
Strona 1 z 8
Arkusz zawiera informacje prawnie chronione do
momentu rozpoczęcia egzaminu
Zawód: technik mechanik
Symbol cyfrowy zawodu: 311 [20]
311 [20]-01 -092
Numer zadania: 1
Czas trwania egzaminu: 180 minut
ARKUSZ EGZAMINACYJNY
ETAP PRAKTYCZNY
EGZAMINU POTWIERDZAJ
Ą
CEGO KWALIFIKACJE ZAWODOWE
CZERWIEC 2009
Informacje dla zdaj
ą
cego
1. Materiały egzaminacyjne obejmuj
ą
: ARKUSZ EGZAMINACYJNY z tre
ś
ci
ą
zadania i
dokumentacj
ą
, zeszyt ze stron
ą
tytułow
ą
KARTA PRACY EGZAMINACYJNEJ oraz
KART
Ę
OCENY.
2. Sprawd
ź
czy arkusz egzaminacyjny zawiera 8 stron. Sprawd
ź
, czy materiały
egzaminacyjne s
ą
czytelne i nie zawieraj
ą
bł
ę
dnie wydrukowanych stron.
Ewentualny brak stron lub inne usterki w materiałach egzaminacyjnych zgło
ś
przewodnicz
ą
cemu zespołu nadzoruj
ą
cego etap praktyczny.
3. Na KARCIE PRACY EGZAMINACYJNEJ:
- wpisz swoj
ą
dat
ę
urodzenia,
- wpisz swój numer PESEL.
4. Na KARCIE OCENY:
- wpisz swoj
ą
dat
ę
urodzenia,
- wpisz swój numer PESEL,
- wpisz symbol cyfrowy zawodu,
- zamaluj kratk
ę
z numerem odpowiadaj
ą
cym numerowi zadania,
- przyklej naklejk
ę
ze swoim numerem PESEL w oznaczonym miejscu na karcie.
5. Zapoznaj si
ę
z tre
ś
ci
ą
zadania egzaminacyjnego, dokumentacj
ą
zał
ą
czon
ą
do
zadania, a nast
ę
pnie przyst
ą
p do rozwi
ą
zywania zadania. Rozwi
ą
zanie obejmuje
opracowanie projektu realizacji prac okre
ś
lonych w tre
ś
ci zadania.
6. Zadanie rozwi
ą
zuj w zeszycie KARTA PRACY EGZAMINACYJNEJ od razu na
czysto. Notatki, pomocnicze obliczenia itp., je
ż
eli nie nale
żą
do pracy, obwied
ź
lini
ą
i
oznacz słowem BRUDNOPIS. Zapisy oznaczone BRUDNOPIS nie b
ę
d
ą
oceniane.
7. Na stronie tytułowej zeszytu KARTA PRACY EGZAMINACYJNEJ wpisz liczb
ę
stron
swojej pracy.
8. Po rozwi
ą
zaniu zadania ponumeruj strony pracy egzaminacyjnej. Numerowanie
rozpocznij od strony, na której jest miejsce do zapisania tytułu pracy. Wszystkie
materiały, które zał
ą
czasz do pracy, opisz swoim numerem PESEL w prawym
górnym rogu.
9. Zeszyt KARTA PRACY EGZAMINACYJNEJ i KART
Ę
OCENY przeka
ż
zespołowi
nadzoruj
ą
cemu etap praktyczny.
Powodzenia!

Strona 2 z 8
Zadanie egzaminacyjne
Dział Utrzymania Ruchu przyj
ą
ł wewn
ę
trzne zlecenie na wykonanie naprawy zespołu nap
ę
dowego
wchodz
ą
cego w skład spr
ęż
arki pracuj
ą
cej w wydziale produkcyjnym zakładu. W czasie
eksploatacji, stwierdzono nast
ę
puj
ą
ce uszkodzenia i usterki:
• p
ę
kni
ę
cie koła pasowego,
•
ś
lizganie pasów klinowych,
• zmienne warto
ś
ci przeło
ż
enia przekładni. Po dokonaniu
przegl
ą
du zespołu zadecydowano,
ż
e nale
ż
y:
• wykona
ć
nowe koło pasowe,
• dobra
ć
i wymieni
ć
pasy klinowe,
• wymieni
ć
wpust pryzmatyczny,
• korpus silnika pozostawi
ć
na czas naprawy w miejscu zainstalowania. Opracuj projekt
realizacji prac zwi
ą
zanych z przeprowadzeniem naprawy zespołu nap
ę
dowego w celu
przywrócenia jego sprawno
ś
ci eksploatacyjnej na podstawie opisu uszkodze
ń
i dokumentacji.
Projekt realizacji prac powinien zawiera
ć
:
1. Tytuł pracy egzaminacyjnej, stosowny dla zakresu opracowania.
2. Zało
ż
enia do opracowania projektu, sformułowanie na podstawie tre
ś
ci zadania, opisu
uszkodze
ń
oraz dokumentacji.
3. Wykaz prac wchodz
ą
cych w zakres naprawy zespołu.
4. Wymiary, posta
ć
i gatunek materiału (zast
ę
puj
ą
cego Zl 200) do wykonania koła pasowego z
uwzgl
ę
dnieniem wymaganej wytrzymało
ś
ci, R
m
min
440 MPa oraz naddatków na obróbk
ę
.
5. Opis procesu wytwarzania koła pasowego, obejmuj
ą
cy:
• wykaz (lub schemat) operacji technologicznych z zachowaniem ich kolejno
ś
ci,
• wykaz maszyn i urz
ą
dze
ń
, uchwytów i przyrz
ą
dów oraz narz
ę
dzi obróbkowych niezb
ę
dnych w
procesie wytwarzania koła pasowego,
• wykaz narz
ę
dzi kontrolno-pomiarowych niezb
ę
dnych do kontroli wymiarów koła pasowego w
procesie wytwarzania.
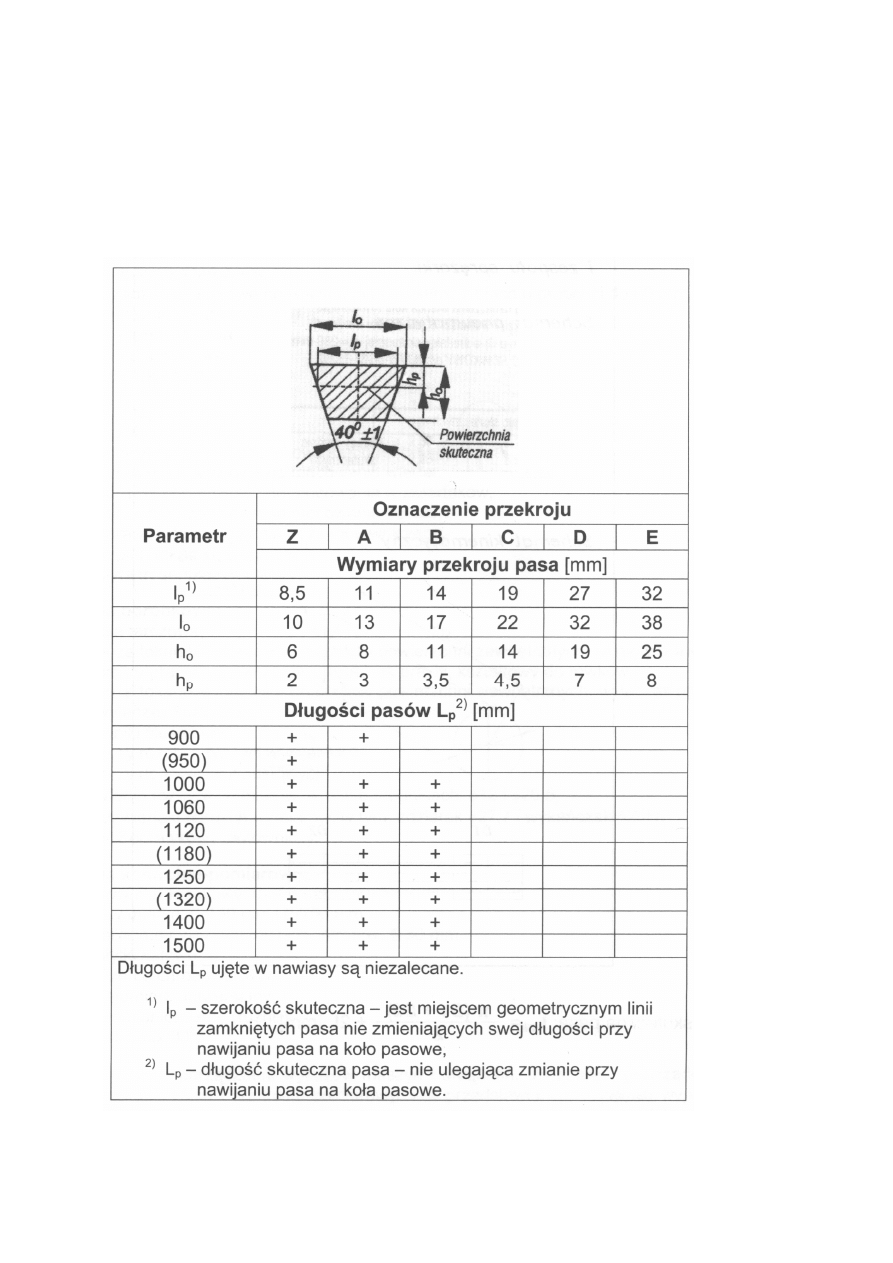
6. Obliczenia i dobór pasów klinowych (obliczy
ć
długo
ść
skuteczn
ą
pasa, okre
ś
li
ć
długo
ść
i
wymiary przekroju poprzecznego, ustali
ć
ilo
ść
pasów).
7. Opis procesu monta
ż
u cz
ęś
ci zespołu nap
ę
dowego na wale silnika w formie schematu lub
wykazu czynno
ś
ci monta
ż
owych z zachowaniem ich kolejno
ś
ci.
Do wykonania zadania wykorzystaj dokumentacj
ę
:
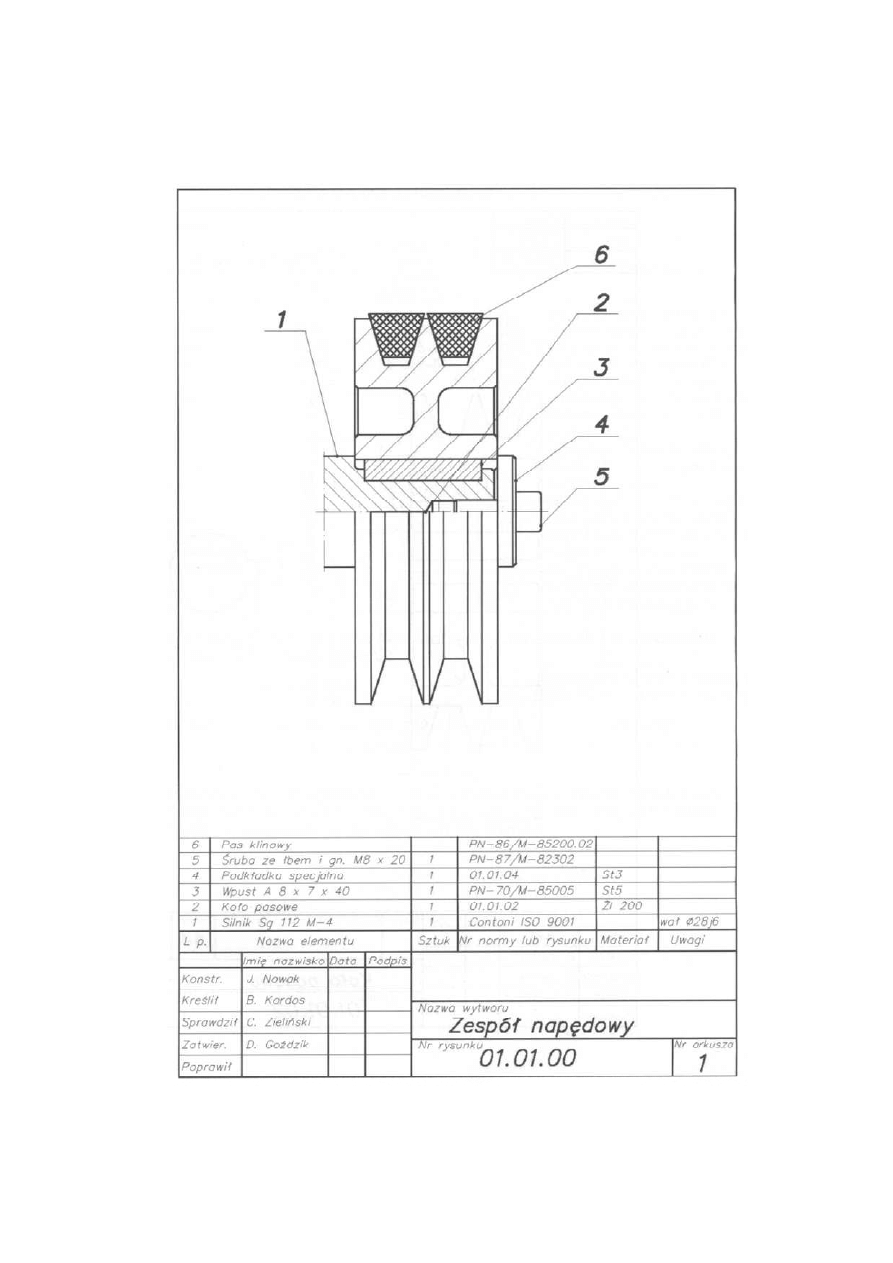
Zespół nap
ę
dowy (rysunek zestawieniowy) - Zał
ą
cznik 1
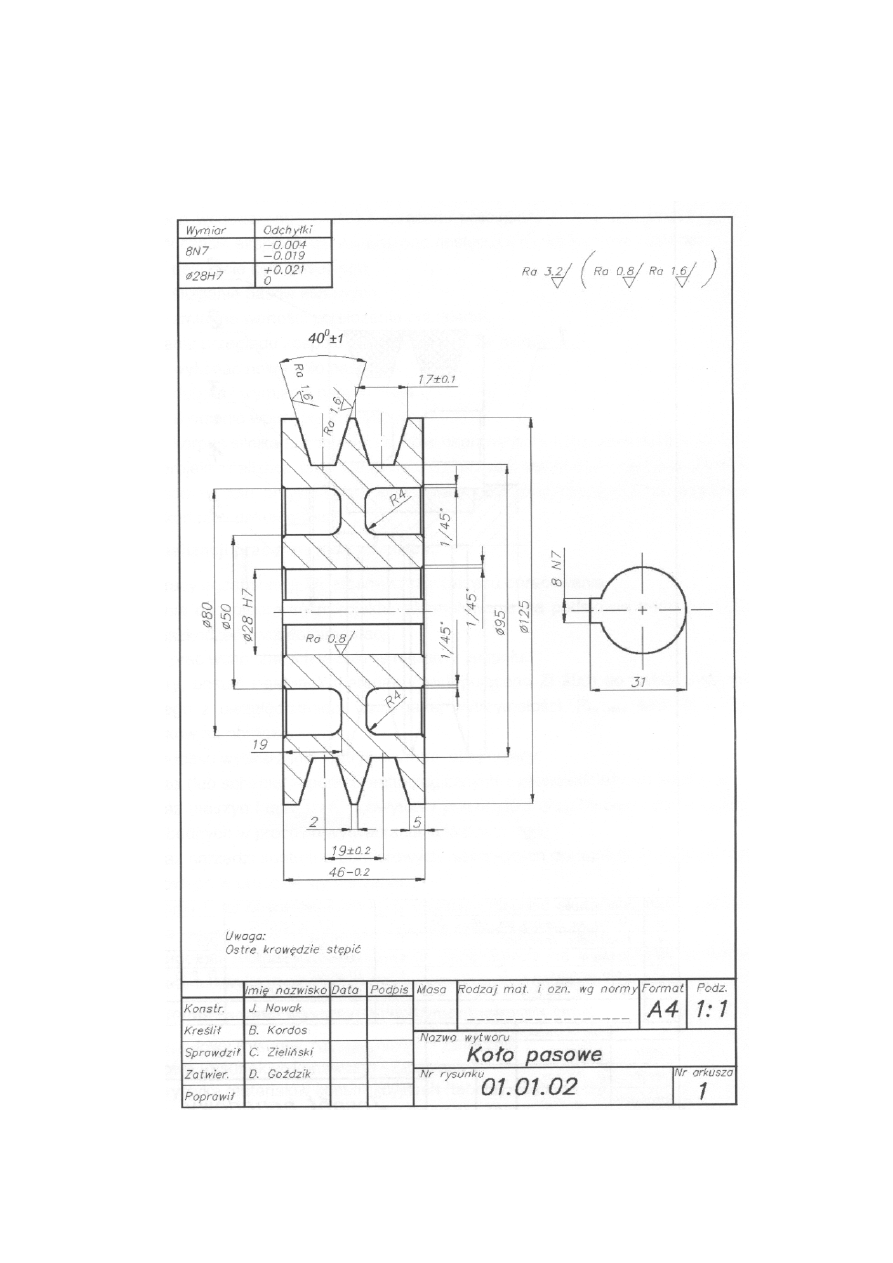
Koło pasowe (rysunek wykonawczy) - Zał
ą
cznik 2
Charakterystyka materiałów konstrukcyjnych (tabela) - Zał
ą
cznik 3
Wyposa
ż
enie Działu Utrzymania Ruchu (wykaz) - Zał
ą
cznik 4
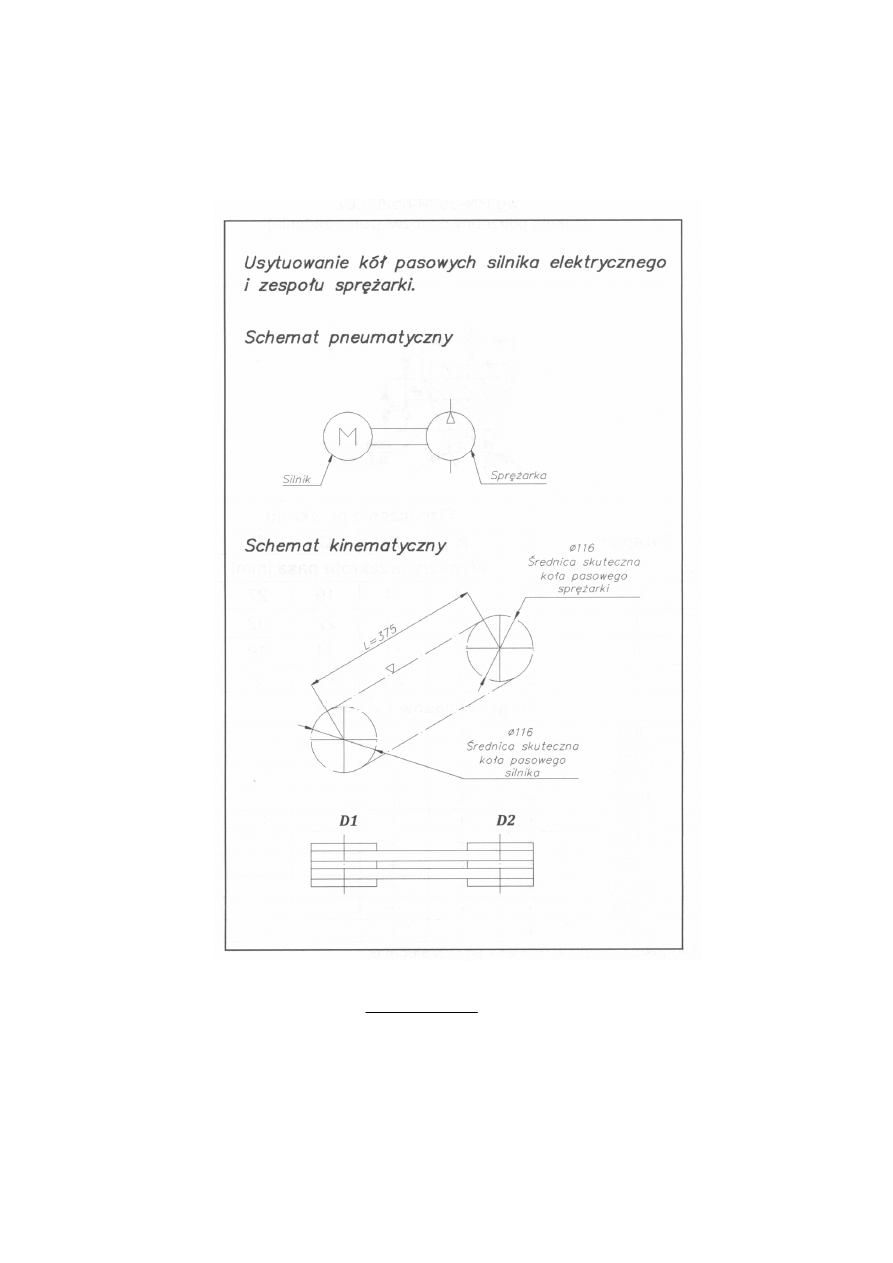
Usytuowanie kół pasowych silnika elektrycznego i spr
ęż
arki (schemat) - Zał
ą
cznik 5
Wymiary pasów klinowych (tabela) - Zał
ą
cznik 6
Czas przeznaczony na wykonanie zadania wynosi 180 minut.
Strona 3 z 8
Zał
ą
cznik 1
Zespół nap
ę
dowy
Strona 4 z 8
Zał
ą
cznik 2
Koło pasowe
Strona 5 z 8
Zał
ą
cznik 3
Charakterystyka materiałów konstrukcyjnych
(zakres potrzebny do rozwi
ą
zania zadania)
Gatunki stali
Nazwa
Oznaczenie
stali wg PN
Oznaczenie
stali wg
PN-EN
10027-1:1994
R
m
MPa
Zastosowanie
Stale niestopowe
(podstawowe)
konstrukcyjne ogólnego
przeznaczenia PN-
88/H-84020: 1988
St0S
St3S
St4S
S t 5
S t6
St7
S 185
S 235 JR
275 JR
E 295
E 355
E 360
320
380
440
490
590
690
Do wytwarzania elementów,
cz
ęś
ci maszyn i urz
ą
dze
ń
oraz
konstrukcji:
ś
rednio obci
ąż
onych
bez dodatkowych zabiegów
obróbki cieplnej. Dost
ę
pne w
postaci pr
ę
tów walcowanych,
kształtowników, rur i blach
uniwersalnych.
Stale niestopowe
(jako
ś
ciowe)
konstrukcyjne do
utwardzania
powierzchniowego i
ulepszania cieplnego
PN-93/H-84019: 1993
10
15
20
25
35
45
55
C10
C 15
C 20
C 25
C 35
C 45
C 55
335
375
410
450
530
600
650
Do wytwarzania elementów,
cz
ęś
ci maszyn i urz
ą
dze
ń
oraz
konstrukcji:
ś
rednio obci
ąż
onych,
np.: koła z
ę
bate, wały,
korbowody, itp., które nale
ż
y
podda
ć
obróbce cieplnej lub
cieplno-chemicznej. Dost
ę
pne w
postaci pr
ę
tów walcowanych
kształtowników, rur i blach
uniwersalnych.
Pr
ę
ty stalowe walcowane okr
ą
głe. Wymiary nominalne
ś
rednic i dopuszczalne
odchyłki - wyci
ą
g z PN-87/H-93200.02
Ś
rednice [mm]
Dopuszczalna odchyłka dla pr
ę
tów
o zwykłej dokładno
ś
ci wykonania
100, 105, 110, 115, 120, 125, 130, 135, 140, 145, 150
±1,5 mm
Uwaga: dopuszczalne jest wytwarzanie elementów maszyn i urz
ą
dze
ń
o
ś
rednicach wi
ę
kszych ni
ż
100 mm, np.: 125, 130, 135, 140, 145, 150, 155, 160,
165 z blach uniwersalnych o grubo
ś
ciach: 30, 35, 40, 45, 50, 55, 60 mm.

Strona 6 z 8
Zał
ą
cznik 4
Wyposa
ż
enie Działu Utrzymania Ruchu
Maszyny i urz
ą
dzenia:
- tokarka uniwersalna kłowa,
- frezarka pozioma,
- wiertarka kadłubowa,
- przecinarka tarczowa,
- urz
ą
dzenie laserowe do wycinania elementów z blach o grubo
ś
ci do 60 mm,
- dłutownica bezwspornikowa,
- wiertarka stołowa,
- tokarka tarczowa,
- szlifierka narz
ę
dziowa.
Uchwyty i przyrz
ą
dy:
- imadło maszynowe,
- uchwyt tokarski 3-szcz
ę
kowy samocentruj
ą
cy,
- oprawki narz
ę
dziowe do mocowania wierteł,
- oprawki narz
ę
dziowe do mocowania rozwiertaków,
- oprawki narz
ę
dziowe do mocowania frezów,
- oprawka do mocowania no
ż
a dłutowniczego,
- trzpie
ń
tokarski,
- płyta traserska.
Narz
ę
dzia obróbkowe:
- piła tarczowa,
- no
ż
e tokarskie imakowe do obróbki powierzchni zewn
ę
trznych: wygi
ę
ty prawy,
prosty prawy, czołowy lewy, przecinak prawy, kształtowy do rowków,
- no
ż
e tokarskie imakowe do obróbki powierzchni wewn
ę
trznych: wytaczak prosty,
wytaczak kształtowy,
- pilniki
ś
lusarskie,
- frezy ró
ż
nych typów i wymiarów,
- frezy do rowków wpustowych,
- wiertła ró
ż
nych wymiarów, w tym o
ś
rednicach: Ø12 i Ø 26,5,
- rozwiertaki ró
ż
nych wymiarów, w tym: zdzierak Ø 27,7 i wyka
ń
czak Ø 28H7,
- nó
ż
oprawkowy dłutowniczy.
Narz
ę
dzia kontrolno-pomiarowe:
- przymiar kreskowy: 0-500 mm,
- suwmiarka: 0-140 mm i 0-250 mm,
- mikrometr wewn
ę
trzny jednostronny: 5-30 mm,
- płytki k
ą
towe,
- wzorce chropowato
ś
ci,
- k
ą
tomierz uniwersalny,
- promieniomierze (ró
ż
ne),
- k
ą
townik 90°.
Uwaga: w celu sporz
ą
dzenia wykazów maszyn i urz
ą
dze
ń
, uchwytów i przyrz
ą
dów oraz
narz
ę
dzi obróbkowych i kontrolno-pomiarowych, z przedstawionego zestawu wyposa
ż
enia
dobierz tylko te, które b
ę
d
ą
wykorzystywane w zaproponowanym przez Ciebie procesie
wytwarzania koła pasowego. W magazynie dost
ę
pne s
ą
materiały konstrukcyjne oraz cz
ęś
ci
zamienne: pasy klinowe,
ś
ruby, podkładki specjalne, wpusty, wg specyfikacji-rysunek 01.01.00
(Zał
ą
cznik 1).
Strona 7 z 8
Zał
ą
cznik 5
Usytuowanie kół pasowych silnika elektrycznego zespołu spr
ęż
arki
Długo
ść
skuteczna pasa:
(
)
[mm]
L
2
2
2
D
1
D
π
sk
L
+
+
=
Strona 8 z 8
Zał
ą
cznik 6
Wymiary pasów klinowych
wg PN-86/M-85200.02
(zakres potrzebny do rozwi
ą
zania zadania)
Wyszukiwarka
Podobne podstrony:
Egzamin Praktyczny technik masażysta
Szablon Odpowiedzi, Egzamin Praktyczny Technik Informatyk
czrwiec 2012 arkusz 5 egzamin praktyczny technik rachunkowości
Egzamin praktyczny technik administracji, Technik administracji
Jak Zdać Egzamin Praktyczny, Technik Informatyk, Przydatne
Egzamin praktyczny technik farmaceutyczny czerwiec 2009
Rozwiązanie - instalacja alarmowa, egzaminy praktyczne technik elektryk
Ashampoo Magical Security 2007 1, Technik Informatyk, egzamin praktyczny, Technik informatyk 2012 St
Egzamin Praktyczny technik masażysta
egzamin zawodowy technik mechanik czerwiec 2010 klucz odpowiedzi
czrwiec 2012 arkusz 5 egzamin praktyczny technik rachunkowości
egzamin zawodowy technik mechanik 2011 odpowiedzi
czrwiec 2012 arkusz 4 egzamin praktyczny technik rachunkowości
Egzamin praktyczny technik farmaceutyczny czerwiec 2009
egzamin praktyczny 2007 - co nalezało zrobic, technik informatyk, praktyczny
ZADANIE 4, Technik Mechatronik - Egzamin praktyczny
ZADANIE 5, Technik Mechatronik - Egzamin praktyczny
Zadanie praktyczne - gwiazda trójkat, egzamin zawodowy technik elektryk
Rozwiązanie zadania praktycznego z informatora - nagrzewnica, egzamin zawodowy technik elektryk
więcej podobnych podstron