
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jarosław Sadal
Wytwarzanie elementów maszyn 833[01].O1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Teresa Traczyk
mgr inż. Piotr Zarzyka
Opracowanie redakcyjne:
mgr inż. Jarosław Sadal
Konsultacja:
mgr inż. Jolanta Skoczylas
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 833[01].O1.05
„Wytwarzanie elementów maszyn”, zawartego w modułowym programie nauczania dla
zawodu mechanik maszyn i urządzeń drogowych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przyrządy pomiarowe i pomiary warsztatowe
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
13
4.2. Obróbka ręczna
14
4.2.1. Materiał nauczania
14
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
18
4.3. Obróbka mechaniczna
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
24
4.3.3. Ćwiczenia
25
4.3.4. Sprawdzian postępów
26
4.4. Połączenia nierozłączne i rozłączne
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
30
4.4.3. Ćwiczenia
30
4.4.4. Sprawdzian postępów
31
4.5. Połączenia ruchowe
32
4.5.1. Materiał nauczania
32
4.5.2. Pytania sprawdzające
33
4.5.3. Ćwiczenia
33
4.5.4. Sprawdzian postępów
34
4.6. Podstawowe rodzaje obróbki cieplnej i cieplno-chemicznej
35
4.6.1. Materiał nauczania
35
4.6.2. Pytania sprawdzające
40
4.6.3. Ćwiczenia
40
4.6.4. Sprawdzian postępów
41
4.7. Obróbka plastyczna
42
4.7.1. Materiał nauczania
42
4.7.2. Pytania sprawdzające
43
4.7.3. Ćwiczenia
43
4.7.4. Sprawdzian postępów
44
4.8. Przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska podczas wytwarzania elementów maszyn
45
4.8.1. Materiał nauczania
45
4.8.2. Pytania sprawdzające
46
4.8.3. Ćwiczenia
46
4.8.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wytwarzaniu elementów maszyn
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy wynikających z rodzaju wykonywanych prac. Przepisy te
poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
833[01].O1.04
Określanie materiałów konstrukcyjnych
i eksploatacyjnych stosowanych
w drogownictwie
833[01].O1.01
Stosowanie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska
833[01].O1.02
Posługiwanie się dokumentacją techniczną
833[01].O1.03
Stosowanie praw i pojęć z zakresu
mechaniki, mechatroniki oraz technologii
dróg
i mostów
833[01].O1.05
Wytwarzanie elementów maszyn
833[01].O1
Podstawy zawodu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć.
−
przygotowywać przybory kreślarskie i materiały rysunkowe,
−
odczytywać rysunki z uwzględnieniem wymiarowania,
−
rozpoznawać symbole graficzne i oznaczenia stosowane w rysunku technicznym,
−
odczytywać prostą dokumentację techniczną,
−
wykonywać szkice figur płaskich,
−
wykonywać szkice typowych części maszyn,
−
odczytywać parametry z tabel i katalogów
−
określać właściwości fizyczne, mechaniczne i technologiczne materiałów,
−
rozpoznawać metale nieżelazne i ich stopy,
−
rozpoznawać materiały niemetalowe,
−
opracowywać wyniki pomiarów z zastosowaniem technik komputerowych,
−
rysować proste schematy elektryczne,
−
odczytywać proste schematy elektryczne: blokowe, ideowe i montażowe,
−
dobierać tworzywa sztuczne,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej, ochrony
od
porażeń
prądem
elektrycznym
oraz
ochrony
środowiska obowiązujące
na stanowisku pracy,
−
dobierać i stosować odzież ochronną oraz sprzęt ochrony osobistej w zależności od
prowadzonych prac,
−
rozróżniać metalowe i niemetalowe materiały konstrukcyjne oraz materiały
eksploatacyjne,
−
stosować ogólne zasady bezpiecznej obsługi maszyn i urządzeń elektrycznych,
−
charakteryzować podstawowe procesy starzenia się i zużycia materiałów oraz części
maszyn.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć.
–
zorganizować stanowisko zgodnie z przepisami bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony środowiska,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas wykonywania pracy,
–
sklasyfikować przyrządy pomiarowe,
–
określić przeznaczenie typowych przyrządów pomiarowych,
–
dobrać przyrządy do pomiaru i sprawdzenia części maszyn,
–
wykonać podstawowe pomiary oraz opracować i zinterpretować wyniki pomiarów,
–
wykonać podstawowe operacje z zakresu obróbki ręcznej,
–
wykonać podstawowe operacje z zakresu obróbki mechanicznej,
–
scharakteryzować metody i techniki łączenia metali i materiałów niemetalowych,
–
wykonać typowe połączenia w sposób rozłączny lub nierozłączny,
–
wykonać typowe połączenia ruchowe części maszyn,
–
wyjaśnić istotę obróbki cieplnej i cieplno-chemicznej,
–
wyjaśnić istotę obróbki plastycznej,
–
odczytać dokumentację technologiczną,
–
sprawdzić jakość wykonanej pracy,
–
posłużyć się normami technicznymi i katalogami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Przyrządy pomiarowe i pomiary warsztatowe
4.1.1. Materiał nauczania
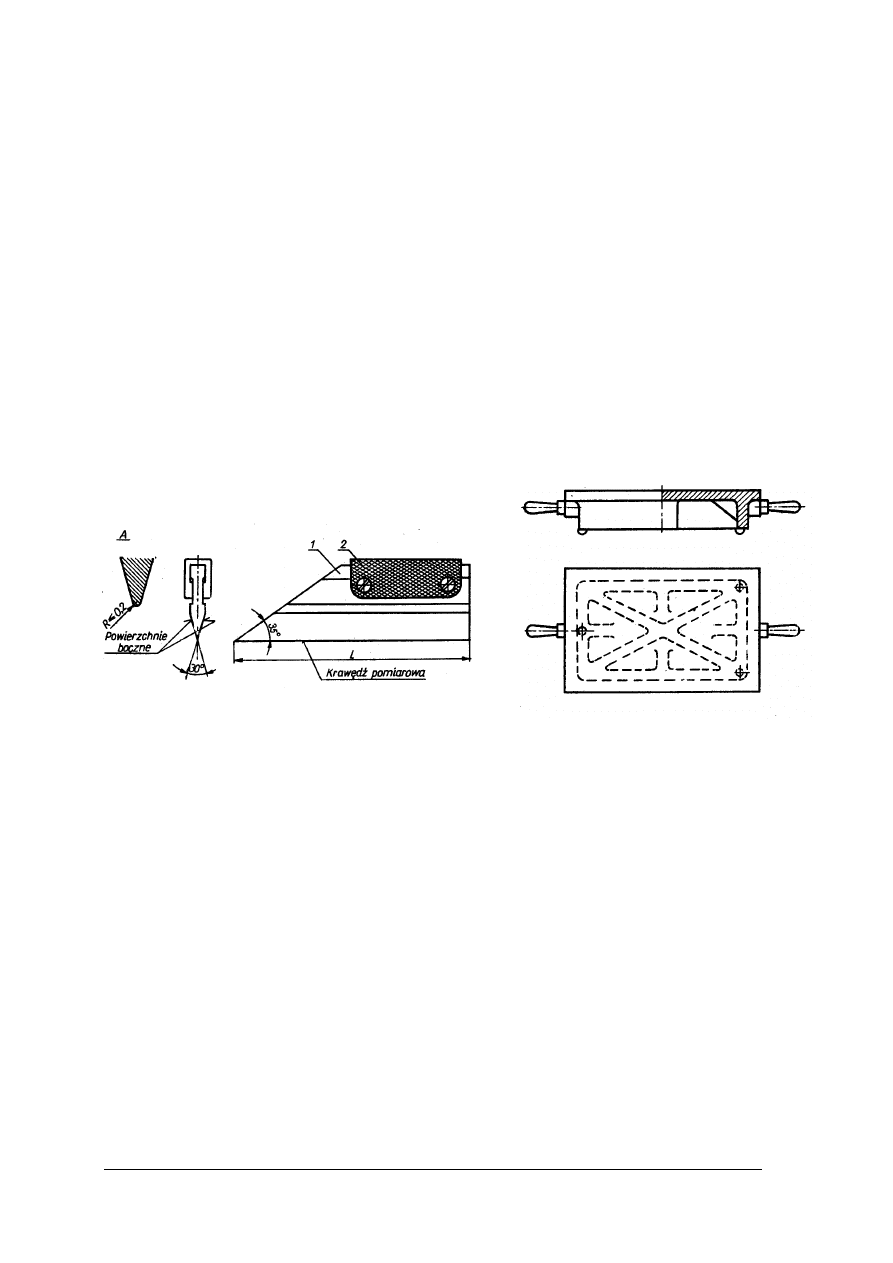
Sprawdzanie prostoliniowości przedmiotów wykonuje się przy pomocy różnych
przyrządów pomiarowych. Zaliczamy do nich m.in. liniał krawędziowy (rys. 1). Za pomocą
liniału obserwuje się pod światło szczelinę między nim a przedmiotem. W celu ułatwienia
obserwacji szczeliny świetlnej należy liniał podczas sprawdzania nieco pochylić. Przesuwanie
liniału po płaszczyźnie przedmiotu jest niewskazane, może doprowadzić do uszkodzenia
krawędzi liniału.
Sprawdzenie
płaskości
powierzchni
można
wykonać
przy
pomocy
liniału
krawędziowego, przykładając jego krawędź porównawczą w kilku położeniach na
płaszczyźnie i dokonując oceny szczelin tak jak podczas oceny prostoliniowości. W celu
porównania bezpośredniego płaszczyzny stosuje się płyty pomiarowe (rys. 2).
Wykonywanie pomiarów warsztatowych ma na celu sprawdzenie prawidłowości
wykonania określonego przedmiotu, zgodnie z rysunkiem technicznym. Pomiar jest zatem
zespołem czynności zmierzającym do określenia wartości wymiaru przedmiotu.
Każdy pomiar, na skutek niedokładności narzędzi, niedoskonałości wzroku ludzkiego
oraz warunków w jakich dokonuje się mierzenia obarczony jest pewnym błędem. Dokładność
wykonania pomiaru uzależniona jest od dokładności przyrządu pomiarowego.
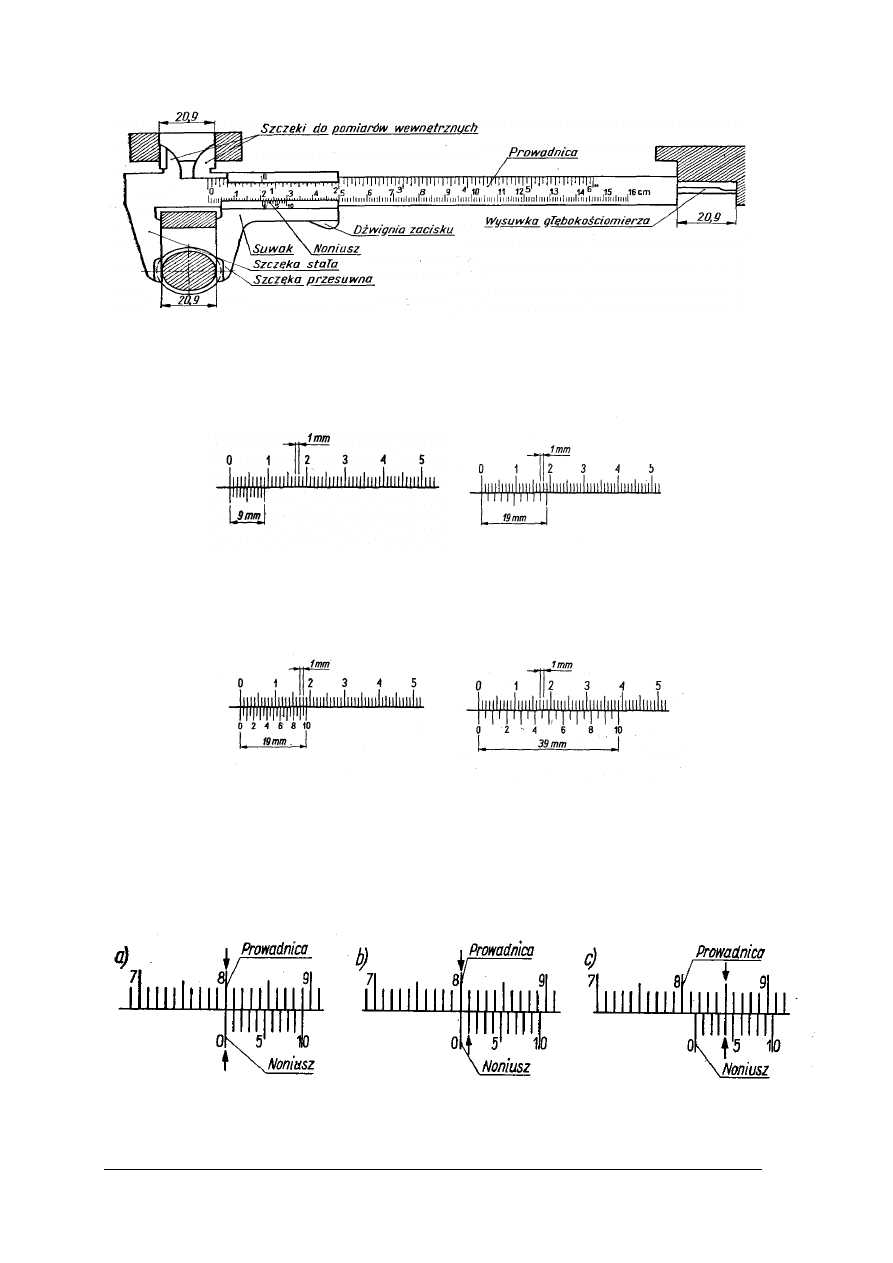
Suwmiarka warsztatowa uniwersalna (rys. 3) jest to konstrukcyjnie przystosowany
przyrząd do pomiarów zewnętrznych, wewnętrznych oraz głębokości otworów. Część nośną
stanowi prowadnica stalowa, wyposażona w podziałkę milimetrową. Prowadnica zakończona
jest dwoma szczękami pomiarowymi. Na prowadnicy zamontowany jest ruchomo suwak
zakończony również dwiema szczękami odpowiadającymi szczękom prowadnicy
z przeciwnie ustawionymi krawędziami. W części tylnej prowadnicy znajduje się kanał,
w którym przemieszcza się wraz z suwakiem wysuwka głębokościomierza. W części dolnej
suwaka znajduje się dźwignia zacisku blokującego ruch swobodny suwaka po prowadnicy.
O dokładności pomiaru suwmiarki decyduje noniusz. Jest to specjalna podziałka znajdująca
się na suwaku w strefie przystającej do podziałki prowadnicy.
Rys. 1.
Liniał krawędziowy: 1 – liniał, 2 – uchwyt,
L – długość krawędzi pomiarowej 63, 100,
160 lub 250mm.[5, s.186]
Rys. 2. Płyta pomiarowa [5, s. 186]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 3.
Budowa suwmiarki uniwersalnej. [4, s.134]
Dla suwmiarek mierzących z dokładnością do 0,1 mm podziałka noniusza składa się
z 10 działek naciętych na długości 9 mm lub 19 mm (rys. 4).
a)
b)
Rys. 4.
Podziałka noniusza suwmiarki mierzącej z dokładnością do 0,1mm: a) moduł I, b) moduł II
Dla suwmiarek mierzących z dokładnością do 0,05 mm podziałka noniusza składa
się z 20 działek naciętych na 19 mm lub 39 mm (rys. 5).
a)
b)
Rys. 5.
Podziałka noniusza suwmiarki mierzącej z dokładnością do 0,05mm: a) moduł I, b) moduł II
Określanie wskazań suwmiarki
Odczytanie wymiaru z podziałki noniusza suwmiarki polega na ustaleniu liczby
całkowitej milimetrów z podziałki umieszczonej na prowadnicy (rys. 6). Następnie ustaleniu,
która z kresek noniusza pokrywa się z którąś z kresek podziałki prowadnicy, co pozwoli na
ustalenie dziesiętnych części milimetra.
Rys. 6.
Przykłady ustawienia podziałki noniusza suwmiarki przy pomiarze: a) odczyt 8,0 mm,
b) odczyt 8,1 mm, c) odczyt 8,5 mm [4, str. 134]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
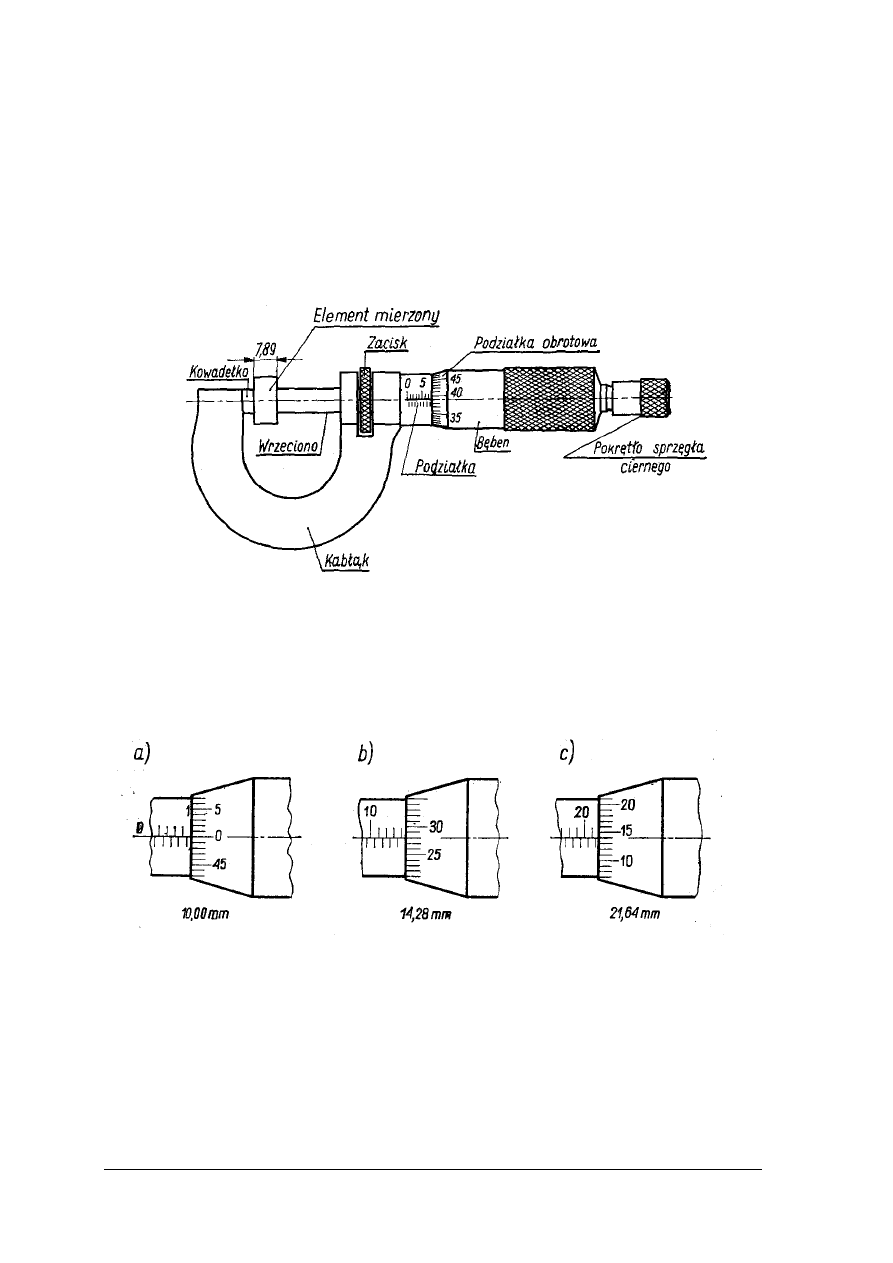
Mikrometr zewnętrzny (rys. 7) jest to przyrząd przeznaczony do pomiaru długości,
grubości oraz średnic. Pomiar dokonuje się z dokładnością do 0,01 mm. Zbudowany jest
z kabłąka zakończonego w jednej części kowadełkiem, a drugiej nieruchomą tuleją
z podziałką wzdłużną.
Na podziałce wzdłużnej zamocowany jest obrotowy bęben wyposażony w podziałkę
poprzeczną. W części kabłąka z nieruchomą tuleją znajduje się również pierścień zacisku
wrzeciona służący do blokowania wrzeciona podczas pomiaru. Na końcu bębna obrotowego
umieszczone jest pokrętło sprzęgła ciernego służące do ustalania bębna w położeniu
pomiarowym.
Rys. 7.
Budowa i sposób pomiaru mikrometrem [4, s.134]
Odczytywanie wymiarów.
Wartość odczytywanego wymiaru określa się najpierw odczytując na podziałce tulei
liczbę pełnych milimetrów i połówek milimetrów odsłoniętych przez krawędź bębenka.
Następnie odczytuje się setne części milimetra na podziałce bębenka (rys. 8). Wskaźnikiem
odczytu jest linia podziałki na tulei mikrometru.
Rys. 8.
Przykłady wskazań wymiaru na mikrometrze [6, s.46]
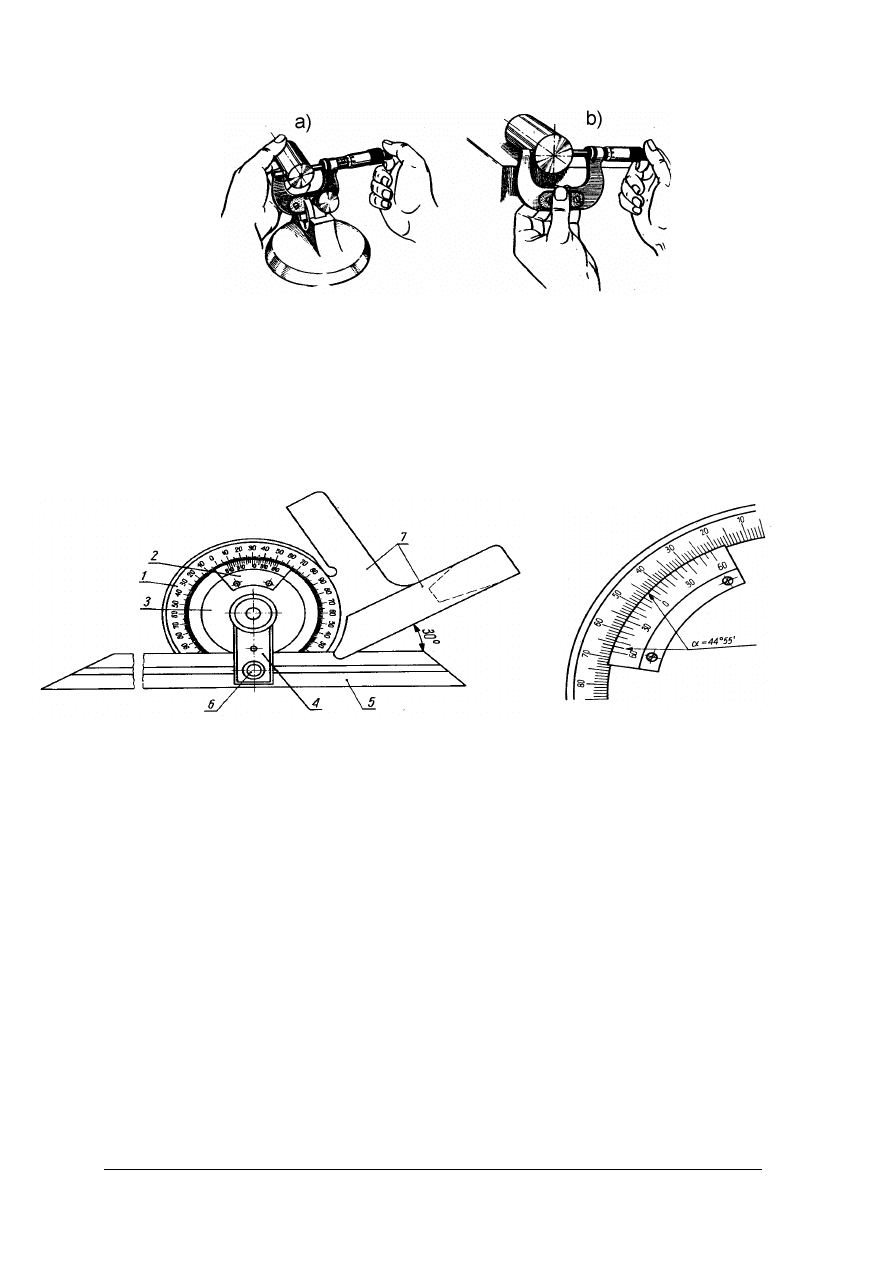
Podczas pomiaru mikrometrem zewnętrznym należy go trzymać w ręku bądź
zamontować w podstawie. Przy pomiarze małych i lekkich przedmiotów zalecane jest
zamontowanie mikrometru w podstawie. Mierzony przedmiot trzymany jest w lewej ręce,
natomiast prawą ręką obraca się sprzęgło pokrętła. Podczas pomiarów dużych i ciężkich
przedmiotów mikrometr trzyma się lewą ręką w części centralnej kabłąku a prawą obraca się
pokrętło sprzęgła. Niedopuszczalne jest obracanie bębna pomiarowego bezpośrednio za część
cylindryczną. Pomiar uzyskany w ten sposób będzie nieprawidłowy a mikrometr może ulec
uszkodzeniu (rys. 9).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 9.
Sposób przeprowadzania pomiaru mikrometrem uniwersalnym. a) małe elementy,
b) duże i ciężkie elementy [5, s.220]
Kątomierz uniwersalny (rys. 10a) służy do pomiaru kątów z dokładnością do 5 minut.
Wyposażony jest w dwie współosiowo osadzone podzielnie.
Większa, zewnętrzna 1 ma podziałkę w stopniach. Noniusz kątowy 2 znajduje się na
podzielni mniejszej, wewnętrznej, która wraz z tarczą nośną 3 może się obracać wokół osi.
Z ramieniem 4 jest połączony liniał 5 ze ściętymi końcami. Liniał 5 po zluzowaniu zacisku 6
może być przesuwany i ustalany tym zaciskiem w dowolnym położeniu. Podzielnia 1 jest
integralną częścią korpusu 7, jest ona podzielona na 4 łuki po 90°.
a)
b)
Rys. 10.
Kątomierz uniwersalny: a) budowa kątomierza [3, s.87]; b) przykład wymiaru kątowego
o wartości kąta α=44
0
55’ [5, str.240]
Sposób przeprowadzania pomiarów
Pomiar kątomierzem (rys. 10b) polega na przyłożeniu, bez szczelin, obu ramion
kątomierza do boków mierzonego kąta. Ramiona kątomierza, zwłaszcza ramię liniału
ruchomego, dzięki możliwości przesuwnego przemieszczania w ramieniu osadczym daje
uniwersalność konfiguracji pomiarowych kątomierza (rys. 11). W celu swobodnego
operowania ramieniem liniału należy poluzować jego zacisk. Po zestawieniu kątomierza
w prawidłową konfigurację pomiarową zacisk należy zablokować.
Odczyt wymiaru wartości kąta pełnych stopni dokonuje się z podziałki kątowej
umieszczonej na tarczy głównej – większa podziałka. Minuty miary kątowej odczytuje się
z noniusza podziałki mniejszej. Noniusz kątomierza uniwersalnego jest dwukierunkowy.
Przy odczycie wskazania należy posługiwać się tą częścią noniusza, którego kierunek
rosnących wartości podziałki jest zgodny z kierunkiem podziałki głównej.
Sposób odczytu wskazań kątomierza
Z podziałki głównej należy odczytać wartość pełnych stopni kąta mierzonego,
a następnie na noniuszu podziałki pomocniczej, po stronie zwiększających się wskazań
podziałki głównej, odczytuje się wartość minut miary kąta po sprawdzeniu pokrywania się
kreski noniusza pomocniczego z kreską podziałki głównej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 11.
Przykłady konfiguracji pomiarowej kątomierza [5, s.240]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki przyrząd służy do oceny prostoliniowości?
2. Jaki przyrząd służy do oceny płaskości?
3. Jak przeprowadza się sprawdzenie prostoliniowości liniałem krawędziowym?
4. Z jakich części składa się suwmiarka uniwersalna?
5. Z jaką dokładnością wykonuje się pomiary suwmiarką?
6. Jakie są rodzaje noniuszy?
7. Jak odczytuje się wymiary z suwmiarki uniwersalnej?
8. Z jakich części zbudowany jest mikrometr?
9. Jaka jest dokładność pomiaru przy pomocy mikrometru?
10. Jak odczytuje się wymiar z mikrometru?
11. Jaki element mikrometru służy do obracania bębnem pomiarowym?
12. Z jakich elementów zbudowany jest kątomierz uniwersalny?
13. Jaka jest dokładność pomiaru kątomierza uniwersalnego?
14. Jak dokonuje się odczytu wymiaru kąta?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wskaż, nazwij i opisz poszczególne elementy budowy suwmiarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące przyrządów pomiarowych,
2) wskazać elementy budowy suwmiarki uniwersalnej,
3) opisz elementy suwmiarki w notatniku,
4) wskazać zadania poszczególnych elementów budowy suwmiarki,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
suwmiarka,
−
notatnik,
−
literatura z rozdziału 6 dotycząca
przyrządów pomiarowych i pomiarów warsztatowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 2
Wykonaj pomiary zewnętrzne, wewnętrzne i pomiar głębokości na elemencie
udostępnionym przez nauczyciela za pomocą suwmiarki.
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące przyrządów pomiarowych,
2) przygotować suwmiarkę,
3) zidentyfikować dokładność pomiarową suwmiarek,
4) wykonać ćwiczenie zgodnie z instrukcją,
5) zapisać wyniki pomiarów w notatniku,
6) uporządkować stanowisko pracy,
7) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
element przygotowany przez nauczyciela,
−
suwmiarki uniwersalne z noniuszami o modułach I i II z dokładnością pomiarową
0,1 mm i 0,05 mm,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca
przyrządów pomiarowych i pomiarów warsztatowych.
Ćwiczenie 3
Za pomocą mikrometru wykonaj pomiary elementu wskazanego Ci przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące przyrządów pomiarowych,
2) przygotować mikrometr,
3) wybrać sposób przeprowadzenia pomiaru,
4) wykonać trzykrotnie pomiary każdego wymiaru,
5) uporządkować stanowisko pracy,
6) zapisać wyniki pomiarów i je zinterpretować,
7) zaprezentować efekt wykonanego zadania.
Wyposażenie stanowiska pracy:
−
mikrometr,
−
statyw mikrometru,
−
pryzma lub uchwyt dla elementów ciężkich,
−
zestaw elementów przestrzennych do wykonywania pomiarów zewnętrznych,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca
przyrządów pomiarowychi pomiarów warsztatowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać sprawdzenie prostoliniowości liniałem krawędziowym?
2) wykonać sprawdzenie płaszczyzny liniałem krawędziowym?
3) nazwać elementy budowy suwmiarki i wskazać ich zastosowanie?
4) zidentyfikować rodzaj noniusza i określić dokładność pomiaru
suwmiarki?
5) odczytać wyniki pomiarów z noniusza suwmiarki?
6) wykonać pomiary zewnętrzne, wewnętrzne, głębokości i wysokości
suwmiarką?
7) nazwać elementy budowy mikrometru i wskazać ich zastosowanie?
8) odczytać wyniki pomiarów z mikrometru?
9) zestawić kątomierz uniwersalny do pomiaru kątów w różnych
konfiguracjach?
10) wykonać pomiary kątów kątomierzem uniwersalnym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Obróbka ręczna
4.2.1. Materiał nauczania
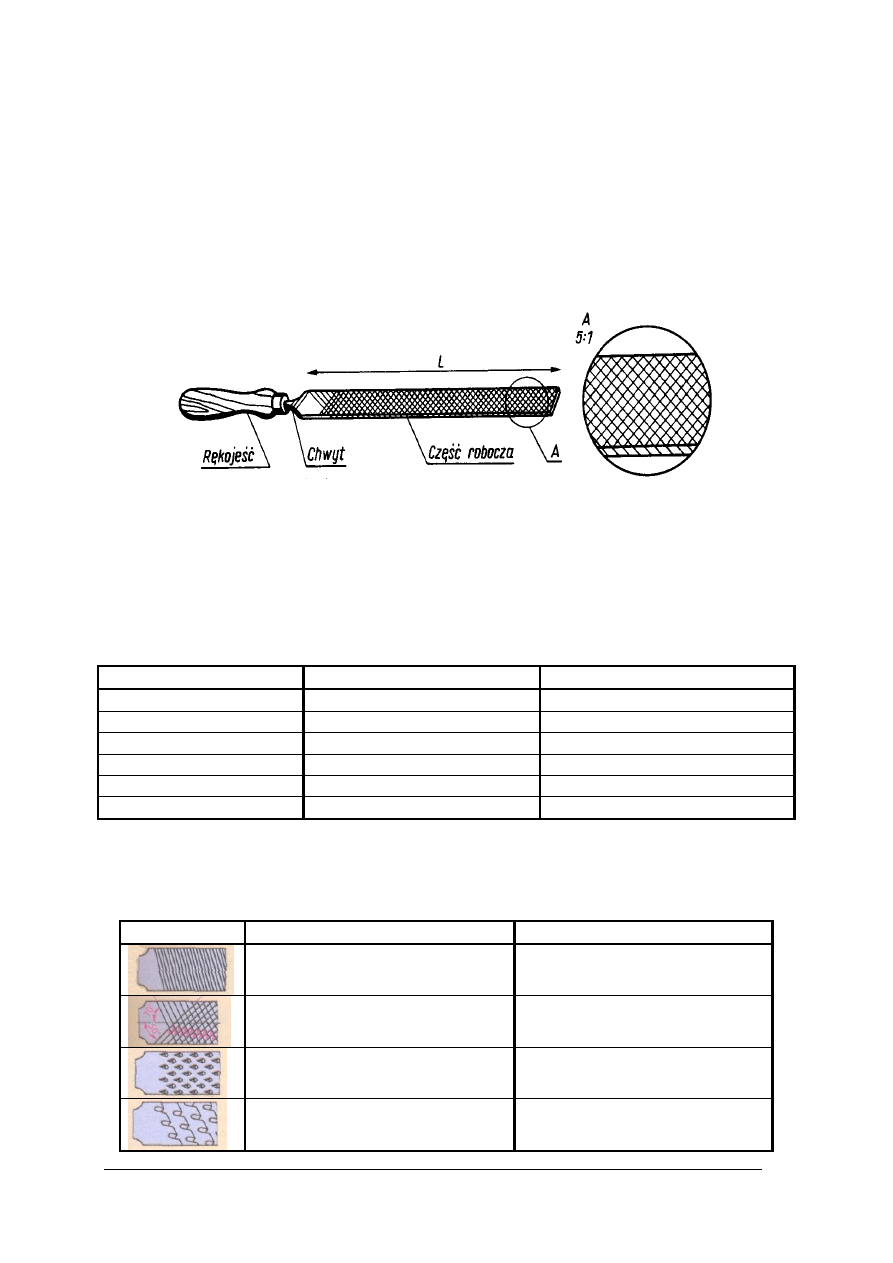
Podstawową operacją obróbki ręcznej jest piłowanie. Polega ono na skrawaniu warstwy
materiału z powierzchni obrabianej narzędziem zwanym pilnikiem.
Pilnik składa się z części roboczej i chwytu (rys. 12), na którym osadzona jest drewniana
rękojeść z metalowym zabezpieczeniem. Niekiedy rękojeść wykonana jest z tworzywa
sztucznego.
Rys. 12.
Pilnik [3, s.136]
Zęby na części roboczej pilnika wykonane są w sposób maszynowy. Każdy ząb tworzy
ostrze. Pilniki klasyfikuje się pod względem rodzaju nacięć i ilości nacięć przypadających na
10 mm długości pilnika. Liczba nacięć decyduje o przeznaczeniu pilnika do wykonywania
określonej powierzchni. Im większa liczba nacięć (tab. 1) tym bardziej gładka powierzchnia
obrabiana.
Tabela 1.
Tabela oznaczeń pilników [3, s.97]
oznaczenie pilnika
nazwa pilnika
liczba nacięć na 10 mm
nr 0
zdzierak
4,5–10
nr 1
równiak
6,3–28
nr 2
półgładzik
10–40
nr 3
gładzik
14–56
nr 4
podwójny gładzik
25–80
nr 5
jedwabnik
40–80
Rodzaje i kształt nacięć pilników dostosowane są do materiałów poddawanych
obróbce (tab. 2).
Tabela 2. Tabela rodzajów ostrzy pilników
Wygląd
Opis
Przeznaczenie
Nacięcia pojedyncze
Stosowane są do metali miękkich
miedź, aluminium, cyna
Nacięcia krzyżowe
Materiały twarde stal, odlewy
żeliwne
Powierzchnia trąca o zębach
punktowych, tarniki
Drewno, tworzywa sztuczne
Uzębienie skośne z rowkami do
łamania wióra
Tworzywa sztuczne, guma
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Do wykonywania prac ślusarskich precyzyjnych służą pilniki igiełkowe. Są to pilniki
przeznaczone do piłowania drobnych powierzchni z dużą dokładnością. Nacięcia części
roboczej są drobne i krótkie. Pilniki nie posiadają drewnianej części chwytowej.
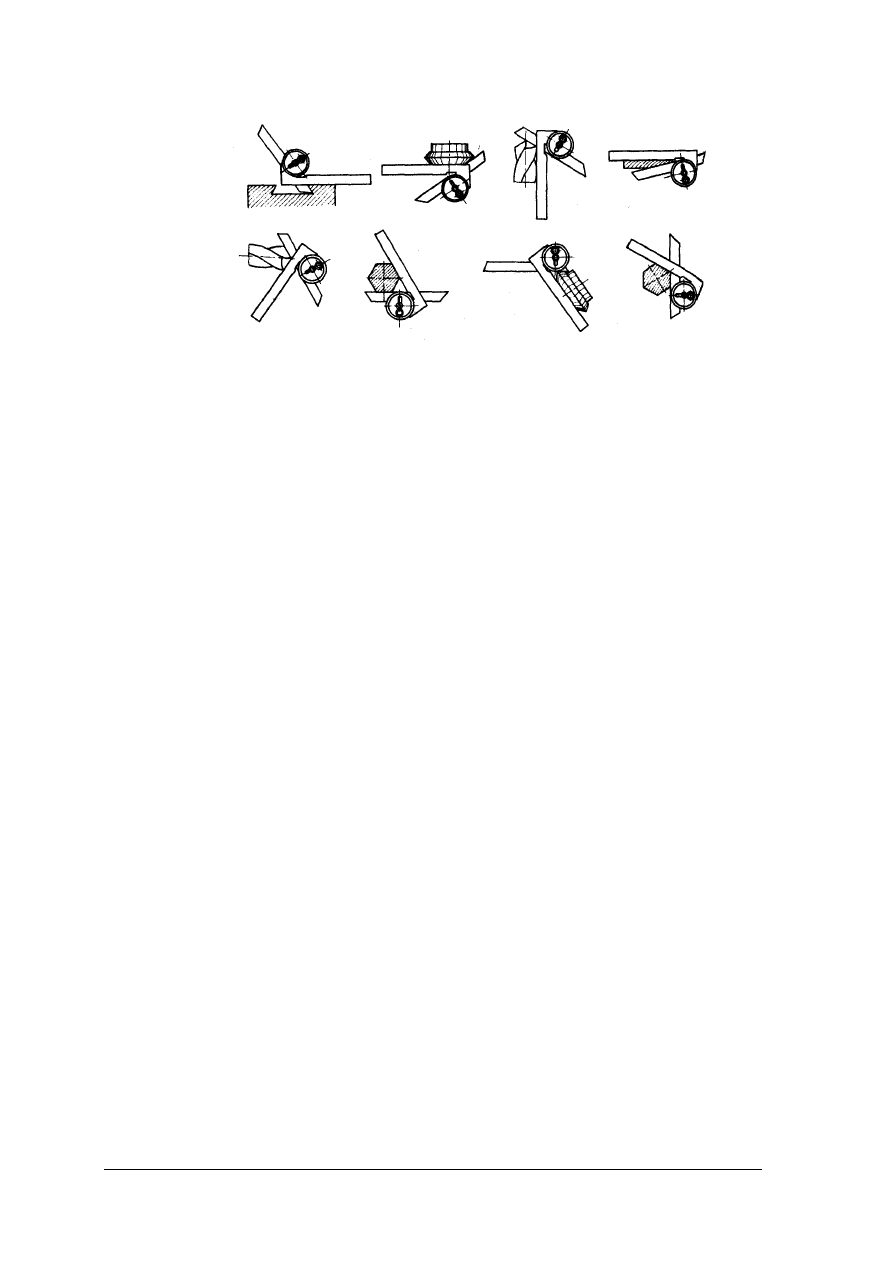
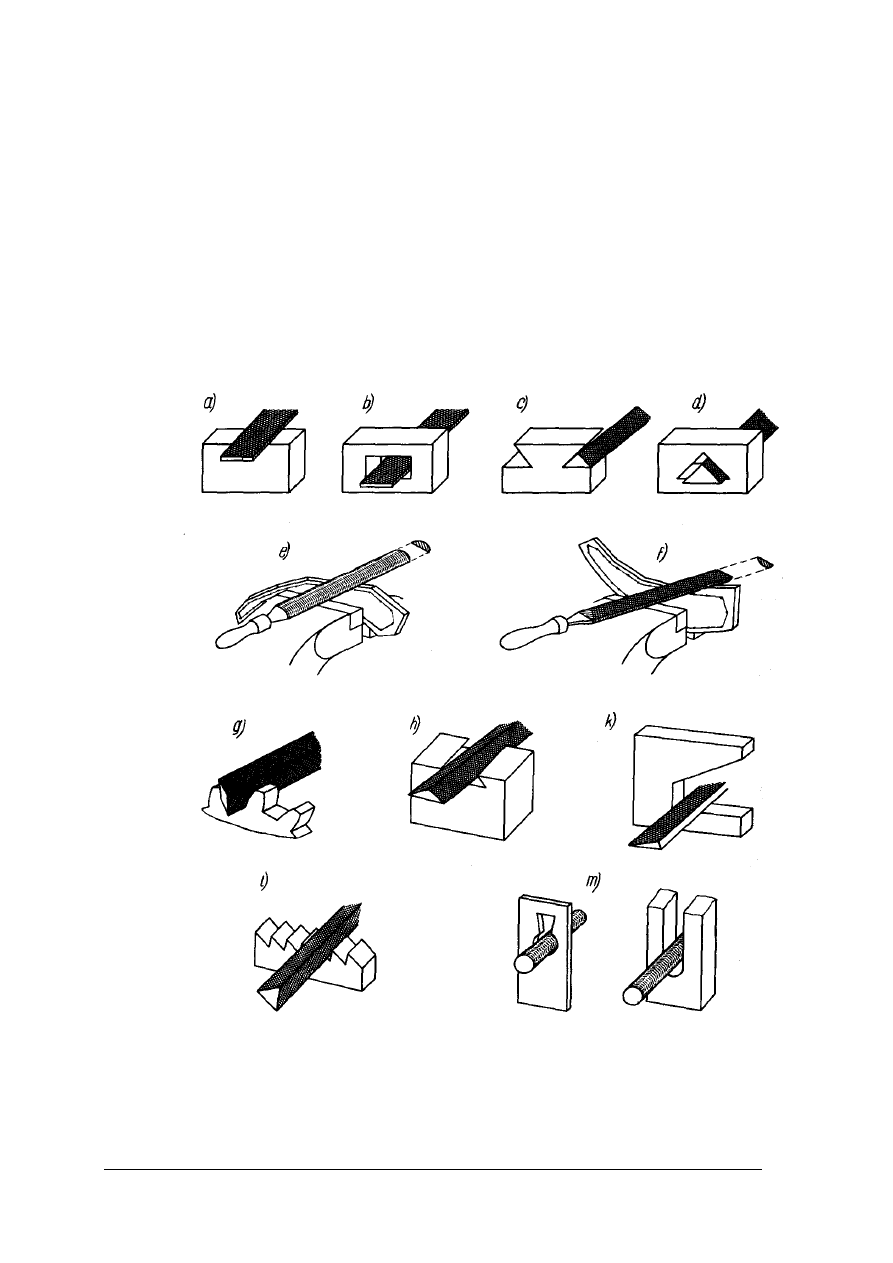
Pilniki dzielimy ze względu na przekrój poprzeczny części roboczej na: płaskie, okrągłe,
półokrągłe, kwadratowe, trójkątne, płaskie zbieżne nożowe, soczewkowe, mieczowe,
trójkątne równoramienne (rys. 13).
Pilniki dobiera się w zależności od wielkości wykonywanego przedmiotu, jego kształtu
oraz żądanej chropowatości obrabianych powierzchni. Zdzieraków używa się do piłowania
zgrubnego. Równiaków używa się po piłowaniu zgrubnym, zbierając warstwę naddatku rzędu
0,3–05 mm. Pozostałe pilniki służą do wykończenia powierzchni.
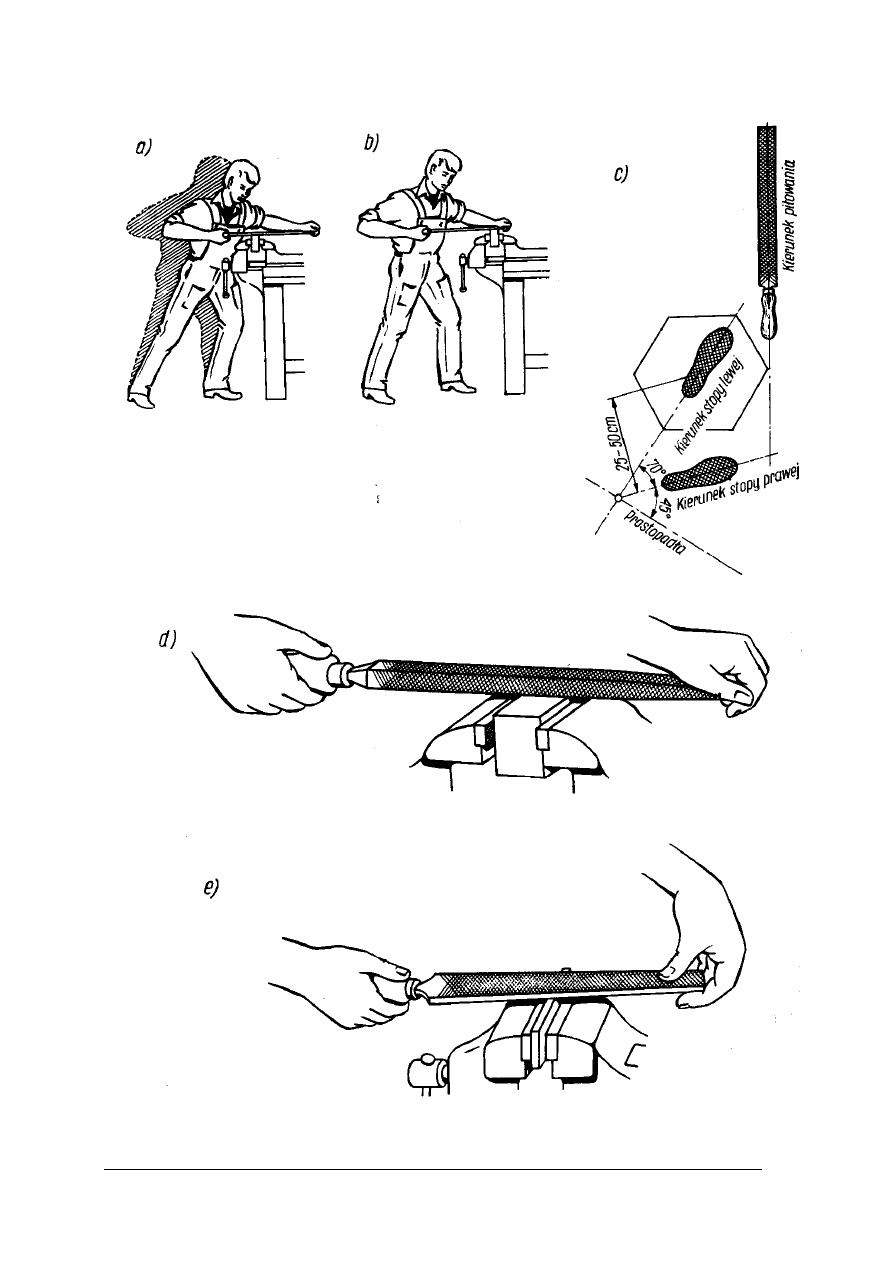
Prace piłowania wykonuje się zazwyczaj w pozycji stojącej na stanowisku ślusarskim
wyposażonym w imadło. Prawidłową postawę podczas piłowania jak i sposób trzymania
narzędzia przedstawia rysunek 14.
Rys. 13.
Zastosowanie pilników o różnych kształtach. a) i b) pilniki płaskie, c) i d) trójkątne, e) i f)
półokrągłe, g) mieczowe, h) trójkątne spłaszczone, k) nożowe, l) trójkątne do pił, m)
okrągłe [3, s.138]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 14. Prawidłowa postawa przy piłowaniu: a) zgrubnym, b) wykańczającym, c) ustawienie nóg, d)
prawidłowe uchwycenie pilnika, e) sposób trzymania pilnika średniej długości [3, s.140]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak zbudowany jest pilnik?
2. Jaka jest klasyfikacja pilników?
3. Jak dzielimy pilniki pod względem rodzaju nacięć na części roboczej?
4. Jakie ostrza pilników wykorzystuje się w obróbce materiałów twardych metalowych?
5. Jakie ostrza pilników wykorzystuje się w obróbce metali miękkich?
6. Jakie ostrza pilników wykorzystuje się w obróbce materiałów niemetalowych miękkich?
7. Jak dzielimy pilniki pod względem kształtu przekroju poprzecznego?
8. Jaką postawę należy przyjąć podczas piłowania ręcznego?
9. Jakie jest kryterium doboru kształtu pilnika do elementu obrabianego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie plansz i materiałów poglądowych przygotowanych przez nauczyciela
dobierz pilniki do materiałów poddawanych obróbce piłowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące operacji piłowania,
2) przeanalizować plansze i materiały poglądowe,
3) ocenić materiały zgromadzone na stanowisku ślusarskim,
4) dobrać odpowiedni pilnik do rodzaju obrabianego materiału,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
tablice poglądowe,
−
zestaw pilników,
−
zestaw materiałów metalowych i niemetalowych stosowanych w budowie maszyn,
−
zeszyt do ćwiczeń,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca operacji piłowania materiałów metalowych
i niemetalowych.
Ćwiczenie 2
Wykonaj piłowanie powierzchni płaskich i kształtowych elementów i materiałów
przygotowanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące operacji piłowania,
2) przeczytać dokumentację techniczną wyrobu – rysunek techniczny,
3) przygotować stanowisko pracy zgodnie z zasadami bezpieczeństwa i higieny pracy,
4) dobrać odpowiednie pilniki do piłowanych powierzchni pod względem kształtu
i własności skrawających,
5) wykonać proces piłowania,
6) uporządkować stanowisko pracy,
7) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wyposażenie stanowiska pracy:
−
stanowisko ślusarskie,
−
zestaw pilników,
−
suwmiarka,
−
liniał krawędziowy,
−
rysunek techniczny elementu,
−
półfabrykat elementu piłowanego,
−
literatura z rozdziału 6 dotycząca operacji piłowania materiałów metalowych
i niemetalowych.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować proces piłowania?
2) dobrać pilnik do rodzaju obrabianego materiału?
3) dobrać ostrze pilnika do rodzaju wykonanej operacji
piłowania?
4) dobrać kształt pilnika do rodzaju piłowanej powierzchni?
5) wykonać proces piłowania powierzchni płaskich i kształtowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Obróbka mechaniczna
4.3.1. Materiał nauczania
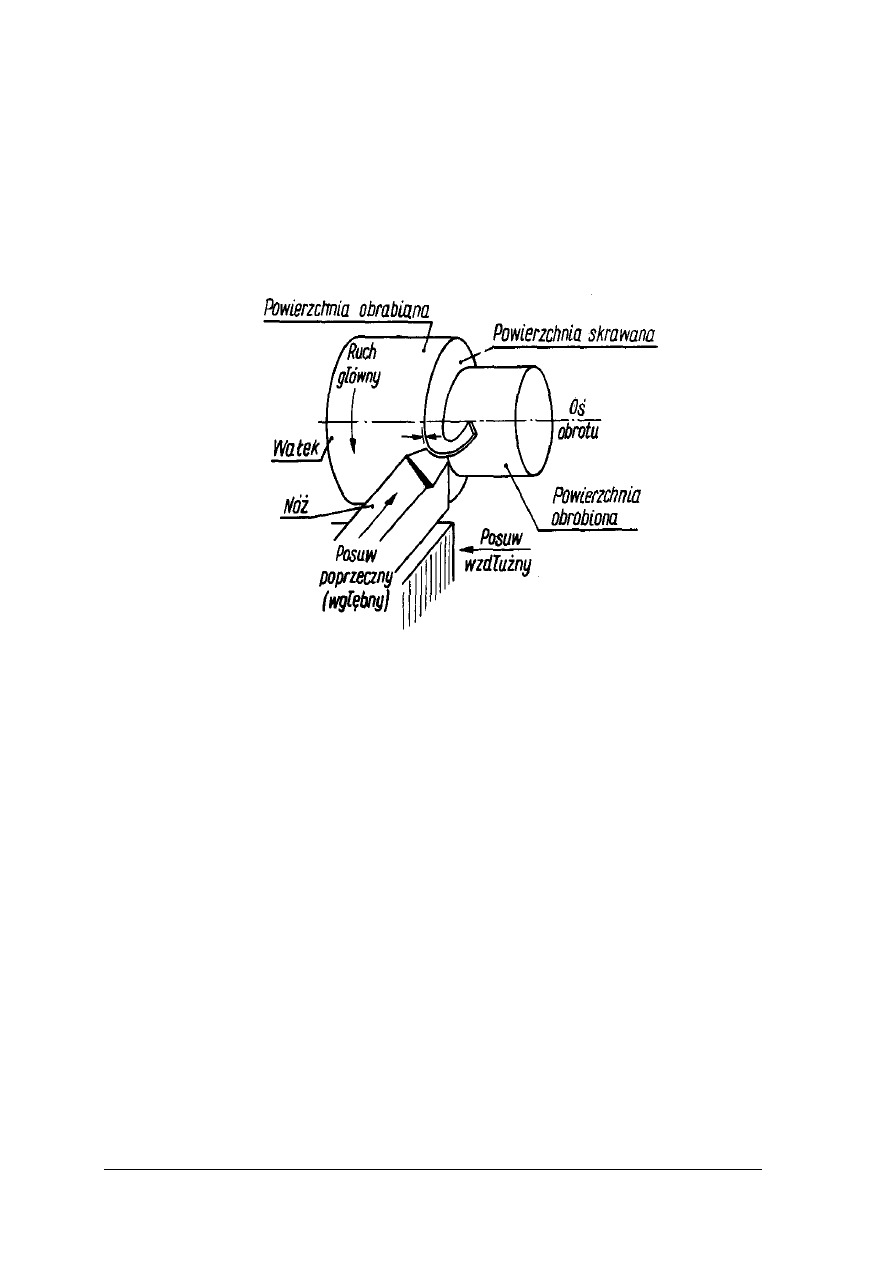
Podstawowym procesem mechanicznej obróbki skrawania jest toczenie. Przedmiot
obrabiany wykonuje ruch obrotowy, narzędzie (nóż tokarski) przesuwa się równolegle do osi
obrotu przedmiotu lub prostopadle, bądź wykonuje oba te ruchy równocześnie. Toczenie
wykonuje się w celu otrzymania powierzchni walcowych, stożkowych lub kulistych (rys. 15).
Rys. 15.
Proces toczenia [3, s.232]
Operacje toczenia wykonywane są na obrabiarkach
zwanych tokarkami. Tokarki zależnie
od przeznaczenia podzielić można na następujące grupy: tokarki ogólnego przeznaczenia,
tokarki specjalizowane i tokarki specjalne. Wśród tokarek ogólnego przeznaczenia największą
grupę stanowią tokarki kłowe zwane ponadto uniwersalnymi ze względu na szeroki zakres
prac tokarskich wykonywanych na nich dzięki ich budowie, osprzętowi i wyposażeniu.
Narzędzia skrawające.
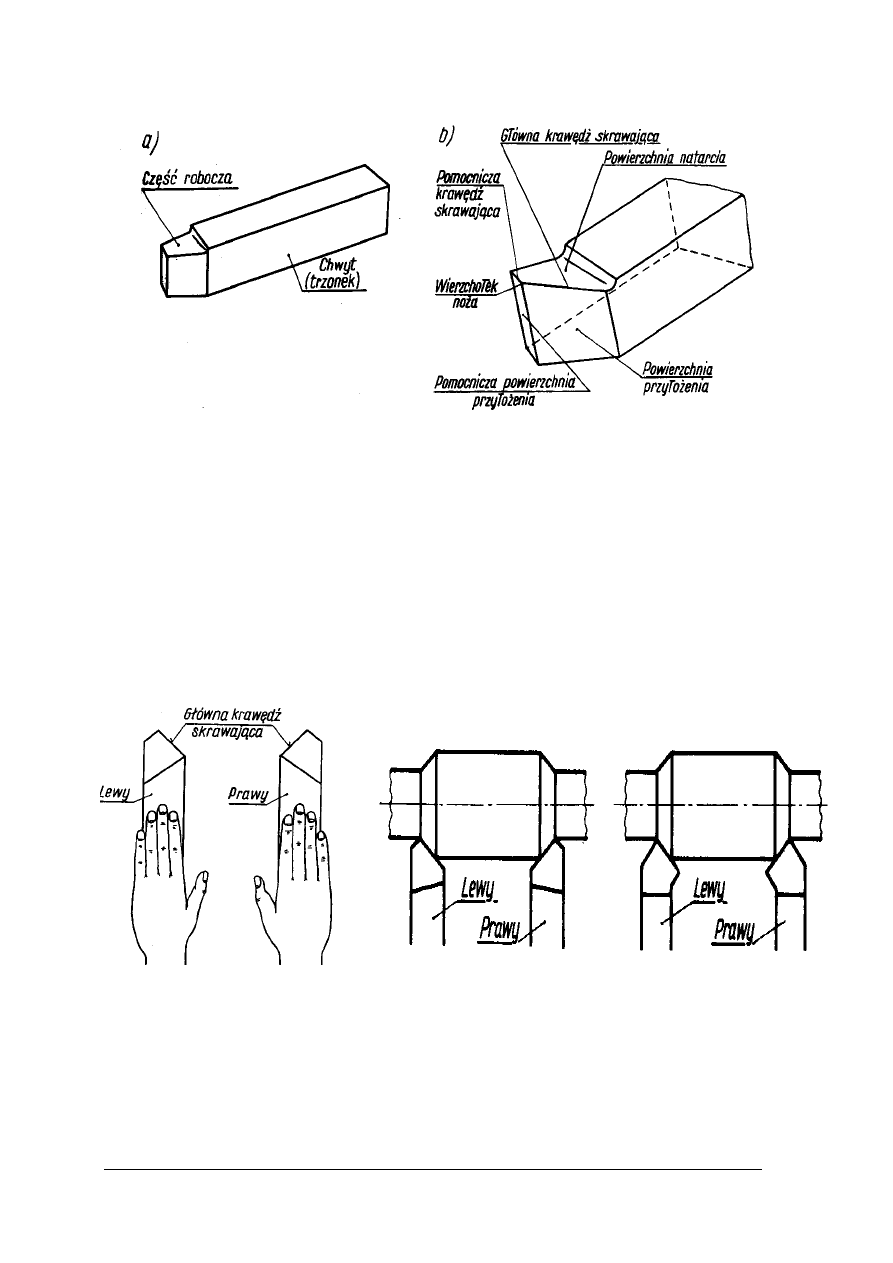
Nóż tokarski (rys. 16) składa się z dwóch zasadniczych części: chwytu i części roboczej.
Chwyt służy do mocowania noża w imaku nożowym tokarki, a część robocza do skrawania
materiału.
Powierzchnie tworzące część roboczą noża są pochylone względem siebie pod pewnymi
kątami. Linie powstałe z przenikania się tych powierzchni tworzą krawędzie. W procesie
skrawania istotną rolę odgrywa główna krawędź skrawająca powstająca z przecięcia się
powierzchni przyłożenia z powierzchnią natarcia. Kształt, położenie i kątowe rozmieszczenie
głównej krawędzi skrawającej stanowi o klasyfikacji noża do poszczególnych prac tokarskich.
Powierzchnia natarcia przejmuje cały nacisk wióra oddzielanego od obrabianego
materiału.
Do wyrobu noży tokarskich stosuje się: stale narzędziowe, twarde stopy narzędziowe,
węgliki spiekane, spiekane tlenki metali. Dwa ostatnie materiały ze względu na swą kruchość
stosowane są w nożach jako wymienne wkładki – ostrza mocowane w uchwytach lub
wlutowywane na końcówkach noża w części roboczej ostrza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 16.
Nóż tokarski: a) części składowe, b) elementy części roboczej noża tokarskiego [3, s.227]
Podział noży tokarskich.
Noże tokarskie różnią się między sobą położeniem krawędzi skrawającej (rys.17). Dzieli
się je na:
Noże zdzieraki stosowane są do obróbki zgrubnej i odznaczają się masywną budową.
Mogą być proste, wygięte lub odsadzone, prawe lub lewe.
Noże wykańczaki stosowane są do obróbki wykańczającej, zdejmują cienką warstwę
materiału nie ma zatem konieczności by były tak masywne jak zdzieraki.
Noże prawe i lewe rozróżniamy po skierowaniu głównej krawędzi skrawającej na prawo
lub lewo, zasadę klasyfikacji objaśnia rysunek 18.
Noże proste i wygięte. Noże proste mają oś prostą, noże wygięte mają część roboczą
wygiętą w bok.
a) b)
Rys. 17.
Zasada podziału noży Rys. 18. Klasyfikacja noży: a) proste prawy i lewy na prawe i lewe
[3, s.234] b) wygięty prawy i lewy [3, s.234]
Noże odsadzone mogą być prawe i lewe lub proste. W nożach prawych lub lewych ostrze
jest przesunięte względem osi części chwytowej. W nożach prostych – odsadzonych
dwustronnie część robocza jest węższa od trzonka. Noże te wykorzystuje się do przecinania,
lub toczenia rowków.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
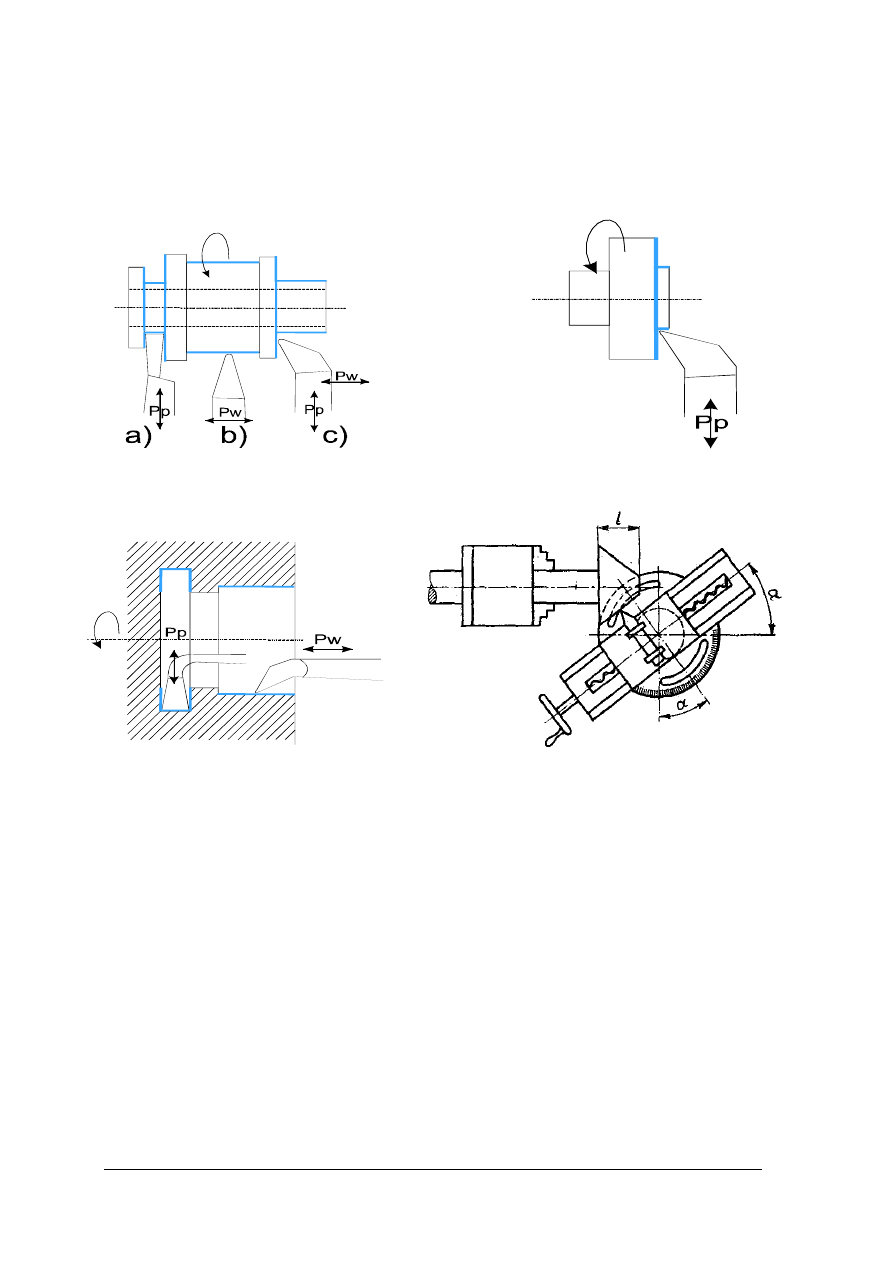
Podstawowe prace tokarskie
Podstawowymi operacjami wykonywanymi na tokarkach są:
—
toczenie wzdłużne (rys. 19),
—
toczenie poprzeczne (rys. 20),
—
toczenie i wytaczanie kształtów wewnętrznych (rys. 21),
—
toczenie kształtów (brył) obrotowych (rys. 22).
Rys. 19.
Toczenie wzdłużne stopniowe: Rys. 20.
Toczenie poprzeczne: Pp – posuw
a) toczenie rowków, b) toczenie wzdłużne poprzeczny.
c)
toczenie
wzdłużne
i
poprzeczne:
Pp – posuw poprzeczny, Pw – posuw wzdłużny.
Rys. 21. Operacja wytaczania Rys. 22.
Toczenie stożka metodą skręcenia
suportu narzędziowego [6,
s.92]
Frezowanie jest jednym z rodzajów obróbki skrawaniem, mającym zastosowanie głównie
do obróbki płaszczyzn, powierzchni kształtowych, rowków prostych i śrubowych oraz
nacinania uzębień. Frezowanie polega na oddzieleniu warstwy materiału za pomocą
obracającego się narzędzia wieloostrzowego. Przedmiot obrabiany ponadto powoli się
przesuwa lub obraca.
Proces frezowania wykonywany jest na obrabiarkach zwanych frezarkami. Ze względu
na konstrukcję frezarki dzielimy na: wspornikowe (konsolowe) oraz bezwspornikowe.
Frezarki wspornikowe charakteryzuje ruchomy stół frezarski umieszczony na wsporniku.
Wśród frezarek wspornikowych najczęściej spotyka się frezarki uniwersalne poziome
z możliwością montowania głowicy do frezowania pionowego.
Do frezowania używa się narzędzi zwanych frezami. Są one zaopatrzone w zęby
na powierzchni walcowej lub czołowej. W zależności od kształtu zębów rozróżnia się frezy
ścinowe i zataczane, a w zależności od sposobu mocowania, frezy trzpieniowe i nasadzane.
Pod względem kształtu geometrycznego frezy dzielimy na walcowe, walcowo–czołowe,
trzpieniowe oraz głowice frezowe (rys. 23).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
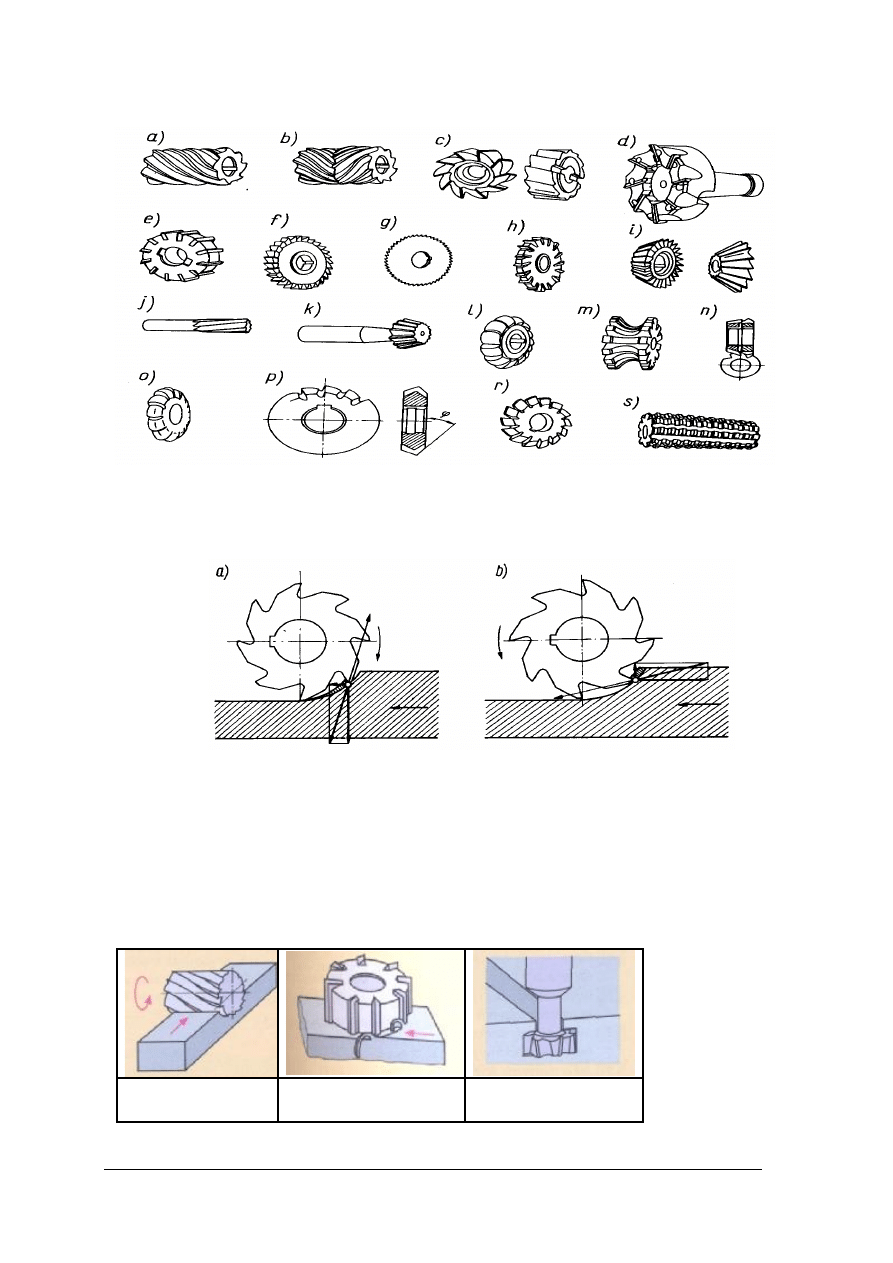
Rys. 23.
Rodzaje frezów: a) pojedynczy walcowy, b) zespołowy walcowy, c) walcowo – czołowy,
d) głowica trzpieniowy, e) głowica nasadzana, f) frez tarczowy trzystronny, g) piłkowy,
h) tarczowy trzystronny o wstawianych ostrzach, i) kątowy, j) palcowy, k) trzpieniowy,
l), m) frezy kształtowe, n) zespołowy, o) do gwintowników, p) do produkcji frezów, r) do kół
zębatych, s) do ślimacznic [3, s.284]
Rys. 24. Frezowanie: a) współbieżne, b)przeciwbieżne [6, s.110]
Zależnie od kierunku posuwu obrabianego materiału względem obracającego się
narzędzia rozróżniamy frezowanie przeciwbieżne i współbieżne (rys. 24). Frezowanie
współbieżne występuje wtedy, gdy kierunek obrotu frezu jest zgodny z kierunkiem
przemieszczania się elementu obrabianego. Przy frezowaniu przeciwbieżnym kierunek
przesuwu obrabianego przedmiotu jest przeciwny do kierunku ruchu roboczego frezu.
W zależności jak przemieszczają się ostrza po płaszczyźnie obrabianej rozróżnia się
frezowanie walcowe – ostrza leżą na powierzchni walca oraz frezowanie czołowe (rys. 25) –
frez skrawa ostrzami umieszczonymi na powierzchni czołowej. Podczas frezowania kanałów
i rowków występuje jednoczesne skrawanie powierzchnia walcową i czołową.
Frezowanie
obwodowe
Frezowanie czołowe
Frezowanie rowków
frezem trzpieniowym
Rys.25.
Rodzaje frezowania [1, s.39]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Jako obróbkę wykańczającą przedmiotów stosuje się szlifowanie. W zależności
od kształtu szlifowanych przedmiotów oraz ruchu względnego ściernicy i przedmiotu
rozróżnia się: szlifowanie wałków, otworów, płaszczyzn, gwintów i kół zębatych.
Podczas szlifowania ruch roboczy wykonuje zawsze ściernica, jest to ruch obrotowy.
Przedmiot obrabiany wykonuje ruch obrotowy lub postępowy.
Podczas szlifowania możliwe jest osiągnięcie bardzo dużych dokładności wymiarów
obrabianych przedmiotów. Proces szlifowania mechanicznego wykonuje się na szlifierkach.
Szlifierki dzielimy pod względem możliwości wykonywania prac na szlifierki:
do wałków, do płaszczyzn, do otworów, do kół zębatych.
Szlifierki do wałków dzielimy na kłowe – (szlifowany przedmiot zamocowany jest
w kłach) oraz bezkłowe.
Szlifierki do płaszczyzn dzielimy na obwodowe – obwód obracającej się ściernicy
szlifuje materiał i czołowe – czoło ściernicy stanowi część skrawającą.
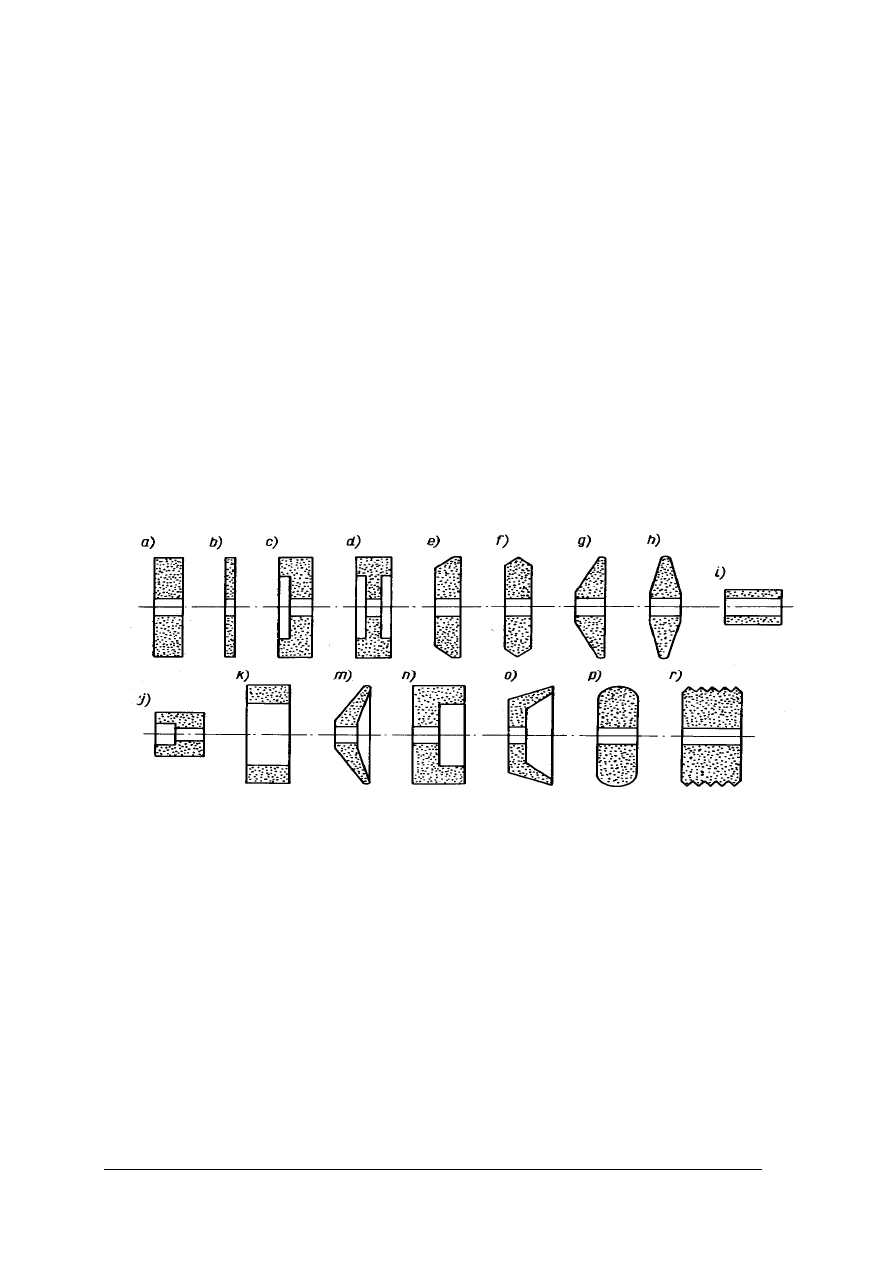
Ściernice dzielimy na: nasadzane, trzpieniowe i segmentowe. Nasadzane
wykorzystywane w większości szlifierek montowane są na trzpieniu i ustalane tarczami
mocującymi oraz nakrętką. Ściernice trzpieniowe (rys. 26) stosowane do obróbki otworów
na stałe osadzone są – wyklejone na trzpieniu, który mocowany jest w uchwycie wrzeciona.
Ściernice segmentowe składają się z kilku elementów – bloków ściernych mocowanych
do głowicy wrzeciona obwodowo. Ściernice przybierają różne kształty zależnie od ich
przeznaczenia.
Rys. 26.
Kształty ściernic nasadzanych: a) tarczowa płaska, b) tarczowa do przecinania, c) tarczowa
z jednostronnym wybraniem, d) tarczowa dwustronnie wybrana, e) tarczowa podcięta,
f) tarczowa dwustronnie podcięta, g) tarczowa jednostronnie stożkowa, h) tarczowa obustronnie
stożkowa, i) walcowa do otworów przelotowych, j) walcowa do otworów nieprzelotowych,
k) pierścieniowa, m) talerzowa, n) garnkowa, o) garnkowa stożkowa, p) kształtowa łukowa, r) do
gwintów [3, s.295]
Narzędzia do obróbki skrawaniem podlegają okresowym ostrzeniom. Dzieje się tak
na skutek zużywania się części ostrza pod wpływem pracy.
Ostrzenie przeprowadza się na szlifierkach do ostrzenia narzędzi, zwanych ostrzarkami.
Dzieli się je na ostrzarki do noży tokarskich, dłutowych, do wierteł, do głowic frezarskich,
do frezów, do pił oraz uniwersalne.
Szlifierki uniwersalne mają znacznie prostszą budowę i zapewniają możliwość ostrzenia
wierteł, rozwiertaków, frezów, gwintowników i noży tokarskich. Wymagają jednak dużej
precyzji i ciągłej kontroli procesu ostrzenia. Na szlifierkach uniwersalnych można także
szlifować niewielkie przedmioty i wykonywać ostrzenie narzędzi do obróbki ręcznej:
punktaki, rysiki, przecinaki, wycinaki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
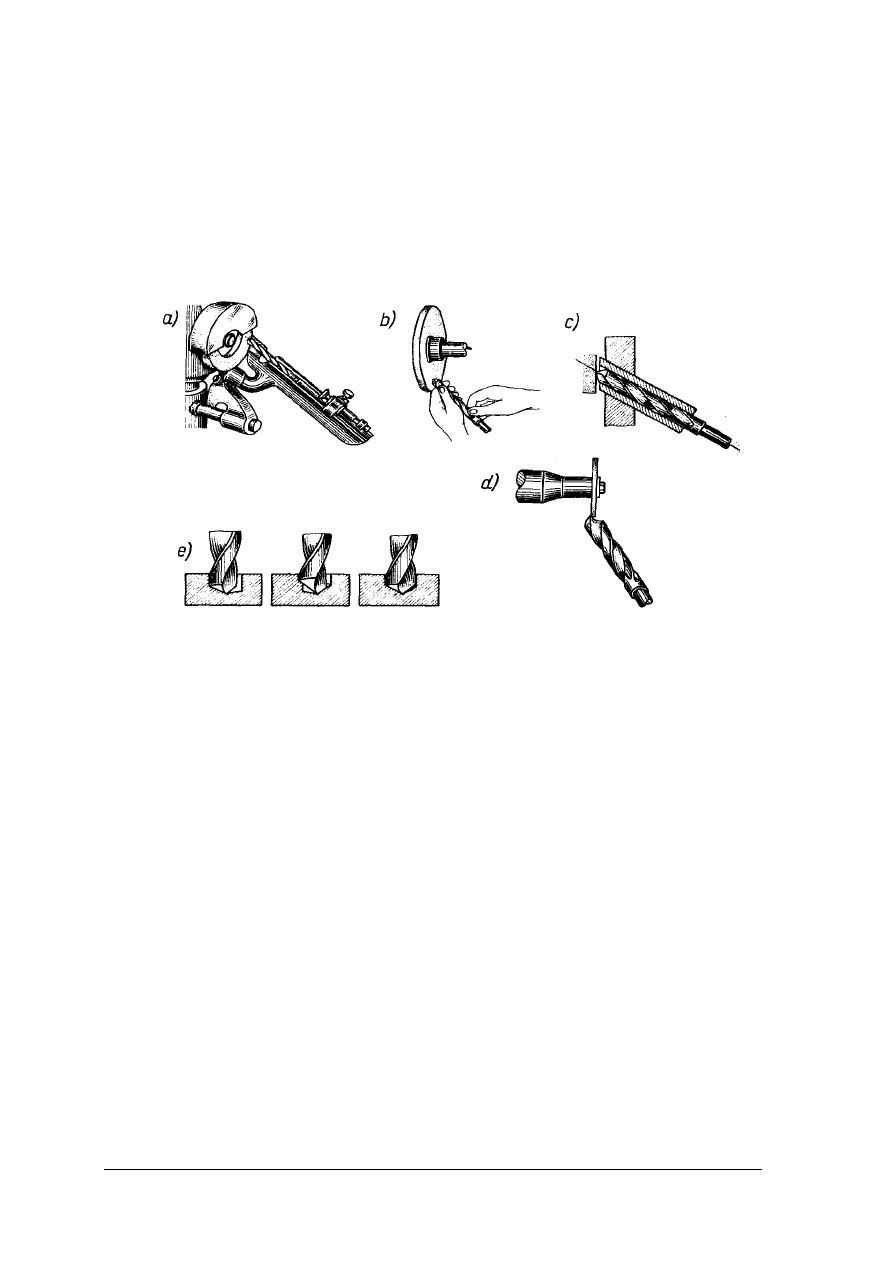
Ostrzenie wierteł.
Ostrzenie wierteł ma na celu skorygowanie zarysu ostrza (rys. 27). Wykonuje się je
na szlifierce uniwersalnej z zastosowaniem przyrządu do ostrzenia wierteł zakładanego
na szlifierkę.
Wiertło mocuje się w przyrządzie w takim położeniu, aby stożkowa powierzchnia
przyłożenia wiertła przylegała do ściernicy. Ręczne ustawienie wiertła do ściernicy
spowodować może nieprawidłowe wykonanie zeszlifowania powierzchni przyłożenia
i zbaczanie wiertła podczas wiercenia. Kolejne fazy ostrzenia pokazane są na rysunku
poniżej.
Rys. 27.
Ostrzenie wiertła: a) na szlifierce z przyrządem, b) ręcznie na szlifierce tarczowej,
c) w tulei ostrzarki do wierteł, d) podszlifowywanie ścinu, e) skutki niewłaściwie
zaostrzonego wiertła (wiertło zbacza w trakcie wykonywania otworu) [3, s.160]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie procesy wchodzą w skład obróbki mechanicznej?
2. Jakie funkcje spełniają tokarki?
3. Jak zbudowany jest nóż tokarski?
4. Jak dzielimy noże tokarskie?
5. Jakie podstawowe prace można wykonać na tokarce?
6. Z jakich zespołów i elementów zbudowana jest frezarka wspornikowa uniwersalna?
7. Jak dzielimy frezy?
8. Jakie podstawowe prace można wykonać na frezarce?
9. Jak odbywa się proces szlifowania?
10. Jakie są rodzaje szlifowania?
11. Jak dzielimy szlifierki?
12. Jak dzielimy ściernice?
13. Jak odbywa się proces ostrzenia ściernicy?
14. Jakie narzędzia można ostrzyć na szlifierkach narzędziowych?
15. Jakie narzędzia można ostrzyć na szlifierkach uniwersalnych?
16. Jak wykonuje się ostrzenie wiertła?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz frezy do wykonania procesu frezowania i wykonaj frezowanie powierzchni
płaskich. Wykonaj rysunki poszczególnych metod frezowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki mechanicznej,
2) przeczytać rysunek techniczny wyrobu,
3) przygotować stanowisko zgodnie z zasadami bezpieczeństwa i higieny pracy,
4) dobrać frezy do wykonywanej operacji,
5) wykonać ćwiczenie,
6) uprzątnąć stanowisko pracy,
7) sporządzić rysunek elementu z zaznaczeniem użytych frezów do jego wykonania,
8) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
frezarka uniwersalna, stołowa lub wiertarka elektryczna,
−
zestaw frezów,
−
pomiarowe narzędzia warsztatowe,
−
materiał do obróbki,
−
rysunek techniczny wykonawczy prostego elementu,
−
przyrządy kreślarskie,
−
gotowy element,
−
literatura z rozdziału 6 dotycząca obróbki mechanicznej.
Ćwiczenie 2
Wykonaj ostrzenie narzędzia skrawającego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki mechanicznej,
2) przeanalizować instrukcję obsługi szlifierki do ostrzenia narzędzi,
3) przygotować stanowisko ćwiczeniowe,
4) wykonać ćwiczenie zgodnie z zasadami bezpieczeństwa i higieny pracy,
5) uprzątnąć stanowisko pracy,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
szlifierka do ostrzenia narzędzi,
−
instrukcja obsługi szlifierki,
−
narzędzie do ostrzenia,
−
narzędzie zaostrzone prawidłowo,
−
literatura z rozdziału 6 dotycząca obróbki mechanicznej, dotycząca ostrzenia narzędzi
skrawających.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać zastosowanie tokarek?
2) nazwać części składowe noża tokarskiego?
3) dobrać rodzaje noży tokarskich do wykonywanych operacji
toczenia?
4) wykonać operację toczenia zewnętrznego?
5) wykonać operację toczenia wewnętrznego?
6) wskazać zastosowanie frezarki?
7) podzielić frezy i wskazać ich zastosowanie do frezowania?
8) wykonać operację frezowania?
9) nazwać elementy i zespoły szlifierki oraz wskazać ich zastosowanie?
10) dokonać podziału prac szlifierskich?
11) dobrać rodzaj szlifierki i ściernicy do wykonania operacji
szlifowania?
12) nazwać elementy i zespoły szlifierki do ostrzenia narzędzi?
13) obsłużyć szlifierkę do ostrzenia narzędzi?
14) wykonać operację ostrzenia narzędzi na szlifierce?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Połączenia nierozłączne i rozłączne
4.4.1. Materiał nauczania
Połączenia mechaniczne dzielą się na:
–
rozłączne, w których łączone elementy możemy wielokrotnie łączyć i rozłączać bez
uszkodzenia tworzących je elementów (części łączonych i łączników);
–
nierozłączne, mające na celu trwałe sprzężenie elementów (rozłączanie połączenia jest
związane z uszkodzeniem bądź zniszczeniem elementów złącza).
Wśród połączeń rozłącznych wyróżniamy:
−
połączenia gwintowe, najszersza (podstawowa) grupa połączeń rozłącznych.
Wykonywane są najczęściej za pomocą znormalizowanych łączników gwintowych
w postaci: śrub, wkrętów i nakrętek. Śruby posiadają łby w kształcie umożliwiającym ich
przykręcenie za pomocą klucza (sześciokątne, kwadratowe lub wewnętrzne pod klucz,
np. typu Torx), natomiast wkręty posiadają nacięcie płaskie lub krzyżowe do wkrętaka,
którymi są wkręcane. W połączeniach gwintowych spotykamy również śruby
dwustronne: tzw. szpilki i śruby rzymskie (posiadają prawy i lewy gwint). Aby zapobiec
samoczynnemu odkręcaniu się nakrętek, wskutek drgań towarzyszącym pracy maszyn,
stosuje się zabezpieczenia w postaci zawleczek, podkładek sprężystych, odginanych itp.,
−
połączenia kołkowe – ich zadaniem może być dokładne ustalenie położenia elementów
względem siebie lub też przenoszenie sił z jednego elementu urządzenia na drugi.
Wyróżniamy kołki walcowe, stożkowe (zbieżność 1:50), kołki z karbami i nitokołki,
−
połączenia sworzniowe – najczęściej stosowane do łączenia różnego rodzaju przegubów,
−
połączenia klinowe i wpustowe są połączeniami wałka z piastą, rozróżniamy wpusty
pryzmatyczne, ślizgowe lub czółenkowe. Znormalizowane pochylenie (zbieżność) klinów
to 1:100. Rozróżnia się kliny wzdłużne, wpuszczane, płaskie, wklęsłe i noskowe,
−
połączenia wielowypustowe i wielokarbowe są to połączenia wykorzystywane m.in. przy
łączeniu wałów napędowych, przekładni kierowniczej z kolumną, kół przesuwanych
mechanizmu przekładni albo do wałów przegubowych,
−
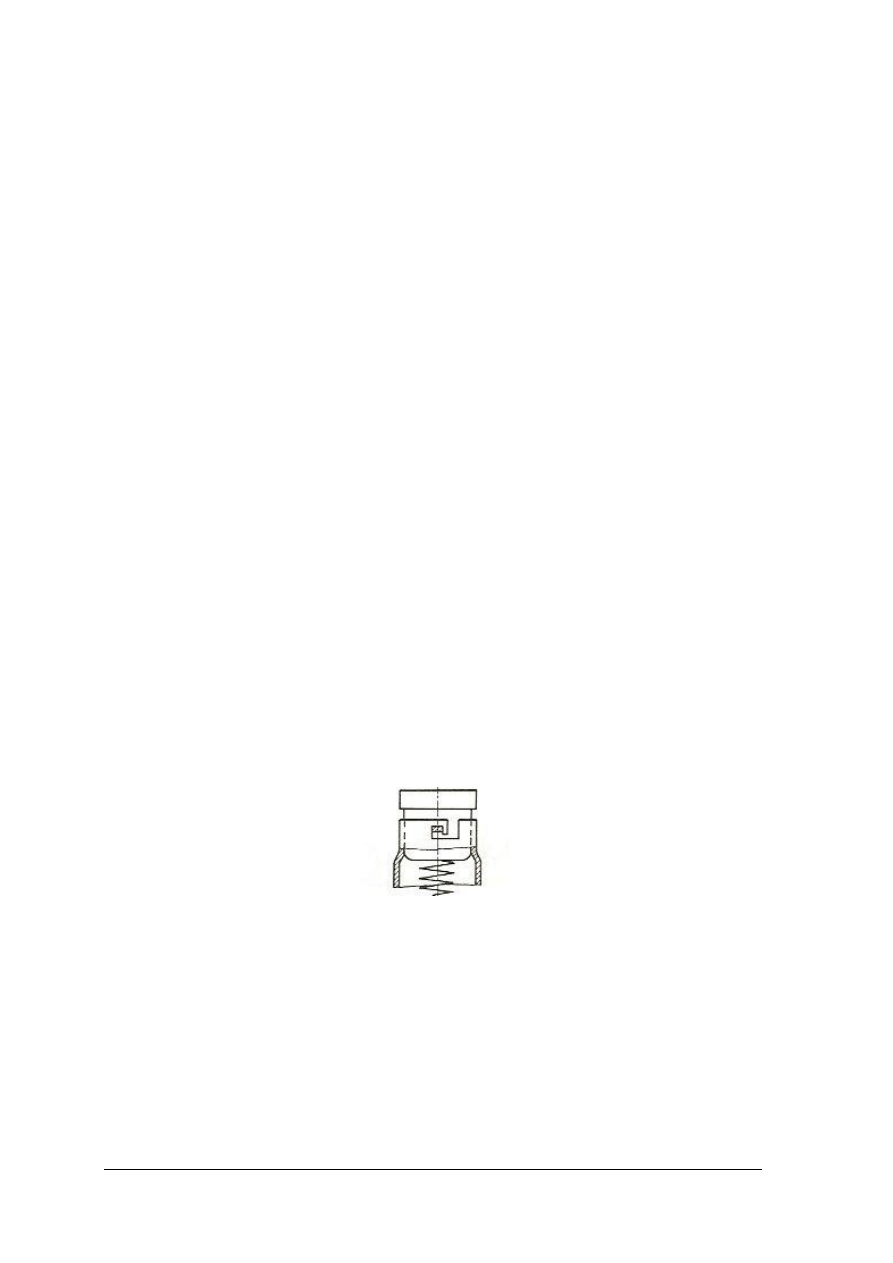
połączenia bagnetowe to połączenia zapewniające możliwość szybkiego rozłączenia
elementów (stosowane m.in. przy mocowaniu żarówek samochodowych) (rys. 28).
Rys. 28.
Połączenie bagnetowe [4, s.214]
Wśród połączeń nierozłącznych możemy dokonać podziału na połączenia spojeniowe
i plastyczne. Do połączeń nierozłącznych spojeniowych zaliczamy:
−
połączenia spawane, które powstają poprzez nadtopienie brzegów łączonych elementów.
Źródłem ciepła jest tu łuk elektryczny lub płomień acetylenowo – tlenowy.
−
połączenia zgrzewane są szeroko stosowane przy łączeniu elementów konstrukcji
blaszanych, np. nadwozie pojazdu samochodowego, a także produkcji wyrobów
z tworzyw sztucznych. Polega na rozgrzaniu, a następnie silnym dociśnięciu łączonych
części.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−
połączenia lutowane charakteryzują się małą wytrzymałością złącza, natomiast z uwagi
na dobre przewodnictwo prądu znalazły szerokie zastosowanie we wszelkiego rodzaju
urządzeniach elektrotechnicznych.
−
połączenia klejone odznaczają się dość dobrą wytrzymałością przy prawidłowym
obciążeniu złącza, jak również należytym przygotowaniu powierzchni i dobranej
substancji klejącej.
Istotą połączeń nierozłącznych plastycznych jest trwałe odkształcenie elementów
łączonych lub łączników. Wśród tych połączeń najbardziej rozpowszechnione są połączenia
nitowe. Elementami łączącymi są nity umieszczane w otworach, wykonanych w łączonych
elementach, a następnie zakuwane ręcznie lub maszynowo.
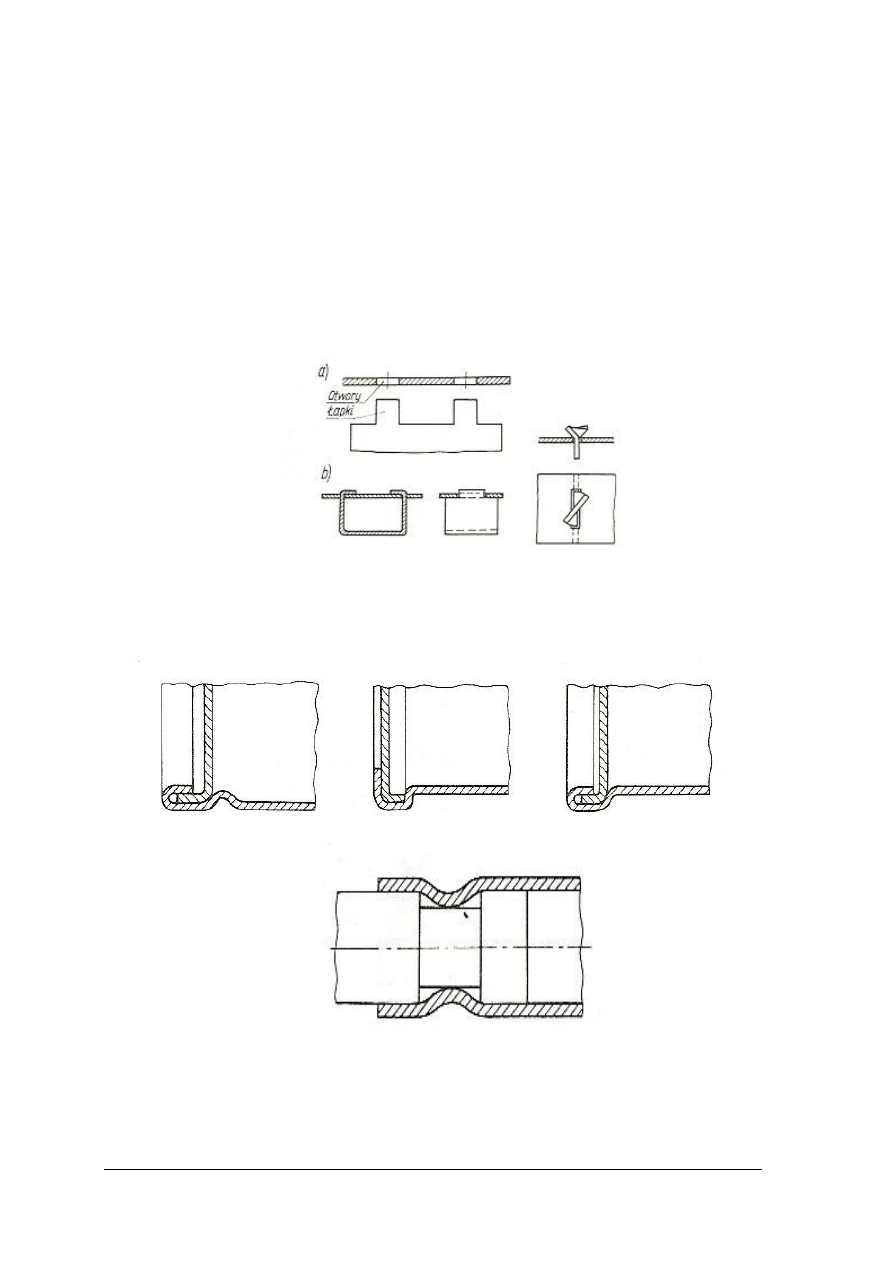
Elementy blaszane łączy się często poprzez odkształcenie łapek (rys. 29).
Rys. 29.
Połączenia elementów przez odkształcenie łapek [4, s.212]
Innym przykładem połączeń nierozłącznych plastycznych może być łączenie przez
zawijanie krawędzi (rys. 30) lub poprzez zwalcowywanie (rys 31).
Rys. 30.
Przykłady łączenia przez zawijanie krawędzi [4, s.212]
Rys. 31. Połączenie przez zawalcowanie [4, s.212]
W urządzeniach elektronicznych połączenia oprócz mechanicznego łączenia muszą także
przewodzić prąd elektryczny. W takim przypadku złącze powinno wykazywać zarówno dobre
własności mechaniczne, jak również elektryczne przez cały okres eksploatacji urządzenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Złącza wtykowe są stosowane w sprzęcie elektronicznym do wielokrotnego łączenia
przewodów elektrycznych. Złącze wtykowe składa się z wtyku oraz gniazda, w których
wyróżniamy:
–
styki przeznaczone do przesyłu energii zasilającej lub sygnału,
–
obudowa
wraz
z
elementami
naprowadzającymi
zapewniającymi
poprawne
i jednoznaczne połączenie,
–
elementy mocujące uniemożliwiające samoczynne rozłączenie.
Zależnie od przeznaczenia rozróżniamy:
–
złącza modułowe przeznaczone do łączenia obwodów funkcjonalnych (modułów)
z elementami zasilania i przesyłania sygnałów,
–
złącza kablowe przeznaczone do łączenia oddzielnych konstrukcyjnie zespołów i bloków
z elementami przesyłania sygnałów oraz źródłem zasilania energetycznego urządzenia.
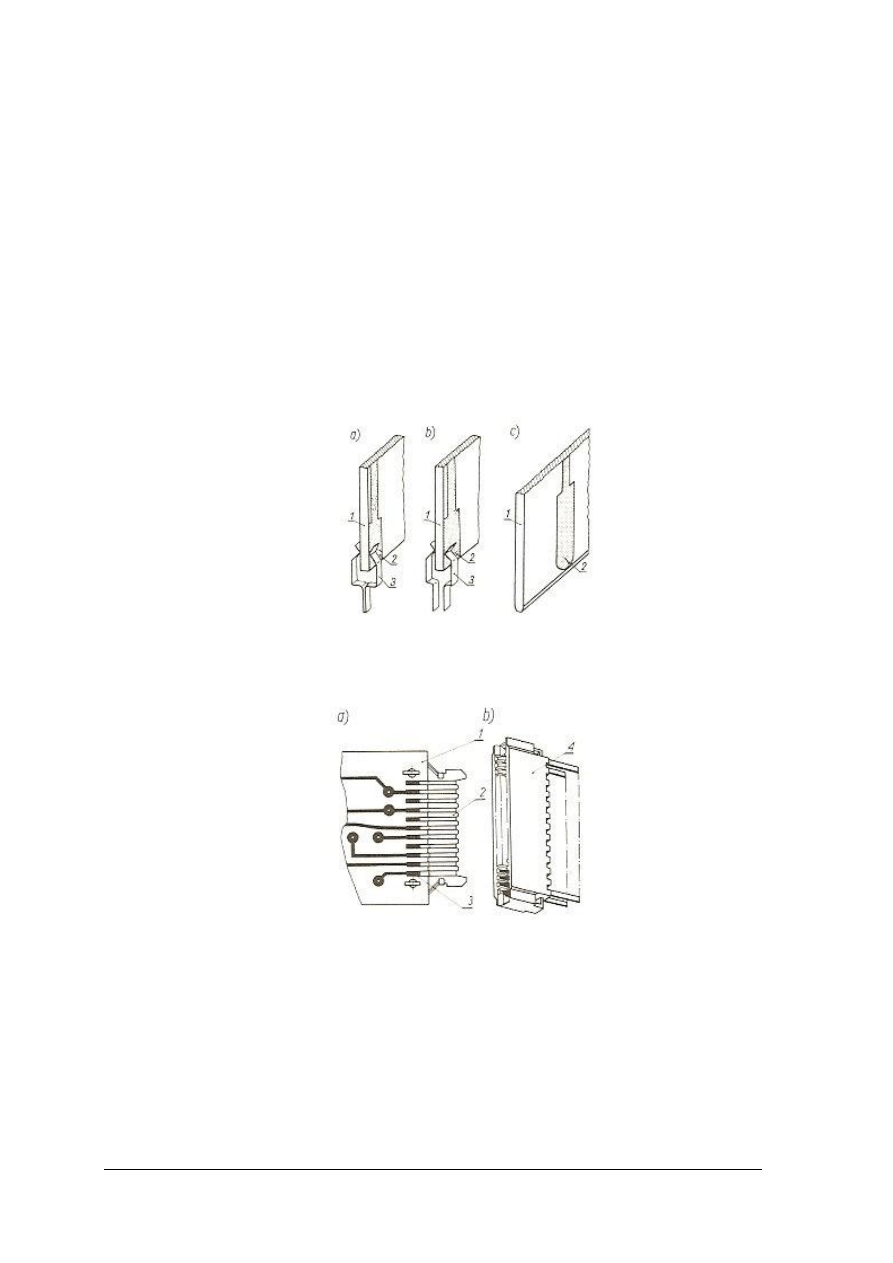
Styki złącz modułowych mogą być wykonane bezpośrednio na płytce drukowanej,
mówimy wówczas o złączu bezpośrednim (rys. 32) lub osadzone w oddzielnej obudowie –
złącze pośrednie (rys. 33).
Rys. 32. Zasada złącza bezpośredniego: a) zestyk podwójny, b) zestyk dwustronny, c) płytka
ze ściętą krawędzią,1 – płytka, 2 – metalizacja, 3 – styki [4, s.135]
Rys. 33. Zasada złącza pośredniego: a) płytka drukowana, b) gniazdo złącza, 1 – płytka
drukowana, 2 – styki, 3 – połączenie lutowane, 4 – gniazdo złącza (w obudowie
sprzętu) [4, s.136]
Złącza kablowe są przeznaczone do łączenia wiązek przewodów. Wśród nich
wyróżniamy:
–
złącza okrągłe, łączące poszczególne bloki urządzeń elektronicznych,
–
złącza prostokątne, przeznaczone do łączenia podzespołów elektronicznych,
–
złącza współosiowe przesyłające sygnały wielkiej częstotliwości,
–
złącza do płaskich kabli giętych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym różnią się połączenia rozłączne od nierozłącznych?
2. Która z metod łączenia metali znalazła szerokie zastosowanie w elektronice?
3. Jakie są metody łączenia elementów maszyn?
4. Jakie znasz rodzaje złącz wtykowych?
5. Jak zbudowane są złącza modułowe?
6. Jakie zastosowanie mają złącza kablowe?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie przedstawionych przez nauczyciela przykładów złącz nazwij poszczególne
metody łączenia i dokonaj podziału na połączenia rozłączne i nierozłączne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące połączeń i ich
zastosowania w technice,
2) przeanalizować otrzymane próbki połączeń,
3) pogrupować połączenia zgodnie z przyjętymi kryteriami,
4) wyniki przedstawić w dowolnej formie,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
elementy połączone różnymi metodami,
−
przybory do pisania,
−
arkusz papieru,
−
literatura z rozdziału 6 dotycząca połączeń nierozłącznych i rozłącznych.
Ćwiczenie 2
Określ zastosowanie przedstawionych złączy elektrycznych, przykłady zastosowań
zapisz w notaniku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące połączeń nierozłącznych
i rozłącznych,
2) rozpoznać rodzaj złącza,
3) określić przeznaczenie poszczególnych złącz,
4) zapisać w notatniku przykładowe zastosowanie poszczególnych złącz,
5) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
złącza wtykowe różnej konstrukcji,
−
przybory do pisania,
−
notatnik,
−
literatura z rozdziału 6 dotycząca połączeń nierozłącznych i rozłącznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić podstawowe rodzaje połączeń?
2) rozróżnić metody łączenia elementów maszyn?
3) wymienić rodzaje złącz kablowych?
4) rozpoznać złącza do wielokrotnego łączenia przewodów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.5. Połączenia ruchowe
4.5.1. Materiał nauczania
Do połączeń ruchowych w różnych wykonaniach stosowane są sworznie (rys. 34).
Za pomocą sworzni łączy się m.in. tłoki z korbowodami, różnego rodzaju przeguby,
wykonuje się połączenia widełkowe, pracują one również jako ośki kółek czy rolek. Sworznie
przed wysunięciem zabezpieczone są za pomocą łbów, podkładek, zawleczek, nakrętek,
kołków lub pierścieni. Sworznie w otworach są montowane luźno, czasami stosuje się
unieruchomienie sworznia w jednym z elementów łączonych poprzez ciasne pasowanie, bądź
przekołkowanie.
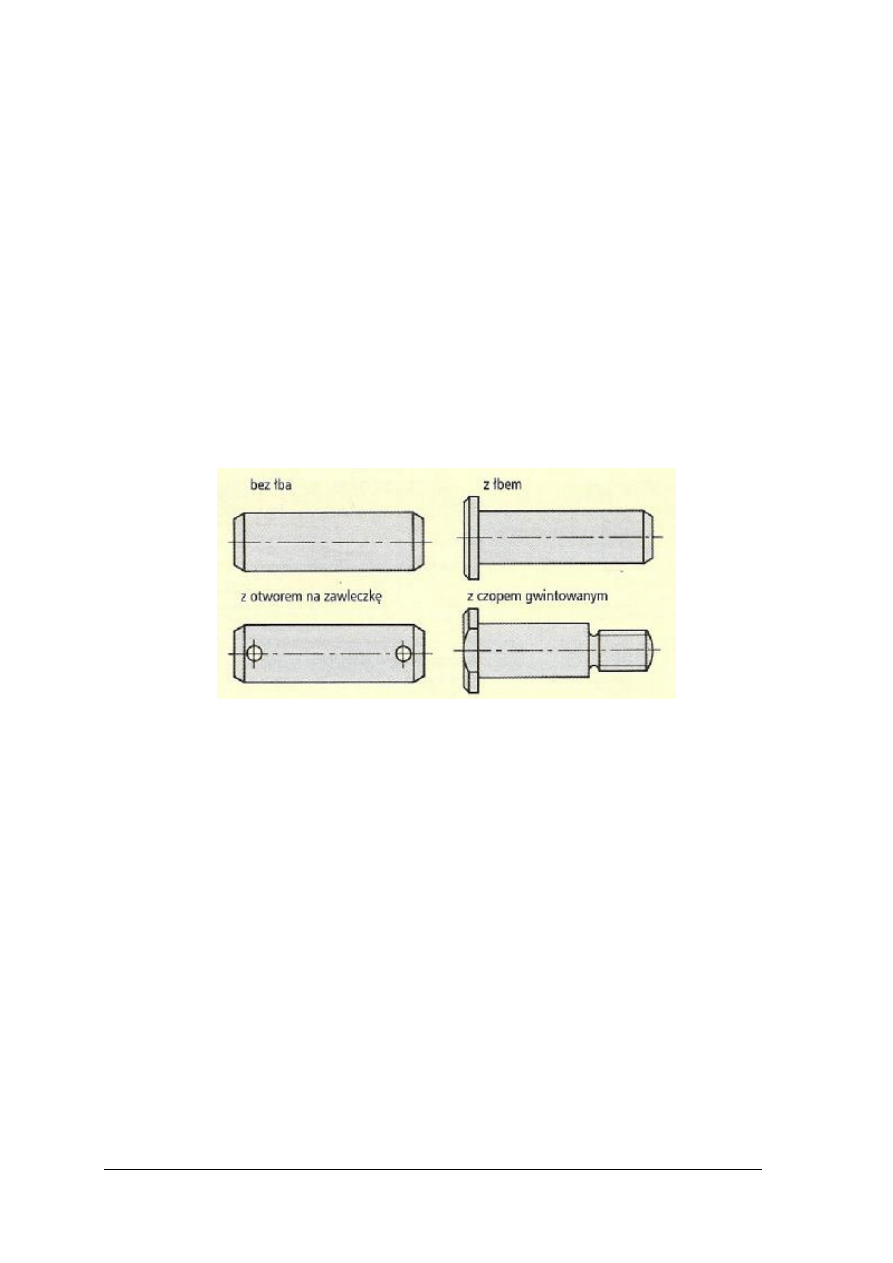
Rozróżnia się podstawowe rodzaje sworzni:
–
bez łba, w postaci krótkich wałków walcowych (często drążonych),
–
z dużym łbem walcowym,
–
z czopem gwintowanym, posiadające łeb ścięty dwustronnie pod klucz lub łeb
sześciokątny.
Rys. 34. Rodzaje sworzni [1, s.52]
Wszystkie wymienione rodzaje sworzni mogą mieć wykonane otwory na zawleczki.
Sworznie bez łba i z łbem walcowym zabezpieczone są przed wysunięciem:
–
podkładkami i zawleczkami,
–
pierścieniami osadczymi lub sprężynującymi.
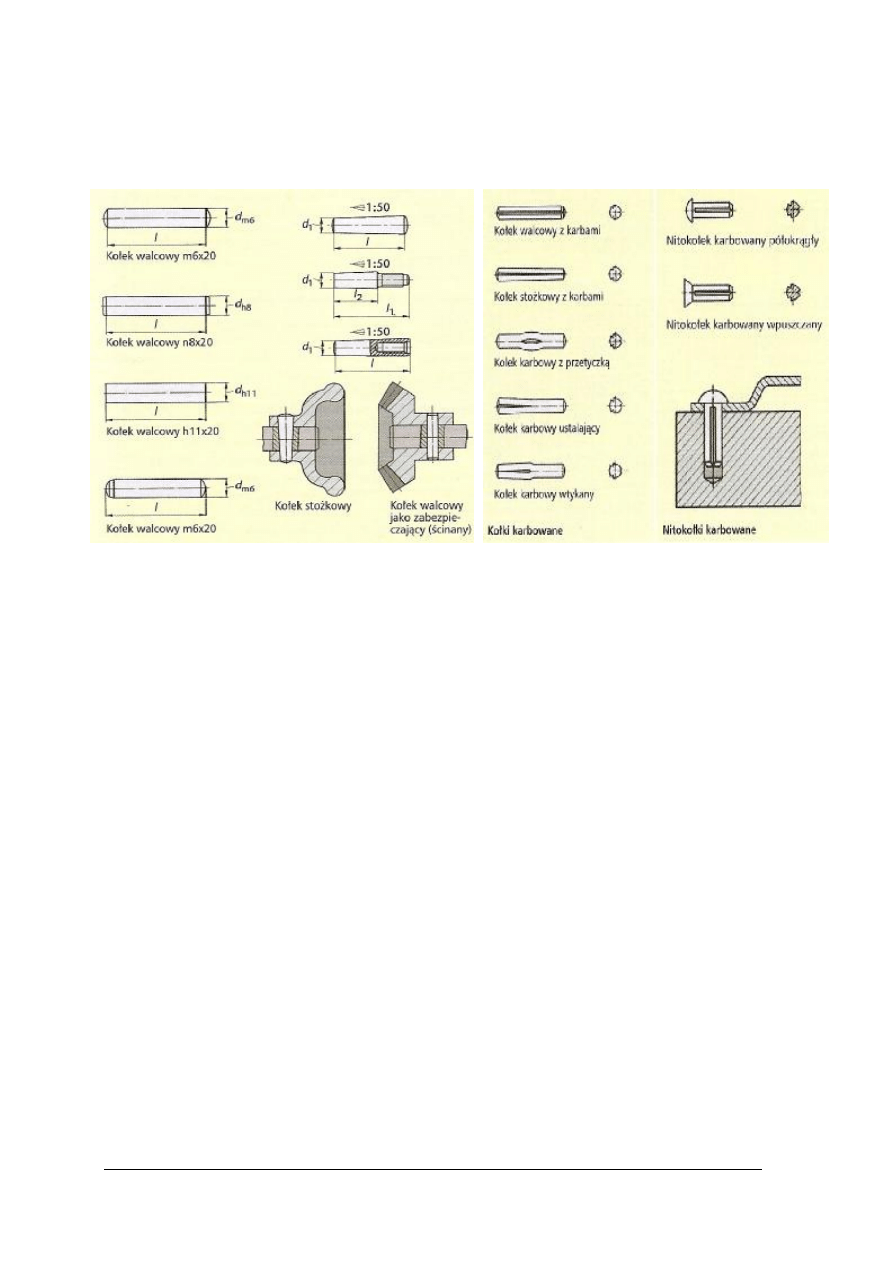
Odmianą sworzni stosowaną głównie w połączeniach ciasnych są kołki walcowe
i stożkowe o zbieżności 1:50 (rys. 35).
Kołki walcowe są szlifowane lub ciągnione, ich końce mogą mieć kształt stożkowy,
soczewkowy lub płaski. Są one stosowane głównie jako kołki ustalające, łączące lub
zabezpieczające. Części przeznaczone do montażu są wspólnie wiercone i rozwiercane.
Kołki stożkowe są często stosowane w połączeniach często rozłączanych. Otwór pod
kołek wiercimy na wymiar nominalny kołka (najmniejsza średnica), a następnie rozwiercamy
rozwiertakiem stożkowym. Jeżeli mamy do połączenia części z wykonanym otworem
nieprzelotowym, późniejsze wyjęcie kołka ułatwi nam zastosowanie kołka z gwintem
zewnętrznym lub wewnętrznym.
Kołki karbowane mogą być zarówno walcowe jak i stożkowe. Przy montażu wytwarzają
duże naprężenia z powodu zawalcowanych na obwodzie trzech karbów. Karby te powodują,
że otwory mogą być mniej dokładnie wykonane (nie wymagają rozwiercania). Połączenie
wykonane z użyciem kołków karbowanych jest odporne na drgania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Odmianą kołków karbowanych są nitokołki, które wyposażone są w łby i dzięki swojej
funkcjonalności znalazły zastosowanie do mocowania blach i szyldów na częściach
konstrukcyjnych. Usunięcie nitokołka sprowadza się do przewiercenia go.
Rys. 35.
Rodzaje kołków i nitokołków – przykłady połączeń [1, s.51, 52]
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Za pomocą jakich materiałów stosuje się połączenia ruchowe?
2. W jaki sposób sworzeń jest zabezpieczany przed wypadnięciem?
3. W jakich przypadkach stosowane są kołki karbowane?
4. W jakich rozwiązaniach stosuje się nitokołki?
5. W jakich elementach stosowane są kołki stożkowe?
4.5.3. Ćwiczenia
Ćwiczenie 1
Dokonaj montażu dwóch blach stalowych o grubości 2 mm za pomocą dwóch
nitokołków o średnicy Ø6. Zabezpieczenie przed samoczynnym odkręceniem wykonaj
dwoma różnymi sposobami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące połączeń ruchowych i ich
zastosowania w technice,
2) przygotować stanowisko pracy zgodnie z zasadami przepisów bezpieczeństwa i higieny
pracy oraz ochrony przeciwpożarowej,
3) dokonać doboru nitokołków, zgodnie z wymogami ćwiczenia,
4) dobrać narzędzia do montażu,
5) wykonać montaż blach,
6) zaprezentować wykonane ćwiczenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
–
przygotowane elementy do montażu,
–
narzędzia pomiarowe,
–
zestaw kluczy płasko-oczkowych,
–
nitokołki,
–
przyrządy pomiarowe,
–
literatura z rozdziału 6 dotycząca połączeń ruchowych.
Ćwiczenie 2
Wykonaj montaż koła pasowego z wałem za pomocą kołka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące połączeń ruchowych i ich
zastosowania w technice,
2) przygotować stanowisko pracy zgodnie z zasadami przepisów bezpieczeństwa i higieny
pracy oraz ochrony przeciwpożarowej,
3) zgromadzić niezbędne materiały i narzędzia,
4) dobrać rodzaj i średnicę kołka,
5) wykonać montaż elementów,
6) uprzątnąć stanowisko pracy,
7) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
elementy przeznaczone do łączenia za pomocą kołków,
−
narzędzia pomiarowe,
−
kołki różnych rozmiarów i typów,
−
przyrządy i narzędzia mocujące,
−
młotek,
−
literatura z rozdziału 6 dotycząca połączeń ruchowych.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić różnicę między kołkiem a sworzniem?
2) opisać zastosowanie nitokołków?
3) wyjaśnić różnicę między kołkiem walcowym, a kołkiem
karbowanym?
4) wymienić rodzaje kołków?
5) wymienić rodzaje nitokołków?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.6. Podstawowe rodzaje obróbki cieplnej i cieplno-chemicznej
4.6.1. Materiał nauczania
Obróbka cieplna jest to zespół odpowiednio dobranych zabiegów cieplnych
prowadzących do zmiany właściwości stali poprzez zmiany struktury w stanie stałym
w wyniku zmian temperatury i czasu.
Ze względu na czynniki wpływające na kształtowanie struktury oraz właściwości
metali i stopów można wyróżnić następujące rodzaje obróbki cieplnej:
−
obróbkę cieplną zwykłą,
−
obróbkę cieplno-chemiczną,
−
obróbkę cieplno-mechaniczną (zwaną także obróbką cieplno-plastyczną).
Podstawowymi parametrami, które decydują o przemianach fazowych stali są:
szybkość nagrzewania, temperatura wygrzewania, czas nagrzewania, wygrzewania
i chłodzenia oraz szybkość chłodzenia w zależności od temperatury wygrzewania.
Nagrzewanie i chłodzenie materiału może przebiegać w sposób ciągły lub stopniowy.
Podczas nagrzewania stopniowego rozróżnia się: podgrzewanie – nagrzewanie
do temperatury pośredniej i dogrzewanie – nagrzewanie do temperatury wygrzewania.
Podobnie podczas chłodzenia stopniowego wyróżniamy pojęcia: podchładzanie –
chłodzenie do temperatury pośredniej oraz wychładzanie – chłodzenie do temperatury
końcowej. Chłodzenie powolne (w piecu, spokojnym powietrzu) nazywamy studzeniem,
natomiast chłodzenie szybkie (w wodzie, oleju) nazywamy oziębianiem. Ochłodzenie
i wytrzymanie materiału w temperaturze poniżej 0°C nazywamy wymrażaniem.
Przemiany fazowe podczas obróbki cieplnej.
Przemiana austenityczna.
Podczas nagrzewania stali, powyżej temperatury A
c1
, rozpoczyna się przemiana
perlitu w austenit, nazywana przemianą austenityczną. W stalach podeutektoidalnych
po przekroczeniu temperatury A
c3
rozpoczyna się przemiana ferrytu w austenit,
a w stalach nadeutektoidalnych po osiągnięciu temperatury A
ccm
– proces rozkładu
cementytu.
Przemiana austenityczna rozpoczyna się zarodkowaniem austenitu na granicach
międzyfazowych ferryt – cementyt i ma charakter dyfuzyjny. Szybkość zachodzenia
przemiany austenitycznej zależy głównie od stopnia przegrzania perlitu (ferrytu) powyżej
temperatury A
c1
, (A
c3
) przy grzaniu izotermicznym lub od szybkości nagrzewania przy
grzaniu ciągłym oraz od ogólnej powierzchni granic międzyfazowych ferryt – cementyt,
tj. dyspersji perlitu. Przemianę tę można rozważać w trzech następujących po sobie
etapach:
−
utworzenie austenitu niejednorodnego,
−
utworzenie austenitu jednorodnego,
−
rozrost ziaren austenitu.
Przemianie perlitu w austenit towarzyszy rozdrobnienie ziarna, jednak dalszy wzrost
temperatury lub czasu austenityzowania sprzyja rozrostowi ziaren. Skłonność do rozrostu
ziaren austenitu zależy w znacznym stopniu od rodzaju stali, które możemy podzielić
na dwie grupy:
−
stale drobnoziarniste o małej skłonności do rozrostu ziaren austenitu w zakresie
temperatur do 900–950°C,
−
stale gruboziarniste, w których rozrost ziaren austenitu następuje bezpośrednio
po zakończeniu przemiany austenitycznej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Drobnoziarnista struktura austenitu pierwotnego wpływa na poprawę właściwości
mechanicznych i eksploatacyjnych stali normalizowanych, hartowanych i ulepszanych
cieplnie.
Przemiany podczas chłodzenia.
Austenit jest fazą trwałą tylko w pewnym zakresie temperatur i po ochłodzeniu
poniżej temperatury A
r
, ulega przemianie perlitycznej, bainitycznej lub martenzytycznej.
W zależności od sposobu chłodzenia dla różnych gatunków stali są opracowywane
wykresy:
−
CTPi – przy chłodzeniu izotermicznym,
−
CTPc – przy chłodzeniu ciągłym.
Rozpoczęcie przemiany austenitu wymaga pewnego czasu zwanego „czasem
inkubacji austenitu”, który jest potrzebny do przegrupowania atomów oraz powstania
zarodków nowej fazy.
Przemiana perlityczna.
Przemiana perlityczna zachodzi po ochłodzeniu austenitu do zakresu temperatur
pomiędzy temperaturą A
r1
, a temperaturą minimalnej trwałości austenitu 500–550°C.
W jej wyniku z austenitu powstaje mieszanina eutektoidalna złożona z płytek ferrytu
i cementytu zwana perlitem. Gdy stężenie węgla w austenicie spadnie do poziomu
odpowiadającego jego zawartości w ferrycie – powstaje płytka ferrytu, co prowadzi do
wzbogacenia sąsiednich obszarów austenitu w węgiel do zawartości wymaganej dla
powstania płytki cementytu.
Przemiana bainityczna.
Przemiana bainityczna zachodzi w stalach pomiędzy temperaturą najmniejszej
trwałości austenitu a temperaturą początku przemiany martenzytycznej. Podczas
chłodzenia izotermicznego w zależności od temperatury przemiany rozróżnia się bainit
górny, tworzący się w zakresie temperatury poniżej minimalnej trwałości austenitu
a temperaturą 350–400°C oraz bainit dolny powstający w temperaturze pomiędzy
350–400°C a temperaturą początku przemiany martenzytycznej.
Przemiana martenzytyczna.
Przemiana martenzytyczna (nazywana przemianą bezdyfuzyjną lub ścinającą)
zachodzi w stalach po przechłodzeniu austenitu poniżej temperatury M
s
(ang. martensite
start) z prędkością równą lub większą od prędkości krytycznej. W wyniku powyższej
przemiany powstaje martenzyt tj. przesycony roztwór węgla w żelazie, o strukturze
tetragonalnej, powstającej przez zniekształcenie komórki sieci (ferrytu) obecnością
atomów węgla w lukach oktaedrycznych. Parametry sieci tetragonalnej martenzytu, a tym
samym jego właściwości zależą głównie od zawartości węgla w martenzycie. Martenzyt
cechuje wysoka twardość i mała ciągliwość spowodowana obniżeniem symetrii sieci
i wysokimi naprężeniami wywołanymi przez atomy międzywęzłowe oraz obecność
defektów sieciowych (dyslokacji, mikrobliźniaków).
Przemiany podczas odpuszczania.
Podczas wygrzewania w temperaturze niższej od A
1
stali uprzednio zahartowanej
zachodzą następujące przemiany:
−
rozkład martenzytu,
−
przemiana austenitu szczątkowego w fazę,
−
wydzielanie węglika i cementytu w stalach węglowych oraz innych węglików
w stalach stopowych,
−
koagulacja węglików wydzielonych we wcześniejszych stadiach odpuszczania.
W zależności od temperatury możemy wyróżnić kilka stadiów odpuszczania,
w których przeważa jedna z przemian.
Pierwsze stadium przebiega w zakresie temperatur 80–200°C. Z martenzytu wydziela

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
się węgiel w postaci drobnodyspersyjnego węglika, co powoduje zmniejszenie
tetragonalności martenzytu. Powyższym przemianom towarzyszy skurcz próbki. Struktura
po odpuszczaniu składa się z martenzytu odpuszczonego, austenitu szczątkowego
i wydzieleń węglika.
Drugie stadium przebiega w zakresie temperatur 200–300°C. Przeważają tutaj
procesy przemiany austenitu szczątkowego w martenzyt odpuszczony, co powoduje
wydłużenie próbki. Struktura stali składa się z martenzytu odpuszczonego i węglika.
W trzecim stadium odpuszczania (300–400°C) następuje całkowite wydzielenie się
węgla z martenzytu, rozpuszczanie się węglika w osnowie i niezależne wydzielanie
cementytu. W powyższym stadium odpuszczania następuje silny skurcz próbki. Struktura
próbki składa się martenzytu odpuszczonego i wydzieleń cementytu
.
Powyżej temperatury 400°C rozpoczyna się czwarte stadium odpuszczania, w którym
zachodzą procesy koagulacji cementytu, polegające na stopniowym rozpuszczaniu się
mniejszych cząstek cementytu i wzroście większych. W temperaturze ok. 600°C następuje
sferoidyzacja cementytu. Struktura składa się z wysokoodpuszczonego martenzytu.
Procesy obróbki cieplnej.
Obróbka cieplna ma na celu zmianę właściwości poprzez zmianę struktury, lecz bez
zmiany kształtu obrabianego przedmiotu. W zależności od parametrów obróbki cieplnej
oraz zmian zachodzących w strukturze pod wpływem obróbki cieplnej wyróżnia się:
wyżarzanie, hartowanie, odpuszczanie, przesycanie i starzenie.
Wyżarzanie.
Przez wyżarzanie rozumie się zabiegi cieplne, których celem jest uzyskanie struktury
w obrabianym materiale zbliżonej do stanu równowagi termodynamicznej. Wyżarzanie
polega na nagrzaniu materiału do określonej temperatury, wygrzaniu w tej temperaturze
i chłodzeniu z odpowiednią szybkością. Ze względu na temperaturę, w której wyżarzanie
przebiega, dzieli się je na wyżarzanie: z przekrystalizowaniem i bez przekrystalizowania.
Procesy wyżarzania bez przekrystalizowania.
Wyżarzanie rekrystalizujące przeprowadza się po obróbce plastycznej na zimno.
Polega na nagrzaniu materiału do temperatury wyższej od temperatury początku
rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu. Celem wyżarzania
rekrystalizującego jest usunięcie skutków zgniotu i przywrócenie pierwotnych
właściwości materiału.
Wyżarzanie odprężające (odprężanie) polega na nagrzaniu materiału do temperatury
poniżej A
c1
, najczęściej 600–650°C, wygrzaniu w tej temperaturze i powolnym studzeniu.
Celem wyżarzania odprężającego jest zmniejszenie naprężeń własnych bez wyraźnych
zmian struktury i właściwości uzyskanych w wyniku wcześniejszej obróbki, stosowane
jest do odlewów staliwnych, elementów spawanych oraz utwardzonych przez
odkształcenia plastyczne.
Wyżarzanie stabilizujące przeprowadza się w temperaturze do 150°C i ma na celu
zapewnienie niezmienności wymiarowej oraz zmniejszenie naprężeń własnych.
Najczęściej jest stosowane do narzędzi, sprawdzianów, odlewów żeliwnych, walców
hutniczych itp. Jeżeli wyżarzanie przebiega w temperaturze otoczenia w czasie od kilku
miesięcy do kilku lat, to nosi nazwę sezonowanie.
Procesy wyżarzania z przekrystalizowaniem.
Wyżarzanie ujednorodniające (homogenizujące) polega na nagrzaniu materiału do
temperatury
1000–1200°C,
długotrwałym
wygrzaniu
w
tej
temperaturze
aż do wyrównania składu chemicznego oraz powolnym chłodzeniu. Celem zabiegu jest
zmniejszenie niejednorodności składu chemicznego.
Wyżarzanie normalizujące (normalizowanie) polega na nagrzaniu do stanu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
austenitycznego, tzn. 30–50°C powyżej temperatury linii GSE (A
c3
, A
cm
) i następnie
studzeniu w powietrzu. Celem operacji jest uzyskanie jednorodnej struktury
drobnoziarnistej, a przez to poprawa właściwości mechanicznych stali. Jest stosowane
do niestopowych stali konstrukcyjnych i staliwa – często przed dalszą obróbką cieplną
w celu ujednorodnienia struktury.
Wyżarzanie zupełne polega na nagrzaniu stali, jak przy wyżarzaniu normalizującym
i powolnym studzeniu w piecu. Celem zabiegu jest zmniejszenie twardości, usunięcie
naprężeń własnych, poprawa ciągliwości stali. Procesowi temu poddaje się zwykle stale
stopowe, dla których szybkość chłodzenia w spokojnym powietrzu podczas
normalizowania jest za duża i może prowadzić do zahartowania stali.
Wyżarzanie izotermiczne jest odmianą wyżarzania zupełnego i polega na nagrzaniu
stali o 30–50°C powyżej temperatury A
c3
, A
cm
, wygrzaniu w tej temperaturze, szybkim
chłodzeniu do temperatury zawartej pomiędzy temperaturą A
r1
, a temperaturą
najmniejszej trwałości przechłodzonego austenitu i izotermicznym wytrzymaniu w tej
temperaturze aż do zakończenia przemiany perlitycznej. W wyniku wyżarzania
izotermicznego uzyskuje się równomierne rozmieszczenie cementytu w perlicie, ziarna
średniej wielkości, dobrą obrabialność oraz twardość w granicach 150–220 HB. Z tych
względów proces ten jest zalecany dla stali stopowych do nawęglania i ulepszania,
przeznaczonych na koła zębate, wałki wielowypustowe itp.
Wyżarzanie sferoidyzujące (zmiękczanie) polega na nagrzaniu stali do temperatury
zbliżonej do A
c1
wygrzaniu w tej temperaturze i powolnym chłodzeniu. Wygrzewanie
może się odbywać w temperaturze do 20°C powyżej lub poniżej temperatury A
c1
.
Najbardziej efektywne jest wygrzewanie wahadłowe wokół temperatury A
c1
, trudne
jednak do realizacji w warunkach przemysłowych.
W wyniku operacji wyżarzania sferoidyzującego uzyskuje się strukturę cementytu
kulkowego w osnowie ferrytycznej tzw. sferoidyt. Struktura taka odznacza się najmniejszą
twardością, dobrą skrawalnością oraz podatnością na odkształcenia plastyczne w czasie
obróbki plastycznej na zimno.
Hartowanie.
Hartowanie polega na nagrzaniu stali do temperatury austenityzowania, krótkim
wygrzaniu w tej temperaturze i oziębieniu z szybkością umożliwiającą uzyskanie
struktury martenzytycznej lub bainitycznej. Podczas hartowania stali niestopowych oraz
stali niskostopowych materiał nagrzewamy do temperatury 30–50°C powyżej linii GSK.
Natomiast stale wysokostopowe (nierdzewne, szybkotnące) nagrzewamy do temperatur
znacznie wyższych (1100–1200°C) w celu rozpuszczenia się w austenicie węglików
i maksymalnego nasycenia roztworu stałego pierwiastkami stopowymi.
W zależności od sposobu chłodzenia wyróżnia się hartowanie zwykłe (ciągłe),
stopniowe oraz z przemianą izotermiczną.
Hartowanie zwykłe polega na ciągłym obniżaniu temperatury obrabianego elementu
z prędkością większą od krytycznej w ośrodku o temperaturze niższej od temperatury
początku przemiany martenzytycznej. Dobór ośrodka chłodzącego uzależniony jest
od hartowanego materiału oraz rodzaju struktury, którą chcemy uzyskać po zakończeniu
procesu.
Stale węglowe chłodzimy najczęściej w wodzie lub roztworach soli, natomiast stale
stopowe w oleju lub powietrzu.
Hartowanie stopniowe polega na chłodzeniu obrabianego elementu w kąpieli
o temperaturze wyższej od temperatury początku przemiany martenzytycznej,
wytrzymaniu w tej temperaturze przez okres konieczny do wyrównania temperatury na
powierzchni i w rdzeniu przedmiotu lecz nie dłużej niż czas trwałości austenitu w tej
temperaturze i powolnym chłodzeniu do temperatury otoczenia. Dzięki wyrównaniu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
temperatury na powierzchni i w rdzeniu materiału oraz powolnemu chłodzeniu
po wytrzymaniu izotermicznym w przekroju elementu zanikają naprężenia termiczne oraz
zmniejsza się skłonność do pękania i paczenia elementów.
Hartowanie izotermiczne (bainityczne) przebiega podobnie jak hartowanie stopniowe,
tzn. po austenityzowaniu stal ochładza się w kąpieli o temperaturze wyższej
od M
s
, zwykle w zakresie 250–400°C, wytrzymuje w tej temperaturze do czasu
zakończenia przemiany bainitycznej i chłodzi w powietrzu. Uzyskana struktura
bainityczna posiada dużą twardość (40–50 HRC), a zarazem większą ciągliwość
i udarność niż struktura martenzytyczna.
Ze względu na zasięg austenityzowania obrabianego cieplnie przedmiotu hartowanie
dzielimy na: objętościowe i powierzchniowe.
Hartowanie objętościowe występuje wtedy, gdy austenityzowanie obejmuje całą
objętość obrabianego cieplnie przedmiotu, a grubość zahartowanej warstwy zależy
wyłącznie od własności materiału i szybkości chłodzenia.
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy powierzchniowej
przedmiotu do temperatury hartowania i następnie szybkim chłodzeniu. Hartowanie
powierzchniowe
umożliwia
ograniczenie
nagrzewania
do
cienkiej
warstwy
powierzchniowej w miejscach, które powinny być obrobione cieplnie, nie wywołuje więc
dużych naprężeń i odkształceń cieplnych.
Hartowanie powierzchniowe w zależności od sposobu nagrzewania dzieli się na:
−
indukcyjne,
−
płomieniowe,
−
kąpielowe,
−
wiązkowe (laserowe, elektronowe, jonowe).
Odpuszczanie
Odpuszczanie polega na nagrzaniu stali zahartowanej do temperatury niższej od A
c1
,
wygrzaniu w tej temperaturze i chłodzeniu do temperatury pokojowej. W zależności od
temperatury, w której prowadzony jest proces, rozróżnia się odpuszczanie:
−
niskie 100–250°C,
−
średnie 250–500°C,
−
wysokie 500°C – Ac1.
Odpuszczanie niskie stosowane jest głównie do stali narzędziowych, łożyskowych
oraz hartowanych powierzchniowo. Celem odpuszczania niskiego jest zmniejszenie
naprężeń hartowniczych, skłonności do kruchego pękania oraz zachowanie dużej
twardości i odporności na ścieranie.
Odpuszczanie średnie jest stosowane w celu nadania obrabianym elementom wysokiej
granicy sprężystości przy zachowanej dużej wytrzymałości i równoczesnym polepszeniu
ich właściwości plastycznych. Twardość struktury nieznacznie się zmniejsza.
Odpuszczanie
średnie jest stosowane głównie do stali sprężynowych oraz
konstrukcyjnych. Odpuszczanie wysokie stosowane jest głównie do stali konstrukcyjnych
w
celu
otrzymania
najbardziej
korzystnych
właściwości
wytrzymałościowych
i plastycznych, tj. dużej udarności i wydłużenia przy maksymalnym stosunku R
e
/R
m
.
Połączenie hartowania z odpuszczaniem niskim nazywamy utwardzaniem cieplnym,
natomiast połączenie hartowania z odpuszczaniem wysokim lub średnim nazywamy
ulepszaniem cieplnym.
Przesycanie i starzenie.
Przesycanie polega na nagrzaniu stopu do temperatury powyżej granicznej
rozpuszczalności drugiego składnika, wygrzaniu w tej temperaturze i szybkim chłodzeniu
w celu zatrzymania rozpuszczonego składnika w roztworze stałym. W wyniku przesycania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
poprawiają się właściwości plastyczne natomiast zmniejsza się wytrzymałość i twardość.
Starzenie polega na nagrzaniu stopu uprzednio przesyconego do temperatury poniżej
granicznej rozpuszczalności drugiego składnika, wygrzaniu w tej temperaturze
i powolnym chłodzeniu. Jeżeli proces starzenia zachodzi w temperaturze pokojowej
to nosi nazwę starzenia samorzutnego lub naturalnego. Starzenie powoduje poprawę
właściwości wytrzymałościowych i twardości oraz pogorszenie plastyczności.
Połączone procesy przesycania i starzenia określa się wspólną nazwą utwardzanie
wydzieleniowe. Utwardzaniu wydzieleniowemu poddawane są stopy charakteryzujące się
zmienną rozpuszczalnością jednego ze składników w stanie stałym i ma zastosowanie do
umacniania metali nieżelaznych oraz stopowych stali austenitycznych i ferrytycznych.
Zachodzące procesy starzenia mogą być niekorzystne w stalach przeznaczonych do
głębokiego tłoczenia oraz kotłowych, gdyż powodują zmniejszenie plastyczności
i wzrost kruchości.
Obróbką cieplno-chemiczną nazywamy obróbkę, w trakcie której zmiany w strukturze
obrabianego cieplnie materiału uzyskuje się nie tylko za pomocą zabiegów cieplnych, ale
również celowo działaniem chemicznym środka, z którym metal się wygrzewa. W celu
uzyskania utwardzenia powierzchniowego stosuje się: nawęglanie, azotowanie, cyjanowanie
– inaczej węgloazotowanie. W celu ochrony metalu przed korozją stosuje się aluminiowanie,
chromowanie.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje obróbki cieplnej zwykłej?
2. Jakie przemiany fazowe zachodzą podczas obróbki cieplnej?
3. Jakie znasz procesy obróbki cieplnej?
4. Czym charakteryzuje się hartowanie?
5. Czym charakteryzuje się wyżarzanie?
4.6.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału metod obróbki cieplnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki cieplnej metali,
2) zdefiniować pojęcie obróbki cieplnej,
3) określić parametry przemian fazowych,
4) określić metody obróbki cieplnej,
5) opisać różnice w zastosowaniu rodzajów obróbki cieplnej w notatniku,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog metali poddawanych obróbce cieplnej,
−
Polska Norma,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca podstawowych rodzajów obróbki cieplnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Ćwiczenie 2
Opisz zmiany właściwości metali pod wpływem obróbki cieplnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki cieplnej metali,
2) sklasyfikować poszczególne przemiany,
3) przeanalizuj przedstawione przez nauczyciela próbki metali,
4) wypisać zalety i wady obróbki cieplnej,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog stali i stopów,
−
próbki metali przed i po obróbce cieplnej,
−
notatnik,
−
literatura z rozdziału 6 dotycząca podstawowych rodzajów obróbki cieplnej.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić rodzaje obróbki cieplnej?
2) opisać przemiany zachodzące w stali podczas chłodzenia?
3) opisać proces hartowania?
4) sklasyfikować rodzaje hartowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.7. Obróbka plastyczna
4.7.1 Materiał nauczania
Obróbka plastyczna metali polega na trwałej zmianie kształtu materiału pod wpływem sił
zewnętrznych, przy czym teoretycznie objętość nie ulega zmianie, natomiast zmienia się jego
wewnętrzna struktura. Obróbka plastyczna metali i ich stopów technicznych może być
stosowana tylko do materiałów plastycznych, gdyż materiały twarde i kruche pękają pod jej
wpływem. Materiały o dużej plastyczności np. ołów, mosiądz, miedź, mogą być przerabiane
na zimno, a inne wymagają wcześniejszego nagrzania.
Na obróbkę plastyczną duży wpływ wywiera skład chemiczny materiału.
Nagrzewanie metali przed ich obróbką plastyczną odbywa się w specjalnych piecach
grzewczych. Temperatura nagrzewania stali zależy od zawartości węgla i jest tym wyższa,
im mniejszy jest procent węgla w stali.
Zależnie od sposobu wywierania nacisku rozróżniamy następujące rodzaje obróbki
plastycznej metali:
−
walcowanie. W procesie tym żądany kształt otrzymuje się za pomocą plastycznego
odkształcenia metalu przesuwającego się między obracającymi się twardymi walcami,
−
kucie. Polega ono na nadawaniu przedmiotom żądanego kształtu przez zastosowanie
uderzeń młotów, lub za pomocą nacisku stycznego (prasowania). Rozróżniamy kucie
ręczne i mechaniczne. Kucie ręczne stosuje się w produkcji małoseryjnej, a kucie
mechaniczne na młotach sprężynowych, sprężarkowych, parowych oraz na maszynach
zwanych kuźniarkami,
−
tłoczenie. Jest procesem technologicznym obróbki plastycznej na gorąco lub na zimno,
obejmującym cięcie i kształtowanie blach a także arkuszowych materiałów
niemetalowych lub przedmiotów małej grubości stosunku do innych wymiarów.
Odmianą tłoczenia jest wyoblanie, polegające na wytłaczaniu kształtów w materiale
wprawionym w ruch obrotowy,
−
prasowanie polega na przetłaczaniu metalu przez otwory o przekroju mniejszym
od przekroju materiału. Prasowanie odbywa się przeważnie na prasach hydraulicznych
o bardzo dużej sile nacisku, dochodzącej do 6000 T i więcej. Za pomocą prasowania
otrzymuje się stalowe rury bez szwu, pręty i rury z metali niezależnych, pierścienie oraz
przedmioty o złożonym zarysie,
−
ciągnienie to rodzaj obróbki plastycznej mający na celu zmniejszenie przekroju
materiału. Ten sposób obróbki stosuje się w produkcji przez przeciąganie prętów i rur
przez otwory umocowane w stalowej lub widiowej płycie. Za pomocą ciągnienia
otrzymujemy również wszelkiego rodzaju druty.
Wyroby hutnicze można podzielić na:
−
blachy i taśmy,
−
pręty,
−
kształtowniki,
−
kształtowniki specjalne.
Kształtowniki, przeznaczone do celów przemysłowych, wyrabiane są z miękkiej stali
konstrukcyjnej w różnej postaci, a są to mianowicie kątowniki, teowniki, ceowniki,
zetowniki, szyny tramwajowe i kolejowe.
Blachami nazywamy płyty o przekroju prostokątnym i dzielimy je m.in. na blachy:
−
cienkie,
−
ocynowane,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
−
ocynkowane,
−
platerowane,
−
faliste,
−
grube i uniwersalne,
−
kotłowe,
−
żeberkowe.
Kształtowniki specjalne to kształtowniki o różnych zarysach, stosowane do specjalnych
celów, np. kolejnictwie, budownictwie.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki celu stosuje się operacje obróbki plastycznej?
2. Jakie rodzaje operacji można wyróżnić w zakresie obróbki plastycznej?
3. Jakie są końcowe efekty (produkty) pracy walcowni?
4. Jakie jest zastosowanie blach tłocznych?
5. Jakie rozróżniamy rodzaje blachy?
6. Od czego zależy łatwość obróbki plastycznej?
4.7.3. Ćwiczenia
Ćwiczenie 1
Nazwij kształtowniki, a następnie dokonaj pomiarów wymiarów zewnętrznych
kształtowników stalowych przygotowanych na stanowisku pomiarowym. Zapisz otrzymane
wyniki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki plastycznej metali,
2) nazwać i sklasyfikować poszczególne przykłady kształtowników,
3) wykonać pomiary wymiarów zewnętrznych kształtowników,
4) wynik pomiarów zapisać w notatniku,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog stali, stopów i wyrobów hutniczych,
−
narzędzia pomiarowe, np. suwmiarki, mikrometry, średnicówki,
−
notatnik,
−
przybory dopisania,
−
literatura z rozdziału 6 dotycząca podstawowych rodzajów obróbki plastycznej.
Ćwiczenie 2
Wykonaj projekt ramy z kształtowników stalowych służącej do osadzenia podzespołu
maszyny budowlanej, np. silnika zagęszczarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące obróbki plastycznej metali,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
2) wykonać rysunek roboczy lub poglądowy,
3) wykonać rysunek złożeniowy projektu ramy,
4) zaplanować materiały konstrukcyjne,
5) obliczyć ilości potrzebnego materiału,
6) wykonać z materiału przygotowanego w pracowni prototyp ramy,
7) zapisać w notatniku niezbędne obliczenia i informacje, dotyczące wykonania ćwiczenia,
8) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
katalog stali, stopów i wyrobów hutniczych,
−
zestaw kreślarski,
−
płaskowniki, kątowniki, profile o kształcie kwadratowym i prostokątnym, ceowniki,
zetowniki lub rury walcowane,
−
narzędzia ręczne lub elektryczne,
−
notatnik, przybory do pisania
−
literatura dotycząca 6 dotycząca podstawowych rodzajów obróbki plastycznej.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić rodzaje obróbki plastycznej?
2) opisać zmiany kształtu zachodzące w stali podczas walcowania?
3) opisać proces kucia?
4) sklasyfikować procesy obróbki plastycznej?
5) wymienić rodzaje blach stalowych?
6) wymienić i podać zastosowanie kształtowników?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.8.
Przepisy bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony środowiska podczas
wytwarzania elementów maszyn
4.8.1. Materiał nauczania
Podczas prac z zakresu wytwarzania elementów maszyn należy zachować podstawowe
zasady bhp.
Podstawowe zasady bhp na stanowisku ślusarskim.
1. Zasady ogólne.
a) Na stole ślusarskim, a także na stanowisku pracy, mogą znajdować się tylko
narzędzia i przedmioty niezbędne do wykonywania aktualnych prac.
b) Narzędzia i przedmioty stosowane częściej powinny znajdować się w polu
normalnego zasięgu, a stosowane rzadziej mogą znajdować się poza tym polem.
c) Stanowisko pracy musi mieć należyte oświetlenie.
d) Należy stosować tylko w pełni sprawne narzędzia i urządzenia.
e) Przy wykonywaniu prac, przy których mogą powstawać odpryski metalu należy
używać okularów ochronnych lub masek.
2. Prace wykonywane pilnikiem.
a) Nie wolno pracować pilnikiem z uszkodzona rękojeścią.
b) Należy stosować prawidłowy sposób trzymania pilnika.
c) Czynności ślusarskie należy prowadzić przy dobranym do wzrostu imadle.
3. Trasowanie.
a) Zabezpieczać ostre końce znaczników i rysików oraz cyrkli poprzez stosowanie
osłonek, nakładek z tworzyw sztucznych czy korka.
b) Dbać o staranne mocowanie płyt traserskich.
4. Podstawowe zasady bhp podczas prac na obrabiarkach mechanicznych.
a) Przed rozpoczęciem pracy sprawdzić stan techniczny, w szczególności osłony,
zabezpieczenia oraz stan instalacji elektrycznej podłączeniowej urządzenia lub
maszyny.
b) Nie uruchamiać urządzeń lub maszyn poddawanych naprawom lub remontom.
c) Podczas prac używać odzieży ochronnej bez luźnych mankietów, szali, czy pasków.
d) Pewnie mocować obrabiane przedmioty w uchwytach.
e) Do usuwania wiórów stosować haczyki, szufelki i zmiotki,
f) Podczas ruchu elementów obrabianych czy narzędzi nie wykonywać pomiarów
stykowych.
g) Utrzymywać ład i porządek na obrabiarce i w jej otoczeniu.
h) Nie demontować osłon elementów wirujących w trakcie pracy czy włączenia
obrabiarki.
i) Przed opuszczeniem stanowiska pracy każdorazowo wyłączyć maszynę lub
urządzenie.
5. Zagrożenia podczas pracy na obrabiarkach.
Obsługa wiertarek:
−
wirujące z dużą prędkością obrotową narzędzie, uchwyt i wrzeciono,
−
możliwość wyrwania obrabianego przedmiotu z uchwytu, szczególnie gdy nie zostanie
należycie zabezpieczony,
−
wióry powstające podczas obróbki,
−
chłodziwo i prąd elektryczny – możliwość porażenia prądem.
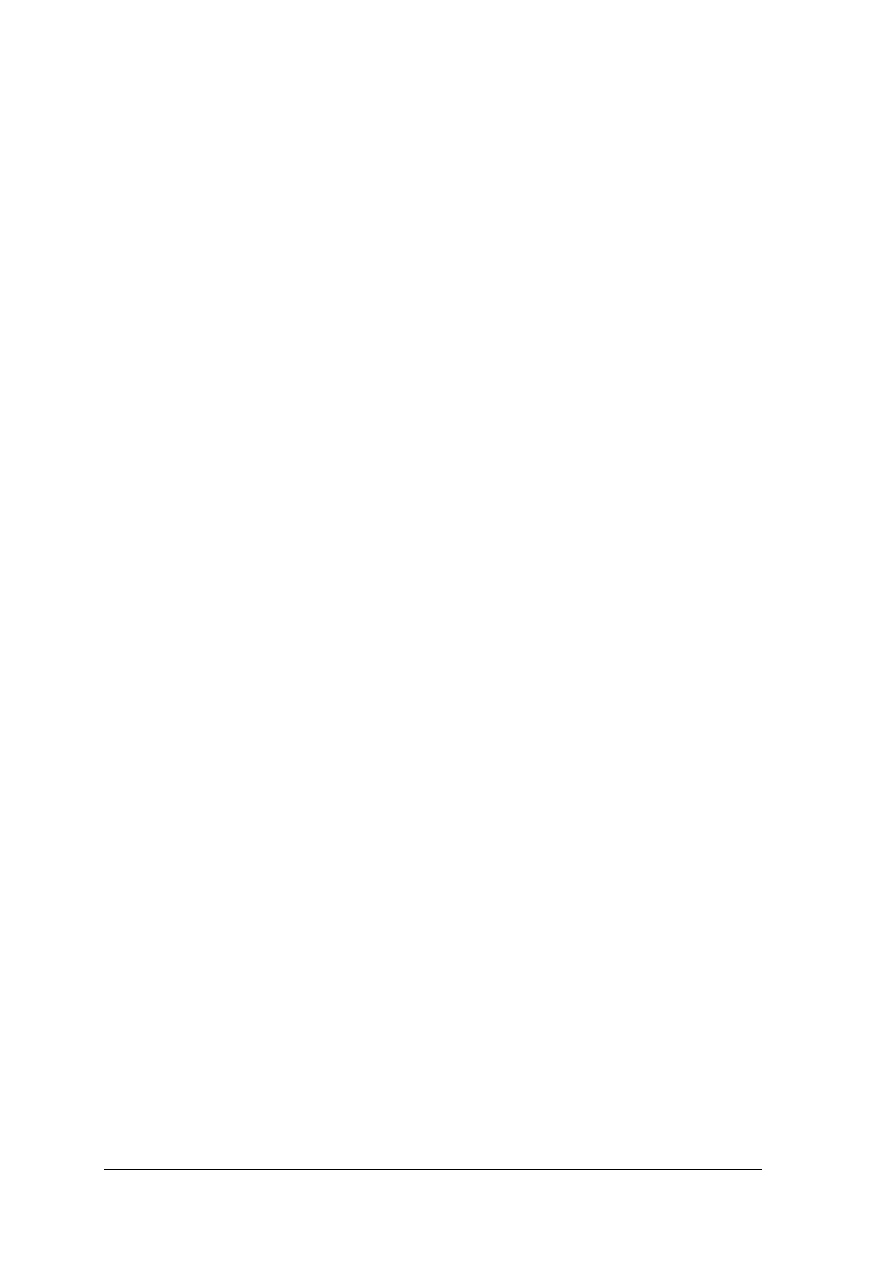
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Obsługa tokarek:
−
obracające się urządzenia mocujące obrabiany przedmiot, uchwyt, tarcza zabieraka,
−
obracające się przedmioty podczas toczenia szczególnie długich prętów.
−
wióry, szczególnie ciągłe i odpryskowe,
−
porażenie prądem,
−
ciężkie detale i elementy takie jak: uchwyty tokarskie, obrabiane detale.
Obsługa frezarek:
−
obracające się narzędzia – frezy,
−
wióry szczególnie przy wykonywaniu prac głowicą frezarską,
−
obracające się przedmioty, trzpień frezarski, korbki i kółka ręcznego posuwu,
−
ciężkie przedmioty podczas ich montażu, zakładania lub demontażu,
−
prąd elektryczny.
Obsługa szlifierek:
−
obracająca się tarcza szlifierska,
−
wióry i odpryski z tarczy szlifierskiej,
−
przemieszczające się elementy np. stół szlifierki,
−
prąd elektryczny,
−
chłodziwa.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zasady bezpieczeństwa i higieny pracy obowiązują podczas prac na stanowisku
ślusarskim?
2. Jakie zagrożenia występują podczas prac na tokarce?
3. Jakie zagrożenia występują podczas prac wiertarką?
4. Jakie zagrożenia występują podczas prac na frezarce?
5. Jakie zagrożenia występują podczas prac na szlifierce?
4.8.3. Ćwiczenia
Ćwiczenie 1
Na podstawie filmu dydaktycznego, plansz i materiałów poglądowych wskaż zagrożenia
bezpieczeństwa i higieny pracy na stanowisku ślusarskim oraz zanalizuj sposoby
zapobiegania tym zagrożeniom. Zapisz w notatniku niezbędne informacje i wnioski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące bezpieczeństwa i higieny
pracy podczas obróbki metali,
2) obejrzeć film dydaktyczny oraz plansze i materiały poglądowe,
3) wskazać zagrożenia oraz sposoby ochrony przed nimi na stanowisku ślusarskim,
4) zapisać zagrożenia i wskazać sposoby im zapobiegania w notatniku,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
tablice poglądowe, stanowisko multimedialne, film instruktażowy,
−
stanowisko ślusarskie z pełnym wyposażeniem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca bezpiecznej i higienicznej pracy na stanowisku
ślusarskim.
Ćwiczenie 2
Na podstawie plansz, materiałów dydaktycznych i filmu wskaż strefy występowania
zagrożeń podczas pracy na tokarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące toczenia metali,
2) obejrzeć plansze i materiały poglądowe,
3) obejrzeć film dydaktyczny,
4) przeczytać instrukcję obsługi tokarki,
5) wskazać strefy występowania zagrożeń,
6) wskazać sposoby zapobiegania zagrożeniom podczas prac na tokarkach,
7) spostrzeżenia i wnioski z ćwiczenia zapisać w notatniku,
8) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
materiały poglądowe, plansze,
−
film dydaktyczny,
−
stanowisko multimedialne,
−
tokarka,
−
instrukcja obsługi tokarki,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6 dotycząca przepisów bezpiecznej i higienicznej pracy na tokarce
stanowisku ślusarskim.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zidentyfikować zagrożenia i zapobiegać im podczas prac na stanowisku
ślusarskim?
2) zidentyfikować zagrożenia i zapobiegać im podczas prac na tokarkach?
3) zidentyfikować zagrożenia i zapobiegać im podczas prac na
frezarkach?
4) zidentyfikować zagrożenia i zapobiegać im podczas prac na
szlifierkach?
5) zidentyfikować zagrożenia i zapobiegać im podczas prac na
wiertarkach?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna: wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz
za poprawną.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
10. Po
rozwiązaniu
testu
sprawdź,
czy
zaznaczyłeś
wszystkie
odpowiedzi
na KARCIE ODPOWIEDZI.
11. Na rozwiązanie testu masz 45 minut.
Powodzenia!
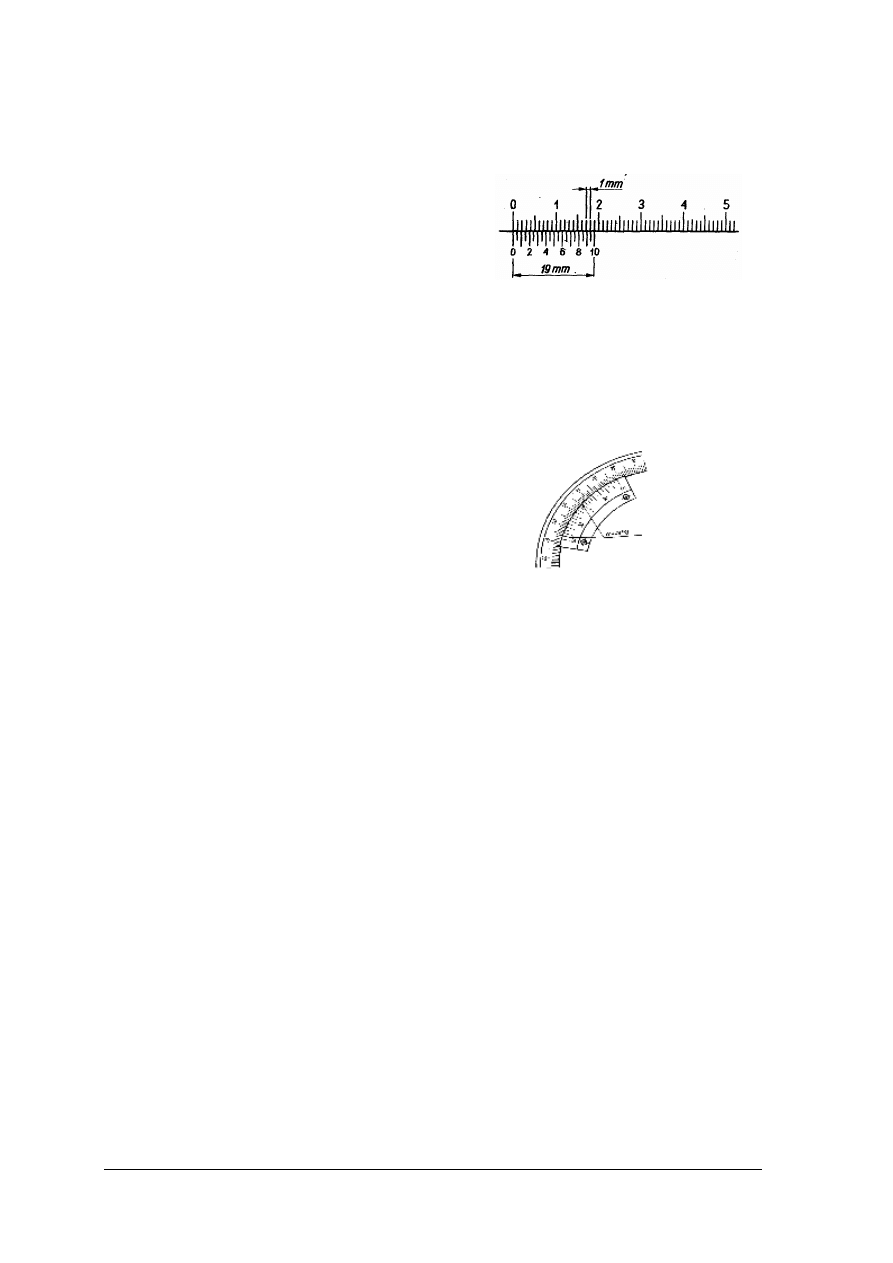
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
ZESTAW ZADAŃ TESTOWYCH
1.
Suwmiarką o przedstawionym noniuszu można dokonać pomiaru z dokładnością do
a) 0,01 mm.
b) 0,05 mm
c) 0,1 mm.
d) 0,02 mm.
2.
Mikrometr mierzy z dokładnością
a) do 0,01 mm.
b) do 0,001 mm.
c) do 0,1 mm.
d) zależną od sposobu dokonywania pomiaru.
3. Kątomierz z takim noniuszem pozwala na wykonanie pomiarów kąta z dokładnością
a) 5 minut.
b) 1 stopnia.
c) 60 minut.
d) zależną o wielości mierzonego kąta.
4. Podczas prac na obrabiarkach należy
a) wykonywać pomiary podczas obracania się przedmiotów obrabianych.
b) zdemontować osłony części wirujących jeżeli przeszkadzają w pracy.
c) wióry usuwać jedynie przy pomocy haczyków i szufelek.
d) wyłączać obrabiarkę jedynie, gdy oddalamy się od niej na dłużej niż 1 minutę.
5.
Do obróbki niewielkich powierzchni o skomplikowanych kształtach służą pilniki
a) gładziki.
b) zdzieraki.
c) iglaki.
d) jedwabniki.
6. Do obróbki płaszczyzn, powierzchni kształtowych, rowków prostych i śrubowych oraz
nacinania uzębień stosuje się
a) toczenie.
b) frezowanie.
c) szlifowanie.
d) ostrzenie.
7. Podczas szlifowania
a) ściernica jest elementem nieruchomym.
b) ściernica wykonuje powolny ruch obrotowy.
c) ściernica wykonuje szybki ruch obrotowy.
d) ściernica wykonuje tylko ruch postępowo zwrotny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
8. Frezowanie rowków o przekroju prostokątnym wykonuje się frezem
a) walcowym.
b) czołowym.
c) do kół zębatych.
d) trzpieniowym.
9. Mocowanie żarówki samochodowej wykorzystuje połączenie
a) gwintowe.
b) klinowe.
c) bagnetowe.
d) wielowypustowe.
10. Połączenia ruchowe do łączenia elementów wykorzystują
a) sworznie.
b) spawy.
c) zgrzewy.
d) luty.
11. Do łączenia różnego rodzaju przegubów stosuje się połączenia
a) gwintowe.
b) bagnetowe.
c) sworzniowe.
d) kołkowe.
12. Podczas hartowania stale węglowe chłodzimy w
a) oleju lub powietrzu.
b) wodzie lub roztworach soli.
c) roztworach kwasu.
d) zasadach
10. Lutowanie twarde stosuje się
a) w elektrotechnice.
b) w celu otrzymania połączeń szczelnych.
c) do łączenia blach, kształtowników, mechanizmów.
d) do łączenia metali z tworzywami sztucznymi.
14. Otrzymywaniem plastycznie odkształconego metalu, przesuwanego między obracającymi
się twardymi walcami, nazywamy proces
a) tłoczenia.
b) prasowania.
c) kucia.
d) walcowania.
15. Pręty, rury i druty otrzymuje się metodą
a) kształtowania.
b) ciągnienia.
c) nagrzewania.
d) wyoblania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
16. W procesie zgrzewania energia elektryczna zamieniana jest na energię
a) mechaniczną.
b) cieplną.
c) jądrową.
d) chemiczną.
17. Tarcza szlifierska nie wymaga ostrzenia, ponieważ
a) podczas skrawania ziarna mikroostrzy wypadają dając miejsce następnym i następuje
zjawisko samoostrzenia.
b) jest wykonana z tak mocnego materiału, że w trakcie pracy nie tępi się.
c) podczas skrawania tarcza wiruje z tak dużą prędkością, że mikroostrza nie mają zbyt
długiego okresu styku z materiałem skrawanym, przez co ich żywotność jest
nieskończenie długa.
d) obraca się tak wolno podczas procesu skrawania, że zużycie ostrzy jest minimalne.
18. Średnice zewnętrzne możemy zmierzyć
a) liniałem krawędziowym.
b) mikrometrem.
c) kątomierzem.
d) szczelinomierzem.
19. Jeżeli suwmiarka posiada pięćdziesiąt działek noniusza naciętą na czterdziestu
dziewięciu milimetrach skali głównej to jej dokładność wynosi
a) 0,20 mm.
b) 0,10 mm.
c) 0,05 mm.
d) 0,02 mm.
20. Wykonując operację toczenia, aby zwiększyć średnicę otworu tulei, należy użyć noża
a) prostego.
b) do gwintu wewnętrznego.
c) odsadzonego.
d) przecinaka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wytwarzanie elementów maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Grzybek
S.
(red.):
Budowa
pojazdów
samochodowych.
Część
I.
REA,
Warszawa 2003
2. Janas E. (red.): Poradnik mechanika warsztatowca. WNT, Warszawa 1981
3. Mac S. Obróbka metali z materiałoznawstwem WSiP, Warszawa 1994
4. Mac S. Technologia kierunek mechaniczny WSiP Warszawa 1975
5. Malinowski J.: Pasowania i pomiary. WSiP, Warszawa 1979
6. Okoniewski S. Technologia Metali. WSiP, Warszawa 1959
7. Reymer B. Mały poradnik mechanika tom I i II WNT, Warszawa 1984
Wyszukiwarka
Podobne podstrony:
mechanik maszyn i urzadzen drogowych 833[01] o1 05 n
mechanik maszyn i urzadzen drogowych 833[01] o1 01 u
mechanik maszyn i urzadzen drogowych 833[01] o1 04 u
mechanik maszyn i urzadzen drogowych 833[01] z2 05 u
mechanik maszyn i urzadzen drogowych 833[01] o1 04 n
mechanik maszyn i urzadzen drogowych 833[01] o1 02 n
mechanik maszyn i urzadzen drogowych 833[01] o1 03 u
mechanik maszyn i urzadzen drogowych 833[01] o1 01 n
mechanik maszyn i urzadzen drogowych 833[01] o1 02 u
mechanik maszyn i urzadzen drogowych 833[01] z2 05 n
mechanik maszyn i urzadzen drogowych 833[01] z1 01 n
mechanik maszyn i urzadzen drogowych 833[01] z1 02 n
mechanik maszyn i urzadzen drogowych 833[01] z1 01 u
mechanik maszyn i urzadzen drogowych 833[01] z2 01 u
mechanik maszyn i urzadzen drogowych 833[01] z2 02 u
mechanik maszyn i urzadzen drogowych 833[01] z3 01 u
więcej podobnych podstron