
470 –Poł
ą
czenia doczołowe
470 - 1
Moduł
Poł
ą
czenia
doczołowe

470 –Poł
ą
czenia doczołowe
470 - 2
Spis tre
ś
ci
470.
POŁĄCZENIA DOCZOŁOWE................................................................................................ 3
470.1.
W
IADOMOŚCI OGÓLNE
.......................................................................................................... 3
470.1.1.
Opis ogólny programu ...................................................................................................... 3
470.1.2.
Zakres pracy programu..................................................................................................... 3
470.1.3.
Opis podstawowych funkcji programu.............................................................................. 4
470.1.3.1.
Kategorie połączeń doczołowych................................................................................ 4
470.1.3.2.
Grubość blachy doczołowej ........................................................................................ 4
470.1.3.3.
Obliczanie spoin.......................................................................................................... 5
470.1.3.4.
Wyznaczanie nośności połączenia............................................................................... 5
470.2.
W
PROWADZANIE DANYCH
.................................................................................................... 7
470.2.1.
Opis zakładek modułu – Połączenia doczołowe................................................................ 7
470.2.1.1.
Zakładka – Dane połączenia....................................................................................... 7
470.2.1.2.
Zakładka – Dane śrub ............................................................................................... 11
470.3.
O
PIS OKNA EKRANU ROBOCZEGO
........................................................................................ 11
470.4.
O
KNO DRZEWA PROJEKTU
................................................................................................... 12
470.5.
O
PIS RAPORTÓW MODUŁU
–
P
OŁĄCZENIA DOCZOŁOWE
..................................................... 13
470.6.
P
RZYKŁAD
........................................................................................................................... 15

470 –Poł
ą
czenia doczołowe
470 - 3
470. Poł
ą
czenia doczołowe
470.1. Wiadomo
ś
ci ogólne
470.1.1. Opis ogólny programu
Moduł Poł
ą
czenia doczołowe przeznaczony jest do kompleksowego obliczania
poł
ą
cze
ń
doczołowych na
ś
ruby dwóch profili stalowych. Program zawiera dwie zakładki. W
pierwszej u
ż
ytkownik definiuje podstawowe charakterystyki przekroju, blach doczołowej,
ś
rub
oraz ewentualnie
ż
eberek. W niej równie
ż
definiowane s
ą
obci
ąż
enia. Natomiast w drugiej
u
ż
ytkownik ma mo
ż
liwo
ść
zmiany liczby oraz r
ę
cznej weryfikacji poło
ż
enia
ś
rub (program
automatycznie rozmieszcza
ś
ruby z zachowaniem warunków normowych). Poł
ą
czenia
doczołowe na
ś
ruby s
ą
obliczane zgodnie z polsk
ą
norm
ą
Konstrukcje stalowe Obliczenia
statyczne i projektowanie PN-90/B03200. Program automatycznie wykonuje iteracje,
poszukuj
ą
c najni
ż
szej klasy
ś
rub która przeniesie zdefiniowane obci
ąż
enie. Przy tworzeniu
algorytmów obliczeniowych autor równie
ż
uwzgl
ę
dnił sugestie i wskazówki zawarte w
nast
ę
puj
ą
cych pozycjach: „Podstawy projektowania konstrukcji metalowych” Jan Zmuda,
„Przykłady oblicze
ń
konstrukcji stalowych” W. Bogucki, „Obliczenia konstrukcji stalowych”
Jerzy Niewiadomski.
470.1.2. Zakres
pracy
programu
Program Połaczenia doczołowe słu
ż
y do w pełni automatycznego wymiarowania i
rysowania zł
ą
cz doczołowych na
ś
ruby. Wszystkie parametry wytrzymało
ś
ciowe dla
kształtownika, blachy,
ż
eberek s
ą
automatycznie dobierane przez program poprzez
zdefiniowanie przez u
ż
ytkownika klasy stali. Natomiast dla
ś
rub no
ś
no
ść
obliczeniowa na
ś
cinanie i zerwanie trzpienia (S
rv
, S
rt
) s
ą
dobierane przez program zgodnie z tablic
ą
Z2-2 PN
poprzez zdefiniowanie przez u
ż
ytkownika
ś
rednicy i klasy
ś
ruby. Dla sprawdzenia stanu
granicznego okre
ś
lonego rozwarciem styku, no
ś
no
ś
ci ł
ą
czników s
ą
odpowiednio redukowane
zgodnie z zaleceniami Tablicy 16 PN.
Spoiny pachwinowe ł
ą
cz
ą
ce poszczególne elementy kształtownika lub blachownicy
(pasy i
ś
rodnik) z blach
ą
doczołow
ą
obliczane s
ą
zgodnie z wzorem (93) PN oraz zgodnie z
punktem 6.2.4.3.c na pełn
ą
no
ś
no
ść
przekroju stykowego. Grubo
ść
blachy wyznaczana jest
jako maksymalna warto
ść
z dwóch wielko
ś
ci obliczona zgodnie z wzorami (82) i (83) PN.
Współczynniki rozdziału obci
ąż
enia wyznaczane s
ą
zgodnie z Tablic
ą
17 PN
Przy ka
ż
dej zmianie liczby
ś
rub program automatycznie rozstawia
ś
ruby na
powierzchni blachy. Przy rozkładzie
ś
rub uwzgl
ę
dnione s
ą
minimalne odległo
ś
ci
ś
rub od siebie
i od kraw
ę
dzi zawarte w Tablicy 15 PN. PO automatycznym rozkładzie u
ż
ytkownik zawsze ma
mo
ż
liwo
ść
skorygowania poło
ż
enia ka
ż
dej
ś
ruby poprzez wpisanie odpowiedniej warto
ś
ci w
tabelach zawieraj
ą
cych poło
ż
enie
ś
rub. Przy czym nale
ż
y jednak pami
ę
ta
ć
,
ż
e program nie
pozwoli u
ż
ytkownikowi na wprowadzenie poło
ż
enia sprzecznego z wymogami polskiej normy
zawartymi w Tablicy 15.
Ś
ruby automatycznie rozstawiane s
ą
zgodnie z nast
ę
puj
ą
c
ą
filozofi
ą
:
je
ż
eli poł
ą
czenie nie jest zginane to
ś
ruby wewn
ą
trz poł
ą
czenia rozmieszczane s
ą
w równych
odst
ę
pach od siebie, natomiast je
ż
eli poł
ą
czenie jest zginane to
ś
ruby rozci
ą
gane s
ą
tak
rozstawione
ż
eby mogły przenie
ść
najwi
ę
kszy moment – jak najbli
ż
ej kraw
ę
dzi rozci
ą
ganej.
Obliczanie no
ś
no
ść
dla dowolnie zdefiniowanego oraz dowolnie obci
ąż
onego
poł
ą
czenia jest kwesti
ą
skomplikowan
ą
. Program sprawdza no
ś
no
ść
poł
ą
czenia klasy D, E, F
dowolnie obci
ąż
onego (moment, siła osiowa oraz siła tn
ą
ca). Program automatycznie
wyszukuje najni
ż
sz
ą
klas
ę
ś
rub, które przenios
ą
zadane obci
ąż
enie. Je
ż
eli poł
ą
czenie nie jest
obci
ąż
one momentem zginaj
ą
cym to siły s
ą
rozkładane w sposób nast
ę
puj
ą
cy: siła osiowa
470 –Poł
ą
czenia doczołowe
470 - 4
rozkładane jest na wszystkie
ś
ruby proporcjonalnie do współczynników rozkładu obci
ąż
enia
ω
,
a siła tn
ą
ca jest równo dzielona na wszystkie ł
ą
czniki. W przypadku, je
ż
eli zł
ą
cze jest poddane
tylko czystemu rozci
ą
ganiu no
ś
no
ść
sprawdzana jest zgodnie z wzorem (85), natomiast gdy
zł
ą
cze jest obci
ąż
one zło
ż
onym stanem napr
ęż
e
ń
to no
ś
no
ść
takiego zł
ą
cza jest sprawdzana
wzorem (74). Je
ż
eli zł
ą
cze obci
ąż
one jest momentem zginaj
ą
cym to no
ś
no
ść
zł
ą
cza jest
sprawdzana wzorami (89), (90) lub (91) w zale
ż
no
ś
ci od sprawdzanego stanu granicznego
oraz od konstrukcji zł
ą
cza. W przypadku zło
ż
onego stanu obci
ąż
enia zł
ą
cze sprawdzane jest
wzorem (74)
470.1.3. Opis podstawowych funkcji programu
470.1.3.1. Kategorie poł
ą
cze
ń
doczołowych
Program Poł
ą
czenia doczołowe sprawdza poł
ą
czenie doczołowe na
ś
ruby w
zale
ż
no
ś
ci od rozpatrywanych stanów granicznych, jednej z trzech kategorii D, E lub F. W
poszczególnych kategoriach sprawdzane s
ą
nast
ę
puj
ą
ce stany graniczne:
D – sprawdzany jest stan graniczny no
ś
no
ś
ci okre
ś
lony zerwaniem
ś
rub (poł
ą
czenie
mo
ż
e by
ć
spr
ęż
one lub niespr
ęż
one);
E – sprawdzane s
ą
dwa stany graniczne: stan graniczny no
ś
no
ś
ci okre
ś
lony
zerwaniem
ś
rub oraz stan graniczny u
ż
ytkowania okre
ś
lony rozwarciem styku (poł
ą
czenie
spr
ęż
one);
F – sprawdza si
ę
stan graniczny no
ś
no
ś
ci okre
ś
lony rozwarciem styku (poł
ą
czenie
spr
ęż
ane – najbezpieczniejsze stosowane głównie dla obci
ąż
e
ń
dynamicznych).
470.1.3.2. Grubo
ść
blachy doczołowej
Dla poł
ą
cze
ń
niespr
ęż
anych obci
ąż
onych statycznie grubo
ść
blachy przyjmuje si
ę
według nast
ę
puj
ą
cego wzoru (82):
d
s
Rt
f
b
cS
t
t
⋅
=
≥
2
,
1
1
min
przy oznaczeniach:
S
Rt
– no
ś
no
ść
obliczeniowa
ś
ruby osadzonej w blasze (lub siła w
ś
rubie najbardziej
obci
ąż
onej);
f
d
– wytrzymało
ść
obliczeniowa stali blach doczołowej;
c – odległo
ść
mi
ę
dzy brzegiem otworu a spoin
ą
lub pocz
ą
tkiem zaokr
ą
glenia
d
c
≤
;
bs - szeroko
ść
współdziałania blachy przypadaj
ą
cej na jedn
ą
ś
rub
ę
, któr
ą
przyjmuje si
ę
z
zachowaniem warunku:
(
)
d
c
b
s
+
⋅
≤ 2
Dla poł
ą
cze
ń
spr
ęż
anych obci
ąż
onych statycznie grubo
ść
blachy przyjmuje si
ę
według
nast
ę
puj
ą
cego wzoru (83):
3
2
min
1000
2
,
1
m
R
t
t
⋅
=
≥
W przypadku poł
ą
cze
ń
spr
ęż
anych obci
ąż
onych dynamicznie siłami wielokrotnie zmiennymi
470 –Poł
ą
czenia doczołowe
470 - 5
zaleca si
ę
stosowa
ć
blach
ę
o odpowiednio zwi
ę
kszonej grubo
ś
ci:
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⋅
⋅
=
⋅
≥
d
s
Rt
f
b
cS
t
t
2
,
1
62
,
1
62
,
1
1
min
1
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⋅
⋅
=
⋅
≥
3
2
min
2
1000
2
,
1
25
,
1
25
,
1
m
R
t
t
grubo
ść
blachy nale
ż
y przyjmowa
ć
jako:
( )
1
1
,
max
t
t
t
≥
470.1.3.3. Obliczanie spoin
Spawane poł
ą
czenia cz
ęś
ci elementów kształtownika walcowanego lub blachownicy
(pasów,
ś
rodnika) nale
ż
y wg zalece
ń
PN wymiarowa
ć
na pełn
ą
no
ś
no
ść
przekroju.
Wytrzymało
ść
wyznaczonych spoin pachwinowych w zło
ż
onym stanie napr
ęż
e
ń
sprawdza si
ę
zgodnie z wzorem (93) PN:
(
)
d
prost
równ
pros
f
≤
+
⋅
+
⋅
2
2
2
3
τ
τ
σ
χ
gdzie siły w spoinie rozło
ż
ono zgodnie z Rysunkiem 24 PN a współczynnik
χ
przyj
ę
to zgodnie
z zaleceniami punktu 6.3.3.3.a PN.
470.1.3.4. Wyznaczanie no
ś
no
ś
ci poł
ą
czenia
Moduł Poł
ą
czenia doczołowe przeznaczony jest dla sprawdzanie no
ś
no
ś
ci
poł
ą
cze
ń
doczołowych na
ś
ruby dowolnej klasy i dowolnie obci
ąż
onego. Jednak w zale
ż
no
ś
ci
od stanu obci
ąż
enia oraz sprawdzanego stanu granicznego program sprawdza równe
wielko
ś
ci, i tak odpowiednio
1.
Kat. D, poł
ą
czenie nie zginane – sprawdzana jest maksymalna obliczeniowa siła
rozci
ą
gaj
ą
ca jak
ą
przeniesie obci
ąż
enie zgodnie ze wzorem (85) N <= N
rj
przy czym
maksymalna siła rozci
ą
gaj
ą
ca wyznaczana jest z wzoru:
∑
=
⋅
=
n
i
i
R
rj
S
N
1
ω
, je
ż
eli
obci
ąż
enie dodatkowo obci
ąż
one jest sił
ą
tn
ą
c
ą
to dla poł
ą
czenia nie spr
ęż
onego
jest ona rozdzielana równomiernie na wszystkie ł
ą
czniki i sprawdzana jest no
ś
no
ść
poszczególnego ł
ą
cznika na
ś
ci
ę
cie. Sił
ą
ś
cinaj
ą
ca nie mo
ż
e by
ć
wi
ę
ksza ni
ż
wytrzymało
ść
obliczeniowa na
ś
cinanie. Dodatkowo równie
ż
jest sprawdzany
zło
ż
ony stan napr
ęż
e
ń
, przy czy w tym przypadku siła osiowa jest równomiernie
rozdzielona na wszystkie. Sprawdzany jest najbardziej obci
ąż
ony ł
ą
cznik wg wzoru
(74):
1
2
2
≤
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
Rv
v
Rt
t
S
S
S
S
2.
Kat. D, poł
ą
czenie zginane – je
ż
eli siła osiowa jest równa 0 to sprawdzana jest
no
ś
no
ść
poł
ą
czenia doczołowego na zginanie zgodnie z wzorem (88) M <= M
Rj
gdzie no
ś
no
ść
obliczeniowa poł
ą
czenia okre
ś
lona jest wzorem (89):

470 –Poł
ą
czenia doczołowe
470 - 6
∑
−
+
=
⋅
⋅
⋅
=
1
k
p
p
i
i
ti
i
Rt
Rj
y
m
S
M
ω
, je
ż
eli wyst
ę
puje siła tn
ą
ca to dla poł
ą
czenia nie
spr
ęż
onego rozło
ż
ona jest ona równomiernie na
ś
ruby nie przenosz
ą
ce rozci
ą
gania
i sprawdzana jest wytrzymało
ść
na
ś
ci
ę
cie ł
ą
cznika. Prócz tego sprawdzany jest
zło
ż
ony stan napr
ęż
e
ń
wg wzoru (74) j.w. przy czym tym razem zało
ż
ono,
ż
e siła
tn
ą
ca jest równomiernie przenoszona przez wszystkie ł
ą
czniki. Je
ż
eli siła osiowa
jest nie zerowa to sprawdzenie przebiega nast
ę
puj
ą
co: moment rozło
ż
ony jest na
ł
ą
czniki jako sił
ą
rozci
ą
gaj
ą
ca zgodnie z wzorem (89), siła osiowa jest rozło
ż
ona na
te same
ś
ruby co moment proporcjonalnie do współczynników rozdziału obci
ąż
enia i
sprawdzana jest no
ś
no
ść
na zerwanie trzpienia. Je
ż
eli wyst
ę
puje siła tn
ą
ca to dla
poł
ą
czenia nie spr
ęż
onego rozdzielona ona jest na
ś
ruby nie przenosz
ą
ce
rozci
ą
gania i sprawdzana jest wytrzymało
ść
na
ś
ci
ę
cie ł
ą
cznika. Sprawdzany jest
równie
ż
zło
ż
ony stan obci
ąż
enia w najbardziej obci
ąż
onym ł
ą
czniku wg wzoru (74)
przy czym zakłada si
ę
,
ż
e siła osiowa przenoszona jest przez wszystkie
ś
ruby
proporcjonalnie do współczynników rozdziału obci
ąż
enia a siła tn
ą
ca jest równa we
wszystkich
ś
rubach (równie
ż
w
ś
rubach przenosz
ą
cych moment a tak
ż
e sił
ę
osiow
ą
).
Poł
ą
czenie kategorii D mo
ż
e by
ć
konstruowane jako poł
ą
czenie spr
ęż
ane, poł
ą
czenia
kategorii E i F s
ą
zawsze poł
ą
czeniami spr
ęż
anymi. W takim przypadku jest sprawdzany
stan graniczny okre
ś
lony po
ś
lizgiem styku wg wzoru V <= V
Rs
gdzie V – jest sił
ą
tn
ą
ca
działaj
ą
ca w płaszczy
ź
nie mo
ż
liwego po
ś
lizgu zł
ą
cza V
rs
- jest no
ś
no
ś
ci
ą
zł
ą
cza na
po
ś
lizg okre
ś
lon
ą
wzorem w Tablicy 16 PN:
Rsi
Rs
S
n
V
⋅
=
gdzie
(
)
ti
Rti
s
Rsi
S
S
S
−
=
µ
α
n – liczba
ś
rub w poł
ą
czeniu doczołowym,
S
Rt
– no
ś
no
ść
ś
ruby na zerwanie trzpienia;
S
t
– siła rozci
ą
gaj
ą
ca
ś
rub
ę
w poł
ą
czeniu;
µ
- współczynnik tarcia, który jest przyj
ę
ty zgodnie z Tablic
ą
Z2-1 w zale
ż
no
ś
ci od
rodzaju i sposobu wykonania powierzchni
α
s
– współczynnik uwzgl
ę
dniaj
ą
cy kształt otworu na
ś
rub
ę
.
Poł
ą
czenia kategorii E i F s
ą
sprawdzane w sposób analogiczny do przedstawionego dla
kategorii D, z uwzgl
ę
dnieniem stanów granicznych opisanych w punkcie 470.1.3.1. oraz
uwzgl
ę
dnieniu nast
ę
puj
ą
cych zmian. No
ś
no
ść
poł
ą
czenia zginanego okre
ś
lonego
rozwarciem styku wynosi:
- dla przypadku gdy jest
ż
eberko usztywniaj
ą
ce wzór (90) :
∑
−
+
=
⋅
⋅
⋅
=
1
max
2
k
p
p
i
i
ri
i
Rr
Rj
y
y
m
S
M
ω
- dla przypadku gdy nie ma
ż
eberka usztywniaj
ą
cego wzór (91):
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⋅
⋅
+
⋅
⋅
⋅
=
∑
=
k
i
i
ri
i
r
Rr
Rj
y
y
m
y
m
S
M
2
2
2
1
1
1
ω
ω
470 –Poł
ą
czenia doczołowe
470 - 7
470.2. Wprowadzanie danych
Nawiasy klamrowe u
ż
ywane poni
ż
ej oznaczaj
ą
,
ż
e parametr b
ą
d
ź
wielko
ść
w nich zawarta
jest:
[...]
jednostk
ą
, w jakiej podawana jest poszczególna wielko
ść
,
<...> parametrem opcjonalnym, tj. takim, który w pewnych sytuacjach mo
ż
e nie
wyst
ę
powa
ć
,
{...}
zakresem, w jakim wyst
ę
puje dana wielko
ść
470.2.1. Opis zakładek modułu – Poł
ą
czenia doczołowe
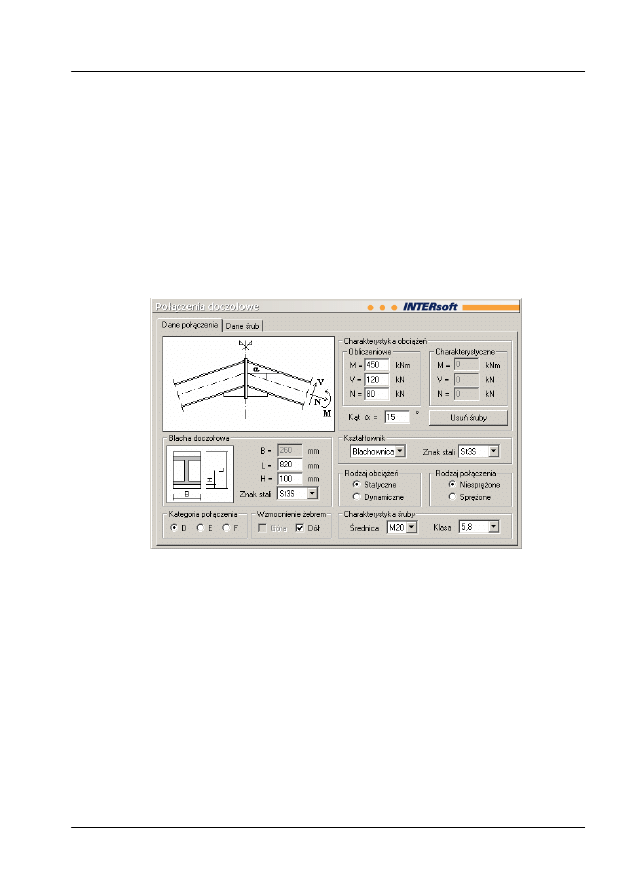
470.2.1.1. Zakładka – Dane poł
ą
czenia
W lewym górnym rogu znajduje si
ę
szkic poł
ą
czenia wraz z opisem dodatnich
zwrotów sił które nale
ż
y zdefiniowa
ć
. Dla poł
ą
czenia kategorii D i F definiujemy tylko
obci
ąż
enia obliczeniowe natomiast dla kategorii E nale
ż
y zdefiniowa
ć
obci
ąż
enia
charakterystyczne i obliczeniowe.
Obliczeniowe M
[kNm]
Obliczeniowy moment, jakim jest obci
ąż
one
poł
ą
czenie.
Obliczeniowe V
[kN]
Obliczeniowa sił
ą
tn
ą
ca, jak
ą
jest obci
ąż
one
poł
ą
czenie.
Obliczeniowe N
[kN]
Obliczeniowa sił
ą
osiowa, jak
ą
jest obci
ąż
one
poł
ą
czenie.
Charakterystyczne M
[kNm]
Charakterystyczny moment, jakim jest obci
ąż
one
poł
ą
czenie.
Charakterystyczne V
[kN]
Charakterystyczna sił
ą
tn
ą
ca, jak
ą
jest obci
ąż
one
poł
ą
czenie.
470 –Poł
ą
czenia doczołowe
470 - 8
Charakterystyczne N
[kN]
Charakterystyczna sił
ą
osiowa, jak
ą
jest obci
ąż
one
poł
ą
czenie.
K
ą
t
α
[°]
K
ą
t w jakim s
ą
odchylone osie kształtowników
poł
ą
czenia doczołowego od poziomu [0-30]
Usu
ń
ś
ruby - za pomoc
ą
tego przycisku usuwamy wszystkie
ś
ruby jakie domy
ś
lnie zostały
uło
ż
one na kształtowniku a tak
ż
e te które wprowadził u
ż
ytkownik. Po naci
ś
ni
ę
ciu tego
przycisku ze zł
ą
cza znikn
ą
wszystkie
ś
ruby.
W ramce Blacha u
ż
ytkownik definiuje wymiary i poło
ż
enie blachy, przy czym
szeroko
ść
blachy jest zawsze dobierana taka sama jak poziomy wymiar kształtownika.
B
[mm] Szeroko
ść
blachy
Brak mo
ż
liwo
ś
ci edycji – równa
szeroko
ś
ci pasów kształtownika
L
[mm] Wysoko
ść
blachy
H1
[mm]
Odległo
ść
od dolnej kraw
ę
dzi
blachy do dolnej kraw
ę
dzi
kształtownika
Znak
stali
[-]
Znak stali blachy
St0S, St3S, St3V, St4V, 18G2A,
18G2AV
Grubo
ść
blachy jest automatycznie wyznaczana przez program – mo
ż
liwo
ść
edycji w zakładce
Dane
ś
rub.
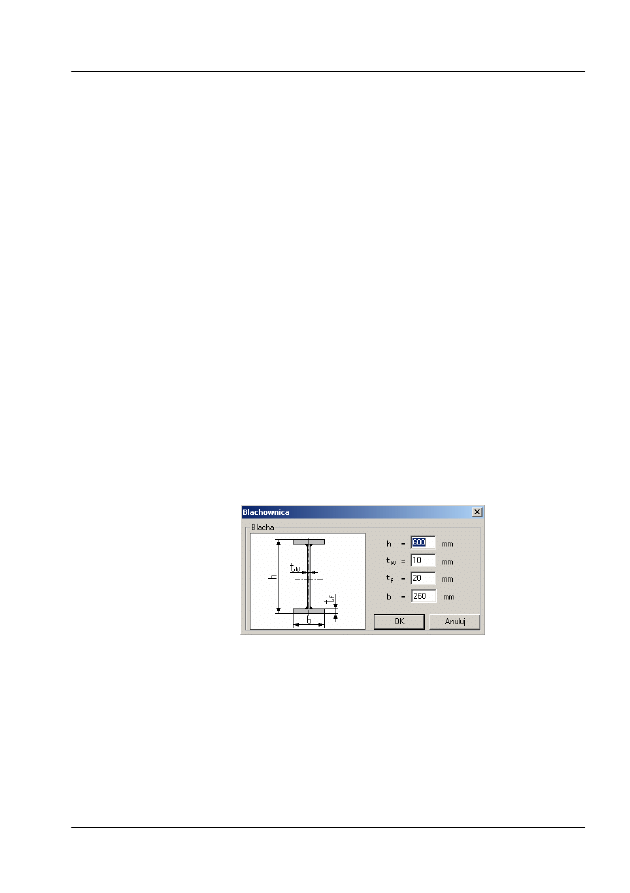
W ramce Kształtownik u
ż
ytkowi definiuje kształt profilu kształtownika lub
blachownicy a tak
ż
e klas
ę
stali przekroju. Przy wyborze z listy pozycji Blachownica poka
ż
e
si
ę
nast
ę
puj
ą
ce dialog:
w którym definiujemy geometri
ę
blachownicy:
h:
[mm] Wysoko
ść
całkowita blachownicy
t
w
[mm] Grubo
ść
ś
rodnika blachownicy
t
f
[mm] Grubo
ść
pasów blachownicy
B
[mm] Szeroko
ść
pasów blachownicy
Je
ż
eli natomiast wybierzemy pozycj
ę
Kształtownik poka
ż
e si
ę
okno dialogowe zawieraj
ą
ce
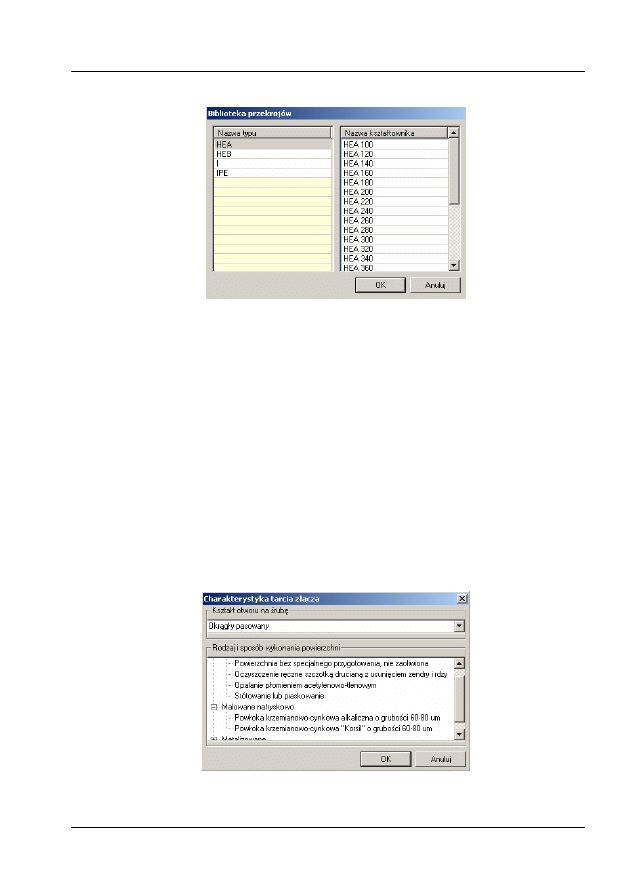
470 –Poł
ą
czenia doczołowe
470 - 9
biblioteki mo
ż
liwych dwuteowników.
Poprzez podwójne klikni
ę
cie na dany dwuteownik jego dane geometryczne zostan
ą
załadowane do programu i nast
ę
pnie wykorzystywane w obliczeniach.
W li
ś
cie Znak stali przypisujemy zdefiniowanemu przez u
ż
ytkownika profilowi znak stali wraz
z cał
ą
charakterystyk
ą
wytrzymało
ś
ciow
ą
:
Znak
stakli
[-]
Znak stali blachy
St0S, St3S, St3V, St4V, 18G2A,
18G2AV
W
ramce
Rodzaj obci
ąż
enia u
ż
ytkownik mo
ż
e zdefiniowa
ć
obci
ąż
enie
STATYCZNE lub DYNAMICZNE.
W
ramce
Rodzaj poł
ą
czenia u
ż
ytkownik mo
ż
e zdefiniowa
ć
czy poł
ą
czenie jest
spr
ęż
one czy niespr
ęż
one. Przy czym poł
ą
czenia kategorii E i F s
ą
zawsze spr
ęż
one tak wi
ę
c
mo
ż
liwo
ść
wyboru poł
ą
czenia niespr
ęż
onego istnieje tylko dla kategorii D
W
ramce
Kategoria poł
ą
czenia u
ż
ytkownik definiuje jedn
ą
z trzech kategorii (D, E,
F) opisanych w punkcie 470.1.3.1..Przy wyborze kategorii E lub F lub je
ż
eli dla wybranej
kategorii D zostanie wybrane w ramce Rodzaj poł
ą
czenia poł
ą
czenie spr
ęż
one to pojawi si
ę
okno dialog:
gdzie definiowane s
ą
współczynniki słu
żą
ce do oblicze
ń
no
ś
no
ś
ci na po
ś
lizg styku
spr
ęż
onego. U
ż
ytkownik definiuje tutaj kształt otworu na
ś
rub
ę
oraz rodzaj i sposób wykonania
powierzchni blach czołowych po których jest mo
ż
liwy po
ś
lizg poł
ą
czenia.
470 –Poł
ą
czenia doczołowe
470 - 10
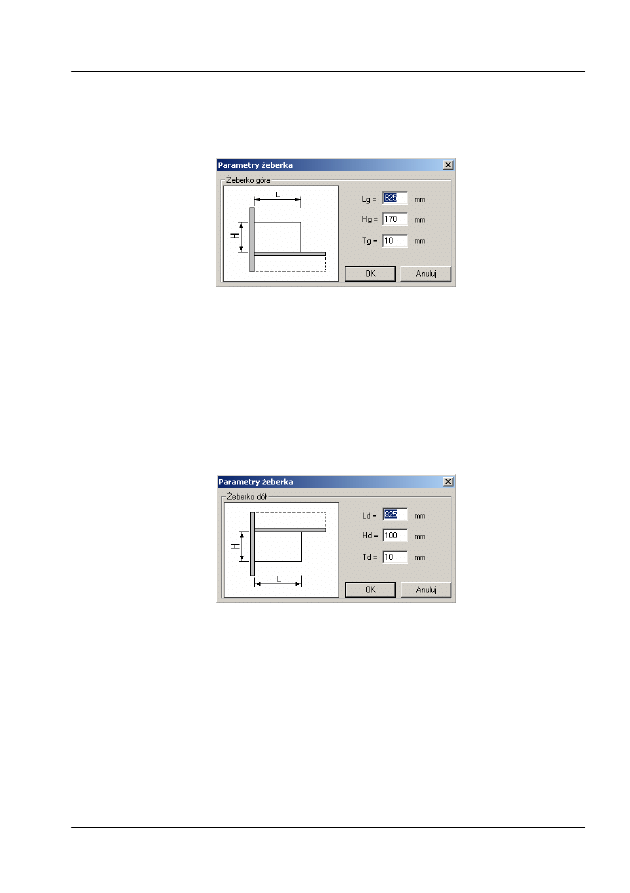
W
ramce
Wzmocnienie
ż
ebrem u
ż
ytkownik mo
ż
e zdefiniowa
ć
dodatkowe
ż
ebro z
góry lub/i z dołu.
Wybieraj
ą
c opcj
ę
Góra poka
ż
e si
ę
nast
ę
puj
ą
ce okno dialogowe, w którym u
ż
ytkownik b
ę
dzie
mógł zdefiniowa
ć
geometri
ę
ż
eberka górnego
L
g
:
[mm] Długo
ść
ż
eberka górnego
H
g
[mm] Wysoko
ść
ż
eberka górnego
T
r
[mm] Grubo
ść
ż
eberka górnego
Klikaj
ą
c OK. u
ż
ytkownik zatwierdza wybór
ż
eberka górnego wraz z zdefiniowanymi
parametrami geometrycznymi.
Nale
ż
y zaznaczy
ć
,
ż
e mo
ż
liwo
ść
zdefiniowania
ż
eberka górnego istnieje tylko w przypadku
gdy warto
ść
k
ą
ta
α
wynosi 0.
Wybieraj
ą
c opcj
ę
Dół poka
ż
e si
ę
nast
ę
puj
ą
ce okno dialogowe, w którym u
ż
ytkownik b
ę
dzie
mógł zdefiniowa
ć
geometri
ę
ż
eberka dolnego.
L
d
:
[mm] Długo
ść
ż
eberka dolnego
H
d
[mm] Wysoko
ść
ż
eberka dolnego
T
d
[mm] Grubo
ść
ż
eberka dolnego
Klikaj
ą
c OK. u
ż
ytkownik zatwierdza wybór
ż
eberka dolnego wraz z zdefiniowanymi
parametrami geometrycznymi.
W ostatniej ramce na tej stronie Charakterystyka
ś
ruby u
ż
ytkownik definiuje
ś
rednic
ę
i klas
ę
ś
ruby:
Ś
rednica:
M10, M12, M16, M20, M24, M30
Klasa:
3,6; 4,6; 4,8; 5,6; 5,8; 6,6; 6,8; 8,8; 10,9; 12,9
470 –Poł
ą
czenia doczołowe
470 - 11
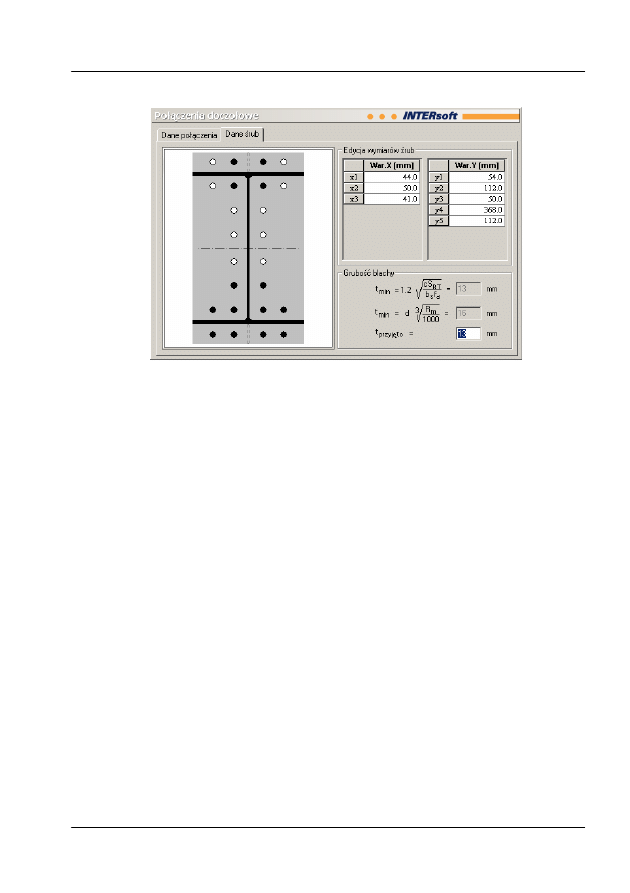
470.2.1.2. Zakładka – Dane
ś
rub
Na pierwszym rysunku u
ż
ytkownik ma mo
ż
liwo
ść
definiowania nowych
ś
rub poprzez
klikni
ę
cie myszk
ą
w okolicy białego otworu na
ś
rub
ę
. Spowoduje to dodanie si
ę
dwóch
ś
rub
symetrycznie rozło
ż
onych wzgl
ę
dem pionowej osi kształtownika oraz aktualizacja
dynamicznego rysunku zł
ą
cza znajduj
ą
ca si
ę
pod oknem dialogowym. Wraz z t
ą
akcj
ą
zostan
ą
przeliczon
ą
pozycje wszystkich
ś
rub z uwzgl
ę
dnieniem przed chwil
ą
dodanych.
Rozmieszczenie
ś
rub jest zgodne z warunkami normowymi. Je
ż
eli u
ż
ytkownik chce usun
ąć
dan
ą
ś
rub
ę
(wraz z
ś
rub
ą
po przeciwnej stronie pionowej osi kształtownika) nale
ż
y klikn
ąć
w
okolice zaznaczonego na czarno otworu
ś
ruby. Zamalowane na czarno otwory okre
ś
laj
ą
miejsca w których s
ą
ju
ż
zdefiniowane
ś
ruby, białe pola okre
ś
laj
ą
miejsca w których
u
ż
ytkownik mo
ż
e jeszcze zada
ć
ś
ruby. Nale
ż
y pami
ę
ta
ć
,
ż
e
ś
ruby zawsze s
ą
rozmieszczone
symetrycznie wzgl
ę
dem pionowej osi profilu. Nale
ż
y pami
ę
ta
ć
,
ż
e
ś
ruby s
ą
rozstawiane nad
lub pod poziom
ą
osi
ą
symetrii kształtownika, w zale
ż
no
ś
ci od tego gdzie były zadeklarowane
na rysunku.
W ramce Edycja wymiarów u
ż
ytkownik mo
ż
e r
ę
cznie zada
ć
poło
ż
enie danej
ś
ruby
– dynamiczny rysunek poł
ą
czenia zostanie natychmiastowo aktualizowany.
W ramce Grubo
ść
blachy u
ż
ytkownik widzi minimalne wymiary blachy i na ich
podstawie ma mo
ż
liwo
ść
przyj
ę
cia rzeczywistej grubo
ś
ci blachy, przy czym nie mo
ż
e by
ć
mniejsza ni
ż
minimalna.
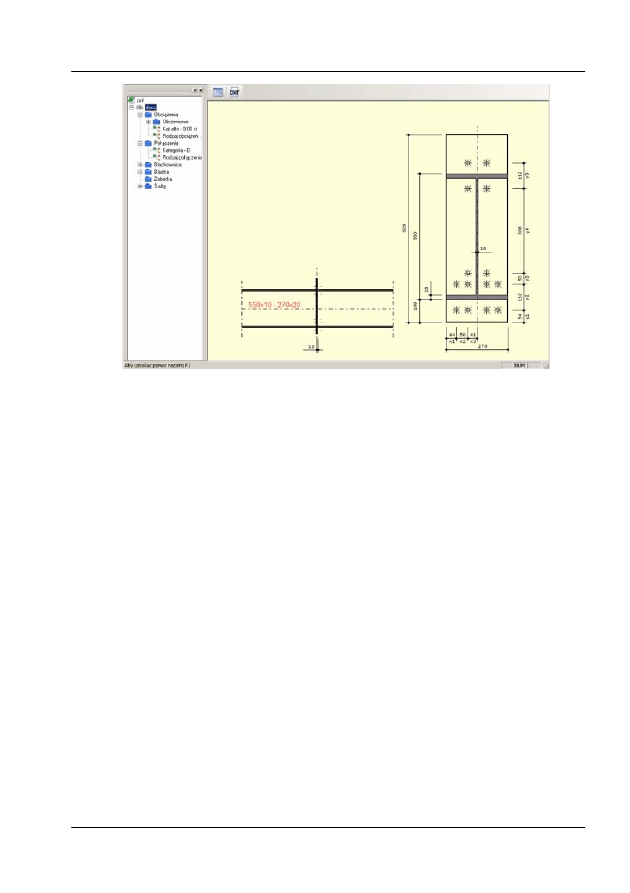
470.3. Opis okna ekranu roboczego
470 –Poł
ą
czenia doczołowe
470 - 12
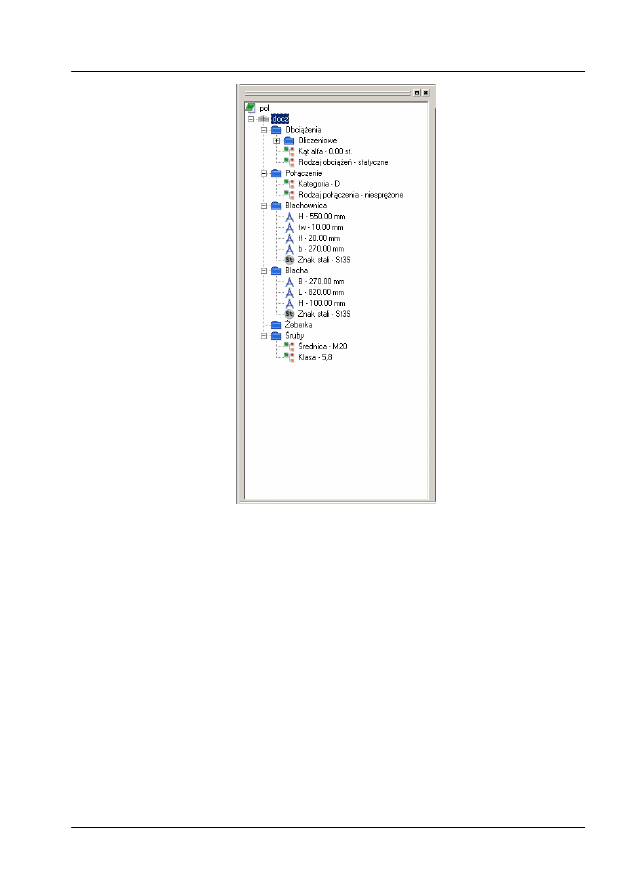
Z lewej strony znajduje si
ę
drzewo projektu. Pod oknem dialogowym umieszczone s
ą
dynamiczne (zmieniaj
ą
ce si
ę
wraz z wprowadzaniem zmian przez u
ż
ytkownika) rysunki
poł
ą
czenia doczołowego. Nale
ż
y jednak pami
ę
ta
ć
,
ż
e u
ż
ytkownik nie mo
ż
e bezpo
ś
rednio na
nich dokonywa
ć
ż
adnych zmian. Wprowadzanie ewentualne zmian geometrii i charakterystyki
poł
ą
czenia mo
ż
liwe jest tylko w oknach dialogowych na dwóch zakładkach.
470.4. Okno drzewa projektu
470 –Poł
ą
czenia doczołowe
470 - 13
470.5. Opis raportów modułu – Poł
ą
czenia doczołowe
Struktura raportu modułu Poł
ą
czenia doczołowe składa si
ę
z nast
ę
puj
ą
cych danych i
wyników:
-
Dane – zawiera wszystkie dane geometryczne blachy czołowej, ewentualnie
zdefiniowanych
ż
eberek (górne i dolne). Znajduje si
ę
tutaj tak
ż
e szczegółowy rozkład
ś
rub, z wypisaniem ich współrz
ę
dnych w układzie, którego pocz
ą
tek znajduje si
ę
w
lewym dolnym naro
ż
niku blachy czołowej oraz wizualizacja ich poło
ż
enia. Je
ż
eli
przekroczony jest maksymalny rozstaw mi
ę
dzy
ś
rubami wy
ś
wietlany jest odpowiedni
komunikat w raportach. Na rzucie bocznym kształtownika znajduje si
ę
jego opis. W
przypadku gdy jest zdefiniowana blachownica opis zawiera: całkowita wysoko
ść
blachownicy x grubo
ść
ś
rodnika – szeroko
ść
pasów x grubo
ść
pasów. Na ko
ń
cu strony
Dane znajduje si
ę
charakterystyka mechaniczna zdefiniowanych
ś
rub:
ś
rednica
ś
ruby,
zadana klasa
ś
ruby.
-
Poł
ą
czenie – w tej cz
ęś
ci wyników jest znajduje si
ę
opis poł
ą
czenia, na który składa si
ę
:
kategoria poł
ą
czenia, rodzaj poł
ą
czenia, znak stali kształtownika, znak stali blachy. W
przepadku gdy poł
ą
czenie jest spr
ęż
one dodatkowo wy
ś
wietla si
ę
kształt otworu na
ś
rub
ę
, rodzaj i sposób wykonania powierzchni – dane te s
ą
potrzebne do obliczenia
no
ś
no
ś
ci poł
ą
czenia na po
ś
lizg.

470 –Poł
ą
czenia doczołowe
470 - 14
-
Obci
ąż
enie – znajduje si
ę
tutaj opis obci
ąż
enia obliczeniowego jak i równie
ż
charakterystycznego (kat. E), k
ą
t nachylenia poziomej osi kształtownika do kierunku
poziomego i rodzaj obci
ąż
enia (statyczne, dynamiczne).
-
Wyniki – tutaj znajduj
ą
si
ę
wyniki dotycz
ą
ce obliczenia grubo
ś
ci spoin (wymiarowanie na
pełn
ą
no
ś
no
ść
elementów kształtownika – pasów i
ś
rodnika), sprawdzenie no
ś
no
ś
ci
zadanego poł
ą
czenia oraz dobór najni
ż
szej klasy
ś
ruby która przeniesie zadane
obci
ąż
enie. Warunki sprawdzenia no
ś
no
ś
ci poł
ą
czenia zale
żą
od rodzaju obci
ąż
enia –
je
ż
eli poł
ą
czenie nie jest zginane obliczana jest maksymalna siła rozci
ą
gaj
ą
ca jak
ą
przeniesie poł
ą
czenie, je
ż
eli poł
ą
czenie nie jest obci
ąż
one sił
ą
rozci
ą
gaj
ą
c
ą
– obliczany
jest maksymalny moment jaki przeniesie poł
ą
czenie. Je
ż
eli jest siła osiowa moment
zginaj
ą
cy to wyznaczana jest maksymalna siła rozci
ą
gaj
ą
ca w
ś
rubie a nast
ę
pnie
sprawdzana ona jest z no
ś
no
ś
ci
ą
ś
ruby na zerwanie trzpienia. Je
ż
eli wyst
ę
puje siła tn
ą
ca
to sprawdzana jest no
ś
no
ść
pojedynczej
ś
ruby na
ś
ci
ę
cie trzpienia oraz zło
ż
ony stan
napr
ęż
e
ń
najbardziej obci
ąż
onej
ś
ruby. W przypadku gdy poł
ą
czenie jest spr
ęż
one
obliczana jest no
ś
no
ść
poł
ą
czenia na po
ś
lizg, która porównywana jest z sił
ą
tn
ą
c
ą
.
470 –Poł
ą
czenia doczołowe
470 - 15
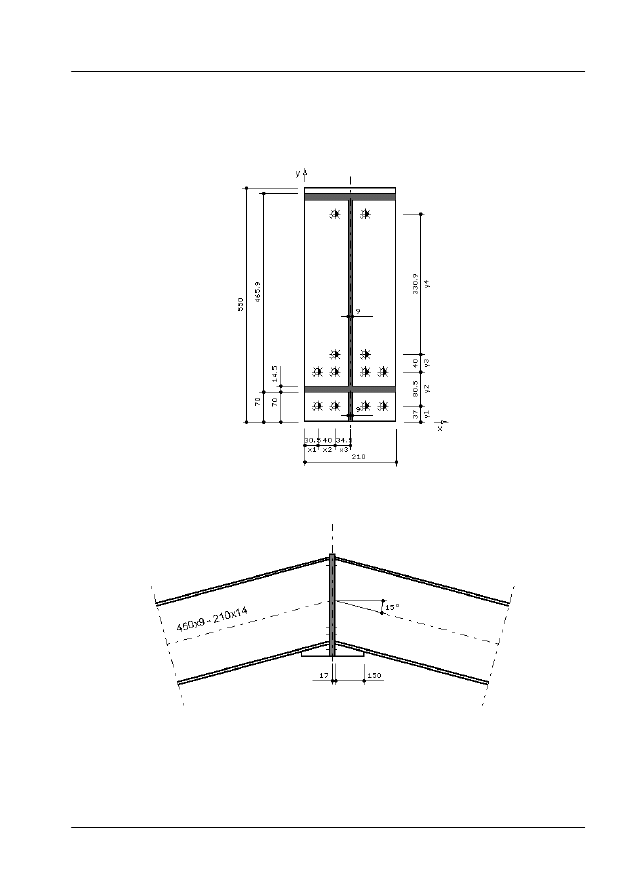
470.6. Przykład
Poł
ą
czenia doczołowe
Blachownica
H
=
450
[mm]
t
w
=
9
[mm]
t
f
=
14
[mm]
b
f
=
210
[mm]
Blacha
B
=
210
[mm]
L
=
550
[mm]
H
=
70
[mm]
t
przyj
ę
te
=
17
[mm]
Ż
eberko - dół
L
d
=
150
[mm]
H
d
=
70
[mm]
T
d
=
9
[mm]
Charakterystyka
ś
rub
Poło
ż
enie
Kolumna ->
1
2
3
4
Rz
ą
d
x[mm]
y[mm]
x[mm]
y[mm]
x[mm]
y[mm]
x[mm]
y[mm]
1
-
-
71
488
139
488
-
-
2
-
-
71
157
139
157
-
-
3
31
117
71
117
139
117
180
117
4
31
37
71
37
139
37
180
37
470 –Poł
ą
czenia doczołowe
470 - 16
Maksymalna odległo
ść
mi
ę
dzy
ś
rubami w pionie jest wi
ę
ksza ni
ż
15 x grubo
ś
ci blachy!
Rozkład
ś
rub
Poł
ą
czenie
Ś
rednica
ś
rub - M16
Klasa
ś
rub - 12,9
470 –Poł
ą
czenia doczołowe
470 - 17
Poł
ą
czenie
Kategoria poł
ą
czenia - E
Rodzaj poł
ą
czenia - spr
ęż
one
Kształt otworu na
ś
rub
ę
: Owalny długi
Rodzaj i sposób wykonania powierzchni: Powłoka krzemianowo-cynkowa alkaliczna o
grubo
ś
ci 60-80
µ
m
Znak stali kształtownika - St3S
Znak stali blachy - St3S
Obci
ąż
enia
Obliczeniowe
Charakterystyczne
M [kNm]
250
220
V [kN]
90
80
N [kN]
100
90
K
ą
t
α
= 15
o
C
Rodzaj obci
ąż
enia: statyczne
Obliczenia spoin
Spoiny ł
ą
cz
ą
ce pasy z blach
ą
czołow
ą
Grubo
ść
spoiny obliczana na pełn
ą
no
ś
no
ść
pasów - 9.0 [mm]
Minimalna grubo
ść
spoiny - 2.9 [mm]
Maksymalna grubo
ść
spoiny - 10.1 [mm]
Przyj
ę
to spoin
ę
grubo
ś
ci - 9.0 [mm]
Spoiny ł
ą
cz
ą
ce
ś
rodnik z blach
ą
czołow
ą
Grubo
ść
spoiny obliczana na pełn
ą
no
ś
no
ść
ś
rodnika - 6.0 [mm]
Minimalna grubo
ść
spoiny - 2.5 [mm]
Maksymalna grubo
ść
spoiny - 6.3 [mm]
Przyj
ę
to spoin
ę
grubo
ś
ci - 6.0 [mm]

470 –Poł
ą
czenia doczołowe
470 - 18
Obliczenia
ś
rub
Sprawdzenie Stanu Granicznego No
ś
no
ś
ci.
Sprawdzenie wytrzymało
ś
ci
ś
ruby najbardziej obci
ąż
onej na
ś
cinanie. Zało
ż
ono,
ż
e siła tn
ą
ca
jest przenoszona przez
ś
ruby nie rozci
ą
gane.
S
rv
= 110.0 [kN] >= S
vmax
= 30.5 [kN]
No
ś
no
ść
obliczeniowa
ś
ruby najbardziej obci
ąż
onej na
ś
ci
ę
cie trzpienia jest wystarczaj
ą
ca
Sprawdzenie zło
ż
onego stanu napr
ęż
e
ń
ś
ruby najbardziej obci
ąż
onej zgodnie ze wzorem 74
PN. Zało
ż
ono,
ż
e siła osiowa i tn
ą
ca jest przenoszona przez wszystkie
ś
ruby.
(
S
t
S
r
t
)
2
+
(
S
v
S
r
v
)
2
=
0
.
3
3
5
≤
1
Ś
ruba najbardziej obci
ąż
ona przeniesie zło
ż
ony stan napr
ęż
e
ń
Sprawdzenie Stanu Granicznego U
ż
ytkowania.
Sprawdzenie no
ś
no
ś
ci poł
ą
czenia doczołowego na po
ś
lizg zgodnie z wzorem z tablicy 16 PN
S
r
s
=
α
s
µ ( S
r
t
- S
t
)
S
rs
= 112.6 [kN] >= V
k
= 54.0 [kN]
No
ś
no
ść
poł
ą
czenia na po
ś
lizg jest wystarczaj
ą
ca
Sprawdzenie no
ś
no
ś
ci obliczeniowej poł
ą
czenia obci
ąż
onego momentem i sił
ą
osiow
ą
.
Zało
ż
ono,
ż
e moment i sił
ę
osiow
ą
przenosz
ą
te same
ś
ruby. Ich liczb
ę
wyznaczono zgodnie z
6.2.4.3 e) PN. Sprawdzanie no
ś
no
ś
ci na zerwanie trzpienia
ś
ruby najbardziej obci
ąż
onej.
S
rt_zast
= 106.3 [kN] >= S
tkmax
= 75.4 [kN]
No
ś
no
ść
charakterystyczna
ś
ruby najbardziej obci
ąż
onej na zerwanie trzpienia jest
wystarczaj
ą
ca
Dobór najni
ż
szej klasy
ś
ruby!
Najni
ż
sza klasa
ś
rub jaka przeniesie obci
ąż
enie = 10,9
Sprawdzenie Stanu Granicznego No
ś
no
ś
ci.
Sprawdzenie wytrzymało
ś
ci
ś
ruby najbardziej obci
ąż
onej na
ś
cinanie. Zało
ż
ono,
ż
e siła tn
ą
ca
jest przenoszona przez
ś
ruby nierozci
ą
gane.

470 –Poł
ą
czenia doczołowe
470 - 19
S
rv
= 94.1 [kN] >= S
vmax
= 30.5 [kN]
No
ś
no
ść
obliczeniowa
ś
ruby najbardziej obci
ąż
onej na
ś
ci
ę
cie trzpienia jest wystarczaj
ą
ca
Sprawdzenie zło
ż
onego stanu napr
ęż
e
ń
ś
ruby najbardziej obci
ąż
onej zgodnie ze wzorem 74
PN. Zało
ż
ono,
ż
e siła osiowa i tn
ą
ca jest przenoszona przez wszystkie
ś
ruby.
(
S
t
S
r
t
)
2
+
(
S
v
S
r
v
)
2
=
0
.
4
6
5
≤
1
Ś
ruba najbardziej obci
ąż
ona przeniesie zło
ż
ony stan napr
ęż
e
ń
Sprawdzenie Stanu Granicznego U
ż
ytkowania.
Sprawdzenie no
ś
no
ś
ci poł
ą
czenia doczołowego na po
ś
lizg zgodnie z wzorem z tablicy 16 PN
S
r
s
=
α
s
µ ( S
r
t
- S
t
)
S
rs
= 80.7 [kN] >= V
k
= 54.0 [kN]
No
ś
no
ść
poł
ą
czenia na po
ś
lizg jest wystarczaj
ą
ca
Sprawdzenie no
ś
no
ś
ci obliczeniowej poł
ą
czenia obci
ąż
onego momentem i sił
ą
osiow
ą
.
Zało
ż
ono,
ż
e moment i sił
ę
osiow
ą
przenosz
ą
te same
ś
ruby. Ich liczb
ę
wyznaczono zgodnie z
6.2.4.3 e) PN. Sprawdzanie no
ś
no
ś
ci na zerwanie trzpienia
ś
ruby najbardziej obci
ąż
onej.
S
rt_zast
= 90.1 [kN] >= S
tkmax
= 75.4 [kN]
No
ś
no
ść
charakterystyczna
ś
ruby najbardziej obci
ąż
onej na zerwanie trzpienia jest
wystarczaj
ą
ca.
Wyszukiwarka
Podobne podstrony:
Połączenie doczołowe w okapie przyklad obliczeniowy
SN015 Informacje uzupełniające Nośnośą połączeł doczołowych prostych przy działaniu sił równoległych
SN014a Informacje uzupełniające Nośność przy ścinaniu połączeń doczołowych prostych
AWARIE(KS8) Uszkodzenia doczołowo stycznych połączeń dźwigarów z falistym środnikiem
śruby, połączenia zakładkowe, doczołowe
Obliczenie połączenia śrubowego doczołowego typu R1 3 belki 0
SN041 Informacje uzupełniające Projektowanie doczołowych połączeł narożnych w ramach portalowych
Polaczenia nitowe
Połączenia gwintowe js
Połączenia zgrzewane
1 Gwinty, śruby, połączenia śrubowe
więcej podobnych podstron