MONTAŻ UKŁADU TŁOKOWO-KORBOWEGO
SILNIKA SULZER 6ZL40-48.
1.Dane silnika SULZER 6ZL40-48:
•
silnik rzędowy, sześciocylindrowy, czterosuwowy, doładowany,
•
ś
rednica cylindra – 400 mm,
•
skok tłoka – 480 mm,
•
objętość skokowa cylindra – 60,3 dm
3
,
•
nominalna prędkość obrotowa – 500 obr/min,
•
nominalna moc silnika – 3000 KM,
•
ciśnienie wtrysku – 320 bar.
2.Przed montażem:
Montaż rozpoczniemy od montażu rozebranego tłoka. Następnie na tłok założymy pierścienie
i włożymy tłok do tulei cylindrowej. Kolejną czynnością będzie połączenie korbowodu z wałem.
Montaż układu zakończymy położeniem głowicy na tulei i dokręceniem jej.
Wszystkie montowane części muszą być czyste i nieuszkodzone. Wszystkie części trzeba bez-
pośrednio przed montażem dobrze nasmarować olejem.
3.Montaż rozebranego tłoka:
Przy montażu należy stosować wyłącznie nowe pierścienie gumowe i podkładki odginane.
Sposób montażu:
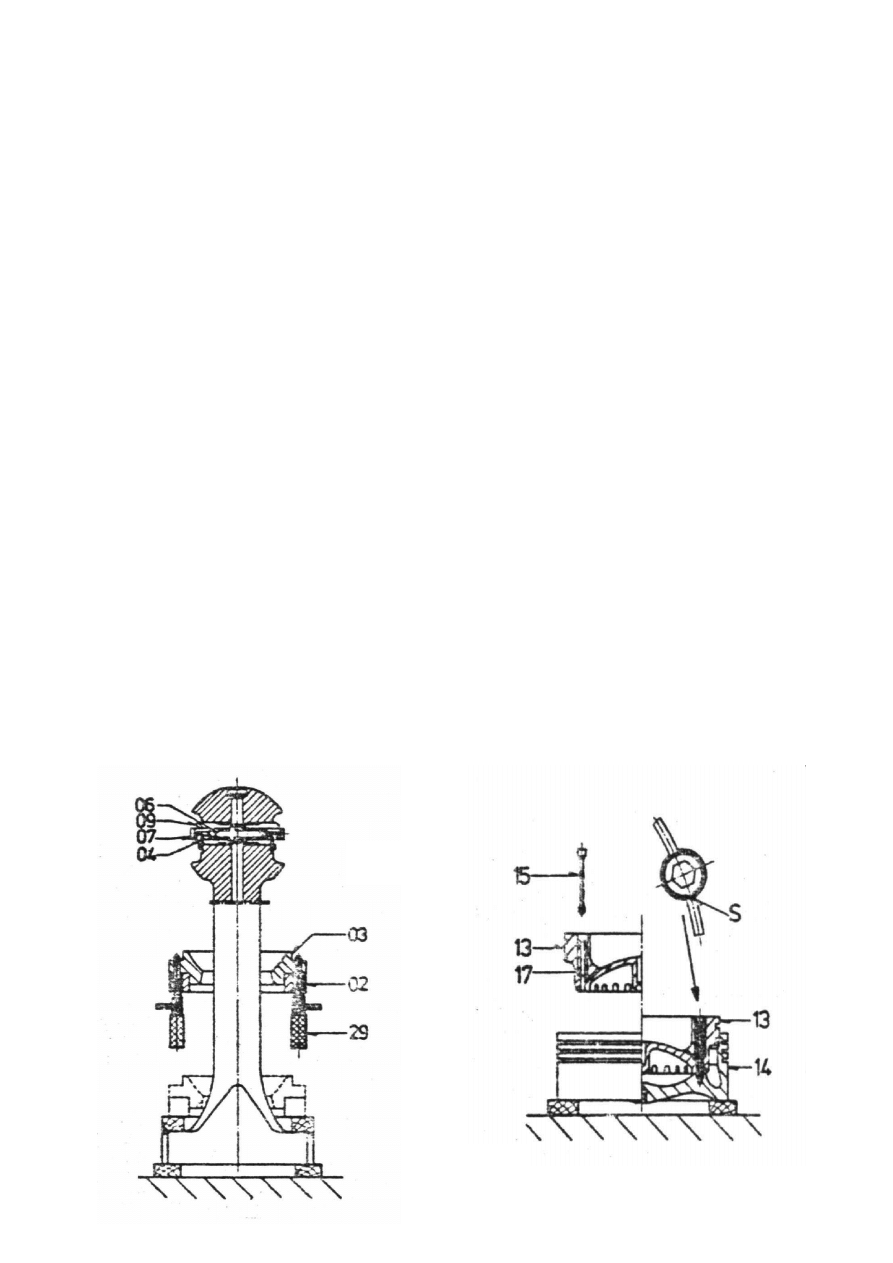
•
trzon korbowodu ustawić pionowo, po czym na jego stopie (na drewnianych podkładkach)
oprzeć ogrzany w oleju do 100 – 150
o
C pierścień oporowy 02, dwuczęściową dolną półpanew
Rys.1
Rys.2
2
kulistą 03 wsunąć w pierścień oporowy 02, zwracając przy tym uwagę na położenie kołka
walcowego. Obie części skręcić śrubami specjalnymi 29, które można wykręcić ponownie
dopiero wówczas, gdy pierścień oporowy ostygnie lub gdy wyrównają się temperatury.
Powyższe operacje muszą być wykonane na trzonie korbowodowym, ponieważ inaczej pół-
panwi kulistej nie da się założyć (rys.1). Poszczególnych połówek półpanwi nie wolno wymie-
niać ani zastępować połówkami z innych tłoków.
•
w czop kulisty trzona korbowodu włożyć tulejkę 09 i obie zapadki 07 ze sprężyną 06. Płytki
oporowe 04 mocno przykręcić śrubami i zabezpieczyć. Zapadki powinny się dać obracać wokół
własnej osi o 15
o
,
•
na wkład chłodzący 13 założyć dwa nowe pierścienie gumowe. Otwór górnej części tłoka 14
nasmarować smarem stałym lub olejem, a następnie wmontować wkład chłodzący zwracając
uwagę, aby kołek ustalający trafił w odpowiedni otwór w górnej części tłoka,
•
tuleje dystansowe 17 włożyć do otworów a następnie śruby 15 dokręcić równomiernie na krzyż
kluczem dynamometrycznym momentem 5 kGm,
•
po dokręceniu śrub 15 zabezpieczyć je przez lekkie wgniecenie przecinakiem tulejek tych śrub
w rowek obwodowy (rys.2),
•
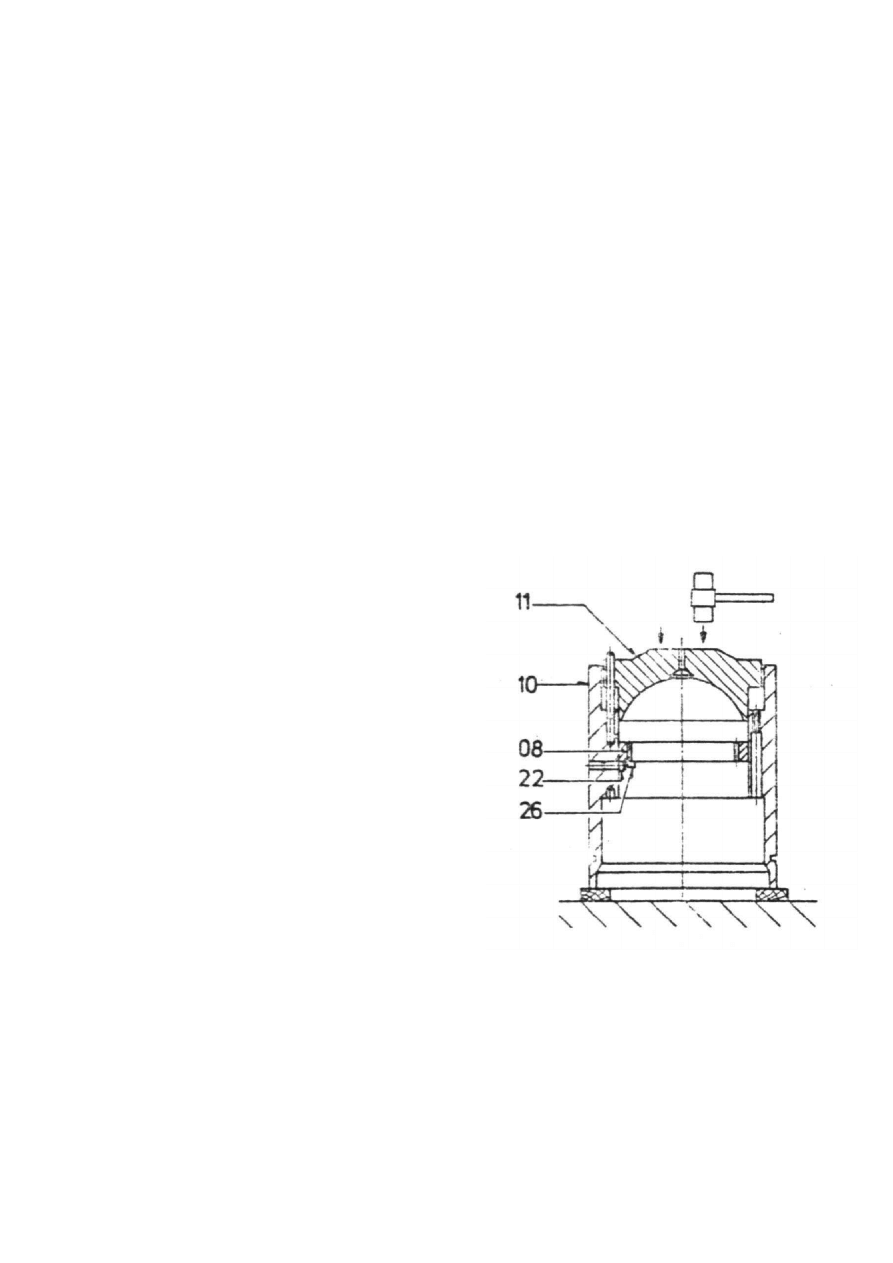
płaszcz tłoka ustawić jak na rys.3, po czym wsunąć pierścień zapadkowy 08 tak, aby kołek
walcowy 26 skierowany był do dołu. Następnie pierścień zapadkowy obrócić tak, aby czop
oporowy 22 znalazł się w przybliżeniu w połowie wyfrezowania wykonanego na płaszczyźnie
czołowej. Górną półpanew kulistą 11 osadzić w płaszczu tłoka 10 tak, aby dłuższy kołek usta-
lający trafił w otwór w płaszczu tłoka. Przy montażu górnej półpanwi kulistej 11 może ewentu-
alnie zajść potrzeba pobijania jej dwoma młotkami ołowianymi (rys.3),
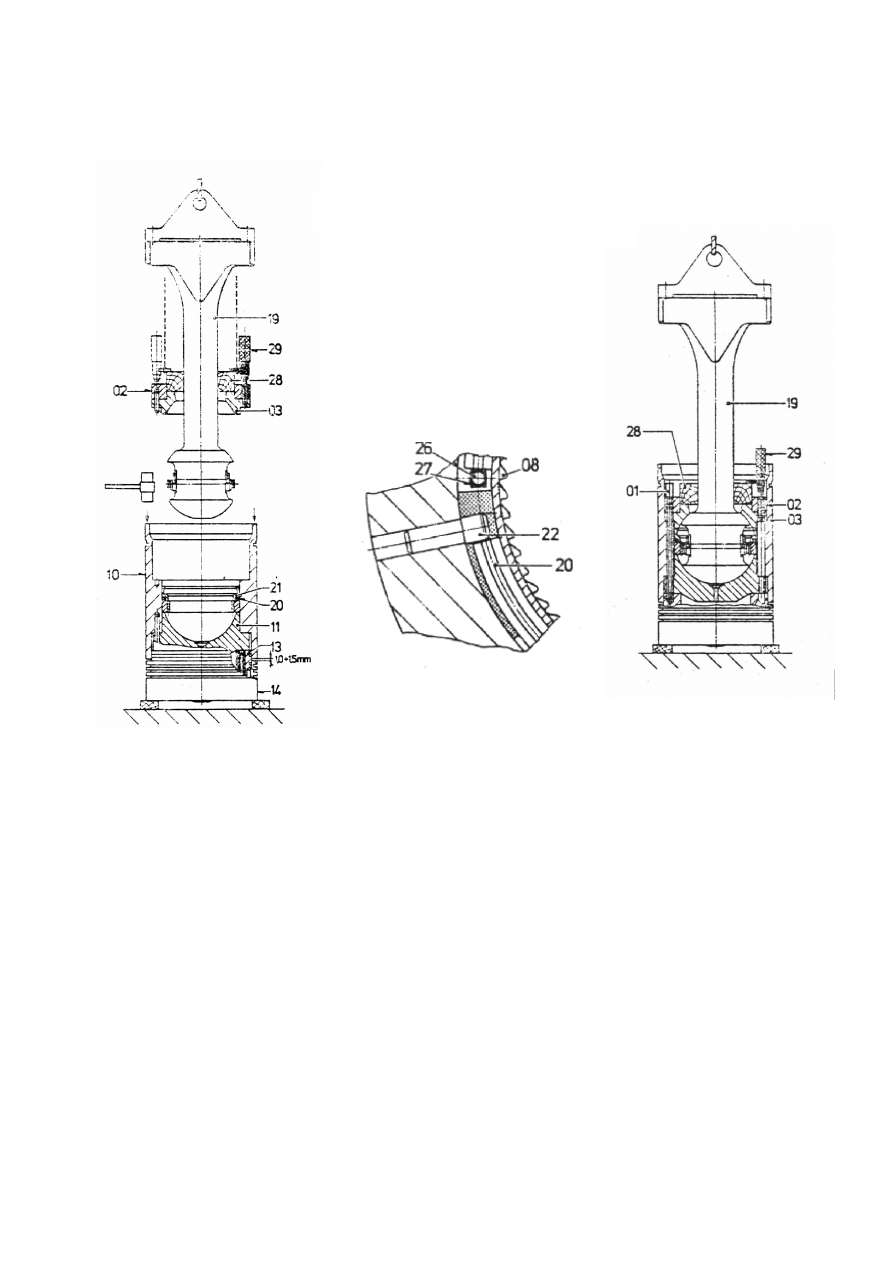
•
płaszcz tłoka 10 należ teraz odwrócić i nasadzić na górną część tłoka 14 (zwrócić uwagę na
położenie kołka ustalającego). Wewnętrzną powierzchnię płaszcza toka10 należy przedtem
dobrze posmarować, aby ułatwić prześlizgnięcie się przez pierścień gumowy w górnej części
tłoka. Pierścień także musi być dobrze posmarowany olejem. Pobijać dwoma młotkami
ołowianymi na krzyż w krawędź płaszcza tłoka, dopóki górna półpanew kulista 11 nie oprze
się na wkładzie chłodzącym 13 (rys.4).
Luz między górną częścią tłoka i płaszczem tłoka wynosi 1,0 do 1,5 mm,
•
na kołek walcowy 26 pierścienia zapadkowego nasadzić tulejkę stalową 27, a następnie włożyć
pierścień rozprężny 20 i pierścień 21.
Odległość między tulejką 27 i kołkiem 22 powinna wynosić około 15 mm (rys.5),
Uwaga !
Gdy półpanew kulista 11 jest już osadzona
w płaszczu tłoka, pierścień zapadkowy 08
musi być jeszcze luźny. W przeciwnym razie
wyfrezowanie w płaszczyźnie czołowej
pierścienia zapadkowego nie pokrywa się
z czopem oporowym 22.
Rys.3
3
•
trzon korbowodu 19 podwiesić na dźwigu czopem kulistym do dołu. Drewniany, dwuczęścio-
wy pierścień centrujący 28 przymocować dwiema śrubami 29 do półpanwi kulistej 03,
•
czop kulisty i półpanwie kuliste jeszcze raz przetrzeć czystą szmatką i lekko posmarować
olejem. Następnie ostrożnie opuścić trzon korbowodu, zwracając na właściwe zazębienie
zapadek 07 z pierścieniem zapadkowym 08. Gdy tylko kulisty czop spocznie w półpanwi,
należy dla kontroli spróbować obrócić trzon korbowodu wokół osi. Czop powinien się dać
obracać w jednym kierunku przy dobrze słyszalnym zgrzytaniu zapadek. W drugim kierunku
trzon nie powinien się dać obracać,
•
teraz należy wmontować również dolną półpanew kulistą 03 z pierścieniem oporowym 02,
zwracając przy tym uwagę na właściwe położenie kołka ustalającego (rys.6). Obie śruby 29
i drewniany pierścień centrujący 28 pozostają zamocowane aż do chwili montażu tłoka na
silniku,
•
wkręcić śruby 01 i dokręcić je równomiernie na krzyż kluczem dynamometrycznym
momentem 33 kGm.
Po zakończeniu montażu sprawdzić szczelinomierzem, czy luz między czopem kulistym i dolną
półpanwią kulistą wynosi 0,2 do 0,3 mm. Do tej kontroli trzeba chwilowo usunąć drewniany
pierścień centrujący 28. Na zakończenie trzeba sprawdzić działanie mechanizmu zapadkowego,
wychylając trzon korbowodu wokół jego osi. W jedną stronę trzon powinien obracać się przy
wyraźnym zgrzytaniu zapadek. W drugą stronę trzon nie może się obracać, natomiast powinno być
wyczuwalne napinanie się sprężyny.
Rys.4
Rys.5
Rys.6
4
4.Montaż pierścieni tłokowych:
Przed montażem sprawdzić czy pierścienie nie są uszkodzone. Nagar trzeba usunąć nie deformując
pierścieni. Nie wolno zakładać pierścieni uszczelniających z ostrymi krawędziami. Pierścienie
uszczelniające, które mogą być ponownie użyte, należy założyć w te same rowki i w takim samym
położeniu jak przed wyjęciem. Rowki w tłoku musza być czyste, a powierzchnie styku gładkie i pła-
skie. W czasie montażu pierścieni ustawiać tak zamki aby zamki sąsiednich pierścieni były przesta-
wione względem siebie o 180
0
.
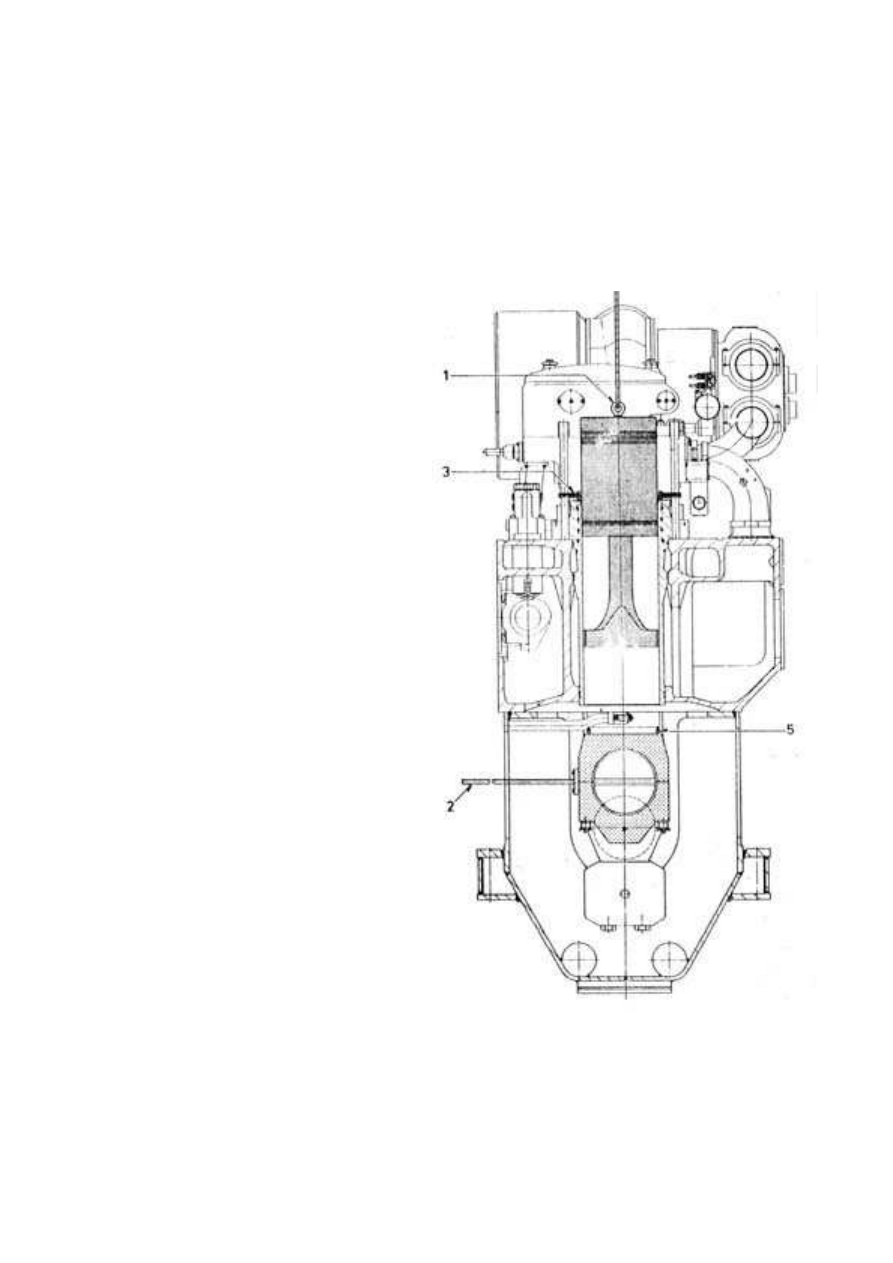
5.Montaż tłoka w tulei:
6.Dokręcanie śrub trzona korbowodu:
Powierzchnie przylegania łbów śrub i stopy korbowodu trzeba dokładnie oczyścić, a wszystkie
ewentualne uszkodzenia starannie naprawić. Gwinty śrub nie mogą być uszkodzone, tj śruby
powinny się dać wkręcać ręką, aż do zetknięcia się łba śruby z powierzchnią jej przylegania.
Powierzchnie przylegania i gwinty śrub należy przed montażem posmarować pastą MOLYCOTE.
•
tuleja cylindrowa, w której montowany
będzie tłok, powinna być przedtem do-
kładnie oczyszczona i następnie posma-
rowana olejem,
•
stożek wprowadzający 3 ustawić na tulei
cylindrowej i sprawdzić, czy w jego czę-
ś
ci prowadzącej nie ma wypukłości, rdzy
itd., które mogłyby uszkodzić przy
montażu tłok lub pierścienie,
•
pierścienie tłokowe ustawić w rowkach
tak, aby zamki kolejnych pierścieni były
obrócone względem siebie o 180
0
,
•
wsunąć tłok w stożek wprowadzający do
tulei cylindrowej i opuścić go tak, aby
stopa trzona korbowodu znalazła się tuż
nad łbem korbowodu,
•
przy pomocy drąga 2 ustawić łeb korbo-
wodu w takim położeniu, aby powierzch-
nie przylegania łba i stopy trzona były
równolegle,
•
sprawdzić czy powierzchnie styku łba
i trzona korbowodu są czyste,
•
przy opuszczaniu tłoka uważać, aby kołki
ustalające 5 prawidłowo weszły w odpo-
wiednie otwory,
•
wkręcić ręką śruby trzona korbowodu, po
czym można usunąć stożek wprowadzają-
cy 3, drąg 2 oraz śrubę z uchem 1.
5
Dokręcanie:
•
lekko i równomiernie dokręcić śruby przy pomocy klucza dynamometrycznego momentem
12 kGm,
•
sprawdzić czy pomiędzy powierzchnią oporową łba śruby, a powierzchnią stopy korbowodu nie
występuje luz (luz większy niż 0,03 mm jest niedopuszczalny),
•
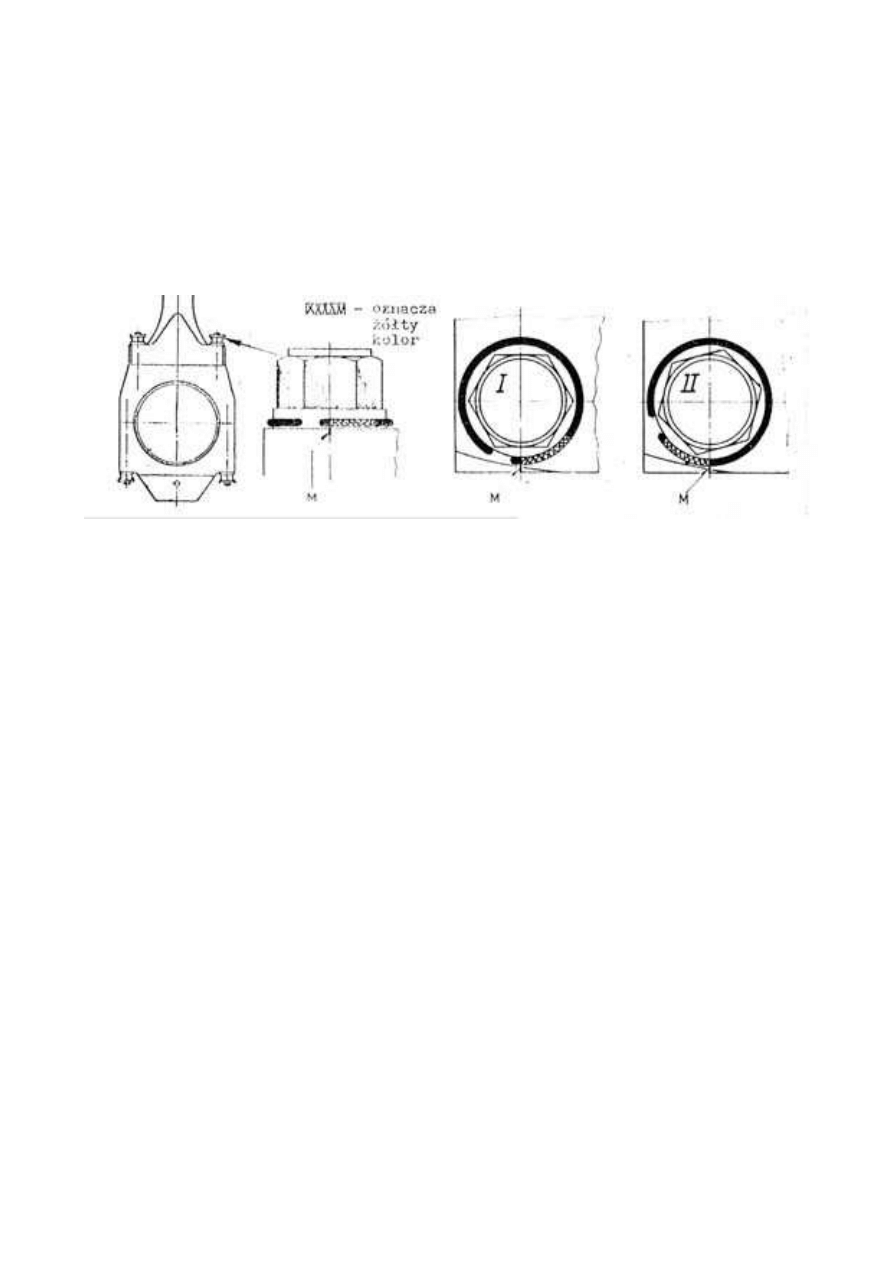
na kołnierze wszystkich czterech śrub założyć zawarte w wyposażeniu silnika przymiary
kątowe w taki sposób, aby obszar pomalowany na żółto leżał po stronie zewnętrznej. Od tej
chwili nie wolno przestawiać przymiarów. Zaznaczyć początek żółtego obszaru na stopie trzona
korbowodu kreską „M.”
•
na dwie przeciwległe na średnicy śruby założyć specjalne klucze w ten sposób, aby znalazły się
możliwie blisko podnośników hydraulicznych ustawionych w położeniu wyjściowym,
•
obydwa podnośniki połączyć przy pomocy giętkiego przewodu ciśnieniowego z pompą wyso-
kiego ciśnienia,
•
tłoczyć olej pompą dopóki nie osiągnięta zostanie połowa części obszaru pomalowanego na żółto,
•
przełożyć oba klucze na dwie pozostałe śruby. Te śruby należy dociągać aż do osiągnięcia
ostatecznego pełnego kąta 50
0
(pełen obszar pomalowany na żółto),
•
przełożyć klucze na śruby w połowie dokręcone i dociągnąć je do końca obszaru żółtego,
•
zdjąć klucze i przymiary, a śruby zabezpieczyć tarczkami zębatymi.
7.Montaż głowicy:
Powierzchnie uszczelniające pomiędzy głowicą a tuleją cylindrową muszą być starannie
oczyszczone. W przypadku uszkodzenia powierzchni uszczelniających należy je dotrzeć przy
pomocy pierścienia żeliwnego i pasty ściernej. Zakładana uszczelka z miękkiej stali (o grubości
1mm) musi być płaska. Przy każdym montażu głowicy należy zakładać nową uszczelkę. Pierścienie
gumowe uszczelniające płaszcz wodny, osadzone na tulei i w głowicy trzeba dobrze naoliwić.
Płaszcz wodny musi być przykręcony do głowicy przed jej założeniem na silnik. Sprawdzić czy
wszystkie śruby głowicowe są mocno wkręcone w blok cylindrowy.
Montaż:
•
przykręcić do głowicy urządzenie do jej podwieszania, unieść ją do góry i sprawdzić czy
płaszczyzny przylegania są czyste. Powierzchnię otworu pasowego w płaszczu wodnym
nasmarować olejem. Sprawdzić czy obydwa gumowe pierścienie uszczelniające leżą pra-
widłowo w rowkach tulei cylindrowej,
•
ostrożnie opuszczając głowice, nasuwać ją na śruby głowicowe tak, aby oparła się o tuleję,
•
ustawić głowicę za pomocą liniału względem pozostałych głowic w ten sposób, aby obrobione
powierzchnie czołowe, do których mocowane są przewody wydechowe i powietrza zasilające-
go, wszystkich głowic leżały w jednej płaszczyźnie. Przykręcić osłony drążków popychaczy,
•
oczyścić powierzchnie przylegania nakrętek śrub głowicowych i głowicy. Gwinty śrub
głowicowych i powierzchni przylegania nakrętek posmarować smarem molibdenowym,
•
wkręcić nakrętki śrub głowicowych ręcznie aż do zetknięcia z powierzchnią głowicy,
6
•
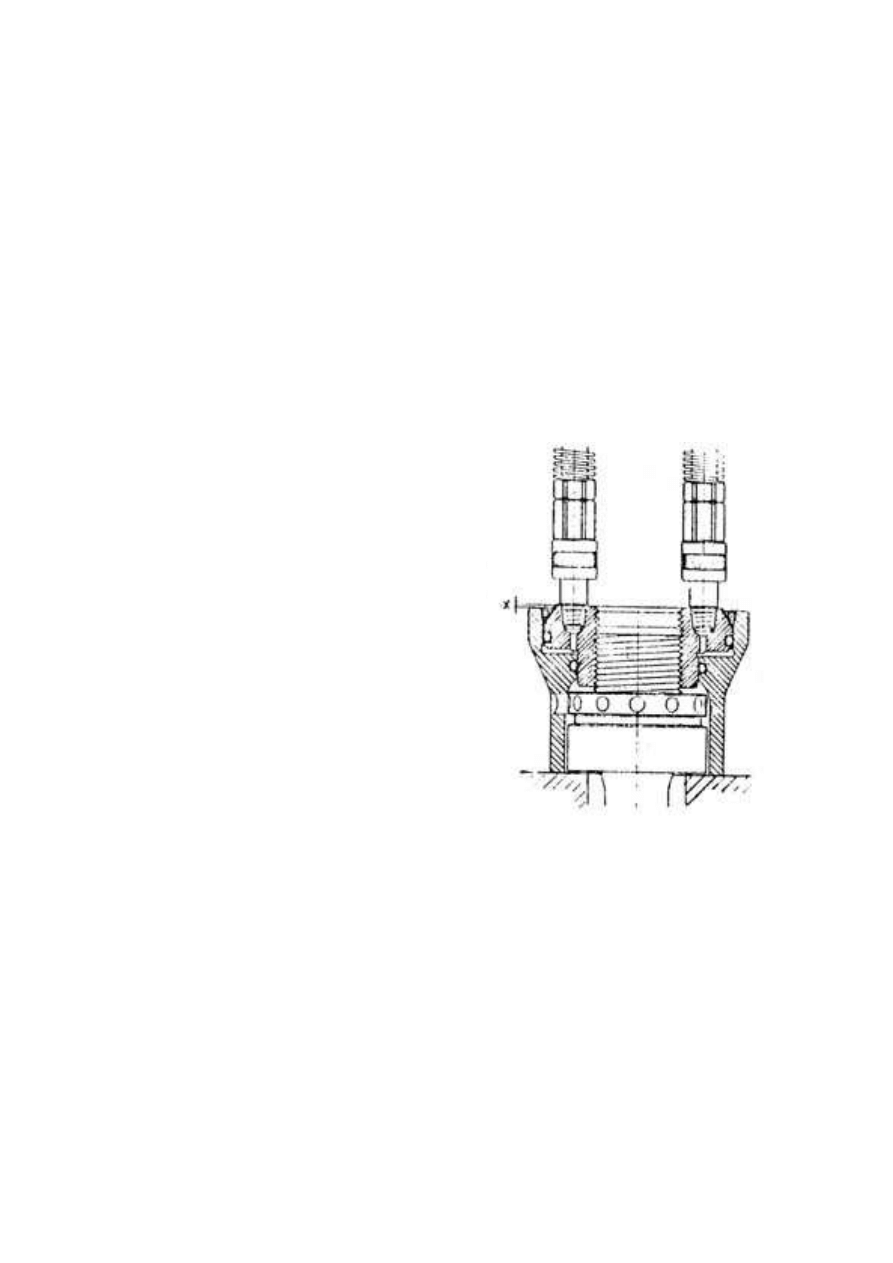
na każdą śrubę głowicową wkręcić napinacz hydrauliczny tak, aby jego cylinder oparł się
o płaszczyznę głowicy cylindrowej. Górne krawędzie tłoków i cylindrów napinaczy muszą
leżeć w jednej płaszczyźnie. Jeżeli warunek ten nie jest spełniony, należy tłok odpowiedniego
napinacza wkręcić dalej, co jednak możliwe jest tylko wtedy, gdy przewód ciśnieniowy połą-
czony jest z pompą ciśnieniową i zawór odciążający pompy jest otwarty, lub po wciśnięciu
palcem zaworu zwrotnego znajdującego się w złączce zewnętrznej,
•
przy pomocy pompy napiąć wstępnie śruby głowicy ciśnieniem 550 kG/cm
2
. Ciśnienie to
należy utrzymać tak długo, dopóki wszystkie nakrętki nie zostaną dobrze dokręcone do oporu
przy pomocy okrągłego pręta,
•
na dowolnym napinaczu hydraulicznym zmierzyć wielkość wystawania tłoka „x”,
•
zredukować ciśnienie do zera przez otwarcie zaworu odciążającego w pompie. Nie zmieniając
położenia napinaczy sprawdzić czy tłoki we wszystkich napinaczach wystają nad górną
krawędź cylindrów o taką samą w przybliżeniu wielkość jak poprzednio pod ciśnieniem,
•
jeżeli warunek ten jest spełniony, tłoki wszystkich napinaczy należy wkręcić w cylindry przy
otwartym zaworze odciążającym pompy tak, aby górna krawędź tłoka i cylindra znalazły się
znowu w jednej płaszczyźnie
8.Zakończenie.
Po zmontowaniu całego silnika trzeba zalać układ chłodzenia wodą.
Przy docieraniu nowych pierścieni tłokowych należy na określony okres czasu ( około 20 godzin
pracy ) powiększyć ilość oleju smarującego cylindry, a moc silnika podwyższać stopniowo
( w ciągu około 10 godzin ) do pełnego obciążenia.
•
jeżeli wystawanie tłoków z cylindrów napina-
cza jest różne, należy śruby głowicowe napiąć
ponownie ciśnieniem nieco wyższym od 550
kG/cm
2
, odkręcić nakrętki, ustalić wzajemne
położenie początkowe wszystkich nakrętek
i napinaczy i powtórzyć napinanie śrub,
•
po prawidłowym napięciu śrub głowicowych
można odłączyć giętkie przewody ciśnieniowe
i odkręcić napinacze hydrauliczne,
•
nałożyć na głowicę skrzynkę zaworową,
dokręcić ją kluczem dynamometrycznym
momentem 55 kGm i ustawić zawory.
Wyszukiwarka
Podobne podstrony:
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48(1)
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA BURMEISTER & WAIN TYPU K67GFCA
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 1
Montaż układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 2
Montaż układu tłokowo-korbowego3, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Montaż układu tłokowo-korbowego2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
PRZEGLĄD UKŁADU TŁOKOWO KORBOWEGO
Łożyska układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
więcej podobnych podstron