OBRÓBKA CIEPLNO-
CHEMICZNA

Obróbka cieplno-chemiczna stopów - zabieg
dokonywany na stopach żelaza z węglem takich
jak stal, staliwo, lub żeliwo, w którym pod
wpływem ciepła i chemicznego oddziaływania
otoczenia oraz innych działań modyfikuje się
niektóre własności fizyczne i chemiczne tych
stopów.
2
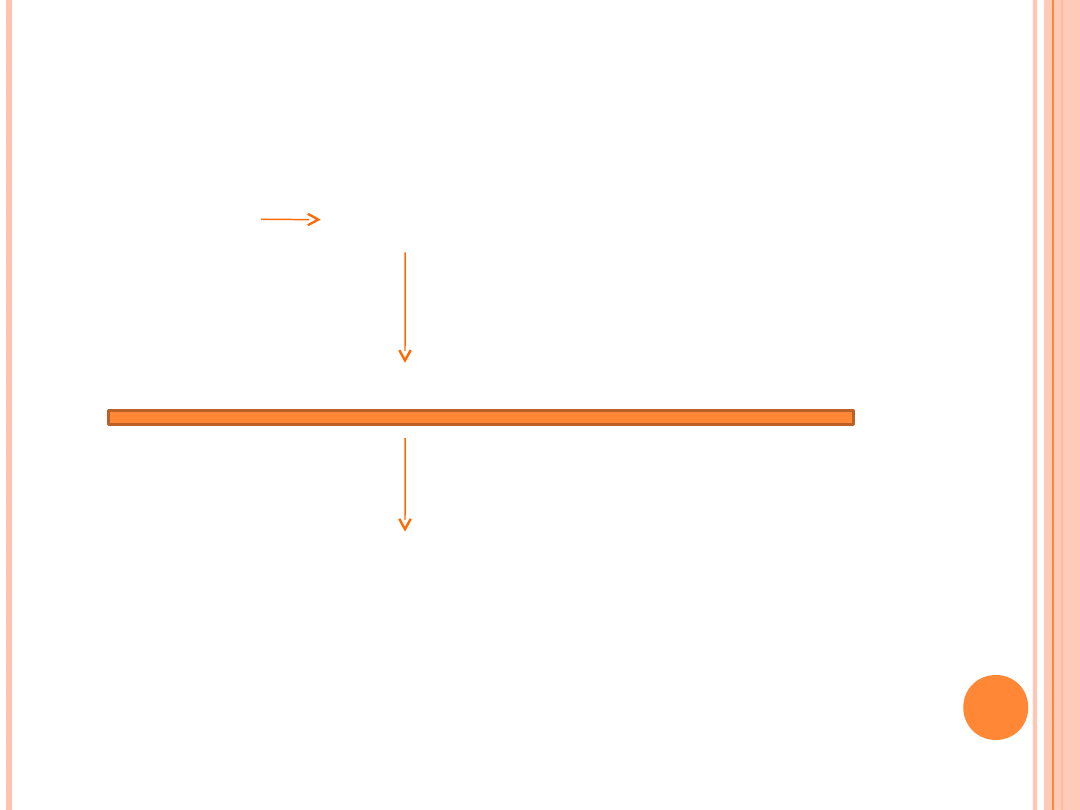
C - C 2 C
ATMOSFERA
dysocjacja
METAL
C
adsorpcja
C
dyfuzja
3

PODSTAWOWYMI RODZAJAMI
OBRÓBKI CIEPLNO CHEMICZNEJ SĄ:
Nawęglanie
Azotowanie
Naborowywanie
Aluminiowanie (koloryzowanie,
naglinowywanie)
Chromowanie
Siarkowanie
Węgloazotowanie (cyjanowanie)
4
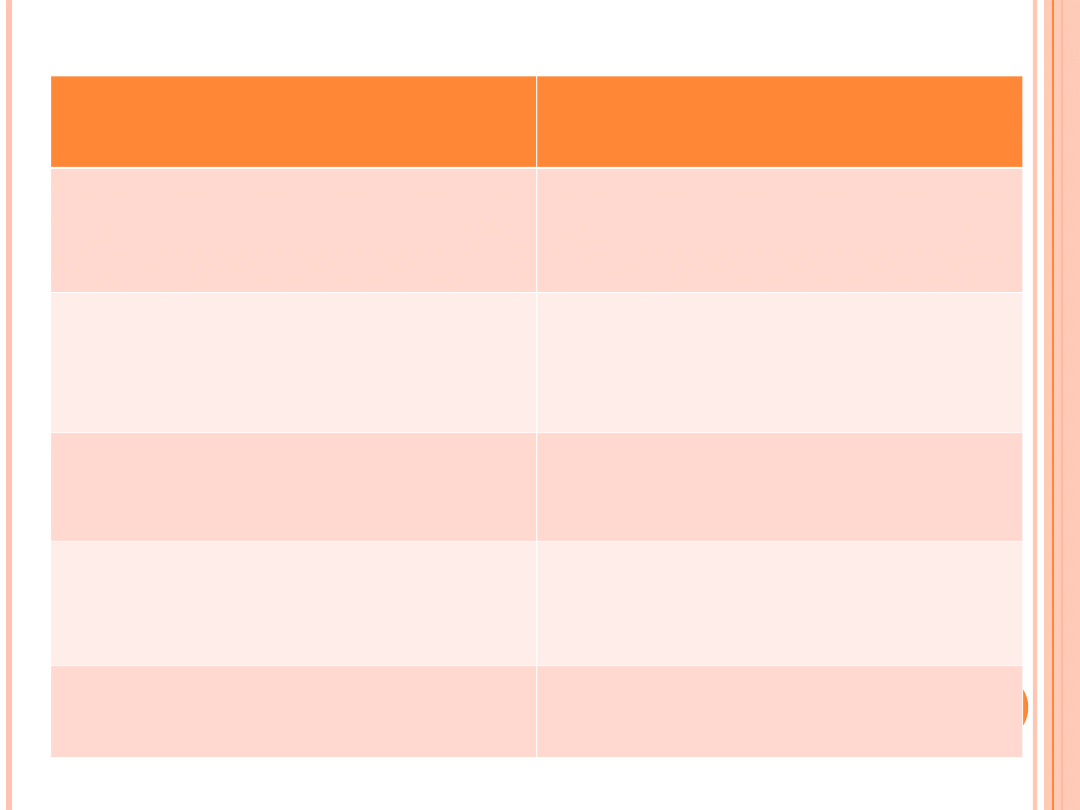
KRYTERIUM PODZIAŁU
GRUPY METOD OBR. C-CH
STAN OŚRODKA NASYCAJĄCEGO
W OŚRODKU STAŁYM
W OŚRODKU CIEKŁYM
W OSRODKU GAZOWYM
RODZAJ PIERWIASTKA
NASYCAJĄCEGO
NASYCANIE METALAMI
NASYCENIE NIEMETALAMI
KOMPLEKSOWE NASYCENIE Me i X
TEMPERATURA OPERACJI
NISKOTEMPERATUROWE <600 ̊C
WYSOKOTEMPERATUROWE > 600
̊C
LICZBA CYKLI W PROCESIE
JEDNOSTKOWE
DWUSTOPNIOWE
TRÓJSTOPNIOWE
SPOSÓB WYTWARZANIA
WARSTWY DYFUZYJNEJ
REGULOWANE
NIE REGULOWANE
5
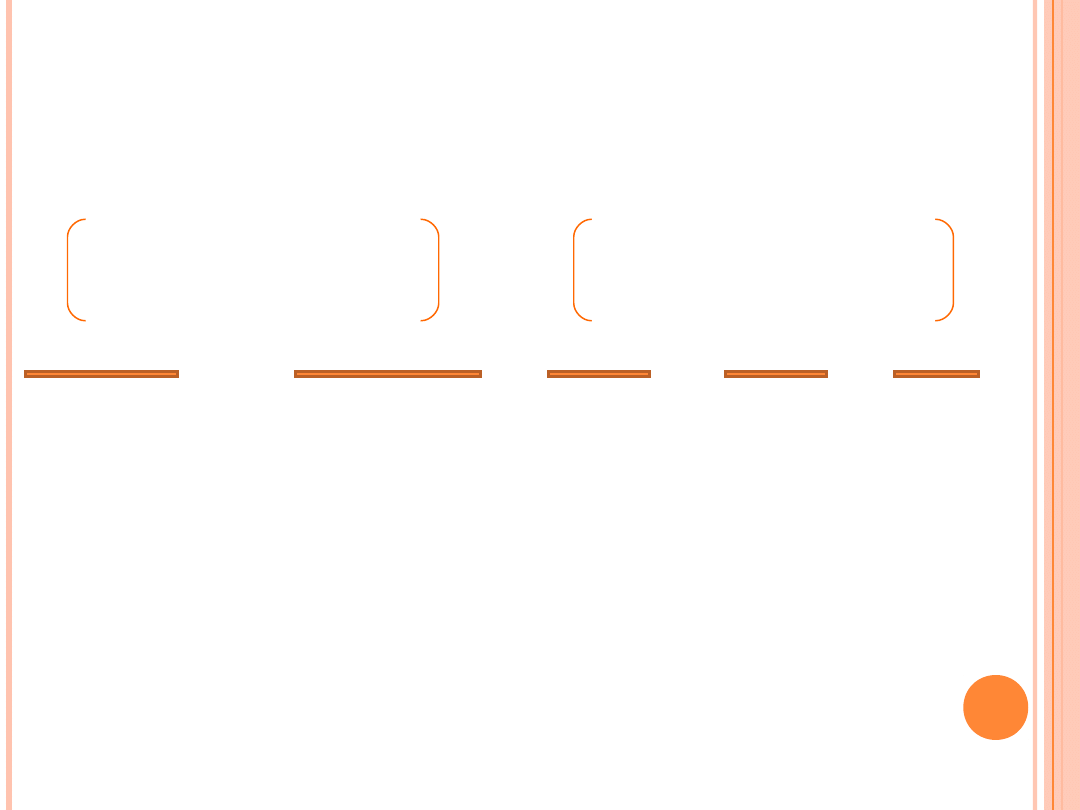
METODY OBRÓBKI
CIEPLNO-CHEMICZNEJ
NASYCENIE DYFUZYJNE
1 PIERWIASTKIEM
KOMPLEKSOWE
NASYCENIE DYFUZYJNE
METALAMI
NIEMETALAMI
M – M N – N M – N
CHROMOWANIE
WANADOWANIE
TYTANOWANIE
ALUMINOWANIE
NAWĘGLANIE
AZOTOWANIE
BOROWANIE
KRZEMOWANIE
UTLENIANIE
Cr – Al
Cr - V
C – N
O – N
S – N
S – C – N
Si – B
B – C - N
B – Cr
C - Cr
6
NAWĘGLANIE
Zabieg polegający na dyfuzyjnym nasyceniu
węglem warstwy wierzchniej materiału. Źródłem
węgla w procesach nawęglania są najczęściej CO i
CH4, których rozkład do węgla atomowego w
warunkach obróbki przebiega wg następujących
reakcji :
2CO=CO
2
+C
CH
4
=2H
2
+C
7
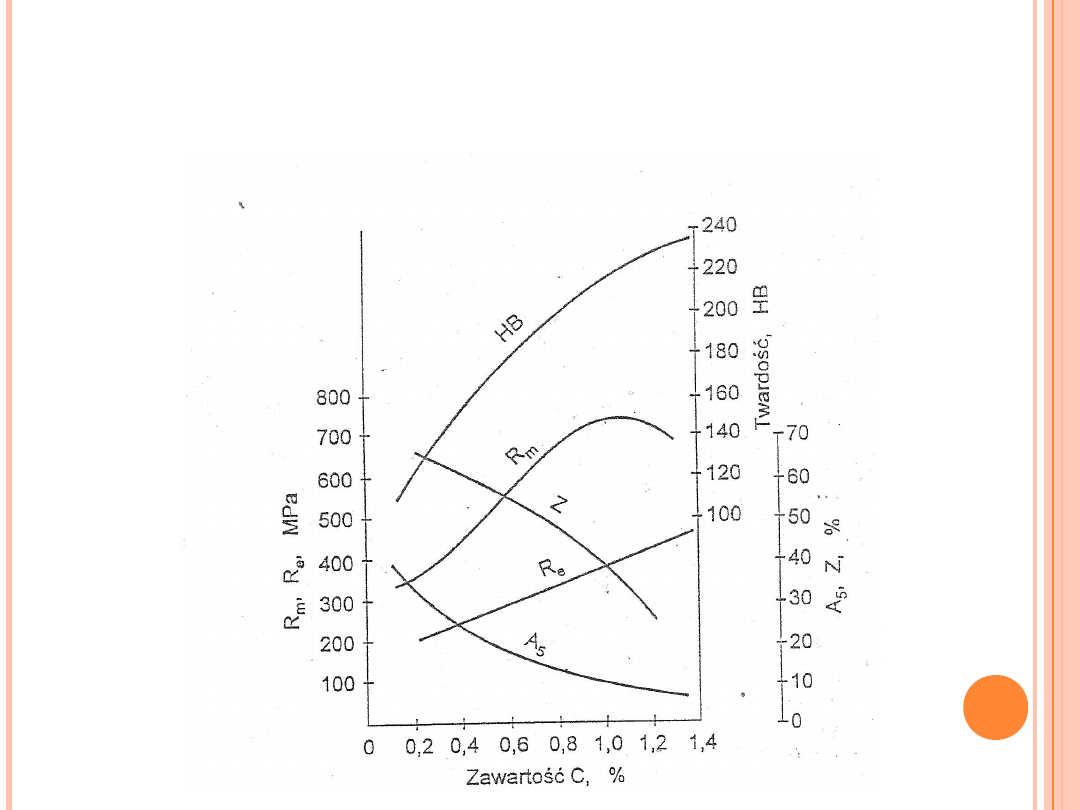
WPŁYW WĘGLA NA WŁAŚCIWOŚCI
MECHANICZNE STALI WĘGLOWEJ

METODY NAWĘGLANIA:
W proszkach
Gazowe
W ośrodku ciekłym
W złożach fluidalnych
Próżniowe
Jonizacyjne
9

NAWĘGLANIE W PROSZKACH
Najbardziej rozpowszechniona metoda, ponieważ
stosunkowo łatwa i nie wymaga specjalnych urządzeń.
Przeprowadza się w piecach komorowych elektrycznych
lub gazowych.
Do pieca wstawia się skrzynki z częściami obsypanymi
proszkami nawęglającymi.
Temp. procesu 900-930 ̊C, czas 4-12 godz.
Ośrodek nawęglający jest mieszaniną 80% węgla
drzewnego,10% Na2CC>3 i 10Ba2CO3 Węglany sodu i
baru służą tu jako przyśpieszacze procesu.
Reakcje zachodzące podczas nawęglania:
BaCO3->BaO + CO2 C+O2->CO2
Na2CO3-> Na2O+CO2
CO2+C<->2CO
10
PROCES NAWĘGLANIA GAZOWEGO
Przeprowadza się w mieszaninie gazów przygotowanej w
specjalnej wytwornicy (generatorze). W zależności od
nagrzewnicy stosuje się atmosfery egzo lub
endotermiczne.
Egzotermiczne typu CO2-H2O-N2 oraz CO2-CO-H2O-N2
wytwarza się przez niepełne spalanie gazu opałowego
Endotermiczna wytwarza się przez konwersję gazu
opałowego z powietrzem. Atmosfery typu CO,N2,H2
Atmosfery mogą być uzyskane również z pirolizy
ciekłych związków organicznych jak alkohole
metylowe, acetony, i inne. W temp. nawęglania
następuje rozpad:
2CO<->CO2+C
Wydziela się węgiel atomowy. Metoda ta ma wyższą
wydajność o 25% od nawęglania w ośrodkach stałych.
11

NAWĘGLANIE W OŚRODKU CIEKŁYM
Stosuje się głownie do szybkiego nawęglania
małych przedmiotów na niewielkie głębokości
(0,2-0,6mm)
Temp. procesu 815 ̊C- 860 ̊C, czas 1-4 godz.
Reakcja
2Na
2
CO
3
+SiC->Na
2
SiO
3
+Na
2
O+2CO+C
12

WADY:
Trudności regulowanie grubości warstwy i
zawartości w niej węgla.
Długotrwałość procesu
Duża strata energii i czasu na podgrzewanie
skrzynek z proszkiem nawęglającym
Nierównomierny rozkład temp. w skrzynkach
13

AZOTOWANIE
Zabieg cieplny polegający na dyfuzyjnym
nasyceniu azotem warstwy powierzchniowej
stalowego elementu. Źródłem azotu w obróbkach
gazowych jest najczęściej amoniak, który w
warunkach procesu rozkłada się według równania:
2NH3=6H+2N
14

Warstwa po azotowaniu zapewnia polepszenie
następujących własności:
Odporność na ścieranie
Wytrzymałość na rozciąganie
Twardość
Właściwości przeciwkorozyjne (nierdzewność)
15

AZOTOWANIE - ZASTOSOWANIE
Elementy silników i pomp w przemyśle
lotniczym, okrętowym
Wały korbowe, korbowody, tuleje
cylindryczne, koła zębate, wałki, tłoki,
pierścienie, sworznie tłokowe, cylindry
Narzędzia
›
Matryce kuźnicze, ciągadła
›
Narzędzia skraw. (frezy, wiertła)
W przemyśle obrabiarkowym
›
Śruby pociągowe, wrzeciona
›
Koła zębate
›
Sprzęgła elektromagnetyczne.
16

WĘGLOAZOTOWANIE
Polega na nasyceniu powierzchni wierzchniej
jednocześnie węglem i azotem.
Zalety:
Skrócenie czasu procesu w stosunku do czasu
nawęglania
Uzyskanie bardzo twardych powłok odpornych na
ścieranie
Stosunkowo niska temp. procesu
17
NABOROWYWANIE
Polega na nasyceniu borem powierzchni
wierzchniej.
Zwiększa odporność na:
działanie kwasu solnego
innych kwasów
własności korozyjne
18

METODY NABOROWYWANIA:
W ośrodkach stałych (proszkach i piaskach)
W ośrodkach ciekłych (z pododmianą
borowania elektrolitycznego)
W ośrodkach gazowych (w tym metody
borowania jonowego)
19

CHROMOWANIE
Polega na pokrywaniu przedmiotów
metalowych i z tworzyw sztucznych powłoką
chromową.
Cel chromowania :
Zwiększenie odporności na zużycie
Poprawienie własności termicznych
Dla ozdoby
20

ALUMINIOWANIE (KOLORYZOWANIE,
NAGLINOWYWANIE)
Jest to rodzaj obróbki cieplnej polegający
na nasyceniu powierzchniowej warstwy
przedmiotu glinem.
Podstawowe sposoby koloryzowania
możemy podzielić na trzy w zależności
od ośrodka w którym je się
przeprowadza:
Gazowe ( w temp. 900- 1000 ̊̊C)
W ośrodku stałym ( w temp. 900- 1000
̊̊C)
W ośrodku ciekłym tj. kąpieli aluminiowej
(w temp. 750 -800 ̊C)
21

ZALETY ORAZ ZASTOSOWANIE
ALUMINIOWANIA
Żaroodporność
Odporność na korozję
›
Dla stali i żeliw węglowych 950-1000 ̊C
›
Dla stali żaroodpornych 1200 ̊C
Stosuje się na :
Stalowe elementy pieców
Urządzeń grzewczych
Ruszty
Osłony termopar
Zawory wydechowe
22

SIARKOWANIE
Polega na dyfuzyjnym nasyceniu warstwy
wierzchniej w siarkę.
Cel:
Zwiększenie odporności na ścieranie
Zastosowanie:
Wykorzystuję się głownie do narzędzi
skrawających.
23

BIBLIOGRAFIA
Metaloznawstwo, Karol Przybyłowicz, WNT,
Warszawa 1992,2003
L.A. Dobrzański, Podstawy nauki o
materiałach i metaloznawstwo : materiały
inżynierskie z podstawami projektowania
materiałowego, WNT,
24
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
obróbka cieplno chemiczna (8)
Obróbka cieplno chemiczna węgl azot
Obróbka cieplno - chemiczna, azotowanie, Azotowanie
OBRÓBKA CIEPLNO CHEMICZNA2, nauka, zdrowie, materiałoznawstwo, Obróbka cieplna
obrobka cieplno chemiczna
obróbka cieplno chemiczna stali
Sprawozdanie z Materiałoznawstwa--obróbka cieplno-chemiczna, Materialoznawstwo
obrobka cieplno-chemiczna, Techniki wytwarzania
Obróbka cieplno-chemiczna3, BHP
Obrobka cieplno chemiczna stali Nieznany
Obrobka cieplno-chemiczna, POLITECHNIKA (Łódzka), Nauka o Materiałach, 1 semestr
obróbka cieplno chemiczna stali
Obrobka cieplno chemiczna 3
Obróbka cieplno-chemiczna, Materiałoznawstwo I i II
OBRÓBKA CIEPLNO-CHEMICZNA CZĘŚCI MASZYN - Lab 6, Studia, Materiałoznastwo, Metaloznastwo i Podstawy
obróbka cieplno-chemiczna i metalurgia, BHP
obróbka cieplno-chemiczna, BHP
Ćw. 8 - Obróbka cieplno - chemiczna - azotowanie, Studia, ROK I, 2 semestr, Obróbka na gorąco, spraw
więcej podobnych podstron