technologiczne związane z wytwarzaniem odlewów (wykazują podatność na mi-
kropęknięcia podczas odlewania). Dodatek Cu zwiększa żaroodporność, pogarsza
jednak odporność na korozję – w szczególności międzykrystaliczną, związaną
z wydzielaniem fazy
Θ
na granicach ziarn roztworu
ω
. Stopy te są stosowane na
średnio i bardzo obciążone elementy samochodów i maszyn.
UTWARDZANIE WYDZIELENIOWE STOPÓW ALUMINIUM Z MIEDZIĄ
Stopy Al z Cu są poddawane utwardzaniu wydzieleniowemu. W wyniku przesy-
cenia miedzią roztwór stały
ω
znajduje się w stanie metastabilnym, cechującym się
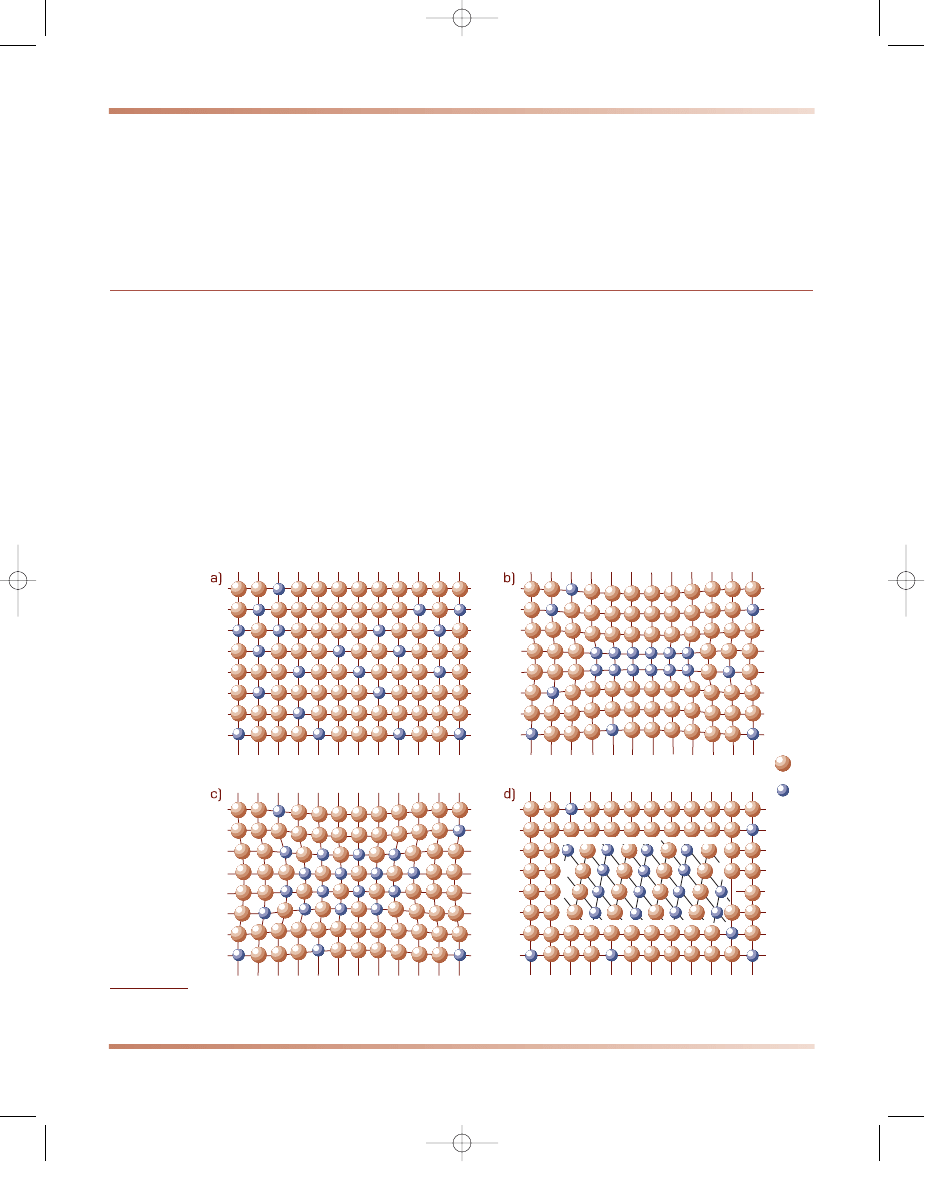
nadmiarem energii swobodnej. W pierwszym stadium starzenia w sieci przesyco-
nego roztworu stałego różnowęzłowego
ω
o przypadkowym rozmieszczeniu ato-
mów Cu (rys. 7.9a) w płaszczyznach
{
100
}
tworzą się skupiska atomów miedzi,
zwane strefami Guiniera–Prestona GP (rys. 7.9b). Strefy GP powstają podczas sta-
rzenia samorzutnego w temperaturze pokojowej i mają postać cienkich płytek
o grubości kilkudziesięciu i średnicy kilkuset nm, całkowicie koherentnych z osno-
wą roztworu
ω
. Różnice średnic atomów Al i Cu powodują znaczne odkształcenia
sprężyste i naprężenia sieci i w wyniku tego umocnienie stopu. Zakończenie proce-
su jest związane z ustabilizowaniem się twardości (rys. 7.10). Wówczas ok. 50%
atomów Cu znajduje się w strefach GP.
Podczas starzenia w temperaturze wyższej od ok. 100°C, w płaszczyznach
{
100
}
roztworu
ω
następuje wydzielanie fazy przejściowej
Θ″
(rys. 7.9c) o sieci
7. Metale nieżelazne i ich stopy
704
Al
Cu
Rysunek 7.9
Schemat różnych stadiów starzenia stopu Al–Cu: a) faza
ω
(
α
Al
), b) strefa GP, c) faza przejściowa
Θ′′
,
d) faza równowagowa
Θ
(CuAl
2
) (według E. Guiniera i G.D. Prestona)
7 roz 8-11-02 18:19 Page 704
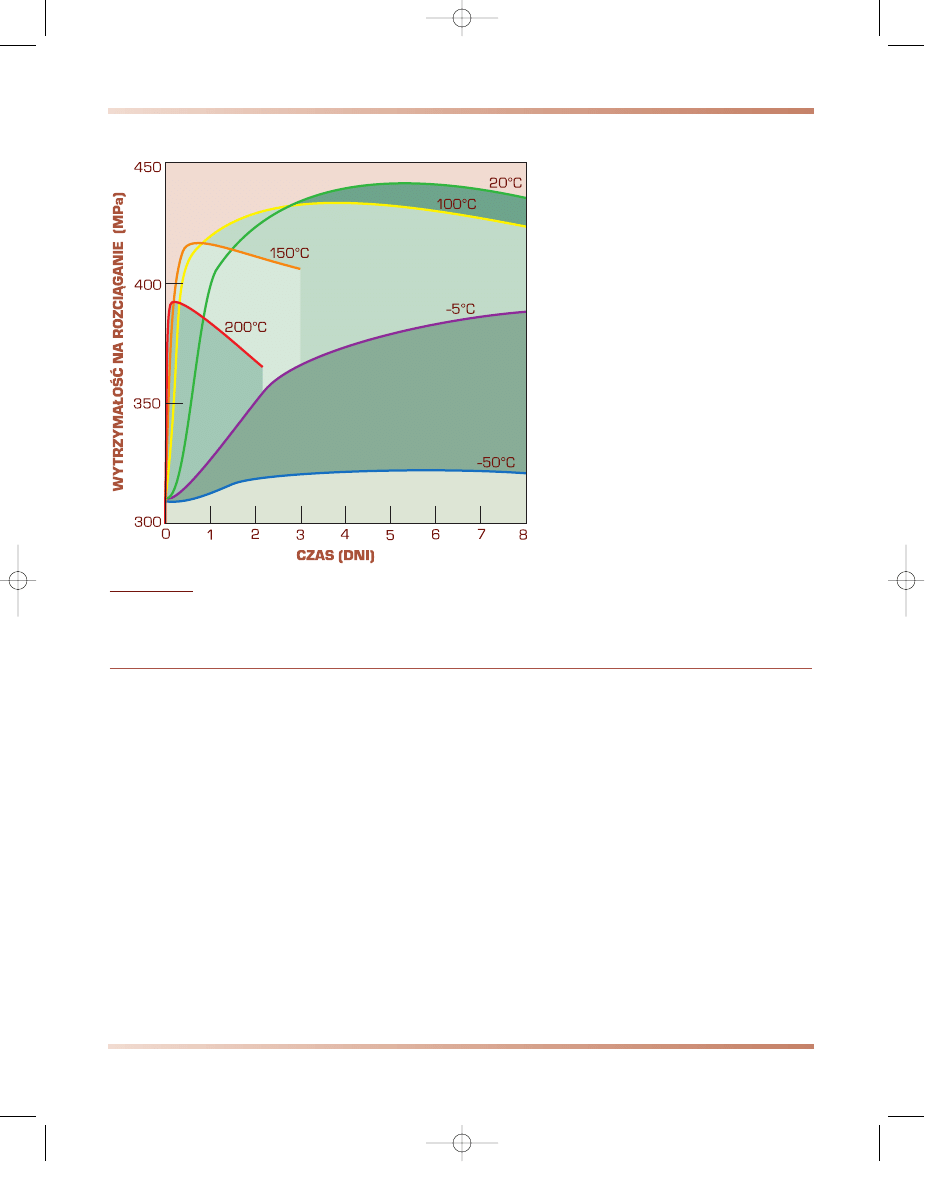
tetragonalnej, koherentnej z osnową, po-
wodujące umocnienie stopu mniejsze od
wywołanego strefami GP (rys. 7.10).
W temperaturze ok. 200°C, po roz-
puszczeniu się w osnowie fazy
Θ″
, nastę-
puje wydzielanie fazy
Θ′
o składzie ste-
chiometrycznym zbliżonym do Al
3,6
Cu
2
o sieci regularnej półkoherentnej z osno-
wą. Częściowo koherentne wydzielenia
silnie umacniają stop, z czym jest związa-
ny wzrost jego twardości (rys. 7.10).
Długotrwałe wygrzewanie w tempera-
turze ok. 200°C lub zwiększenie tempera-
tury starzenia powoduje spadek twardo-
ści, zwany przestarzeniem stopu (rys.
7.10). Jest to spowodowane przemianą fa-
zy
Θ′
w fazę
Θ
(CuAl
2
) o składzie równo-
wagowym, strukturze tetragonalnej i sie-
ci niekoherentnej z osnową roztworu
ω
(rys. 7.9d).
Odlewnicze stopy Al z Cu w stanie
utwardzonym wydzieleniowo wykazują
wytrzymałość na rozciąganie R
m
= 210
MPa, twardość 60 HB i wydłużenie
A = 6%.
STOPY ALUMINIUM Z MIEDZIĄ I MAGNEZEM DO OBRÓBKI PLASTYCZNEJ
Stopy aluminium z Cu i Mg oraz niewielkim dodatkiem Mn albo Fe, lub Si
(tabl. 7.10 i 7.12, według PN-EN 573-3:1998 i PN-EN 573-3/Ak:1998) są nazywa-
ne duraluminium lub duralami miedziowymi. Zwiększenie stężenia Cu oraz Mg po-
woduje podwyższenie własności wytrzymałościowych i zmniejszenie własności pla-
stycznych oraz podatności durali na obróbkę plastyczną. Skład chemiczny durali
miedziowych jest dobierany tak, aby w stanie równowagi w temperaturze pokojo-
wej wykazywały strukturę jednofazową roztworu
α
(
ω
). Podczas krystalizacji w wa-
runkach technicznych tworzą się jednak podwójne lub potrójne eutektyki, zwłasz-
cza w stopach o większym stężeniu Cu i Mg.
Stopy Al z Cu i Mg są poddawane obróbce cieplnej polegającej na wyżarzaniu
ujednorodniającym, rekrystalizującym i przede wszystkim na utwardzaniu wydzie-
leniowym. Przesycanie odbywa się w wodzie po wygrzewaniu w temperaturze ok.
490÷510°C przez 4÷6 h.
W czasie starzenia samorzutnego w temperaturze pokojowej przez kilka dni, lub
sztucznego w temperaturze 170÷190°C przez kilka do kilkudziesięciu godzin, w za-
leżności od stężenia Cu i Mg, następuje kilkuetapowe wydzielanie, przebiegające
tak samo, jak to przedstawiono na rysunku 7.9. Mogą tworzyć się jednak strefy Gu-
iniera–Prestona dwojakiego rodzaju. Gdy stosunek liczby atomów Cu i Mg wynosi
w przybliżeniu 3:1, strefy GP I są podobne do występujących w dwuskładnikowych
7.1. Aluminium i jego stopy
705
Rysunek 7.10
Wpływ temperatury i czasu starzenia na twardość stopu Al
z dodatkiem 4% Cu (według A.P. Gulajewa)
7 roz 8-11-02 18:19 Page 705
stopach Al z Cu. Strefy GP II w postaci iglastej powstają wtedy, gdy stosunek licz-
by atomów Cu i Mg jest zbliżony do 1. W wyniku starzenia wydzielają się stabilne
fazy
Θ
(CuAl
2
) oraz S(Al
2
CuMg), umacniające stop.
Własności wytrzymałościowe durali miedziowych można ponadto nieco zwięk-
szyć przez obróbkę plastyczną na zimno ze stopniem gniotu 3÷5%, wykonywaną
zwykle po starzeniu samorzutnym.
Durale miedziowe są stosowane na elementy maszyn, pojazdów mechanicz-
nych, taboru kolejowego, samolotów, a także w budownictwie. Ich zastosowanie
jest jednak ograniczone z powodu braku odporności na korozję.
WIELOSKŁADNIKOWE STOPY ALUMINIUM Z MIEDZIĄ
DO OBRÓBKI PLASTYCZNEJ
Wieloskładnikowe stopy Al z Cu zawierające – oprócz Mg, Si i Mn – także Fe,
Ni, Ti, Zr lub Li (tabl. 7.10 i 7.12) cechują się dobrymi własnościami mechaniczny-
mi zarówno w temperaturze pokojowej, jak i podwyższonej. Duża ich żarowytrzy-
małość jest związana z tworzeniem się faz bogatych w Fe, Mn lub Ti, praktycznie
7. Metale nieżelazne i ich stopy
706
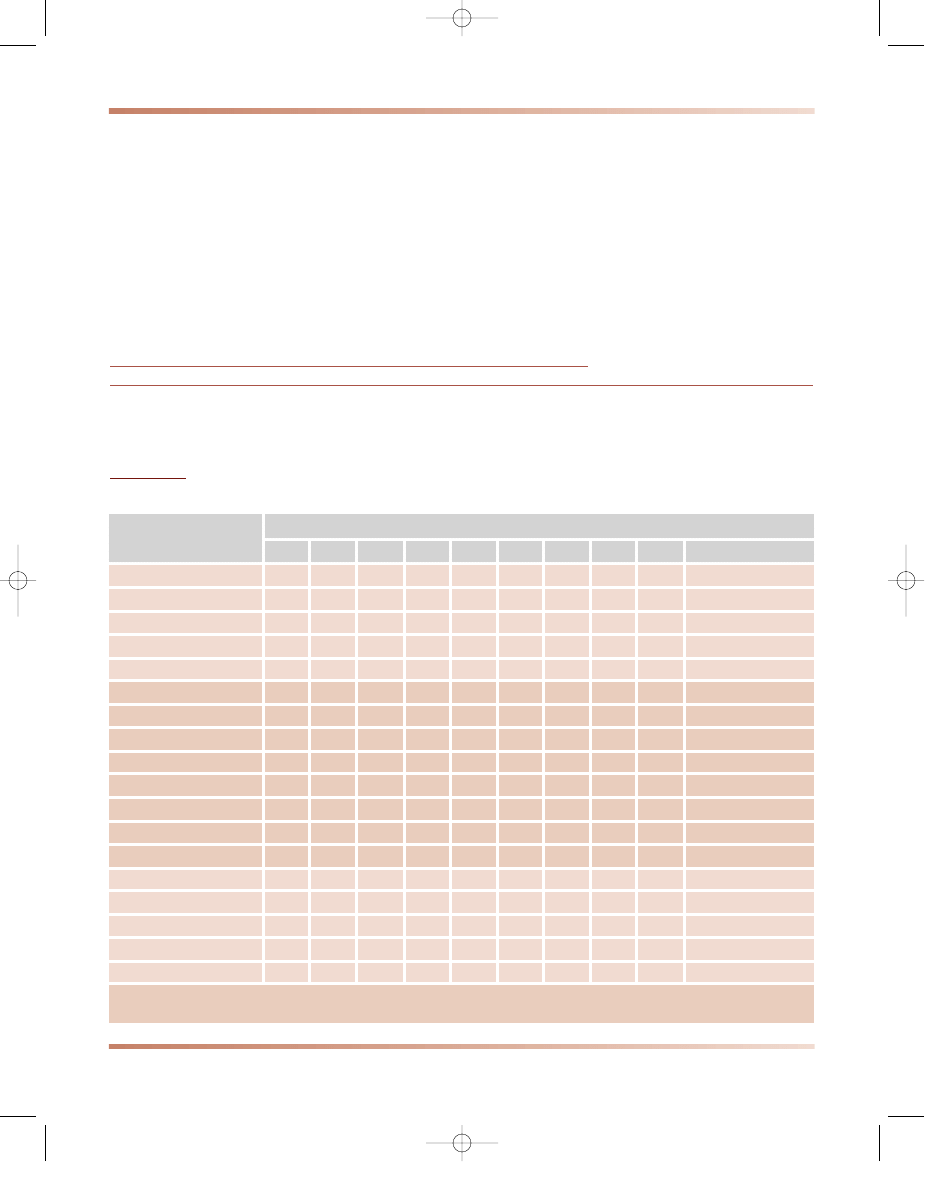
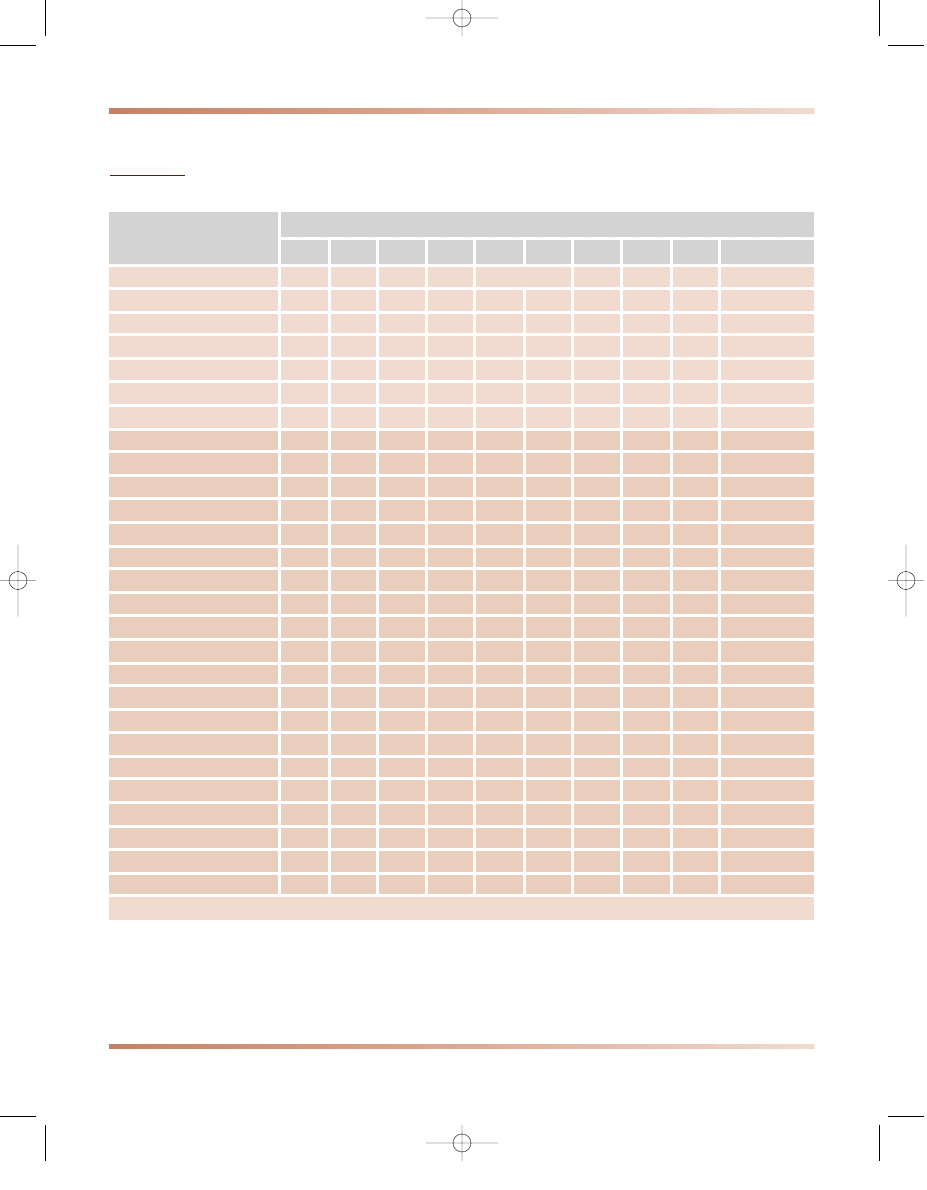
Znak stopu
Stężenie pierwiastków
1)
, %
Cu
Fe
Si
Mn
Mg
Zn
Cr
Ni
Ti
inne
EN AW-AlCu6Mn
6,3
≤0,3
≤0,2
0,3
≤0,02
≤0,1
–
–
0,06
Zr: 0,18, V: 0,1
EN AW-AlCu6Mn(A)
6,3
≤0,3
≤0,2
0,3
≤0,02
≤0,1
–
–
0,15
Zr: 0,18, V: 0,1
2)
EN AW-AlCu6BiPb
5,5
≤0,7
≤0,4
–
–
≤0,3
–
–
–
Pb: 0,4, Bi: 0,4
EN AW-AlCu6BiPb(A)
5,3
≤0,5
≤0,4
–
–
≤0,3
–
–
–
Pb: 0,4, Bi: 0,4
EN AW-AlCu5,5MgMn
5,6
≤0,2
≤0,2
0,4
0,33
≤0,1
≤0,1
≤0,05
≤0,2
Zr ≤0,05, Pb ≤0,003
EN AW-AlCu4SiMg
4,5
≤0,7
0,85
0,8
0,5
≤0,25
≤0,1
–
≤0,15
Zr+Ti ≤0,2
EN AW-AlCu4SiMg(A)
4,5
≤0,5
0,7
0,8
0,5
≤0,25
≤0,1
≤0,1
≤0,15
Zr+Ti ≤0,2
EN AW-AlCu4SiMg(B)
4,5
≤0,3
0,85
0,8
0,5
≤0,25
≤0,1
–
≤0,15
Zr+Ti ≤0,2
EN AW-AlCu4Mg1
4,2
≤0,5
≤0,2
0,6
1,5
≤0,25
≤0,1
–
≤0,15
Zr+Ti ≤0,2
EN AW-AlCu4Mg1(A)
4,4
≤0,3
≤0,2
0,6
1,5
≤0,25
≤0,1
–
≤0,15
Zr+Ti ≤0,2
EN AW-AlCu4MgSi(A)
4
≤0,7
0,45
0,7
0,7
≤0,25
≤0,1
–
–
Zr+Ti ≤0,25
EN AW-AlCu4PbMgMn
4
≤0,8
≤0,8
0,75
1,1
≤0,8
≤0,1
≤0,2
≤0,2
Pb: 1,2, Bi ≤0,2, Sn ≤0,2
EN AW-AlCu4PbMg
3,9
≤0,7
≤0,2
0,6
0,9
≤0,5
≤0,1
–
≤0,2
Pb: 1,2, Bi ≤0,2
EN AW-AlCu2,5Mg
2,6
≤0,7
≤0,8
≤0,2
0,35
≤0,25
≤0,1
–
–
–
EN AW-AlCu2,5NiMg
2,3
0,9
0,9
≤0,5
0,9
≤0,2
–
1
≤0,2
–
EN AW-AlCu2Mg1,5Ni
2,3
1,2
0,35
≤0,25
1,5
≤0,15
–
1,1
≤0,2
Zr+Ti ≤0,25
EN AW-AlCu2Li2Mg1,5
2,2
≤0,3
≤0,2
≤0,1
1,5
≤0,25
≤0,1
–
≤0,1
Li: 2
EN AW-AlLi2,5Cu1,5Mg1
1,3
≤0,3
≤0,2
≤0,1
0,95
≤0,25
≤0,1
–
≤0,1
Li: 2,5, Zr: 0,1
1)
Pozostałe ≤0,05; wartości bez znaku ≤ oznaczają stężenie średnie.
2)
Be ≤0,0008 – dotyczy elektrod i drutów spawalniczych.
Tablica 7.12
Orientacyjny skład chemiczny stopów aluminium z miedzią do obróbki plastycznej
7 roz 8-11-02 18:19 Page 706
nierozpuszczających się w roztworze stałym
ω
. W zależności od składu chemicz-
nego stopów fazami utwardzającymi w wyniku starzenia może być faza
Θ
(CuAl
2
),
faza S(Al
2
CuMg), faza Mg
2
Si lub faza FeNiAl
9
albo kilka z nich jednocześnie. Do-
datek Ti sprzyja powstawaniu drobnoziarnistej struktury stopu, natomiast Mn uła-
twia rekrystalizację.
Żarowytrzymałe stopy aluminium cechują się dobrą odpornością na korozję ga-
zową i erozję. Obróbka cieplna tych stopów polega na wyżarzaniu rekrystalizują-
cym po zgniocie na zimno oraz na utwardzaniu wydzieleniowym. Przesycanie od-
bywa się zwykle w wodzie z temperatury 510÷540°C, natomiast starzenie w tempe-
raturze 160÷200°C przez kilka do kilkudziesięciu godzin.
Żarowytrzymałe stopy aluminium są stosowane na elementy konstrukcyjne wy-
twarzane z wykorzystaniem obróbki plastycznej, głównie kucia matrycowego, pra-
cujące w temperaturze do ok. 350°C, w szczególności na elementy konstrukcji lot-
niczych, środków transportu i maszyn. Własności tych stopów w temperaturze po-
kojowej są jednak niższe od własności durali miedziowych. Z tego względu należy
unikać stosowania wieloskładnikowych stopów Al z Cu na elementy konstrukcyjne
pracujące wyłącznie w temperaturze pokojowej.
7.1.6. Wieloskładnikowe stopy aluminium z cynkiem
WŁASNOŚCI STOPÓW Al–Zn
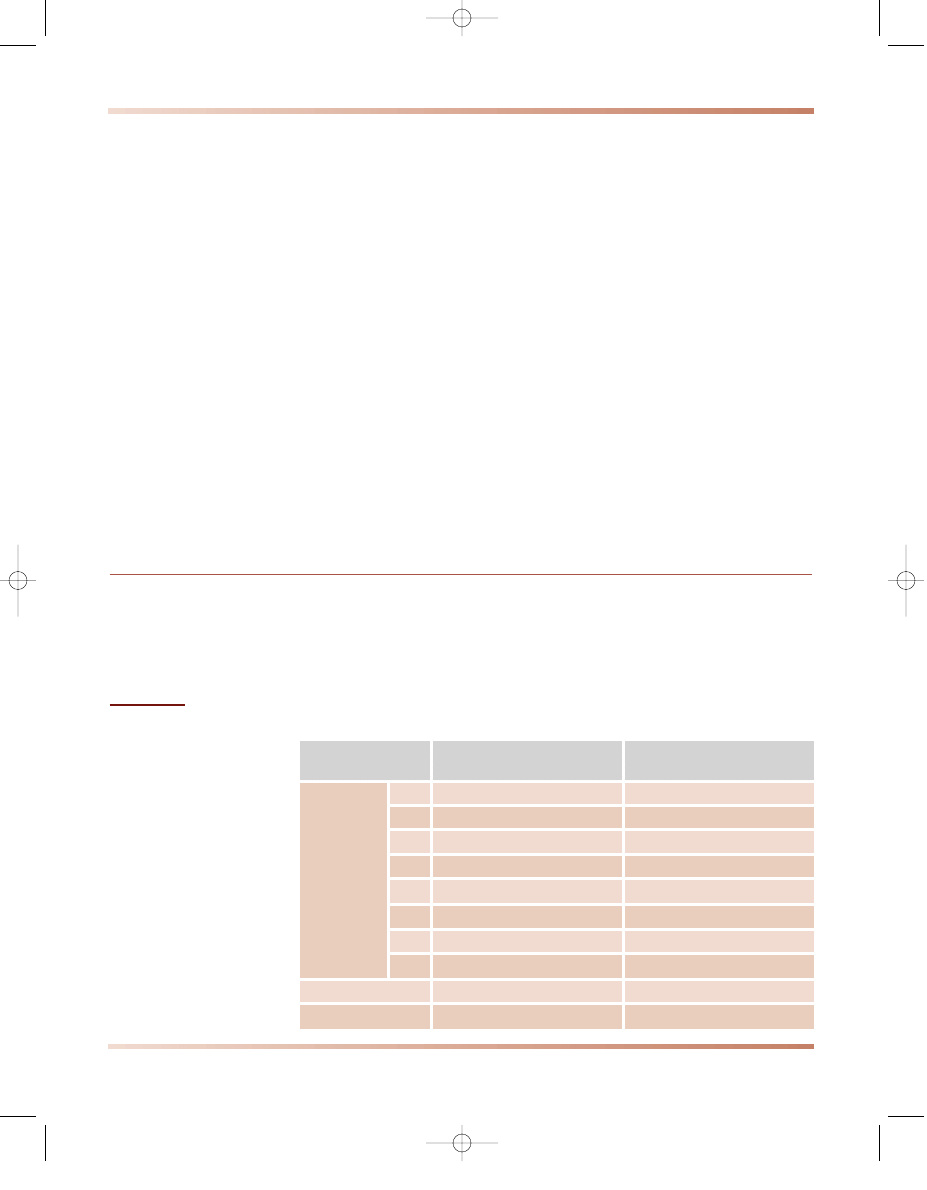
Czteroskładnikowe stopy Al z Zn, zawierające Mg i Cu (tabl. 7.13 i 7.14, we-
dług PN-EN 573-3:1998 i PN-EN 573-3/Ak:1998), zwane duralami cynkowymi, wy-
kazują najwyższe własności wytrzymałościowe ze wszystkich stopów aluminium.
W stanie utwardzonym wydzieleniowo ich wytrzymałość na rozciąganie R
m
osiąga
ok. 700 MPa, a granica plastyczności R
p0,2
– ok. 600 MPa, przy małym wydłuże-
niu A = 2÷5%. Ograniczenie ich stosowania jest związane z małą odpornością na
7.1. Aluminium i jego stopy
707
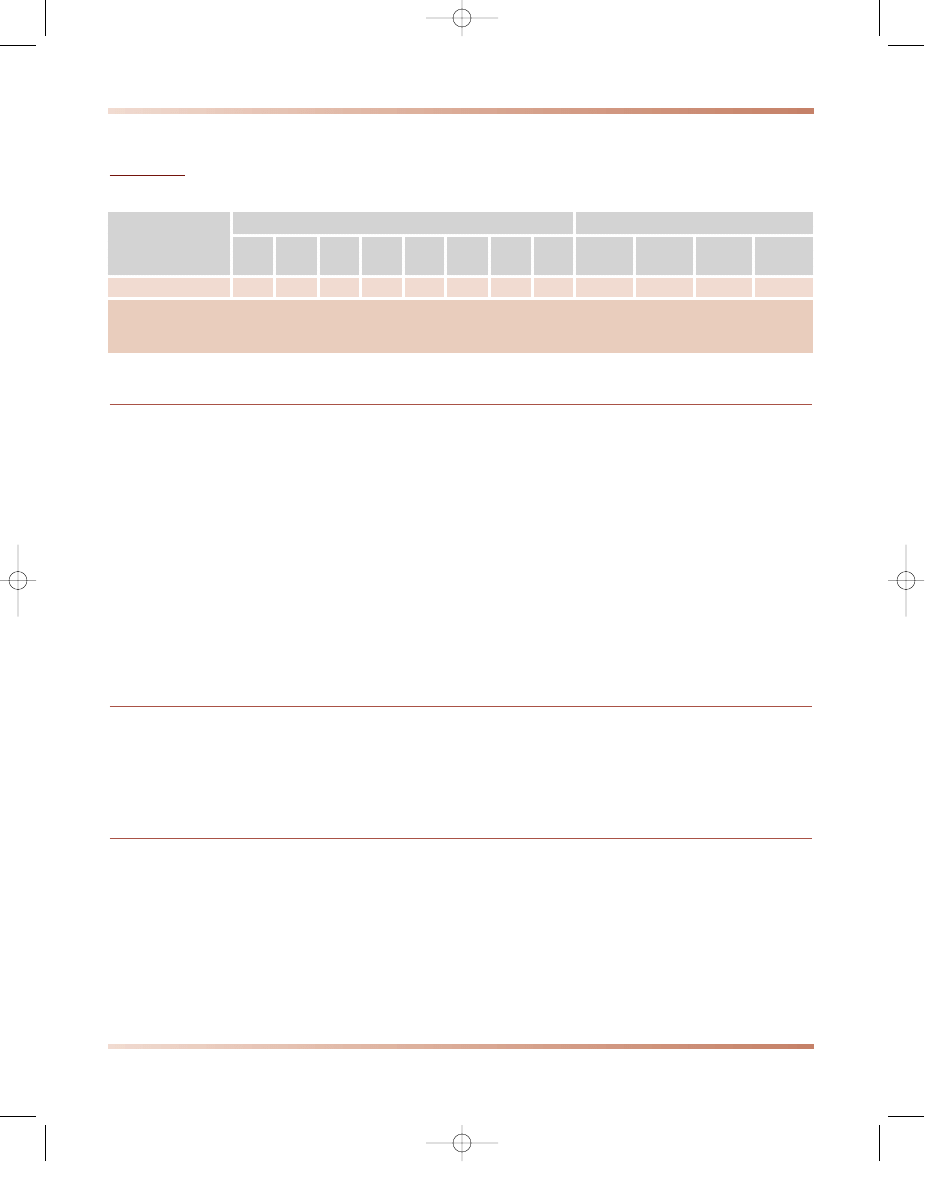
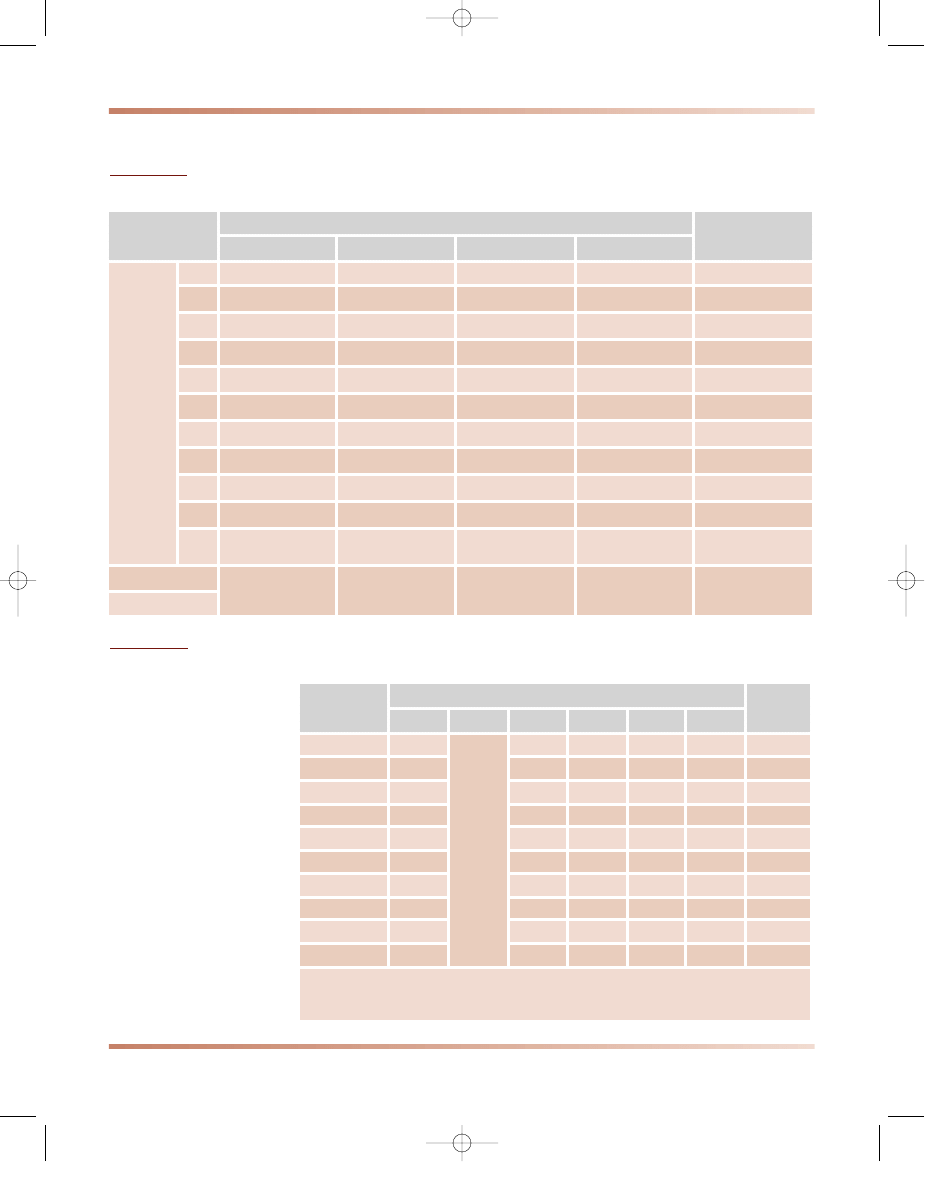
Tablica 7.13
Orientacyjne zakresy stężenia pierwiastków stopowych w stopach aluminium z cynkiem
Grupa stopów
Durale cynkowe do obróbki
plastycznej
Stop odlewniczy
Zakres
stężenia
składników
stopu, %
Al
84,6÷99,2
90,2÷94,7
Zn
0,8÷8,4
4,5÷6
Mg
0÷3,7
0,4÷0,7
Cu
0÷2,6
0,15÷0,35
Mn
0÷0,7
0÷0,4
Cr
0÷0,35
0,15÷0,6
Ti
0÷0,2
0,1÷0,25
Zr
0÷0,25
–
Gatunki
podano w tabl. 7.14
podano w tabl. 7.15
Norma
PN-EN 573-3:1998
PN-EN 1706:2001
7 roz 8-11-02 18:19 Page 707
działanie podwyższonej temperatury. Durale cynkowe są także mało odporne na
korozję, w szczególności naprężeniową, i z tego względu często plateruje się je alu-
minium lub stopem Al z Zn. Są wytwarzane w postaci blach, prętów, odkuwek
i kształtowników. Niektóre stopy aluminium z cynkiem można też stosować jako
odlewnicze (tabl. 7.13 i 7.15 według PN-EN 1706:2001).
7. Metale nieżelazne i ich stopy
708
Znak stopu
Stężenie pierwiastków
1)
, %
Zn
Mg
Cu
Mn
Fe
Si
Cr
Ti
Zr
inne
EN AW-AlZn1
1,05
≤0,1
≤0,1
≤0,1
Fe+Si ≤0,7
–
–
–
–
EN AW-AlZn4Mg3
4
2,8
≤0,1
0,25
≤0,4
≤0,3
0,2
≤0,1
–
–
EN AW-AlZn4,5Mg1
4,5
1,2
≤0,2
0,28
≤0,4
≤0,35
0,23
≤0,05
0,14
Zr + Ti: 0,16
EN AW-AlZn4,5Mg1,5Mn
4,5
1,4
≤0,1
0,45
≤0,4
≤0,35
0,13
0,04
0,14
–
EN AW-AlZn5Mg1Zr
5
1,05
≤0,05
≤0,05
≤0,1
≤0,1
–
≤0,05
0,19
–
EN AW-AlZn5,5Mg1,5
5,5
1,5
≤0,25
≤0,1
≤0,4
≤0,25
≤0,05
≤0,1
0,13
–
EN AW-AlZn6Mg0,8Zr
5,8
0,75
≤0,2
≤0,3
≤0,35
≤0,3
≤0,2
≤0,2
0,15
–
EN AW-AlZn4,5Mg1Cu
4,5
1,1
0,73
≤0,03
≤0,12
≤0,1
–
≤0,03
–
V ≤0,05
EN AW-AlZn4,5Mg1Cu0,8
4,7
1,1
0,8
≤0,05
≤0,3
≤0,15
–
≤0,05
–
V ≤0,05
EN AW-AlZn4,5Mg1,5Cu
4,7
1,65
0,7
≤0,03
≤0,12
≤0,1
–
≤0,05
–
V ≤0,05
EN AW-AlZn4,5Mg1,5Cu(A)
4,7
1,65
0,7
≤0,1
≤0,3
≤0,15
≤0,1
≤0,05
–
V ≤0,05
EN AW-AlZn5Mg3Cu
4,8
3,15
0,75
0,25
≤0,5
≤0,5
0,2
–
–
Zr + Ti ≤0,2
EN AW-AlZn5Mg1,5CuZr
4,9
1,7
0,11
≤0,1
≤0,3
≤0,2
≤0,15
≤0,1
0,15
–
EN AW-AlZn5Mg1,5Cu
4,9
1,7
0,75
0,13
≤0,12
≤0,08
–
≤0,05
0,12
–
EN AW-AlZn5,5Mg1Cu
5,4
1,25
0,3
≤0,05
≤0,3
≤0,2
≤0,04
≤0,03
≤0,03
–
EN AW-AlZn5,5MgCu
5,6
2,5
1,6
≤0,3
≤0,5
≤0,4
0,23
≤0,2
–
Zr + Ti ≤0,25
EN AW-AlZn5,5MgCu(B)
5,6
2,5
1,6
≤0,1
≤0,2
≤0,15
0,23
≤0,1
–
–
EN AW-AlZn5,5MgCu(A)
5,7
2,25
1,55
≤0,06
≤0,12
≤0,1
0,22
≤0,06
–
–
EN AW-AlZn5,5MgCuAg
6
2,5
0,95
≤0,1
≤0,2
≤0,2
0,18
≤0,2
–
Ag: 0,33
EN AW-AlZn6Mg2Cu
6,2
2
1
0,12
≤0,25
≤0,15
≤0,04
0,05
0,14
–
EN AW-AlZn6CuMgZr
6,2
2,25
2,3
≤0,1
≤0,15
≤0,12
≤0,04
≤0,06
0,12
–
EN AW-AlZn6MgCu
6,2
2,35
1,75
≤0,1
≤0,15
≤0,12
≤0,05
≤0,06
0,13
Ni ≤0,05
EN AW-AlZn6CuMgZr(A)
6,4
2,35
2,2
≤0,1
≤0,15
≤0,12
≤0,04
≤0,06
0,12
–
EN AW-AlZn7MgCu
6,8
2,75
2
≤0,3
≤0,5
≤0,4
0,23
≤0,2
–
–
EN AW-AlZn7CuMg
6,9
1,7
2,2
≤0,2
≤0,2
≤0,15
0,2
≤0,05
≤0,05
Pb ≤0,003
EN AW-AlZn8MgCu(A)
7,7
2,45
1,55
≤0,2
≤0,2
≤0,15
0,16
≤0,1
–
–
EN AW-AlZn8MgCu
7,8
2,6
1,55
≤0,5
≤0,5
≤0,4
0,15
–
–
Zr + Ti ≤0,25
1)
Pozostałe ≤0,03÷0,05; wartości bez znaku ≤ oznaczają stężenie średnie.
Tablica 7.14
Orientacyjny skład chemiczny stopów aluminium z cynkiem do obróbki plastycznej
7 roz 8-11-02 18:19 Page 708
OBRÓBKA CIEPLNA I ZASTOSOWANIE STOPÓW Al–Zn
Obróbka cieplna durali cynkowych polega na wyżarzaniu rekrystalizującym
w temperaturze 390÷430°C oraz na utwardzaniu wydzieleniowym. Przesycanie
w wodzie odbywa się po wygrzaniu w temperaturze 465÷480°C. W wyniku tej ope-
racji stop wykazuje jednakową strukturę roztworu stałego czteroskładnikowego
ω
(
α
Al
). Starzenie wykonuje się w temperaturze 120÷150°C przez 24 h. Starzenie
samorzutne w temperaturze pokojowej może trwać do 60 dni; nie jest ono stoso-
wane w praktyce. Fazami utwardzającymi durale cynkowe są MgZn
2
, S(Al
2
CuMg)
oraz T(Al
2
Mg
3
Zn
3
) lub T
′
(Al
6
CuMg
4
).
Durale cynkowe są szeroko stosowane do wytwarzania różnych elementów ma-
szyn, pojazdów mechanicznych, taboru kolejowego, a także elementów konstrukcji
lotniczych.
7.1.7. Inne stopy aluminium
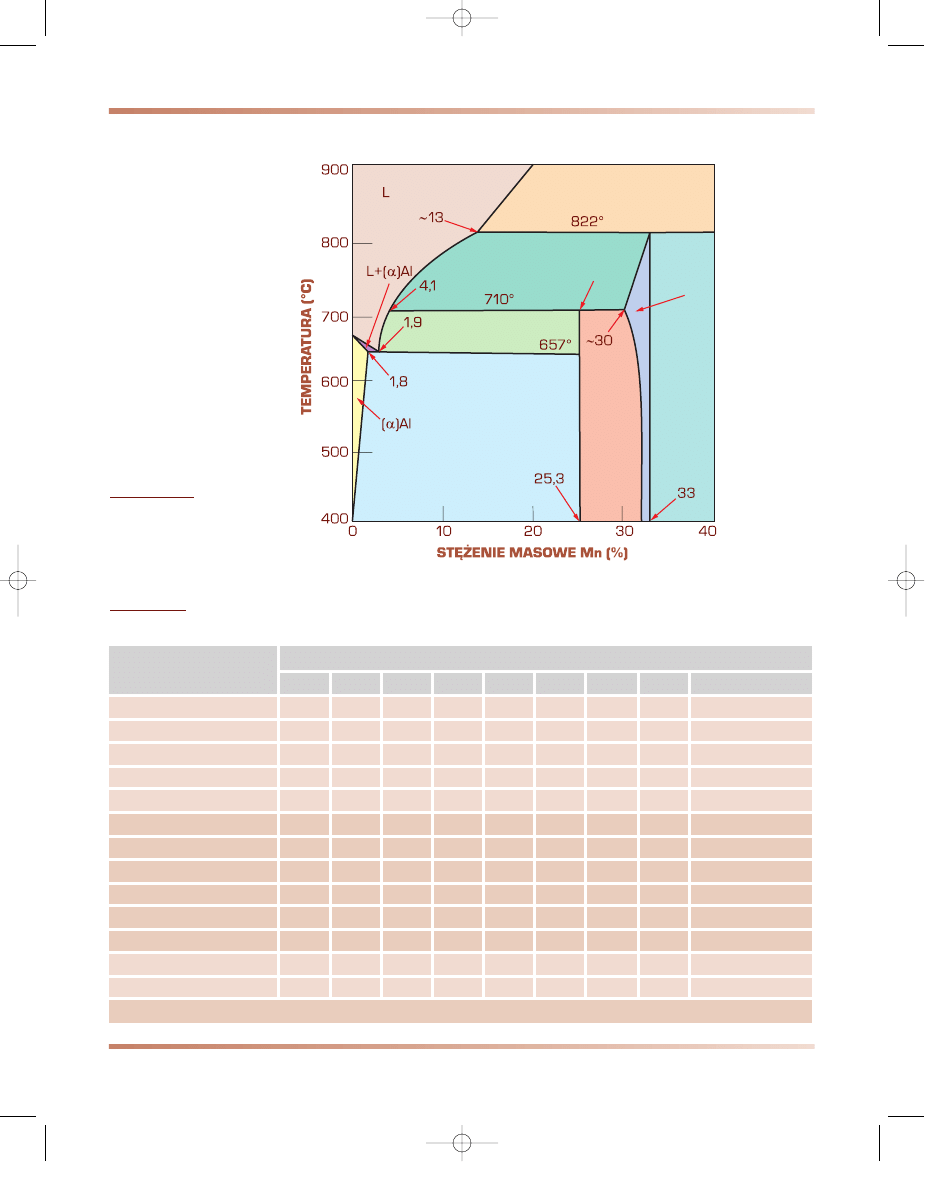
UKŁAD Al–Mn
W zakresie stężenia występującego w stopach technicznych mangan tworzy
z aluminium (rys. 7.11) roztwór stały graniczny
α
oraz eutektykę
α
+
β
(Al
6
Mn).
Niewielkie zmiany rozpuszczalności manganu w aluminium wraz ze zmianą tem-
peratury nie dają możliwości przeprowadzenia utwardzania wydzieleniowego sto-
pów Al–Mn.
TECHNICZNE STOPY ALUMINIUM Z MANGANEM
Techniczne stopy Al z Mn zawierają zwykle 1,0÷1,5% Mn oraz dodatek Mg lub
Cu (tabl. 7.16 według PN-EN 573-3:1998). Wykazują one tendencję do gruboziar-
nistości i segregacji strefowej, czemu przeciwdziałają nawet niewielkie dodatki Ta,
Ti, Zr lub B. Strukturę tych stopów stanowi roztwór stały
α
z wydzieleniami fazy
β
na granicach ziarn. Żelazo rozpuszcza się w fazie
β
, tworząc roztwór stały wtór-
ny (Mn,Fe)Al
6
. W obecności Si powstają fazy bogate w ten pierwiastek, najpraw-
dopodobniej T(Al
10
Mn
3
Si). Obróbka plastyczna na zimno, utrudniana przez
obecność tych faz, powoduje jednak ich rozdrobnienie i równomierne rozmiesz-
czenie w osnowie.
7.1. Aluminium i jego stopy
709
Znak stopu
Stężenie pierwiastków
1)
, %
Minimalne własności
2)
Zn
Mg
Cr
Cu
Ti
Fe
Mn
Si
R
p0,2
,
MPa
R
m
,
MPa
A
50mm
,
%
HB
EN AC-AlZn5Mg
5,3
0,55
0,33
0,25
0,18
≤0,8
≤0,4
≤0,3
120
190
4
60
1)
Ni ≤0,05, Sn ≤0,05, Pb ≤0,05, inne ≤0,05 (za wyjątkiem pierwiastków modyfikujących lub rafinujących, tj. Na, Sr, Sb i P);
wartości bez znaku ≤ oznaczają stężenie średnie.
2)
W stanie przesyconym i naturalnie starzonym.
Tablica 7.15
Orientacyjny skład chemiczny i własności odlewniczego stopu aluminium z cynkiem
7 roz 8-11-02 18:19 Page 709
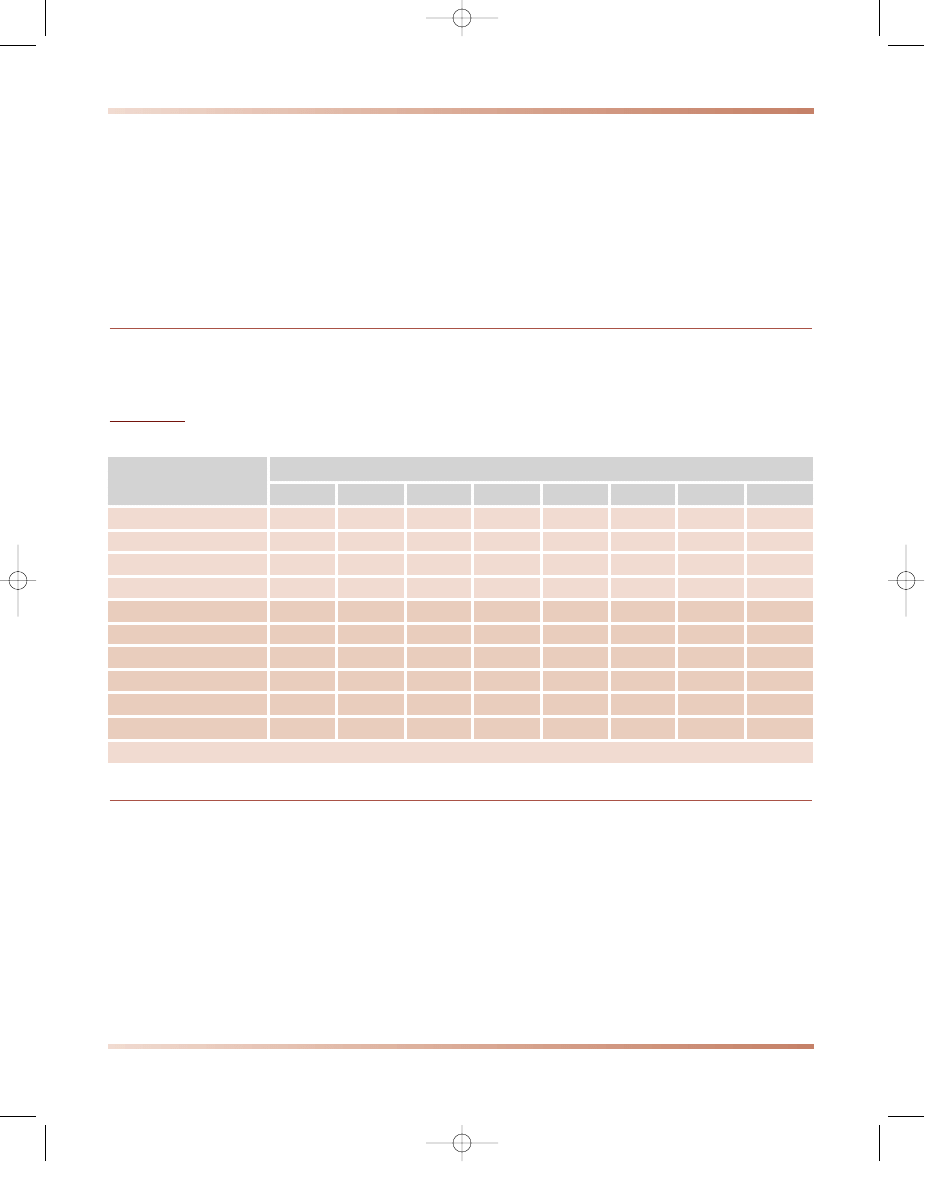
7. Metale nieżelazne i ich stopy
710
Znak stopu
Stężenie pierwiastków
1)
, %
Mn
Mg
Cu
Fe
Si
Zn
Cr
Ti
inne
EN AW-AlMn0,2
0,23
–
≤0,1
≤0,7
≤0,4
≤0,3
–
≤0,1
–
EN AW-AlMn0,6(A)
0,55
≤0,4
≤0,25
≤0,6
≤0,35
≤0,25
≤0,2
–
–
EN AW-AlMn0,6
0,6
≤0,1
≤0,1
≤0,45
≤0,3
≤0,1
–
–
–
EN AW-AlMn1(A)
1,05
≤0,3
≤0,1
≤0,7
≤0,5
≤0,2
≤0,1
≤0,1
Zr + Ti ≤0,1
EN AW-AlMn1
1,2
≤0,3
≤0,1
≤0,7
≤0,5
≤0,2
≤0,1
–
Zr + Ti ≤0,1
EN AW-AlMn0,2Mg0,1
0,15
0,13
≤0,15
≤0,1
≤0,08
≤0,05
–
≤0,03
V ≤0,05
EN AW-AlMn0,5Mg0,5
0,55
0,5
≤0,3
≤0,7
≤0,6
≤0,4
≤0,2
≤0,1
–
EN AW-AlMn0,5Mg0,5(A)
0,55
0,5
≤0,3
≤0,7
≤0,6
≤0,25
≤0,2
≤0,1
–
EN AW-AlMn1Mg1Cu
1,1
1,05
0,15
≤0,8
≤0,6
≤0,25
–
≤0,1
V ≤0,05, Ga ≤0,05
EN AW-AlMn1Mg0,5
1,25
0,4
≤0,3
≤0,7
≤0,6
≤0,25
≤0,1
≤0,1
–
EN AW-AlMn1Mg1
1,25
1,05
≤0,25
≤0,7
≤0,3
≤0,25
–
–
–
EN AW-AlMn1Cu0,3
1
≤0,1
0,33
0,35
≤0,25
≤0,1
≤0,15
≤0,05
–
EN AW-AlMn1Cu
1,25
–
0,13
≤0,7
≤0,6
≤0,1
–
–
–
1)
Pozostałe ≤0,03÷0,05; wartości bez znaku ≤ oznaczają stężenie średnie.
Tablica 7.16
Orientacyjny skład chemiczny stopów aluminium z manganem do obróbki plastycznej
MnAl
6
(
α
)Al+MnAl
6
L+MnAl
6
L+MnAl
4
MnAl
6
+MnAl
4
MnAl
4
+MnAl
3
MnAl
4
L+MnAl
3
Rysunek 7.11
Fragment wykresu
równowagi Al–Mn
(według L.F. Mondolfo)
7 roz 8-11-02 18:19 Page 710
Obróbka cieplna stopów aluminium z manganem polega na wyżarzaniu ujedno-
rodniającym i rekrystalizującym.
Dzięki dobrej odporności na korozję stopy aluminium z manganem znajdują
zastosowanie na elementy pracujące w agresywnych ośrodkach korozyjnych,
w szczególności na urządzenia produkcyjne i transportowe w przemyśle spożyw-
czym i chemicznym, a także spawane zbiorniki na ciecze i gazy techniczne oraz in-
ne elementy spawane lub zgrzewane.
STOPY ALUMINIUM Z ŻELAZEM
Przeznaczone do obróbki plastycznej stopy aluminium z żelazem zawierają
0,4÷2,0% Fe oraz dodatek Mn lub Si, (tabl. 7.17 według PN-EN 573-3:1998). Struk-
tura, obróbka cieplna, właściwości i zastosowanie tych materiałów są podobne do
stopów Al–Mn.
WIELOSKŁADNIKOWE STOPY ALUMINIUM Z LITEM
Lit w stężeniu 1,9÷2,7% (tabl. 7.12 oraz tabl. 2.9 w rozdz. 2.3.1) jest stosowany
w stopach Al do obróbki plastycznej jako pierwiastek stopowy wraz z Cu oraz zwy-
kle z Mg, zmniejszającymi jego rozpuszczalność w roztworze stałym i wchodzący-
mi w skład faz międzymetalicznych. Podstawowe fazy powodujące utwardzanie wy-
dzieleniowe tych stopów poddawanych przesycaniu i starzeniu to Al
3
Li, Al
2
CuLi
oraz Al
2
CuMg. Niewielki dodatek Zr w stopach Al z Li sprzyja rozdrobnieniu
ziarn i tworzeniu faz międzymetalicznych.
Wytwarzanie stopów Al z Li wymaga stosowania specjalnych metod metalur-
gicznych, ze względu na bardzo dużą reaktywność litu z tlenem. Ponieważ lit po-
woduje zwiększenie własności wytrzymałościowych przy jednoczesnym zmniejsze-
niu gęstości stopów Al, stopy te są stosowane przede wszystkim do wytwarzania
elementów nowoczesnych samolotów (porównaj rozdz. 2.3.1, rys. 2.22 i 2.23).
7.1. Aluminium i jego stopy
711
Znak stopu
Stężenie pierwiastków
1)
, %
Fe
Mn
Si
Cu
Mg
Zn
Cr
Ti
EN AW-AlFe1Mn
0,9
0,2
≤0,2
≤0,1
0,2
≤0,1
–
–
EN AW-AlFe1Mn0,8
1,25
0,75
≤0,6
≤0,2
–
≤0,1
–
≤0,1
EN AW-AlFe1,5Mn0,4
1,4
0,4
≤0,3
≤0,2
0,4
≤0,1
–
≤0,1
EN AW-AlFe1,5Mn
1,6
0,65
≤0,4
≤0,3
≤0,1
≤0,1
–
–
EN AW-Al95
≤1
≤0,6
≤1
≤0,4
≤0,6
≤1
≤0,2
≤0,2
EN AW-AlFeSi(B)
0,7
≤0,1
0,7
≤0,1
≤0,05
≤0,1
≤0,05
≤0,08
EN AW-AlFeSi(A)
0,75
≤0,1
0,6
≤0,1
≤0,1
≤0,1
≤0,1
≤0,05
EN AW-AlFeSi(C)
0,75
0,13
0,6
≤0,1
≤0,1
≤0,1
≤0,15
≤0,05
EN AW-AlFeSiCu
0,8
≤0,3
0,7
0,45
≤0,3
–
–
0,04
EN AW-AlFe1Si
1
–
0,23
≤0,05
–
≤0,1
–
–
1)
Pozostałe ≤0,05; wartości bez znaku ≤ oznaczają stężenie średnie.
Tablica 7.17
Orientacyjny skład chemiczny stopów aluminium z żelazem do obróbki plastycznej
7 roz 8-11-02 18:19 Page 711
7. Metale nieżelazne i ich stopy
712
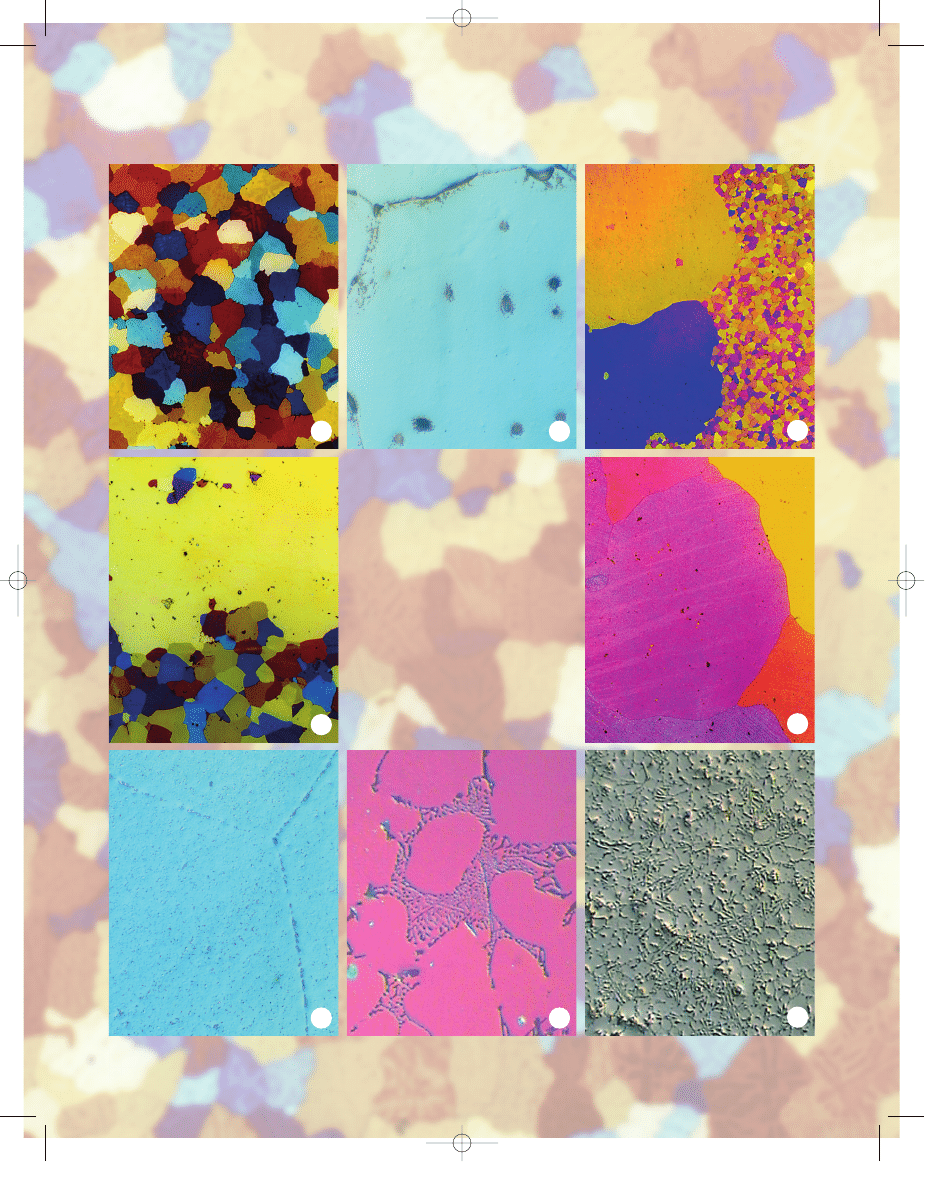
712
Struktura 1) stopu typu AlZn6Cu1Mg po
odlaniu, pow. 70x, światło spolary-
zowane; 2) stopu typu AlZn6Cu1Mg po
odlaniu; wydzielenia Al
2
Cu, pow. 1000x;
3) stopu typu AlZn6Cu1Mg po częścio-
wej rekrystalizacji, pow. 50x, światło spo-
laryzowane; 4) stopu typu AlZn6Cu1Mg
po częściowej rekrystalizacji, pow. 50x,
światło spolaryzowane; 5) stopu typu
AlZn6Cu1Mg po przesycaniu w 300°C
przez 128 h, pow. 50x, światło spolary-
zowane; 6) stopu typu AlZn6Cu1Mg;
wydzielenia faz Al-Zn na granicach ziarn,
pow. 1000x; 7) modyfikowanego, wielo-
składnikowego stopu Al-Si-Cu-Fe po odla-
niu, pow. 500x; 8) wieloskładnikowego
stopu Al-Mg-Si-Mn-Cu-Fe po odlaniu,
pow. 200x
1
2
3
4
5
6
7
8
Odlewnicze stopy aluminium
7 roz 8-11-02 18:19 Page 712
7.1. Aluminium i jego stopy
713
713
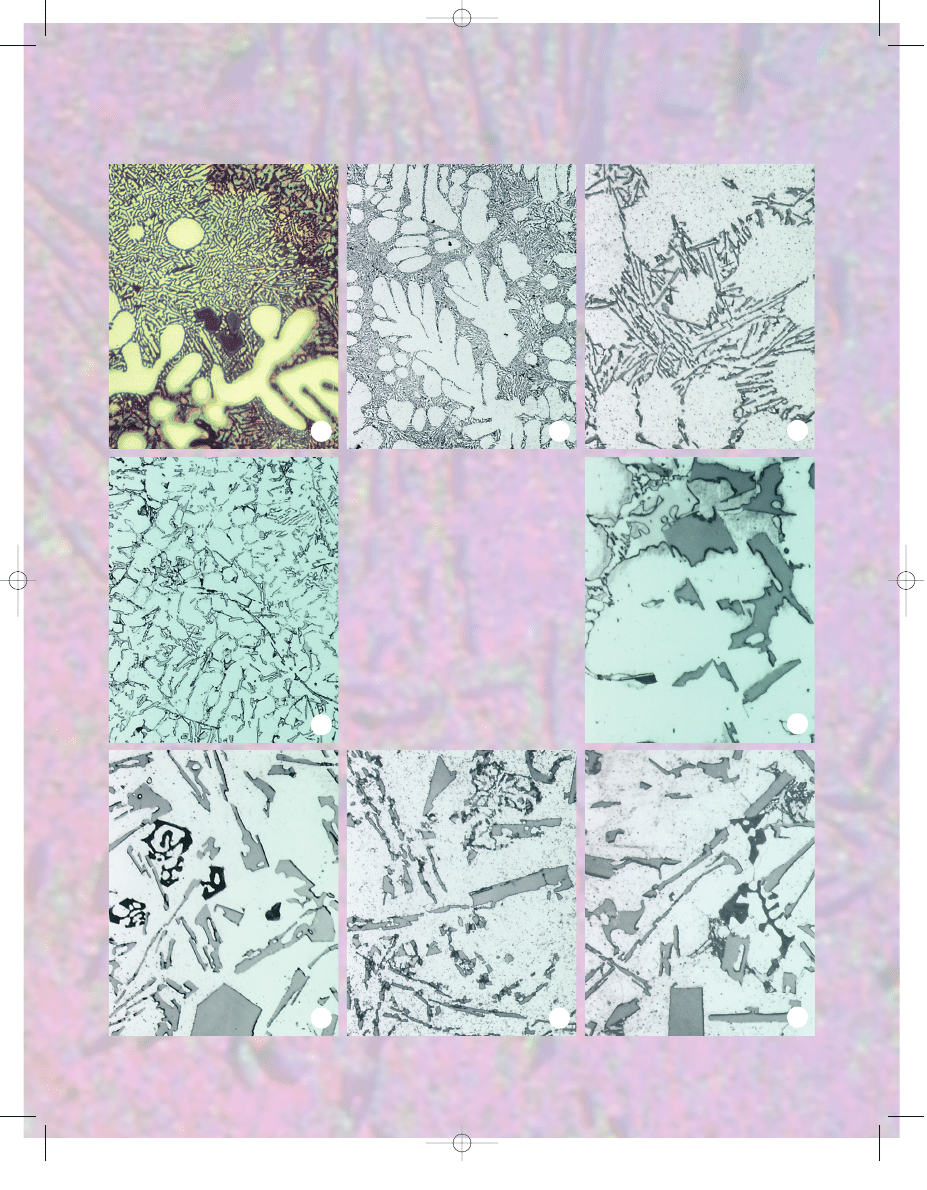
Struktura
1) odlewniczego stopu Al-Si trawionego
barwnie kwasem molibdenowym,
pow. 1000x;
2) odlewniczego stopu typu AlSi7,
pow. 120x;
3) modyfikowanego stopu typu AlSi7,
pow. 500x;
4) odlewniczego stopu typu AlSi9Cu3,
pow. 120x;
5) odlewniczego stopu typu AlSi9Cu3,
pow.500x;
6) odlewniczego stopu EN AC–AlSi11,
pow. 500x;
7) odlewniczego stopu EN AC-
AlSi10Mg, pow. 500x;
8) odlewniczego stopu typu
AlSi12Cu2Fe, pow. 500x
1
2
3
4
5
6
7
8
Stopy aluminium z krzemem
7 roz 8-11-02 18:19 Page 713
7.2. Miedź i jej stopy
7.2.1. Miedź
RODZAJE I GATUNKI MIEDZI
Miedź występuje w przyrodzie w postaci rodzimej oraz w rudach siarczkowych:
błyszczu miedzi, czyli chalkozynie – Cu
2
S, bornicie – Cu
3
FeS
2
, chalkopirycie –
CuFeS
2
, lub rudach tlenkowych, np. kuprycie – Cu
2
O.
Miedź zawierającą 0,5÷1% zanieczyszczeń i domieszek można uzyskać metodą
pirometalurgiczną przez redukcję, po uprzednim prażeniu związanym z odsiarcza-
niem i utlenianiem żelaza. Stężenie domieszek można zmniejszyć do ok. 0,1÷0,5%
przez rafinację ogniową. Miedź katodowa jest produktem elektrolitycznej rafinacji
miedzi i może zawierać do 0,05% zanieczyszczeń, a po przetopieniu i odlaniu
w próżni lub ośrodku redukującym – jako beztlenowa – 0,01÷0,05%. Poszczególne
gatunki miedzi (tabl. 7.18) są oznaczone symbolem Cu i po łączniku literami, po-
chodzącymi od słów (w języku angielskim), związanymi z jakością lub sposobem
uzyskania, np. Cu–OF (oxygen–free – beztlenowa)
*)
. Wymagania dotyczące pro-
duktów z miedzi podane są m.in. w PN-EN 1976:2001 oraz w projekcie PN-EN
1982 (produkty odlewane), PN-EN 1652:1999 i PN-EN 1653:1999/A1:2002U
(produkty płaskie), PN-EN 12163:2002 (pręty), PN-EN 12166:2002 (druty), PN-
EN 12167:2002 (kształtowniki) i w projekcie PN-EN 12449 (rury). Krajowe tech-
niczne odmiany miedzi ujęto w dotychczasowej normie PN-77/H-82120.
WŁASNOŚCI FIZYCZNE I MECHANICZNE MIEDZI
Miedź ma liczbę atomową równą 29, jej masa atomowa wynosi 63,5463.
W związkach chemicznych miedź jest jedno- lub dwuwartościowa. Miedź nie wy-
kazuje odmian alotropowych i krystalizuje w sieci ściennie centrowanej układu re-
gularnego A1 o parametrze 0,3617 nm. Temperatura topnienia miedzi wynosi
1084,88°C, a wrzenia ok. 2595°C. Miedź ma gęstość 8,93 g/cm
3
w 20°C. Wytrzy-
małość miedzi na rozciąganie wynosi R
m
= 200÷250 MPa, granica plastyczności
R
e
= 35 MPa, twardość 45 HB, a wydłużenie A = 30÷35%. W wyniku obróbki pla-
stycznej na zimno wytrzymałość miedzi zwiększa się do 400÷450 MPa, a twardość
do 120 HB, przy zmniejszeniu wydłużenia do 1÷2%.
Miedź cechuje duża przewodność cieplna – 411 W/(m
⋅
K) i elektryczna –
59,77 MS/m.
714
*)
Oznaczenie miedzi lub stopu miedzi można podać także w systemie liczbowym (według PN-
EN 1412:1998), np. gatunek miedzi Cu–OF ma oznaczenie liczbowe CR008A lub CW008A (od-
powiednio w stanie lanym lub po obróbce plastycznej). W tekście rozdziału o stopach miedzi
oznaczenie liczbowe nie jest podawane.
7 roz 8-11-02 18:19 Page 714
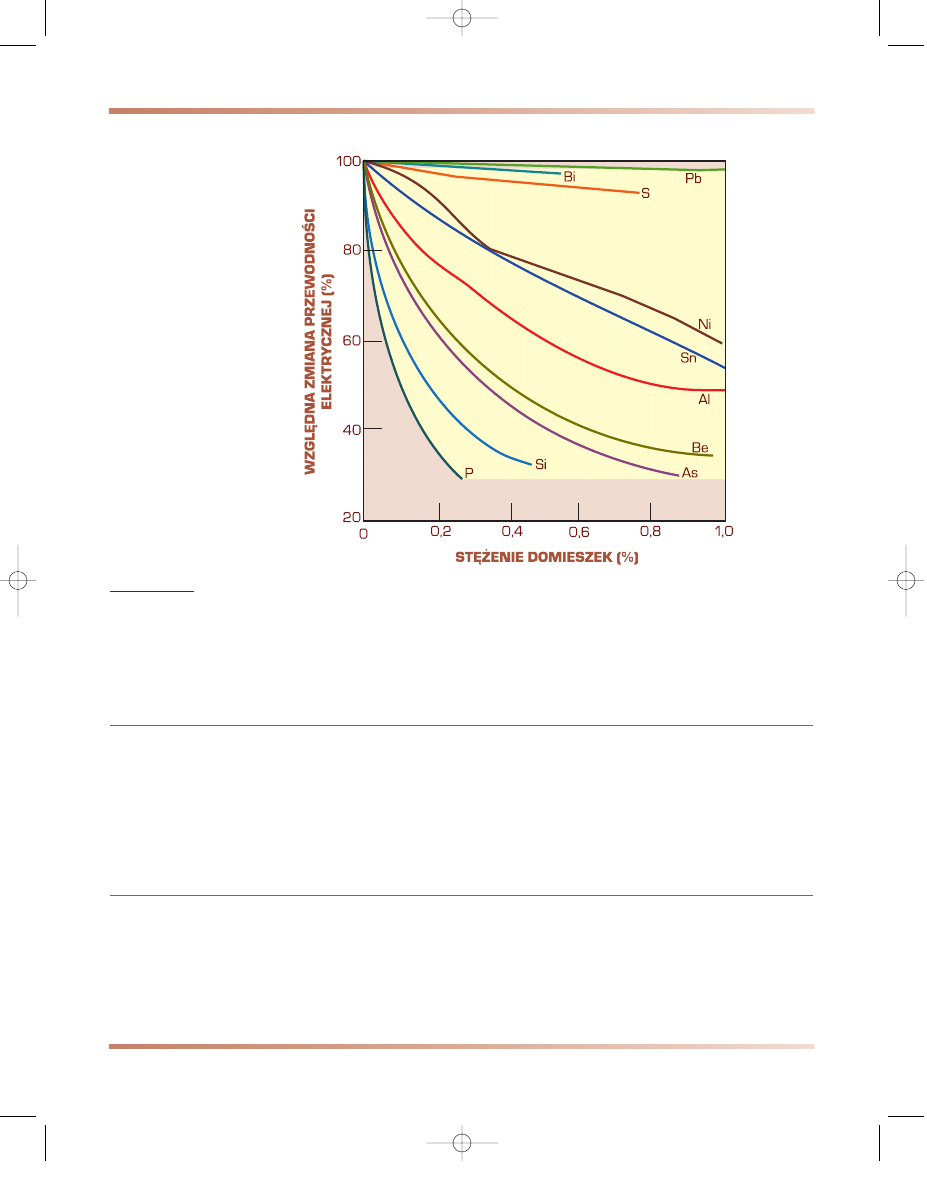
ZNACZENIE DOMIESZEK MIEDZI
Przewodność elektryczna miedzi zmniejsza się bardzo znacznie przy niewiel-
kim nawet stężeniu domieszek (rys. 7.12), głównie P, Fe, Co, Si, As, rozpuszczają-
cych się w miedzi i – ze względu na dużą różnicę średnic atomowych – powodują-
cych znaczne zniekształcenie sieci krystalicznej miedzi w wyniku kontrakcji lub
ekspansji. Pierwiastki Cd, Ag i Zn, których atomy w niewielkim stopniu różnią się
wymiarami od atomów Cu, wywierają niewielki wpływ na zmniejszenie przewod-
ności elektrycznej. Podobnie działają Bi i Pb – nierozpuszczające się w miedzi.
Pierwiastki te, tworzące niskotopliwe eutektyki, wywierają jednak szczególnie nie-
korzystny wpływ na własności mechaniczne i technologiczne oraz sprzyjają kru-
chości na gorąco, co uniemożliwia obróbkę plastyczną miedzi. Obróbkę tę utrud-
nia również siarka tworząca niskotopliwą eutektykę z siarczkiem Cu
2
S oraz tlen
tworzący eutektykę z tlenkiem Cu
2
O, zmniejszające plastyczność miedzi. W wyni-
ku redukcji powstałego tlenku miedzi wodorem tworzy się woda, której para w wy-
sokiej temperaturze powoduje pęknięcia i naderwania, uniemożliwiające dalszą ob-
róbkę plastyczną. Zjawisko to, zwane chorobą wodorową, występuje po wyżarzaniu
miedzi w atmosferze zawierającej wodór (odporność na kruchość wodorową mie-
dzi określa się według PN-EN ISO 2626:1997). Obróbkę plastyczną na zimno
szczególnie utrudnia As.
7.2. Miedź i jej stopy
715
Znak
miedzi
Maksymalne stężenie niektórych pierwiastków, %
Norma
Cu
1)
Ag
P
O
Bi
Pb
Fe
S
As
inne razem
Cu-OFE
99,99
0,0025
0,0003
3)
0,0002
0,0005
0,001
0,0015
0,0005
0,01 (wszystkie)
4)
Cu-PHCE
99,99
0,0035
2)
3)
0,01 (wszystkie)
4)
Cu-ETP1
99,95
–
0,04
0,0065 (bez O)
4)
Cu-OF1
99,95
–
3)
0,0065 (bez O)
4)
Cu-OF
99,95
0,015
–
3)
0,0005
0,005
–
–
–
0,03 (bez Ag)
4), 5)
Cu-ETP
99,9
0,04
0,0005
0,005
0,03 (bez Ag, O)
4), 5)
Cu-FRHC
99,9
0,04
–
–
0,04 (bez Ag, O)
4)
Cu-FRTP
99,9
0,1
–
–
0,05 (bez Ag, Ni, O)
4)÷6)
Cu-PHC
99,95
0,015
0,0035
2)
3)
0,0005
0,005
–
–
–
0,03 (bez Ag, P)
4)
Cu-HCP
99,95
0,0045
2)
3)
0,0005
0,005
0,03 (bez Ag)
4)
Cu-DLP
99,9
0,0085
2)
–
0,0005
0,005
0,03 (bez Ag, Ni, P)
4) ÷6), 8)
Cu-DHP
99,9
0,0275
2)
–
–
–
0,1 (wszystkie)
4)÷8)
Cu-DXP
99,9
0,05
2)
–
0,0005
0,005
0,03 (bez Ag, Ni, P)
4)
Stężenie:
1)
minimalne,
2)
średnie,
3)
mniejsze niż powodujące kruchość wodorową.
Normy:
4)
PN-EN 1976:2001,
5)
PN-EN 1652:1999,
6)
PN-EN 12163:2002,
7)
PN-EN 12166:2002,
8)
PN-EN 12167:2002.
Nie określa się składu chemicznego miedzi Cu–C, przeznaczonej na produkty odlewane (według projektu normy PN-EN 1982)
Tablica 7.18
Orientacyjny skład chemiczny gatunków miedzi
7 roz 8-11-02 18:19 Page 715
Miedź jest odporna na korozję atmosferyczną dzięki pokrywaniu się patyną, tj.
zasadowym węglanem miedziowym, i na działanie wody, nie wykazuje zaś odpor-
ności na działanie amoniaku.
ZASTOSOWANIE MIEDZI
Miedź jest stosowana w elektrotechnice na przewody (EN 13599:2002 do EN
13602:2002), gdzie wykorzystuje się jej wysoką przewodność elektryczną oraz
w energetyce i przemyśle chemicznym na chłodnice i wymienniki ciepła – ze wzglę-
du na dużą przewodność cieplną (projekty PN-EN 12449, PN-EN 12450, PN-EN
12451 i PN-EN 12452). W budownictwie są stosowane rury z miedzi Cu–DHP
(min. 99,9% Cu, tabl. 7.18), z których wykonuje się instalacje ciepłej i zimnej wo-
dy, ogrzewania, gazowe, ciekłego paliwa i sanitarne (PN-EN 1057:1999).
MIEDŹ STOPOWA I NISKOSTOPOWE STOPY MIEDZI
Własności mechaniczne miedzi (poza obróbką plastyczną na zimno) zwiększa
niewielki dodatek – do 2% – pierwiastków stopowych jedynie nieznacznie pogar-
szających przewodność elektryczną. Tradycyjnie stopy te są nazywane miedzią sto-
pową. Stosowana jest miedź stopowa srebrowa, fosforowa, arsenowa, chromowa,
niklowa, cynowa, cynkowa, kadmowa, siarkowa, manganowa, krzemowo–manga-
nowa, tellurowa i cyrkonowa. Niektóre z tych stopów są znormalizowane razem
z gatunkami miedzi, np. wymagania dotyczące produktów hutniczych odlewanych
7. Metale nieżelazne i ich stopy
716
Rysunek 7.12
Wpływ stężenia domieszek na przewodność elektryczną właściwą miedzi
7 roz 8-11-02 18:19 Page 716
z miedzi fosforowej i srebrowej podano w PN-EN 1976:2001 (tabl. 7.18 i 7.19), na-
tomiast inne są klasyfikowane jako niskostopowe stopy miedzi (tabl. 7.20, według
PN-EN 12163:2002, PN-EN 12164:2002, PN-EN 12166:2002, PN-EN 12167:2002
i PN-EN 12168:2002). Krajowe gatunki miedzi stopowej ujęto w dotychczasowej
normie PN-79/H-87053.
W budownictwie są stosowane blachy i taśmy z miedzi zawierającej mały doda-
tek fosforu lub cynku (PN-EN 1172:1999).
7.2. Miedź i jej stopy
717
Znak miedzi
Stężenie pierwiastków
1)
, %
Ag
O
P
Bi
inne raze
CuAg0,04(OF)
CuAg0,07(OF)
CuAg0,10(OF)
0,04
0,07
0,1
2)
–
≤0,0005
≤0,00065 (bez Ag, O)
CuAg0,04P
CuAg0,07P
CuAg0,10P
0,04
0,07
0,1
2)
0,0035
≤0,0005
≤0,03 (bez Ag, P)
CuAg0,04
CuAg0,07
CuAg0,10
0,04
0,07
0,1
≤0,04
–
≤0,0005
≤0,03 (bez Ag, O)
1)
Wartości bez znaku ≤ oznaczają stężenie średnie.
2)
Stężenie mniejsze niż powodujące kruchość wodorową.
Tablica 7.19
Orientacyjny skład chemiczny miedzi srebrowych
Znak stopu
Stężenie pierwiastków
1)
, %
Norma
P
Fe
Si
Zn
Cr
Zr
Ni
Pb
S
Te
Mn
Al
CuZn0,5
≤0,02
–
–
0,55
–
–
–
–
–
–
–
–
2)
CuCr1
–
≤0,08
≤0,1
–
0,85
–
–
–
–
–
–
–
4)
,
7)
CuCr1-C
–
–
–
–
0,8
–
–
–
–
–
–
–
3)
CuCr1Zr
–
≤0,08
≤0,1
–
0,85
0,17
–
–
–
–
–
–
4)
,
6)
,
7)
CuZr
–
–
–
–
–
0,15
–
–
–
–
–
–
4)
,
6)
,
7)
CuNiP
0,2
–
–
–
–
–
1
–
–
–
–
–
4)
CuPb1P
0,08
–
–
–
–
–
–
1,1
–
–
–
–
5)
CuSP
0,08
–
–
–
–
–
–
–
0,45
–
–
–
5)
,
8)
CuTeP
0,08
–
–
–
–
–
–
–
–
0,55
–
–
5)
,
6)
,
8)
CuSi1
≤0,02
≤0,8
1,4
≤1,5
–
–
–
≤0,05
–
–
≤0,7
≤0,02
6)
1)
Inne razem ≤0,1÷0,5; wartości bez znaku ≤ oznaczają stężenie średnie.
Normy:
2)
PN-EN 1652:1999,
3)
PN-EN 1982 (projekt),
4)
PN-EN 12163:2002,
5)
PN-EN 12164:2002,
6)
PN-EN 12166:2002,
7)
PN-EN 12167:2002,
8)
PN-EN 12168:2002.
Tablica 7.20
Orientacyjny skład chemiczny niskostopowych stopów miedzi
7 roz 8-11-02 18:19 Page 717
7.2.2. Ogólna klasyfikacja stopów miedzi
KLASYFIKACJA STOPÓW MIEDZI
Stopy miedzi dzieli się na:
odlewnicze,
przeznaczone do obróbki plastycznej.
Wyróżnia się następujące grupy stopów miedzi:
z cynkiem,
z cynkiem i ołowiem,
z cynkiem i niklem,
z niklem,
z cyną,
z aluminium,
z innymi pierwiastkami stopowymi, których łączne stężenie przekracza 5%,
niskostopowe, w których stężenie pierwiastków stopowych jest mniejsze niż 5%.
Stopy miedzi – w zależności od tego, czy oprócz głównego dodatku zawierają
jeszcze inne pierwiastki stopowe – mogą być:
dwuskładnikowe,
wieloskładnikowe.
Większość stopów miedzi ma swoje tradycyjne nazwy. Mosiądze to stopy zawie-
rające Zn jako główny dodatek stopowy, miedzionikle – stopy, w których głównym
dodatkiem jest Ni, natomiast brązy to stopy miedzi zawierające ponad 2% dodat-
ków stopowych, spośród których głównym nie jest Zn lub Ni. Brązy, w zależności
od głównego dodatku stopowego dzieli się m.in. na cynowe, aluminiowe, berylowe,
ołowiowe. Tradycyjne nazwy stopów miedzi nie są używane w nowych normach,
a podane są tylko określenia związane ze składem stopów, np. stopy miedzi z cyną
lub stopy miedzi z niklem. W grupie stopów miedzi niskostopowych umieszczono
tak zróżnicowane stopy jak miedzi z berylem (np. CuBe2 o bardzo dużej wytrzy-
małości) i miedzi z 0,5% Zn (CuZn0,5 o własnościach zbliżonych do czystej mie-
dzi). Używane w kraju tradycyjne nazwy różnych stopów miedzi podano przy opi-
sie kolejnych grup tych stopów.
OZNACZANIE STOPÓW MIEDZI
Stopy miedzi (zgodnie z ISO 1190-1:1982) są oznaczane z wykorzystaniem
symboli pierwiastków chemicznych. Na początku znaku jest symbol Cu, po nim
kolejno symbole oraz średnie stężenie głównych pierwiastków stopowych, np.
CuZn20Al2As. Po znaku stopu miedzi można podać dodatkowo oznaczenie sta-
nu materiału (według PN-EN 1173:1999), np. R550 oznacza stan zapewniający
minimalną wytrzymałość na rozciąganie równą 550 MPa. Stopy odlewnicze mają
znak zakończony kreską i literą C (lub B, jeśli są dostarczone w postaci gąsek),
np. CuSn5Pb9–C (według projektu PN-EN 1982). Znak stopu odlewniczego
uzupełnia też oznaczenie rodzaju procesu odlewania: GS – do form piaskowych,
GM – kokilowego, GZ – odśrodkowego, GC – ciągłego oraz GP – ciśnieniowego,
np. CuAl11Fe6Ni6–C–GM.
7. Metale nieżelazne i ich stopy
718
7 roz 8-11-02 18:19 Page 718
7.2.3. Stopy miedzi z cynkiem
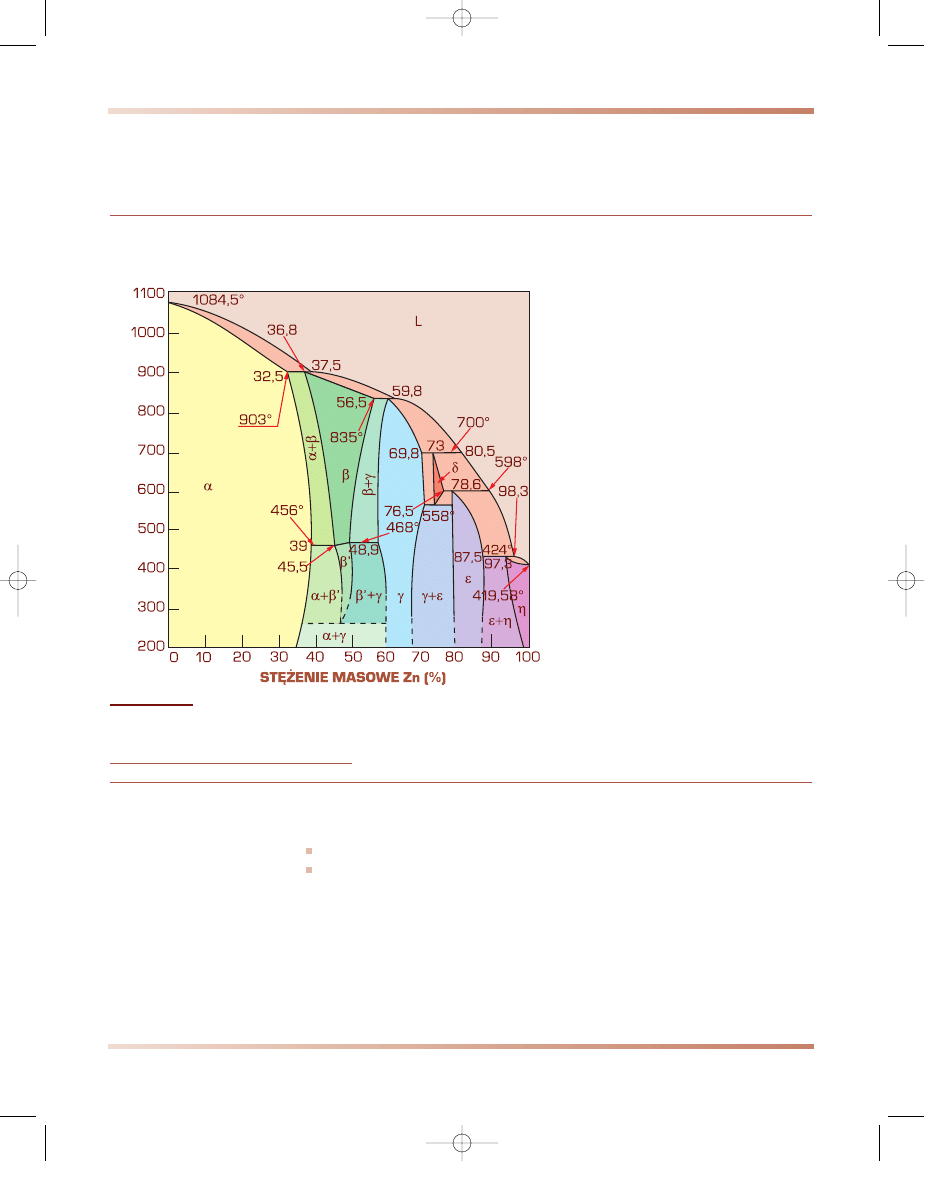
UKŁAD Cu–Zn
Miedź tworzy z cynkiem dwa roztwory stałe graniczne
α
– o sieci A1 i
η
– o sie-
ci A3 oraz trzy fazy międzymetaliczne
β
,
γ
,
ε
typu elektronowego. Faza
β
jest roz-
tworem stałym wtórnym na osnowie fazy elektronowej CuZn o stężeniu elektrono-
wym 3/2. W temperaturze niższej od
456°C roztwór ten występuje jako upo-
rządkowany i jest oznaczany jako
β′
. Fa-
za
γ
jest roztworem stałym wtórnym na
osnowie fazy elektronowej Cu
5
Zn
8
o stę-
żeniu elektronowym 21/13. Faza
ε
jest
roztworem stałym wtórnym na osnowie
fazy elektronowej CuZn
3
o stężeniu elek-
tronowym 7/4. W zakresie temperatury
558÷730°C występuje ponadto roztwór
stały graniczny
δ
o sieci A1, ulegający
w temperaturze 558°C rozpadowi eutek-
toidalnemu na mieszaninę faz
γ
+
ε
.
Spośród wymienionych faz jedynie fa-
za
α
krystalizuje bezpośrednio z cieczy,
a pozostałe powstają w wyniku reakcji pe-
rytektycznych. Zakresy stężenia oraz
temperatury występowania poszczegól-
nych faz i ich mieszanin przedstawia wy-
kres równowagi układu Cu–Zn, pokazany
na rysunku 7.13.
STRUKTURA I WŁASNOŚCI
DWUSKŁADNIKOWYCH STOPÓW MIEDZI Z CYNKIEM
Stopy miedzi z cynkiem, jako głównym pierwiastkiem stopowym, są nazywane
mosiądzami. Mosiądze dwuskładnikowe (tabl. 7.21 i 7.22) – ze względu na skład
fazowy – dzieli się na:
jednofazowe – o strukturze roztworu
α
i stężeniu od 2 do 39% Zn,
dwufazowe o strukturze mieszaniny
α
+
β
i stężeniu od 39 do 45% Zn.
Mosiądze jednofazowe cechuje bardzo duża plastyczność, co umożliwia stoso-
wanie ich na produkty głęboko tłoczone i obrabiane plastycznie na zimno. Duża
plastyczność w podwyższonej temperaturze umożliwia ich obróbkę plastyczną na
gorąco. Mosiądze zawierające 5 do 20% Zn są nazywane tradycyjnie tombakami.
Dodatek Zn do ok. 30% zwiększa plastyczność oraz wytrzymałość mosiądzu
(rys. 7.14). Wytrzymałość mosiądzów zawierających ok. 30 do 45% Zn zwiększa
się przy znacznym zmniejszeniu plastyczności (rys. 7.14). Wiąże się to z obecno-
ścią fazy
β′
w mosiądzach dwufazowych i dlatego można je obrabiać plastycznie
7.2. Miedź i jej stopy
719
TEMPERA
TURA (°C)
Rysunek 7.13
Wykres równowagi Cu–Zn (według D.T. Hawkinsa)
7 roz 8-11-02 18:19 Page 719
7. Metale nieżelazne i ich stopy
720
Grupa stopów
Do obróbki plastycznej
Odlewnicze
dwuskładnikowe
ołowiowe
wieloskładnikowe
wysokoniklowe
Zakres
stężenia
składników
stopu, %
Cu
59,5÷96
55÷64
56,5÷82
42÷66
52÷88
Zn
4÷40,5
33,4÷44,1
17÷42
15,6÷45
9,9÷45,5
Ni
0÷0,3
0÷0,3
0÷3
6÷19
0÷6
Sn
–
0÷0,5
0÷1,5
0÷0,2
0÷1
Al
–
0÷0,5
0÷6
–
0÷7
Fe
–
–
0÷3,5
0÷0,3
0÷4
Mn
–
–
0÷5
0÷6
0÷5
Si
–
–
0÷1,3
–
0÷5
Pb
–
0,2÷4,2
0÷2,5
0÷3,3
0÷2,5
As
–
0÷0,15
0÷0,08
–
0÷0,15
inne
–
–
Co: 0÷0,55
–
Sb: 0÷0,15,
P: 0÷0,03
Gatunki
podano w tabl. 7.22
podano w tabl. 7.25 podano w tabl. 7.26 podano w tabl. 7.28 podano w tabl. 7.27
Normy
Tablica 7.21
Orientacyjne zakresy stężenia pierwiastków stopowych w różnych grupach stopów miedzi z cynkiem
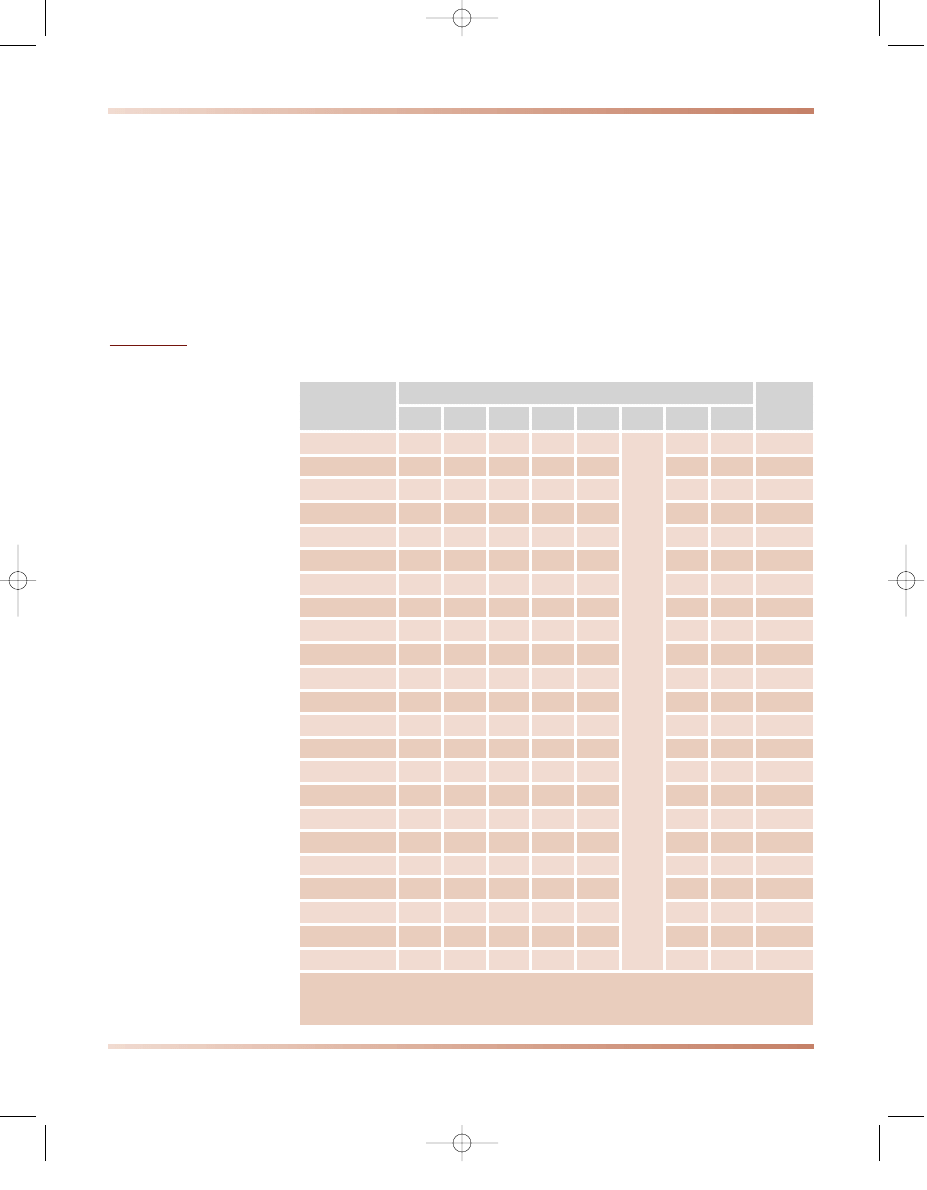
Znak stopu
Stężenie pierwiastków
1)
, %
Norma
Zn
Ni
Sn
Pb
Fe
Al
CuZn5
5
≤0,3
≤0,1
≤0,05
≤0,05
≤0,02
2)
,
4)
CuZn10
10
≤0,1
≤0,05
≤0,05
≤0,02
2)
,
4)
,
5)
CuZn15
15
≤0,1
≤0,05
≤0,05
≤0,02
2)÷5)
CuZn20
20
≤0,1
≤0,05
≤0,05
≤0,02
2)
,
4)
,
5)
CuZn28
28
≤0,1
≤0,05
≤0,05
≤0,02
4)
CuZn30
30
≤0,1
≤0,05
≤0,05
≤0,02
2)÷5)
CuZn33
33
≤0,1
≤0,05
≤0,05
≤0,02
2)
,
4)
CuZn36
35,5
≤0,1
≤0,05
≤0,05
≤0,02
2)÷6)
CuZn37
37
≤0,1
≤0,1
≤0,1
≤0,05
2)
,
4)÷6)
CuZn40
39,5
≤0,2
≤0,3
≤0,2
≤0,05
2)
,
4)
,
6)
1)
Inne razem ≤0,1÷0,2; wartości bez znaku ≤ oznaczają stężenie średnie.
Normy:
2)
PN-EN 1652:1999,
3)
PN-EN 1654:2001,
4)
PN-EN 12163:2002,
5)
PN-EN 12166:2002,
6)
PN-EN 12167:2002.
Tablica 7.22
Orientacyjny skład chemiczny stopów miedzi z cynkiem, dwuskładnikowych, do obróbki plastycznej
7 roz 8-11-02 18:19 Page 720
wyłącznie na gorąco. Mosiądze dwufazowe obrabia się plastycznie na gorąco
w temperaturze, w której wykazują one strukturę jednofazową
β
(rys. 7.13).
Stopy Cu z Zn w znacznym stopniu umacniają się w wyniku zgniotu. W zależ-
ności od stopnia gniotu mogą być dostarczane w różnym stanie (tabl. 7.23). Przy
większych stopniach gniotu jest stosowane międzyoperacyjne wyżarzanie rekrysta-
lizujące mosiądzów w temperaturze 500÷580°C.
Wymagania dotyczące m.in. stopów Cu z Zn znajdują się w normach obejmu-
jących produkty hutnicze: płyty, blachy, taśmy i krążki ogólnego przeznaczenia
(PN-EN 1652:1999), taśmy na sprężyny i złączki (PN-EN 1654:2001), pręty ogól-
nego przeznaczenia (PN-EN 12163:2002), pręty do obróbki skrawaniem na auto-
matach (PN-EN 12164:2002), druty ogólnego przeznaczenia, na sprężyny i ele-
menty złączne (PN-EN 12166:2002), kształtowniki i pręty prostokątne ogólnego
przeznaczenia (PN-EN 12167:2002), pręty z otworem do obróbki skrawaniem na
7.2. Miedź i jej stopy
721
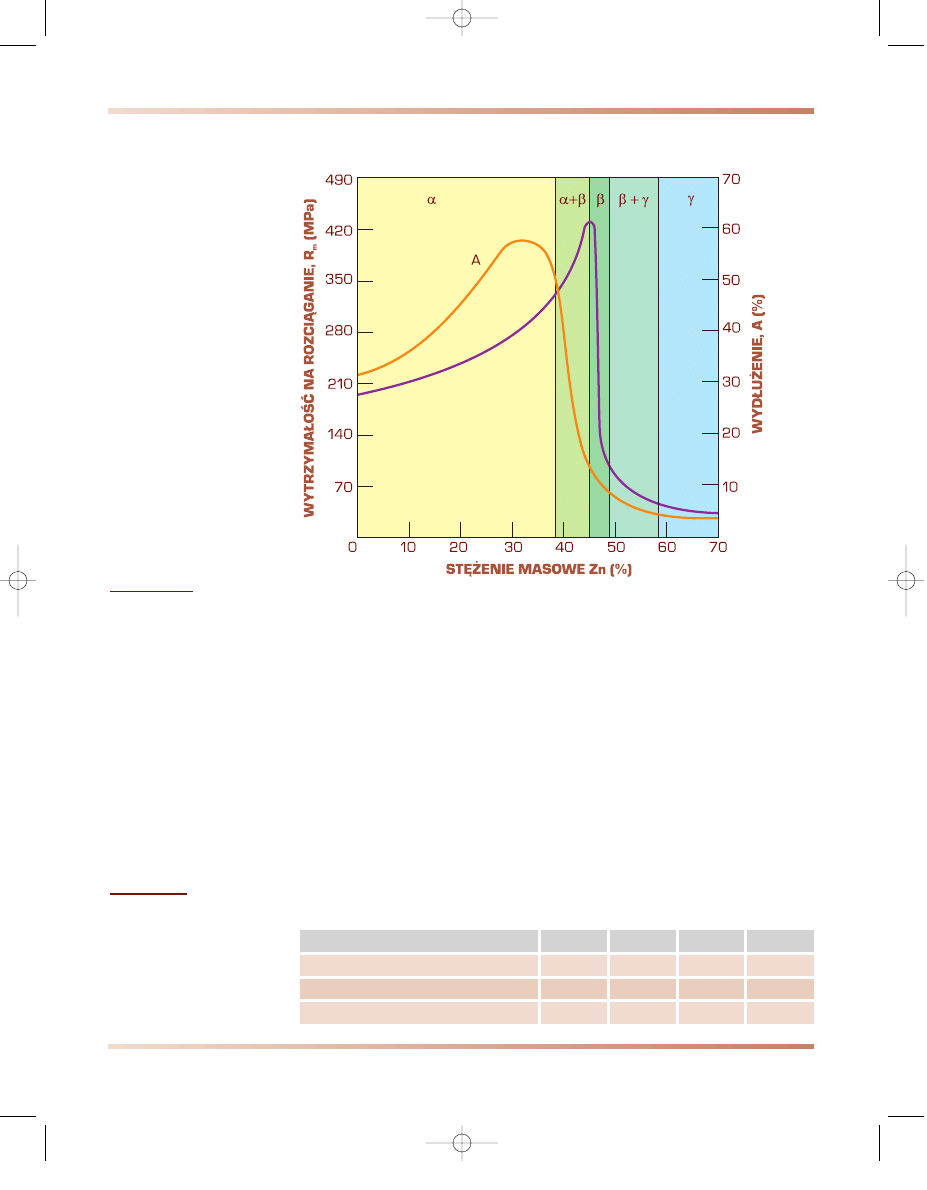
R
m
Rysunek 7.14
Wpływ stężenia Zn na wytrzymałość na rozciąganie i wydłużenie mosiądzów (według W.W. Malcewa)
Stan
Miękki
Półtwardy
Twardy
Sprężysty
Stopień gniotu, %
0
10÷15
20÷25
50÷60
Wytrzymałość na rozciąganie R
m
, MPa
290
350
400
520
Wydłużenie A, %
45
25
15
5
Tablica 7.23
Przykładowe zestawienie własności stopu CuZn37 w stanie zgniecionym
7 roz 8-11-02 18:19 Page 721
automatach (PN-EN 12168:2002), odkuwki (PN-ISO 1640:1999), łożyska ślizgowe
(PN-ISO 4382-2:1996). Krajowe gatunki mosiądzów podano w dotychczasowych
normach PN-92/H-87025, PN-91/H-87026 i PN-93/H-87027.
ODPORNOŚĆ STOPÓW MIEDZI Z CYNKIEM NA KOROZJĘ
Mosiądze charakteryzują się dobrą odpornością na korozję, szczególnie atmos-
feryczną i w wodzie morskiej. Odporność na korozję stopów miedzi z cynkiem
zwiększa się wraz ze wzrostem stężenia Cu. Najczęściej spotykanymi rodzajami ko-
rozji mosiądzów jest odcynkowanie oraz korozja naprężeniowa, zwana pękaniem
sezonowym mosiądzów.
Odcynkowanie zachodzi w mosiądzach dwufazowych oraz jednofazowych o stę-
żeniu Zn przekraczającym 20% zanurzonych w elektrolitach zawierających Cl.
W elektrolitach takich Cu oraz Zn przechodzą do roztworu, z którego Cu wytrąca
się w postaci gąbczastej, co wzmaga korozję (porównaj rys. 5.70c). Odcynkowanie
nie powoduje zmian kształtu korodującego przedmiotu, lecz wpływa na znaczne
obniżenie własności wytrzymałościowych mosiądzu. Metodykę określania odpor-
ności mosiądzów na odcynkowanie podano w normie PN-EN ISO 6509:1997.
Pękanie sezonowe jest międzykrystaliczną korozją naprężeniową mosiądzów
jedno- lub dwufazowych, obrobionych plastycznie na zimno i poddanych działaniu
ośrodka zawierającego amoniak. Temu rodzajowi korozji można zapobiegać przez
wyżarzanie odprężające w temperaturze 200÷300°C. Skłonność mosiądzów do pę-
kania sezonowego bada się w próbie rtęciowej, opisanej w normie PN-EN ISO
196:1997, a także w próbie amoniakalnej, której metodykę podano w normie PN-
ISO 6957:1997. W efekcie tych prób można stwierdzić podatność mosiądzu na ko-
rozję w ośrodkach zawierających amoniak.
WIELOSKŁADNIKOWE STOPY MIEDZI Z CYNKIEM
Własności mosiądzów dwuskładnikowych są polepszane przez wprowadzenie
dalszych dodatków stopowych. Należą do nich Si, Al, Sn, Pb, Fe, Mn, Ni i As, do-
dawane pojedynczo lub w różnych zestawieniach, zwykle o łącznym stężeniu nie-
przekraczającym 4%. Dodatki te z wyjątkiem niklu rozpuszczają się w roztworze
stałym i zmieniają strukturę mosiądzu podobnie jak cynk, przy czym intensywność
ich działania w porównaniu z cynkiem określają współczynniki zestawione w tabli-
cy 7.24. Współczynnik odczytany w tej tablicy umożliwia obliczenie równoważne-
go stężenia Zn i orientacyjne określenie struktury stopu na podstawie wykresu rów-
nowagi Cu–Zn.
Dodawane pierwiastki stopowe powodują zwiększenie wytrzymałości i odporno-
ści mosiądzów na korozję. Krzem poprawia lejność i zwiększa odporność mosią-
dzów na ścieranie, lecz zmniejsza ich plastyczność, a w stężeniu do 1% obniża wraż-
liwość tych stopów na korozję naprężeniową. Odporność mosiądzów na ścieranie
7. Metale nieżelazne i ich stopy
722
Tablica 7.24
Współczynniki zmiany struktury stopów wieloskładnikowych przez dodatki stopowe w porównaniu
z oddziaływaniem 1% Zn
Dodatek stopowy
Si
Al
Sn
Mg
Pb
Cd
Fe
Mn
Ni
Współczynnik
10
6
2
2
1
1
0,9
0,5
-1,4
7 roz 8-11-02 18:19 Page 722
intensywnie polepsza również Mn, szczególnie w obecności Si i Al. Dodatek Al
zwiększa także twardość i własności wytrzymałościowe, nieznacznie zmniejszając
plastyczność mosiądzów. Dodatek 2÷3% Al zapobiega odcynkowaniu mosiądzów,
które jest hamowane również przez dodatek As, Ni lub 1÷2% Sn. Natomiast Fe
przyspiesza przebieg odcynkowania. Dodatek Fe powoduje jednak zmniejszenie
skłonności do pękania na gorąco, poprawia własności wytrzymałościowe i wydłu-
żenie oraz zapewnia drobnoziarnistość mosiądzom odlewniczym.
Złą skrawalność stopów Cu z Zn, zwłaszcza dwufazowych, polepsza dodatek
1,5÷4% Pb (tabl. 7.25). Ołów nie występuje w tych mosiądzach na granicach ziarn,
7.2. Miedź i jej stopy
723
Znak stopu
Stężenie pierwiastków
1)
, %
Norma
Zn
Pb
Al
Sn
Fe
Ni
As
Mn
CuZn35Pb1
35
1,2
≤0,05
≤0,1
≤0,1
≤0,3
–
–
2)÷5)
CuZn35Pb2
35
2
≤0,05
≤0,2
≤0,1
–
–
3)÷6)
CuZn36Pb2As
36
2,3
≤0,05
≤0,1
≤0,1
0,09
≤0,1
3)
,
5)
,
6)
CuZn36Pb3
36
3
≤0,05
≤0,2
≤0,3
–
–
3)÷6)
CuZn37Pb0,5
37
0,45
≤0,05
≤0,2
≤0,1
–
–
2)
CuZn37Pb1
37
1,2
≤0,05
≤0,2
≤0,2
–
–
3)
,
5)
,
6)
CuZn37Pb2
37
2
≤0,05
≤0,2
≤0,2
–
–
2)÷6)
CuZn38Pb1
38
1,2
≤0,05
≤0,2
≤0,2
–
–
3)
,
5)
,
6)
CuZn38Pb2
38
2
≤0,05
≤0,2
≤0,2
–
–
2)÷6)
CuZn38Pb4
38
3,9
≤0,05
≤0,3
≤0,3
–
–
3)÷6)
CuZn39Pb0,5
39
0,5
≤0,05
≤0,2
≤0,2
–
–
2)÷5)
CuZn39Pb1
39
1,2
≤0,05
≤0,2
≤0,2
–
–
3)
,
5)
,
6)
CuZn39Pb2
39
2
≤0,05
≤0,3
≤0,3
–
–
2)÷6)
CuZn39Pb2Sn
39
2
≤0,1
0,35
≤0,4
–
–
5)
CuZn39Pb3
39
3
≤0,05
≤0,3
≤0,3
–
–
3)÷6)
CuZn40Pb2
40
2
≤0,05
≤0,3
≤0,3
–
–
3)÷6)
CuZn40Pb2Al
40
2,3
0,28
≤0,3
≤0,3
–
–
5)
CuZn40Pb2Sn
40
2
≤0,1
0,35
≤0,4
–
–
5)
CuZn41Pb1Al
41
1,2
0,28
≤0,3
≤0,3
–
–
5)
CuZn42PbAl
42
0,5
0,28
≤0,3
≤0,3
–
–
5)
CuZn43Pb1Al
43
1,2
0,28
≤0,3
≤0,3
–
–
5)
CuZn43Pb2
43
2,3
≤0,05
≤0,3
≤0,3
–
–
5)
CuZn43Pb2Al
43
2,3
0,28
≤0,3
≤0,3
–
–
5)
1)
Inne razem ≤0,1÷0,2; wartości bez znaku ≤ oznaczają stężenie średnie.
Normy:
2)
PN-EN 1652:1999,
3)
PN-EN 12164:2002,
4)
PN-EN 12166:2002,
5)
PN-EN 12167:2002,
6)
PN-EN 12168:2002.
Tablica 7.25
Orientacyjny skład chemiczny stopów miedzi z cynkiem i ołowiem, przeznaczonych do obróbki plastycznej
7 roz 8-11-02 18:19 Page 723
Wyszukiwarka
Podobne podstrony:
W09 Ja wstep ROZ
164 ROZ M G w sprawie prowadzeniea prac z materiałami wybu
124 ROZ stwierdzania posiadania kwalifikacji [M G P P S
mechanik operator pojazdow i maszyn rolniczych 723[03] z2 04 n
Dz U 1997 109 704 R S u ba bezpiecze stwa i higi 3
mechanik pojazdow samochodowych 723[04] z1 04 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 u
013 ROZ M T G M w sprawie warunków technicznych, jakim pow
4 ROZ w sprawie warunkow techn Nieznany (2)
mechanik operator pojazdow i maszyn rolniczych 723[03] z3 02 n
16 ROZ w sprawie warunkow tec Nieznany
mechanik pojazdow samochodowych 723[04] z2 02 u
mechanik operator pojazdow i maszyn rolniczych 723[03] z2 05 n
18 ROZ warunki tech teleko Nieznany (2)
034 ROZ M I w sprawie wzoru protokołu obowiązkowej kontroli
5 ROZ w sprawie warunkow tech Nieznany (2)
123 roz uprawnienia D20140176id Nieznany
mechanik operator pojazdow i maszyn rolniczych 723[03] z2 05 u
więcej podobnych podstron