KOMPUTEROWE
WSPOMAGANIE
ZARZĄDZANIA
PROJEKTAMI
ROK AKADEMICKI 2011/2012
PROWADZĄCY:
WYKONAWCY:
prof. dr hab. inż. Z. Ignaszak
Paulina Roszak
Paulina Rewers
Bartosz Pliszka
USING THE 3D CAD MODELS FOR PROGRAMMING
THE HIGH SPEED MACHNINIG
Zenobia Weiss, Roman Konieczny, Radosław Paszkiewicz
Ponznan University of Technology, Institute of Mechanical
Technology, Poznan Poland
phone/fax-48 61 6652774, email:
zenobia.weiss@put.poznan.pl,
roman.konieczny@put.poznan.pl,
radoslaw.paszkiewicz@put.poznan.pl
ZASTOSOWANIE MODELI CAD 3D DO PROGRAMOWANIA OBRÓBKI
SZYBKOŚCIOWEJ
Zenobia Weiss, Roman Konieczny, Radosław Paszkiewicz
Politechnika Poznańska, Instytut Technologii
Mechanicznej, Poznań Polska
telefon/fax-48 61 6652774, email:
zenobia.weiss@put.poznan.pl,
roman.konieczny@put.poznan.pl,
radoslaw.paszkiewicz@put.poznan.pl
Abstract:
The paper analyses the factors that have an influence on
the quality of the HSM process, as experienced within
the industrial process. The discussed factors include the
limitations of machine tools and the problem of design
producibility that has an impact on process programming
for HSM technology.
Streszczenie:
W pracy przeprowadzono analizę czynników, mających
wpływ na jakość procesu HSM, w obrębie procesu
przemysłowego. Omawiane czynniki obejmują
ograniczone możliwości obrabiarek oraz kwestię
planu wytwarzalności, który ma wpływ na
programowanie procesu dla technologii HSM.
The mistakes made in the stages
of product design, when 3D CAD model of product
geometry is prepared have the considerable effect on
process programming, machining and final surface
quality. The paper describes also the method of NC part
programming in CAM systems that can eliminate
disadvantages of machine tools. It shows the options of
machining cycles designed for HSM.
Błędy popełnione w fazie projektowania produktu
podczas przygotowywania modelu 3D w programie CAD
związanego z geometrią wyrobu, mają znaczący wpływ
na proces programowania, obróbki i końcową jakość
powierzchni. Omówiono również metody programowania
części NC w systemach CAM, w których można
wyeliminować wady obrabiarek. Przedstawiono różne
opcje cykli obróbkowych przeznaczonych dla HSM.
Key words:
High Speed Machining,
CAD/CAM,
CNC programming
Słowa kluczowe:
Obróbka szybkościowa,
CAD / CAM,
programowanie CNC
1. Introduction
High speed machining technology (HSM) introducing cutting
speeds that are five to ten times higher than in conventional
machining offers new possibilities for increasing process
efficiency and for obtaining a good workpiece surface quality.
In comparison to conventional cutting, HSM provides
reduced cutting forces, a reduced heating of the workpiece
and higher
machining accuracy by higher metal removal rate.
1. Wstęp
Zaawansowana technologia obróbki szybkościowej (HSM)
wprowadza prędkości skrawania, które są 5 do 10 razy wyższe
niż w konwencjonalnej obróbce, oferuje nowe możliwości
zwiększenia efektywności procesu i uzyskania powierzchni
przedmiotu o dobrej jakości. W porównaniu do skrawania na
obrabiarkach konwencjonalnych, HSM zapewnia zmniejszone
siły skrawania i obniżenie nagrzewania się przedmiotu
obrabianego oraz wyższą dokładność obróbki poprzez wyższą
wydajność usuwania metalu.
However HSM is still used on a lower scale then might be
expected, taking into account all the abovementioned
advantages. NC programmers must be aware of all the
constrains imposed by the machine tool and take them into
consideration in the design process. These programmers will
also have to adapt their existing
machining strategies to increase the efficiency, accuracy and
safety of the cutting tool. As the feed rate and spindle speed
are considerably higher than those used in conventional
machining the programmers must foresee the manner in which
the tool will sink into the raw material.
Jednak HSM jest wciąż używany na mniejszą skalę niż
można by się spodziewać, biorąc pod uwagę wszystkie
wyżej wymienione zalety. Programiści NC muszą być
świadomi wszystkich ograniczeń nałożonych przez
obrabiarkę i wziąć je pod uwagę w procesie
projektowania. Powinni również dostosować swoje metody
obróbki
w celu zwiększenia wydajności, dokładności i
bezpieczeństwa używania narzędzia skrawającego. Ponieważ
posuw i prędkość obrotowa wrzeciona są znacznie wyższe
niż stosowane
w konwencjonalnych obróbkach, programiści muszą umieć
przewidzieć sposób, w jaki narzędzie zagłębi się w
nieobrobiony materiał.
2. Limitations of HSM process design
Machine tool assigned for HSM it has many
limitations in terms of the dynamic movements and
computational properties of the control system. In HSM
technology the machine tool control must process in a
shorter time period a large amount of NC data. The
shorter the time period, the more efficient the control
system.
2. Ograniczenia projektowania procesów HSM
Obrabiarki przeznaczone do HSM mają wiele
ograniczeń w zakresie dynamicznych ruchów
i obliczeniowych właściwości układu sterowania.
W technologii HSM układ sterowania obrabiarki musi
w krótszym czasie przetworzyć dużą ilość danych NC.
Im krótszy czas przetwarzania danych, tym efektywniejszy
jest układ sterowania.
The typical values of the block cycle time T are in the
range of 0.5ms to 10ms
[3]. The block processing time and the length of the
interpolated section l directly effects the
maximal feed rate V
fmax.
V
fmax
= (l*60)/T
Typowe wartości czasu obróbki bloku T mieszczą się
w zakresie od 0.5ms do 10ms [3]. Czas przetwarzania
bloku i długość interpolowanego odcinka l
bezpośrednio wpływają na maksymalną prędkość posuwu
V
fmax.
V
fmax
= (l*60)/T
Consequently, NC part programs not only produce a large
amount of data, but also limit the possible feed rate.
When the control unit is unable to process the data in the
required time, the feed movement
may stop temporary and can cause tool standstill tracks
to appear on the working surface.
W rezultacie programy NC nie tylko produkują duże
ilości danych, ale również ograniczają prędkość
posuwu.
Gdy układ sterowania nie jest w stanie przetwarzać
danych w wymaganym czasie, ruch posuwowy może
zatrzymać się tymczasowo i spowodować pojawienie
się śladów nieruchomego narzędzia na powierzchni
roboczej.

Figure 1.
The tracks made
on the working
surface by
stopped tool [3].
Rysunek 1.
Ślady
pozostawione na
powierzchni
roboczej przez
zatrzymane
narzędzie [3].
There is another problem - during the sudden change in
the direction of movement, the accelerations possible from
the machine axis drivers are not sufficient to achieve the
programmed feed rate values. The rapid acceleration
variations can cause that the value of the feed rate per
cutting edge decreases dramatically and as a result the
tool reduces its life period and the surface texture
deteriorates. The characteristic tracks appear in those
locations where the feed rate comes to a stop because of
the changes of movement direction [3].
Jest jeszcze inny problem - podczas nagłej zmiany
kierunku ruchu, możliwe przyspieszenie osi maszyny nie
są wystarczające do osiągnięcia zaprogramowanej wartości
posuwu. Gwałtowne zmiany przyspieszenia mogą powodować,
że
wartość posuwu na ostrze drastycznie się zmniejsza i
w efekcie narzędzie zmniejsza swój okres żywotności
oraz
pogorszenie struktury powierzchni
. Charakterystyczne ślady
pojawiają się w tych miejscach
gdzie posuw zostaje
zatrzymany z powodu zmiany kierunku ruchu [3].
3. CAD model requirements
The main problem in HSM technology is the lack of
tangency in the transition between the two surface plains.
Figure 2 below illustrates the effects after building surfaces
by lofting, which has thrown the profiles without tangency
condition (a) and with given tangency condition (b).
Surface E was tacked on the cross-sections A-A, B-B and C-
C. In the next case (figure 2b), tangential passes between
surfaces E and D and also E and F were also specified.
3. Wymogi modelu CAD
Głównym problemem w technologii HSM jest brak styczności w
przejściu między dwoma powierzchniami. Rysunek 2 ilustruje
efekty po stworzeniu powierzchni metodą Lofting (metoda
określania powierzchni), która stwarza profile bez warunku
styczności (a) oraz z danym warunkiem styczności (b).
Powierzchnia E została podzielona na przekroje A-A, B-B i
C-C. W kolejnym przypadku (rys. 2b), zostały określone
styczne przechodzące pomiędzy powierzchniami E i D, a
także E i F.
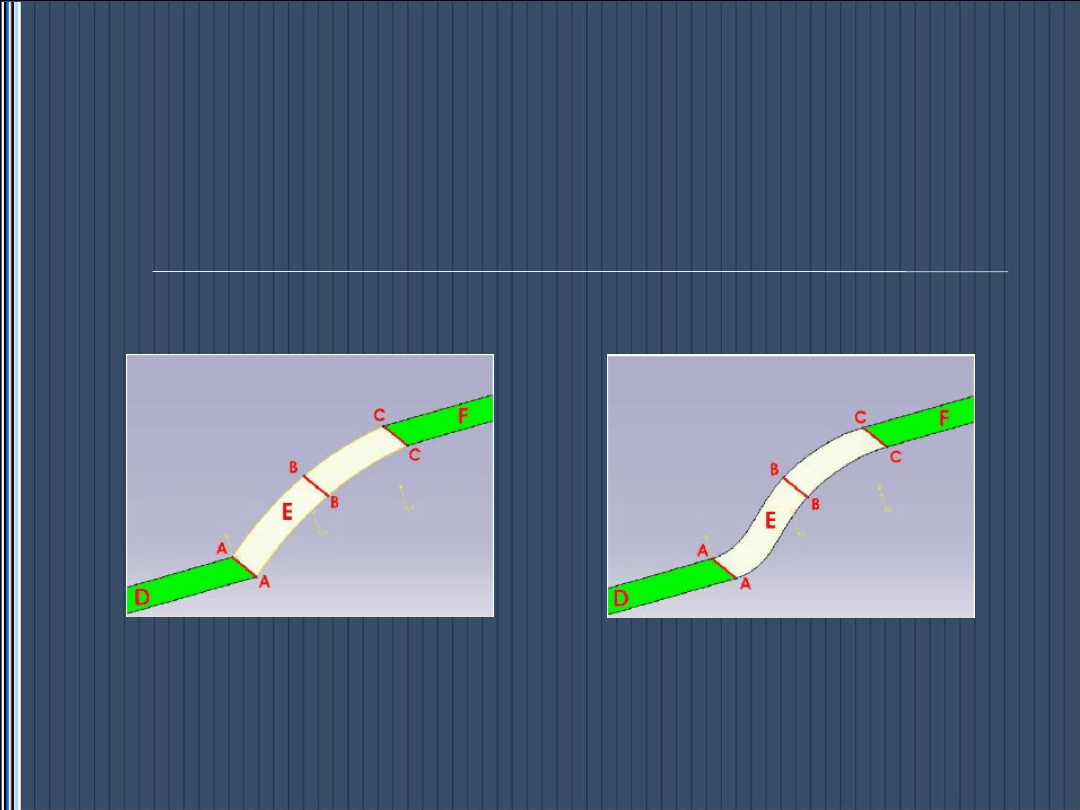
Figure 2. The result of loft operation:
a) without tangency condition,
b) with specified tangency between surfaces.
Rysunek 2. Wynik loftingu:
a) bez warunku styczności,
b) ze zdefiniowanym warunkiem styczności pomiędzy powierzchniami.
The lack of a tangency condition in the CAD model has an
effect on the tool path quality obtained in the CAM
system. At the point where the transition between
surfaces does not
have tangency conditions, sharp passes in the tool path
segments (figure 3a) may appear instead of the required
smooth passes (figure 3b).
Brak warunku styczności w modelu CAD ma wpływ na
jakość toru narzędzia uzyskanego w systemie CAM.
W punkcie, w którym przejście pomiędzy
powierzchniami nie posiada warunków styczności,
mogą pojawić się ostre kształty toru ruchu
narzędzia (rys. 3a) zamiast wymaganych gładkich
przejść (rys. 3b).
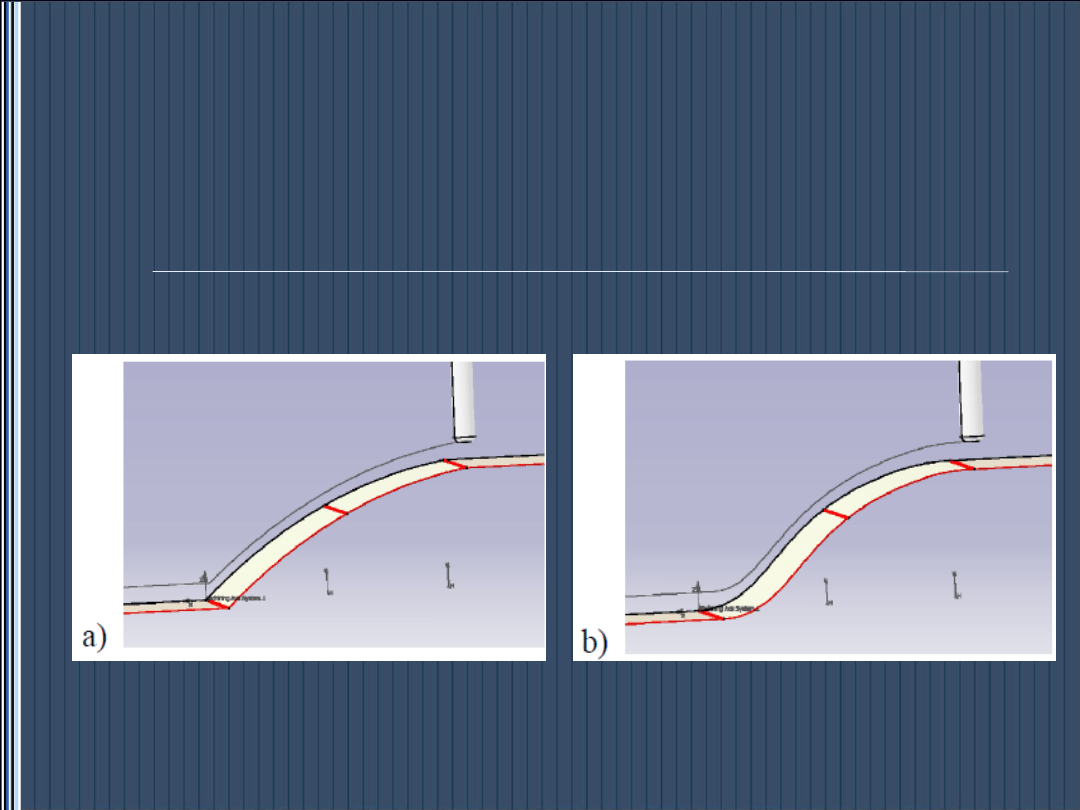
Figure 3. Tool path:
a) machining the surfaces without tangential transitions, b) machining the tangential surfaces
Rysunek 3. Tor narzędzia:
a) obróbka powierzchni bez stycznego przejścia,
b) obróbka powierzchni ze stycznym przejściem
In the case of pockets machining (removing material from
within a closed geometry), it is recommended that the
largest possible fillets are used for the corners (figure 4).
Machining the corners, with the fillet radius equal to the
tool radius, leads to the situation shown in Figure 4a,
where a rapid change in the direction of movement is
required. To avoid this effect, a tool with a smaller radius,
or a bigger fillet radius in the corners, could be applied.
W przypadku obróbki zagłębień (usuwanie materiału w
zamkniętej geometrii), zaleca się, aby do obróbki
narożników używać największych możliwych zaokrągleń
(rysunek 4). Obróbka narożników,
w przypadku zaokrągleń o promieniu równym
promieniowi narzędzia, prowadzi do sytuacji
pokazanej na rysunku 4a, gdzie wymagana jest nagła
zmiana kierunku ruchu. Aby uniknąć tego efektu
należy zastosować narzędzie o mniejszym promieniu,
lub zaprojektować większy promień zaokrągleń
narożników.
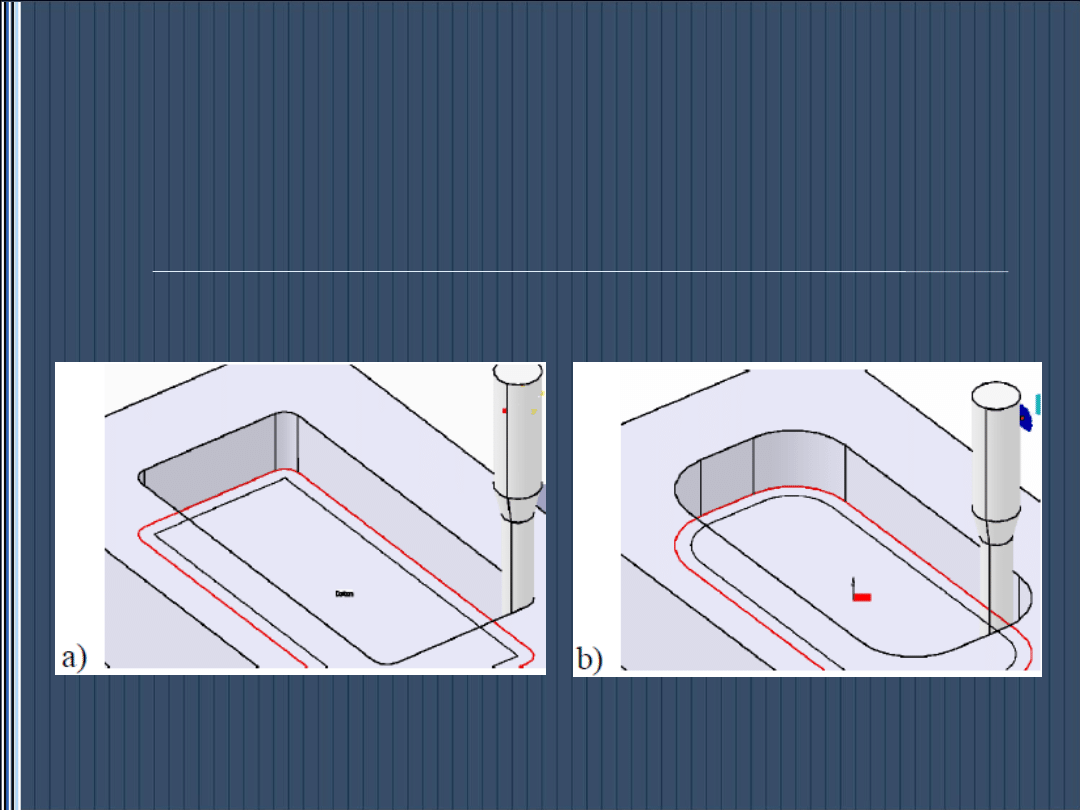
Figure 4. Machining the pocket corners:
a) with corner fillet equal to tool radius,
b) with corner fillet bigger then tool radius
Rysunek 4. Obróbka narożników zagłębień:
a) z zaokrągleniem narożnika równym promieniowi narzędzia,
b) z zaokrągleniem narożnika większym od promienia narzędzia
In pockets machining it is recommended that the pockets
are designed as open pockets. There are many
advantages, especially for cutting hard materials, when
the tool
approaches the part in the manner illustrated in Figure
5a. In this case, the tool works with the teeth placed in its
circumference.
W obróbce wgłębień zaleca się aby zostały one
zaprojektowane jako otwarte. Metoda ta ma wiele
korzyści, zwłaszcza podczas skrawania twardych
materiałów, gdy narzędzie zbliża się do powierzchni w
sposób zilustrowany na rys. 5a. W tym przypadku
narzędzie współpracuje z uzębieniem umieszczonym
w jego obwodzie.
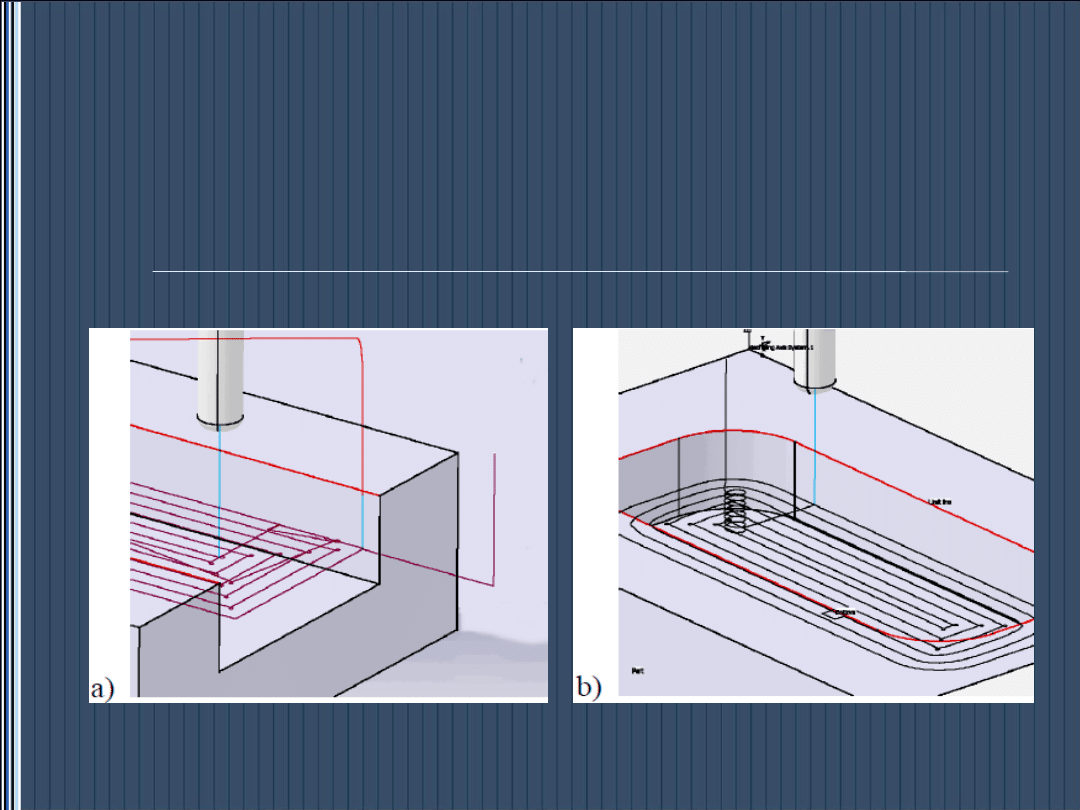
Figure 5. The methods of tool lead-in:
a) the case of open pocked,
b) the case of closed pocked with the ‘Helix’ strategy
Rysunek 5. Metody prowadzenia narzędzia :
a) w przypadku otwartego wgłębienia,
b) przy zamkniętych wgłębieniach według metody 'Helix'
4. Machining strategies adopted to HSM
In HSM technology it is essential to maintain a constant
tool load as any load changes may cause variations in
tool deflections and this, in turn, can lead to loss of
accuracy, surface texture and tool life period. Special
attention
was paid to the method in which the tool lead-in to and
lead-out of the part. In HSM technology, a sinking of the
tool using a skew movement is required. This can be
ensured by applying ‘Ramping’ or ‘Helical’ strategies.
4. Metody obróbek przystosowanych do HSM
W technologii HSM konieczne jest utrzymanie stałego
obciążenia narzędzia, ponieważ wszelkie zmiany obciążenia
mogą spowodować zmiany w jego odchyleniu, a to z kolei
może prowadzić do utraty dokładności, struktury
powierzchni i skrócenie żywotności narzędzia.
Szczególną
uwagę zwrócono na metodę wprowadzania i wyprowadzania
narzędzia z elementu obrabianego. W technologii HSM
wymagane jest stosowanie ukośnych ruchów podczas
zagłębiania się narzędzia w obrabiany materiał. Można
to osiągnąć stosując metody „Ramping” i „Helical”.
To provide the right tool lead-in conditions in both
“Ramping” and “Helical” conditions the sinking angle
should be in the range of 1-3 grade [2]. The most
frequently utilized strategy is that of an approach on a
line at a tangent to the working surface or tangent arc
(figure 6).
Aby zapewnić odpowiednie prowadzenie narzędzia
w warunkach zarówno "Ramping" i "Helical" kąt
pogłębiania narzędzi powinien znajdować się
w zakresie od 1-3 stopni [2]. Najczęściej
wykorzystywaną strategią jest podejście w linii
stycznej do powierzchni roboczej lub łuku stycznego
(Rys. 6).
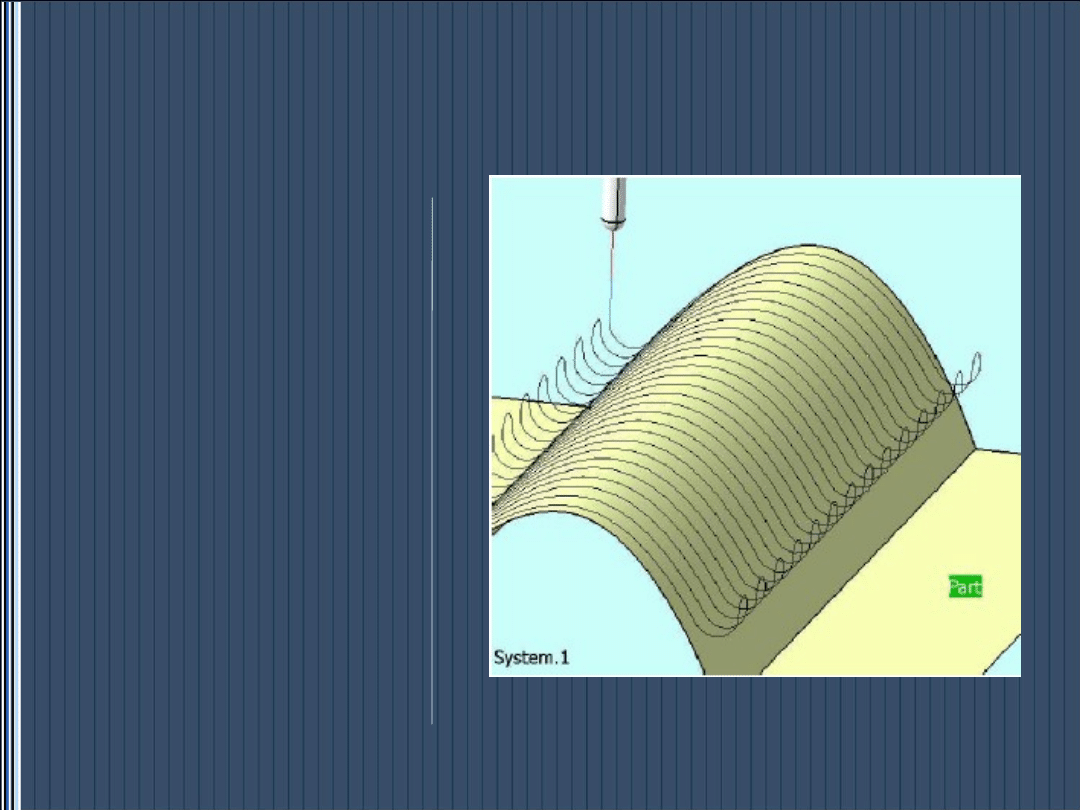
Figure 6.
The tool lead- in
tangential to
machined surface.
Rysunek 6.
Styczne
wprowadzanie
narzędzia do
obrabianej
powierzchni.
With a high feed rate, rounded internal corners allow for
faster machining. The inconvenience of the solution is
that the rest of the material needs to be removed in an
additional machining cycle (re-machining operation). With
the very common ‘Along Lines in XY Plane’ strategy, the
traditional rectangular reverses between successive
parallel tool paths is replaced by curvilinear loops which
allow the maintenance of a high feed rate.
Z wysoką prędkością posuwu, wewnętrzne zaokrąglanie
narożników pozwala na szybszą obróbkę. Niedogodnością
tego rozwiązania jest to, że resztę materiału należy
usunąć w dodatkowym cyklu obróbki (ponownej obróbce
skrawaniem).
Przy zastosowaniu powszechnej metody
prowadzenia narzędzia wzdłuż płaszczyzny XY, tradycyjne
prostokątne odcinki toru ruchu w miejscu gdzie narzędzie
zawraca przechodząc do kolejnej równoległej ścieżki
zastępuje się odcinkami krzywoliniowymi co pozwala na
utrzymywanie wysokiej prędkości posuwu.
With the ‘Constant Z’ machining strategy, the tool path
follows the workpiece contour on a specified level of the
Z axis and then descends to the next Z level. This
strategy provides a constant tool load as the tool
maintains contact with the workpiece along the whole
path. Conventionally, the alternative for this strategy is
milling with ‘Zig Zag’ shape paths but this does cause a
decrease in the life of the tool as it must leave the
material and return at the end
of each stroke.
Według strategii obróbki 'Constant z', tor narzędzia
podąża za konturem obrabianego przedmiotu na
określonym poziomie osi Z, a następnie schodzi do
następnego poziomu Z. Strategia ta zapewnia stałe
obciążenie narzędzia gdy utrzymuje ono kontakt
z obrabianym przedmiotem wzdłuż całego toru.
Standardowo, alternatywą dla tej strategii jest
frezowanie "Zig Zag", ale powoduje ona spadek
w żywotności narzędzia gdy musi ono opuścić materiał
i wrócić na koniec każdego skoku.
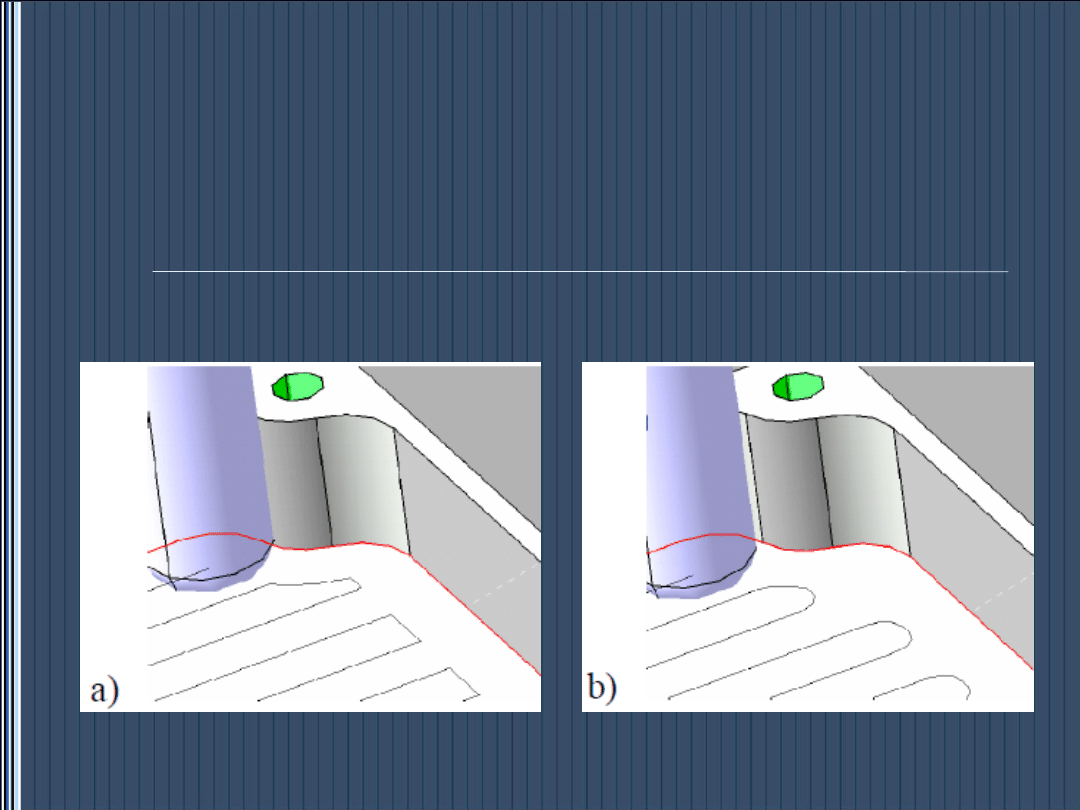
Figure 7. Pocketing operation with ‘Zig Zag’ milling strategy
a) traditional rectangular reverses,
b) with rounded corners – HSM option.
Rysunek 7. Wgłębiająca operacja frezowania strategią "Zig Zag"
a) tradycyjne prostokątne odcinki toru ruchu w miejscu gdzie narzędzie zawraca przechodząc do kolejnej równoległej ścieżki ,
b) z zaokrąglonymi narożnikami - opcja HSM.
The pocketing operation in the strategy definition chart
allows for the choice of HSM dedicated options. In the
case of the ‘Zig Zag’ shape path, rounded corners are
applied and in ‘Concentric milling’ or ‘Contour parallel
milling’ an additional transition is generated between tool
paths (Figures 7 and 8).
Zdefiniowanie metody obróbki kieszeni za pomocą
diagramu pozwala na wybór specjalnych opcji HSM.
W przypadku zygzakowatej ścieżki narzędzia stosuje
się zaokrąglone narożniki, natomiast przy
frezowaniu o torze narzędzia koncentrycznym lub
równoległym do zarysu kieszeni tworzone są
dodatkowe przejścia.(rys. 7 i 8).
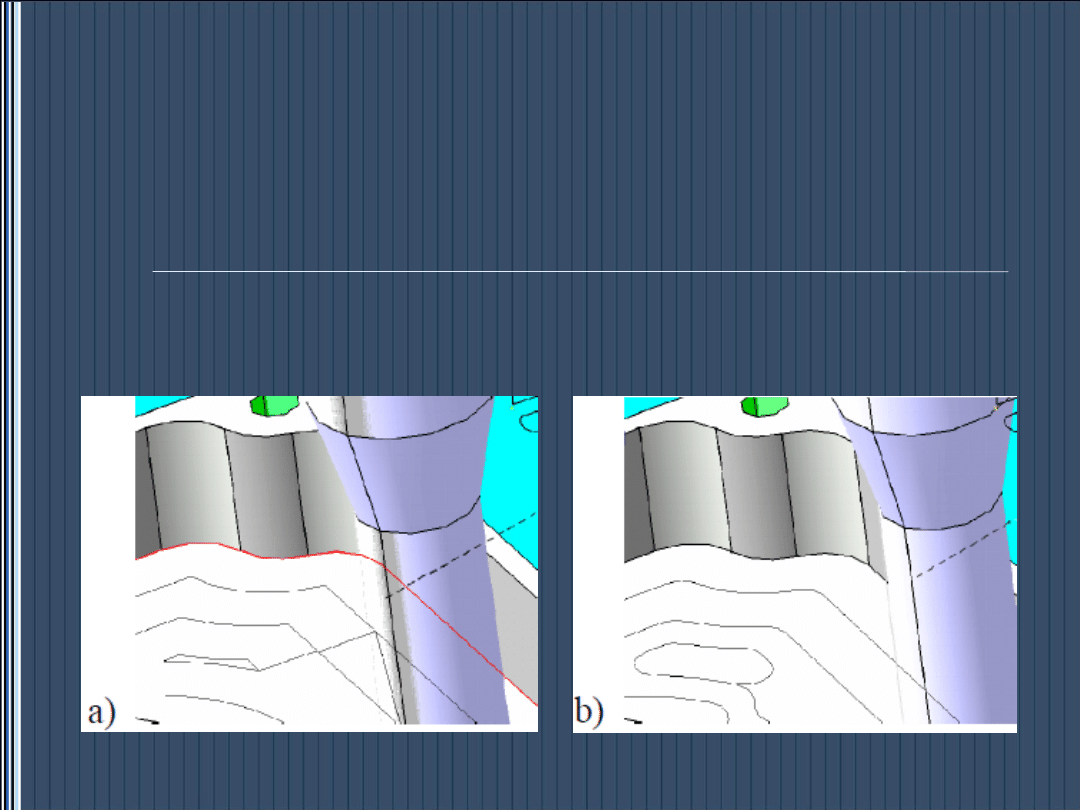
Figure 8. Pocketing operation with concentric milling strategy
a) without rounded corners,
b) with rounded corners – HSM option.
Rysunek 8. Pogłębiające operacje ze strategią
koncentrycznego frezowania
a) bez zaokrąglonych narożników,
b) z zaokrąglonymi narożnikami - opcja HSM.
The same options – inserting fillets in sharp corners,
inserting fillets in the finishing cut, and defining the
passes between tool paths – can be found by planning
the facing milling operation using both concentric and
spiral strategies (figures 9 and 10). Pencil milling moves
the cutter along the internal corners and it is used for
removing the remains of material left by the previous
cycles. In this strategy it is not possible to interfere in the
tool paths because the finishing cycle is executed in one
pass.
Te same opcje - wprowadzenie zaokrąglonego przejścia
w ostrych narożnikach, wprowadzanie zaokrąglonego
przejścia
w skrawaniu wykończeniowych i określenie przechodzenia
między torami narzędzi - można znaleźć poprzez
planowanie operacji frezowania czołowego przy użyciu
zarówno koncentrycznej jak
i spiralnej strategii (rysunki 9 i 10). Ołówek
Frezarski porusza się wzdłuż naroży wewnętrznych i
służy do usuwania resztek materiału pozostawionych
przez poprzednie cykle. W tej strategii nie ma
możliwości ingerowania w tor narzędzia, ponieważ cykl
wykończenia jest wykonywany w jednym przebiegu.
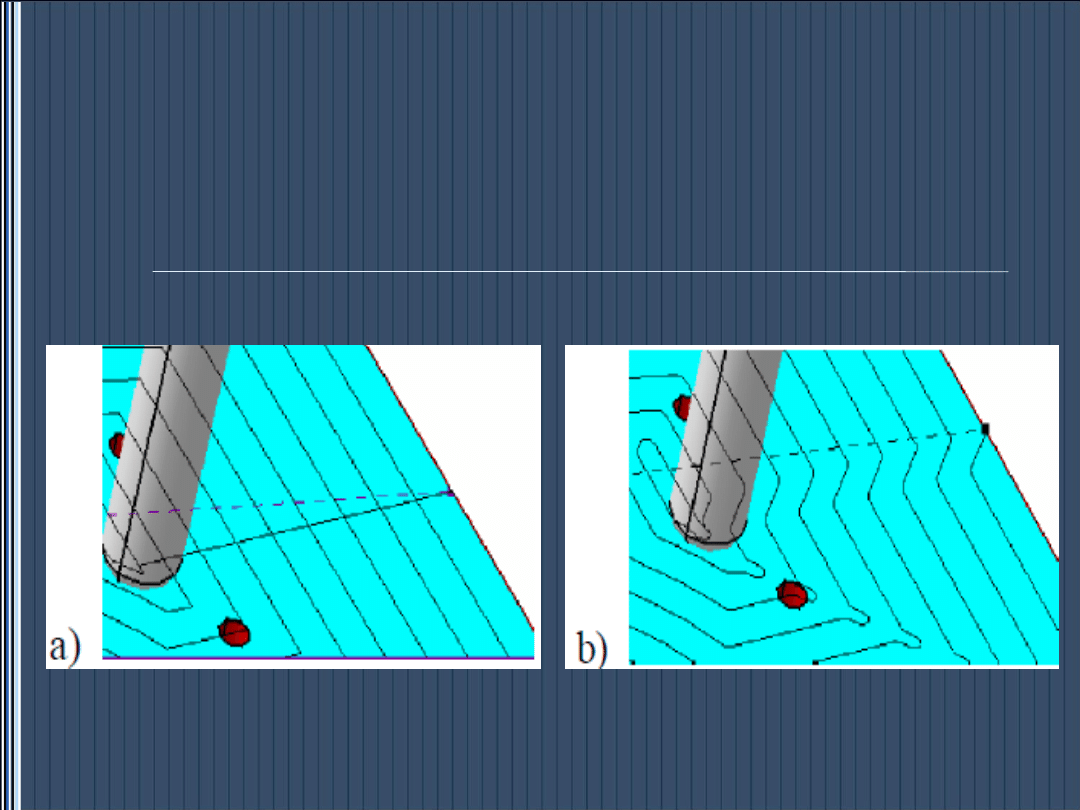
Figure 9: Facing milling with concentric strategy
a) without soft passes between tool paths,
b) with soft passes between tool paths.
Rysunek 9: Frezowanie czołowe z współbieżną strategią
a) bez łagodnych przejść pomiędzy torami narzędzi,
b) z łagodnymi przejściami pomiędzy torami narzędzia.
Beside the wide range of dedicated to HSM machining
strategy options that can be found in CAD/CAM systems
the feed rate optimization function is also very useful.
It allows for the adaptation of the feed rate to the
changes of tool load. When the tool load is reduced the
feed rate could increase automatically and a shorter
machining time would occur.
Oprócz szerokiej gamy poświęconych strategii HSM
opcji obróbczych, które można znaleźć w systemach
CAD / CAM optymalizacja funkcji prędkości posuwu
jest również bardzo przydatna. Pozwala ona na
dostosowanie prędkości posuwu do zmian obciążenia
narzędzia. Kiedy obciążenie narzędzia jest
zredukowane, prędkość posuwu może wzrosnąć
automatycznie i może pojawić się krótszy czas
obróbki.
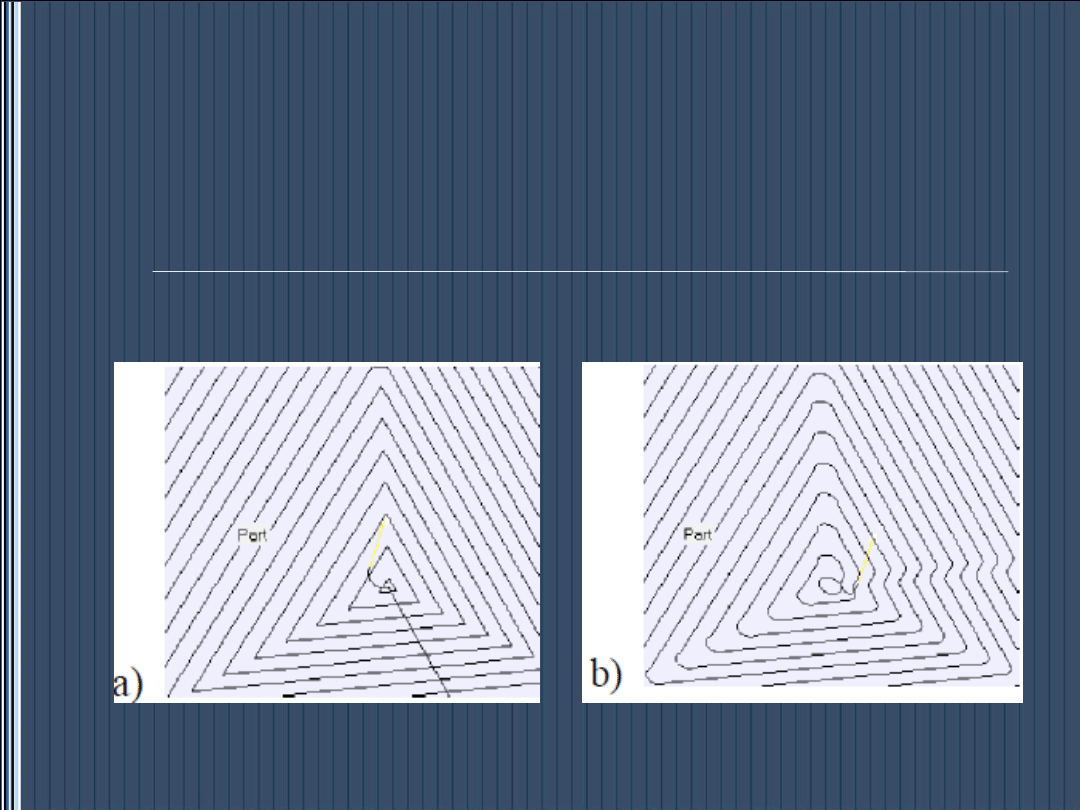
Figure 10. Spiral milling a) without HSM option, b)
with HSM option.
Rysunek 10. Spirala frezowania
a) bez opcji HSM,
b) z opcją HSM.
5. Programming the machining of forging dies
Work to put into practice the high speed machining technology
for making drop forging dies commenced in 2003 at the
Poznan University of Technology and the tool shop of the
company Aesculap Chifa. The aims were to machine the die by
implementing the new technology, which would shorten the
working time, reduce the costs and eliminate the handwork.
The base for preparing the new technology and NC
programming were two computer stands with CATIA V4 and
CATIA V5 systems.
5. Programowanie obróbki matryc kowalskich.
Pracę nad zastosowaniem obróbki szybkościowej do
wytwarzania matryc kowalskich rozpoczęła w 2003 r.
Politechnika Poznańska oraz sklep narzędziowy firmy
Aesculap Chifa. Celem była obróbka matrycy przy
zastosowaniu nowej metody, która skróciłaby czas pracy,
zredukowała koszty oraz wyeliminowała pracę ręczną.
Podstawy dla opracowania nowych technologii
i programów NC były dwa systemy komputerowe CATIA V4
i CATIA V5.
To eliminate problems (with the surface texture was for
from adequate and handwork finishing was necessary;
the tools life was unsatisfactory) all elements of the
processes that may have influenced the machining
quality were examined.
Aby wyeliminować problemy (struktura powierzchni
była daleka od właściwej i konieczna była praca
ręczna; żywotność narzędzi była niezadowalająca)
wszystkie elementy tych procesów, które mogły
wpłynąć na jakość obróbki zostały zbadane.
Machining operations, strategies and parameters were
defined using the dialog method in the CATIA V5 CAM
module. In the rough milling of the die container the
‘Spiral’ strategy was applied (figure 11). The die draft
was roughly machined with the ‘Contour Parallel’
strategy (figure 12) and then finally with the ‘Constant Z’.
Operacje obróbcze, strategie i parametry zostały
określone za pomocą okna dialogowego modułu CATIA
V5 CAM. We frezowaniu zgrubnym dna matrycy została
zastosowana metoda "Spiralna" (rysunek 11).
Pochylenie odlewnicze matrycy zostało obrobione
zgrubnie według strategii "konturowania
równoległego" (rysunek 12) i obrobione
wykończeniowo według metody "Constant Z ".
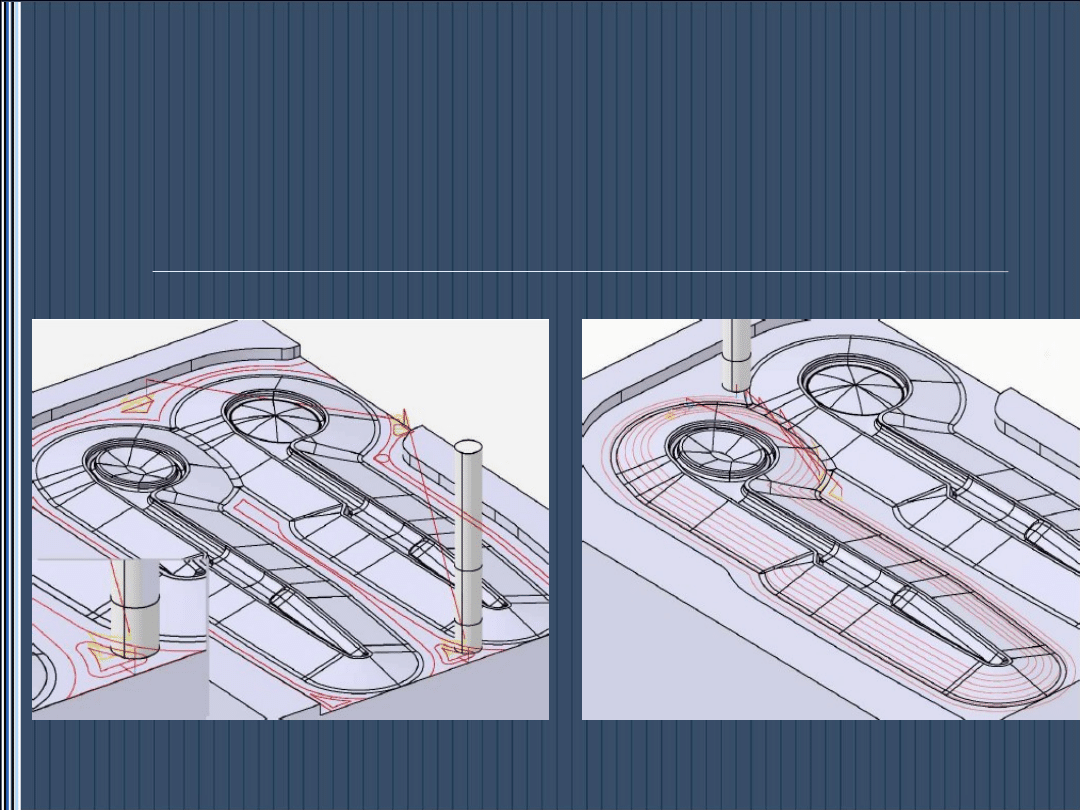
Figure 11. Rough milling
of the die container
Rysunek 11. Frezowanie
zgrubne dna matrycy
Figure 12. Rough milling of
the die draft
Rysunek12. Frezowanie
zgrubne odchyleń
odlewniczych matrycy
The finishing operation was carried out by ‘Along Line in
XY Plane’ strategy with use of HSM features (Figure 14).
The forging dies were machined on a Deckel Maho DMC
70V hi-dyn vertical milling centre equipped with a
electrospindle 30 000 RMP. The machine was controlled
by a Heidenhein TNC 426 CNC control with a ‘Look
Ahead’ function.
Operacja wykończeniowa została przeprowadzona przy
użyciu metody "wzdłuż linii w płaszczyźnie XY "
z wykorzystaniem funkcji HSM (rysunek 14).
Kucie matrycowe było wykonywane na Maho DMC 70V
Deckel hi-DYN pionowym Centrum frezarskim
wyposażonym w elektrowrzeciono 30 000 RMP. Maszyna
była kontrolowana przez Heidenhein TNC 426 CNC
z funkcją "Look Ahead" .
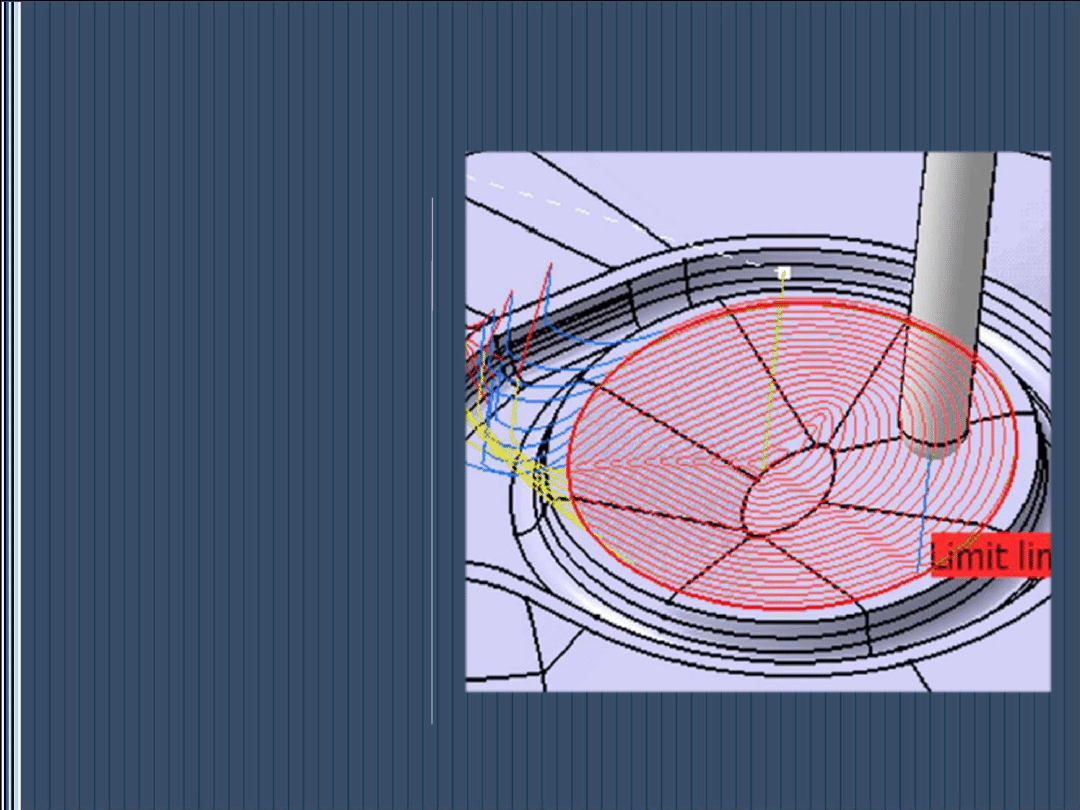
Figure 13.
The rough machining of the
forming cavity; ‘spiral’
milling strategy - option of
rounding sharp passes for
HSM
Rysunek 13. Obróbka
zgrubna metodą
kształtowania wgłębień;
strategia 'spiralna'
frezowania –możliwość
zaokrąglania ostrych
przejść dla HSM
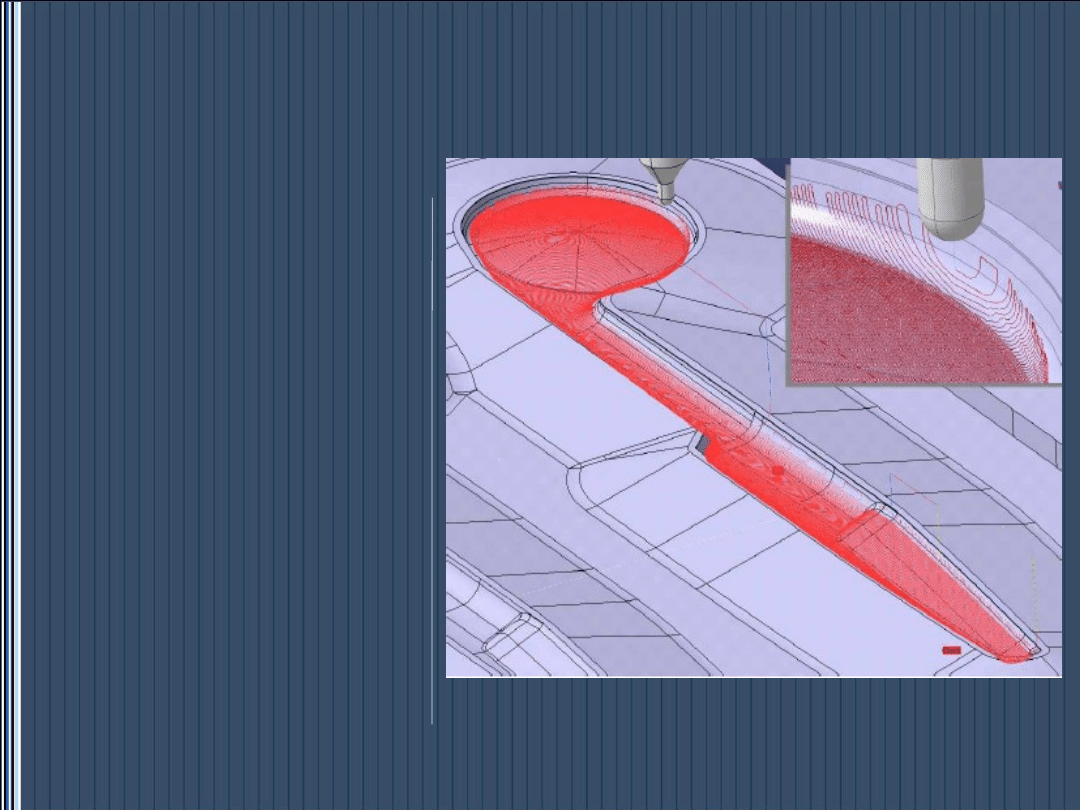
Figure 14.
The finishing operation of
machining the forming
cavity; strategy ‘along
line in XY plane’ - with
HSM features
Rysunek 14.
Zakończenie operacji
metodą kształtowania
wgłębień; strategia
"Wzdłuż linii w
płaszczyźnie XY" –
z funkcji HSM
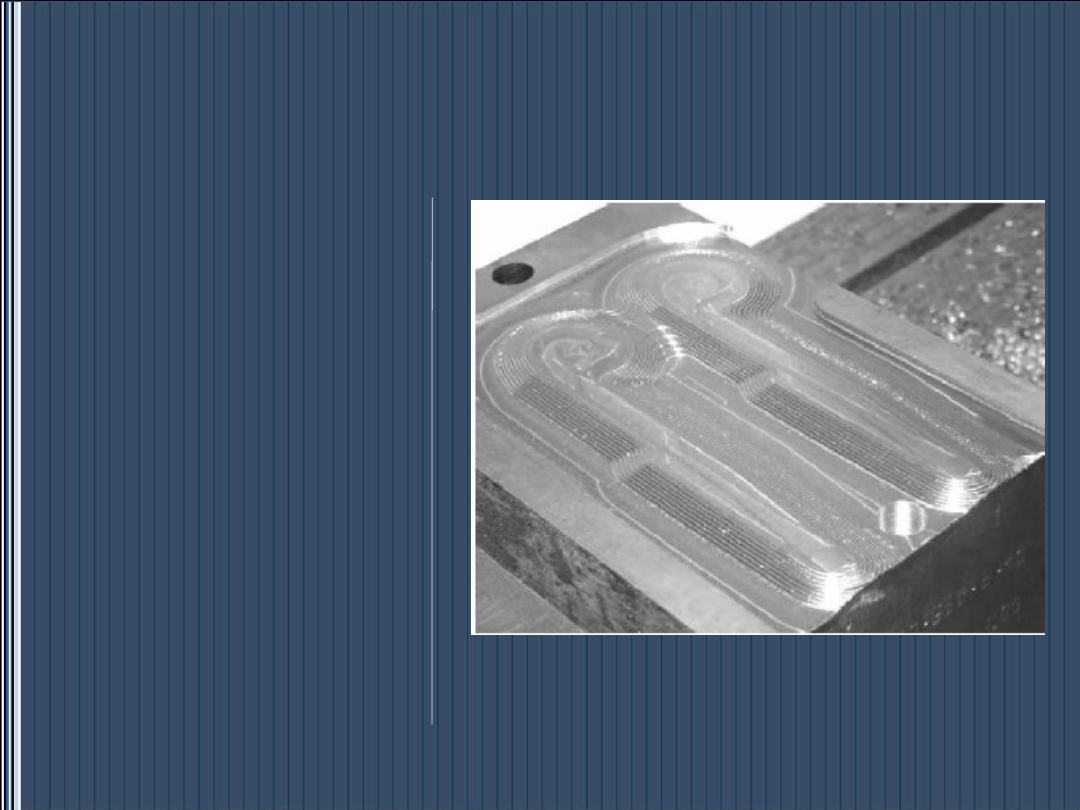
Figure15.
The forming die after
rough milling
Rysunek 15.
Forma matrycy po
frezowaniu
zgrubnym
6. Conclusion
The results obtained indicate the advisability of using
HSM technology for manufacturing the forging dies. The
possibilities for improvement in the particular elements
of the machining process and the positive impact upon
the final process results were evident. The designers and
process engineers realized that all the aspects of HSM
technology that can affect the machining process are of
great importance in product and process development
and can eliminate the large majority of process faults.
6. Podsumowanie
Uzyskane wyniki wskazują na celowość stosowania
technologii HSM do produkcji matryc kowalskich.
Możliwości poprawy poszczególnych elementów obróbki i
pozytywny wpływ na wyniki końcowe procesu były
widoczne. Projektanci i technolodzy zdają sobie
sprawę, że wszystkie aspekty technologii HSM, które
mogą wpłynąć na proces obróbczy mają wielkie
znaczenie w rozwoju produktu i procesu oraz mogą
wyeliminować zdecydowaną większość usterek
procesowych.
As a result of the new work organization, the
machining with HSM technology allowed a 35% saving in
process time and a 25% saving in process costs compared to
traditional production technology. The basis for the successful
application of the HSM technology were the advances in
machine tool technology, controls, cutting tools and CAD/CAM
systems. Machining strategies in CAD/CAM systems are now
adopted to the specific requirements of HSM machining and
are able to ensure the uniform cutting conditions relative to
speed, tool load, and radial and axial feed.
W wyniku nowej organizacji pracy, obróbka w technologii HSM
pozwala na 35% oszczędności w czasie procesu i 25%
oszczędności w kosztach procesu w porównaniu do tradycyjnych
technologii produkcji. Podstawą udanego zastosowania
technologii HSM były postępy w Technologii narzędzi,
kontroli, narzędzi skrawających i systemów CAD / CAM.
Obróbka skrawaniem w systemach CAD / CAM jest przystosowana
do specyficznych wymogów obróbki HSM i jest w stanie
zapewnić jednolite warunki skrawania w stosunku do
prędkości, obciążenia narzędzi, promieniowego i osiowego
posuwu.
References/Literatura
[1] S. ALTMUELLER, S. KNODT, T. HEDWIG. “Issues, Trends and
Developments in HSM”, Online, World Wide Web page of
Modern Machine Shop, (http://www.mmsonline.com/articles)
[2] R, FIELD. “High Speed Machining of Dies and Molds”,
Online, World Wide Web page of Tooling University,
(http://www.toolingu.com)
[3] M. LOFTUS. “Causes of high-speed machining
irregularities”, Proceedings of MoldMaking 2002 Conference,
Communication Technologies Inc, Chicago, USA, 2002, pp. 126
– 142
[4] U. HEISEL, A. FEINAUER. “Dynamic influence on workpiece
quality in high speed milling’ , Annals of the CIRP, 48/1/1999,
pp. 321-324
[5] MARINAC D. “Smart Toolpath for HSM”, Manufacturing
Engineering, Vol.125 No.5 (11/2000)
[6] V.PATELOUP, E. DUCAND C. LARTIGUE, P. RAY. “Pocketing
optimization for HSM geometry tool path and interpolation
mode influence on dynamic machine tool behaviour”,
Machine Engineering, Vol. 3, No.1/2003, pp. 375-382
Evaluation of team members
The article fits into broadly understood subject area of our activities.
It presents the principles which we should follow in the HSM design.
It also shows the use of these principles in the manufacture of forging
dies. Implementation of these principles can be called
a project, because it has a clear and specific purpose: using this new
method, which will shorten the work time, reduce costs and eliminate
handwork. As a result there was reduction of the process time by
35% and process costs by 25%.
Ocena członków zespołu
Artykuł w bardzo dużym stopniu wpasowuje się
w dziedzinę szeroko rozumianej tematyki naszych zajęć.
Zostały w nim przedstawione zasady jakimi powinniśmy
się kierować w projektowaniu obróbki szybkościowej.
Pokazano również zastosowanie tych zasad w procesie
wytwarzania matryc kowalskich. Wdrożenie powyższych
zasad można nazwać projektem, ponieważ miał jasny i
konkretny cel tzn. zastosowanie nowej metody, która
skróciłaby czas pracy, zredukowałaby koszty oraz
wyeliminowałaby pracę ręczną. W efekcie uzyskano
skrócenie czasu procesu o 35% i zmniejszenie kosztów
procesu o 25%.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
Wyszukiwarka
Podobne podstrony:
11 3 4 6 Lab Using the CLI to Gather Network?vice Information
DUI0379C using the assembler
Barron Using the standard on objective measures for concert auditoria, ISO 3382, to give reliable r
11 3 4 6 Lab Using the CLI to Gather Network (2)
Using the PSpice Library Translator
A ZVS PWM Inverter With Active Voltage Clamping Using the Reverse Recovery Energy of the Diodes
Developing your STM32VLDISCOVERY application using the MDK ARM
Developing your STM32VLDISCOVERY application using the Atollic TrueSTUDIO
Ch5 Using the Tutorials
DUI0473C using the arm assembler
8 1 2 7 Lab Using the Windows?lculator with Network?dresses
Guide to using the tests
Introduction to business modeling using the UML
guide to using the tests Notatek pl
Assessment of Borderline Pathology Using the Inventory of Interpersonal Problems Circumplex Scales (
Using the Mouse
Rampant Tech Press Using the Oracle oradebug Utility Debugging Oracle Applications eBook DDU
więcej podobnych podstron