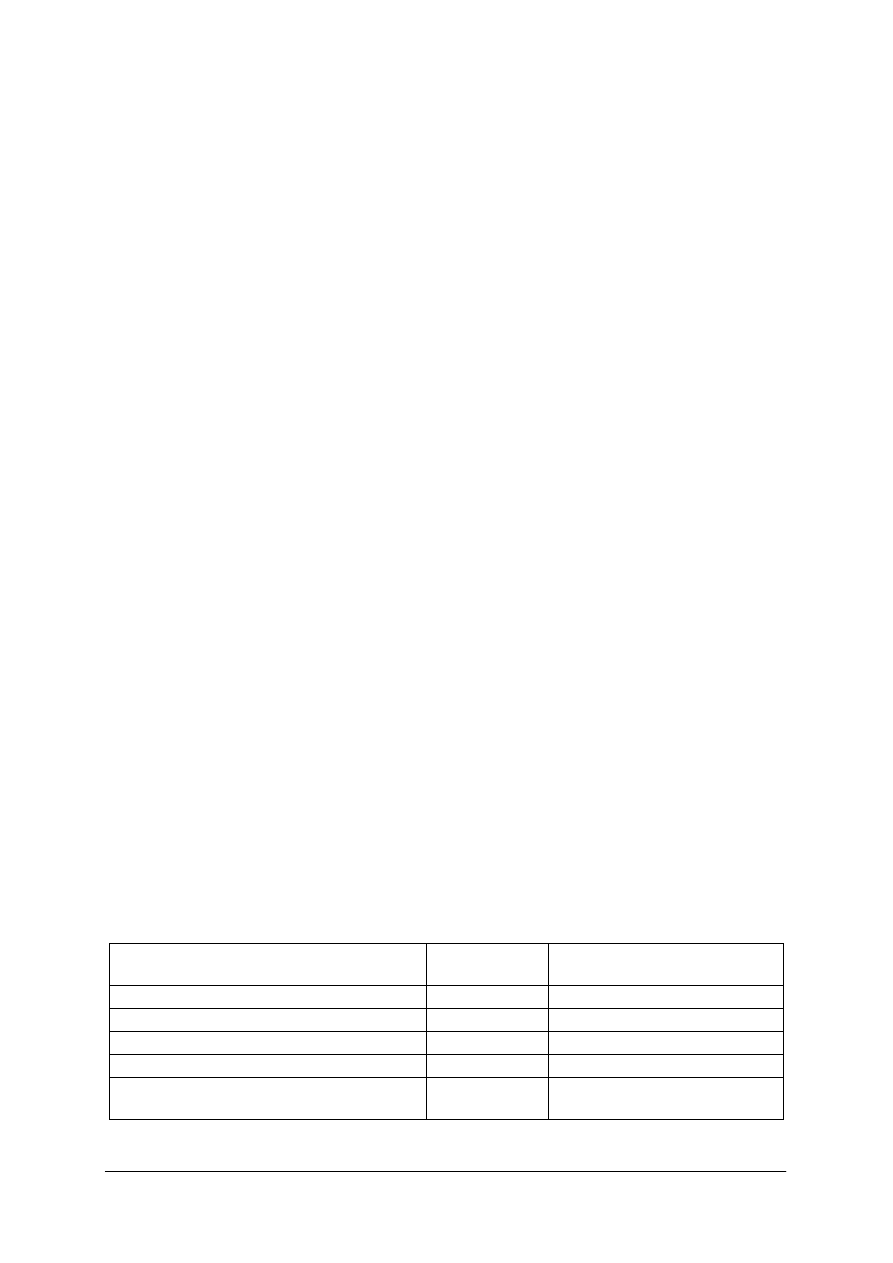
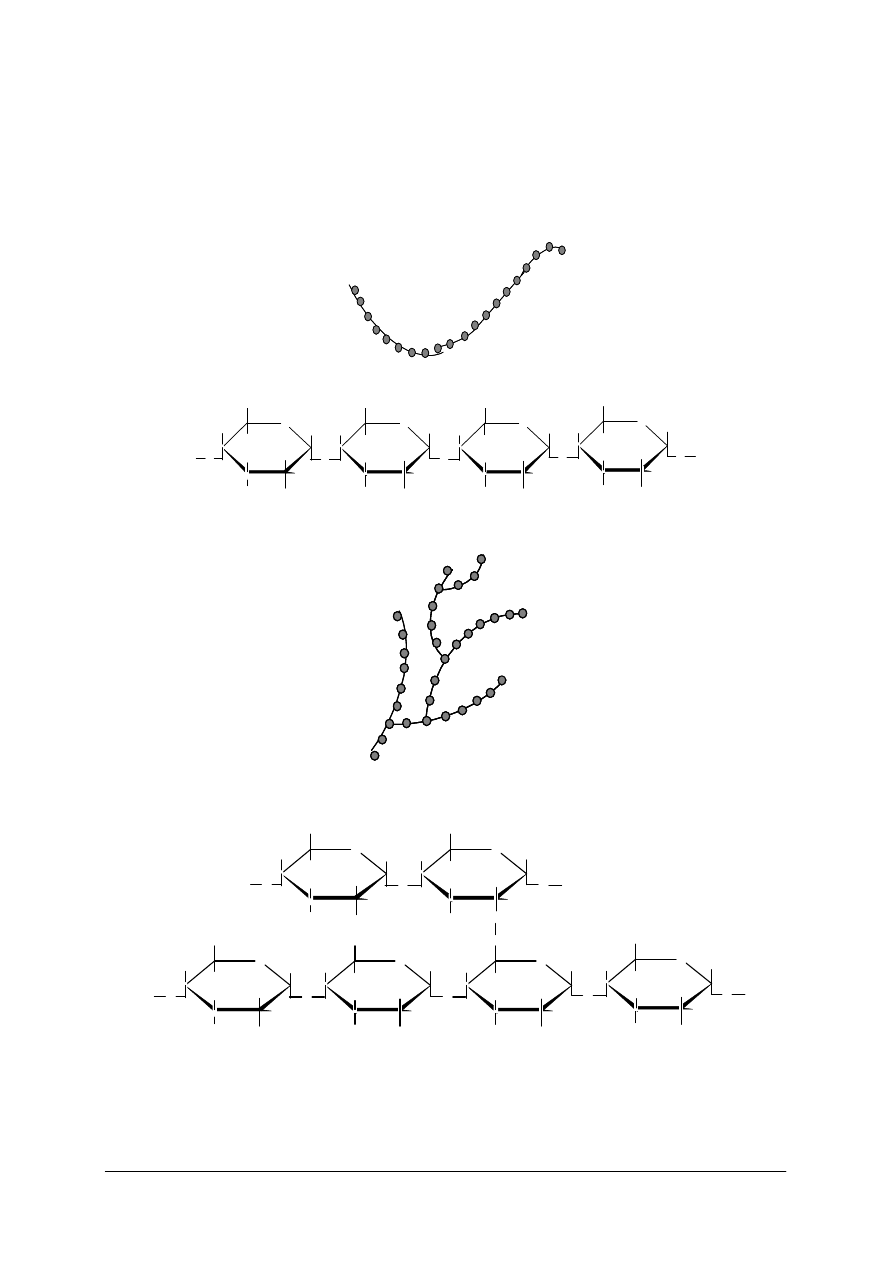
Skrobia jest węglowodanem, w skład którego wchodzą dwa polimery: amyloza
i amylopektyna. Amyloza (rys. 1) jest polimerem prostołańcuchowym, a jej zawartość
w skrobi wynosi 20
÷
30%. Amylopektyna (rys. 2) jest polimerem rozgałęzionym, a jej
zawartość w cząsteczce skrobi wynosi 80
÷
70%.
Rys. 1. Wzór chemiczny amylozy
Rys. 2. Wzór chemiczny amylopektyny
O
OH
OH
CH
2
OH
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
O
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
O
OH
CH
2
OH
O
O
O
O
OH
OH
CH
2
OH
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
O
O
OH
OH
CH
2
OH
O
O
O
OH
OH
CH
2
OH
O
O
OH
CH
2
OH
O
O
O

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Każde ziarno skrobi składa się z szeregu współśrodkowych warstw ułożonych wokół
jądra. Wielkość i kształt tych ziaren jest charakterystyczny dla macierzystej rośliny.
Surowcami roślinnymi do otrzymywania skrobi naturalnej (natywnej) są: kukurydza,
ziemniaki, pszenica, w mniejszej ilości także tapioka, kukurydza woskowata, ryż i jęczmień.
Zawartość skrobi w rozmaitych roślinach jest bardzo różna. Ziarna mają różny kształt
i wielkość – największe są ziarna skrobi ziemniaczanej 16
÷
90 µm, najmniejsze ryżowej od
3 do 7 µm. Skrobia ma wygląd białej mączki bez zapachu i smaku. Polimer nie jest
rozpuszczalny w wodzie zimnej, prawie nie pęcznieje i nie ma właściwości wiążących.
Ze względu na charakter polarny grupy wodorotlenowe różnych łańcuchów polimerów łączą
się nawzajem za pośrednictwem wiązań wodorowych, które powodują bardzo mocne ich
związanie i są przyczyną nierozpuszczalności skrobi natywnej w zimnej wodzie. Dopiero po
doprowadzeniu ciepła, a więc w podwyższonej temperaturze, która dla każdego rodzaju
skrobi jest specyficzna (dla skrobi z kukurydzy 62
÷
67ºC, z ziemniaków 56
÷
66ºC, z pszenicy
52
÷
63ºC) ziarna skrobi zaczynają pęcznieć, pobierają wodę i tracą przy tym swoją
specyficzną strukturę przechodząc w roztwór koloidalny o wysokiej lepkości. Jest to tzw.
proces kleikowania, celem którego jest zdysocjowanie wiązań wodorowych między grupami
OH (hydroksylowymi) łańcuchów skrobi. Proces kleikowania można prowadzić okresowo
w zbiornikach mieszalnych lub w sposób ciągły w dyszach do gotowania strumieniowego.
Roztwory skrobi natywnej o stężeniach przewidzianych technologicznie do zaklejania
powierzchniowego (3
÷
15%) mają tak wysoką lepkość, że ich stosowanie jest niemożliwe.
Konieczne jest obniżenie lepkości roztworów w wyniku modyfikacji łańcuchów skrobi.
Modyfikacje przeprowadzane na cząsteczce skrobi obejmują:
−
konwersję (przecinanie łańcuchów polimerowych),
−
derywatyzację chemiczną (otrzymywanie pochodnych skrobi).
Oba rodzaje modyfikacji skrobi powodują zmianę jej temperatury kleikowania. Prawie
wszystkie skrobie stosowane do zaklejania powierzchniowego poddawane są konwersji,
a wiele z nich również chemicznej derywatyzacji. W wyniku konwersji, czyli przecinania,
następuje obniżenie masy cząsteczkowej skrobi.
Urządzenia do zaklejania powierzchniowego
Tradycyjne prasy zaklejające
Tradycyjne prasy zaklejające stanowią zespoły dwuwalcowe w trzech podstawowych
układach:
−
pionowym,
−
poziomym,
−
ukośnym.
Za podstawę takiego podziału przyjmuje się położenie płaszczyzny przechodzącej przez
osie obu walców. Roztwór zaklejający doprowadza się do strefy styku walców obracających
się współbieżnie.
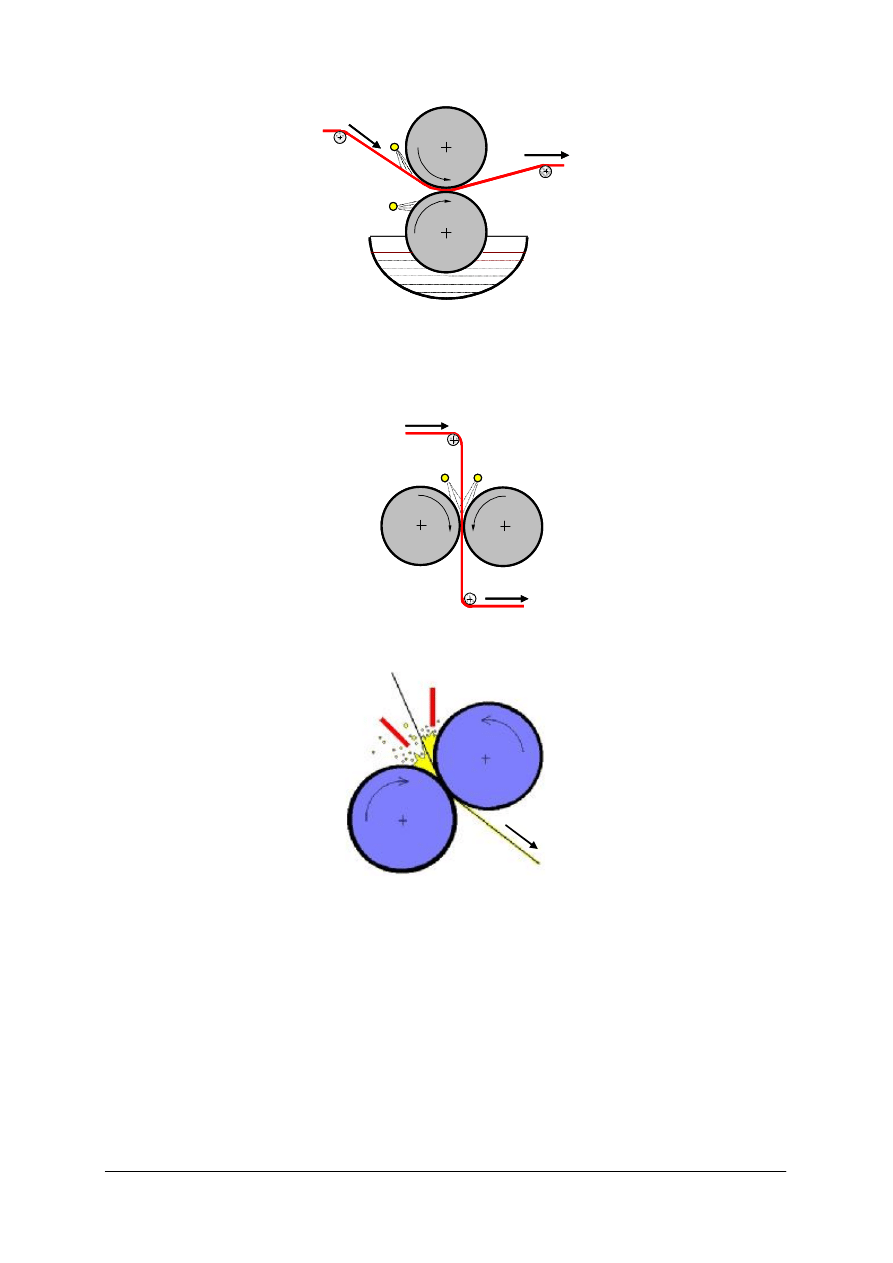
Najstarszym typem prasy jest prasa pionowa (rys. 3), w której roztwór środka
zaklejającego doprowadza się na górną stronę papieru bezpośrednio z rury natryskowej,
a z rury dolnej klej dostaje się najpierw na walec dolny i z niego na dolną stronę papieru.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. Pionowa prasa zaklejająca
W prasie zaklejającej w układzie poziomym (rys. 4) wstęga papieru przechodzi z góry w dół
pionowo przez klin roztworu zaklejającego między walcami, natomiast w prasie ukośnej
(rys. 5) – pod kątem, co pozwala na łatwiejszą regulację prowadzenia wstęgi.
Rys. 4. Pozioma prasa zaklejająca
Rys. 5. Ukośna prasa zaklejająca
Średnicę walców, która wynosi 0,8 do 1,5 m, dopasowuje się do prędkości maszyny
papierniczej. Oba walce są napędzane.
W tradycyjnych prasach zaklejających podaje się nadmiar roztworu, który tworzy klin
cieczy pomiędzy wstęgą papieru a powierzchnią walca. Ilość roztworu przechodzącego przez
obszar styku walców jest ograniczona przez ciśnienie w strefie styku walców. Przy wysokiej
prędkości obrotowej walców i wysokiej prędkości biegu wstęgi w powstałym klinie cieczy
obserwuje się burzliwość. Może to spowodować rozerwanie klina roztworu i rozpryskiwanie
poza strefę styku. Kropelki roztworu padają na przesuszoną wstęgę papieru przed wejściem
w prasę zaklejającą i lokalnie zwiększają wilgotność papieru w tych miejscach. Jest to
przyczyną nierównomiernego poboru roztworu zaklejającego przez wstęgę i wpływa ujemnie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
na właściwości gotowego papieru. Zbyt wysoka lepkość roztworu zaklejającego powoduje
wzrost tendencji do rozrywania klina cieczy w strefie styku walców. W miarę wzrastania
prędkości maszyny papierniczej należy stosować roztwory o coraz niższej lepkości,
co pociąga za sobą konieczność rozcieńczania roztworu albo stosowania skrobi o mniejszych
cząsteczkach (zdegradowanej w większym stopniu).
Nowoczesne prasy zaklejające
Trudności spowodowane przez zjawiska burzliwości w klinie roztworu zaklejającego
były bodźcem do opracowania konstrukcji pras zaklejających, w których wyeliminowano ten
klin. Nowoczesne (zmodyfikowane) prasy zaklejające dzielone są na:
−
prasy z walcami dozującymi,
−
prasy z walcami nanoszącymi oraz elementami dozującymi na walec nanoszący,
−
prasy z walcami nanoszącymi oraz walcami dozującymi o dużej średnicy (400 do 700
mm) i powierzchni rowkowanej.
Prasy z walcami dozującymi dominują w Japonii, podczas gdy przemysł papierniczy
europejski i północnoamerykański stosuje głównie prasy powlekające z walcami nanoszącymi
oraz elementami dozującymi. Prasy z walcami dozującymi o dużej średnicy i powierzchni
rowkowanej ustępują innym typom pod względem liczby instalowanych urządzeń.
Docisk walców nanoszących początkowo był podobny jak w tradycyjnych prasach
zaklejających: 35 do 50 kN/m. Obecnie obserwuje się tendencję do zmniejszania docisku.
Prędkość maszyn papierniczych ze zmodyfikowanymi prasami zaklejającymi osiąga dziś
1800 m/min. W chwili opuszczania przez papier strefy dociskowej walców nakładających
występują jednak problemy związane z rozszczepieniem warstwy powłoki (rys. 4)
i wyrywaniem włókien z papieru.
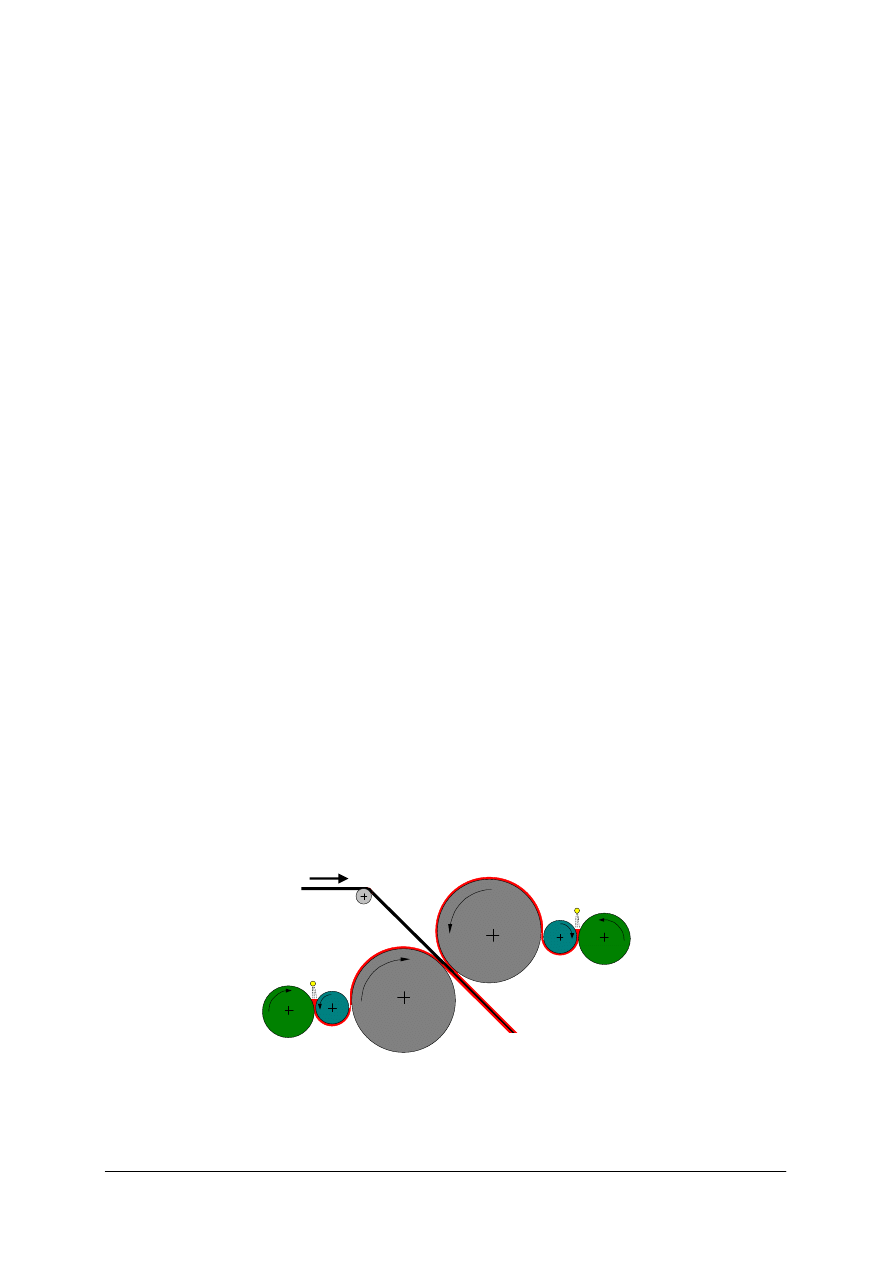
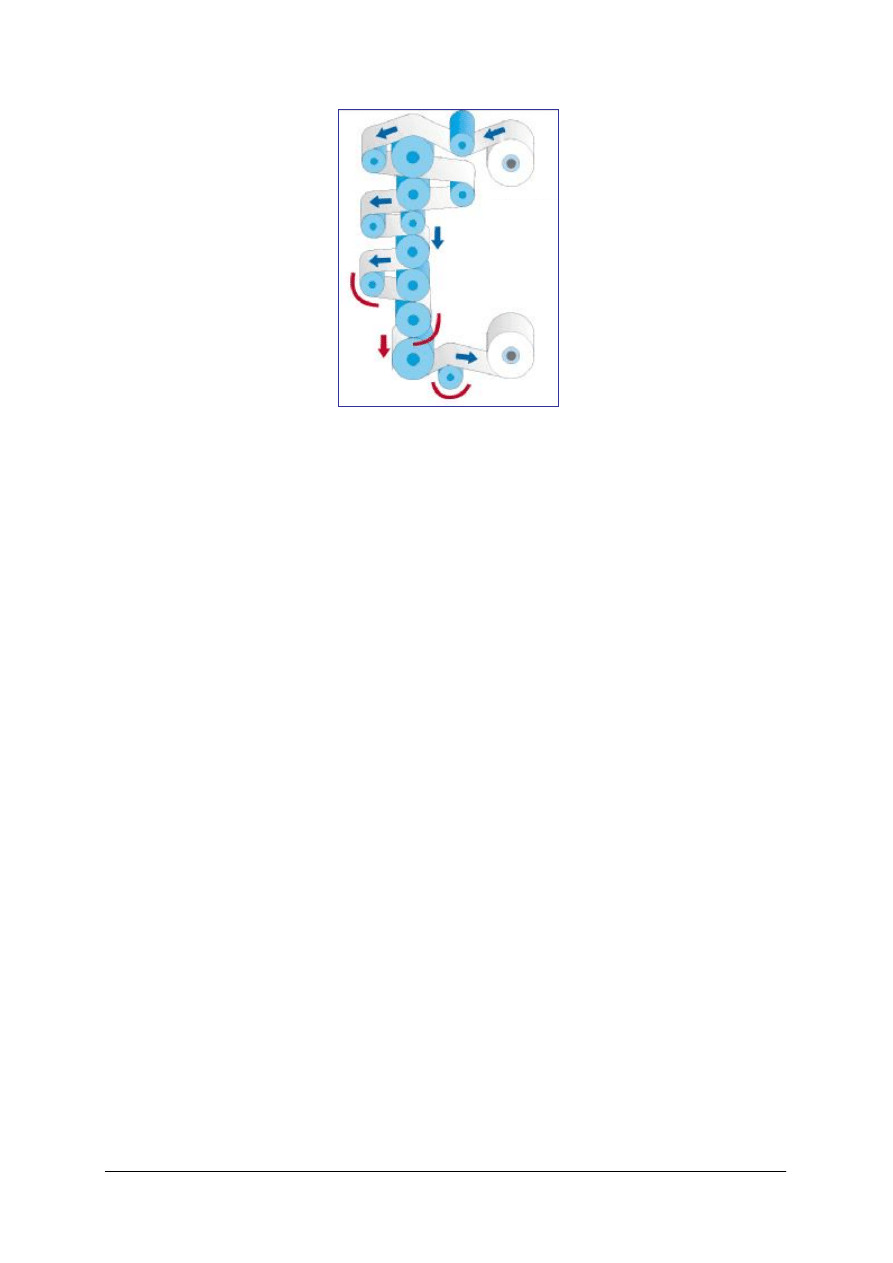
Prasa z walcami dozującymi (typu Gate Roll) składa się z napędzanych niezależnie
dwóch walców nanoszących i czterech walców dozujących (rys. 6). Roztwór skrobiowy
doprowadza się między dwa walce dozujące.
Ilość roztworu zaklejającego, nanoszona na powierzchnię papieru, jest kontrolowana
dzięki zróżnicowaniu prędkości obwodowej trzech walców (trzy walce po każdej stronie
wstęgi papieru). W przypadku odsunięcia walców dozujących urządzenie może pracować
jako tradycyjna prasa zaklejająca.
W porównaniu z prasami tradycyjnymi możliwe jest zwiększenie stężenia roztworu
skrobiowego, co wpływa na obniżenie obciążenia cylindrów dosuszających maszyny
papierniczej ze względu na mniejszą ilość wody do odparowania z warstewki klejowej.
W porównaniu z prasami tradycyjnymi prasa z walcami dozującymi wymaga większego
nakładu inwestycyjnego i znacznie wyższych kosztów konserwacji, co jest związane
z utrzymaniem w ruchu jednostek napędowych dla sześciu walców.
Rys. 6. Prasa z walcami dozującymi (typu Gate Roll)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Prasy z walcami nanoszącymi i elementami dozującymi
Problemy z konserwacją walców i rozszczepianiem warstwy roztworu zaklejającego
doprowadziły do skonstruowania prasy z walcami nanoszącymi oraz elementami dozującymi
roztwór zaklejający na walec nanoszący. Prasa z elementami dozującymi pozwala na pracę
bez klina roztworu zaklejającego. Urządzenie do wstępnego dozowania składa się z dyszy
oraz elementu dozującego. Roztwór dostarczany jest przez pompę do dyszy, która nanosi go
w niewielkim nadmiarze na powierzchnię walca (rys. 7). Element dozujący (pręt profilowany
lub gładki) pozostawia na walcu tylko określoną ilość roztworu zaklejającego o grubości od
9 do 28 mikrometra. Tego typu prasy są dostarczane przez wielu producentów maszyn.
Najbardziej znane w Europie są Speedsizer firmy Voith Sulzer (Niemcy), Filmpress firmy
Jagenberg (Niemcy) i Opti-Sizer firmy Valmet (obecnie Metso Corporation, Finlandia). Prasy
te różnią się przede wszystkim sposobem zamocowywania elementów dozujących.
Rys. 7. Prasa zaklejające typu Speedsizer
Jako elementy dozujące najczęściej stosowane są pręty o średnicy 10
÷
14 mm (rys. 8).
Początkowo stosowano pręty owinięte drutem. Jednakże podczas eksploatacji na
szybkobieżnych maszynach papierniczych stwarzały one spore kłopoty, gdyż w chwili, gdy
drut w wyniku przetarcia lub pęknięcia uległy odwinięciu, to powodowały zrywy papieru,
uszkodzenie urządzeń lub nawet zranienie osób obsługujących. Rozwiązano ten problem
przez
zastosowanie
prętów
obrabianych
skrawaniem
lub
laserem
z
rowkami
wyprofilowanymi podobnie, jak na prętach owiniętych drutem. Takie pręty mają większą
odporność na obciążenia mechaniczne.
Rys. 8. Pręty dozujące [1]
Grubość mokrej warstewki roztworu na walcu prasy jest funkcją średnicy drutu
nawojowego lub wyprofilowania (naniesienie objętościowe). Zależność ta ma charakter
liniowy i nie zależy od prędkości walca nanoszącego, tak więc w celu zmiany poboru
roztworu zaklejającego trzeba stosować pręty o różnej średnicy wyprofilowania.
W niektórych rozwiązaniach konstrukcyjnych pręty profilowane są zastępowane przez
pręty gładkie o średnicy 12
÷
50 mm. W tym przypadku ma się do czynienia z dozowaniem
hydrodynamicznym. Na grubość mokrej warstewki można wpływać poprzez zmianę docisku
pręta w określonych granicach. Im większa jest średnica pręta, tym – przy takich samych
dociskach wywieranych na pręt – uzyskuje się wyższą gramaturę nanoszonego roztworu
zaklejającego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Proces zaklejania powierzchniowego
Prawidłowo prowadzony proces wymaga bardzo dobrego kontaktu środka zaklejającego
z włóknami celulozowymi wstęgi papierniczej. W związku z tym stosuje się rozcieńczone
roztwory wodne, najczęściej roztwory skrobiowe o stężeniu od 3% do 15%. Zapewnia to
pobór roztworu w granicach od 30 do 50 kg na 1 tonę papieru i gramaturę suchej warstwy
zaklejającej od 2 do 5 g/m
2
na stronę. Po naniesieniu roztworu na powierzchnię papieru
i wysuszeniu, pory na powierzchni papieru zostają wypełnione warstewką skrobi, która
zmniejsza ich średnicę, a tym samym w gotowym papierze zmniejsza szybkość przenikania
płynów (cieczy, gazów) do jego wnętrza.
Na pobór roztworu zaklejającego istotny wpływ ma wiele czynników (parametrów)
decydujących o masie powłoki i przenikaniu (penetracji) roztworu zaklejającego. Można je
uszeregować w trzy grupy:
a) parametry związane z papierem podłożowym:
−
porowatość;
−
gładkość (szorstkość);
−
stopień zaklejenia w masie;
−
wilgotność,
b) parametry związane z roztworem zaklejającym:
−
skład (rodzaj środka zaklejającego i środków pomocniczych);
−
zawartość części stałych;
−
temperatura;
−
lepkość;
−
zdolność zatrzymywania wody,
c) parametry związane z konstrukcją prasy:
−
prędkość maszyny papierniczej;
−
głębokość klina roztworu zaklejającego;
−
ciśnienie w strefie styku;
−
szerokość strefy styku.
Papier pobiera większą objętość roztworu zaklejającego, gdy:
−
lepkość roztworu jest niska (przy czym lepkość roztworu zmniejsza się ze wzrostem jego
temperatury),
−
prędkość maszyny papierniczej jest niska,
−
papier jest słabo zaklejony w masie.
Większą gramaturę warstwy klejowej uzyskuje się w przypadku, gdy:
papier podłożowy ma dużą szorstkość,
w strefie styku walców panuje niskie ciśnienie.
Spośród czynników wywierających wpływ na pobór roztworu zaklejającego
najłatwiejszymi do regulowania są stężenie i lepkość tego roztworu. Stężenie jest zwykle
utrzymywane na możliwie najwyższym do uzyskania poziomie, aby zmniejszyć ilość wody,
którą trzeba odparować za prasą zaklejającą (w sekcji dosuszającej). Należy przy tym jednak
zwracać baczną uwagę, aby lepkość roztworu była odpowiednia.
Lepkość roztworu zaklejającego zależy od:
−
rodzaju środka wiążącego,
−
stężenia,
−
temperatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Suszenie papieru zaklejonego powierzchniowo
Po przejściu przez prasę zaklejającą wyrób papierniczy przechodzi do sekcji
dosuszającej. Sekcja ta może składać się z typowych cylindrów suszących lub może
wykorzystywać inne metody suszenia.
W zależności od mechanizmów przenoszenia ciepła można wyróżnić trzy metody
suszenia:
−
promieniowanie – suszarnie radiacyjne wykorzystujące promienniki podczerwieni,
−
konwekcja – powietrzne suszarnie flotacyjne (konwekcyjne),
−
przewodzenie – cylindry suszące.
Podczas procesu zaklejania powierzchniowego, wysuszony uprzednio papier, wchłania
wodę z roztworu zaklejającego. W wyniku tego następuje rozszerzanie się papieru, głównie
w kierunku poprzecznym wstęgi. Może to być przyczyną powstawania zmarszczek
i zagniotów na cylindrach suszących i urządzeniach gładzących maszyny papierniczej.
Środkiem zaradczym może być tu zainstalowanie wygiętego łukowo wałka rozfałdowującego
z okładziną nieprzyczepną lub transport pneumatyczny (między prasą zaklejającą i pierwszym
cylindrem dosuszającym).
Innym problemem w sekcji dosuszającej, wyposażonej tylko w typowe cylindry suszące,
jest przyklejanie się warstewki powierzchniowej do suszników i cylindrów. Może być
to przyczyną
uszkodzenia
powierzchni
produkowanego
wyrobu
lub
zrywów.
Przeciwdziałamy temu np. stosując pierwsze dwa cylindry z okładziną nieprzyczepną i bez
suszników. Zalecana jest również niższa temperatura (60
÷
85oC) tych cylindrów w celu
uniknięcia nagłego wysychania i tworzenia się skorupy środka wiążącego na powierzchni
wstęgi.
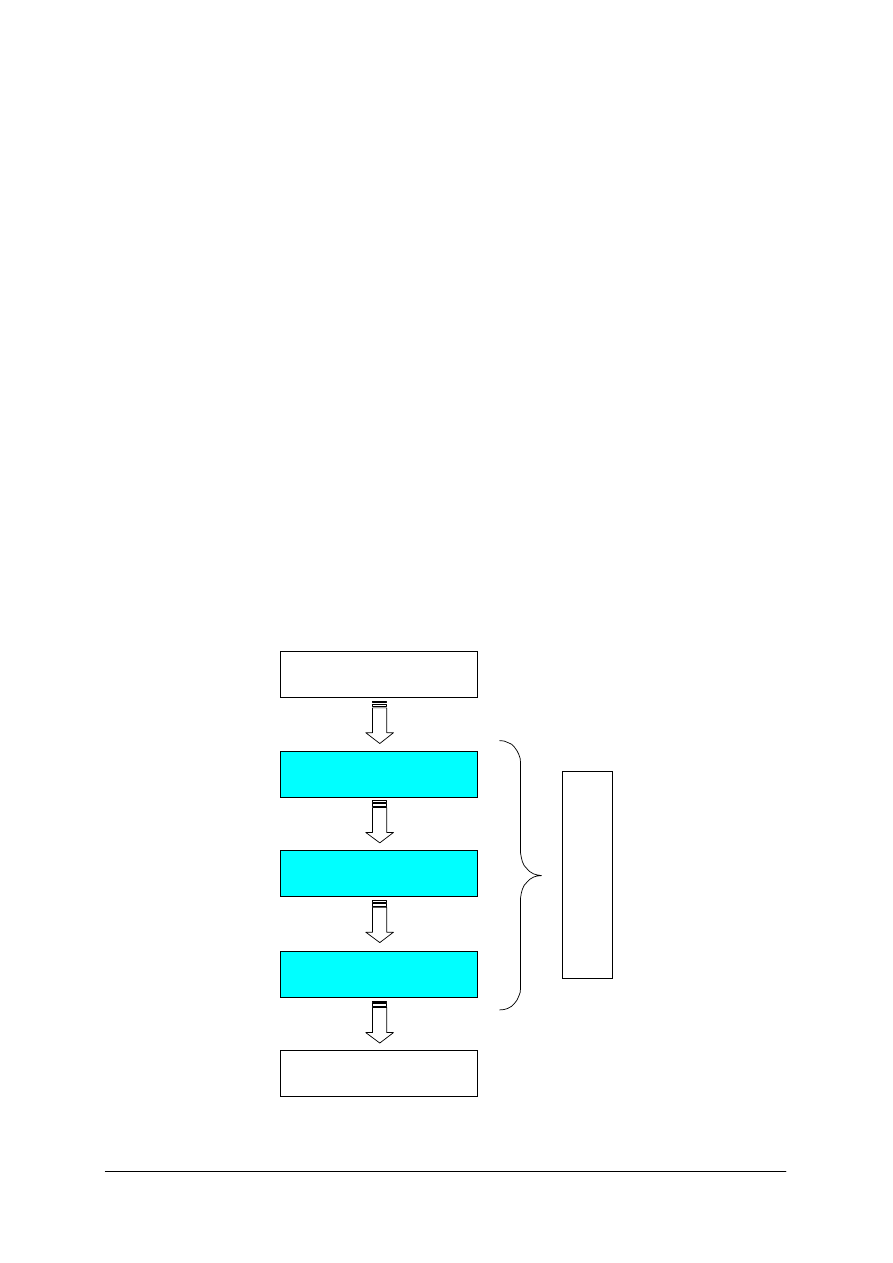
Ze względu na wymienione wyżej problemy, najlepsza wydaje się sekcja dosuszająca,
której schemat blokowy przedstawiono na rys. 9.
Rys. 9. Schemat blokowy produkcji papieru zaklejanego powierzchniowo
gładzik, nawijak
suszarnia radiacyjna IR
suszarnia konwekcyjna
cylindry suszące
prasa zaklejająca
s
s
e
e
k
k
c
c
j
j
a
a
d
d
o
o
s
s
u
u
s
s
z
z
a
a
j
j
ą
ą
c
c
a
a

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wpływ metody zaklejania powierzchniowego na właściwości papieru
Jakość papieru zaklejanego powierzchniowo zależy od:
−
właściwości podłoża papierowego,
−
stosowanych chemikaliów,
−
urządzeń do nanoszenia roztworu zaklejającego,
−
sposobu manipulowania wstęgą papieru,
−
warunków suszenia papieru.
Podczas zaklejania powierzchniowego należy brać pod uwagę:
−
migrację roztworu spowodowaną ciśnieniem między walcami prasy,
−
czas trwania ciśnienia,
−
siły występujące w kierunku prostopadłym do powierzchni papieru.
Pierwsze dwa czynniki decydują o lokalizacji skrobi na powierzchni i wewnątrz papieru.
Trzeci czynnik wpływa na ciągłość powłoki skrobiowej i na jednorodność powierzchni
papieru.
Jeśli skrobia pozostaje na powierzchni papieru to obserwujemy wzrost:
−
zatrzymania farby;
−
połysku nadruku;
−
odporności powierzchni na zrywanie;
−
odporności na przedarcie,
b) spadek:
−
pylenia;
−
porowatości.
Głębokie przenikanie skrobi w podłoże papierowe poprawia wiązania wewnętrzne
między włóknami, zwiększa właściwości wytrzymałościowe papieru – wyjątkiem jest
zmniejszenie odporności na przedarcie, zmniejsza nieprzezroczystość papieru.
Czas przebywania pod ciśnieniem mokrej powłoki skrobiowej w zmodyfikowanych
prasach zaklejających jest taki sam jak w tradycyjnej prasie zaklejającej, ale strefa styku
walców nanoszących nie jest zalana roztworem zaklejającym i na walcu nanoszącym znajduje
się bardzo cienka warstewka roztworu skrobiowego. Po zetknięciu się walca nanoszącego
prasy z papierem warstewka roztworu jest przenoszona na papier, gdyż ma do niego większą
adhezję niż do powierzchni walca nanoszącego. Papier gwałtownie wchłania wodę, co
powoduje bardzo duży wzrost lepkości cieczy w warstewce roztworu.
W momencie opuszczania strefy docisku warstewka roztworu zaklejającego rozszczepia
się, gdyż powierzchnia walca nanoszącego odsuwa się od powierzchni papieru. Rozciągająca
się aż do zerwania warstewka roztworu powoduje występowanie sił prostopadłych do
powierzchni papieru. Ze względu na szybsze wysychanie warstewki roztworu zaklejającego,
a więc i większą lepkość roztworu zaklejającego w momencie opuszczania strefy styku
walców, siły te są większe w prasach zmodyfikowanych niż w tradycyjnych prasach
zaklejających. Efektem tego zjawiska są ślady rozszczepienia warstewki kleju w postaci tzw.
„skórki pomarańczowej”. Dla otrzymania papieru bez tej wady należy pracować z roztworami
zaklejającymi o odpowiednim nie za wysokim stężeniu, gdyż wówczas utrzymuje się niską
lepkość roztworu nawet po jego odwodnieniu w prasie zaklejającej.
Zmodyfikowane prasy zaklejające pracujące bez strefy zalania nie pozwalają na głębokie
wnikanie roztworu zaklejającego, gdyż nanoszona w nich niewielka ilość roztworu szybko
osiąga punkt immobilizacji (unieruchomienia) oddając wodę do podłoża.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W której części maszyny papierniczej instalowane są prasy zaklejające?
2. Czym się różni tradycyjna zaklejająca prasa pionowa od poziomej?
3. W jaki sposób jest dozowany roztwór zaklejający na tradycyjnych prasach zaklejających?
4. Jakie środki są stosowane do zaklejania powierzchniowego?
5. Jak jest przenoszony na papier roztwór skrobiowy w prasie typu Speedsizer?
6. Jak zaklejanie powierzchniowe wpływa na chłonność farby drukowej?
7. Jak zaklejanie powierzchniowe wpływa na odporność powierzchni na zrywanie?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przygotuj roztwory środków wiążących stosowanych do zaklejania powierzchniowego
wyrobów papierowych i zapoznaj się z ich właściwościami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać odpowiednie obliczenia, tak aby otrzymać np. 200 g wodnego roztworu środka
zaklejającego o stężeniu wagowym np. 5%,
4) odważyć do oddzielnych zlewek środek wiążący i wodę,
5) wsypać środek wiążący do zlewki z wodą i zamieszać bagietką; całość zważyć i zapisać
wynik,
6) wstawić zlewkę z zawiesiną do łaźni wodnej i doprowadzić do rozpuszczenia środka
wiążącego (mieszając bagietką od czasu do czasu),
7) po otrzymaniu roztworu, całość ostudzić do temperatury pokojowej, zważyć i uzupełnić
brakującą (wyparowaną) wodę,
8) oznaczyć lepkość – wykonać po trzy oznaczenia oraz obliczyć wartość średnią
i odchylenie standardowe,
9) zapisać w zeszycie przebieg ćwiczenia, obliczenia i wyniki pomiarów.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
hydrofilowe
środki
wiążące
(skrobia
naturalna,
skrobia
modyfikowana,
karboksymetyloceluloza, polialkohol winylu),
−
woda,
−
zlewki,
−
bagietki,
−
waga analityczna,
−
łaźnia wodna,
−
kalkulator,
−
lepkościomierz,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Ćwiczenie 2
Rozpoznaj rodzaje pras zaklejających.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie zasadę działania pras zaklejających,
4) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusze ze schematami różnych pras zaklejających,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Narysuj zasadę działania pionowej i poziomej prasy zaklejającej oraz prasy typu
Speedsizer.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie zasadę działania pras zaklejających,
4) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusze papieru,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
10) scharakteryzować zasadę pracy poziomej prasy zaklejającej?
11) scharakteryzować zasadę pracy prasy zaklejającej typu Speedsizer?
12) rozpoznać urządzenia do zaklejania powierzchniowego?
13) wymienić środek wiążący, najczęściej stosowany do zaklejania
powierzchniowego?
14) wymienić rodzaje suszarni, stosowane do suszenia papierów zaklejanych
powierzchniowo?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Drukowe papiery i tektury z powłokami pigmentowymi
4.2.1. Materiał nauczania
Drukowe papiery i tektury z powłokami pigmentowymi otrzymuje się metodą
powlekania na maszynie papierniczej lub poza nią. Powlekanie to jeden ze sposobów
powierzchniowego uszlachetniania wyrobów papierniczych. Proces ten polega na nanoszeniu
na powierzchnię papieru substancji ciekłych, nazywanych mieszankami powlekającymi.
Po naniesieniu na papier są one następnie suszone. W wyniku tego procesu struktura
włóknista podłoża papierowego zostaje pokryta powłoką składającą się z drobnoziarnistych
pigmentów białych lub barwnych, środków wiążących oraz środków pomocniczych.
Powlekanie na skalę przemysłową przeprowadzane jest na powlekarkach dobranych
odpowiednio do rodzaju mieszanki powlekającej, podłoża papierowego oraz w zależności od
żądnych właściwości produktu powlekanego.
Najważniejszym przeznaczeniem wyrobów papierniczych z powłokami pigmentowymi
jest ich zastosowane jako podłoży drukowych. Nanoszenie na papier mieszanek
pigmentowych ma na celu:
−
poprawę wyglądu i równomierności powierzchni,
−
poprawę gładkości,
−
poprawę białości lub nadanie odpowiedniej barwy,
−
poprawę nieprzezroczystości,
−
nadanie odpowiedniego połysku,
−
nadanie odpowiednich właściwości wytrzymałościowych,
−
poprawę jakości drukowania.
Właściwości powłoki zależą od grupy morfologicznych właściwości, określanych zwykle
mianem „struktura powłoki”. Struktura ta, tworzona podczas konsolidacji powłoki jest
uzależniona od wielu różnych czynników takich jak:
−
rodzaj papieru podłożowego,
−
skład mieszanki powlekającej,
−
metoda nakładania mieszanki,
−
warunki suszenia,
−
metoda wygładzania.
Środki stosowane do powlekania
W skład pigmentowych mieszanek powlekających wchodzą: pigment, środki wiążące,
środki pomocnicze oraz woda. Woda pełni rolę rozpuszczalnika hydrofilowych środków
wiążących, nośnika pigmentów, hydrofobowych środków wiążących oraz środków
pomocniczych. Podczas konsolidacji może ona przemieszczać się zarówno do powierzchni
powłoki, jak i do podłoża papierowego.
Pigmenty
Pigment jest głównym składnikiem powłoki. Jego udział w substancji stałej mieszanki
wynosi około 80%. Jego zadaniem jest wypełnienie nierówności podłoża papierowego w ten
sposób, aby utworzyć porowatą powłokę, co wpływa na równomierne wchłanianie farby,
połysk druku, a także na białość i nieprzezroczystość papierów powlekanych.
Dobry pigment powinien charakteryzować się:
−
nieprzezroczystością i zdolnością krycia podłoża papierowego,
−
odpowiednim rozkładem wielkości cząstek,
−
dobrą dyspergowalnością w wodzie,
−
korzystnymi właściwościami reologicznymi w zawiesinach wodnych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
niskim zapotrzebowaniem na środek wiążący,
−
dobrą podatnością na wygładzanie,
−
dobrym przyjmowaniem farb drukowych,
−
brakiem tendencji do:
a) wywoływania korozji;
b) ścierania innych powierzchni,
c) niską ceną.
Do najczęściej stosowanych pigmentów należy kaolin i węglan wapnia. Czasami
w wysokogatunkowych papierach drukowych stosuje się również ditlenek tytanu
(biel tytanową). Najczęściej pod pojęciem „pigment” rozumie się mieszaninę pigmentów,
np. 60% kaolinu i 40% węglanu wapnia.
Kaolin jest pigmentem najczęściej stosowanym do powlekania wyrobów papierniczych.
Stanowi on praktycznie podstawę wszystkich mieszanek do powlekania papierów drukowych
i jest często jedynym pigmentem w tych mieszankach. Posiada charakterystyczną strukturę
płytkową. Podczas powlekania płytki układają się równolegle do powierzchni podłoża
papierowego, co wpływa korzystnie na podatność powłoki na gładzenie i jest przyczyną
wysokiej gładkości i połysku powłoki po satynowaniu.
Węglan wapnia (naturalny lub strącony) jest po kaolinie najczęściej stosowanym
pigmentem do powlekania. Jego ziarna mają kształt bryłowaty, dzięki czemu powłoka z jego
udziałem ma wysoką mikroporowatość z licznymi powierzchniami granicznymi pigment –
powietrze,
na
których
następuje
rozpraszanie
światła
poprawiając
białość
i nieprzeźroczystość, lecz zmniejszając połysk powłoki. Samodzielnie jest stosowany
w powłokach gruntowych, którym nadaje wysoką porowatość ułatwiającą wnikanie
i zakotwiczanie nakładanych na nie następnych powłok. W powłokach, od których wymaga
się matowej powierzchni przy jednocześnie wysokiej gładkości, stosuje się go najczęściej
w mieszaninie z kaolinem, przy czym udział węglanu wapnia nie przekracza 70 % ogólnej
ilości pigmentów w powłoce.
Biel tytanowa ma bardzo wysoki współczynnik załamania światła, dzięki czemu nadaje
powłokom pigmentowym wysoką białość i nieprzezroczystość. Ze względu na wysoką cenę
stosowana jest zwykle w ilości nie wyższej niż 20% ogólnej ilości pigmentów w powłoce
(najczęściej z kaolinem), poprawiając białość i zdolność krycia oraz zmniejszając
niebezpieczeństwo przeświecania nadruku z drugiej strony papieru.
Środki wiążące
Środki wiążące są odpowiedzialne:
1. W mieszance pigmentowej za:
−
lepkość;
−
zdolność zatrzymywania wody,
2. W powłoce pigmentowej za:
−
wzajemne powiązanie ze sobą cząstek pigmentu;
−
przytwierdzenie powłoki do powierzchni podłoża papierowego;
−
odporność powierzchni na zrywanie;
−
adsorpcję farb drukowych;
−
odporność powłoki na wodę.
W związku z tym środkom wiążącym stawia się następujące wymagania:
−
dobra zdolność wiązania cząstek pigmentu,
−
odpowiednia lepkość dla wymaganego stężenia mieszanki powlekającej,
−
bardzo dobre właściwości błonotwórcze,
−
powinien zapobiegać pyleniu powłoki,
−
błony powinny być bezbarwne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Środki wiążące dodawane są do mieszanek w małych ilościach. Ich udział na ogół nie
przekracza 20% substancji stałej mieszanki. Wynika to między innymi ze względów
ekonomicznych. Poza tym zbyt duża ilość środków wiążących wpływa niekorzystnie na
właściwości gotowego wyrobu papierniczego, gdyż zmniejsza porowatość, chłonność,
nieprzezroczystość powłoki, a także zdolność zakotwiczania farby drukowej.
Do pigmentowych mieszanek powlekających dodaje się dwa rodzaje środków wiążących:
−
hydrofobowe środki wiążące (np. lateks styrenowo-butadienowy),
−
hydrofilowe środki wiążące (np. skrobia, polialkohol winylu).
Hydrofobowe środki wiążące charakteryzują się wysoka zdolnością wiązania cząstek
pigmentu. Nadają powłokom dużą elastyczność, gładkość, odporność na wodę i na zrywanie
powierzchni. Zaletą tego rodzaju środków jest obniżanie lepkości mieszanek powlekających.
Natomiast za wadę uważa się małą zdolność do zatrzymywania wody oraz niską odporność
na siły ścinające.
Cechą charakterystyczną hydrofilowych środków wiążących jest absorbowanie wody,
przez co zostaje ona zatrzymana w powłoce. Wchłonięta przez hydrofilowe środki wiążące
woda nie wnika w papier podłożowy. Absorbowanie wody przez hydrofilowe środki wiążące
jest korzystne, ponieważ dzięki powstrzymaniu oddawania wody do podłoża mieszanka
powlekająca nie jest za sucha w momencie zetknięcia z głowicą odmierzającą grubość
powłoki i wyrównującą masę powłokową na powierzchni papieru.
Dodawanie obu rodzajów środków wiążących ma na celu zapewnienie odpowiedniej
lepkości mieszanek powlekających, utrzymanie wody w mieszance powlekającej
i zachowanie jej płynności po naniesieniu na papier (odpowiedni stopień zatrzymania wody)
oraz uzyskanie powłok o jak najbardziej korzystnych właściwościach. Warto zaznaczyć, że
procentowy udział hydrofobowych środków wiążących jest większy niż hydrofilowych.
Te drugie nazywane są często „co-binders”, czyli środkami współwiążącymi.
Środki pomocnicze
Środki pomocnicze dodaje się do mieszanek powlekających, by ułatwić ich
przygotowane, a także w celu ułatwienia nakładania powłoki oraz nadania powłoce żądanych
właściwości. Do środków pomocniczych zaliczamy:
−
środki dyspergujące,
−
środki przeciwpianowe,
−
środki zmniejszające lepkość,
−
środki smarujące,
−
środki nadające wodoodporność,
−
wybielacze optyczne.
Przygotowanie mieszanki powlekającej i jej właściwości
Przygotowanie mieszanki powlekającej polega na zdyspergowaniu pigmentów w wodzie
za pomocą intensywnego mieszania, a następnie dodaniu do uzyskanej zawiesiny roztworów
hydrofilowych wiążących i chemicznych środków pomocniczych. Dyspersje hydrofobowych
środków wiążących (lateksy) dodaje się do gotowej już mieszanki na samym końcu, gdyż źle
znoszą one działanie wysokich naprężeń ścinających podczas mieszania i mogą ulec
koagulacji.
Do przygotowania dyspersji pigmentu dodaje się środki dyspergujące, które ułatwiają
otrzymywanie trwałej niskolepkiej zawiesiny pigmentów w wodzie. Ich oddziaływanie polega
na nadaniu cząstkom pigmentu jednoimiennego ładunku elektrycznego, co powoduje
zniesienie przyciągania się tych cząstek. Dzięki temu cząstki pigmentu nie zbijają się
w większe skupiska, które utrudniają ruch w zawiesinie i wskutek tego zwiększają jej
lepkość.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
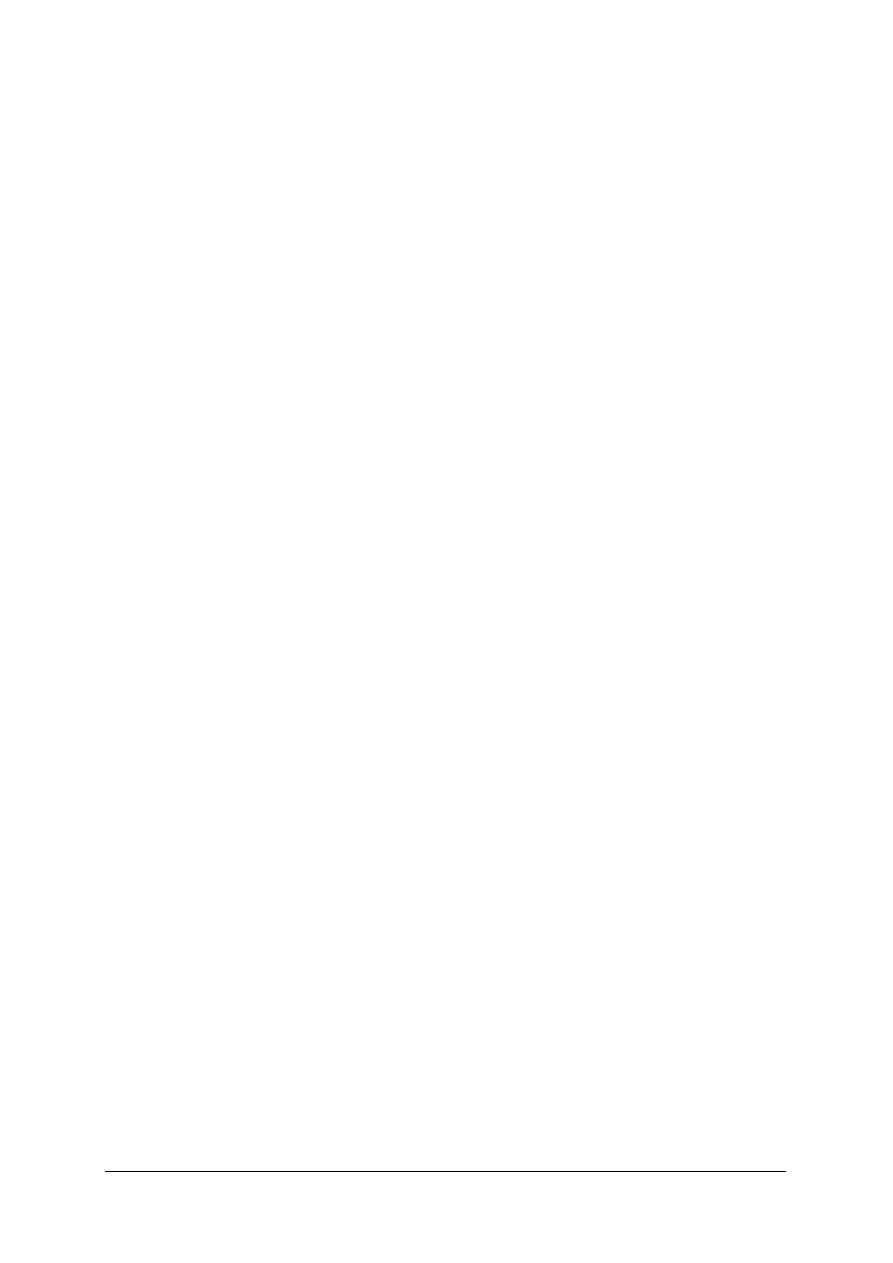
Mieszanki pigmentowe do powlekania papieru lub tektury przygotowuje się w tzw.
„kuchni past”, której głównym elementem jest mieszalnik (rys.10).
Rys. 10. Mieszalnik „kuchni past” [1]
Za pomocą zaworów sterowanych ręcznie lub automatycznie dozuje się do mieszalnika
poszczególne składniki zgodnie z przewidzianą recepturą w następującej kolejności:
−
woda,
−
środek dyspergujący,
−
pigmenty,
−
roztwór hydrofilowego środka wiążącego,
−
chemiczne środki pomocnicze,
−
dyspersja hydrofobowego środka wiążącego.
Przed wprowadzeniem lateksu należy doprowadzić pH mieszanki do ok. 8 (np. stosując
wodorotlenek sodu), gdyż dyspersje te są bardziej trwałe w obszarze alkalicznym.
Zawartość suchych substancji w mieszance powlekającej zależy od jej składu oraz
od metody nakładania powłoki i wynosi od 35
÷
40% dla powlekarek ze szczotką powietrzną
do 55
÷
65% dla powlekarek skrobakowych. W każdym przypadku należy dążyć do
uzyskania i przerobu mieszanki pigmentowej o możliwie największym stężeniu
przewidzianym dla danego systemu powlekającego.
Lepkość powinna być dostosowana do metody powlekania i wynosić od 100
÷
200 mPa
⋅
s
dla powlekarek ze szczotką powietrzną i pras powlekających do 1000
÷
3000 mPa
⋅
s dla
powlekarek skrobakowych.
Wartość pH mieszanek pigmentowych powinna wynosić od 7,5 do 8,5 i jest regulowana
za pomocą roztworu ługu, np. NaOH. Wartość pH powłoki ma wpływ na szybkość schnięcia
farby drukarskiej i intensywność nadruku.
Zdolność zatrzymywania wody jest to zdolność mieszanki do wiązania zawartej w niej
wody za pomocą rozpuszczalnych hydrofilowych środków wiążących. Właściwość ta jest
szczególnie ważna, jeśli mieszanka ma wysoką zawartość substancji stałych i wchodzi
w kontakt z chłonnym papierem podłożowym.
Z mieszanki o niskiej zdolności zatrzymywania wody podłoże odciąga stosunkowo dużo
wody, wskutek czego lepkość mieszanki gwałtownie wzrasta, a konieczna do wyrównania
powłoki płynność ulega obniżeniu. Powstaje tzw. „markowanie” powłoki – nierównomierna
powierzchnia, bardzo niekorzystna dla jakości druku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Mała zdolność zatrzymywania wody cechuje zwłaszcza mieszanki powlekające z dużym
udziałem lateksów, gdyż ich hydrofobowe cząstki nie utrzymują wody i pozwalają jej łatwo
przepływać z mieszanki do podłoża papierowego.
Zdolność zatrzymywania wody w mieszankach powlekających reguluje się dodatkiem
hydrofilowych środków wiążących.
Na równomierne rozprowadzenie masy powłokowej na powierzchni papieru ma także
duży wpływ czas od momentu naniesienia mieszanki na podłoże do chwili wyrównania
powłoki na powlekarce. Im czas ten jest krótszy, tym mieszanka może wykazywać mniejszą
zdolność zatrzymywania wody.
Nanoszenia mieszanek powlekających
Powlekanie mieszankami pigmentowymi może odbywać się bezpośrednio na maszynie
papierniczej lub na oddzielnych powlekarkach w odrębnym procesie przetwórczym.
Dobór metody powlekania zależy od rodzaju podłoża papierowego, na które ma być
nakładana powłoka oraz od żądanej jakości produktu finalnego.
Powlekanie na maszynie papierniczej odbywa się, podobnie jak zaklejanie
powierzchniowe, w części suszącej na tzw. prasach powlekających (typu Gate Roll lub
Speed-Coater). Polega ono na nanoszeniu na powierzchnie papieru wstępnie odmierzonej
ilości mieszanki powlekającej. Konstrukcja pras powlekających jest zbliżona do konstrukcji
pras zaklejających.
Najczęściej stosowanymi powlekarkami instalowanymi poza maszyną papierniczą
są urządzenia skrobakowe. Na powlekarkach skrobakowych mieszanka jest nanoszona na
papier w nadmiarze, najczęściej przez walec nanoszący lub dyszę. Zgarnianie nadmiaru
i wyrównywanie powłoki odbywa się za pomocą elestycznego skrobaka. Powłoki uzyskane
metodą skrobakową mają równomierną, gładką powierzchnię, lecz grubość powłoki nie jest
stała.
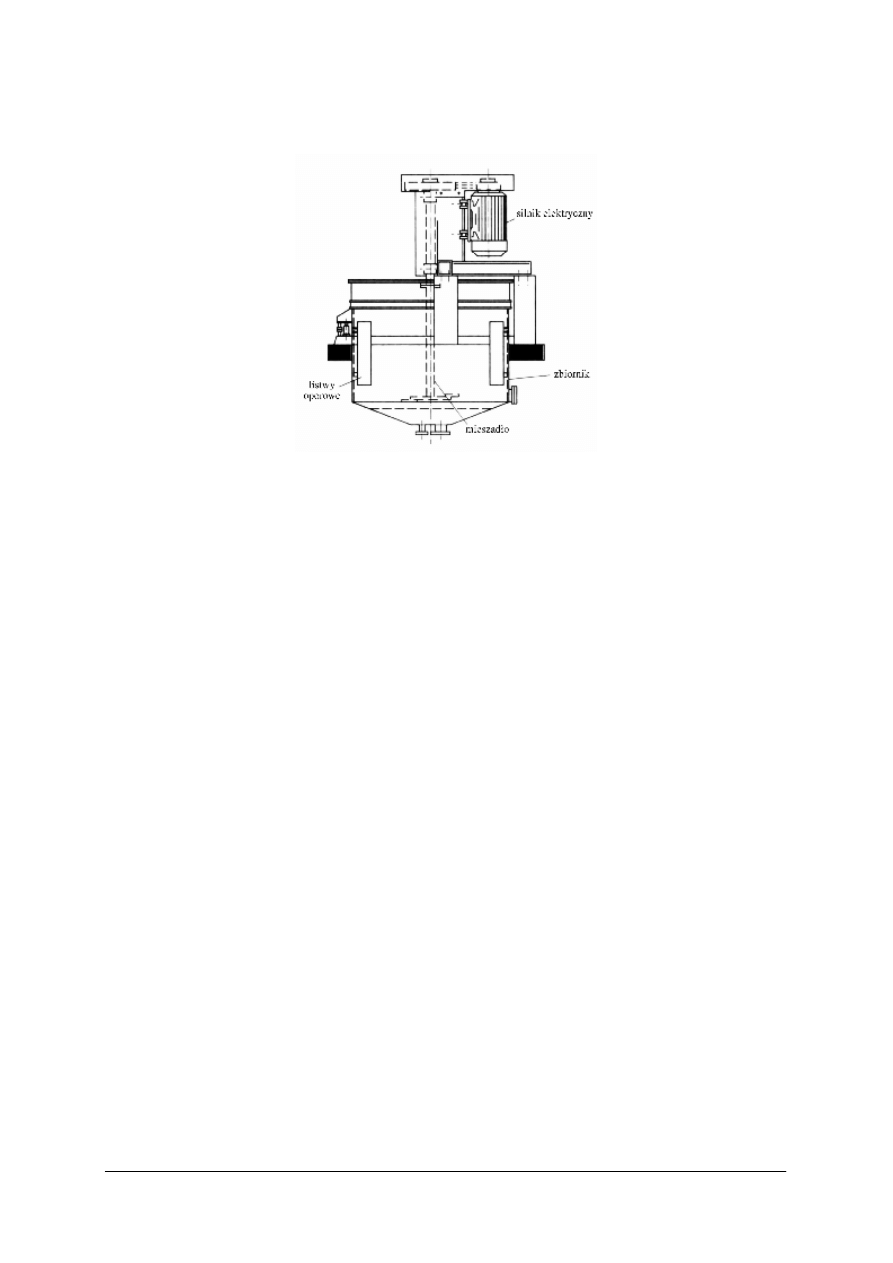
W skrobakowych powlekarkach LDTA (Long Dwell Time Applicator) mieszanka jest
nanoszona na papier za pomocą walca nanoszącego, a nadmiar jest zgarniany skrobakiem.
(rys. 11). Są to tzw. „powlekarki długokontaktowe”, w których czas od naniesienia mieszanki
do dozowania przez skrobak wynosi 0,04 ÷ 1 s.
Rys. 11. Zasada działania powlekarki skrobakowej LDTA
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
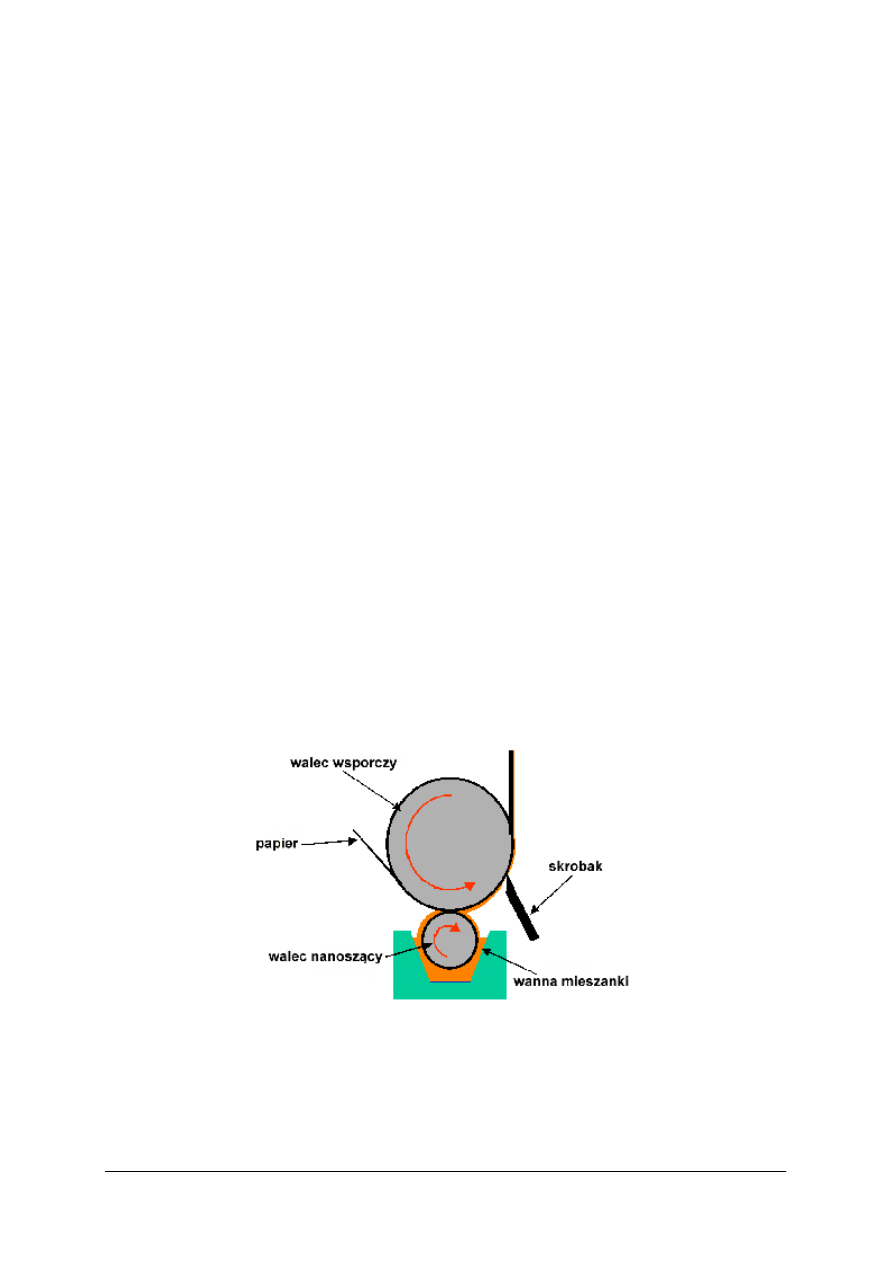
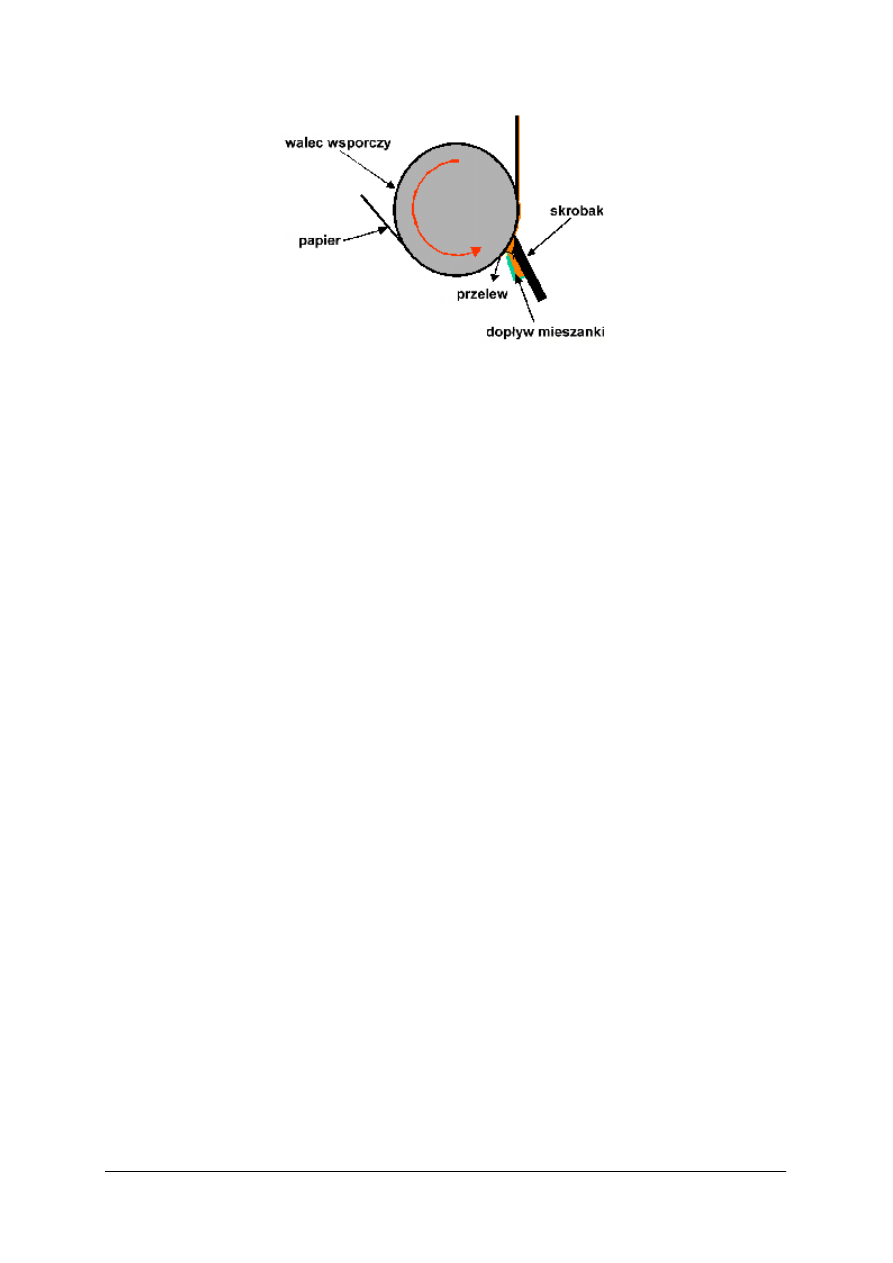
Rys. 12. Zasada działania powlekarki skrobakowej SDTA
W skrobakowych powlekarkach SDTA (Short Dwell Time Applicator) mieszanka jest
nanoszona na papier za pomocą dyszy, a nadmiar jest zgarniany skrobakiem (rys. 12).
Są to tzw. „powlekarki krótkokontaktowe”, w których czas od naniesienia mieszanki
do dozowania przez skrobak wynosi 0,004 ÷ 0,1 s.
Powlekarki LDTA dają powłoki o wyższej gładkości niż powlekarki SDTA. Z kolei,
zaletą powlekarek SDTA jest ich większa niezawodność ruchowa niż powlekarek LDTA.
Na urządzeniach, gdzie rolę skrobaka spełnia tzw. szczotka powietrzna uzyskuje się
powłoki o równej grubości, ale nie następuje wyrównanie nierówności podłoża.
Powlekanie wielostopniowe stosuje się w celu uzyskania wysokojakościowych papierów
i tektur. Nakładanie tej samej gramatury powłoki w kilku stopniach powlekania zapewnia
większą równomierność powierzchni niż przy powlekaniu jednokrotnym. Kolejne powłoki
nakłada się na już wysuszoną poprzednią powłokę. Powłoki gruntowe (pierwsze) nanosi się
na prasach zaklejających i prasach powlekających na maszynie papierniczej. Powłoki
pośrednie nakłada się na urządzeniach skrobakowych poza maszyną papierniczą, powłoki
wierzchnie – na urządzeniach skrobakowych lub ze szczotką powietrzną. Skład
poszczególnych powłok może być taki sam, jednak na ogół w powłokach gruntowych
stosowana jest większa ilość węglanu wapnia, aby uzyskać wyższą porowatość niż powłoka
wierzchnia, w celu dobrego zakotwiczenia następnej powłoki na nią nakładanej.
Suszenie papierów powlekanych
Suszenie powłok odbywa się w tunelach suszących i ma na celu usunięcie wody
z naniesionej na podłoże papierowe mieszanki powlekającej. Wymaga to doprowadzenia
energii cieplnej i odprowadzania z tunelu suszącego odparowanych mediów. W zależności od
sposobu doprowadzenia energii do suszonej powłoki rozróżnia się suszenie:
−
promiennikami podczerwieni,
−
konwekcyjne,
−
kontaktowe.
Zasady dotyczące procesu suszenia są analogiczne, jak przy suszeniu papierów
zaklejanych powierzchniowo.
Najważniejsze rodzaje papierów i tektur drukowych z powłokami pigmentowymi
Papier FCO (z ang. Film Coated Offset) jest to cienki papier drukowy powlekany na
maszynie papierniczej na prasie powlekającej np. typu Speedcoater, charakteryzujący się
równą grubością powłoki pigmentowej, gładzony na softkalandrze do wysokiej gładkości.
Gramatura papieru podłożowego wynosi 40
÷
65 g/m
2
, gramatura powłoki 5
÷
12 g/m
2
na
stronę. Papier podłożowy odmiany drzewnej. Białość ISO: 69
÷
74%. Połysk: 45
÷
60
jednostek połysku. Przeznaczony do drukowania techniką drukowania offsetowego czasopism
ilustrowanych, prospektów reklamowych, katalogów firm wysyłkowych itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Papier LWC (z ang. Light Weight Coated) jest to cienki papier drukowy o gramaturze
40
÷
80 g/m
2
, powlekany dwustronnie, jednokrotnie, na lub poza maszyną papierniczą,
przy czym gramatura powłoki wynosi 9
÷
12 g/m
2
na stronę. Papier LWC jest satynowany na
superkalandrach lub softkalandrach, może być z połyskiem lub matowy. Barwa papieru biała,
ale powłoka nie zawiera zwykle wybielaczy optycznych. Papier podłożowy jest odmiany
drzewnej o małej sztywności i słabej odporności na starzenie. Produkowany jest w odmianach
LWC-O (do offsetu) i LWC-R (do drukowania wklęsłego). Przeznaczony do drukowania
techniką drukowania wklęsłego lub offsetowego czasopism ilustrowanych, prospektów
reklamowych, katalogów firm wysyłkowych itp.
Papiery MWC (z ang. Medium Weight Coated) są to papiery dwustronnie, dwukrotnie
powlekane o gramaturze całego papieru 80
÷
170 g/m
2
i gramaturze powłok pigmentowych
ok. 20 g/m
2
na każdą stronę. Papier podłożowy jest odmiany bezdrzewnej lub drzewnej.
Powierzchnia papieru biała, o bardzo równej gładkiej powierzchni, satynowana na wysoki
połysk lub o wykończeniu matowym. Papiery MWC produkowane są w postaci arkuszy lub
zwojów i przeznaczone do drukowania offsetowego czasopism, magazynów, katalogów,
książek, materiałów reklamowych itp.
Papiery HWC (z ang. Heavy Weight Coated) są to papiery dwustronnie, trzykrotnie
powlekane o wysokiej gramaturze powłoki 15
÷
30 g/m
2
na stronę. Gramatura papierów
powlekanych wynosi 70
÷
300 g/m
2
. Papiery podłożowe są bezdrzewne. Powierzchnia
papierów HWC posiada bardzo wysoką białość i gładkość i satynowana na wysoki połysk lub
mat. Produkowane są w postaci arkuszy lub zwojów i przeznaczone do drukowania
wydawnictw albumowych, książek, katalogów, materiałów reklamowych itp. Zapewniają
bardzo wysoką jakość odbitek drukowych.
Tektury jednostronnie powlekane – tektury najczęściej powlekane dwu- lub
trzykrotnie. Gramatura całkowita wynosi powyżej 280 g/m
2
, gramatura powłoki pigmentowej
20
÷
30 g/m
2
. Podłoże jest typu „duplex” lub „triplex”. Strona spodnia tektury jest w odmianie
bezdrzewnej (białej lub brązowej), drzewnej lub makulaturowej, może być niepowlekana lub
z powłoką pigmentową o niskiej gramaturze poniżej 7 g/m
2
. Tektury powlekane produkowane
są w arkuszach i przeznaczone do drukowania techniką offsetową i do wytwarzania
opakowań jednostkowych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co wchodzi w skład mieszanki powlekającej?
2. Jakie pigmenty stosuje się do powlekania?
3. Jakie środki wiążące stosuje się do powlekania?
4. Jakie środki pomocnicze stosuje się do powlekania?
5. W której części maszyny papierniczej instalowane są prasy powlekające?
6. Jakie znasz powlekarki skrobakowe, instalowane poza maszyną papierniczą?
7. Czym się różni papier LWC od papieru MWC?
8. Czym się różni tradycyjna zaklejająca prasa pionowa od poziomej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.2.3. Ćwiczenia
Ćwiczenie 1
Oznacz gęstość nasypową pigmentów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) znać definicję i jednostkę gęstości,
4) zważyć zlewki, do których będzie przesypywać pigmenty,
5) przesypać pigment do zlewki przez lejek w taki sposób, żeby utworzył się „stożek”
wychodzący ponad krawędź zlewki; sypanie powinno trwać do chwili, gdy proszek
(pigment) zacznie przesypywać się przez brzegi zlewki,
6) szklaną płytką wyrównać poziom pigmentu w zlewce; całość zważyć i zapisać wynik,
7) zmierzyć objętość zlewki, wlewając wodę po jej krawędź,
8) obliczyć gęstość nasypową i porównać ją z gęstością kaolinu (2,59 g/cm
3
) i węglanu
wapnia (2,71 g/cm
3
),
9) zapisać w zeszycie przebieg ćwiczenia, obliczenia, wyniki pomiarów i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kaolin,
−
węglan wapnia,
−
zlewki,
−
lejek,
−
woda,
−
waga analityczna,
−
kalkulator,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy).
Ćwiczenie 2
Zbadaj wpływ środka dyspergującego na lepkość wodnej zawiesiny kaolinu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać odpowiednie obliczenia, tak aby otrzymać np. 200 g wodnej dyspersji kaolinu
o stężeniu wagowym np. 60%,
4) wykonać odpowiednie obliczenia, tak aby otrzymać np. 200 g wodnej dyspersji kaolinu
o stężeniu wagowym np. 60% i dodatku środka dyspergującego 3 pph (pph – parts per
hundred; części masowe na 100 części masowych pigmentu; w przeliczeniu na substancję
stałą),
5) do oddzielnych zlewek odważyć środek dyspergujący, pigment i wodę,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
6) pod mieszadłem laboratoryjnym rozpuścić środek dyspergujący w wodzie,
7) pod mieszadłem laboratoryjnym wprowadzić porcjami pigment do wody (lub wody
ze środkiem dyspergującym),
8) całość dobrze wymieszać i odstawić na 15 minut,
9) zmierzyć lepkość na lepkościomierzu rotacyjnym,
10) zapisać w zeszycie przebieg ćwiczenia, wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kaolin,
−
środek dyspergujący,
−
woda,
−
zlewki,
−
waga analityczna,
−
propelerowe mieszadło laboratoryjne,
−
lepkościomierz,
−
kalkulator,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy).
Ćwiczenie 3
Oblicz skład mieszanki powlekającej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie obliczenia składu masowego,
4) obliczyć masy składników potrzebnych do przygotowania 500 g mieszanki powlekającej
o stężeniu wagowym (zawartości substancji stałych) 40%. W skład mieszanki wchodzi:
kaolin, środek dyspergujący (3 pph), lateks styrenowo-butadienowy (10 pph) i woda.
Do dyspozycji masz kaolin w postaci sypkiej, środek dyspergujący w postaci produktu
100%, lateks w postaci dyspersji o stężeniu wagowym 50% oraz wodę,
5) zapisać w zeszycie obliczenia i wyniki.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusze papieru,
−
materiały piśmienne,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 4
Przygotuj mieszankę powlekającą i powlekanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) skorzystać z obliczeń z Ćwiczenia 3,
4) odważyć potrzebne składniki,
5) przygotować dyspersję kaolinu (patrz Ćwiczenie 1),
6) do zlewki z dyspersją kaolinu dodać dyspersję lateksu (pod mieszadłem laboratoryjnym),
ewentualnie dodać pozostałą wodę,
7) całość dobrze wymieszać i odstawić na 15 minut,
8) przygotowaną mieszanką powlec papier, stosując do tego celu dwa różne pręty
z nawiniętym drutem,
9) wysuszyć papiery powlekane,
10) oznaczyć gramaturę papieru podłożowego i papierów powlekanych,
11) oznaczyć białość papieru podłożowego i papierów powlekanych,
12) zapisać w zeszycie przebieg ćwiczenia, wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kaolin,
−
środek dyspergujący,
−
dyspersja lateksu styrenowo-butadienowego,
−
woda,
−
zlewki,
−
waga analityczna,
−
propelerowe mieszadło laboratoryjne,
−
powlekarka RK z prętami Mayera,
−
kalkulator,
−
gilotyna,
−
spektrofotometr,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy).
Ćwiczenie 5
Rozpoznaj powlekane papiery drukowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie różnice między różnymi powlekanymi papierami drukowymi,
4) oznaczyć gramaturę papierów,
5) oznaczyć połysk papierów,
6) oznaczyć gładkość papierów,
7) zapisać w zeszycie przebieg ćwiczenia i wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
próbki papieru LWC, papieru MWC z połyskiem i papieru MWC matowego,
−
gilotyna,
−
waga analityczna,
−
połyskomierz,
−
aparat do pomiaru gładkości,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
15) scharakteryzować zasadę pracy prasy powlekającej?
16) scharakteryzować zasadę pracy powlekarki skrobakowej?
17) rozpoznać urządzenia do powlekania papieru?
18) wymienić pigmenty, najczęściej stosowany do powlekania?
19) wymienić rodzaje środków wiążących stosowanych do powlekania?
20) odróżnić od siebie powlekane papiery drukowe?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Kalandrowanie
4.3.1. Materiał nauczania
Podczas kalandrowania papier przechodzi przez jedną lub więcej szczelin, utworzonych
przez dwa walce. W zależności od konstrukcji kalandra, walce te mają różne okładziny.
Gładzenie (kalandrowanie) papieru ma na celu poprawę:
wyrównanie grubości papieru,
wygładzenie powierzchni,
ewentualnie nadanie połysku.
Oprócz niewątpliwie pozytywnego wpływu na właściwości powierzchni, kalandrowanie
ma również negatywny wpływ na niektóre właściwości wyrobów papierowych. Powoduje
ono bowiem zmniejszenie:
−
pulchności,
−
ściśliwości,
−
sztywności,
−
nieprzezroczystości,
−
białości,
−
wytrzymałości.
Do najczęściej stosowanych kalandrów należy superkalander i softkalander. Są one
stosowane zarówno do papierów powlekanych, jak i niepowlekanych.
Papiery SC (z ang. Super Calendered) – papiery o niskiej gramaturze (40
÷
60 g/m
2
), bez
powłok pigmentowych, gładzone na superkalandrze. Są przeznaczone do drukowania
offsetowego zwojowego.
Papiery offsetowe do druku arkuszowego są gładzone na softkalandrze. Są to papiery
bez powłok pigmentowych o gramaturze 80
÷
100 g/m
2
. Mają niższą gładkość niż papiery
SC.
Superkalander
Superkalander (rys. 13) jest urządzeniem złożonym z zespołu 10
÷
18 walców metalowych
i z walców z okładziną elastyczną (nazywanych w skrócie „elastycznymi”). Okładziny
elastyczne walców mogą być wykonane z papieru, bawełny lub juty. Papier jest gładzony
przez powierzchnię walca metalowego.
Układ walców kalandra zależy od jego przeznaczenia. Superkalandry do satynowania
dwustronnego mają parzystą liczbę walców. Walce „elastyczne” i metalowe są ułożone na
przemian, przy czym walec górny i dolny są metalowe, a w środku kalandra znajdują się dwa
stykające się ze sobą walce elastyczne. Papier wprowadza się na górny walec, a następnie
przeprowadza przez szczeliny między kolejnymi parami walców, przy czym jedna strona
papieru styka się wciąż z wysokopolerowaną powierzchnią walców metalowych aż do wejścia
w szczelinę między dwoma walcami elastycznymi. Począwszy od tej pary walców następuje
zmiana gładzonej strony papieru, gdyż z powierzchnią walców metalowych zaczyna się
stykać druga strona papieru dotychczas niegładzona. Dzięki takiemu procesowi obie strony
papieru uzyskują jednakową gładkość i połysk.
Kalandry do gładzenia papieru jednostronnie powlekanego składają się z nieparzystej
liczby walców metalowych i elastycznych. Powleczona strona papieru styka się
z powierzchnią wszystkich walców metalowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 13. Schemat superkalandra [8]
Walce metalowe kalandrów mogą być ogrzewane w celu zwiększenia połysku powłoki
lub chłodzone, gdy połysk ma być niski.
Na jakość satynowania wpływa:
1. konstrukcja kalandra:
−
liczba walców;
−
średnica walców;
−
rodzaj i stan powierzchni walców,
2. czynniki technologiczne:
−
rodzaj i jakość papieru powlekanego;
−
ciśnienie liniowe między walcami;
−
temperatura papieru;
−
wilgotność papieru;
−
prędkość przesuwu papieru.
Podczas przechodzenia papieru przez szczelinę międzywalcową superkalandra następuje
korekta profilu grubości papieru, przy czym miejsca, w których papier jest znacznie grubszy
niż przeciętnie, ulegają dużemu zagęszczeniu, a miejsca o mniejszej grubości od przeciętnej
nie ulegają wygładzeniu, gdyż walce superkalandra nie stykają się w tych miejscach
z powierzchnią papieru.
Superkalandry instalowane są off-line (poza maszyną papierniczą, poza powlekarkami),
a ich prędkość wynosi od 300 do 1000 m/min.
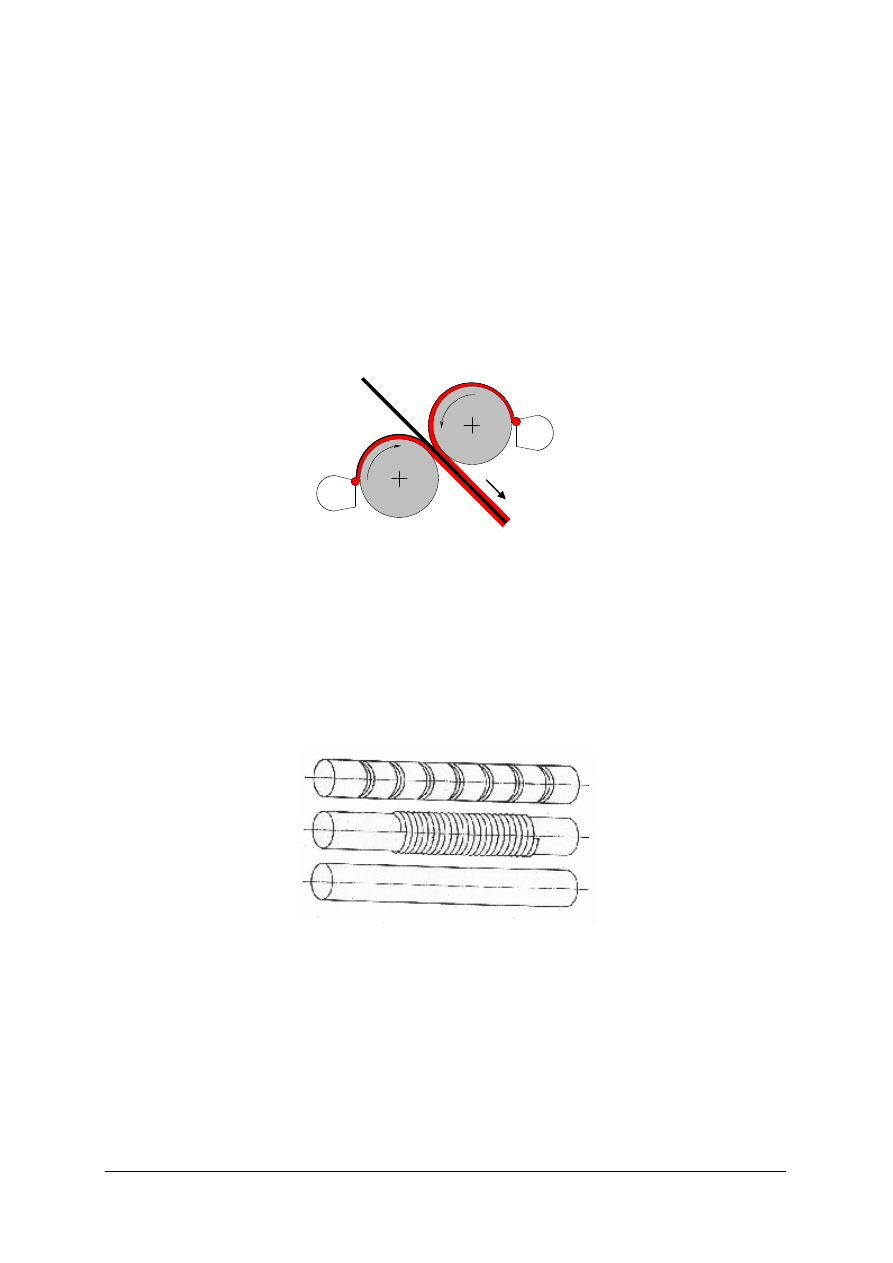
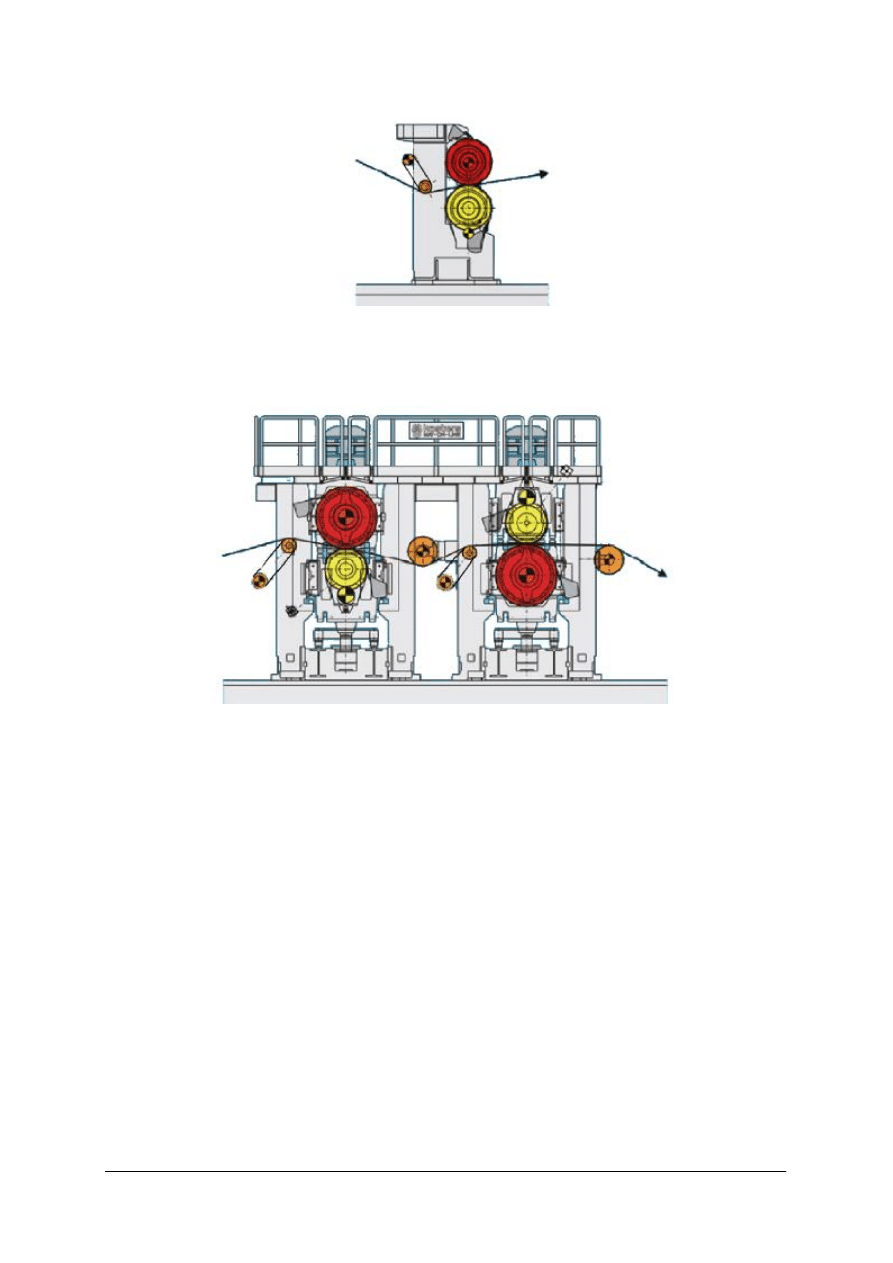
Softkalander
Softkalander (rys. 14) jest urządzeniem do jednostronnego gładzenia papieru. Może być
instalowany w ciągu powlekarki lub pracować jako samodzielne urządzenie. Ma budowę
zwartą, składającą się z jednego lub dwóch zestawów zbudowanych z dwóch lub trzech
walców.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 14. Softkalander [7]
Gładzenie dwustronne z wykorzystaniem softkalandra jest możliwe tylko przy zastosowaniu
dwóch urządzeń o „odwróconych” walcach metalowym i z okładziną elastyczną (rys. 15).
Rys. 15. Instalacja umożliwiająca dwustronne kalandrowanie na softkalandrach [7]
W softkalandrze papier poddawany jest naciskowi między ogrzewanym do ok.180
°
C
walcem metalowym a walcem z elastyczną okładziną z tworzywa sztucznego. Dzięki
wysokiej temperaturze i dużej elastyczności okładziny z tworzywa sztucznego uzyskuje się
korzystniejsze niż w superkalandrach efekty gładzenia papierów przy mniejszych naciskach
wywieranych na papier. Ugięcie okładziny pod wpływem nacisku w szczelinie
międzywalcowej nie powoduje silnego zagęszczania papieru w miejscach o grubości większej
od przeciętnej. Równocześnie w miejscach papieru o mniejszej od przeciętnej grubości
następuje również gładzenie powłoki, gdyż okładzina elastyczna „wciska się” w zagłębienia
powłoki i to prowadzi do uzyskania jej równomierniejszej gładkości. Satynowanie na
softkalandrach zapewnia nie tylko równomierną grubość, ale także stałą gęstość papieru
satynowanego.
Prędkość wstęgi kalandrowanego papieru wynosi do 2000 m/min i jest zależna od
miejsca zainstalowania urządzenia – w linii powlekarki lub poza nią.
Porównanie super- i softkalandrów przedstawia (tab. 2).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
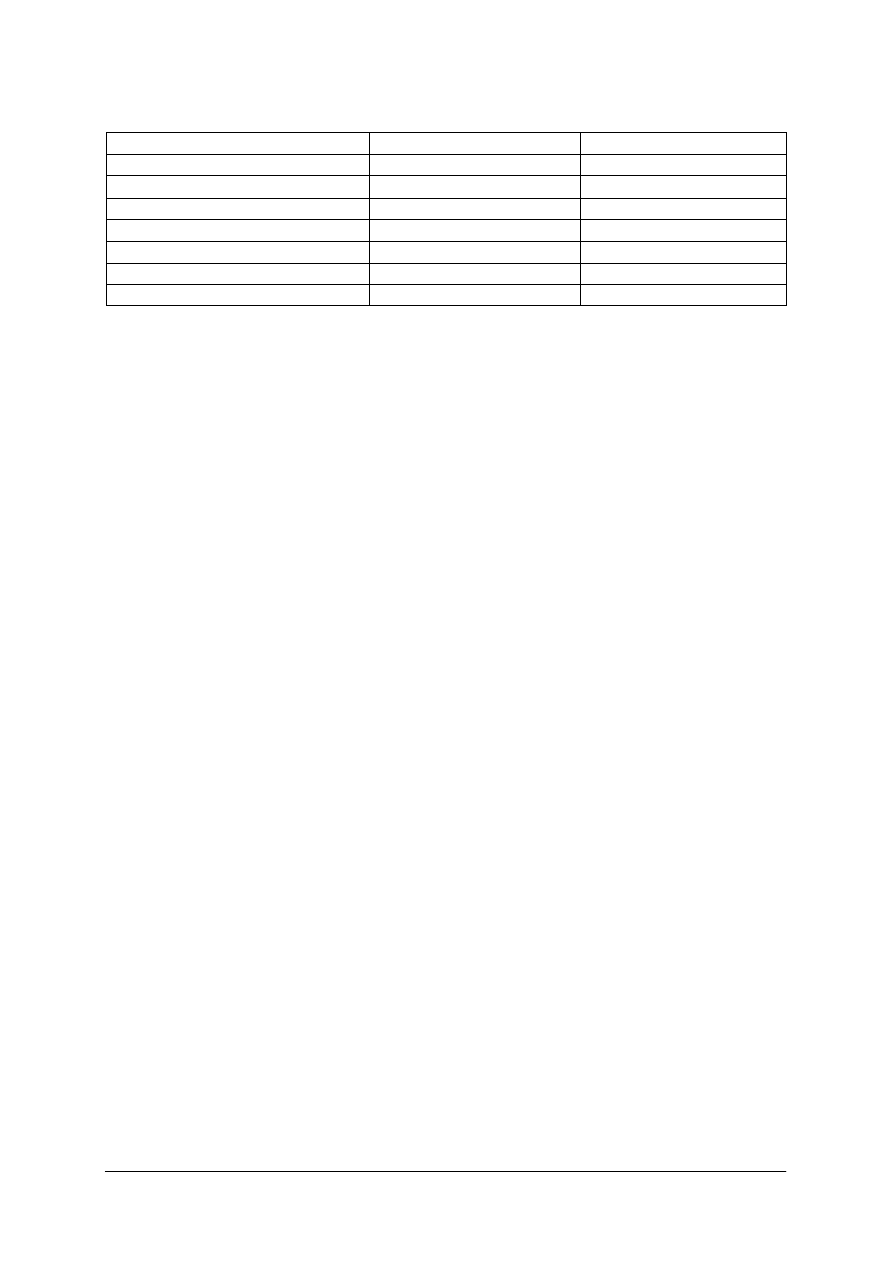
Tabela 2. Parametry pracy superkalandra i softkalandra
Parametry
Superkalander
Softkalander
Prędkość [m/min]
300 ÷ 1000
400 ÷ 2000
Temperatura walców [
°
C]
40 ÷ 100
60 ÷ 240
Ciśnienie w strefie docisku [MPa]
30 ÷ 50
5 ÷ 40
Liczba sfer docisku
7 ÷ 13
1 ÷ 4
Okładzina walców „elastycznych”
bawełna / papier
tworzywa sztuczne
Energochłonność [%]
50
160
Instalacja
off-line
off-line / on-line
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie są instalowane superkalandry (off-line czy on-line)?
2. Gdzie są instalowane softkalandry?
3. Ile walców ma superkalander?
4. Ile walców ma softkalander?
5. Czym się różni superkalander od softkalandra?
6. Czym się różni papier SC od papieru offsetowego?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj zasadę działania superkalandra i softkalandra.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie zasadę działania kalandrów,
4) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
plansza ze schematem superkalandra,
−
plansza ze schematem softkalandra,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Oznacz gramatury papieru SC i papieru offsetowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie różnice między różnymi niepowlekanymi papierami drukowymi,
4) oznaczyć gramatury papierów,
5) zapisać w zeszycie przebieg ćwiczenia i wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
próbki papieru SC i papieru offsetowego,
−
gilotyna,
−
waga analityczna,
−
materiały piśmienne,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować zasadę pracy superkalandra?
2) scharakteryzować zasadę pracy softkalandra?
3) rozpoznać urządzenia do gładzenia papieru?
4) odróżnić od siebie niepowlekane papiery drukowe?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.4. Papiery rejestracyjne z powłokami bezpigmentowymi
4.4.1. Materiał nauczania
Papiery z powłokami bezpigmentowymi są papierami z powłoką białą i nieprzezroczystą,
mimo że nie zawiera ona pigmentów. Tego typu papiery znalazły zastosowanie głównie jako
papiery rejestracyjne do zapisu parametrów i danych otrzymywanych za pomocą aparatury
kontrolno-pomiarowej.
Wykorzystywanie białych powłok bezpigmentowych opiera się na ich specyficznych
właściwościach. Swoją biel i nieprzezroczystość uzyskują one dzięki mikroporowatej
strukturze, która załamuje i rozprasza światło. Po wywarciu nacisku struktura mikroporowata
ulega zagęszczeniu i powłoka staje się ciągła i przezroczysta. Białość takich powłok wynosi
zwykle ok. 75% i w zakresie niskich gramatur przewyższa białość powłok pigmentowych.
Powłoki bezpigmentowe nanosi się na podłoża zabarwione. W miejscach wywarcia
odpowiedniego nacisku przez pisak rejestratora powłoka staje się przezroczysta i odsłania
barwne podłoże uwidaczniając w ten sposób zapis.
Przykładem papierów z powłoką wrażliwą na nacisk są tarcze do tachografów
samochodowych, na których biała powłoka bezpigmentowa ma nadrukowaną skalę.
Tachograf rejestruje na takiej tarczy czas i prędkość jazdy oraz czas postojów samochodu
dając w ten sposób dokładny obraz przebiegu kursów pojazdu.
Papiery z powłokami bezpigmentowymi znalazły też zastosowanie w aparaturze do
pomiarów ciśnienia sprężania w cylindrach silników samochodowych lub do zapisu
charakterystyki tłumienia wstrząsów przez amortyzatory pojazdów.
Zasada otrzymywania białych powłok bezpigmentowych
Zasada otrzymywania białych powłok bezpigmentowych polega na wytworzeniu
mikroporowatej
powłoki
polimerów
błonotwórczych,
które
rozpuszczają
się
w rozpuszczalnikach organicznych, a nie rozpuszczają się w wodzie.
Roztwory rozpuszczalnikowe takich środków wiążących dają powłoki ciągłe i całkowicie
przezroczyste (powłoki lakierowe). Aby uzyskać z nich nieprzezroczyste, białe powłoki
należy wytworzyć nieciągłą strukturę z bardzo licznymi mikroporami, w których znajduje się
powietrze. Na granicy faz: polimer (ciało stałe) – powietrze (gaz) następuje wielokrotne
załamanie i rozpraszanie światła, co oko ludzkie odbiera jako wrażenie bieli.
Strukturę mikroporowatą powłoki bezpigmentowej uzyskuje się przez zakłócenie
rozpuszczalności polimeru (środka wiążącego) podczas odparowywania rozpuszczalnika
organicznego z mieszanki powłokowej. W tym celu konieczne jest stosowanie w mieszance
powlekającej co najmniej dwóch cieczy:
rozpuszczalnika organicznego, w którym środek wiążący rozpuszcza się całkowicie,
innej cieczy, w której ten środek wiążący nie rozpuszcza się, ale który miesza się w każdej
proporcji ze stosowanym w mieszance rozpuszczalnikiem organicznym.
Obie ciecze muszą się różnić lotnością czyli temperaturą parowania. Rozpuszczalnik
polimeru musi mieć znacznie wyższą lotność od drugiej cieczy.
Najczęściej w skład mieszanek (roztworów) bezpigmentowych wchodzi:
etyloceluloza – środek wiążący,
etanol i aceton – rozpuszczalniki etylocelulozy; wyższa lotność niż wody,
woda – ciecz nie rozpuszczająca etylocelulozy; niższa lotność niż etanolu.
Czasami stosuje się dodatek środków pomocniczych, poprawiających białość powłoki
bezpigmentowej, jej wrażliwość na nacisk oraz odporność na ścieranie (stearyniany metali,
wybielacze optyczne, żywice akrylowe).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Po naniesieniu takiego roztworu na papier i odparowaniu części łatwiej lotnego
rozpuszczalnika, w mieszaninie zwiększa się udział cieczy, która polimeru nie rozpuszcza,
a która jeszcze nie zaczęła odparowywać z powłoki. Polimer zaczyna się wytrącać
z mieszaniny. Następuje wielokrotne rozdzielanie się faz: polimer – woda. Po całkowitym
odparowaniu rozpuszczalnika organicznego następuje odparowanie wody z powłoki. Powłoka
po całkowitym odparowaniu obu cieczy nie jest ciągłą błoną, lecz ma strukturę bardzo
niejednorodną, o dużej liczbie mikroporów wypełnionych teraz powietrzem. Dzięki takiej
strukturze jest ona biała i nieprzezroczysta. Pod wpływem nacisku powłokę zagęszcza się
usuwając jednocześnie powietrze z mikroporów, wskutek czego staje się ona przezroczysta
Papiery podłożowe
Podłoża stosowane na papiery z powłoką bezpigmentową do zapisu mechanicznego
muszą spełniać wymagania wynikające z procesu powlekania i warunków stosowania
w urządzeniach rejestracyjnych.
Papiery podłożowe wytwarza się z masy celulozowej o dużej smarności, najczęściej
z celulozy sosnowej z dodatkiem 20
÷
30% celulozy z drewna liściastego. Papiery barwi się
w masie lub powierzchniowo wyłącznie pigmentami barwnymi odpornymi na działanie
rozpuszczalników organicznych i wody. Do niektórych zastosowań stosuje się barwienie
powierzchniowe za pomocą pigmentowanych mieszanek woskowych.
Gramatura papieru zależy od przeznaczenia papierów rejestracyjnych i wynosi od
40 do 160 g/m
2
.
Papiery podłożowe powinny odznaczać się:
−
niską wsiąkliwością rozpuszczalników organicznych i wody,
−
wysoką gładkością,
−
odpornością na przetarcie pisakiem rejestratora,
−
małymi oporami przesuwu pisaka,
−
płaskim leżeniem.
Niektóre papiery podłożowe przed nałożeniem powłoki bezpigmentowej są powlekane
jedno- lub obustronnie mieszankami gruntującymi, które przeciwdziałają zwijaniu się papieru
i zmniejszają jego chłonność.
Przygotowywanie mieszanki powlekającej na powłokę bezpigmentową
Etylocelulozę rozpuszcza się w mieszaninie acetonu z alkoholem etylowym
przygotowując roztwór o stężeniu ok. 6%. Do roztworu dodaje się rozdrobniony stearynian
wapnia w proporcji 1 : 2 w stosunku do etylocelulozy i rozciera w młynie kulowym lub
piaskowym. Zawiesinę umieszcza się w zamkniętym zbiorniku z szybkoobrotowym
mieszadłem najlepiej typu turbinowego i w czasie intensywnego mieszania dodaje powoli
wodę w ilości przewidzianej recepturą.
Powlekanie i suszenie powłok bezpigmentowych
Otrzymaną mieszankę nanosi się na papier podłożowy za pomocą pręta Mayera lub
zespołu wałków przenoszących i poddaje procesowi suszenia w celu odparowania
rozpuszczalników i wody. Gramatura powłoki po wysuszeniu wynosi 6
÷
12 g/m
2
.
Białość i wytrzymałość mechaniczna powłok bezpigmentowych zależy nie tylko
od składu mieszanki powlekającej, ale również w dużym stopniu od warunków suszenia
powłoki. Przy nieodpowiednich parametrach suszenia mogą wystąpić znaczne zmiany
właściwości powłoki aż do wytworzenia powłoki przezroczystej włącznie, czyli nie uzyskania
struktury mikroporowatej.
Optymalne warunki suszenia zależą od właściwości podłoża, gramatury powłoki, składu
mieszanki powlekającej, prędkości powlekania i systemu suszenia. Ogólna zasada polega
jednak na tym, żeby w początkowej fazie suszenia doprowadzić do znacznego zwiększenia
udziału wody w powłoce. Korzystne jest więc suszenie początkowo nadmuchem chłodnego
powietrza o dużej wilgotności, a następnie powietrzem gorącym o małej zawartości wilgoci.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co wchodzi w skład mieszanki na powłokę bezpigmentową?
2. Jakimi właściwościami muszą się różnić rozpuszczalniki stosowane do przygotowania
mieszanki bezpigmentowej?
3. Jaki środek wiążący jest stosowany w mieszankach bezpigmentowych?
4. Jaką barwę ma papier podłożowy, tzn. czy jest biały czy kolorowy?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przygotuj mieszanki bezpigmentowe i powlekanie.
Tabela do ćwiczenia 1. Skład mieszanek bezpigmentowych
Mieszanka nr
Skład mieszanki
1
2
etyloceluloza
5,0 g
5,0 g
aceton
62,5 cm
3
67,5 cm
3
denaturat
10,0 cm
3
15,0 cm
3
woda
10,0 cm
3
aceton
5,0 cm
3
denaturat
5,0 cm
3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie zasadę działania papierów z powłokami bezpigmentowymi,
4) odważyć zadane masy i odmierzyć zadane objętości składników (Tabela do Ćwiczenia 1),
5) przygotować mieszanki nr 1:
–
w zlewce zmieszać aceton (62,5 cm
3
) z denaturatem (10 cm
3
);
–
do zlewki wsypać etylocelulozę i pozostawić szczelnie przykryte na ok. 24 godziny;
–
po upływie 24 godzin zawartość zlewki wymieszać pod mieszadłem laboratoryjnym;
mieszać do uzyskania klarownego roztworu;
–
w osobnej zlewce zmieszać wodę (10 cm
3
) z acetonem (5 cm
3
) i denaturatem
(5 cm
3
);
–
w czasie intensywnego mieszania dodawać bardzo powoli do roztworu
etylocelulozy,
6) przygotować mieszanki nr 2:
–
w zlewce zmieszać aceton (67,5 cm
3
) z denaturatem (15 cm
3
);
–
do zlewki wsypać etylocelulozę i pozostawić szczelnie przykryte na ok. 24 godziny;
–
po upływie 24 godzin zawartość zlewki wymieszać pod mieszadłem; mieszać do
uzyskania klarownego roztworu;
7) przygotowanymi mieszankami powlec papier, stosując do tego celu pręt Mayera
(pręt z nawiniętym drutem); gramatura powłoki powinna wynosić 4
÷
7 g/m
2
,
8) suszyć natychmiast po powleczeniu strumieniem zimnego powietrza,
9) oznaczyć gramaturę papieru podłożowego i papierów powlekanych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
10) oznaczyć białość papierów powlekanych,
11) zapisać w zeszycie przebieg ćwiczenia, wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
etyloceluloza,
−
denaturat,
−
aceton,
−
woda,
−
zlewki,
−
bagietki,
−
propelerowe mieszadło laboratoryjne,
−
kalkulator,
−
powlekarka RK,
−
barwny papier podłożowy,
−
gilotyna,
−
spektrofotometr,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy).
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić składniki mieszanki bezpigmentowej?
2) wymienić składniki powłoki bezpigmentowej?
3) wyjaśnić zasadę powstawania zapisu na papierach z powłokami
bezpigmentowymi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5. Papiery bezkalkowe
4.5.1. Materiał nauczania
Papiery bezkalkowe zwane też samokopiującymi pozwalają na otrzymywanie kopii
łącznie z oryginałem bez konieczności wkładania kalki pomiędzy arkusze zestawu do
kopiowania. Najczęściej używanymi papierami samokopiującymi są papiery kopiujące
w oparciu o reakcję chemiczną. Papiery te mogą kopiować w tzw. systemie
jednowarstwowym lub dwuwarstwowym.
Papiery samokopiujące są bardzo rozpowszechnione i znane m.in. jako papiery do kas
fiskalnych, do aparatów EKG i EEG
Zasady otrzymywania kopii z zastosowaniem papierów bezkalkowych
Zasada otrzymywania kopii w papierach kopiujących metodą chemiczną polega na
wykorzystaniu reakcji barwnej między substancją barwotwórczą a substancją wywołującą,
przy czym obie te substancje muszą być od siebie odpowiednio oddzielone, aby nie
reagowały przedwcześnie (np. w wyniku migracji składników obu stykających się ze sobą
powłok funkcyjnych). W prawie wszystkich produkowanych obecnie odmianach papierów
kopiujących chemicznie stosuje się mikrokapsułki (zwykle z żelatyny) jako sposób
oddzielania substancji barwotwórczej od substancji wywołującej. Substancje biorące udział
w reakcji są bezbarwne.
System jednowarstwowy polega na tym, że składniki potrzebne do chemicznego wytworzenia
zabarwienia znajdują się w jednej powłoce lub w masie papieru i do formowania zestawu do
kopiowania wystarczają arkusze jednego rodzaju niezależnie od ilości kopii. Papiery tego
typu oznacza się skrótem „SC” (z ang. Self-Copy lub Self-Contained).
W papierach kopiujących chemicznie systemem jednowarstwowym, na jednej stronie papieru
znajdują się zarówno mikrokapsułki z substancją barwotwórczą, jak też mikrokapsułki
z substancją wywołującą (Substancja barwotwórcza i wywołująca znajdują się w jednej
powłoce lub w jej z dwóch warstwach kolejno na siebie nakładanych, względnie mogą być
dodawane
do
masy
papierniczej
w
trakcie
wytwarzania
papieru.
W systemie
jednowarstwowym na oryginał można stosować dowolny arkusz papieru.
Pod wpływem nacisku mikrokapsułki pękają i wypływa z nich roztwór substancji
barwotwórczej, która wchodzi w barwną reakcje z substancją wywołującą.
W systemie dwuwarstwowm substancja barwotwórcza i wywołująca są rozdzielone
i znajdują się w dwóch powłokach, z których każda jest na innym papierze. Otrzymanie kopii
wymaga złożenia dwóch arkuszy powłokami funkcyjnymi do siebie i wywarcia nacisku,
w wyniku czego uzyskuje się oryginał i kopię. Jedną z powłok funkcyjnych nazywa się
powłoką „dawcy”, a druga powłoką „biorcy”. Dla otrzymania większej ilości kopii
w systemie dwuwarstwowym potrzebne są arkusze trzeciego rodzaju, które po stronie górnej
posiadają powłokę „biorcy”, a po stronie spodniej powłokę „dawcy”. Tego rodzaju arkusze
znajdują się w środku zestawu przebitkowego w ilości n-1 kopii, jaką chce się otrzymać.
Papier z powłoką „dawcy” (pierwszy w zestawie) oznaczany jest symbolem „CB”
(z jęz. angielskiego Coated Back), papier z powłoką „biorcy” na stronie górnej i powłoką
„dawcy” na stronie spodniej (na arkusze środkowe zestawu) oznaczany jest symbolem „CFB”
(Coated Front and Back), a papier na ostatnią kopię, tylko z powłoką „biorcy” – symbolem
„CF” (Coated Front).
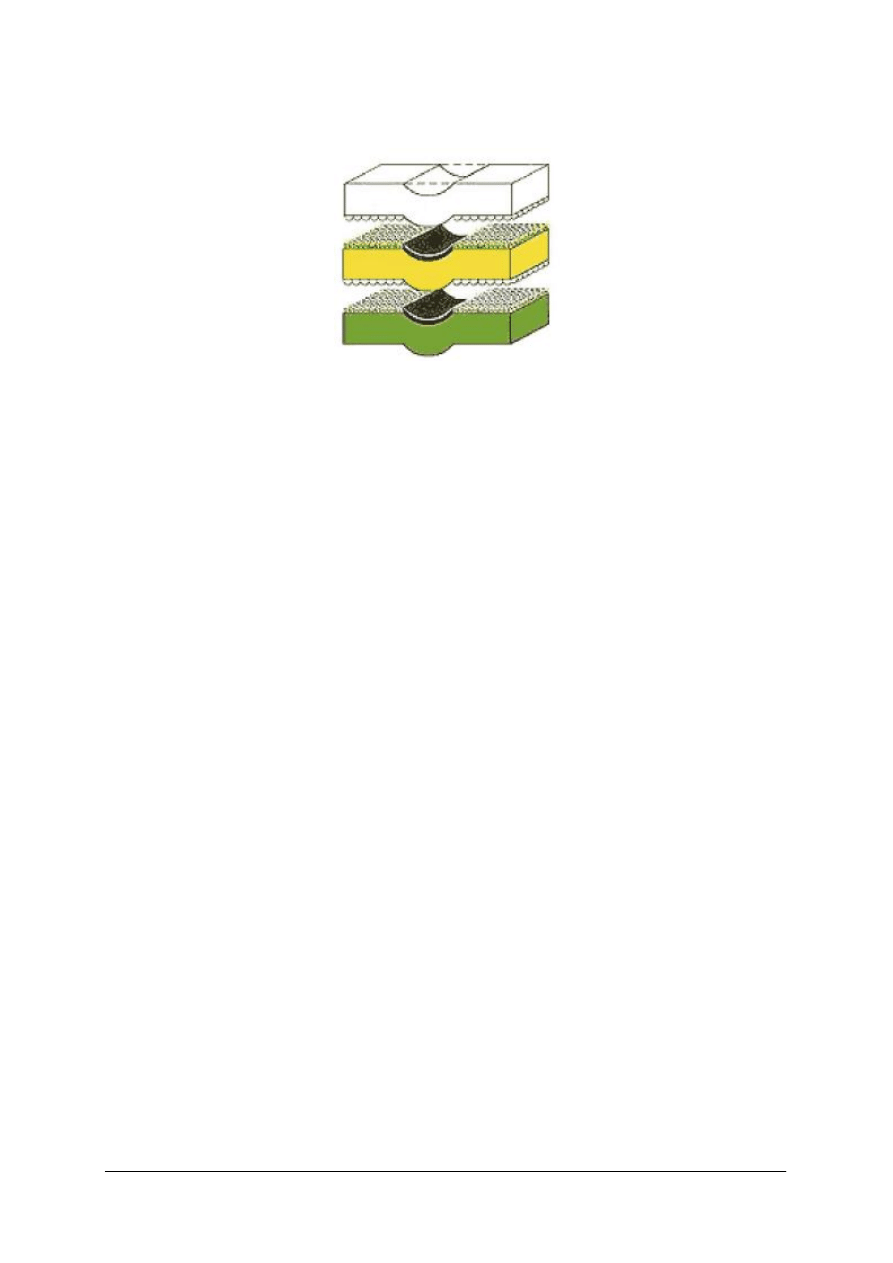
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Schematy
działania
bezkalkowych
papierów
chemicznych
dwuwarstwowych
przedstawiono na (rys. 16).
Rys. 16. Zasada powstawania zapisu na papierach samokopiujących, działających
w systemie dwuwarstwowym
W papierach samokopiujących chemicznie mikrokapsułki zawierają w swym wnętrzu
ciecz będącą roztworem substancji barwotwórczych w nielotnym rozpuszczalniku.
Pod wpływem nacisku ścianki mikrokapsułek pękają i wypływa z nich roztwór
barwotwórczy, który w procesie kopiowania zostaje zadsorbowany przez powlokę „biorcy”
(CF) zawierającą substancję wywołującą reakcję barwną. W ten sposób na kopii w miejscu
nacisku powstaje zabarwienie. Papiery te określa się skrótem NCR od angielskiego
No Carbon Required („nie wymagające kalki”). Skrót NCR jest powszechnie stosowanym
oznaczeniem papierów kopiujących chemicznie systemem dwuwarstwowym.
Inny sposób produkcji papierów kopiujących wg systemu dwuwarstwowego polega na
dodaniu substancji wywołującej barwę do papieru.
Papiery bezkalkowe systemu dwuwarstwowego nie kopiują na innych rodzajach
papierów czyli zapewniają tzw. selektywność kopiowania.
Wadą papierów systemu dwuwarstwowego jest konieczność użycia do kompletowania
zestawów przebitkowych trzech specjalnych papierów z różnymi powłokami funkcyjnymi,
tzn. ani na oryginał ani na kopie nie można stosować dowolnej odmiany papieru.
Powłoki „dawcy” bezkalkowych papierów chemicznych
W skład powłoki „dawcy” wchodzą:
−
mikrokapsułki z roztworem substancji barwotwórczej,
−
środki wiążące rozpuszczone lub zdyspergowane w wodzie,
−
środki pomocnicze.
Obecnie jako substancje barwotwórcze powszechne zastosowanie znalazły pochodne
fluoranowe. Do rozpuszczania substancji barwotwórczych stosuje się nielotne ciecze
organiczne (np. chlorowane difenyle). Jako środki wiążące do związania powłoki „dawcy”
służą powszechnie stosowane do powlekania papieru dyspersje żywic akrylowych
i butadieno-styrenowych
oraz
roztwory
wodne
polimerów
wielkocząsteczkowych
wodorozpuszczalnych, które służą jako stabilizatory zawiesin mikrokapsułek.
Przygotowanie mieszanki polega na rozpuszczeniu hydrofilowego kleju i dodaniu środka
wiążącego w postaci dyspersji. Do uzyskanej zawiesiny dodaje się środki pomocnicze:
dyspergujące, regulujące właściwości reologiczne mieszanki, przeciwpianowe, itp. oraz
zawiesinę mikrokapsułek i tartych włókien drzewnych lub celulozowych. Po wymieszaniu
składników mieszanka jest gotowa do powlekania. Jej stężenie wynosi ok. 40%.
Nanoszenie na papier mieszanki zawierającej mikrokapsułki pękające pod wpływem
nacisku jest procesem specyficznym i wymaga specjalnych powlekarek i urządzeń
zasilających. Nie powinny występować tu duże siły ścinające lub siły tarcia, które mogłyby
powodować pękanie mikrokapsułek.
CB
CB
CF
CF
CFB
CFB
CB
CB
CF
CF
CFB
CFB

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Jako układy nanoszące stosowane są specjalne wersje szczotki powietrznej lub walców
grawerowanych. Gramatura powłoki „dawcy” wynosi 4
÷
6 g/m
2
.
Do suszenia najkorzystniejsze jest stosowanie komory konwekcyjnej z prowadzeniem
wstęgi na poduszce powietrznej, co umożliwia odparowanie wody z obu stron wstęgi papieru.
W celu wyeliminowania skłonności papieru do zwijania się po powleczeniu jednostronnym,
wstęga po opuszczeniu komory suszącej, a przed nawinięciem w zwój jest poddawana
działaniu zmiennych warunków klimatycznych, jak schładzanie, podgrzewanie, nawilżanie
parą, nawilżanie przez kondensację pary itp.
Specjalnej procedury wymaga transport zwojów papieru z powłoką „dawcy” oraz ich
przetwarzanie na przekrawaczach, drukarkach itd.
Powłoki „biorcy” bezkalkowych papierów chemicznych
W skład powłoki „biorcy” wchodzą:
−
substancje wywołujące,
−
środki wiążące,
−
środki pomocnicze.
Jako substancje wywołujące praktyczne znaczenie znalazły trzy grupy produktów:
reaktywne glinki,
żywice fenolowe,
organiczne związki cynku, głownie salicylan cynku.
Dobór środków wiążących i pomocniczych jest podobny jak w typowych mieszankach do
powlekania papierów z powłokami pigmentowymi.
Przygotowywanie mieszanki do nanoszenia powłoki „biorcy” polega na dyspergowaniu
w wodzie odpowiedniej glinki wywołującej, a następnie dodaniu i wymieszaniu środków
wiążących i innych środków pomocniczych podobnie jak typowych mieszanek do powlekania
papierów z powłokami pigmentowymi. Stężenie wynosi ok. 50%.
Nanoszenie powłoki „biorcy” o gramaturze 5
÷
8 g/m
2
w postaci mieszanki pigmentowej
jest procesem dość typowym, zbliżonym do powlekania papierów z powłokami
pigmentowymi i odbywa się na ogół na powlekarkach skrobakowych i walcowych.
Stosowane jest także powlekanie na maszynie papierniczej przy użyciu głowicy skrobakowej.
Papiery podłożowe
Podłoża przeznaczone na papiery do kopiowania chemicznego powinny spełniać
wymagania wynikające z procesu powlekania, przetwarzania i użytkowania produktu
finalnego. Ich nieprzezroczystość jest na poziomie zwykłych papierów do pisania.
Papiery podłożowe na papiery kopiujące systemem chemicznym muszą się odznaczać:
−
niską gramaturą (40
÷
50 g/m
2
),
−
wysoką gładkością i bardzo równomiernym przezroczem,
−
dużą wytrzymałością na mokro,
−
małą nasiąkliwością wody,
−
dużą wytrzymałością na zerwanie,
−
małą rozciągliwością,
−
dobrym przenoszeniem nacisku na kolejne arkusze.
Przetwarzanie w składanki komputerowe wymaga od papierów dobrych właściwości
mechanicznych, dostatecznej sztywności, nie elektryzowania się oraz dobrej podatności na
wycinanie otworów transportowych bez zaklejania i szybkiego stępiania wykrojników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak powstaje zapis na papierach bezkalkowych?
2. Co oznaczają symbole CB, CFB, CF i SC w odniesieniu do papierów bezkalkowych?
3. Czym się różni system dwuwarstwowy od systemu jednowarstwowego?
4. Jaką barwę ma papier podłożowy, tzn. czy jest biały czy kolorowy?
4.5.3. Ćwiczenia
Ćwiczenie 1
Narysuj schemat składanki niezbędnej do otrzymania oryginału i 4 kopii (system
dwuwarstwowy i jednowarstwowy).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) narysować schematy składanek z w systemie jedno- i dwuwarstwowym,
4) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Rozpoznaj papiery bezkalkowe (system dwuwarstwowy i jednowarstwowy).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) ułożyć zestaw przebitkowy z papierów CB, CFB i CF tak, aby na każdym arkuszy
powstał zapis,
4) ułożyć zestaw przebitkowy z papieru offsetowego i bezkalkowych papierów SC tak, aby
na każdym arkuszy powstał zapis,
5) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
bezkalkowe arkusze CB, CFB i CF,
−
bezkalkowe arkusze SC,
−
papier offsetowy,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić systemy powstawania zapisu na papierach bezkalkowych?
2) odróżnić papier CB od CF?
3) odróżnić papier CFB od CB?
4) wyjaśnić zasadę powstawania zapisu na chemicznych papierach
bezkalkowych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.6. Papiery z powłokami barierowymi
4.6.1. Materiał nauczania
Papier niepowlekany jest tworzywem o wysokiej porowatości, wskutek czego nie posiada
właściwości barierowych, czyli nie jest odporny na przenikanie wody, pary wodnej, tłuszczy,
olejów, gazów, aromatów itp. (wyjątek stanowią papiery pergaminowe). Takie papiery mają
niewielką przydatność do pakowania towarów, których właściwości mogą ulec zmianie
w trakcie przechowywania pod wpływem czynników zewnętrznych.
Wyroby papiernicze zbudowane z włókien celulozowych, między którymi znajdują się
przestrzenie (pory) wypełnione powietrzem, zachowują się w zetknięciu z cieczami i gazami
jak naczynia włosowate (kapilary), wskutek czego łatwo przenikają one przez ich strukturę.
Nadawanie papierowi właściwości barierowych polega na zamknięciu jego porów. Może się
to odbywać w dwojaki sposób:
−
powierzchniowo jedno- lub dwustronnie za pomocą powlekania lub laminowania,
−
w całej strukturze wyrobu papierniczego za pomocą impregnacji.
Właściwości barierowe można nadać wyrobom papierniczym w wyniku jednego
z następujących procesów:
−
powlekanie za pomocą mas topliwych,
−
impregnowanie za pomocą mas topliwych,
−
powlekanie za pomocą tworzyw sztucznych.
Papiery powlekane tworzywami sztucznymi
Papier pokryty warstwą tworzywa sztucznego stanowi trwały i szczelny materiał
opakowaniowy, przy czym efekt ochronny tworzywa zależy od grubości i jednorodności
powłoki oraz charakteru materiału powłokowego.
Termoplastyczne tworzywa sztuczne nie dają się nakładać na papier powszechnie
stosowanymi metodami. Zastosowanie znalazła metoda wytłaczanie szczelinowego folii za
pomocą ekstrudera i natychmiastowe łączenie jej z papierem podłożowym.
Papier nadaje takiemu materiałowi właściwości wytrzymałościowe, sztywność
i nieprzezroczystość, zaś powłoka z tworzyw sztucznych zapewnia właściwości barierowe,
odporność na chemikalia, elastyczność, podatność do zgrzewania.
Najbardziej rozpowszechnionym tworzywem jest papier powlekany polietylenem, który
stosuje się do:
−
wytwarzania wodo- i wilgocioszczelnych opakowań termozgrzewalnych,
−
pakowania żywności, leków, artykułów kosmetycznych,
−
do pakowania mrożonek,
−
do pakowania produktów przewidzianych do sterylizacji
−
do produkcji worków wielowarstwowych narażonych na działanie wysokich sił
przepuklających podczas pakowania towaru.
Mała odporność na przenikanie gazów i aromatów sprawia, że nie powinien być
stosowany do pakowania artykułów mających zachować swój zapach.
Tworzywa sztuczne do powlekania papieru metodą wytłaczania z ekstrudera
Rodzaje tworzyw używanych do uszlachetniania papieru obejmują:
−
polietylen (PE),
−
polipropylen (PP),
−
jonomery,
−
kopolimery etylenu i octanu winylu (EOW),
−
poliestry (politereftalany – PET).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Polietylen jest tworzywem sztucznym, które stosuje się najpowszechniej do powlekania
papieru metodą wytłaczania, m.in. ze względu na niską ceną. Powłoka polietylenowa nadaje:
−
wodoszczelność,
−
wilgocioszczelność,
−
odporność na kwasy, zasady i większość rozpuszczalników organicznych,
−
elastyczność w niskich temperaturach (do -60
°
C),
−
brak kleistości w warunkach tropikalnych,
−
zdolność zgrzewania na gorąco.
Ze wzrostem gramatury PE przenikalność pary wodnej maleje kilkakrotnie.
Polietylen ma niskie napięcie powierzchniowe: 32 mN/m. Dla porównania napięcie
powierzchniowe wody wynosi 72 mN/m, a rtęci – 472 mN/m.
Polietylen nie zawiera plastyfikatorów, jest całkowicie obojętny fizjologicznie i nie
wywiera wpływu na smak i zapach zapakowanego towaru, toteż nadaje się doskonale do
pakowania środków spożywczych, farmaceutycznych i kosmetycznych.
Wadami papieru powlekanego polietylenem, ograniczającym jego stosowanie, jest duża
przepuszczalność gazów i aromatów. Polietylen nie jest całkowicie odporny na tłuszcze, pod
wpływem których pęcznieje, co prowadzi w efekcie do ich przenikania. Powłoki
polietylenowe ulegają zgrzewaniu ze sobą w temperaturze 99
÷
116
°
C.
Papiery podłożowe
Wymagania stawiane papierom do powlekania stopionymi termoplastami metodą
wytłaczania z ekstrudera wynikają z:
−
warunków powlekania,
−
techniki pakowania,
−
funkcjonalności opakowania wytworzonego z tworzywa powlekanego.
Jako podłoża stosuje się papiery o gramaturze od 17 do 300 g/m
2
, bezdrzewne, z masy
celulozowej bielonej lub niebielonej.
Technologia powlekania wymaga, aby papier podłożowy odznaczał się:
−
dostateczną wytrzymałością i niską rozciągliwością,
−
niską porowatością,
−
niską gładkością.
−
odpowiednim stopniem zaklejenia,
−
wilgotnością poniżej 7%.
Techniki pakowania stawiają ponadto papierom podłożowym dodatkowe wymagania
wysokiej odporności na przepuklenie oraz dużej gładkości strony niepowlekanej tworzywami
sztucznymi.
Ze względów estetycznych, informacyjnych i reklamowych, strona niepowlekana
termoplastami powinna się dobrze drukować, dlatego do wyrobu wysokojakościowych
opakowań stosuje się papier z mas celulozowych bielonych, z powłoką pigmentową po
stronie przewidzianej do drukowania. Taki papier pokrywa się najpierw powłoką
termoplastyczną po stronie szorstkiej (celulozowej), a następnie zadrukowuje na drukarkach
zwojowych rotograwiurowych lub fleksograficznych, stosując farby wysychające w niskich
temperaturach.
Do wyrobu materiałów na opakowania środków technicznych, na opakowania zbiorcze
o dużej wytrzymałości i wilgocioszczelności (worki) lub na papiery antykorozyjne stosuje się
papiery z masy siarczanowej niebielonej. Wymagania stawiane tym papierom są na ogół
zgodne z wymaganiami na papiery pakowe niepowlekane.
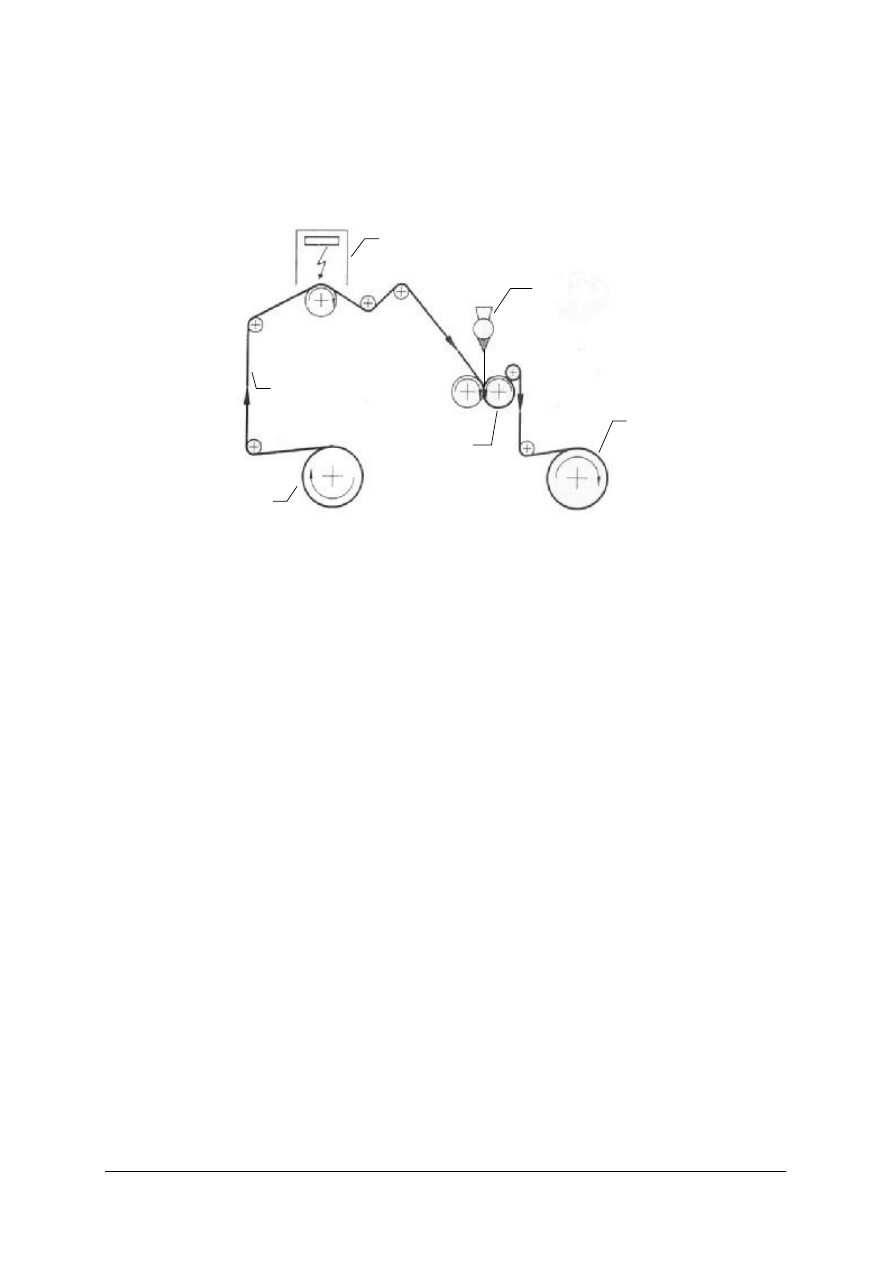
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Powlekanie papieru tworzywami sztucznymi
Powlekanie papieru za pomocą tworzyw sztucznych w stanie stopionym polega na
wytłoczeniu szczelinowym stopionego tworzywa w postaci folii, połączeniu jej z papierem
i następnie ostudzeniu. Do wytłaczania folii stosuje się głowicę ekstruderową (Rys. 17).
Rys. 17. Schemat powlekarki z głowicą ekstruderową: 1 – odwijak papieru podłożowego;
2 – wstęga papieru podłożowego; 3 – koronator; 4 – głowica ekstrudera; 5 – cylinder
chłodzący; 6 – nawijak papieru powlekanego polietylenem
Tworzywo sztuczne w granulkach podaje się do leja zasypowego, skąd doprowadzane
jest do wytłaczarki, gdzie zostaje stopione i za pomocą obracającego się ślimaka wytłoczone
przez szczelinę o szerokości ok. 0,5 mm. Wymagana temperatura tworzywa w szczelinie
zależy od rodzaju termoplastu i wynosi od 205 do 330
°
C. Wytłoczona folia stykając się
z papierem ma temperaturę o 70 do 120
°
C niższą.
Grubość folii wypływającej z ekstrudera jest znacznie wyższa niż wymagana w procesie
powlekania, jednak dzięki wyższej prędkości wstęgi papieru niż folii zostaje ona wyciągnięta
25
÷
40 krotnie, co pozwala na uzyskanie bardzo cienkich powłok.
Folia styka się najpierw z papierem, a następnie z cylindrem chłodzącym, gdzie jest
studzona do temperatury krzepnięcia wiążąc się z podłożem i zestalając na jego powierzchni.
Czas zetknięcia folii z powierzchnią cylindra chłodzącego wynosi poniżej 0,7 s. W tym czasie
musi nastąpić żądane odprowadzenie ciepła z powłoki tworzywa sztucznego i przejście jej
w stan stały. Złączenie folii z podłożem następuje w szczelinie dociskowej między cylindrem
chłodzącym a walcem ogumowanym.
Przyczepność folii do papieru zależy od stopnia penetracji tworzywa w podłoże oraz od
sił adhezji między cząsteczkami polimeru i papieru. Przy powlekaniu papieru o powierzchni
szorstkiej, porowatej dzięki adhezji następuje połączenie głównie mechaniczne. Gładkie
i równe powierzchnie wymagają przed naniesieniem folii odpowiedniej obróbki wstępnej za
pomocą jednej z następujących metod, zwiększających przyczepność tworzywa do papieru:
naniesienia na powierzchnię papieru środka kotwiczącego (primeru), którym są najczęściej
roztwory rozpuszczalnikowe polimerów o dużym powinowactwie chemicznym do papieru
i folii, aktywowania płomieniem gazowym, traktowania wyładowaniami elektrycznymi
(koronowymi) w koronatorze o częstotliwości 15 kHz.
6
4
1
5
2
3

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to są właściwości barierowe?
2. W jakiej formie polietylen jest nanoszony na papier podłożowy (roztwór, dyspersja, masa
stopione tworzywo)?
3. Jak się nazywa powlekarka do nanoszenia na papier polietylenu?
4. Jakie właściwości papierom powlekanym polietylenem nadaje polietylen?
4.6.3. Ćwiczenia
Ćwiczenie 1
Zbadaj zgrzewalność powłoki polietylenowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyciąć 3 arkusiki z papieru powlekanego PE oraz 1 arkusik z papieru kserograficznego
4) wykonać dwa zestawy do badań:
−
dwa arkusiki powlekane PE złożyć powłoką z powłoką;
−
arkusik powlekany PE złożyć z arkusikiem papieru kserograficznego,
5) zestawy zgrzać w zgrzewarce w temperaturze ok. 130
°
C w ciągu 2
÷
5 sekund; zgrzane
zestawy pozostawić na 15 minut,
6) rozerwać połączenie i porównać wytrzymałość zgrzewu,
7) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier z powłoką polietylenową,
−
papier kserograficzny,
−
woda,
−
denaturat,
−
zgrzewarka,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Zbadaj zwilżalność powłoki polietylenowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
2) odszukać w literaturze żądane informacje,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) na powłokę PE nalać niewielką strużkę wody oraz denaturatu,
5) obserwować, jak zachowują się obie ciecze na powierzchni powłoki PE,
6) zapisać w zeszycie przebieg ćwiczenia i wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
papier z powłoką polietylenową,
−
woda,
−
denaturat,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić tworzywa sztuczne stosowane na powłoki barierowe?
2) wymienić właściwości barierowe?
3) rozpoznać powlekarkę z głowicą ekstruderową?
4) wyjaśnić zasadę działania ekstrudera?
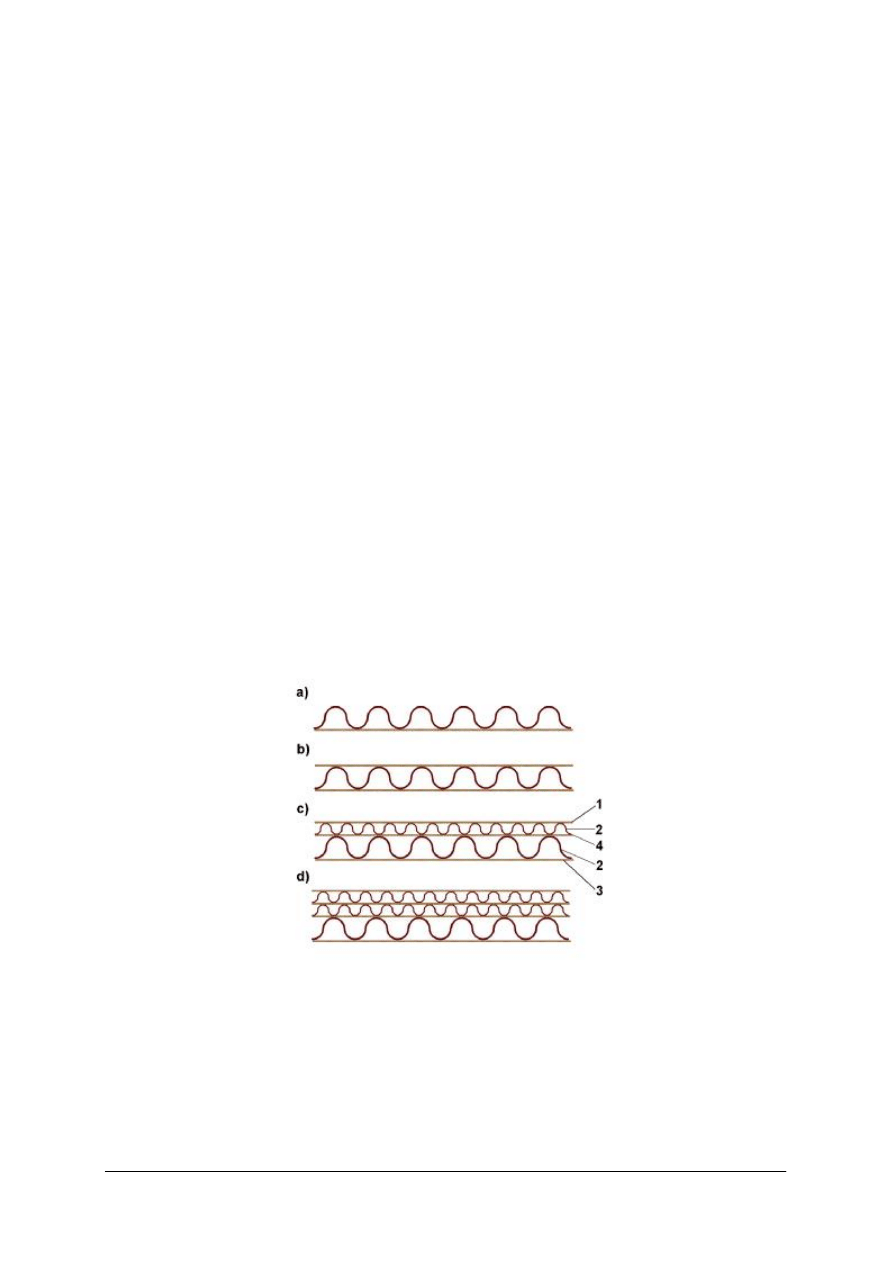
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.7. Tektura falista
4.7.1. Materiał nauczania
Tektura falista jest wykorzystywana głównie do produkcji opakowań transportowych
i zbiorczych. Zróżnicowane właściwości i budowa produkowanych tektur wynikają
z przeznaczenia końcowego produktu. Opakowania z tektury falistej znajdują szerokie
zastosowanie dzięki:
−
swej trwałości,
−
niewielkiej wadze,
−
estetycznemu wyglądowi,
−
zajmowaniu małej przestrzeni przy składowaniu,
−
doskonałemu zabezpieczaniu towaru przed uszkodzeniem w czasie transportu
i składowania
−
możliwości powtórnego przerobu jako makulatury.
Rodzaje tektur falistych
Tektura falista jest to produkt otrzymywany przez sklejenie ułożonych zwykle na
przemian płaskich i pofalowanych warstw papieru lub tektury (rys. 18). W zależności od
ilości warstw rozróżnia się tekturę falistą:
−
dwuwarstwową,
−
trzywarstwową,
−
czterowarstwową,
−
pięciowarstwową,
−
siedmiowarstwową.
Rys. 18. Schemat budowy tektur falistych [3]: a) tektura dwuwarstwowa, b) tektura
trzywarstwowa, c) tektura pięciowarstwowa, d) tektura siedmiowarstwowa: 1 – warstwa
płaska zewnętrzna, 2 – warstwa pofalowana, 3 – warstwa płaska wewnętrzna,
4 – warstwa płaska środkowa
Tektury pięciowarstwowe i siedmiowarstwowe produkuje się stosując szereg kombinacji
wysokości fal. Tektury faliste czterowarstwowe wytwarzane są bez warstwy płaskiej
środkowej.
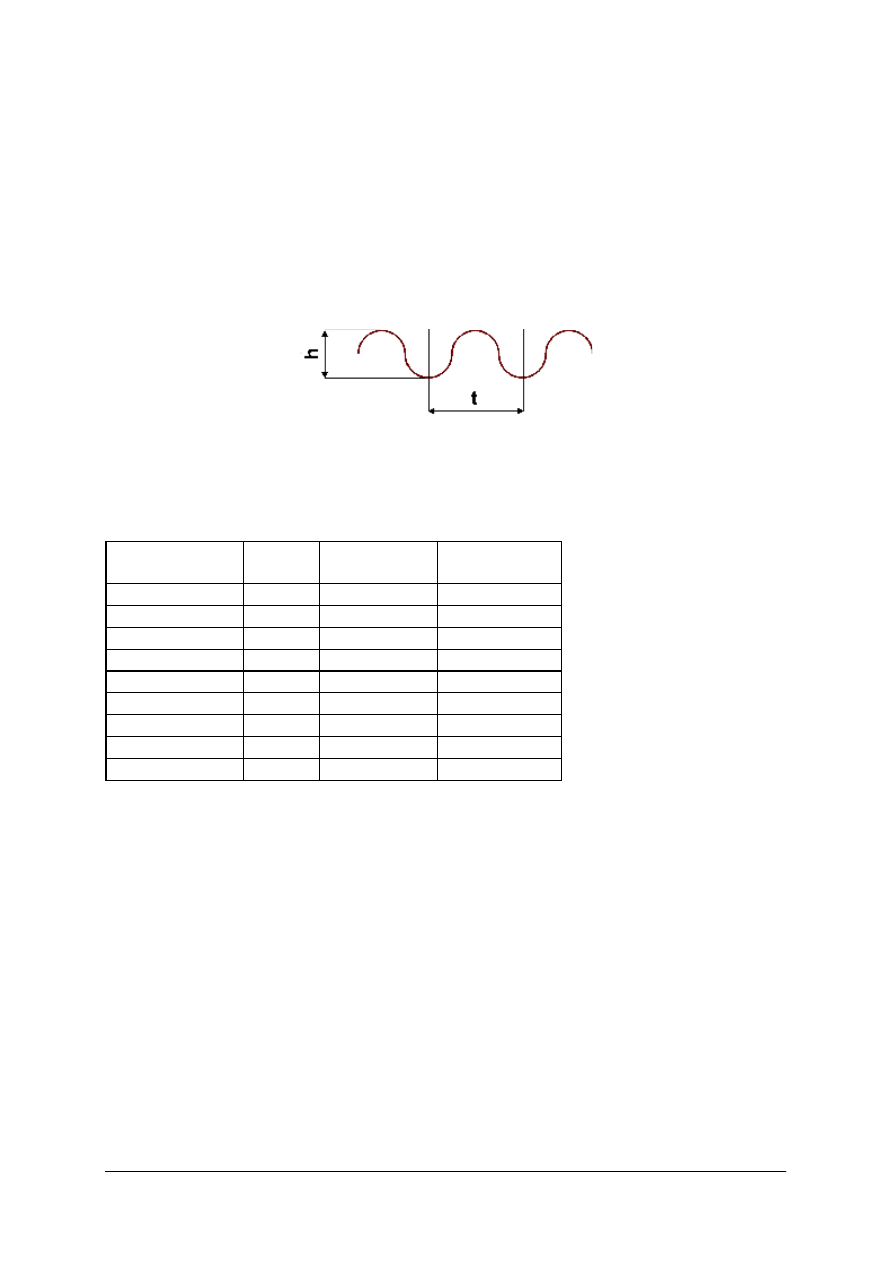
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Kształt i wielkość fali zależą od urządzenia falującego tekturnicy i są to
charakterystyczne wskaźniki tektury falistej. Najbardziej typowymi kształtami fal jest fala
sinusoidalna i klinowa.
Z profilem fali związane są (rys. 19):
−
wysokość fali (h) – odległość od podstawy do wierzchołka fali,
−
podziałka fali (t) – odległość między wierzchołkami fal,
−
współczynnik pofalowania – stosunek długości papieru przed pofalowaniem do długości
pofalowanej wstęgi.
Kolejnym parametrem charakteryzującym tekturę falistą jest jej grubość, która stanowi
sumę wysokości fali i grubości warstw płaskich.
Rys. 19. Wysokość i podziałka fali[3]
W zależności od wysokości wyróżnia się fale niskie (B), średnie (C), wysokie (A),
mikrofale (E i F), minifale (G i N) oraz fale bardzo wysokie (D i K) (tabela 3).
Tabela 3. Rodzaje fal tektury falistej [3]
Rodzaj fali
Symbol
fali
Wysokość fali
[mm]
Współczynnik
pofalowania
wysoka
A
4 ÷ < 5
1,5
niska
B
2 ÷ < 3
1,36
średnia
C
3 ÷ < 4
1,45
mikrofala
E
1 ÷ 2
1,24
mikrofala
F
0,7 ÷ 1,1
1,21
minifala
G
0,85 ÷ 0,98
1,21
minifala
N
0,55 ÷ 0,6
1,81
bardzo wysoka
D
6,6
1,6
bardzo wysoka
K
> 7
1,5
Surowce do produkcji tektury falistej
Podstawowymi surowcami do produkcji tektury falistej są:
papiery i tektury na warstwy płaskie (LINERY),papiery na warstwy pofalowane
(FLUTINGI),klejPonadto potrzebne jest doprowadzenia ciepła.
Papiery i tektury na warstwy płaskie
Linery są to wyroby papiernicze co najmniej dwuwarstwowe o gramaturze od 125 do
400 g/m
2
. Wysoką jakość tektury falistej uzyskuje się stosując na linery papiery i tektury
wykazujące następujące cechy:
−
wysoka odporność na przepuklenie,duża wytrzymałość na przedarcie i przebicie
mechaniczne,dobra
podatność
na
sklejanie,odpowiednia
wilgotność,optymalna
gładkość,odporność na ścieranie i zdzieranie warstwy stanowiącej powierzchnie
zewnętrzne tektury falistej
.
Parametry te są różne dla linerów na warstwy płaskie:
−
zewnętrzne – po uformowaniu opakowania będzie na zewnątrz opakowania,
−
wewnętrzne – po uformowaniu opakowania będzie w jego wnętrzu,
−
środkowe
–
łączą
warstwy
pofalowane
w
tekturach
falistych
pięcio-
i siedmiowarstwowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
W zależności od surowców włóknistych wyróżniamy następujące rodzaje linerów:
a) kraftlinery – obie warstwy z masy celulozowej siarczanowej,
b) toplinery:
−
warstwa wierzchnia bielona;
−
spód – masa celulozowa siarczanowa,
c) toplinery z powłoką pigmentową,
d) testlinery:
−
wierzch – masa celulozowa siarczanowa;
−
spód – ścier, makulatura, półchemiczna.
Na technologię produkcji tektury falistej mają wpływ następujące właściwości linerów:
gramatura, grubość, wilgotność, odporność na rozwarstwianie, stopień zaklejenia,
współczynnik tarcia, gładkość, porowatość, odporność na przepuklenie, odporność na
zgniatanie.
Papiery i tektury na warstwy pofalowane
Flutingi (z ang. „to flute” – falować) – to nazwa papierów o gramaturze od 100 do
180 g/m
2
, stosowane do wyrobu warstw pofalowanych tektury falistej. Najczęściej są one
produkowane z:
−
masy półchemicznej, zazwyczaj wytwarzanej z drewna brzozowego metodą
obojętnosiarczynową (NSSC),
−
makulatury,
−
masy celulozowo-makulaturowej.
Dobrej jakości fluting powinien mieć następujące właściwości:
−
dobrą podatność na formowanie (tworzenie fali),
−
możliwość wytwarzania sztywnej, nieodkształcającej się fali,
−
równomierną grubość i wilgotność,
−
dobrą chłonność kleju.
W celu uzyskania wysokiej jakości tektury falistej należy przede wszystkim zwrócić
uwagę na następujące cechy flutingów:
−
mikrojednorodność (struktura),
−
grubość,
−
chłonność wody,
−
porowatość,
−
wilgotność,
−
odporność fali na zgniatanie płaskie,
−
rozciągliwość,
−
współczynnik tarcia.
Klej do sklejania warstw tektury falistej
Moc spoiny klejowej przyczynia się w znacznym stopniu do uzyskania odpowiednich
właściwości wytrzymałościowych tektury falistej.
Dobry klej do tektury falistej musi spełniać następujące wymagania:
−
powinien być łatwo dostępny i ekonomiczny w zastosowaniu,
−
jego przygotowanie powinno być jak najprostsze i umożliwiać pełną automatyzację tego
procesu,
−
lepkość kleju musi być stabilna,
−
powinien nadawać się do stosowania na wszystkich maszynach do wyrobu tektury
falistej,
−
powinien nadawać się do sklejania wszystkich rodzajów papierów,
−
musi szybko i niezawodnie wiązać warstwy tektury przy prędkości roboczej tekturnicy
powyżej 200 m/min, tworząc silną i elastyczną spoinę,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
−
odczyn pH spoiny powinien stawać się obojętny w możliwie krótkim czasie,
−
zawarta w kleju woda, która jest rozpuszczalnikiem lub fazą nośnikową substancji
klejących, powinna być łatwo usuwalna ze spoiny,
−
klej nie może wywoływać korozji elementów metalowych urządzeń,
−
nie może wpływać szkodliwie na środowisko naturalne,
−
nie może pogarszać właściwości sklejanych papierów, np. odbarwiać ich,
−
recycling odpadów i makulatury z tektury falistej sklejanej tym klejem nie powinien
nastręczać trudności.
Obecnie większość tektur falistych jest sklejana klejami skrobiowymi o specyficznym
składzie i właściwościach. Istnieje wiele różnych sposobów otrzymywania kleju skrobiowego do
sklejania warstw tektury falistej. We wszystkich tych metodach stosuje się:
−
skrobię,
−
wodę,
−
sodę kaustyczną (wodorotlenek sodowy),
−
boraks,
−
środek konserwujący.
Proces przygotowania kleju wymaga ogrzewania i mieszania.
Do sklejania warstw tektury falistej najczęściej wybierana jest skrobia kukurydziana, która
ma mniejsze ziarna niż skrobia ziemniaczana, co poprawia jej nakładanie na wierzchołki fal.
Woda jest istotnym składnikiem kleju skrobiowego do tektury falistej. Działa ona
bowiem jako medium przenoszące oraz jest konieczna do pęcznienia i kleikowania skrobi.
Soda kaustyczna jest używana do obniżenia temperatury kleikowania skrobi. Naturalna
skrobia kukurydziana podczas gotowania w czystej wodzie kleikuje w temperaturze około
80
°
C. Dzięki dodaniu sody kaustycznej, punkt kleikowania można obniżyć do temperatury
poniżej 50
°
C.
Boraks reaguje ze skleikowaną skrobią i modyfikuje teksturę kleju, wpływając w ten
sposób na właściwości przepływu, nakładanie kleju na fale oraz penetrację kleju w warstwy
papierowe poddawane sklejaniu.
Skrobia jest bardzo wrażliwa na działanie bakterii i grzybów, które powodują
depolimeryzację jej łańcuchów. Aby zapobiec obniżeniu lepkości kleju skrobiowego, należy
do niego dodać niewielką ilość środka konserwującego.
Przygotowanie kleju Stein-Halla
Do produkcji tektury falistej opracowano specjalną technikę przygotowania kleju. Proces
ten nosi nazwę metody Stein-Halla. Podstawą tej metody jest zawieszenie ziarenek
nieskleikowanej skrobi natywnej w „nośniku”, czyli roztworze skrobi skleikowanej.
Przygotowanie kleju Stein-Halla jest procesem okresowym i przebiega w dwóch etapach.
Najpierw do mieszalnika wypełnionego wodą pierwotną dodaje się skrobię pierwotną
i całą zawiesinę ogrzewa poprzez iniekcję pary do 43
÷
60
°
C w zależności od rodzaju skrobi
i dodatku NaOH. Następnie dodaje się sodę kaustyczną i kleikuje skrobię. Roztwór skrobi
miesza się przez 15
÷
20 minut do całkowitego skleikowania (rozdzielenia na pojedyncze
łańcuchy) ziaren skrobi. Roztwór ten stanowi tzw. „nośnik”.
Po przygotowaniu „nośnika” dodaje się wodę wtórną i – jeśli jest to konieczne – obniża
temperaturę i dodaje skrobię ziarnistą (wtórną), która ulegnie skleikowaniu dopiero po
naniesieniu na wierzchołki fal na tekturnicy. Następnie do kleju dodaje się boraks i miesza
przez 15
÷
20 minut dla zapewnienia dobrego wymieszania wszystkich składników
i otrzymania kleju o stabilnej lepkości.
Stosunek skrobi skleikowanej do skrobi surowej zwykle waha się w granicach 1:5 do 1:6.
Całkowita zawartość skrobi w kleju wynosi około 25%. Klej Stein-Halla nie posiada
w temperaturze pokojowej istotnych właściwości wiążących. Dopiero po naniesieniu kleju
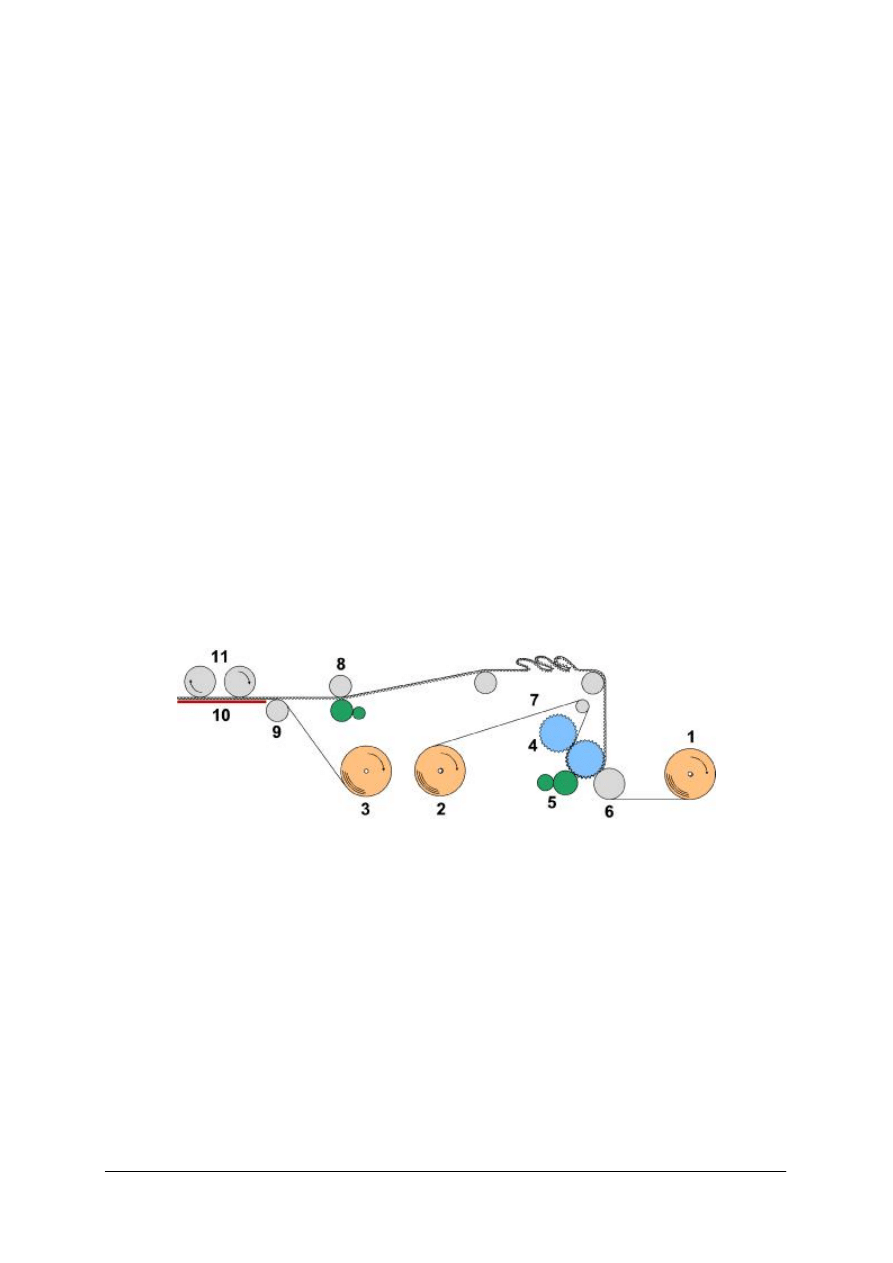
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
na wierzchołki fal i pod działaniem wysokiej temperatury walców ryflowanych
(rowkowanych) i płyt grzejnych części suszącej tekturnicy zawarta w nim skrobia surowa
ulega skleikowaniu i wchłania dużą ilość wody, dzięki czemu następuje gwałtowny wzrost
lepkości i przylepności kleju. W ciągu ułamka sekundy wytwarza się spoina, która jeszcze w
stanie wilgotnym mocno wiąże warstwy tektury.
Produkcja tektury falistej
Tekturę falistą produkuje się na maszynach zwanych tekturnicami. Podstawowymi
operacjami w produkcji tektury falistej są:
−
trwałe pofalowanie wstęgi papieru (flutingu) i otrzymanie warstwy pofalowanej,
−
sklejenie warstwy pofalowanej z jedną lub dwiema gładkimi warstwami papieru lub
tektury (linerami),
−
wysuszenie wytworzonej tektury falistej,
−
formowanie arkuszy tektury przez nagniatanie oraz cięcie wzdłużne i poprzeczne wstęgi
tektury.
Przykładowy schemat tekturnicy do produkcji trzywarstwowej tektury falistej
przedstawiono na rysunku 20. Najważniejszymi elementami tej tekturnicy są sklejarka
pojedyncza i sklejarka podwójna. Ponadto w skład tekturnicy wchodzą:
−
odwijaki zwojów papieru,
−
kondycjoner,
−
część susząca,
−
nawijak tektury dwuwarstwowej,
−
krajarko-nagniatarka,
−
przekrawacz poprzeczny,
−
zespół odbioru arkuszy.
Rys. 20. Schemat tekturnicy do wyrobu trzywarstwowej tektury falistej [3]1 – zwój papieru na warstwę płaską,
2 – zwój papieru na warstwę pofalowaną, 3 – zwój papieru na warstwę płaską, 4 – walce rowkowane
(ryflowane) sklejarki pojedynczej, 5 – zespół nanoszenia kleju sklejarki pojedynczej, 6 – walec
dociskowy sklejarki pojedynczej, 7 – most magazynowy, 8 – zespół nanoszenia kleju sklejarki
podwójnej, 9 – sklejarka podwójna, 10 – płyty grzewcze części suszącej tekturnic, 11 – wałki
dociskające pas susznikowy
Sklejarka pojedyncza
Sklejarka pojedyncza jest urządzeniem falująco-sklejającym do formowania warstwy
pofalowanej i sklejania jej z warstwą płaską. Na sklejarce pojedynczej wytwarza się tekturę
falistą dwuwarstwową.
W sklejarce pojedynczej wstęga flutingu przechodzi między dwoma walcami
rowkowanymi. Walce te nazywane są również walcami ryflowanymi lub karbowanymi.
Karby walców, zwane ryflami, mają kształt odpowiedni do rodzaju fali, jej podziałki
i wysokości. Od wewnątrz walce ogrzewane są parą przegrzaną do temperatury do 180
°
C.
Wstęga flutingu wychodzi spomiędzy tych walców trwale pofalowana.
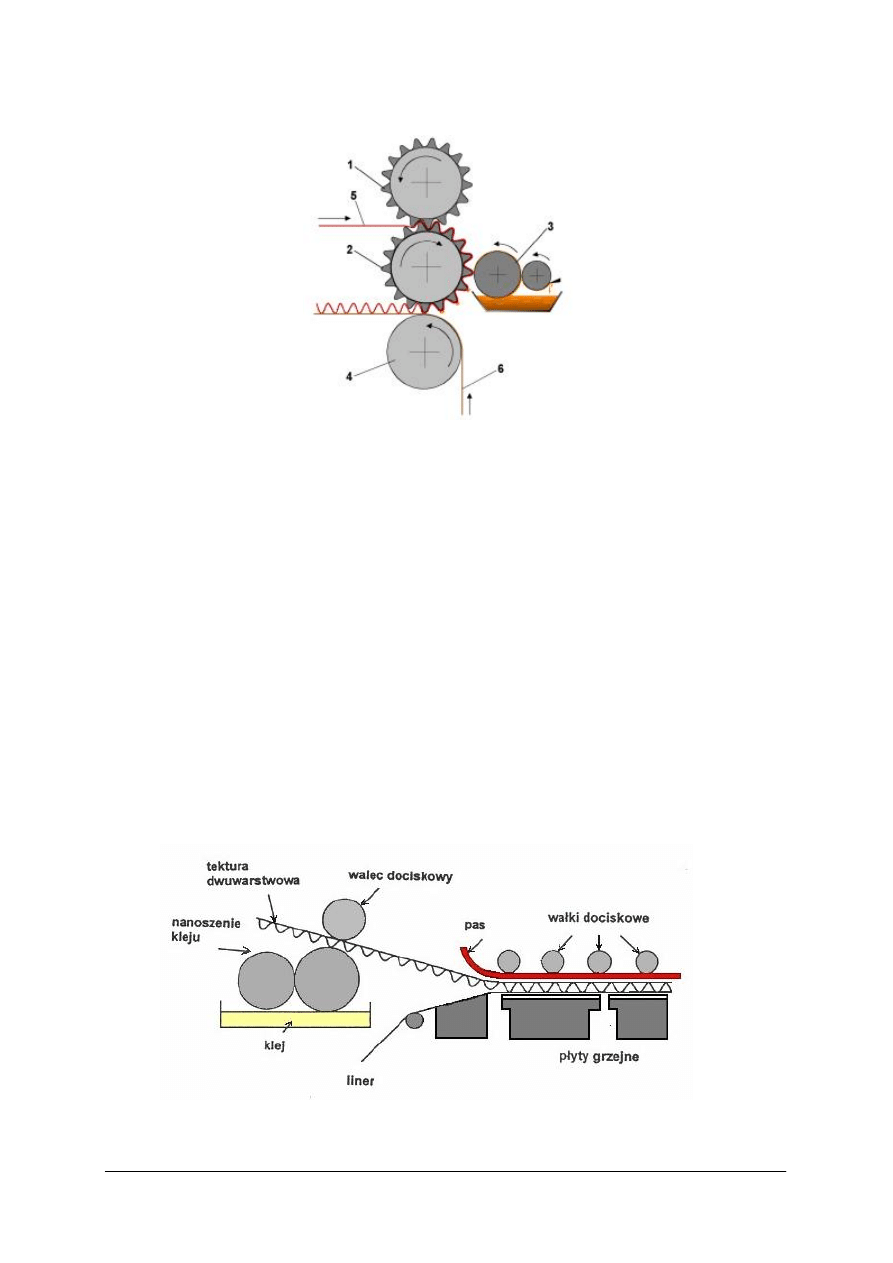
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Rys. 21. Schemat sklejarki pojedynczej [3]: 1 – górny walec rowkowany, 2 – dolny walec rowkowany,
3 – zespół nanoszący klej na wierzchołki fal,4 – walec dociskowy, 5 – papier na warstwę pofalowaną
tektury, 6 – papier na warstwę płaską tektury falistej
Na wierzchołki wytworzonych fal nakłada się klej za pomocą dwóch lub trzech wałków,
z których dolny zanurzony jest w wanience z klejem, a górny nanosi klej na fale. Ilość
nanoszonego kleju zależy od wielkości szczelin między wałkami głowicy i wynosi 4
÷
8 g
mokrego kleju na 1 m
2
tektury. Po upływie ułamka sekundy na papier pofalowany nakleja się
płaską warstwę papieru pokryciowego (lineru). Związanie obydwu warstw następuje prawie
natychmiast. Grubość mokrej spoiny wynosi ok. 200 μm. Prędkość tekturnicy jest limitowana
czasem wiązania kleju.
Po opuszczeniu sklejarki pojedynczej zestalenie się spoiny klejowej następuje na skutek:
odparowania wody dzięki ciepłu zmagazynowanemu w warstwach papierowych, podgrzanych
w kondycjonerze, podgrzewaczu wstępnym i na urządzeniu falująco-sklejającym,
odparowania wody w części suszącej tekturnicy.
Sklejarka podwójna
Tekturę trzywarstwową produkuje się z tektury dwuwarstwowej przez naklejenie
w sklejarce podwójnej na warstwę pofalowaną drugiej płaskiej warstwy papieru. W tym celu
nakłada się klej na wolne wierzchołki fal za pomocą urządzenia sklejającego i dociska do nich
drugą warstwę papieru płaskiego (rys. 22).
Rys. 22. Schemat sklejarki podwójnej [3]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym jest fluting?
2. Czym jest liner?
3. Co to jest wysokość fali?
4. Co to jest podziałka fali?
5. Czym się różni tektura falista dwuwarstwowa od tektury falistej trójwarstwowej?
6. Do czego służy sklejarka pojedyncza?
7. Do czego służy sklejarka podwójna?
8. Jaką barwę po obu stronach ma tesliner?
9. Jaką barwę po obu stronach ma kraftliner?
4.7.3. Ćwiczenia
Ćwiczenie 1
Przygotuj klej Stein-Halla i zapoznaj się z jego właściwościami.
Tabela 1 do ćwiczenia 1. Przygotowanie nośnika (dwie porcje)
Surowiec
Masa [g]
Woda pierwotna
125,7
Pierwotna skrobia ziemniaczana
6,5
40%-owy roztwór NaOH
0,9
Tabela 2 do ćwiczenia 1. Przygotowanie kleju skrobiowego (dwie porcje)
Surowiec
Masa [g]
Woda wtórna
193,2
Wtórna skrobia ziemniaczana
62
Boraks
0,12
Nośnik
?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się ze zrozumieniem z materiałem nauczania dotyczącym tektury falistej,
zawartym w niniejszym poradniku oraz w literaturze dodatkowej,
4) przygotować nośnik (Tabela 1 do Ćwiczenia 1) – obie porcje:
−
do zimnej wody wsypać skrobię, dobrze wymieszać pod mieszadłem;
−
dodać roztwór NaOH, wymieszać i zważyć;
−
ogrzać na łaźni wodnej do uzyskania półprzezroczystego kleiku o zwiększonej
lepkości;
−
oznaczyć temperaturę kleikowania;
−
pozostawić do ostygnięcia;
−
zważyć, uzupełnić wodę,
5) przygotować klej skrobiowy Stein-Halla (Tabela 2 do Ćwiczenia 1) – obie porcje:
−
zlewkę z częścią skleikowaną (nośnikiem) ustawić pod mieszadłem, wlać stopniowo
zimną wodę wtórną, dobrze wymieszać;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
wsypywać stopniowo skrobię wtórną i wymieszać do uzyskania jednolitej zawiesiny;
−
dodać boraks, mieszać 10 minut, zważyć,
6) jedną porcję kleju pozostawić do badań w postaci zawiesiny,
7) drugą porcję kleju wykorzystać do „symulacji” zjawisk zachodzących w kleju na
sklejarce tekturnicy:
−
ogrzać na łaźni wodnej do uzyskania półprzezroczystego roztworu koloidalnego;
−
oznaczyć temperaturę kleikowania;
−
zważyć, ewentualnie uzupełnić wodę,
8) zbadać właściwości kleju (obu porcji: skleikowanej i zawiesiny):
−
lepkość pozorną na kubku Stein-Halla;
−
lepkość pozorną na wiskozymetrze rotacyjnym (przy 100 obr./min);
−
wartość pH,
9) zapisać w zeszycie przebieg ćwiczenia, wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
skrobia,
−
wodorotlenek sodu,
−
boraks,
−
woda,
−
termometr,
−
zlewki,
−
bagietki,
−
waga analityczna,
−
łaźnia wodna,
−
kubek Stein-Halla,
−
wiskozymetr rotacyjny,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Uwaga: uczniowie powinni posiadać środki ochronne (fartuchy, rękawice).
Ćwiczenie 2
Oznacz wysokość i podziałkę fali oraz określ rodzaj tektury falistej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie definicje podziałki i wysokości fali,
4) określić rodzaj tektury falistej (np. dwuwarstwowa, trójwarstwowa, pięciowarstwowa),
5) oznaczyć suwmiarką podziałkę i wysokość fali dwóch tektur trójwarstwowych,
6) podać symbol fali,
7) zapisać w zeszycie przebieg ćwiczenia, wyniki i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
tektura falista dwuwarstwowa,
−
tektura falista trójwarstwowa z falą E lub F,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
−
tektura falista trójwarstwowa z falą C,
−
tektura falista pięciowarstwowa,
−
suwmiarka,
−
tabela charakteryzująca rodzaje fal tektury falistej,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Rozpoznaj testliner i kraftliner.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przypomnieć sobie różnice w barwie między masą makulaturową, a niebieloną masą
siarczanową,
4) dokonać oględzin wzrokowych obu stron linerów,
5) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
testliner,
−
kraftliner,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Rozpoznaj urządzenia tekturnicy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze żądane informacje,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) rozpoznać na schemacie tekturnicy sklejarkę pojedynczą i podwójną,
4) zapisać w zeszycie przebieg ćwiczenia i wnioski.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
plansza ze schematem tekturnicy (np. do produkcji tektury trójwarstwowej),
−
plansza ze schematem sklejarki pojedynczej,
−
plansza ze schematem sklejarki podwójnej,
−
materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić podstawowe elementy tekturnicy?
2) odróżnić testliner od kraftlinera?
3) wyjaśnić zasadę przygotowania skrobiowego kleju Stein-Halla?
4) podać definicje wysokości i podziałki fali?
5) odróżnić sklejarkę pojedynczą od sklejarki podwójnej?
6) nazwać trzy główne surowce do produkcji tektury falistej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom podstawowy
(pytania 1
÷
15), II część – poziom ponadpodstawowy (pytania16
÷
20).
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16
÷
20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
9. Czas trwania testu – 50 minut.
10. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu
wynosi 20 pkt.
Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu wiadomości
i umiejętności, jakie zostały ukształtowane w wyniku zorganizowanego procesu kształcenia w
jednostce modułowej „Uszlachetnianie i wykończanie wyrobów papierniczych”. Spróbuj
swoich sił. Pytania nie są trudne i jeżeli zastanowisz się, to na pewno udzielisz odpowiedzi.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Na końcu maszyny, w skład której wchodzi sklejarka podwójna, otrzymamy
a) papier kalandrowany.
b) tekturę falistą dwuwarstwową.
c) tekturę falistą trójwarstwową.
d) papier powlekany dwustronnie.
2. Elementem nanoszącym mieszankę w powlekarkach typu LDTA jest
a) dysza.
b) walec.
c) ekstruder.
d) pręt z nawiniętym drutem.
3. Prasy zaklejające są umieszczane
a) w części sitowej maszyny papierniczej.
b) w części prasowej maszyny papierniczej.
c) w części suszącej maszyny papierniczej.
d) między nawijakiem maszyny papierniczej a superkalanderm.
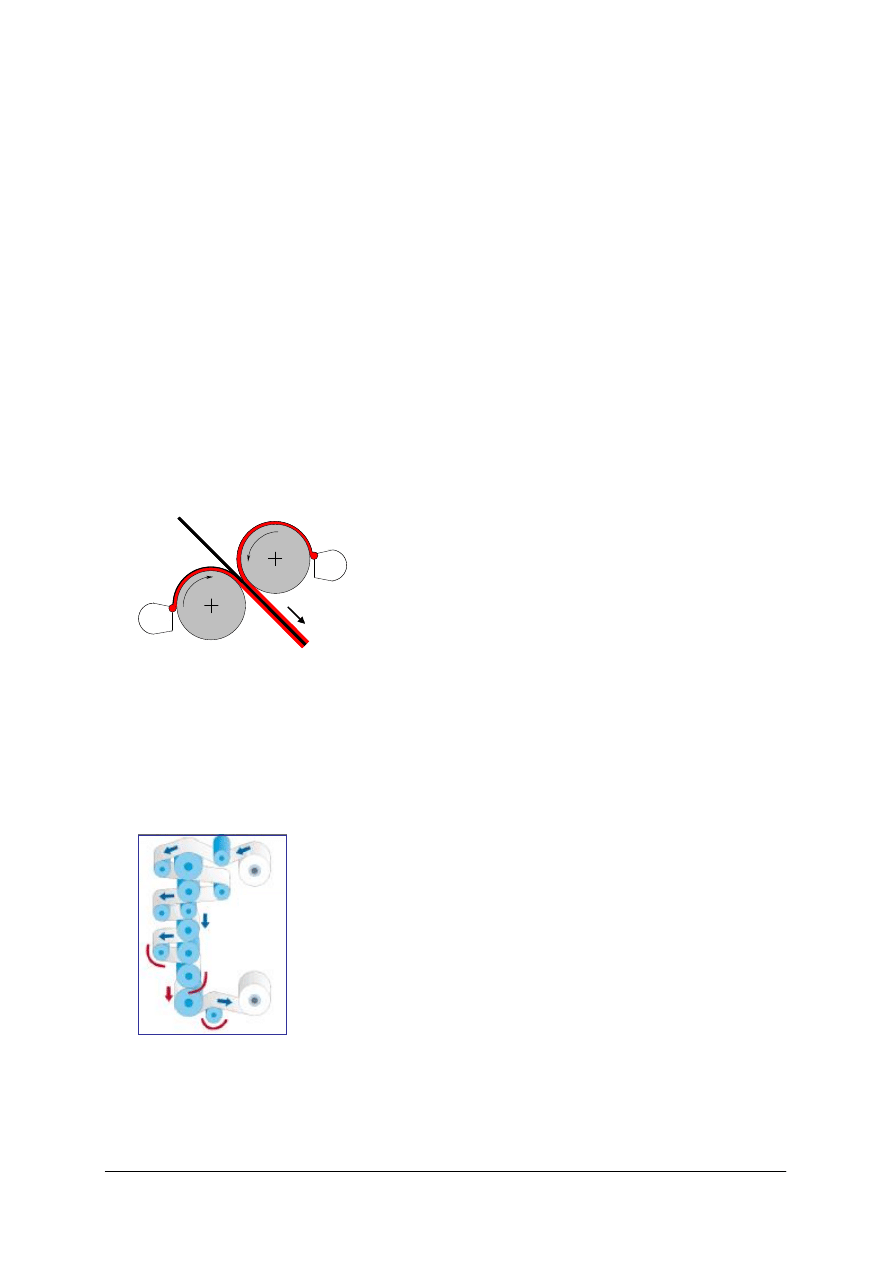
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4. Przykładem hydrofilowego środka wiążącego jest
a) skrobia.
b) kaolin.
c) lateks styrenowo-butadienowy.
d) polietylen.
5. Głównym składnikiem powłoki bezpigmentowej w papierach rejestracyjnych jest
a) etyloceluloza.
b) kaolin.
c) polietylen.
d) substancja barwotwórcza.
6. Najważniejszym składnikiem kleju Stein-Halla jest
a) skrobia.
b) lateks styrenowo-butadienowy.
c) węglan wapnia.
d) etyloceluloza.
7. Poniższy schemat przedstawia
a) tradycyjną prasę zaklejającą poziomą.
b) tradycyjną prasę zaklejającą pionową.
c) tradycyjną prasę zaklejającą ukośną.
d) prasę zaklejającą typu Speedsizer.
8. Poniższy schemat przedstawia
a) sklejarkę podwójną.
b) superkalander.
c) softkalander.
d) sklejarkę pojedynczą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
9. Tekturnica służy do
a) produkcji tektury falistej.
b) produkcji tektur jednostronnie powlekanych.
c) powlekania tektury falistej mieszankami pigmentowymi.
d) powlekania tektury falistej polietylenem.
10. Powlekarka z głowicą ekstruderową służy do nanoszenia na papier
a) mieszanek bezpigmentowych.
b) mieszanek pigmentowych.
c) tworzyw sztucznych w stanie stopionym.
d) kleju Stein-Halla.
11. Do zaklejania powierzchniowego najczęściej stosujemy
a) węglan wapnia.
b) skrobię.
c) kaolin.
d) polietylen.
12. Zadaniem środka dyspergującego jest
a) obniżenie lepkości wodnej dyspersji pigmentu.
b) obniżenie temperatury kleikowania skrobi.
c) nadanie cząstkom pigmentu ładunków różnoimiennych.
d) podwyższenie lepkości wodnej dyspersji pigmentu.
13. Fluting jest to papier przeznaczony
a) do powlekania tworzywami sztucznymi.
b) na warstwy płaskie tektury falistej.
c) na warstwy pofalowane tektury falistej.
d) do produkcji tektur jednostronnie powlekanych mieszankami pigmentowymi.
14. W powlekanych papierach bezkalkowych oznaczonych symbolem CB w powłoce
znajduje się
a) substancja wywołująca.
b) substancja barwotwórcza.
c) barwnik.
d) etyloceluloza.
15. Cząstki kaolinu mają kształt
a) płytek.
b) bryłek.
c) sześcianów.
d) igieł.
16. Podstawowa różnica między drukowymi papierami SC i LWC polega na tym, że
a) papiery SC są powlekane mieszankami pigmentowymi, a papiery LWC nie są powlekane.
b) papiery SC na swej powierzchni mają powłokę bezpigmentową, a papiery LWC nie są
powlekane.
c) papiery LWC są powlekane mieszankami pigmentowymi, a papiery SC nie są powlekane.
d) papiery LWC na swej powierzchni mają powłokę bezpigmentową, a papiery SC nie
są powlekane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
17. W 500 g wodnej dyspersji pigmentu o stężeniu wagowy 60%, będzie się znajdować
a) 60 g pigmentu i 40 g wody.
b) 300 g pigmentu i 200 g wody.
c) 60 g pigmentu i 440 g wody.
d) 120 g pigmentu i 380 g wody.
18. Różnica między kraftlinerem a testlinerem polega na tym, że
a) kraftliner ma wierzchnią warstwę bieloną, a testliner – obie warstwy niebielone.
b) kraftliner jest wykonany ze ścieru, a testliner – z bielonej masy celulozowej.
c) testliner ma obie warstwy z niebielonej celulozowej masy siarczanowej, a kraftliner
– wierzchnią warstwę ma z niebielonej celulozowej masy siarczanowej, a dolną
z surowca gorszej jakości np. z makulatury.
d) kraftliner ma obie warstwy z niebielonej celulozowej masy siarczanowej, a testliner
– wierzchnią warstwę ma z niebielonej celulozowej masy siarczanowej, a dolną
z surowca gorszej jakości np. z makulatury.
19. Zapis na papierach rejestracyjnych z powłoką bezpigmentową powstaje pod wpływem
nacisku pisaka w wyniku
a) reakcji chemicznej.
b) wypłynięcia atramentu z pisaka na białą powłokę bezpigmentową.
c) zagęszczenia struktury mikroporowatej powłoki i odsłonięcia barwnego podłoża.
d) mechanicznego zdrapania struktury mikroporowatej powłoki i odsłonięcia barwnego
podłoża.
20. Powlekane papiery bezkalkowe oznaczone symbolem CFB umożliwiają uzyskanie
w zestawie przebitkowym
a) tylko oryginału.
b) tylko ostatniej kopii.
c) kopii pośrednich i ostatniej kopii.
d) form kopiowych do drukowania.
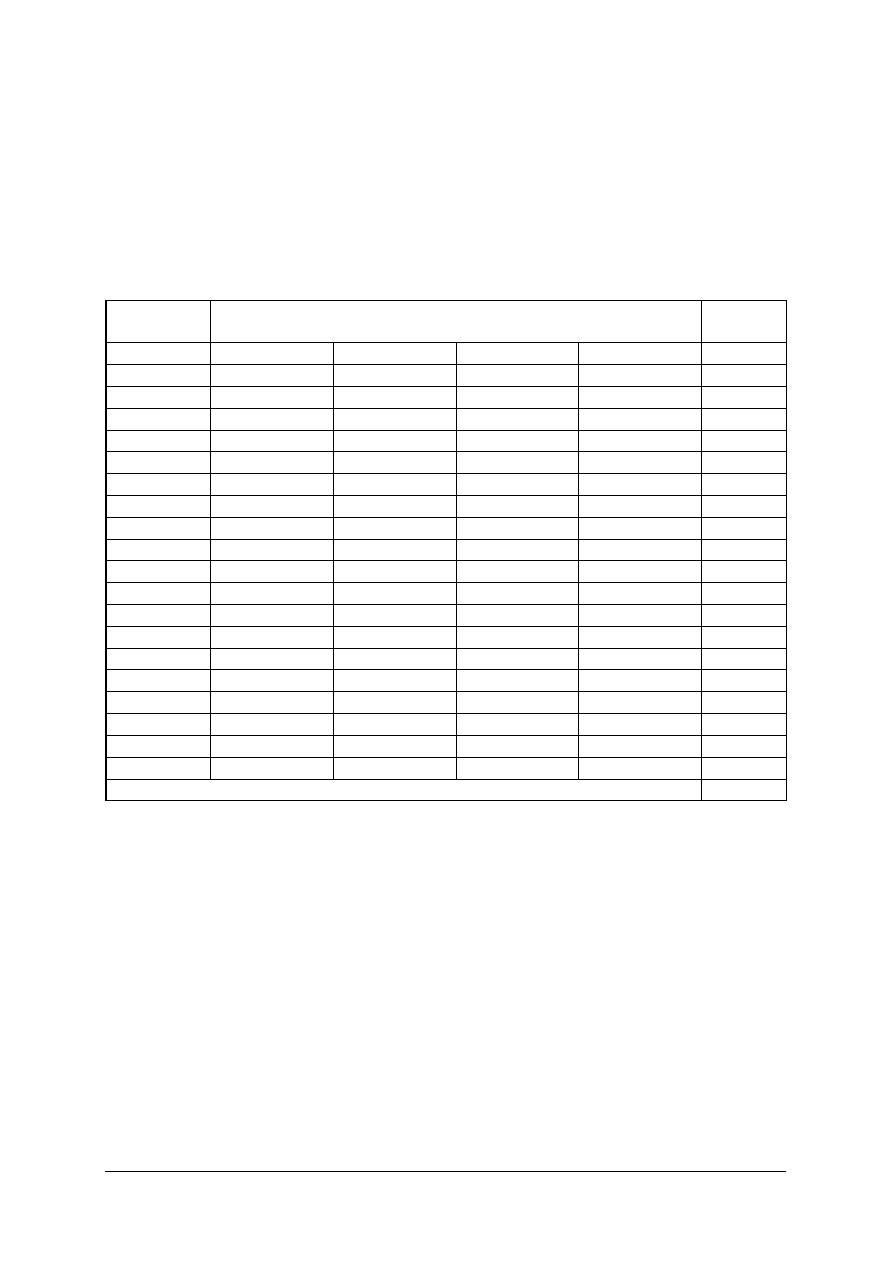
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
KARTA ODPOWIEDZI
Imię i nazwisko….......................................................................................
Uszlachetnianie i wykończanie wyrobów papierniczych
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
6
.
LITERATURA
1. Drzewińska E.: Rogaczewski, Z.: Technologia celulozy i papieru cz. 3: Powierzchniowe
uszlachetnianie papieru. WSiP, Warszawa, 1997
2. Korczyński A., Palenik K., Rogaczewski Z.: Papiery reprograficzne i rejestracyjne.
WNT, Warszawa 1990
3. Drzewińska E., Czechowski J., Stanisławska A.: Technologia wytwarzania tektury
falistej, wyd. II. Wydawnictwo Politechniki Łódzkiej, Łódź 2006
4. Drzewińska E.: Skrobia do zaklejania powierzchniowego papieru. Przegl. Papiern.
57, nr 4, s. 265–271 (2001)
5. Drzewińska E.: Zaklejanie powierzchniowe papieru. Przegl. Papiern. 58, nr 1, s. 21–26
(2002)
6. Lehtinen E. (edytor): Papermaking Science and Technology. Book 11: Pigment Coating
and Surface Sizing of Paper, praca zbiorowa. Fapet Oy, Helsinki, Finland 2000
Wyszukiwarka
Podobne podstrony:
13 Zdobienie i wykończanie wyrobów skórzanych
13 Zdobienie i wykonczanie wyro Nieznany (2)
wzory wyrobów z papierowej wikliny
PRZEZNACZENIE WYROBOW PAPIERNICZYCH (2)
Ocena towaroznawcza wybranych wyrobow papierniczych Arkusz Pracy Studenta, Studia, Towaroznawstwo, M
02 13 o zakazie stosowania wyrobów zawierających azbest
13 Zdobienie i wykonczanie wyro Nieznany (2)
15 Zdobienie i wykończanie wyrobów kaletniczych
13 Przechowywanie i transport wyrobów piekarskich
PRZEZNACZENIE WYROBÓW PAPIERNICZYCH (2)
WŁAŚCIWOŚCI WYROBÓW PAPIEROWYCH
13 Przechowywanie i transport wyrobów piekarskich
Zdobienie i wykończanie wyrobów kaletniczych
Papiery wartościowe notowane na?TO (13 stron) VGCFUFY2QO2FVBSUSMFCZL2SIWBP7ZORPRCXQIQ
13 Wytwarzanie wyrobów tapicerowanych
25 Wykończanie powierzchni wyrobów stolarskich
Nakładanie apretur i innych wykończeń uszlachetniających na wyroby włókiennicze
więcej podobnych podstron