Programowanie ręczne – toczenie
Grupa 3
LP
Student
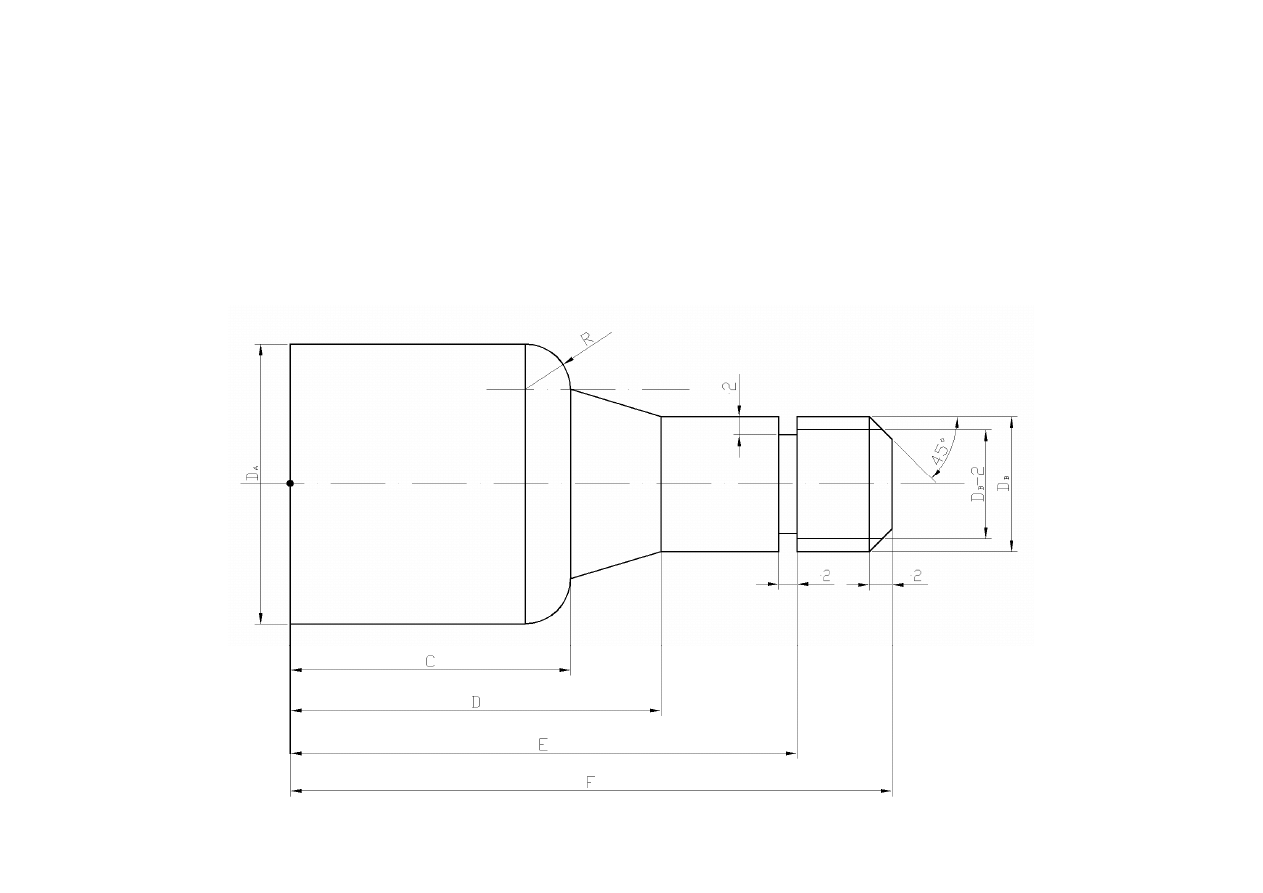
R
D
A
D
B
C
D
E
F
1
Czapla Kamil
5
55
20
20
130
160
200
2
Czerwonka Karol
6
55
20
30
120
150
210
3
Ćwik Marek
7
55
20
40
110
160
220
4
Darowski Wojciech
8
55
20
50
100
150
200
5
Delkowski Michał
9
55
25
20
130
160
210
6
Domiński Adam
4
55
25
30
120
150
220
7
Drewniak Marek
5
55
25
40
110
160
200
8
Drewnowski Konrad
6
55
25
50
100
150
210
9
Dróżdż Łukasz
7
55
30
20
130
160
220
10
Dudek Mateusz
8
55
30
30
120
150
200
11
Dudek Przemysław
9
55
30
40
110
160
210
12
Dul Grzegorz
10
60
20
50
100
150
220
13
Dybisiak Mariusz
5
60
20
20
130
160
200
14
Dyczkowski Krystian
6
60
20
30
120
150
210
15
Działo Dawid
7
60
20
40
110
160
220
16
Dziki Łukasz
8
60
25
50
100
150
200
17
Filip Tomasz
9
60
25
20
130
160
210
18
Janowski Wojciech
10
60
25
30
120
150
220
19
Jarecki Wojciech
5
60
25
40
110
160
200
20
Jaromin Wojciech
6
60
30
50
100
150
210
21
Jarosiński Karol
7
60
30
20
130
160
210
22
Jarosz Konrad
8
60
30
30
120
150
220
23
Jasiński Łukasz
9
70
30
40
110
160
200
24
Jurczak Maciej
10
70
35
50
100
150
210
25
Jurek Patryk
5
70
35
20
130
160
210
26
Kalisz Magda
6
70
35
30
120
150
220
27
Kałuża Adrian
7
70
35
40
110
160
200
28
Kałużny Jan
8
70
40
50
100
150
210
29
Kaproń Damian
9
70
40
20
130
160
210
30
Karpiński Marcin
10
70
40
30
120
150
220
Głębokość skrawania zgr.
a
p
= 3 - 4 mm
Głębokość skrawania wyk..
a
p
= 0.5 - 1 mm
Posuw zgr.
f = 0.3 mm/obr
Prędkość skrawania zgr. Vc = 150 m/min
Posuw wyk.
f = 0.1 mm/obr
Prędkość skrawania wyk. Vc = 200 m/min
Najpierw obrobić zgrubnie tak, aby na wykończenie pozostał naddatek 0.5-1 mm. Następnie obrobić dokładnie na zadany wymiar. Później obrobić rowek i gwint (prawy !)
stosując co najmniej 6 przejść. W razie konieczności należy włączyć kmpensację narzędzia skrawającego. Najpóźniej tydzień przed terminem zaliczenia należy przesłać plik
.ZIP zawierający pliki programów .nc oraz pliki konfiguracyjne .set. Pliki należy nazwać pierwszymi 8 literami nazwiska.
Sprawozdanie zawiera:
1. stronę tytułową,
2. zwymiatowany rysunek części
3. szkice narzędzi skrawających zawierające konieczne wymiary liniowe lub kątowe
4. opis zabiegów technologicznych
5. wydruk programu
Wyszukiwarka
Podobne podstrony:
Gr 3 2012 CNC tematy frezowanie
Gr 3 - CNC tematy - toczenie, AGH, IMiR, TOU, SARZYNA PROJO
Gr 3 - CNC tematy, toczenie
Gr 3 CNC tematy toczenie
Gr 3 - CNC tematy, frezowanie
Gr 3 - CNC tematy - frezowanie, AGH, IMiR, TOU, SARZYNA PROJO
TEST WEJSCIOWY Z OKULISTYKI gr 7 2012, !oko - wejsciowka
KWP 2012-13 tematy, Kierunki współczesnej psychologii
Wyniki PCR ćw. gr. I 2012, Studia, I semestr III rok, Biologia molekularna
pyt pis el pow gr I 2012
01 ASK Tematy referatów 2012
Cwiczenie 4 dla gr 1, Geologia GZMiW UAM 2010-2013, II rok, Geofizyka, CD-2 2012, Projekt - 2
harm szczegol gr A4 2011 2012, REHABILITACJA
więcej podobnych podstron