26
P
rzed przystąpieniem do właściwego zabezpieczenia
antykorozyjnego zarówno nowych, jak i remonto-
wanych konstrukcji stalowych mostów należy dokład-
nie przygotować zabezpieczaną powierzchnię celem
zapewnienia dobrej adhezyjności nakładanych systemów
antykorozyjnych. Z perspektywy minionych lat obserwuje
się postęp w dziedzinie automatyzacji procesów czysz-
czenia, stosowanych technik oraz materiałów. Jednak
sam mechanizm prowadzenia procesu nie uległ zmianie.
Poniżej opisano dawne i nowoczesne metody przygoto-
wania powierzchni konstrukcji stalowych na przykładzie
dwóch obiektów mostowych: remontowanego wiaduktu
kolejowego Warszawa – Terespol oraz nowo wytworzonej
konstrukcji – kładki dla pieszych nad torami PKP i Drogą
Gdyńską w Gdyni.
Dawne metody
W okresie międzywojennym oraz powojennym stoso-
wano metody czyszczenia konstrukcji stalowych z zasto-
sowaniem najprostszych narzędzi oraz sprzętu. Niestety,
rezultaty przygotowania powierzchni z wykorzystaniem
nieskomplikowanych technik nie były zadowalające.
Świadczy o tym przegląd zniszczeń powłok malarskich
na remontowanym wiadukcie kolejowym, na którym
w 90% zaobserwowano odchodzącą od podłoża powłokę
nawierzchniową oraz podkładową (fot. 1).
Metody te nie nadawały czyszczonej powierzchni od-
powiedniego profi lu chropowatości, powłoki malarskie
aplikowane na niezbyt starannie przygotowane podłoże
bardzo szybko ulegały delaminacji – wadzie charaktery-
zującej się utratą przyczepności powłok do podłoża (4).
W tym okresie stosowano najczęściej narzędzia do ręcz-
nego czyszczenia, tj.: ręczne szczotki stalowe wykonane
ze stali chromoniklowej, młotki, skrobaczki stalowe, iglice
stalowe, którymi usuwano z remontowanego obiektu
luźno przylegającą rdzę z miejsc trudno dostępnych.
Natomiast w latach 50. XX wieku zaczęto wdrażać nowsze
rozwiązania – czyszczenie za pomocą młotków pneuma-
tycznych, piaskownic, śrutownic bezpyłowych. Czysz-
czenie powierzchni konstrukcji stalowej piaskownicami
polegało na skierowaniu na zardzewiałą powierzchnię
strumienia piasku, śrutu żeliwnego lub korundu pod
ciśnieniem sprężonego powietrza. Śrutownice bezpyło-
we były udoskonalonym typem piaskownicy. Ich zaletą
było prawie całkowite odzyskiwanie śrutu i niezapylanie
otoczenia (3). Mechanizm działania tych śrutownic jest
bardzo zbliżony do obecnie istniejących komór śrutowni-
czych z recyrkulacją ścierniwa.
Nowoczesne metody
Przeprowadzając remont wiaduktu kolejowego Warszawa
– Terespol oraz oczyszczając nowo wytworzone elementy
stalowe konstrukcji kładki dla pieszych w Gdyni, zastoso-
wano tradycyjną metodę czyszczenia powierzchni oraz
jedną z nowszych technik przygotowania podłoży stalo-
wych z wykorzystaniem komory śrutowniczej pracującej
w obiegu zamkniętym.
Czyszczenie strumieniowo-ścierne
z otwartym obiegiem ścierniwa
Obróbka strumieniowo-ścierna z otwartym obiegiem
ścierniwa jest bardzo powszechną metodą przygotowa-
nia powierzchni pod powłoki ochronne zarówno w od-
niesieniu do nowych budów, jak i do renowacji pokryć.
Remontowany wiadukt kolejowy Warszawa – Terespol
przed przystąpieniem do zabezpieczenia antykorozyjne-
go poddano oczyszczeniu strumieniowo-ściernemu, sto-
sując żużel pomiedziowy. Jest to syntetyczne ścierniwo
mineralne wytworzone z żużla pochodzącego z procesu
wytapiania miedzi i powstałe w wyniku rozdrobnienia
w wodzie, osuszane i przesiewane, z udziałem lub bez
udziału procesów mechanicznego rozdrabniania (6).
W Polsce jest to obok piasku najczęściej używane
ścierniwo jednokrotnego użytku. Aktualnie piasek
kwarcowy pomimo faktu, iż doskonale rozwija struk-
turę geometryczną czyszczonej powierzchni, nadając
jej optymalną chropowatość, jest zastępowany prze-
ważnie żużlem pomiedziowym ze względów zdrowot-
nych (cząstki krzemionki osadzają się w pęcherzykach
płucnych, powodując w skrajnych przypadkach krze-
micę). Stosując czyszczenie remontowanego wiaduktu
żużlem pomiedziowym, uzyskano stopień czystości
Sa 2
1
/
2
(bardzo dokładna obróbka strumieniowo-ścierna)
zgodnie z normą PN-EN ISO 8501-1:2008. Jednak należy
zaznaczyć, iż pomimo udoskonalenia technik obróbki
strumieniowo-ściernej przed przystąpieniem do właści-
wego czyszczenia remontowanego obiektu stosowano
tradycyjne narzędzia ręczne, tj. młotki i szczotki stalowe,
aby usunąć słabo przylegające produkty korozji z po-
wierzchni wiaduktu. Na fot. 3 przedstawiono proces
czyszczenia konstrukcji stalowej wiaduktu kolejowego
za pomocą żużla pomiedziowego.
Czyszczenie strumieniowo-ścierne
z zamkniętym obiegiem ścierniwa
Obróbkę strumieniowo-ścierną do wizualnie czystej
stali – Sa 3 – zastosowano do czyszczenia nowo wytwo-
rzonych elementów konstrukcji stalowej kładki w Gdyni.
Przytoczony stopień czystości był wymagany z uwagi
na konieczność, w późniejszym etapie, zabezpieczenia
konstrukcji cynkiem aplikowanym na powierzchnię meto-
dą natrysku cieplnego. Proces czyszczenia przeprowadzo-
no w komorze śrutowniczej wyposażonej w nowoczesny
system recyrkulacji ścierniwa – śrutu staliwnego, który
przechodzi przez układ seperatorów i fi ltrów, po czym za-
wracany jest ponownie do obiegu. Cały proces sterowany
był przez komputer, rejestrujący m.in. czas pracy oczysz-
czarek. Obróbka taka umożliwiła uzyskanie wymaganego
w Szczegółowej Specyfi kacji Technicznej profi lu chropo-
watości powierzchni 50-70 μm. Ponadto jest to proces
w pełni kontrolowany, eliminujący całkowicie zapylenie.
Czyszczenie strumieniowo-ścierne z zastosowaniem
w pełni skomputeryzowanej komory śrutowniczej (fot. 2)
jest doskonałym przykładem postępu w dziedzinie prac
antykorozyjnych.
Antykorozja
– tradycja i nowoczesność
mgr inż. Hanna Żarek
Zakład Robót Mostowych „KORMOST”
Bydgoszcz
Niniejszy artykuł
poświęcono przed-
stawieniu zagad-
nień dotyczących
udoskonalonych
systemów
antykorozyjnych
zastosowanych
na remontowanym
wiadukcie kolejo-
wym linii nr 2
Warszawa –
Terespol oraz
kładce dla
pieszych w Gdyni.
W artykule
zaprezentowano
również dawne
techniki przygo-
towania podłoży
stalowych obiek-
tów mostowych
w zestawieniu
z obecnie stoso-
wanymi metodami.
Inwestorem
remontu wiaduktu
kolejowego były
Polskie Linie
Kolejowe S.A.,
w imieniu których
działał Zakład
Linii Kolejowych
w Warszawie,
natomiast inwe-
storem budowy
kładki dla pieszych
była Gmina Miasta
Gdyni z siedzibą
przy al. Marszałka
Piłsudskiego
w Gdyni.

m o s t y
m a t e r i a ł y i t e c h n o l o g i e
27
Nowoczesne systemy
a tradycyjne materiały
Obecnie producenci materiałów antykorozyjnych –
głównie farb – prześcigają się w prezentowaniu najroz-
maitszych systemów malarskich, które mają coraz dosko-
nalszy skład chemiczny, przyczyniający się do wzrostu
trwałości zabezpieczenia antykorozyjnego. W niniejszym
opracowaniu przytoczone zostaną systemy epoksy-
dowo-poliuretanowe, które wykorzystano do ochrony
antykorozyjnej dwóch obiektów będących tematem
przewodnim niniejszego artykułu: remontowanego
wiaduktu kolejowego linii nr 2 Warszawa – Terespol
oraz nowo wytworzonej konstrukcji stalowej kładki dla
pieszych w Gdyni. Te nowoczesne materiały ochronne
zostały przeciwstawione dawniej stosowanym wyrobom
malarskim, którymi zabezpieczono przed remontem
wiadukt kolejowy.
Wiadukt kolejowy
Warszawa – Terespol
Wiadukt kolejowy przed remontem był zabezpieczony
farbą podkładową przeciwrdzewną miniową. Skład tej
farby oparty był na minii ołowianej, której jest aż 60%
wszystkich barwideł. Spoiwem był czysty pokost lniany,
który najbardziej gwarantował dobre przyleganie farby
miniowej do powierzchni stali (3). Farba miniowa została
wycofana z produkcji na skutek działań proekologicznych,
ponieważ zawierała toksyczne pigmenty, które zastąpio-
no pigmentami fosforanowymi. Najszersze zastosowa-
nie w farbach antykorozyjnych znalazł fosforan cynku
(od 1965 r.) (5) zamiast minii ołowiowej. Na warstwę
podkładową nałożono farbę chlorokauczukową (jako po-
włokę nawierzchniową), którą aktualnie bardzo rzadko się
stosuje ze względu na możliwą destrukcję z wydzieleniem
chlorowodoru, dużą zawartość rozpuszczalników oraz
tworzenie powłok cienkowarstwowych.
Tendencje światowe wskazują na coraz mniejsze zna-
czenie tego rodzaju farb ze względów ekologicznych
– konieczność ograniczenia emisji rozpuszczalników
do atmosfery (2). Jako alternatywne rozwiązanie w sto-
sunku do popularnych dawniej farb chlorokauczukowych
typuje się np. wyroby akrylowe. Podczas renowacji wia-
duktu kolejowego zastosowano udoskonalone wyroby
lakierowe epoksydowo-poliuretanowe. W skład systemu
antykorozyjnego weszły:
– warstwa gruntująca – dwuskładnikowa, dobrze zwilża-
jąca i penetrująca podłoże farbą epoksydową o dużej
zawartości części stałych, wykazuje odporność na ście-
ranie, wodę oraz rozpuszczalniki; grubość warstwy
po utwardzeniu: 100 μm;
– warstwa pośrednia, również dwuskładnikowa żywi-
ca epoksydowa z wysoką zawartością cząstek stałych,
odporna na chemikalia, wodę, różniąca się jedynie
odcieniem od warstwy gruntującej; grubość warstwy
po utwardzeniu wyniosła 100 μm;
– warstwa nawierzchniowa – dwuskładnikowa farba po-
liuretanowa z półpołyskiem, odporna na UV, ścieranie,
bardzo dobrze przyczepna do podłoża, pozbawiona
szkodliwych dla zdrowia i środowiska związków che-
micznych, ponadto charakteryzuje się doskonałą ela-
stycznością i w przeciwieństwie do dawniej stosowa-
nych farb nawierzchniowych doskonale zachowuje
kolor, co jest bardzo istotne ze względów estetycznych;
grubość warstwy po utwardzeniu: 60 μm.
1.
fot
. ar
chiwum fi
rm
y „GO
TO
WSKI”
BKiP Sp
. z o
.o
. By
dgosz
cz
Fot.1. Pozostałości starych powłok
przed remontem wiaduktu
kolejowego
Pozostałości farby chlorokau-
czukowej (nawierzchniowej)
Pozostałości minii ołowiowej
(farby podkładowej)

28
Te dwa rodzaje farb antykorozyjnych, aplikowane jako
grunt i warstwa pośrednia, doskonale zastępują minię
ołowiową, która pomimo dobrej adhezyjności do podłoża
stalowego była szkodliwa dla aplikujących ją malarzy.
Materiały te doskonale penetrują gorzej przygotowane
podłoża i posiadają doskonałą zwilżalność oczyszczonej
powierzchni w przeciwieństwie do minii ołowiowej,
dzięki czemu zostały wykorzystane jako zabezpieczenie
antykorozyjne remontowanego obiektu. Ponadto zasto-
sowanie małocząsteczkowych żywic epoksydowych oraz
małocząsteczkowych utwardzaczy aminowych pozwoliło
na ograniczenie lub wyeliminowanie rozpuszczalników
z farb epoksydowych. Stosując te udoskonalone wyro-
by lakierowe, redukuje się lotne substancje organiczne
(VOC), będące głównym zagrożeniem dla środowiska.
Na fot. 4 zaprezentowano wiadukt kolejowy po renowacji.
Kładka dla pieszych w Gdyni
Wytworzona konstrukcja stalowa kładki dla pieszych
w Gdyni została zabezpieczona zgodnie ze Szczegółową
Specyfi kacją Techniczną nie tylko wyrobami malarskimi,
ale również jako grunt zastosowano cynk aplikowany
na oczyszczoną powierzchnię metodą natrysku cieplne-
go. Jest to technika bardzo często stosowana, szczegól-
nie na polskich obiektach mostowych. U nas w kraju
wprowadzono tę metodę eksperymentalnie do ochrony
jednostek pływających, a od 1956 r. rozpoczęto meta-
lizowanie stalowych zamknięć wodnych, a następnie
i mostów (1).
Mechanizm prowadzenia procesu metalizacji nie uległ
z upływem lat zmianie. Nastąpił znaczący rozwój w kie-
runku unowocześnienia sprzętu używanego do natrysko-
wego cynkowania. W procesie tym materiał powłokowy
w postaci dwóch drutów uległ stopieniu w powstającym
pomiędzy nimi łuku elektrycznym. Za pomocą strumienia
powietrza stopiony metal został rozpylony i naniesiony
na powierzchnię. Wyżej wymieniona metoda natryski-
wania cieplnego (metoda łukowa), pomimo iż wymaga
drogiego sprzętu, jest aktualnie bardzo powszechnie
stosowana. Doskonale nadaje się do nakładania powłok
cynkowych na duże i proste powierzchnie, dlatego
wykorzystano ją do zabezpieczenia nowo wytworzonej
konstrukcji stalowej kładki dla pieszych w warunkach
warsztatowych.
Warto zauważyć, że przy powłokach natryskiwanych
cieplnie najważniejszą sprawą jest stan czystości po-
wierzchni stali przed ich nakładaniem. Wymagany jest
stopień Sa 3 (obróbka strumieniowo-ścierna do wizualnie
czystej stali) wg normy PN-EN ISO 8001-1, PN-EN 22063
oraz normy PN-H-0468. Norma PN-EN 13507 dopuszcza
stopień Sa 2
1
/
2
(bardzo dokładna obróbka strumieniowo-
ścierna) dla powłok o grubości do 200 μm (5). W związku
z powyższym metodą tą zabezpieczono elementy stalo-
we kładki dla pieszych w Wytwórni, gdzie bardzo łatwo
można było uzyskać wymagany stopień czystości po-
wierzchni Sa 3. Na budowach, podczas przeprowadzania
renowacji obiektów mostowych, nie zaleca się metalizacji
z uwagi na niedokładność przygotowania podłoża stalo-
wego, szczególnie w miejscach trudno dostępnych, gdzie
można uzyskać jedynie stopień Sa 2 (dokładna obróbka
strumieniowo-ścierna).
Powłoka cynkowa jest porowata i wymaga uszczelnienia
porów. Brak doszczelnienia powłoki cynkowej może
powodować pęcherzenie spowodowane uwalnianiem
się powietrza zgromadzonego w porach powłoki cynko-
wej. Porowatość powłok cynkowych związana jest z ich
właściwościami ochronnymi. Im powłoki są cieńsze, tym
ważniejszy staje się ten parametr (5). Porowatość powłok
wpływa na zużycie środka uszczelniającego, co często
wywołuje konfl ikty między producentem farb i fi rmą
wykonawczą. Warto przy okazji zaznaczyć, iż przykład
realizacji inwestycji na terenie Niemiec, dotyczącej
zabezpieczenia antykorozyjnego dwóch wiaduktów
kolejowych, dowiódł, że metalizację zastępuje się bardzo
często nowoczesnymi systemami malarskimi. Zamiast
cynku aplikowanego metodą natrysku cieplnego
zastosowano 2 rodzaje materiałów malarskich. Pierwszy
z nich to kopolimer epoksydowy z dużą zawartością pyłu
fot
. ar
chiwum fi
rm
y „GO
TO
WSKI”
BKiP Sp
. z o
.o
. By
dgosz
cz
Fot. 2. Stacjonarna komora śrutownicza
z systemem recyrkulacji ścierniwa
Fot. 3. Czyszczenie strumieniowo-ścierne
części górnej wiaduktu kolejowego
Fot. 4. Wiadukt kolejowy po renowacji powłok
antykorozyjnych
2.
3.
4.
m o s t y
m a t e r i a ł y i t e c h n o l o g i e
29
cynkowego (powyżej 92% w suchej warstwie), niską
zawartością rozpuszczalników. Grunt ten jest elementem
składowym tzw. ciężkiej korozji, szczególnie zalecany
do zabezpieczania konstrukcji stalowych w silnie agre-
sywnym środowisku przemysłowym narażonym na ob-
ciążenia mechaniczne. Drugi – jest materiałem epoksy-
dowym zawierającym fosforan cynku, mniej odpornym
na uszkodzenia mechaniczne od epoksydu z pyłem
cynkowym. Na wyżej wymienione grunty naniesiono
między innymi epoksyd modyfi kowany polimerem,
zawierający w swoim składzie chemicznym mikę żelazną,
mogący stanowić jednocześnie grunt, międzywarstwę
i powłokę nawierzchniową. Przytoczone wyżej udo-
skonalone wyroby malarskie zastosowane na obiekcie
w Niemczech świadczą o różnorodnych rozwiązaniach
antykorozyjnych.
Po wykonaniu metalizacji o grubości 200 μm na elemen-
tach konstrukcji stalowej kładki dla pieszych w Gdyni
naniesiono odpowiednio dobrany do warstwy cynku sys-
tem malarski, który składał się z następujących materiałów
antykorozyjnych:
– Warstwa doszczelniająca powłokę cynkową – niskoczą-
steczkowa farba epoksydowa, którą naniesiono w cią-
gu 4 godzin od zakończenia metalizacji. Uszczelniacz
ten całkowicie wyparł z powłoki cynkowej powietrze,
zamknął jej pory i dzięki temu była możliwa aplika-
cja kolejnych powłok. Należy zwrócić uwagę na fakt,
iż ilość nanoszonego środka uszczelniającego musi być
znikoma, gdyż za gruba powłoka może przyczynić się
do osłabienia całego systemu antykorozyjnego. War-
stwa doszczelniająca jest niemierzalna.
– Warstwa pośrednia (tzw. międzywarstwa) – w skład
której weszła dwuskładnikowa farba epoksydowa za-
wierająca aluminiowe wypełniacze płatkowe, talk oraz
błyszcz żelaza. Materiał ten jest niestety nieodporny
na zjawisko kredowania – występowania na powłoce
luźno przylegającego drobnego proszku, wywołane de-
gradacją jednego lub wielu jej składników (4); grubość
warstwy po utwardzeniu – 150 μm.
Piśmiennictwo
1. Bogucki W.: Budownictwo
stalowe – część 1. Warsza-
wa 1976.
2. Chmielewski A.: Zabezpie-
czanie przeciwkorozyjne
konstrukcji stalowych – po-
włoki malarskie. Wrocław
1997.
3. Grembowicz W.: Poradnik
robotnika wykwalifi kowa-
nego. Malarz mostów sta-
lowych i znaków drogo-
wych. Warszawa 1969.
4. Królikowska A.: Projektowa-
nie i nadzór nad wykona-
niem zabezpieczeń antyko-
rozyjnych na konstrukcjach
stalowych – kurs 3 stopnia.
Warszawa 2009.
5. Królikowska A.: Projekto-
wanie i nadzór nad wy-
konaniem zabezpieczeń
antykorozyjnych na kon-
strukcjach stalowych –
kurs 2 stopnia. Warszawa
2010.
6. PKN.2000.PN-EN ISO
11126-3. Przygotowanie
podłoży stalowych przed
nakładaniem farb i podob-
nych produktów. Wyma-
gania techniczne dotyczą-
ce niemetalowych ścierniw
stosowanych w obróbce
strumieniowo-ściernej. Żu-
żel pomiedziowy.
– Warstwa nawierzchniowa – materiał na bazie poliure-
tanów alifatycznych, posiadający przede wszystkim
odporność na kredowanie i wysoką trwałość barw. Na-
leży on do wyrobów typu high solids – o zwiększonej
zawartości substancji stałych (72% wag. składników
stałych). Ponadto spełnia ona – pod względem VOC
– nawet najbardziej rygorystyczne wymagania
(ok. 340 g/l); grubość warstwy po utwardzeniu – 60 μm.
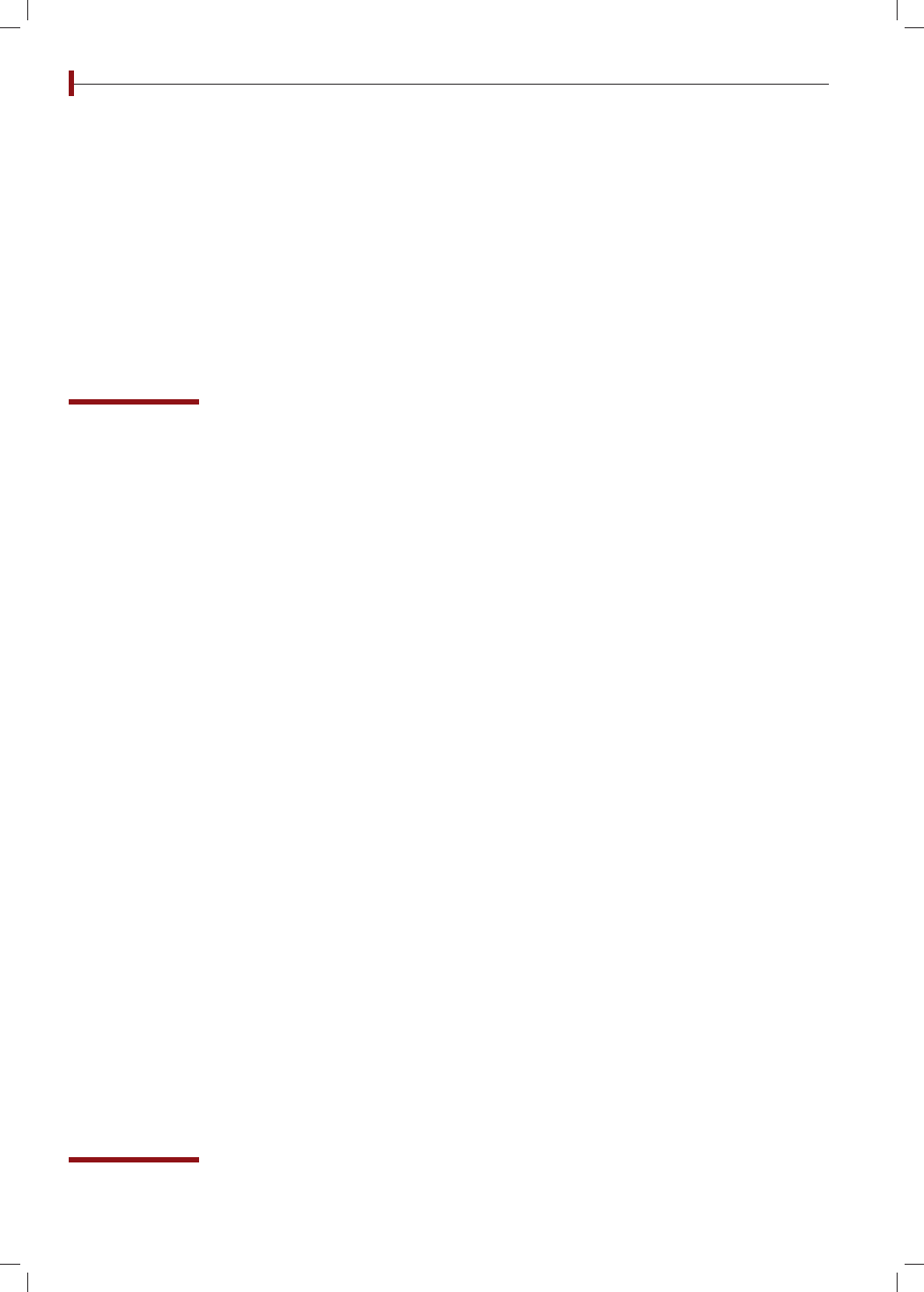
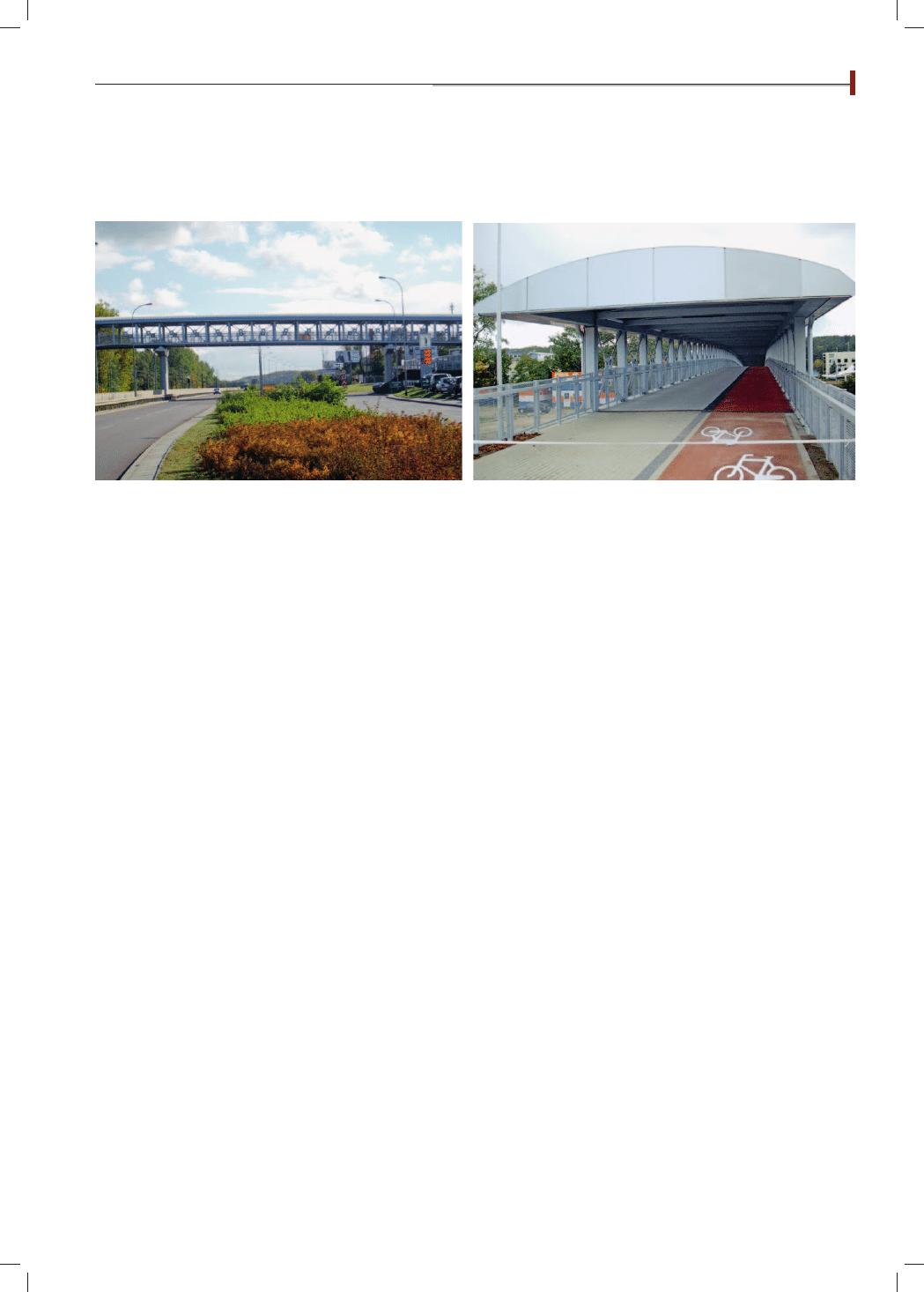
Na fot. 5a i b przedstawiono kładkę dla pieszych w Gdyni
po montażu i aplikacji powłok antykorozyjnych.
Przy okazji omawiania nowoczesnych systemów anty-
korozyjnych warto również wspomnieć o metodach ich
aplikacji na obiektach mostowych. Powłoki malarskie apli-
kowano na oczyszczoną powierzchnię, stosując najpręż-
niej rozwijającą się technikę – natrysk hydrodynamiczny
bezpowietrzny. W okresie międzywojennym i powojennym
technika ta nie była tak rozpowszechniona. Stosowano
najprostsze modele aparatów do natrysku powietrznego,
niestety nie znano wówczas metody bezpowietrznej – hy-
drodynamicznej aplikacji farb. W związku z tym nakładano
jedynie cienkie powłoki, a co za tym idzie – uzyskiwano
małą wydajność procesu oraz słabe właściwości ochronne
powłok. W latach późniejszych zaczęto już stosować apa-
raty do natrysku bezpowietrznego membranowe (zasto-
sowanie do lat 90. XX wieku). Pod koniec lat 90. stosowano
już dość powszechnie pompy tłokowe nurnikowe, które
wykazywały tendencję rozwojową.
Podsumowanie
Analizując rozwój antykorozji stalowych obiektów
mostowych, stwierdza się z perspektywy kilkudziesięciu
lat znaczący postęp w dziedzinie automatyzacji prac
antykorozyjnych, metod aplikacji powłok ochronnych.
Udoskonalono systemy malarskie, ograniczając przede
wszystkim emisję bardzo szkodliwych dla zdrowia i śro-
dowiska związków chemicznych (toksycznych pigmen-
tów), lotnych substancji organicznych (VOC) poprzez
zastosowanie bezrozpuszczalnikowych wyrobów typu
high solids o wysokiej zawartości części stałych.
fot
. ar
chiwum fi
rm
y „GO
TO
WSKI”
BKiP Sp
. z o
.o
. By
dgosz
cz
Fot. 5. Widok konstrukcji stalowej kładki
dla pieszych w Gdyni po aplikacji
powłok antykorozyjnych
5a.
5b.
Wyszukiwarka
Podobne podstrony:
Od naśladownictwa rzeczywistości do?formacji tradycja i nowoczesność w literaturze XX wieku
tradycja i nowoczesnosc w literaturze xx wieku XBQGYV3SUOUZ5AO6H6XYG3RV3LERID7K5XV3M3A
Mosty – Tradycja i Nowoczesność
Tradycyjne i nowoczesne struktury organizacyjne, socjologia 3 rok, Socjologia organizacji
Tradycja i nowoczesność w literaturze XX wieku, matura, matura ustna, matura
Zaprawy tradycja i nowoczesność
Pilęgnacja włosów tradycyjnie i nowocześnie pokazać czy coś takiego może być
Nie łączyć tradycji z nowoczesnością 2
9 Cechy społeczeństwa tradycyjnego i nowoczesnego
Protokol Dyplomatyczny Miedzy tradycja a nowoczesnoscia
Tradycyjne i nowoczesne metody oceny
rynek tradycyjny i nowoczesny
Społeczeństwo tradycyjne a nowoczesne tabela
wykład RELACJA MIĘDZY TRADYCJĄ A NOWOCZESNOŚCIĄ
MODEL KOMPLEMENTARNEGO DWURODZICIELSTWA WSPARCIEM W ŁĄCZENIU TRADYCYJNYCH I NOWOCZESNYCH RÓL KOBIECY
Mikołajuk, Lidia British Council tradycyjne i nowoczesne formy działalności (2012)
więcej podobnych podstron