ZGRZEWANIE ELEKTRYCZNE OPOROWE
LINIOWE
Posiada wiele cech wspólnych z punktowym (zjawiska cieplne
i elektryczne) gdyż złącze jest tworzone przez kolejne zgrzeiny
punktowe wykonywane elektrodami krążkowymi, które
doprowadzają prąd i wywierają docisk zgrzewania (rys.1), co
umożliwia (przy odpowiednim ruchu elektrod) uzyskanie zgrzeiny,
jak na rys.2.
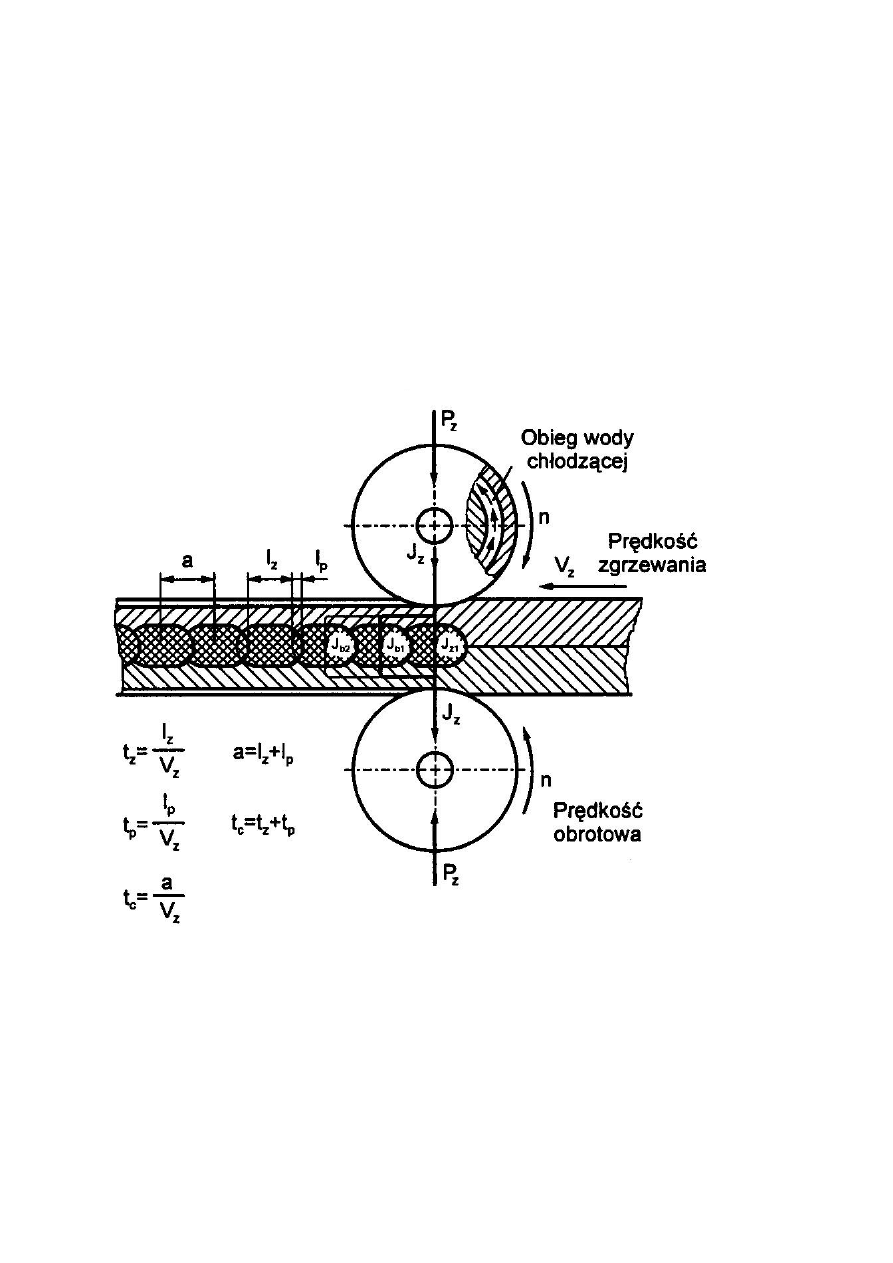
Rys.1. Przebieg procesu zgrzewania oporowego liniowego z przerywanym
przepływem prądu; J
z1
- natężenie prądu zgrzewania pojedynczej zgrzeiny,
V
z
- prędkość zgrzewania, J
b1
, J
b2
- natężenie prądu bocznikowania, P
z
- siła
docisku zgrzewania, a - podziałka zgrzein, t
z
- czas przepływu prądu
zgrzewania, t
p
- czas przerwy, t
c
- całkowity czas trwania jednego cyklu
zgrzewania
1
Przebieg zgrzewania
W zależności od kinetyki ruchu elektrod, przebiegu impulsów
prądowych i czasu ich trwania zgrzewanie oporowe liniowe można
podzielić na:
ciągłe, przerywane i skokowe
.
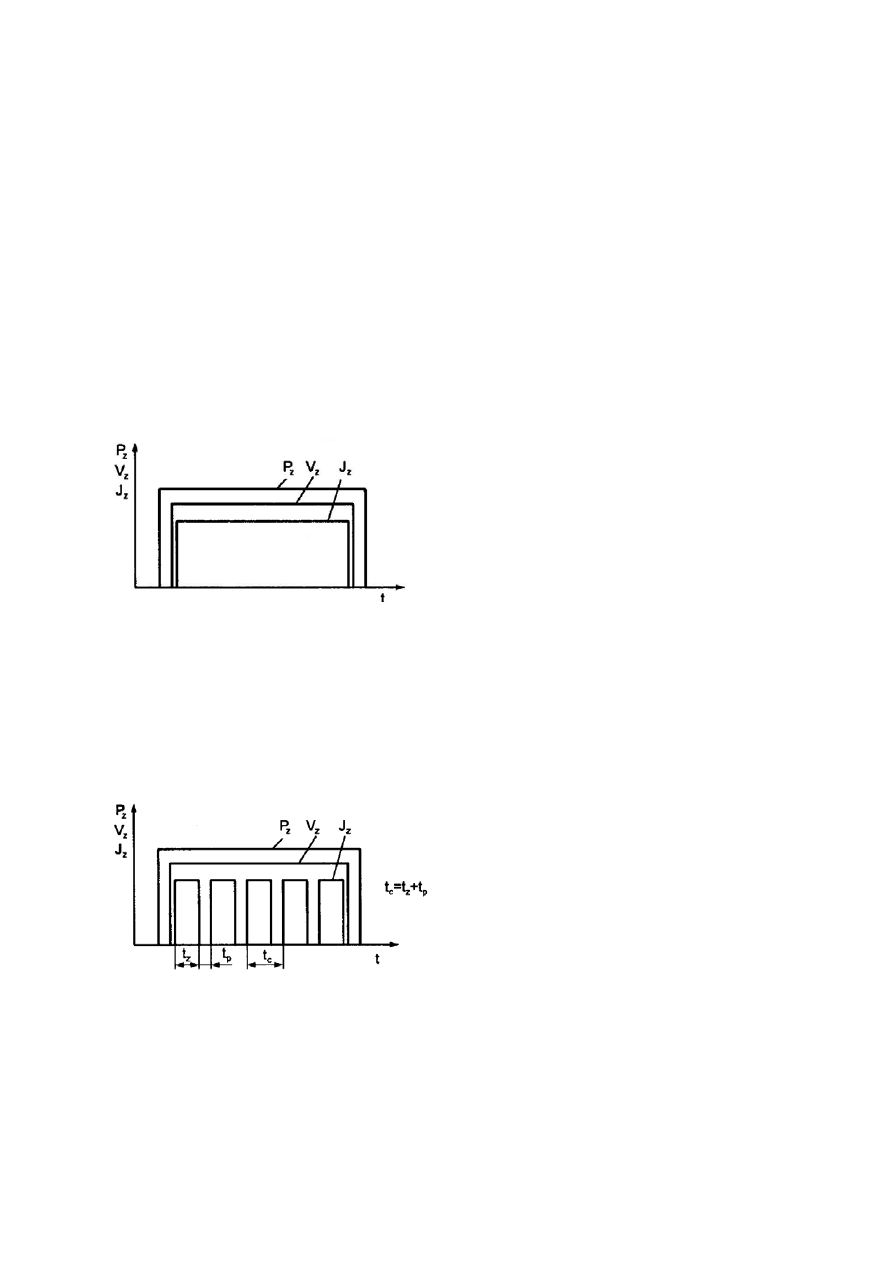
Zgrzewanie ciągłe, rys.2.
- elektrody krążkowe są napędzane ze
stałą prędkością, a prąd zgrzewania przepływa przez elektrody i
złącze w sposób ciągły przy stałej sile docisku zgrzewania. W ten
sposób zgrzeina jest tworzona jako jeden ciągły szew. Stosuje się
do wytwarzania konstrukcji ze stali niskowęglowych i
niskostopowych o grubości do ok. 1 mm.
Rys.2. Program zgrzewania ciągłego;
J
z
- natężenie prądu zgrzewania, V
z
-
prędkość zgrzewania, P
z
- siła docisku
zgrzewania, t
z
- czas przepływu prądu
zgrzewania
Zgrzewanie przerywane, rys.3.
- elektrody krążkowe obracają
się ze stałą prędkością, a prąd zgrzewania przepływa z
regularnymi przerwami, jest najpowszechniej stosowanym
sposobem zgrzewania materiałów o grubości do ok. 3 mm. Zapewnia
znacznie lepszy rozkład ciepła w złączu, mniejsze jest też
odkształcenie zgrzewanych przedmiotów.
Rys. 3. Program zgrzewania
przerywanego; t
z
- czas
przepływu prądu zgrzewania, t
p
-
czas przerwy w przepływie prądu
zgrzewania, t
c
- czas cyklu
W obu opisanych technikach zgrzewania oporowego liniowego
stosuje się niekiedy mechanizm przesuwu, polegający na tym, że
zgrzewana konstrukcja jest pchana lub ciągniona ze stałą
prędkością, a elektrody obracają się pod wpływem sił tarcia i
wywierają stały docisk zgrzewania.
2
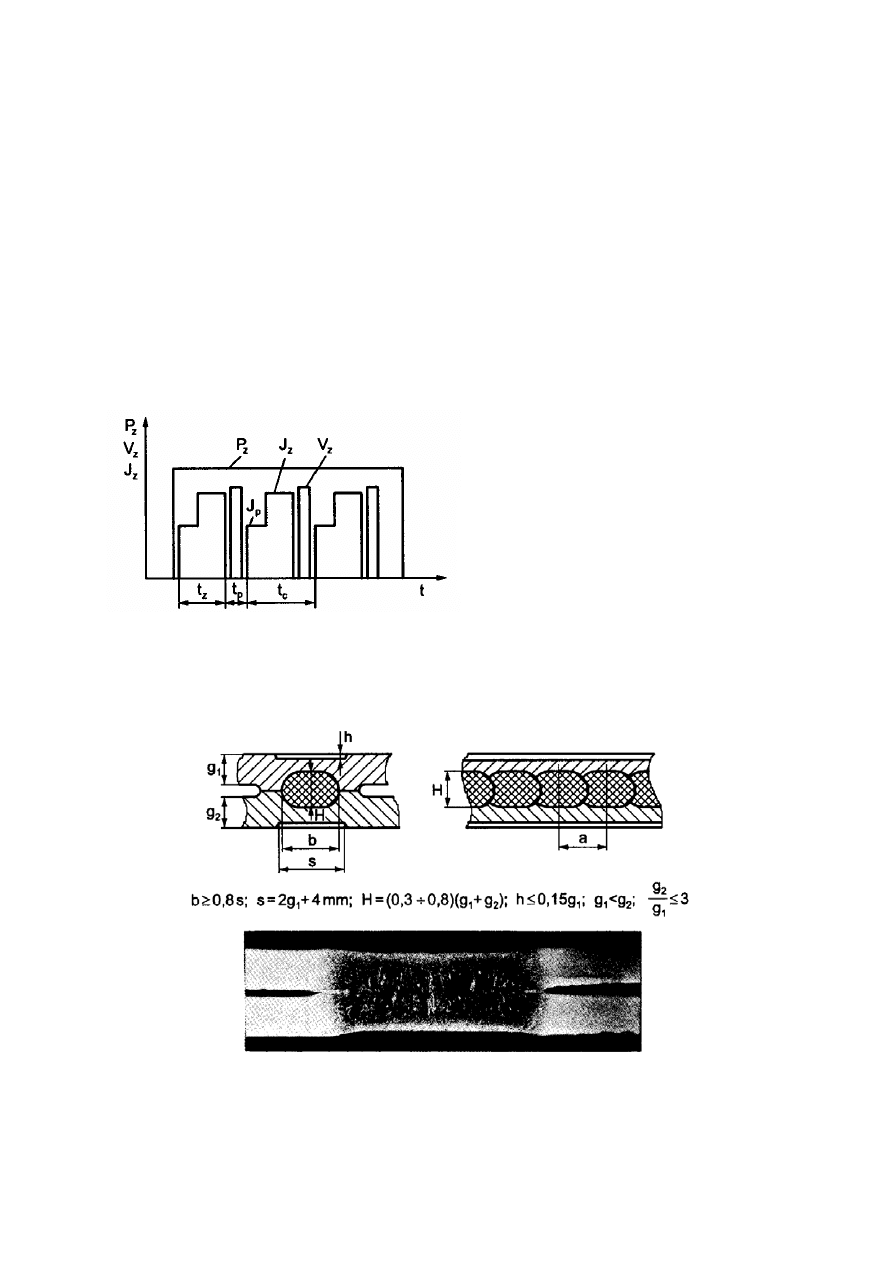
Zgrzewanie skokowe, rys4.
-polega na skokowym ruchu
obrotowym elektrod krążkowych, które są zatrzymywane na czas
przepływu prądu i obracają
się o określony skok w czasie przerwy
jego przepływu. Uzyskuje się dzięki temu znaczne zmniejszenie
oporności stykowej między elektrodami a powierzchnią zgrzewanych
przedmiotów. Jednocześnie możliwe jest zastosowanie bardziej
złożonego programu zgrzewania, zawierającego np. podgrzewanie
wstępne (J
p
) lub obróbkę cieplną każdej kolejnej zgrzeiny punktowej.
Ten system zgrzewania stosuje się przy łączeniu blach stalowych o
grubości 2+3 mm, aluminium i jego stopów oraz blach stalowych z
metalicznymi pokryciami ochronnymi.
Rys.4. Program zgrzewania
skokowego; J
p
- natężenie prądu
podgrzewania wstępnego
Zalecane wymiary i kształty zgrzein liniowych oraz strukturę
zgrzeiny przedstawia rys.5
Rys.5. Zalecane wymiary i kształt zgrzeiny oporowej liniowej; b - szerokość
zgrzeiny, H - wysokość zgrzeiny, h - głębokość odcisku elektrod, s -
szerokość powierzchni roboczej elektrod. Makrostruktura złącza
zakładkowego blach ze stali C-Mn o grubości 1,0 + 1,0 mm, zgrzanego
3

oporowo liniowo, pow. 10x
Parametry zgrzewania
Podstawowe parametry zgrzewania oporowego liniowego to:
>
natężenie prądu w kA
(prąd przemienny i stały)
,
>
siła docisku w kN,
>
prędkość zgrzewania w mm/min,
>
czas przepływu prądu zgrzewania w s,
>
czas przerwy w przepływie prądu w s,
>
wymiary robocze i rodzaj materiału elektrod –
pomocniczy
.
Zależności między parametrami zgrzewania i ich wpływ na
przebieg procesu są podobne jak przy zgrzewaniu oporowym
punktowym.
Natężenie prądu zgrzewania liniowego
jest parametrem
zależnym od pozostałych parametrów zgrzewania i stąd
praktycznie nie jest możliwe dokładne ustalenie reguł jego
doboru. Jest jednak większe niż przy zgrzewaniu punktowym ze
względu na bardzo duże bocznikowanie prądu. Z reguły też im
krótszy czas przepływu prądu lub większa prędkość zgrzewania, tym
większe jest wymagane natężenie prądu.
Siła docisku zgrzewania
ma stałą wielkość podczas całego cyklu
zgrzewania i jest zwykle większa od siły docisku wymaganej przy
zgrzewaniu punktowym tych samych materiałów o tej samej grubości.
Prędkość zgrzewania
dobierana jest w zależności od grubości i
rodzaju zgrzewanego materiału, tak aby złącze zapewniało
wymagane własności eksploatacyjne.
Prędkość posuwu
przedmiotu zgrzewanego (prędkość zgrzewania) Vz w
zgrzewarkach produkcji seryjnej może być regulowana w
granicach 0,5+3 m/min. Blachy o mniejszych grubościach zgrzewa
się przy prędkościach większych. Duże prędkości zgrzewania
zapewniają wąską SWC, mniejszy rozrost ziaren w zgrzeinie oraz
mniejsze naprężenie i odkształcenia konstrukcji. Konieczne jest
jednak zastosowanie dużych natężeń prądu zgrzewania i krótkich
czasów jego przepływu oraz czasu przerwy. Mniejsze prędkości
zgrzewania stosowane są przy zgrzewaniu materiałów wrażliwych na
duże prędkości nagrzewania oraz przy zgrzewaniu grubych blach,
szczególnie gdy wymagany jest szczelny szew złącza.
4
Czas zgrzewania
.
Cykl wykonywania jednej zgrzeiny t
c
wyznaczony jest podziałką szwu „a” w mm i prędkością V
z
w
m/min:
t
c
= 0,06a/V
z
W zależności od rodzaju zgrzewanego materiału podziałka szwu
„a” dobierana jest tak aby zapewniona była szczelność złącza i
powinna ona wynosić:
> (2,8+3,2) g
dla stali niskowęglowych,
> (2,4+2,8) g
dla stali odpornych na korozję i żaroodpornych,
> (1,3+2,5) g
dla stopów aluminium,
przy czym g jest grubością cieńszego ze zgrzewanych
przedmiotów. Praktycznie przyjmuje się, że złącze liniowe jest
szczelne, gdy poszczególne zgrzeiny zachodzą na siebie
od 30%
(stal) do 50% (aluminium i stopy).
Przy zgrzewaniu oporowym liniowym przerywanym czas
przerwy tp w s, zapewniający szczelność złącza, można ustalić z
odpowiedniego wzoru (rys.1):
t
p
=0,06a/V
z
- t
z
gdzie: a - podziałka szwu, mm; Vz - prędkość zgrzewania, mm/min; tz
- czas przepływu prądu zgrzewania, s.
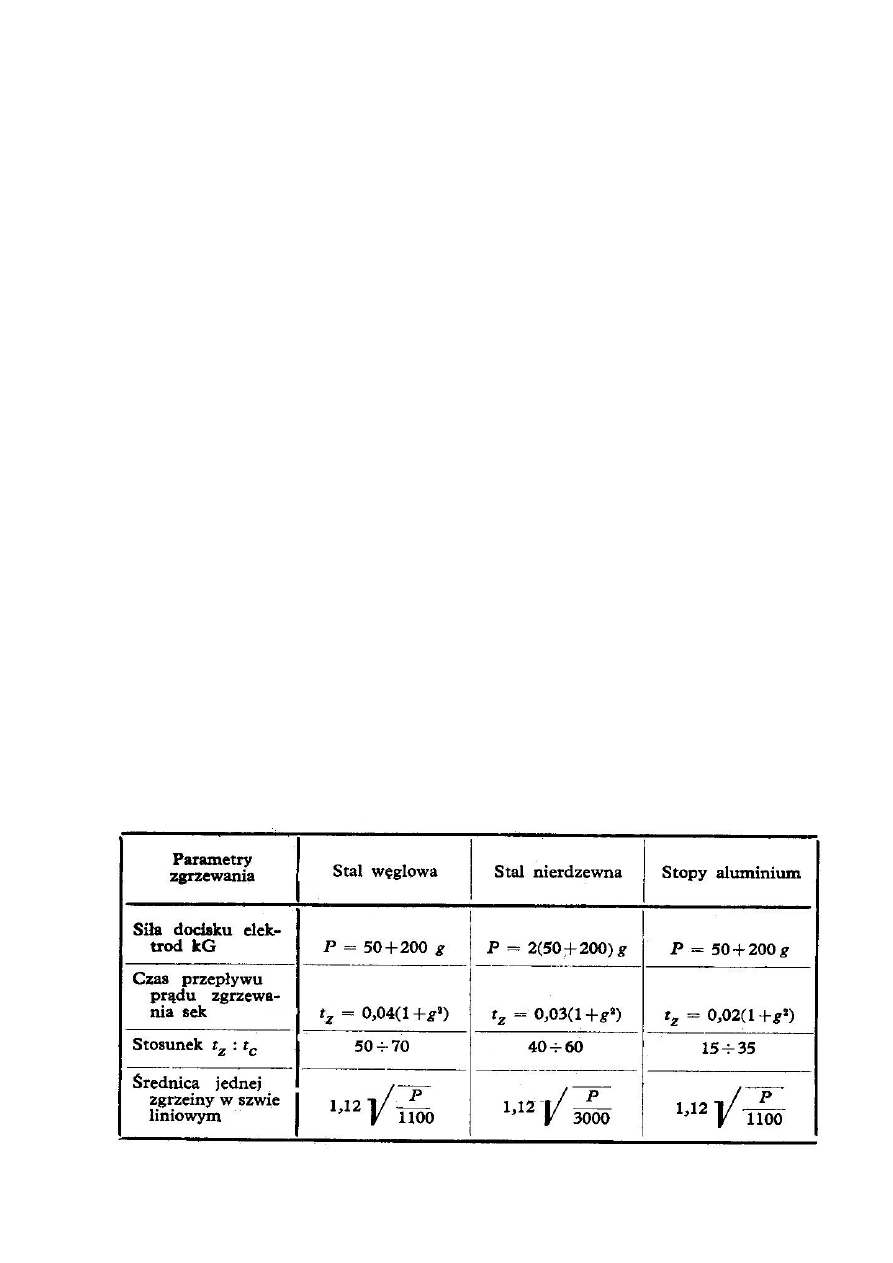
W praktyce niektóre parametry zgrzewania ustala się w
oparciu o wzory empiryczne zamieszczone w tabeli 1
Tab. 1. Wzory stosowane dla ustalania parametrów zgrzewania liniowego
5
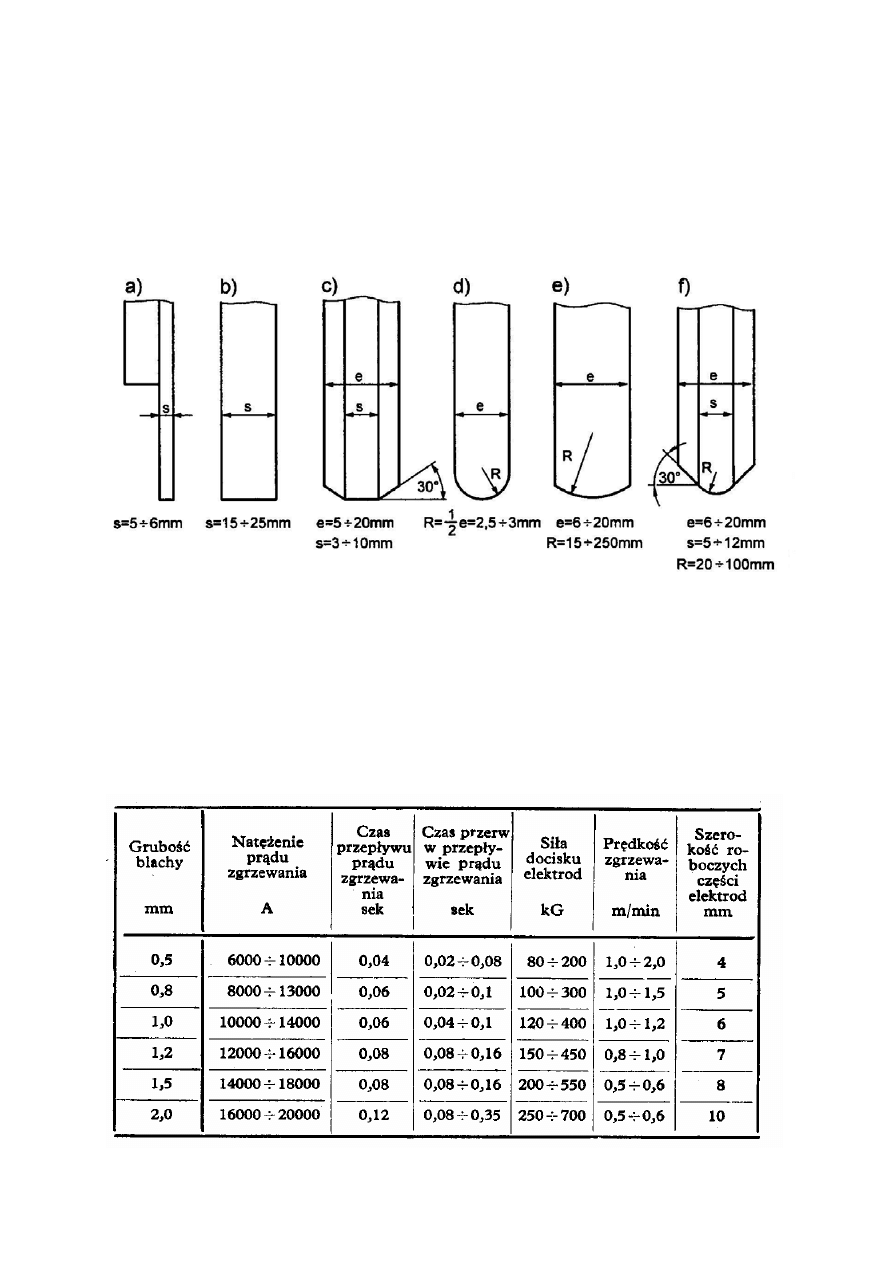
Elektrody
– krążkowe o średnicach zwykle 150-300mm
(wyjątkowo 50-600), chłodzone (od wewnątrz wodą) z materiałów
jak punktowe. Szerokości zwykle 1,5-3,0 grubości blachy (zwykle
4-10 mm, wyjątkowo 15-20 mm dla zgrzewania z rozwalcowaniem
krawędzi). Podstawowe rodzaje i zalecane wymiary podaje rys.6.
Rys.6. Podstawowe rodzaje elektrod krążkowych i zalecane wymiary: a, c,
d, e, f - elektrody zalecane do zgrzewania oporowego liniowego na zakładkę,
b, c - zalecane do zgrzewania oporowego liniowego z rozwalcowaniem szwu
doczołowo-liniowego oraz liniowo-garbowego
Samodzielny dobór parametrów jest trudny
. Zwykle podają je
producenci zgrzewarek lub poprzedza eksperyment. Przykładowe
parametry zgrzewania liniowego na zakładkę zestawiono w tab.2.
Tab.2. Orientacyjne parametry zgrzewania stali nisko węglowej
6
Techniki zgrzewania i zastosowania
Zgrzewanie oporowe liniowe w zależności od rodzaju
zgrzewanych konstrukcji może być prowadzone następującymi
technikami:
>
zgrzewanie na zakładkę, rys.7 i 8,
>
z rozwalcowaniem szwu, rys.9,
>
liniowo-doczołowe, rys.10
>
liniowo-garbowe, rys.11.
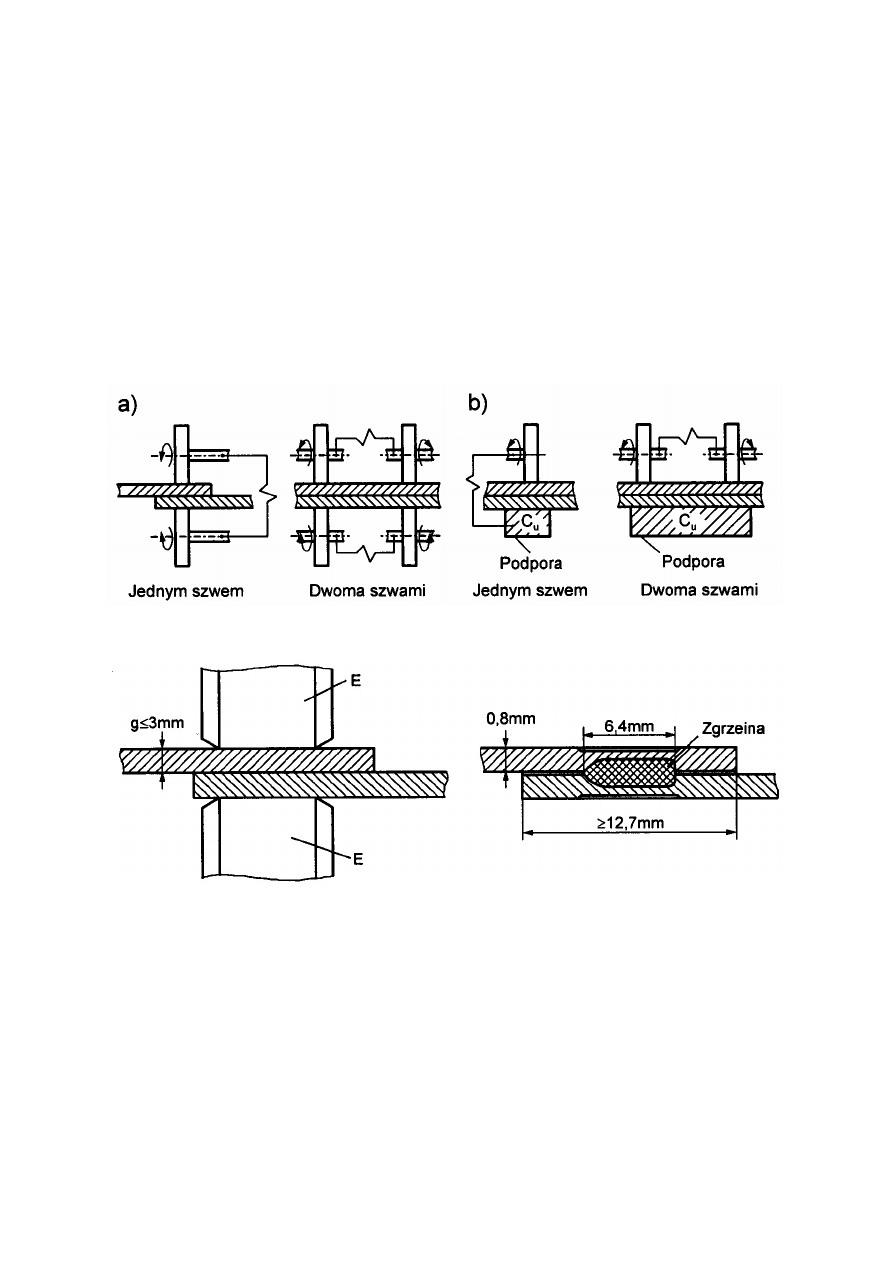
Rys.7. Techniki zgrzewania: a) dwustronne, b) jednostronne
Rys.8. Przebieg procesu zgrzewania oporowego liniowego na zakładkę wraz
z przykładowymi wymiarami złącza blach ze stali niskowęglowej; g -
grubość cieńszej ze zgrzewanych blach, E - elektroda krążkowa
Zgrzewanie na zakładkę jest stosowane do przedmiotów
płaskich lub z wywiniętymi kołnierzami, ze stali, niklu, aluminium
i stopów aluminium, stopów miedzi oraz tytanu i jego stopów, o
grubości do 3 mm. Możliwe jest połączenie jednocześnie trzech
blach.
7
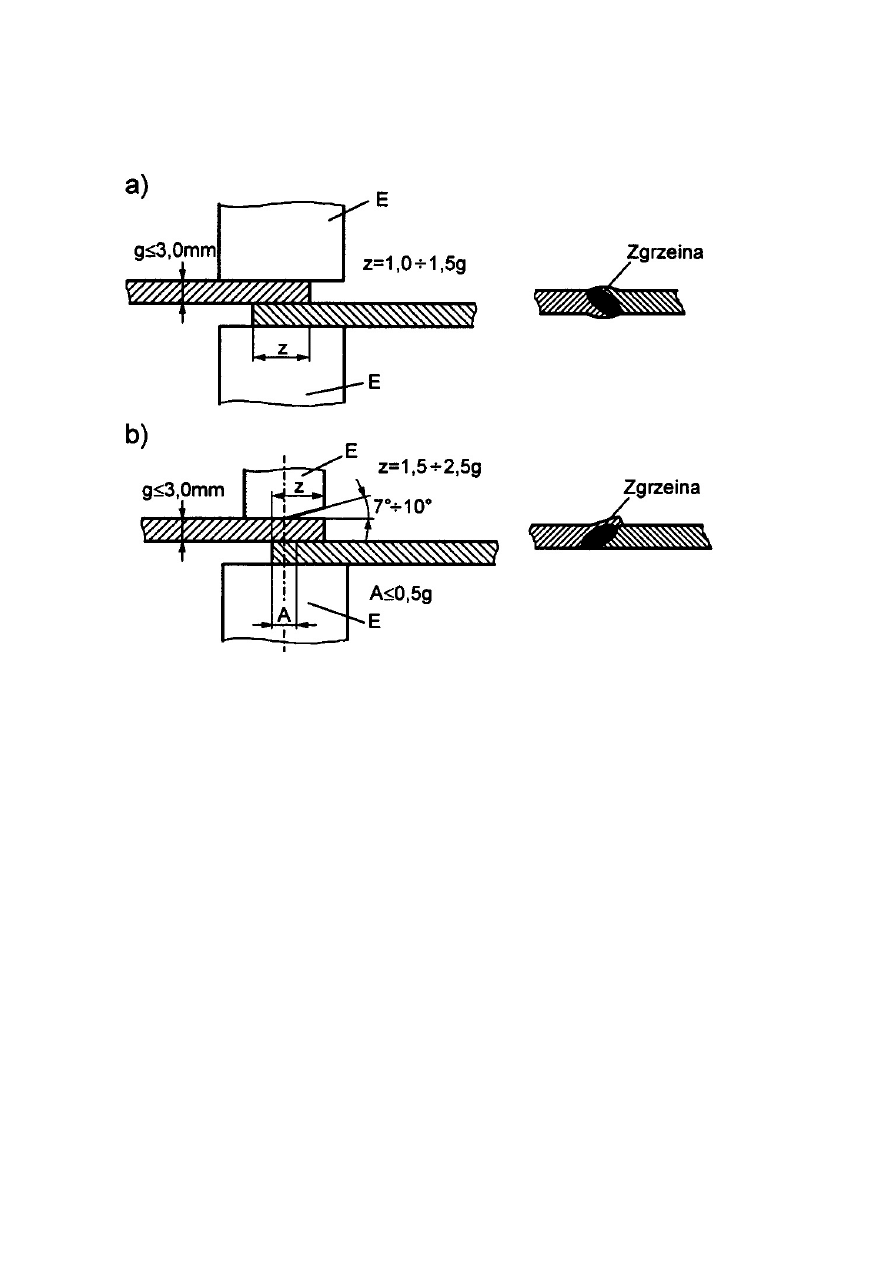
Rys.9. Przebieg procesu zgrzewania liniowego z rozwalcowaniem szwu:
a) dwustronne rozwalcowanie szwu, b) jednostronne rozwalcowanie szwu;
E - elektroda krążkowa o płaskiej powierzchni roboczej równej szerokości
elektrody, g - grubość cieńszej ze zgrzewanych blach, z - zakładka blach,
A - tolerancja dokładności ułożenia blach
Zgrzewanie liniowe z rozwalcowaniem szwu stosuje się do
blach ze stali niskowęglowych i niskostopowych walcowanych na
zimno oraz ze stali odpornych na korozję o grubości
do 3,0 mm
Metale nieżelazne nie mogą być zgrzewane tą techniką ze względu
na ich wąskie zakresy plastyczności. Stosowane np.
do produkcji
karoserii samochodowych.
Zgrzeina czołowa o grubości 10-25%
większej od grubości zgrzewanych części. Przedmioty dokładnie
zamocowane lub sczepione.
8
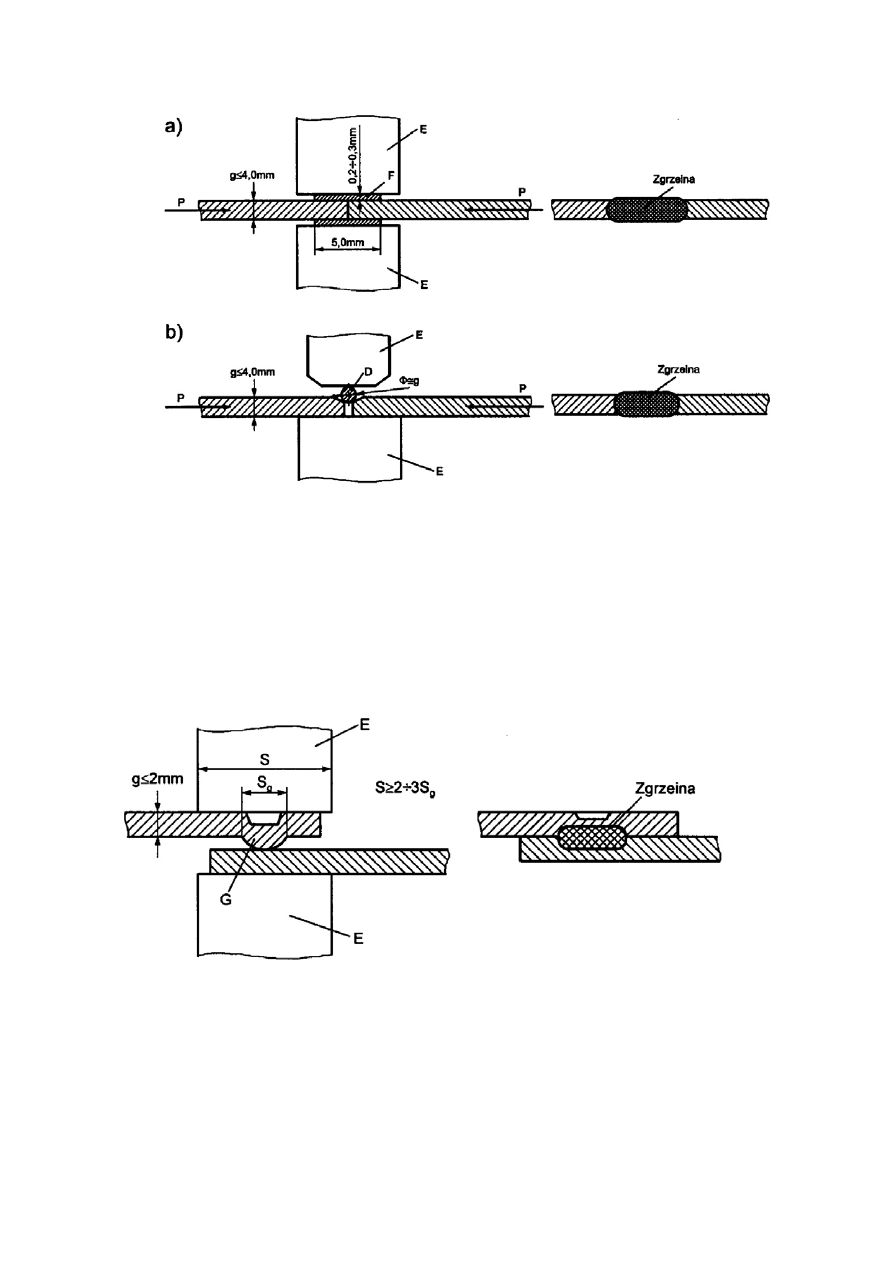
Rys.10. Przebieg procesu zgrzewania oporowego doczołowo-liniowego przy
użyciu taśmy (a) lub drutu (b); P - siła docisku przyrządu mocującego, E -
elektroda krążkowa o płaskiej powierzchni roboczej równej szerokości
elektrody, F-folia, D - drut, g - grubość zgrzewanych blach
Zastosowanie: przemysł samochodowy, tabor kolejowy -
połączenia o dużej wytrzymałości, gładkości i szczelności nadające
się do obróbki plastycznej.
Rys.11. Przebieg procesu zgrzewania oporowego liniowo-garb owego; E -
elektroda krążkowa o płaskiej powierzchni roboczej równej szerokości
elektrody, G - wytłoczony garb, Sg - szerokość garbu, S - szerokość
elektrody krążkowej, g - grubość cieńszej ze zgrzewanych blach
Nowa, ekonomiczna metoda zgrzewania blach z rożnych
metali o grubościach 0,05-4,0 mm.
9
Podsumowując, zgrzewanie liniowe stosuje się głównie tam
gdzie należy uzyskać połączenia szczelne – zbiorniki paliwowe,
sprzęt gospodarstwa domowego, radiatory samochody, wagony
itp. Proces nie pozwala dotychczas na łączenie blach grubych.
Przykłady połączeń podano na rys.12.
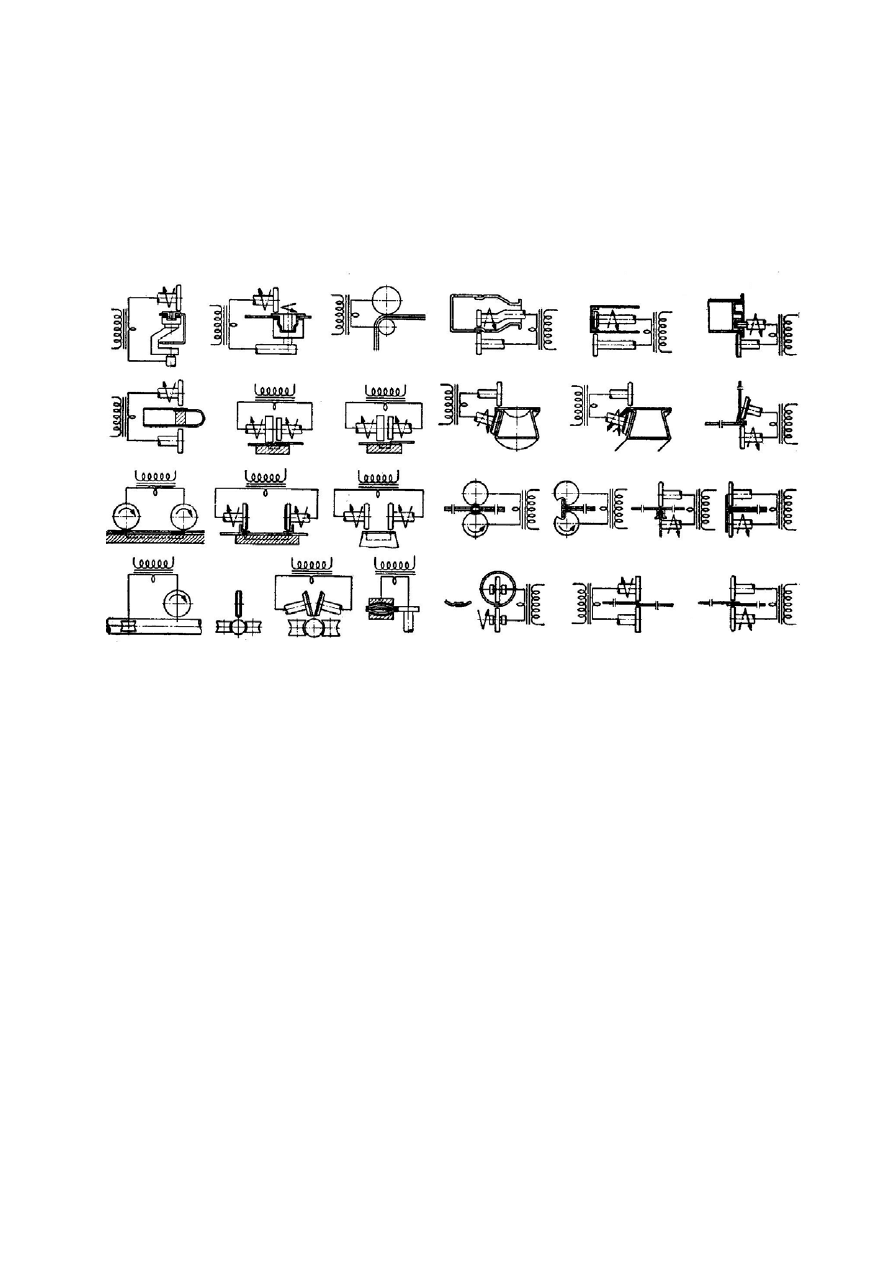
Rys.12. Przykłady połączeń zgrzewanych liniowo
Przygotowanie elementów do zgrzewania
Bez względu na rodzaj metalu i metodę, przy zgrzewaniu
liniowym obowiązuje obustronne czyszczenie powierzchni złącza
na szerokości co najmniej
20 mm
oraz wstępne sczepianie blach
zgrzeinami punktowymi rozmieszczonymi co
50-150 mm
zależnie
od grubości elementów. Przy sczepianiu złącze powinno być
umieszczone w odpowiednim przyrządzie, który umożliwia
dokładne ustawienie brzegów i wymiar zakładki.
10
Document Outline
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron