lutowanych, ³¹cz¹ce ze sob¹ tylko wybrane
pary styków,
q
po³¹czenie z anizotropowo przewodz¹-
cym klejem, które przewodz¹ jedynie pod
pewnym naciskiem, co pozwala na równo-
mierne nak³adanie kleju na pod³o¿e,
q
po³¹czenie z klejem bez przewodz¹ce-
go wype³niacza; klej bez wype³niacza me-
talicznego jest z natury nieprzewodz¹cy,
a jedynie zapewnia kontakt elektryczny
styków podzespo³u i pod³o¿a.
Obecnie w technice monta¿u powierzchnio-
wego SMT najbardziej rozpowszechnione
jest stosowanie klejów przewodz¹cych izo-
tropowo ICA (Isotropically Conductive Ad-
hesive), dostarczanych w postaci pasty
lub folii. Materia³ ten to substancja klej¹ca
(lub termoutwardzalna), wype³niona du¿¹
iloci¹ metalowego py³u (wagowo 60% do
80%). Podczas klejenia z py³u metalowe-
go powstaje przestrzenna sieæ przewo-
dz¹ca. Przewodz¹cym wype³niaczem jest
najczêciej specjalna mieszanina p³atków
i kuleczek srebrnych o rednicy najczê-
ciej od 1 do 20
µ
m. Stosowane s¹ te¿ in-
ne materia³y, jak np. stop srebra z platyn¹,
z³oto, mied, nikiel, aluminium lub grafit. Po-
niewa¿ klej ICA jest materia³em przewodz¹-
cym, wiêc powinien byæ nak³adany tylko na
³¹czone kontakty, w przeciwnym przypad-
ku mog¹ powstawaæ zwarcia z s¹siednimi
kontaktami.
Kleje przewodz¹ce anizotropowo ACA (Ani-
sotropically Conductive Adhesive) dostar-
czane w postaci pasty, lub folii, sk³adaj¹ siê
z substancji klej¹cej, w której rozprowa-
dzono znacznie mniejsz¹ iloæ metaliczne-
go wype³niacza (wagowo ok. 20%, objêto-
ciowo ok. 5%) w postaci ziarenek o wiel-
koci od 3 do 10
µ
m. Metalicznym wype³-
niaczem s¹ w danym przypadku kuleczki
polimerowe pokryte niklem, z³otem, lub ich
kombinacj¹. Z tego powodu klej ten nie
jest sam z siebie przewodz¹cy, a dopiero
w procesie monta¿u dochodzi do bezpore-
dniego kontaktu elektrycznego pomiêdzy
³¹czonymi elementami (st¹d okrelenie
klej anizotropowy). Dziêki temu przy wy-
konywaniu po³¹czeñ elektrycznych z wy-
korzystaniem kleju ACA zwarcia pomiêdzy
s¹siednimi stykami nie wystêpuj¹.
Przy trzeciej metodzie (z klejem bez przewo-
dz¹cego wype³niacza) kontakty elektryczne
stykaj¹ siê bezporednio, a klej s³u¿y jedy-
nie do zamocowania elementów.
W zasadzie wartoæ rezystancji po³¹cze-
nia klejonego nie zale¿y od rezystywnoci
samego kleju ³¹cz¹cego kontakty elektrycz-
ne. W przypadku wszystkich trzech metod
po³¹czeñ klejonych rezystancja przejcia
zawiera siê w granicach od 1 do 100
m
Ω
/mm
2
i mo¿na j¹ ustaliæ eksperymental-
nie. Rezystancja przejcia kontaktów ³¹-
czonych klejem jest porównywalna z po³¹-
czeniami lutowanymi.
Radioelektronik Audio-HiFi-Video 9/2003
W monta¿u
powierzchniowym
alternatyw¹ dla po³¹czeñ
lutowanych jest
stosowanie klejów
przewodz¹cych.
Z
nana jest szkodliwoæ o³owiu dla
zdrowia cz³owieka. Najlepszym
przyk³adem mo¿e byæ obowi¹zu-
j¹cy od dawna zakaz u¿ywania
rur o³owianych w wodoci¹gach dostarczaj¹-
cych wody pitnej. Z drugiej strony, wci¹¿
jeszcze najpowszechniej stosowanym
w urz¹dzeniach elektronicznych lutowiem
jest stop cyny z o³owiem (nie licz¹c innych
dodatków). Jednak¿e miêdzynarodowe
organizacje ekologów dopatruj¹ siê w wyko-
rzystywaniu w³anie takich lutów cynowo-
o³owiowych jednej z przyczyn zanieczy-
szczania naszego rodowiska. Stop cyny
i o³owiu charakteryzuje siê, jak wiadomo,
stosunkowo nisk¹ temperatur¹ topnienia,
co podczas monta¿u zmniejsza nara¿enie
na szok termiczny podzespo³ów i przewo-
dz¹cych cie¿ek na p³ytach z obwodami
drukowanymi. Szczególnie wa¿ne jest to
w przypadku monta¿u podzespo³ów o kon-
strukcji FBGA (Fine-Pitch Ball Grid Array),
np. z obudowami typu FBGA224 o wymia-
rach 16 x 16 mm, maj¹cymi 224 kuleczki lu-
towia rozmieszczone w rastrze 0,8 mm.
Stosowane dotychczas lutowia to stopy
Sn63Pb37 (temperatura topnienia 183
o
C)
lub Sn62Pb36Ag2 (179
o
C). Ekologiczn¹
alternatyw¹ s¹ lutowia w postaci stopów
nie zawieraj¹cych o³owiu, takich jak np. Sn-
Ag-Cu, albo Sn-Ag-Bi-Cu. Stopy te maj¹
jednak znacznie wy¿sz¹ temperaturê topnie-
nia wynosz¹c¹ oko³o 220
o
C i s¹ dro¿sze.
£¹czone elementy musz¹ zatem wytrzy-
maæ przez trwaj¹cy oko³o 10 sekund proces
lutowania temperaturê oko³o 260
o
C, co dla
wielu podzespo³ów wra¿liwych na tempera-
turê jest wartoci¹ graniczn¹, w szczególno-
ci dla p³yt z laminatu epoksydowego z w³ók-
nami szklanymi.
W przypadku dominuj¹cego obecnie mon-
ta¿u powierzchniowego (SMT) interesuj¹c¹
alternatyw¹ dla po³¹czeñ lutowanych jest
stosowanie klejów przewodz¹cych. W tabli-
cy zestawiono pod³o¿a ró¿nego rodzaju
i mo¿liwoæ stosowania w ich przypadku
po³¹czeñ lutowanych lub klejonych.
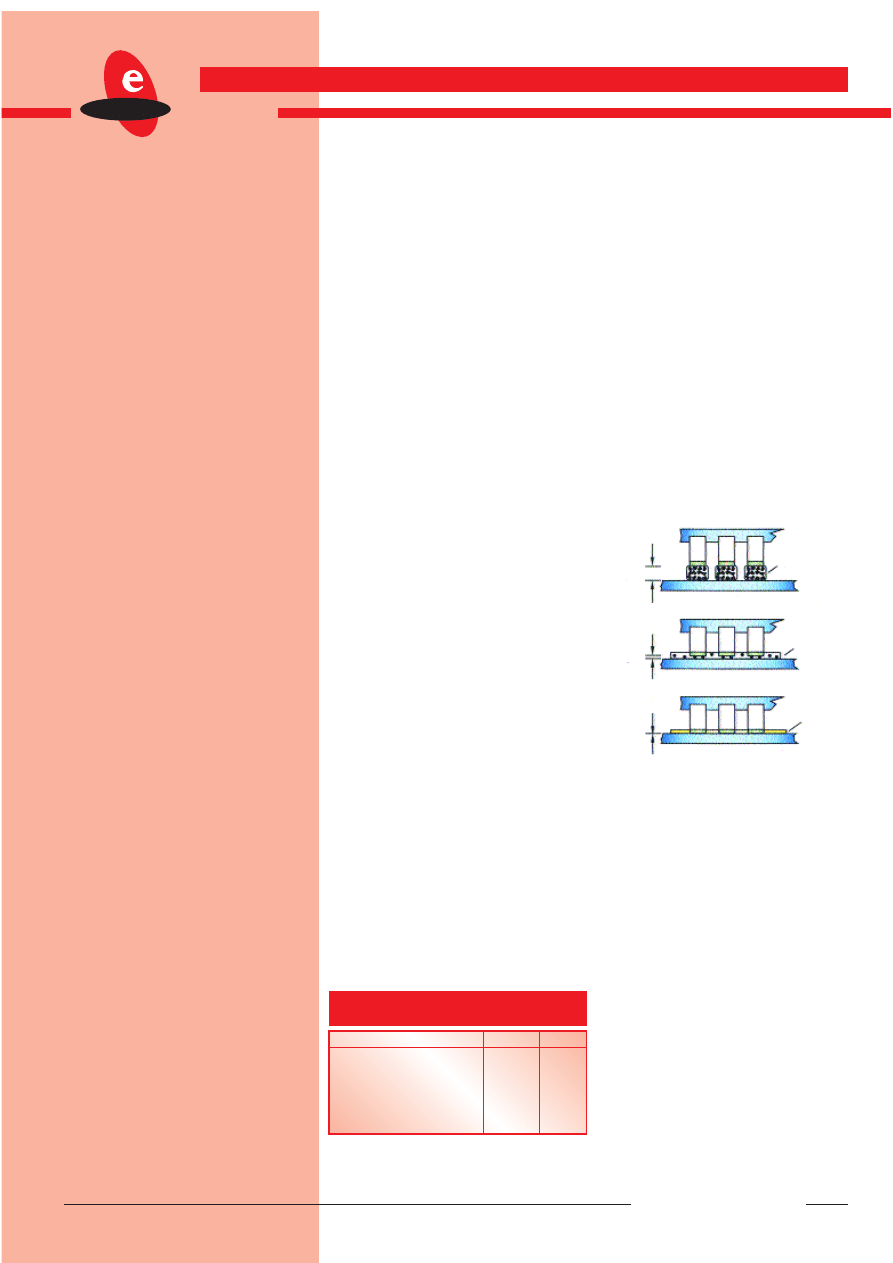
Rozró¿nia siê trzy metody klejenia (rys.):
q
po³¹czenie z izotropowo przewodz¹cym
klejem, najbardziej zbli¿one do po³¹czeñ
KLEJENIE ZAMIAST LUTOWANIA
Pod³o¿e Lutowanie
Klejenie
Laminaty epoksydowe FR4/FR5
+
_
Folie poliimidowe
+
+
Al
2
O
3
(technika hybrydowa)
+
+
Folie poliestrowe (PET)
_
+
Folie poliestrowe (PEN)
+
+
Wypraski MID*
_
+
Mo¿liwoci stosowania po³¹czeñ lutowanych i klejo-
nych dla ró¿nych pod³o¿y
* MID _ Moulded Interconnect Device (profilowane ele-
menty po³¹czeniowe)
Klej przewodz¹cy izotropowo
Klej przewodz¹cy anizotropowo
Klej bez przewodz¹cego wype³niacza
Podzespó³
Wype³nienie
przewodz¹cym
klejem
Pod³o¿e
Pod³o¿e
Pod³o¿e
Podzespó³
Wype³nienie
klejem prze-
wodz¹cym
Podzespó³
Klej nieprze-
wodz¹cy
Klejenie w porównaniu z lutowaniem wy-
kazuje lepsze w³aciwoci mechaniczne
dziêki mniejszym naprê¿eniom termicznym.
Z punktu widzenia niezawodnoci po³¹czeñ
ogromne znaczenie ma równie¿ jakoæ me-
talizacji podzespo³ów i cie¿ek po³¹czenio-
wych. Z tego wzglêdu pierwszymi zastoso-
waniami praktycznymi by³y bloki elektroniki
steruj¹cej dla potrzeb motoryzacji, to znaczy
tam, gdzie warunki pracy zmieniaj¹ siê
w szerokich granicach temperatur, wilgotno-
ci i wstrz¹sów i wymagana jest ¿ywotnoæ
10
÷
15 lat.
Po³¹czenia wykonywane przy pomocy klejów
anizotropowych lub klejów bez wype³niacza
nadaj¹ siê szczególnie w przypadku podze-
spo³ów typu QFP (Quad-Flat-Pack) z 160
kontaktami. Próby wykaza³y, ¿e zapewniaj¹
przy tym rezystancjê przejcia kontaktów
mniejsz¹ ni¿ 10 m
Ω
oraz doskona³¹ me-
chaniczn¹ wytrzyma³oæ przy monta¿u na
Trzy metody klejenia a _ z klejem przewodz¹cym
izotropowo, b _ z klejem przewodz¹cym anizotropo-
wo, c _ z klejem bez przewodz¹cego wype³niacza
a)
b)
c)
A¯ POWIERZCHNIOWY _ KONSTRUKCJA I TECHNOLOGIA
A¯ POWIERZCHNIOWY _ KONSTRUKCJA I TECHNOLOGIA
≤
50
µ
m
5
÷
10
µ
m
0
÷
1
µ
m

szklano-epoksydowym podk³adzie typu FR4 o gruboci 1,5 mm
i nominalnej gruboci cie¿ek miedzianych 35
µ
m. Próbne egzem-
plarze badano podczas 1000 cykli zmian temperatur w zakresie
od _ 55 do +125
o
C, poddawano próbom wytrzyma³ociowym
przez 2000 godzin w atmosferze o temperaturze 85
o
C i wilgotno-
ci wzglêdnej 85%.
Naprawa bloków elektronicznych z podzespo³ami przyklejonymi
jest w zasadzie mo¿liwa. Usuwanie przyklejonych podzespo³ów
wymaga ich podgrzania do temperatury, przy której wyst¹pi miêk-
niêcie kleju. Potem po usuniêciu ladów starego kleju mo¿na
przyklejaæ nowy, sprawny podzespó³. Ze wzglêdów ekonomicznych
taki zabieg mo¿e byæ celowy jedynie w przypadku unikalnych
bloków kosztownej elektroniki.
Prace nad omawian¹ technologi¹ prowadzone s¹ w szczególno-
ci przez naukowców z Instytutu Fraunhofera w Niemczech. Pod-
sumowuj¹c ich osi¹gniêcia mo¿na stwierdziæ, ¿e technika po³¹czeñ
klejonych ma miêdzy innymi nastêpuj¹ce zalety:
q
mo¿liwoæ stosowania rozmaitych kombinacji przy klejeniu
kontaktów do cie¿ek na p³ycie (z mo¿liwoci¹ stosowania tanich
materia³ów),
q
du¿a ró¿norodnoæ substancji klej¹cych pozwala na dobranie
najbardziej odpowiednich parametrów,
q
niskie temperatury obróbki zmniejszaj¹ce nara¿enie podze-
spo³ów na szoki termiczne,
q
zbêdnoæ stosowania topników i ich usuwania, co eliminuje mo¿-
liwoæ korozji,
q
mo¿liwoæ kombinowania technologii klasycznego lutowania
i dodatkowego doklejania podzespo³ów wra¿liwych na tempe-
raturê,
q
mo¿liwoæ wykonywania po³¹czeñ styków w rastrze docho-
dz¹cym do 0,3 mm.
n
Jerzy Chmielewski
LITERATURA
[1] Gesang T., Schäfer H., Maurieschat U., Pohlman W., Kotthaus S.: Kleben statt löten.
Elektronik, nr 23, 25, 2002
[2] www.ifam.fraunhofer.de
Radioelektronik Audio-HiFi-Video 9/2003
Jak co roku ELFA Polska zaprasza
do odwiedzenia autobusu-wystawy
prezentuj¹cej nowe przyrz¹dy, na-
rzêdzia oraz elementy elektroniczne
i elektryczne z oferty firmy. Od 18
sierpnia do 10 padziernika autobus
ELFA bêdzie mo¿na spotkaæ na XI
Miêdzynarodowym Salonie Przemys³u Obronnego w Kielcach, na
Krajowym Sympozjum Telekomunikacji w Bydgoszczy i na targach
ENERGETAB w Bielsku Bia³ej, Controltech w Kielcach, Eurotool
w Krakowie a tak¿e w wybranych firmach m.in. w Gdañsku, Elbl¹gu,
Olsztynie, Warszawie i Katowicach. W autobusie bêdzie mo¿na otrzy-
maæ katalog ELFA nr 51. Firmy zainteresowane przyjazdem autobu-
su-wystawy mog¹ siê kontaktowaæ: tel. (0 22) 520 22 00, faks (0 22)
520 22 20. Szczegó³owa informacja na www.elfa.se/pl.
(f)
Wyszukiwarka
Podobne podstrony:
2003 02 14
2002 09 14
09 14 86
W1, W2(29 09 14)
09 14
edw 2003 09 s10
Metrologia Wykład) 09 14
Mikroekonomia Wykład0 09 14
Dz U 2003 190 1864 zmiana z dnia 2003 09 12
edw 2003 09 s58
edw 2003 09 s50
2003 09 32
2003 11 14
edw 2003 09 s18
2008 09 14 3023 37 (2)
2003 11 14 2011
2003 08 14
więcej podobnych podstron