Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
1
Przykład programowania PLC w języku drabinkowym - ćwiczenie 6
1. Cel ćwiczenia
Zapoznanie się z podstawowymi elementami języka drabinkowego i zasadami
programowania Programowalnych Sterowników Logicznych (Programmable Logic
Controller). W ramach ćwiczenia studenci wykonują przykładowe programy na sterownikach.
2. Wykaz aparatury
• Sterownik programowalny typu FX3U firmy Mitsubishi
• Panel operatora firmy Proface
• Oprogramowanie narzędziowe Melsoft FX-TRN-BEG
3. Podstawy programowania w języku drabinkowym
W programie FX Trainer wypieramy przykład F-6. Aby zobaczyć całe urządzenie w opcji
Help wybieramy Guidance aby przejść do edycji programu wciskamy Edit Ladder
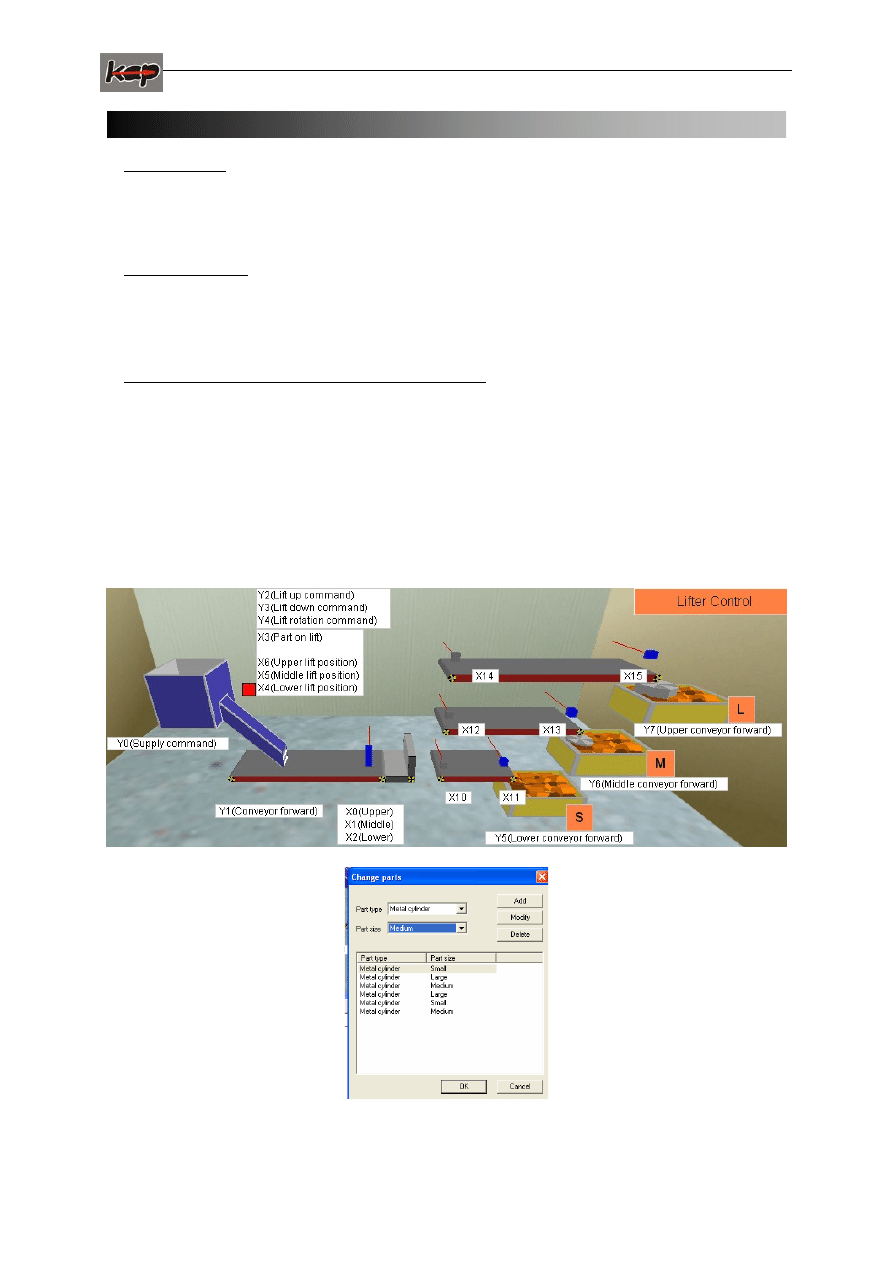
Naszym zadaniem jest napisanie programu obsługi poniższego obiektu. Wyroby z podajnika
(Y0) mają być przetransportowane do pojemników L, M, S w zależności od ich wielkości. Do
wykrywania wielkości mamy trzy czujniki optyczne X0, X1, X2. Pozycja wózka wykrywana
jest czujnikami dwustanowymi X4, X5, X6. Do załączania taśmociągów służą wyjścia Y5,
Y6, Y7 a do wykrywania obecności elementu na taśmociągu odpowiednio wejścia X10-X11,
X12-X13, X14-X15. Zakładamy, że taśmociągi transportujące załączone są tylko wtedy gdy
jest to potrzebne (element na taśmociągu)
Kolejność podawanych elementów i ich rodzaj można zmienić w opcji Edit / change parts
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
2
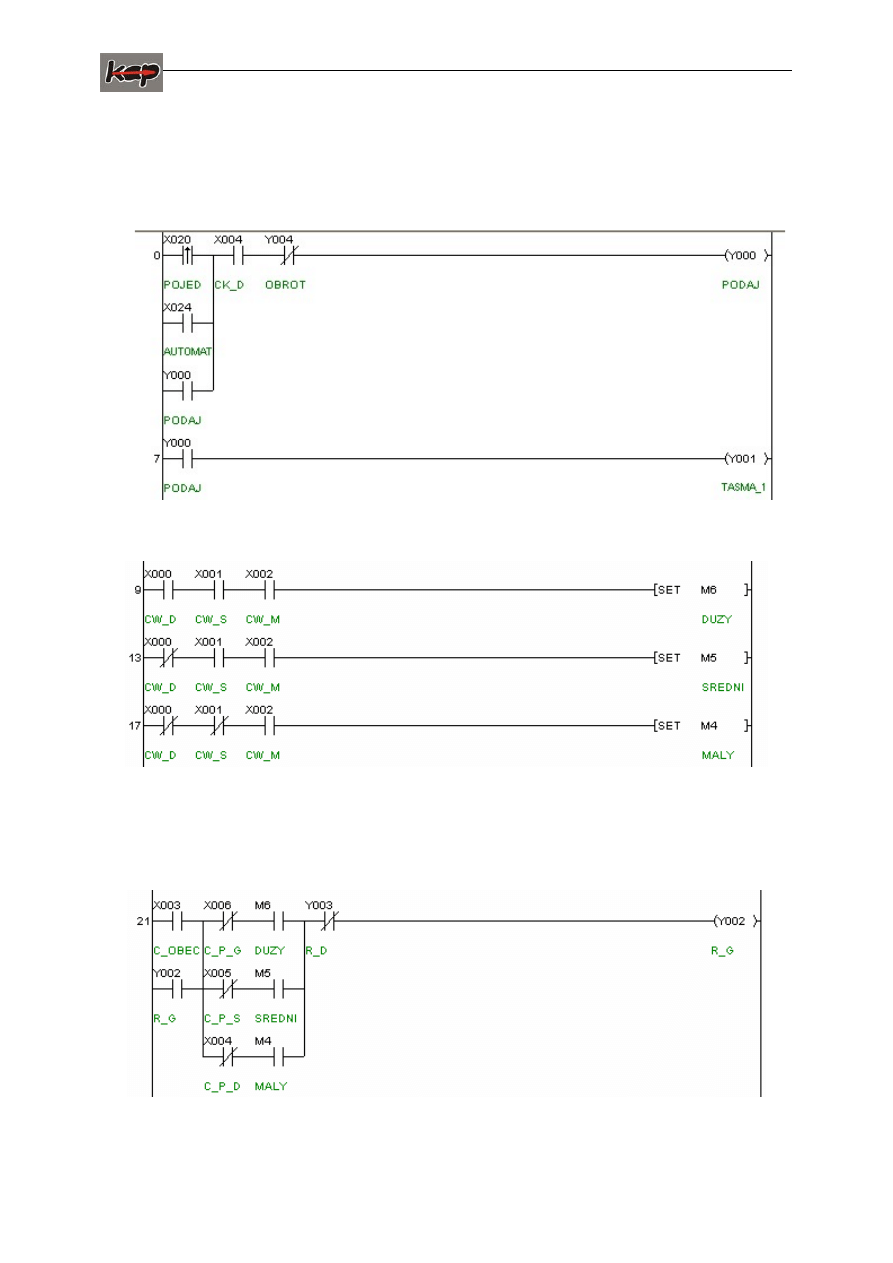
a) uruchomienie podajnika
Zakładamy, że uruchomienie podajnika (Y0=1) może nastąpić pod warunkiem, że
podnośnik znajduje się w dolnym położeniu (X4=1) oraz podnośnik nie jest odwrócony.
Jeżeli załączone jest wejście X24 to podawanie następuje automatycznie. Jeżeli wejście
X24 nie jest załączone to możemy wymusić podanie wyrobu ręcznie (X20). Jeżeli
włączony jest podajnik to również uruchomiony jest transporter (Y1)
Wyniki porównania musimy zapamiętać
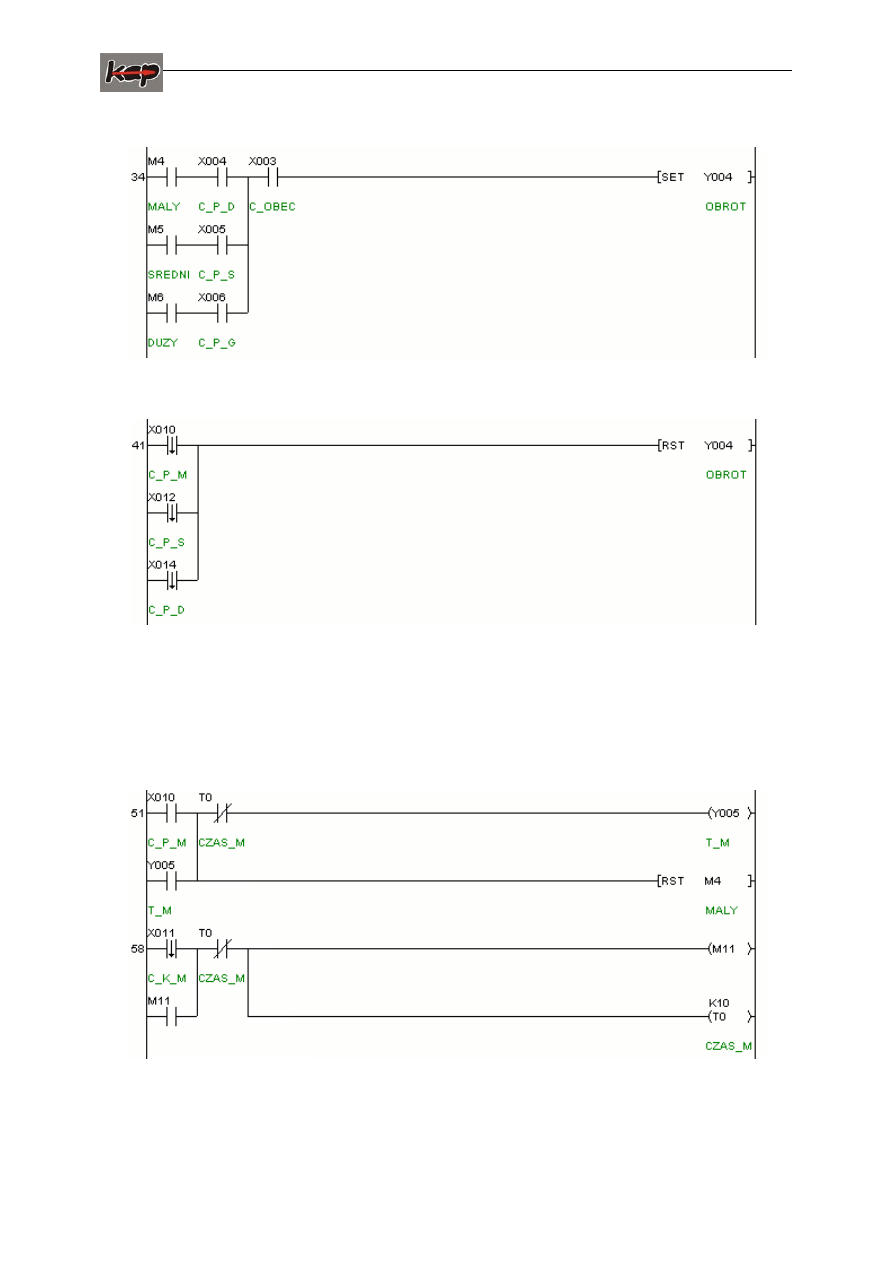
Jeżeli element znajduje się na platformie to uruchomiamy ruch do góry aż do osiągnięcia
odpowiedniego dla wielkości elementu czujnika krańcowego. W naszym przypadku ostatnia
linia NOT(X4) AND M4 nie jest potrzebna gdyż przenośnik małych elementów jest na tej
samej wysokości co podajnik.
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
3
Jeżeli element osiągnie zadaną pozycje (w zależności od zmierzonej wysokości) to załączamy
obrót (Y4).
Wyłączenie obrotu i powrót do pozycji wyjściowej ma nastąpić dopiero po
przetransportowaniu elementu za czujniki obecności elementu na taśmie
Zatrzymanie taśmy powinno nastąpić po przejściu elementu przez czujnik obecności na końcu
taśmy (załączenie w tym przypadku następuje dopiero jak element znajdzie się na taśmie
(X10) ale można to było zrobić wcześniej np. jak wykryliśmy wielkość elementu (M4)) .
Jeżeli element znajduje się na taśmie to kasujemy pamięć wielkości (M4). W związku z tym
że czujnik końca taśmy (X11) nie jest na samym końcu musimy opóźnić wyłączenie
taśmociągu (T0). X11 działa tylko przez chwilę stąd dodatkowy przekaźnik M11 do
podtrzymania.
Dla taśmy elementów średnich pokazano inny sposób załączenia i wyłączenia taśmy
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
4
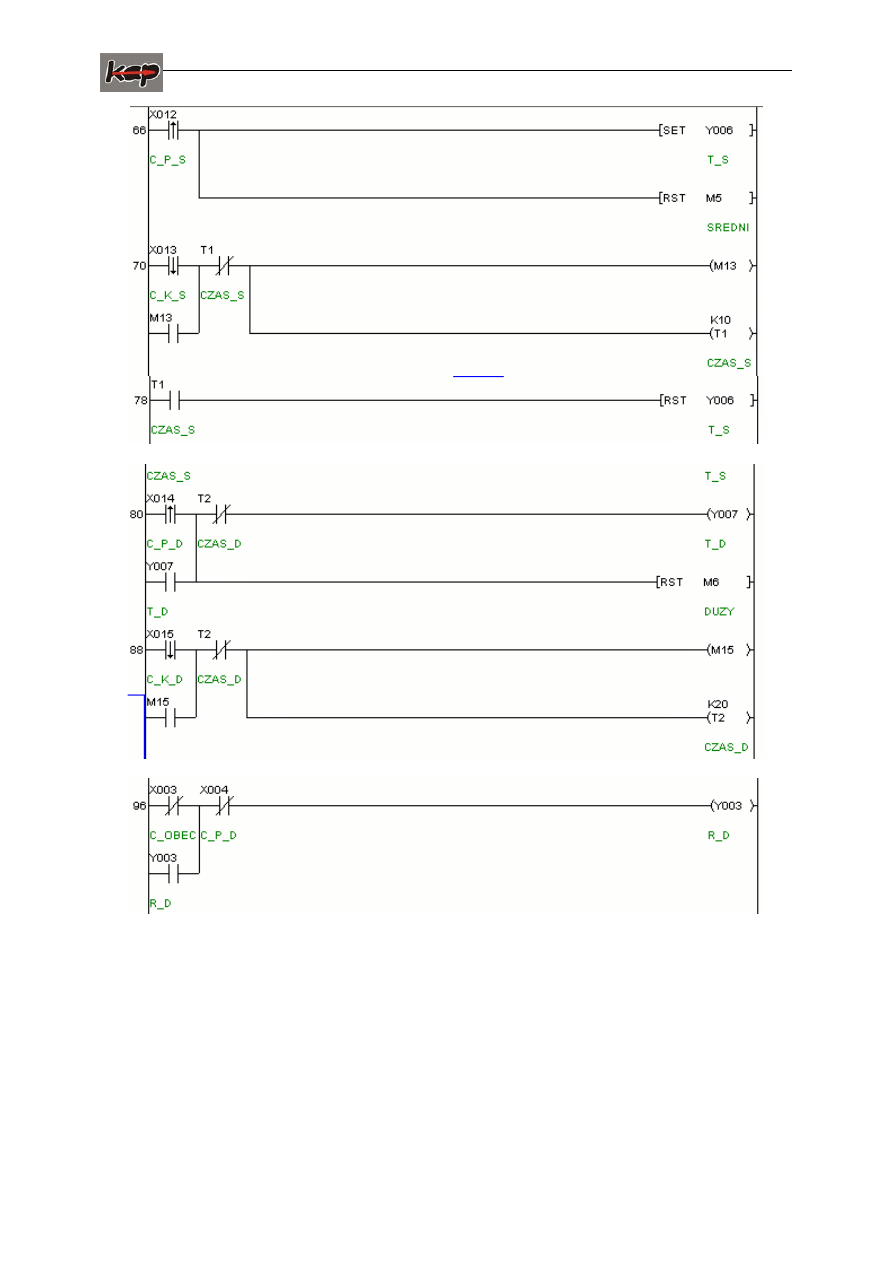
To samo dla elementów dużych
Jeżeli wypakowaliśmy element to możemy powrócić do pozycji dolnej
UWAGA
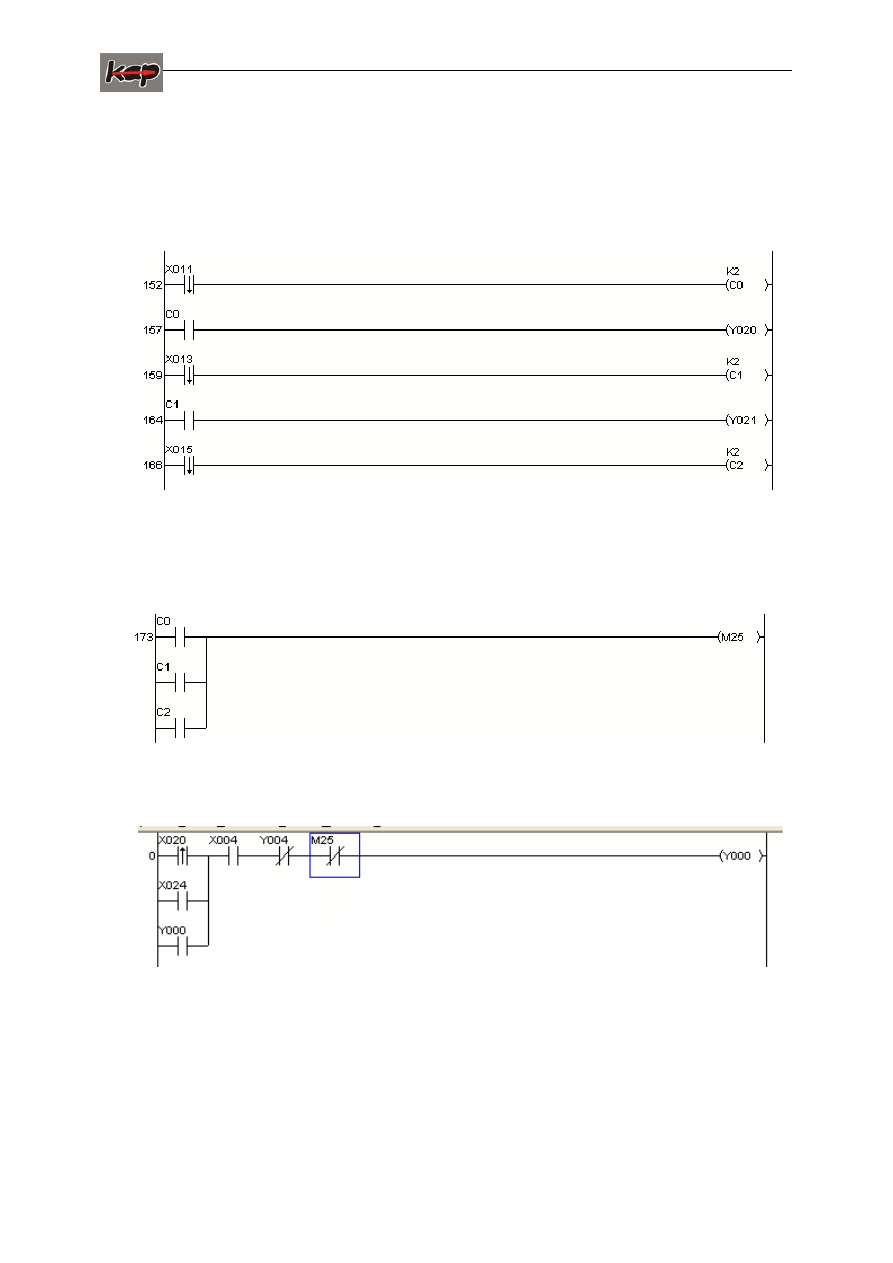
1. Zmodyfikuj program tak aby po załadowaniu trzech elementów zapaliły się lampki
odpowiednio: Y20 – 2 małe, Y21 – 2 średnie, Y22 –2 duże.
2. Jeżeli wszystkich elementów będzie przynajmniej 2 w każdym pudełku, to zatrzymaj
proces – ponowne uruchomienie wciśnięciem przycisku x21
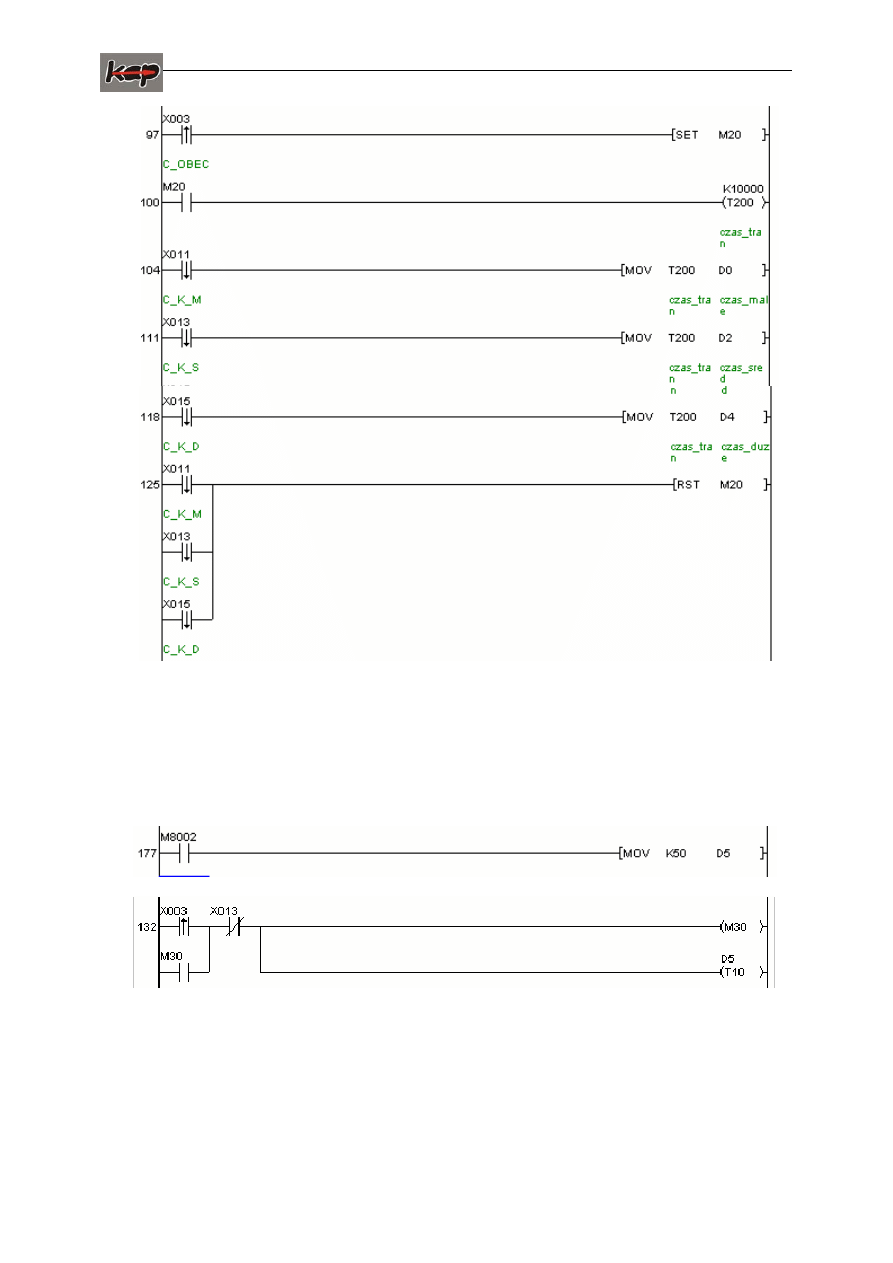
3. Zmierz czas potrzebny do transportu poszczególnych elementów od pojawienia się na
podnośniku do końca taśmy, zapisz czasy transportu odpowiednio do rejestrów D0,
D1, D2.
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
5
4. Włącz alarm jeśli czas transportu przekroczy wartość zadaną w rejestrze D5 (Y23 –
mruga 0.5s/0.5s) w takiej sytuacji należy zatrzymać podawanie
Ad. 1.
Zadanie to jest proste wystarczy podłączyć liczniki do czujników np. na końcu
poszczególnych przenośników
Ad. 2.
Aby wyłączyć podawanie musimy wygenerować nową zmienną, która będzie jedynką
jeżeli wszystkie liczniki będą aktywne. Aby można było ponownie uruchomić układ
musimy skasować liczniki.
Zmienna ta zablokuje podawanie następnych elementów (wpisujemy ją do już istniejącej
linii 0:
Ad.3
Poniżej pokazano przykładową wersję programu do pomiaru czasu transportu. Wadą tej
wersji jest to, że jeżeli następny element pojawi się na podnośniku przed zakończeniem
transportu poprzedniego to zmierzony czas wynosi 0. Aby poprawić ten błąd trzeba uzyć
więcej Timerów – zastanów się jak to zrobić
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
6
Ad 4
Jeżeli chcemy sprawdzić czy czas pomiędzy czujnikami obecności nie jest dłuższy od
zadanego to możemy wykonać to następująco. Jeżeli TIMER T10 zostanie uruchomiony
(załączony zostanie styk T10) to znaczy, że czas przejazdu jest dłuższy niż zadany w D5
a to może oznaczać, że przenośnik nie działa.
Do D5 powinniśmy wpisać wartość początkową np. gdy startuje sterownik (M8002)
Załączenie styku T10 powinno sygnalizować awarię i zatrzymywać podawanie
następnych elementów np.
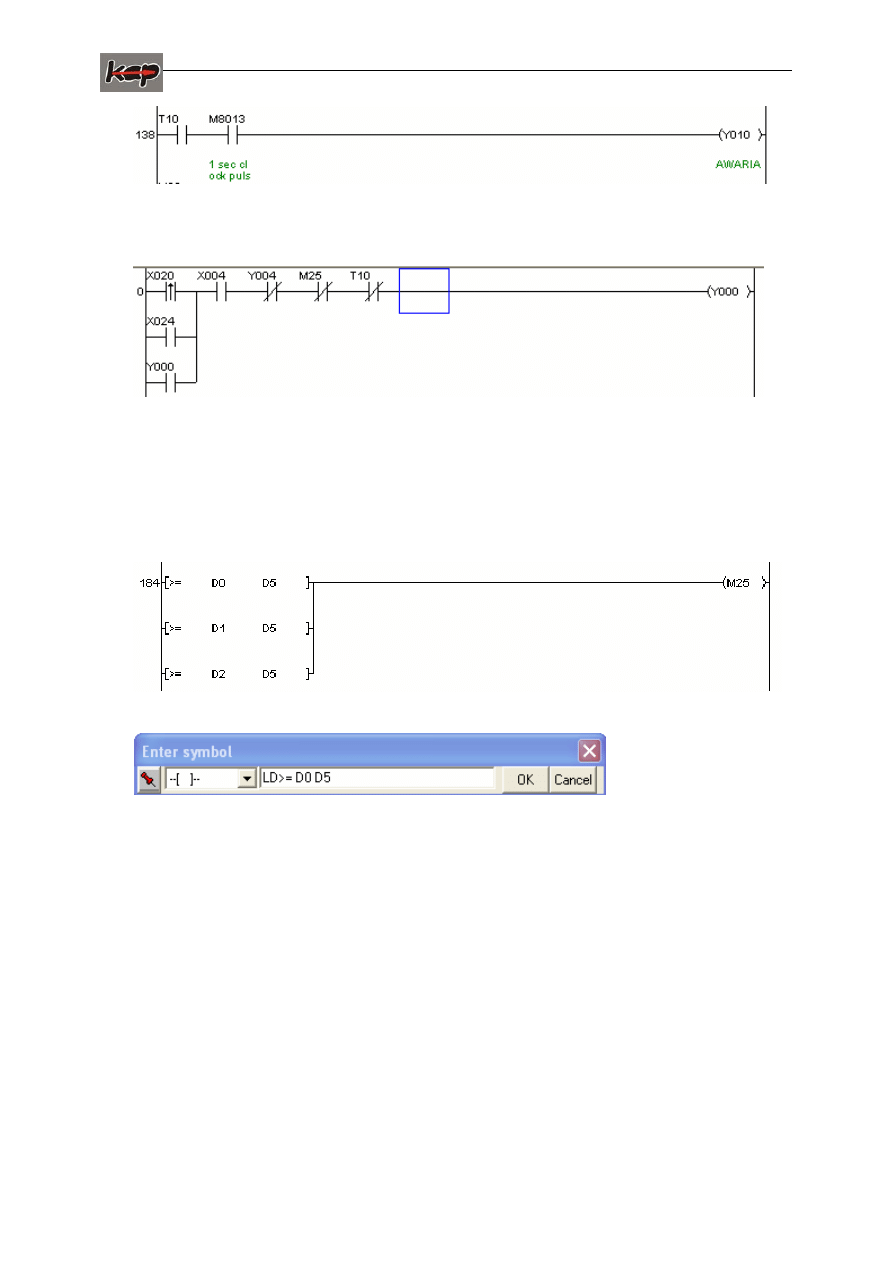
Sygnalizacja przerywanym sygnałem podłączonym do Y10
Podstawy programowania PLC - elementy języka drabinkowego
Wszystkie grafiki, zdjęcia, programy oraz treść instrukcji podlegają ochronie prawnej na mocy ustawy o prawie autorskim. Używanie ich w jakikolwiek sposób bez uprzedniego,
pisemnego zezwolenia wydanego przez AGH jest zabronione i może spowodować pociągnięcie do odpowiedzialności cywilnej i karnej w maksymalnym zakresie dopuszczalnym przez
prawo.
7
Bit M8013 jest generatorem impulsów o okresie 1 s (0.5/0.5s)
Przerwanie działania można zrealizować np. przez odcięcie załączenia Y0
Możemy również stykiem T0 załączyć przekaźnik pomocniczy (np. [SET M25]) i ten styk
podłączyć w linii 0 zamiast T10. W takim przypadku aby odblokować awarie musimy
skasować przekaźnik M25.
Możemy również wykorzystać komparatory (elementy porównujące bo wcześniej
zmierzyliśmy czasy
Komparator wpisujemy:
Pamiętać aby nie wykorzystywać wszystkich metod na raz.
Wyszukiwarka
Podobne podstrony:
nc cnc dnc plc id 316059 Nieznany
MED CW 7 PLC S7 swiatla id 2919 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
więcej podobnych podstron