
4
NAGRZEWANIE
ELEKTRODOWE
4.1. Ogólna charakterystyka metody
Nagrzewanie elektrodowe jest to nagrzewanie elektryczne oparte na wydzielaniu ciepła przy
przepływie prądu przez ośrodek ciekły połączony ze źródłem energii za pośrednictwem elek-
trod.
Temperatury topnienia ciekłych ośrodków grzejnych zawarte są w bardzo szerokim
przedziale. Jeżeli temperatury te są wyższe od temperatury otoczenia lub gdy ośrodki grzej-
ne w stanie stałym są złymi przewodnikami prądu, niezbędne jest wstępne ich rozgrzanie do
temperatury przewodzenia inną metodą grzejną. Najczęściej spotykanymi ośrodkami grzej-
nymi są: woda, sole, szkło, elektrolity, roztwory wodne, żużle.
Celem nagrzewania elektrodowego jest bezpośrednie dostarczenie energii do ośrod-
ka ciekłego lub za jego pośrednictwem do umieszczonych w nim ciał (substancji), nie wy-
kluczając elektrod. W pierwszym przypadku mamy do czynienia z nagrzewaniem bezpo-
średnim, w drugim - z pośrednim. Oba te sposoby mogą niekiedy występować równocze-
śnie, co nie zawsze jest pożądane.
Elektrody są elementami pośredniczącymi w przekazywaniu energii elektrycznej do
ciekłego ośrodka grzejnego i stykają się z nim bezpośrednio. Styk może mieć charakter
konstrukcyjny lub funkcjonalny. Styk konstrukcyjny realizowany jest przez częściowe, a
niekiedy całkowite zetknięcie elektrody z ośrodkiem ciekłym, utrzymywanym w zbiorniku.
Bywa także realizowany przez wykonanie części względnie całego zbiornika w taki sposób
i z takich materiałów, że stanowi on elektrodę. Styk funkcjonalny istnieje tylko wówczas,
gdy przepływający ośrodek ciekły zamyka obwód prądowy. Elektrody mogą pełnić wyłącz-
nie rolę doprowadzeń prądowych, mogą być dodatkowo wykorzystywane w charakterze
reagenta, a także wsadu poddawanego przeróbce.
Konwersja energii elektrycznej w ciepło jest głównie wynikiem efektu Joule'a. W
niektórych technologiach efekt ten bywa wspomagany ciepłem pochodzącym
180

4.2. Urządzenia elektrodowe i ich zastosowania
________________________________________________________________________
z reakcji egzotermicznych. Nagrzewanie elektrodowe jest procesem autonomicznym bądź
skojarzonym z towarzyszącymi mu przemianami chemicznymi względnie metalurgicznymi.
Nagrzewanie elektrodowe - w zależności od technologii - realizuje się w sposób cią-
gły, okresowy lub przerywany. W przypadku używania ciekłych ośrodków grzejnych, nie
zachowujących stanu ciekłego w temperaturze otoczenia, korzystniejszym sposobem pro-
wadzenia procesu jest praca ciągła. Unika się wówczas trudności w fazie rozruchu urządze-
nia. Człony grzejne tych urządzeń to piece, a w szczególności pewne ich odmiany: kotły i
wanny. Do ich zasilania stosuje się napięcie wyłącznie stałe, wyłącznie przemienne o czę-
stotliwościach sięgających 8000 Hz, a także w pewnych przypadkach napięcie zmienne.
W celu bardziej szczegółowego omówienia metody elektrodowej oraz urządzeń bu-
dowanych do realizacji tego sposobu nagrzewania posłużymy się kryterium zastosowań.
Wybór ten podyktowany jest daleko posuniętą specjalizacją poszczególnych rodzajów urzą-
dzeń elektrodowych, uzależnioną przede wszystkim od ich przeznaczenia. Czynnik ten w
zasadniczy sposób rozstrzyga też o zróżnicowaniu podstaw teoretycznych metody w każdej
kategorii zastosowań w stopniu umożliwiającym tylko niewiele uogólnień. Uogólnienia te
ograniczają się do problemów polowych w wannach do nagrzewania szkła i soli [232],
[233].
4.2. Urządzenia elektrodowe
i ich zastosowania
4.2.1. Urządzenia do nagrzewania wody
Używanie wody jako rezystora grzejnego sięga roku 1907, w którym Revel uruchomił
pierwsze urządzenie z kotłami zasilanymi bezpośrednio z sieci o napięciu 6 kV [64]. Roz-
wój tej techniki nagrzewania nastąpił w latach 1915-1918, szczególnie w krajach zasobnych
w energię elektryczną pobieraną z elektrowni wodnych.
Nagrzewanie elektrodowe wody, a także wytwarzanie pary wodnej realizowane jest
prądem przemiennym w urządzeniach nieprzelotowych i przelotowych. Zasada nagrzewania
polega na bezpośrednim przepływie prądu przez wodę, której rezystywność zależy nie tylko
od temperatury, lecz także od ilości i rodzajów rozpuszczonych w niej substancji. Zawiera
się ona w przedziale 500
÷10000 Ω·cm [25]. Zależność rezystywności wody od temperatury
można określić w przybliżeniu formułą
t
20
0
t
+
=
ρ
ρ
przy czym ρ
o
- rezystywność w 20°C [209].
181

4. Nagrzewanie elektrodowe
__________________________________________________________________________
Wynika stąd konieczność wyposażenia urządzeń w układy stabilizujące warunki ich
pracy. Urządzenia elektrodowe do nagrzewania wody mogą być przewidziane do pracy z
upustem wody (pary) lub do pracy z wymiennikiem ciepła. W tym drugim przypadku przez
dodanie odpowiednich substancji chemicznych (np. węglanu dwusodowego Na
2
CO lub fos-
foranu trójsodowego Na
3
PO
4
) stabilizuje się parametry elektryczne wody. Najczęściej sub-
stancje te dobierane są w takiej ilości, by rezystywność wody ustalić w temperaturze 20°C
na poziomie 1700
÷1800 Ω·cm [269], [289].
Konwersja energii elektrycznej w ciepło odbywa się w trakcie przepływu prądu elek-
trycznego między elektrodami stanowiącymi wyposażenie głównych członów urządzeń, a
mianowicie kotłów i nagrzewnic przelotowych. Mają na nią wpływ parametry wody, geo-
metria układu elektrodowego, a w szczególności wymiary czynnej powierzchni elektrod.
Obciążenie jednostkowe powierzchni czynnej elektrod zależy głównie od materiału, z któ-
rego są one wykonane, od ich konstrukcji, a także od jakości wody i zawiera się w przedzia-
le 10
÷70 W/cm
2
przy gęstości prądu 0,1÷1,8 A/cm
2
[25], [245], [289].
Kotły stosuje się do nagrzewania wody i do wytwarzania pary (rys. 4.1). Ich moce
dochodzą do 70 MW [245], [262]. Napięcia mogą być doprowadzona bezpośrednio z sieci
do elektrod bez stosowania jakichkolwiek urządzeń pośredniczących, np. transformatorów.
Wartość napięcia zasilającego, zwłaszcza małych kotłów, jest ograniczona względami kon-
strukcyjnymi. Kotły duże o mocach 4
÷70 MW są zasilane bezpośrednio z sieci o napięciu
6
÷30 kV, podobnie kotły średnie o mocach 1÷4 MW zasilane są z sieci o napięciu 1÷3 kV
zaś małe kotły o mocach 15
÷1000 kW napięciem niskim [245]. Współczynnik mocy kotłów
elektrodowych jest praktycznie równy jedności. Ich sprawności elektrotermiczne zawierają
się w przedziale 0,96
÷0,99, przy czym niższe wartości dotyczą kotłów do wytwarzania pary
[101], [269]. Możliwość uzyskania tak dużych sprawności wynika z łatwości izolowania
kotłów.
Urządzenia mogą mieć kotły jedno- lub wielozbiornikowe. Kotły jednozbiornikowe
zawierają całość układu elektrodowego bez względu na liczbę faz, wielozbiornikowe mają
dla każdej fazy oddzielny zbiornik. W układach jednofazowych jedną z elektrod może sta-
nowić sam zbiornik. W układach trójfazowych stosuje się trzy identyczne elektrody zaś me-
talowy zbiornik stanowi uziemiony punkt neutralny układu. Inne rozwiązanie, znacznie po-
wszechniejsze, polega na użyciu przeciwelektrod, które są przeznaczone do stworzenia w
układzie elektrycznym sztucznego zera, ponieważ przepływ prądu przez metalowe ściany
kotła jest niepożądany. Kształt, liczba i usytuowanie przeciwelektrod są zróżnicowane. W
układzie trójfazowym stosuje się np. jedną przeciwelektrodę w kształcie metalowego cylin-
dra usytuowanego wewnątrz kotła w pewnej odległości od ścian zbiornika. Przy stosowaniu
trzech przeciwelektrod mają one także kształt cylindryczny i otaczają każdą z elektrod fa-
zowych. Przeciwelektrody wykorzystuje się również do regulacji mocy. Są one wtedy ru-
chome i zmiana ich usytuowania względem elektrod powoduje zmianę mocy grzejnej.
182
4.2. Urządzenia elektrodowe i ich zastosowania
__________________________________________________________________________
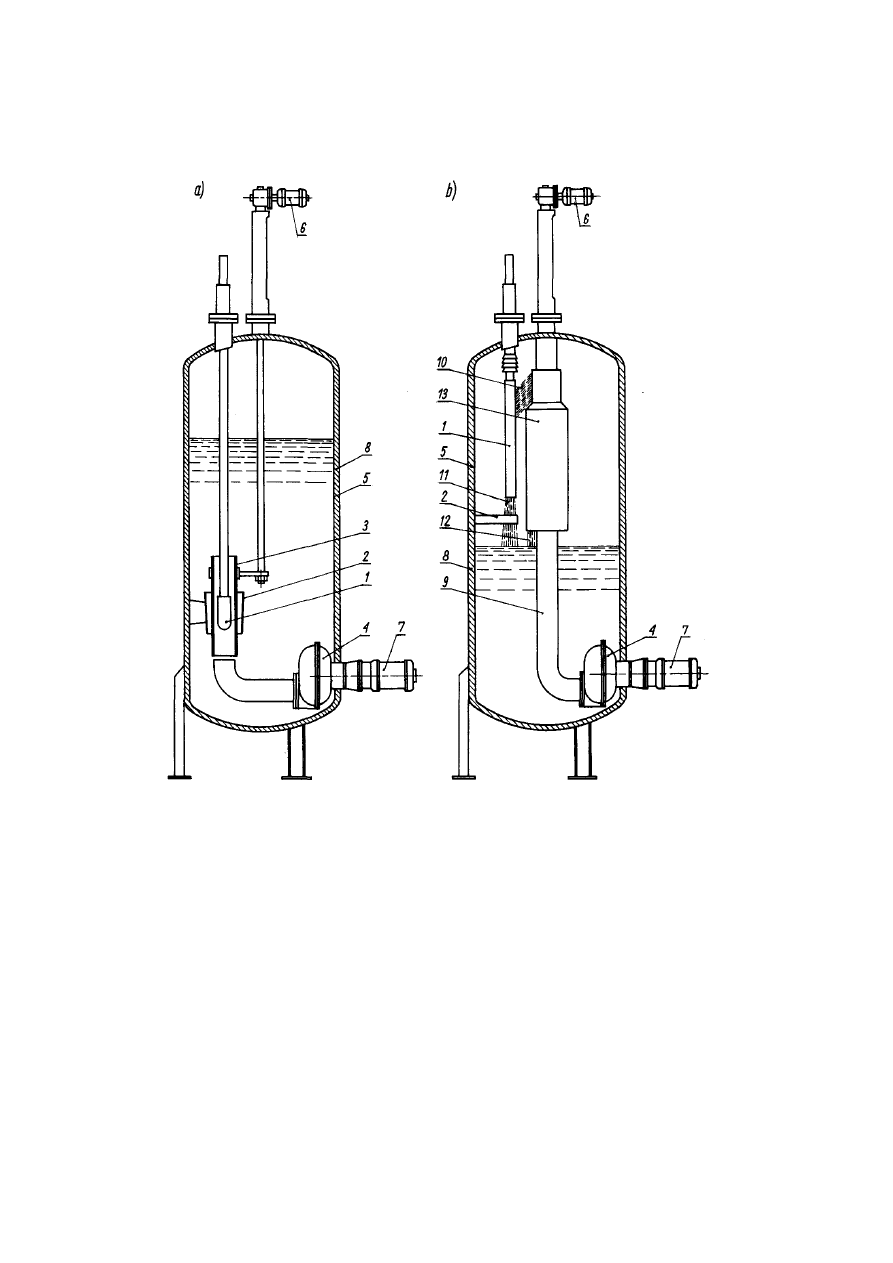
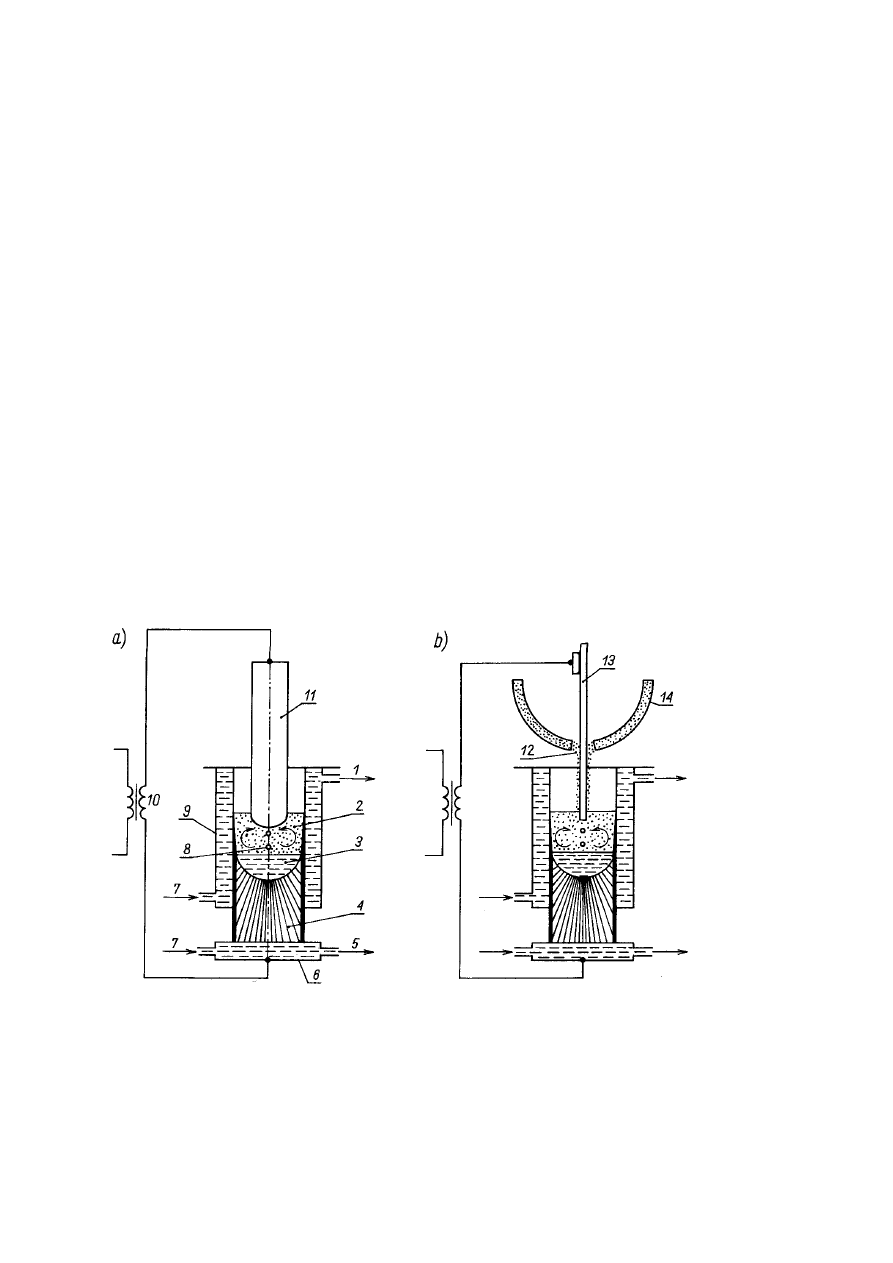
Rys. 4.1. Kotły elektrodowe: a) kocioł o mocy regulowanej położeniem rury izolacyjnej umieszczonej między
elektrodą i przeciwelektrodą; b) kocioł wytryskowy
1 - elektroda, 2 - przeciwelektrodą, 3 - rura izolacyjna, 4 - pompa, 5 - zbiornik, 6 - silnik z układem
napędowym do zmiany położenia rury izolacyjnej, 7 - silnik pompy, 8 - termoizolacja, 9 - rura, 10 -
górny strumień wody, 11 - dolny strumień wody, 12 - nadmiar wody, 13 - obudowa rury
W normalnych warunkach eksploatacyjnych kotły trójfazowe są odbiornikami syme-
trycznymi. Asymetria może powstać np. wskutek nierównomiernego parowania wody w
sąsiedztwie elektrod.
Uziemienie kotła elektrodowego zasilanego z sieci trójfazowej o nieuziemionym
punkcie zerowym, może być przyczyną zbyt dużych prądów podczas ewentualnych zwarć.
Zapobiec temu można włączając uziemiony kocioł do sieci za pośrednictwem transformato-
ra obniżającego lub separacyjnego względnie izolując kocioł od ziemi. To drugie rozwiąza-
nie wymaga m.in. elektrycznej separacji kotła
183

4. Nagrzewanie elektrodowe
__________________________________________________________________________
od zewnętrznego układu hydraulicznego i jest z dobrym skutkiem stosowane w kotłach na-
wet o największych mocach [289].
Kotły buduje się w formie pionowo ustawionych cylindrycznych zbiorników. Są one
napełnione wodą całkowicie lub częściowo, przy czym kotły parowe - zawsze częściowo.
Prąd doprowadzany jest do elektrod przez przepusty wbudowane w metalowe ściany kotła.
Elektrody mają różne kształty i wykonywane są z węgla lub metali (żelaza, brązu, miedzi).
O ich trwałości decyduje m.in. gęstość prądu na powierzchni czynnej. Przy poprawnym
rozwiązaniu elektrod i prawidłowej eksploatacji wytrzymują one kilka lat pracy. Elektrody
wykonuje się często jako elementy łatwo wymienialne.
Kotły wodne różnią się od parowych głównie pod względem rozwiązań układów re-
gulacyjnych. Zasada regulacji pozostaje jednak identyczna, a mianowicie polega ona na
zmianie rezystancji odbiornika przy niezmiennej wartości napięcia zasilającego. Zasada ta
realizowana jest przez zmianę usytuowania elektrod względem siebie, przesuwanie prze-
ciwelektrod względem nieruchomych elektrod, przesuwanie elektrod względem ustalonego
poziomu wody w kotle lub przez zmianę poziomu wody w kotle przy nieruchomych elek-
trodach. W kotłach wodnych poziom wody utrzymany jest na stałym poziomie zaś moc
grzejna może być zmieniana w granicach 10
÷100% wartości znamionowej mocy. Przy
spadku temperatury do 20°C zakres regulacji mocy maleje do 10
÷30%. W kotłach paro-
wych moc grzejna jest funkcją temperatury pary względnie zapotrzebowania na parę. Jeśli
nastąpi przerwa w dopływie wody do kotła, samoczynnie przerywa się przepływ prądu.
Istotnym członem urządzeń elektrodowych są układy obiegów wodnych. Oprócz
układów doprowadzania i odprowadzania wody (pary), zapewnia się wewnętrzny naturalny
lub wymuszony obieg wody w zbiorniku w celu intensyfikacji odbioru ciepła z obszarów
przyelektrodowych. Przy niedostatecznym krążeniu w kotle nie uzyskuje się np. pożądanej
równomierności temperatury wody. Ponadto w wyniku przegrzania wody w strefach o naj-
większych gęstościach prądów i związanego z tym nadmiernego parowania wody powstają
lokalne wyładowania iskrowe i łukowe niszczące elektrodę. Jeśli krążenie wody w zbiorni-
ku ma być naturalne to wspomaga sieje konstrukcją układu elektrodowego. Wymuszony
obieg realizuje się przy użyciu pomp cyrkulacyjnych. Do takich urządzeń należy m.in. tak
zwany kocioł wytryskowy (rys. 4. l b)
Woda w kotle wytryskowym tłoczona jest pompą 4 z dolnej części zbiornika do pio-
nowego przewodu rurowego 9. W górnej części przewodu umieszczone są otwory, przez
które woda 10 wytryskuje w kierunku elektrody l o kształcie rynny. Wypływająca z tych
przewodów woda spada na perforowaną metalową przeciwelektrodę 2 połączoną ze zbior-
nikiem i dalej przelewa się do dolnej części zbiornika. Nadmiar wody 12 spływa koncen-
tryczną szczeliną między przewodem rurowym 9 i jego obudową 13. Metalowy przewód
rurowy i przeciwelektroda są elektrycznie połączone ze ścianami zbiornika i mają potencjał
zerowy. Przepływ prądu odbywa się więc równolegle przez dwa strumienie wodne: górny
10 i dolny 11, powodując intensywne parowanie wody. Kotły wytryskowe budowane zwy-
kle na wysokie napięcia mają bardzo dużą wydajność. Na przykład z kotła o mocy 12 MW
można
184

4.2.Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
otrzymać w ciągu godziny ok. 15 Mg pary nasyconej o ciśnieniu 15,7 MPa (t
n
=200,43 °C).
Maksymalne temperatury wytwarzanej w nich pary mogą sięgać 850°C [101].
Kotły elektrodowe znalazły zastosowanie w niektórych procesach wytwórczych i
przetwórczych, a głównie w układach ogrzewniczych. Ich użytkowanie w przemyśle kon-
centruje się w branżach: papierniczej, drzewnej, tekstylnej, skórzanej, farmaceutycznej i
chemicznej [41], [269], [289].
W układach ogrzewniczych kotły powinny współdziałać z akumulatorami ciepła,
ponieważ zużywanie energii elektrycznej na cele ogrzewnicze w wielu krajach ma nadal
sens jedynie poza godzinami największego obciążenia systemu elektroenergetycznego.
Tymczasem systemy ogrzewnicze są eksploatowane w cyklach całodobowych, a często
właśnie w okresach dużego zapotrzebowania na energię elektryczną (szkoły, gmachy uży-
teczności publicznej, pływalnie) [269], [289].
Oprócz kotłów elektrodowych w użyciu są także nagrzewnice elektrodowe do na-
grzewania w przelocie ciekłych ośrodków przewodzących, a zwłaszcza wody. Są one sto-
sowane zarówno w przemyśle, jak i w sektorze komunalno-bytowym. Nagrzewnice przemy-
słowe są to z reguły układy trójfazowe zasilane napięciem sięgającym 6 kV. Zrealizowane
instalacje mają największe moce rzędu 10 MW [262]. Mimo prostej zasady działania (elek-
trody cylindryczne lub prętowe usytuowane w rurze z przepływającym ośrodkiem podda-
wanym nagrzewaniu), nie znalazły szerszego zastosowania, podobnie jak nagrzewnice jed-
nofazowe małej mocy do celów pozaprzemysłowych. Duża różnorodność właściwości wo-
dy, a zwłaszcza względy bezpieczeństwa utrudniają ich wprowadzenie do powszechnego
użytku.
Urządzenia elektrodowe, zwłaszcza dużej mocy, są znacznie tańsze od rezystancyj-
nych przeznaczonych do tego samego celu. Rozstrzyga o tym możliwość bezpośredniego
zasilania układu grzejnego z sieci wysokiego napięcia, podczas gdy rurkowe elementy
grzejne w kotłach oraz nagrzewnicach rezystancyjnych muszą być zasilane napięciem sie-
ciowym niskim. Sprawność kotłów elektrodowych także przewyższa ich odpowiedniki re-
zystancyjne. Są to urządzenia o bardzo małej bezwładności cieplnej (nagrzewanie bezpo-
średnie) oraz nieskomplikowanej automatyce i tanie w eksploatacji.
4.2.2. Urządzenia do obróbki cieplnej metali
Obróbkę cieplną metali, a ściśle rzecz biorąc obróbkę półwyrobów metalowych można re-
alizować metodą elektrodową w roztopionych solach. Jako mediów przewodzących używa
się soli tych metali, które w stanie ciekłym mają wymagane właściwości elektryczne.
Szczególnie nadają się do tego celu sole metali alkalicznych. Obróbka cieplna w takich
ośrodkach jest więc z założenia procesem opartym na nagrzewaniu pośrednim umieszczo-
nych w nich wsadów, a także studzeniu wsadów w soli uprzednio
185

4. Nagrzewanie elektrodowe
_________________________________________________________________________
roztopionej. Wsady są dobrymi przewodnikami prądu i w wielu rozwiązaniach trudno
umknąć bezpośredniego przepływu prądu przez zanurzone w soli detale (z wyjątkiem bez-
prądowych stanów pracy przy chłodzeniu wsadów w soli). Im mniejsza jest konduktywność
wsadu w porównaniu z solą, tym trudniej o ograniczenie tego zjawiska.
Zasilanie wanien realizuje się prądem przemiennym, z wyjątkiem gdy jest ono połą-
czone z elektrolitycznym rozkładem soli (np. w technologii borowania). Wówczas zasila się
wanny napięciem zawierającym także składową stałą. Nagrzewanie ma dwojaki cel: pod-
wyższenie temperatury wsadu i dalszą jego obróbkę cieplną w urządzeniu lub poza urzą-
dzeniem elektrodowym bądź obróbkę dyfuzyjną w soli aktywnie chemicznej. Bez względu
na cel obróbki, wsad w czasie procesu jest chroniony przed wpływami atmosferycznymi.
Nagrzewanie elektrodowe charakteryzuje się bardzo intensywnym przejmowaniem ciepła
między kąpielą solną i wsadem. W grę wchodzą przy tym mechanizm kondukcji i konwek-
cji. Konwekcja jest wywołana nie tylko naturalnymi różnicami temperatur w kąpieli, lecz
także siłami dynamicznymi wywołanymi przepływem prądu przez sól. W zakresie tempera-
tur do 600°C nagrzewanie w soli wsadów stalowych trwa 3,5 razy krócej aniżeli w piecu
komorowym. Przy nagrzewaniu do 1200°C - 1,3 razy krócej [289].
Inna cecha nagrzewania elektrodowego wiąże się z dużą równomiernością pola tem-
peratury w kąpieli solnej. W wyniku tego wsad podczas nagrzewania w soli ma równomier-
ną temperaturę na całej swej powierzchni, w stanie ustalonym - w całej objętości. Dalsze
zalety tej techniki to: mniejsze odwęglanie wsadów stalowych niż przy nagrzewaniu w po-
wietrzu, możliwość długotrwałego nagrzewania w zakresie temperatur 1000
÷1300°C, a na-
wet do 1650°C [245], łatwość stosowania hartowania stopniowego izotermicznego, możli-
wość miejscowego hartowania lub odpuszczania przez częściowe zanurzenie wsadu [168],
[296].
Wymienione zalety oraz niewielka złożoność urządzeń do nagrzewania elektro-
dowego spowodowały znaczne rozpowszechnienie tej technologii, zwłaszcza w obróbce
cieplnej narzędzi oraz przed obróbką plastyczną.
Wady kąpieli solnych jako ośrodków grzejnych powodują jednak ciągłe eliminowa-
nie urządzeń elektrodowych. Nowoczesne przemysły nie wykorzystują ich praktycznie w
ogóle zwłaszcza, że można je z powodzeniem zastąpić innymi urządzeniami elektrotermicz-
nymi (piece ze złożem fluidalnym, próżniowe, z atmosferami regulowanymi), pozbawio-
nymi tych wad, z których najistotniejsze to:
- szkodliwość oparów soli dla obsługi,
- niebezpieczeństwo oparzeń od wyprysków roztopionej soli,
- trudność mechanizacji i automatyzacji procesu,
- korozyjne oddziaływanie oparów soli na instalacje wentylacyjne oraz aparaturę,
- duża energochłonność procesów powodowana m.in. znacznymi stratami radiacyjnymi z
powierzchni kąpieli solnej,
- agresywność soli w stosunku do elementów konstrukcyjnych i wyposażenia wanien, a w
szczególności - elektrod i czujników termometrycznych,
186
4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
- konieczność neutralizacji odpadów niektórych gatunków soli,
- konieczność mycia obrobionych wsadów i in., [168], [338].
Standardowe ośrodki grzejne są na ogół mieszaninami dwóch różnych soli o składzie
dobranym zarówno z uwzględnieniem temperatury topnienia, jak i możliwości ograniczenia
części ich wad. Niektóre ze stosowanych mieszanin zawiera tabl. 4.1. Sole stają się prze-
wodnikami elektryczności dopiero w stanie stopionym i dlatego uruchomienie urządzenia
wymaga stosowania środków pomocniczych [209].
Tablica 4.1. Najczęściej stosowane mieszaniny soli, wg [209]
Temperatura
topnienia
Temperatura
robocza
Mieszanina soli
°C
°C
55% azotanu potasu KNO
3
45% azotanu sodu NaNO
3
230
230÷480
55% azotanu sodu NaN0
3
45% azotynu sodu NaNO
2
235
235÷485
72% chlorku wapnia CaCI
2
28% chlorku sodu NaCl
505
550÷870
50% węglanu sodu Na
2
CO
3
50% chlorku potasu KCl
560
600÷820
50% węglanu potasu K
2
CO
3
50% chlorku sodu NaCl
560
600÷820
50% chlorku wapnia CaCl
2
50% chlorku baru BaCl
2
600
650÷900
65% węglanu sodu NaCO
3
35% chlorku sodu NaCl
620
650÷880
78% chlorku baru BaCl
2
22% chlorku sodu NaCl
630
680÷900
56% chlorku potasu KCl
44% chlorku sodu NCl
640-665
700÷870
80% chlorku baru BaCl
2
20% chlorku potasu KCl
700-750
850÷1300
Nagrzewanie w solach znalazło zastosowanie w procesach odpuszczania, azotowa-
nia, nawęglania, cyjanowania i hartowania stali, a w szczególności austenityzowania narzę-
dzi ze stali szybkotnących, narzędziowych, węglowych i stopowych [33], [338], [339]. War-
to w tym miejscu wspomnieć o technologii borowania wsadów stalowych, która nadal jest
rozwijana [115]. Jej istota polega na wytwarzaniu
187
4. Nagrzewanie elektrodowe
__________________________________________________________________________
w warstwie przypowierzchniowej wsadu borków żelaza. Podstawowym składnikiem kąpieli
jest boraks Na
2
B
4
O
7
. Osobliwością urządzeń do realizacji tej technologii jest ich zasilanie
napięciem zmiennym (składowa stała z nałożonym napięciem sinusoidalnym o częstotliwo-
ści sieciowej). Składowa stała powoduje rozkład kąpieli z wydzielaniem boru na wsadzie
stanowiącym jedną z elektrod. Borowanie czyni obrabiane stale szczególnie odporne na
ścieranie.
Urządzenie elektrodowe do obróbki cieplnej metali w roztopionych solach (bez ich
rozkładu, co ma miejsce jedynie przy stosowaniu Na
2
B
4
O
7
) składa się z następujących czło-
nów: grzejnego, którym jest piec solny niekiedy nazywany wanną solną; zasilającego czyli
transformatora zaczepowego obniżającego napięcie do 4
÷30 V; pomiarowo-regulacyjnego
oraz wyciągu przeznaczonego do usuwania oparów powstających od rozgrzanych soli.
Piece solne są odbiornikami średniej mocy, rzadko większych od 200 kW, ale spora-
dycznie sięgających nawet 500 kW. Ściany pieca wykonuje się jako dwuwarstwowe. War-
stwa ogniotrwała (wewnętrzna) jest wykonywana z szamotu, ze staliwa, żeliwa, stali spe-
cjalnych, z chromonikieliny (dla kąpieli boraksowych). Warstwę zewnętrzną (termoizola-
cyjną) wykonuje się np. z cegieł diatomitowych. Pojemność wanien rzadko przekracza 200
dm
3
.
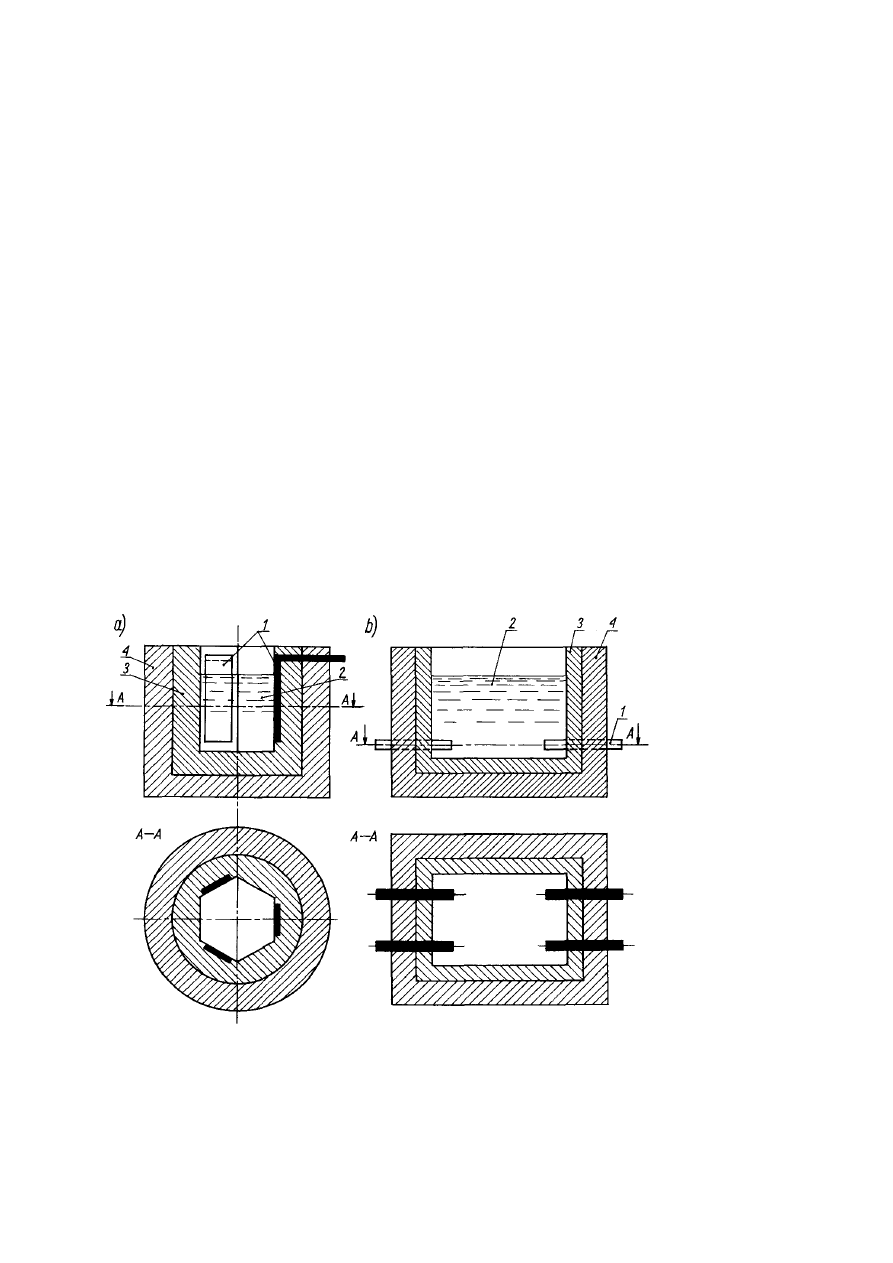
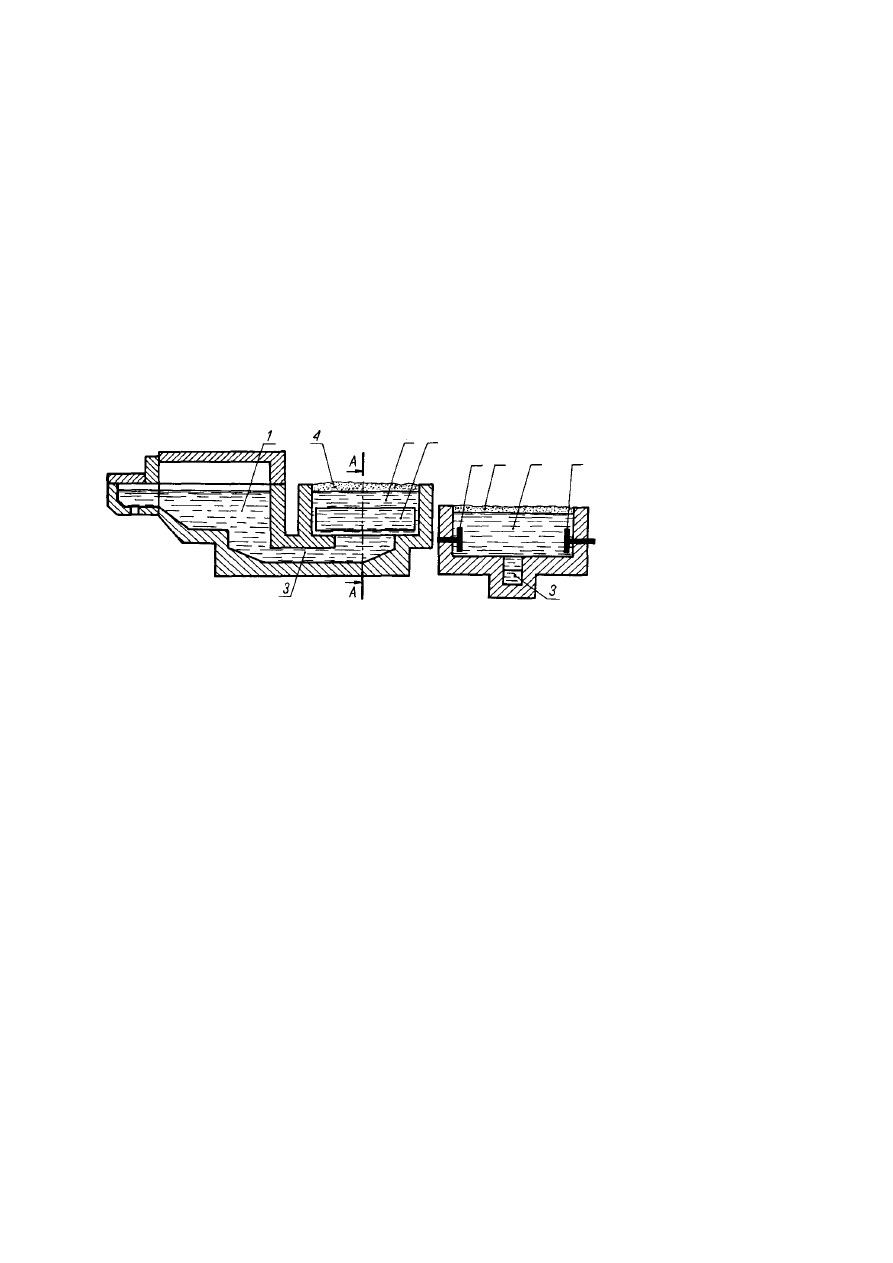
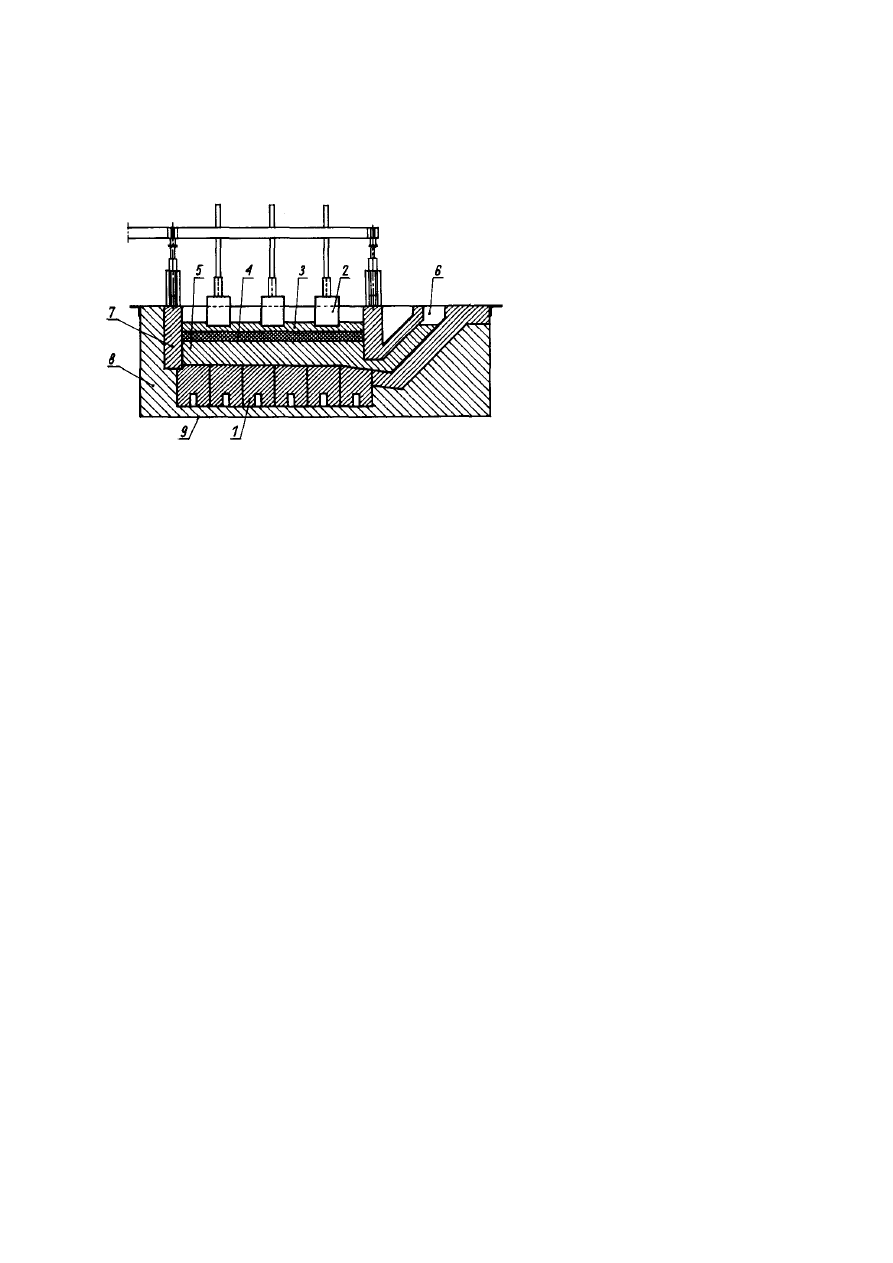
Rys. 4.2. Wanny solne: a) trójfazowe z wpuszczonymi w wyprawę elektrodami; b) jednofazowa czteroelek-
trodowa z elektrodami prętowymi suwliwymi (w miarę zużywania się są przesuwane w głąb wan-
ny)
1 - elektrody, 2 - kąpiel solna, 3 - wyprawa ogniotrwała, 4 - izolacja cieplna
188
4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
Elektrody robocze mogą być wpuszczone w wyprawę pieca (rys. 4.2a) lub umiesz-
czone w pobliżu powierzchni wewnętrznej wanny (rys. 4.2b). Stosowane są układy jedno- i
trójfazowe.
Układy jednofazowe są z reguły wyposażone w dwie elektrody, z których jedną mo-
że być tygiel (np. wanny typu Bellisa), układy trójfazowe - w trzy lub więcej elektrod. Bar-
dzo istotnym czynnikiem jest geometria układu elektrodowego i jego usytuowanie wzglę-
dem ścian. Decyduje ona zarówno o rozkładzie mocy grzejnej, a więc i o sposobie obciąże-
nia transformatora oraz o stopniu zabezpieczenia wsadu przed bezpośrednim przepływem
prądu. Stąd dwie kategorie układów elektrodowych: z niewyodrębnioną i z wyodrębnioną
przestrzenią grzejną (rys. 4.3). W układzie z niewyodrębnioną przestrzenią grzejną niebez-
pieczeństwo przepływu prądu przez wsad jest większe i ruch kąpieli jest mniej intensywny.
W układach z wyodrębnioną przestrzenią grzejną odległość między elektrodami jest na ogół
mniejsza i siły elektrodynamiczne wprawiają w silny ruch kąpiel. Lokalne prędkości jej
przepływu osiągają 30 cm/s. W efekcie pole temperatury w kąpieli staje się zbliżone do
równomiernego i zwiększa się współczynnik przejmowania ciepła do wsadu.
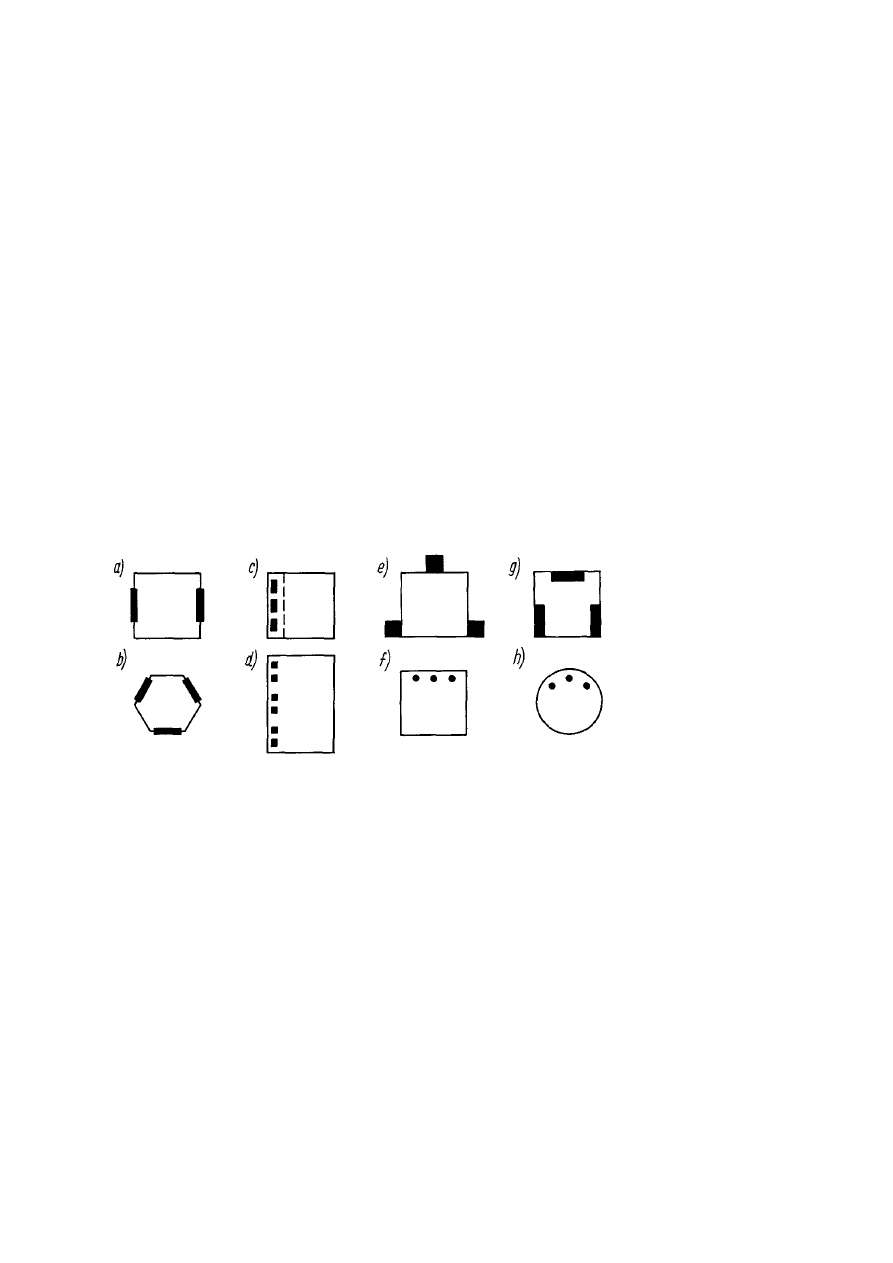
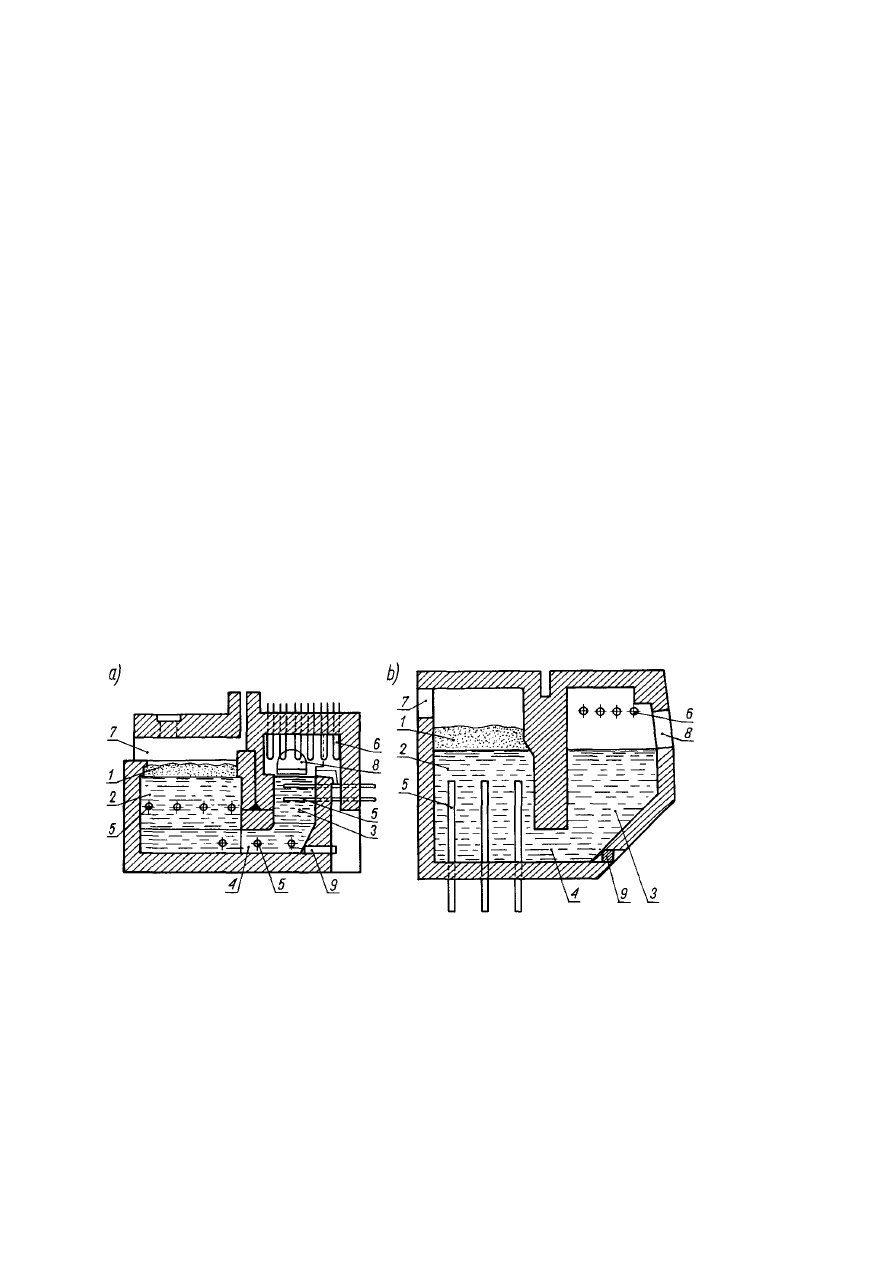
Rys. 4.3. Układy elektrod w wannach solnych: a) jednofazowy dwuelektrodowy z niewyodrębnioną prze-
strzenią grzejną; b), e), g) trójfazowy trójelektrodowy z niewyodrębnioną przestrzenią grzejną; c)
trójfazowy trójelektrodowy z wyodrębnioną przestrzenią grzejną, oddzieloną od przestrzeni elek-
trodowej perforowaną przegrodą; d) trójfazowy sześcioelektrodowy z wyodrębnioną przestrzenią
grzejną; f), h) trójfazowy trójelektrodowy z wyodrębnioną przestrzenią grzejną
Trwałość elektrod wynosi kilkaset godzin. Także wyprawa ogniotrwała wanny ulega
dość szybkiemu zużyciu z uwagi na agresywność roztopionej soli. Zużycie soli w jednym
cyklu wynosi 0,8
÷4,0%. Ubytki te powstają przy wyjmowaniu wsadów poddawanych ob-
róbce.
Człon zasilający - to z nielicznymi wyjątkami (obróbka w warunkach elektrolizy ką-
pieli) - transformator obniżający napięcie. Zaczepy obwodu pierwotnego są niezbędne w
celu ułatwienia dopasowania mocy do temperatury znamionowej wanny i jej wydajności.
Średnia wartość napięcia po stronie wtórnej jest około 6 razy niższa od napięcia pierwotne-
go. Napięcie robocze najwyższą wartość powinno mieć
189
4. Nagrzewanie elektrodowe
_________________________________________________________________________
przy rozgrzewaniu wanny. Stąd też moc transformatora dobiera się nie na warunki znamio-
nowe pracy, lecz na rozgrzew wanny. Stosunek mocy w czasie rozgrzewu do mocy pobiera-
nej przy pracy w ustalonych warunkach temperaturowych wynos zwykle 1,5
÷2 [289]. Mimo
to rozgrzew wanny od stanu zimnego jest rzędu godzin i wymaga topienia soli przy użyciu
środków specjalnych, np. rezystancyjnych elementów rurkowych.
W członach pomiarowo-regulacyjnych stosuje się przetworniki termoelektryczne
względnie pirometryczne. Bez względu na sposób pomiaru w praktyce napotyka on na duże
trudności z uwagi na niszczące działanie soli na osłony termoelementów bądź na zakłócają-
ce działanie oparów soli w układzie pirometrycznym.
Istotną sprawą jest skuteczne usuwanie oparów soli. Używa się do tego cela wycią-
gów szczelinowych oraz okapowych. Elementy te są narażone na agresywne działanie soli
oraz temperatury, ponieważ wanna nie jest wyposażona w pokrywę [289].
4.2.3. Urządzenia do topienia szkła
Wzrost wymagań jakościowych, szczególnie dotyczących czystości szkła, konieczność
ograniczenia emisji gazów i pyłów zagrażających środowisku, możliwość znacznych
oszczędności energii pierwotnej spowodowały, że na przestrzeni ostatnich kilkunastu lat
zaczęto na dużą skalę wprowadzać do przemysłu szklarskiego elektrotermiczne metody to-
pienia szkła. Trend ten utrzymuje się nadal, przy czym najszersze zastosowanie znalazła
metoda elektrodowa. Metodę tą wykorzystuje się do topienia szkła przy nagrzewaniu wy-
łącznie elektrycznym, skojarzonym tzn. elektryczno-
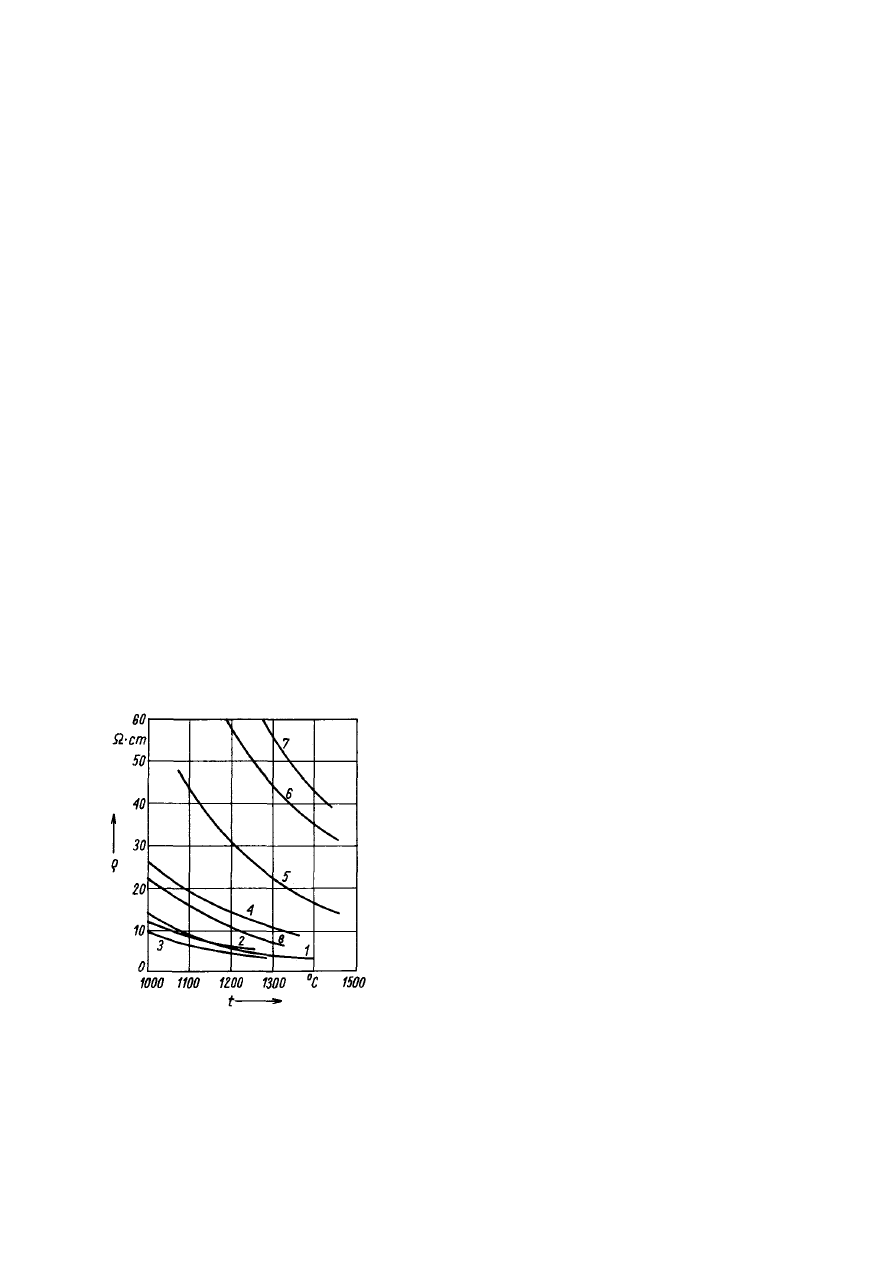
Rys. 4.4. Charakterystyki temperaturowe rezystywności szkieł o składzie wyszczególnionym w tabl. 4.1, wg
[245]
190
4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
paliwowym oraz przy dogrzewaniu elektrycznym, realizowanym w urządzeniach paliwo-
wym dodatkowo wyposażonych w układy elektrodowe. Technologie topienia szkła realizuje
się w urządzeniach, których podstawowymi członami są piece, niekiedy nazywane wannami
szklarskimi.
Szkło jest w stanie stałym materiałem elektroizolacyjnym o rezystywności rzędu
10
13
Ω·cm. Przy wzroście temperatury rezystywność szkła maleje do wartości zawartej w
przedziale od 2 do kilkudziesięciu
Ω·cm, osiąganej w stanie ciekłym. Przy takich warto-
ściach rezystywności, szkło staje się przewodnikiem w stopniu umożliwiającym wykorzy-
stanie go do bezpośredniej przemiany energii elektrycznej w ciepło. Rysunek 4.4 przedsta-
wia charakterystyki rezystywności tych gatunków szkła, których skład zawiera tabl. 4.2.
Temperatury topienia szkieł: 1000
÷1800°C.
Tablica 4.2. Procentowy skład wybranych gatunków szkła, wg [245]
Numer i nazwa gatunku
1 2 3
4
5 6
7
8
Składniki
Zwyczajne Lampowe Neutralne Borowo-
krzemowe
Pyrex Kryształo-ołowiowe
SiO
2
70
72 67
64
61 79
81
56,37
B
2
O
3
- - 2
8
25,5 14
12
-
Al
2
O
3
1,3 0,8 -
10
3,5 2 2
0,13
CaO 12,5
5,2 6
5
- -
-
-
MgO 0,5
3,7 -
-
- - -
-
Na
2
O 14,7
15,5 11
7,5
9 4,3
3,9
5,4
K
2
0 - 2,7
9,5
-
-
8,6
PbO - - -
-
- -
-
29,5
BaO - - -
4
- -
-
-
Głównymi członami urządzenia elektrodowego do topienia szkła są: piec czyli człon grzej-
ny wraz z układem elektrod; człon zasilania elektrod; układy pomiarowo-kontrolne; układ
automatycznej stabilizacji parametrów pracy pieca; układ załadowczy.
Piec elektrodowy ma kształt przystosowany do utrzymywania roztopionej masy.
Jest to rodzaj basenu o mniej lub bardziej wyodrębnionych częściach topliwnej i wyrębowej
ze sklepieniem przykrywającym część lub cały basen. Ściany basenu i dna wykonuje się
prawie wyłącznie z topionej ceramiki ogniotrwałej (niekiedy na bazie Al
2
O
2
, ZrO
2
, SiO
2
typu ER, jargal, KLB, korvesit, bakor, novokor) [303]. Początkowo budowane piece elek-
tryczne były podobne do paliwowych, w których materiały wsadowe (zestaw) wprowadzane
do części topliwnej przykrywały tylko część powierzchni masy szklanej. Współcześnie przy
wyposażeniu ich w elektrody, molibdenowe, zestaw przykrywa całkowicie powierzchnię
masy w części topliwnej. Ogranicza to straty cieplne w stopniu pozwalającym na konstruk-
cje z basenem częściowo przykrytym sklepieniem lub ze sklepieniem ruchomym, zakłada-
nym jedynie na czas
191
4. Nagrzewanie elektrodowe
_________________________________________________________________________
rozgrzewu pieca. Konstrukcje z pełnym sklepieniem nad częścią topliwną mają tą zaletę, że
mogą być eksploatowane przy zmiennym lub nieciągłym odbiorze mas. Odsłonięcie po-
wierzchni tej masy wskutek częściowego lub całkowitego stopienia wsadu (nazywanego w
terminologii specjalistycznej dotyczącej wytwarzania szkła - zestawem) nie jest w takim
przypadku połączone ze wzrostem strat cieplnych. Obecnie buduje się piece elektrodowe z
basenami topliwnymi o głębokości 1,5 ÷ 3,0 m.
Proces topienia zaczyna się w górnej części pieca na styku zestawu z masą szklaną.
Z kolei następuje proces klarowania masy, przebiegający od góry ku dolnej części topliwnej
i wreszcie masa przepływa do części wyrębowej. Przepływ między obu częściami znajduje
się w dole basenu (rys. 4.5).
Rys. 4.5. Piec elektrodowy do topienia szkła typu Gella
1 - część wyrębowa, 2 - część topliwną, 3 - przepływ, 4 - zestaw, 5 - elektroda płytowa z molibdenu
Elektrody umieszcza się wyłącznie w części topliwnej, w obu częściach basenu, a
niekiedy także w przepływie. Jest wiele rozwiązań z rezystancyjnym nagrzewaniem części
wyrębowej. Nie wyklucza to równoczesnego stosowania w tej części nagrzewania rezystan-
cyjnego i elektrodowego. Jeśli stosuje się nagrzewanie rezystancyjne, to prawie standardem
jest używanie do tego celu elementów krzemomolibdenowych oraz z węglika krzemu.
Piece elektrodowo-paliwowe mają baseny bardzo podobne do basenów pieców elek-
trycznych, przy czym część topliwną ma zawsze sklepienie, przez które wprowadzane są
palniki ogrzewające wsad od góry. Niezależnie od tego masa szklana nagrzewana jest elek-
trodowe.
Piece przystosowane do dogrzewania elektrodowego mogą być okresowe eksplo-
atowane bez dopływu energii elektrycznej. Dogrzewanie elektryczne stosuje się w razie
konieczności zwiększenia wydajności lub poprawy jakości masy szklanej Elektrody najczę-
ściej umieszcza się w części topliwnej. Spotyka się jednak rozwiązani; z elektrodami w czę-
ści wyrębowej lub w obu częściach.
Wymienione trzy kategorie pieców nie obejmują wszystkich rozwiązał pieców do
topienia szkła, w których może być i jest wykorzystywana energii elektryczna do celów
grzejnych [4]. Inne rozwiązania, nie oparte na przemianie elektrodowej należą jednak do
rzadkości i nie będą omawiane.
192
4.2. Urządzenia elektrodowe i ich zastosowania
__________________________________________________________________________
Elektrody w piecach elektrodowych, elektrodowo-paliwowych i w paliwowych z
dogrzewaniem elektrycznym wykonuje się głównie z molibdenu, rzadziej z wolframu, pla-
tyny, stali, żeliwa, cyny, grafitu, dwutlenku cyny i dwukrzemku molibdenu [4]. Molibden
musi być bardzo czysty. Zanieczyszczenia nie powinny przekraczać setnych procentu masy.
Elektrody wolframowe są stosowane do topienia szkieł niskoalkalicznych, platynowe - do
szkieł optycznych. Elektrody stalowe i żeliwne wychodzą z użycia, podobnie jak cynowe
(elektrody ciekłe). Grafit także wypierany jest przez molibden. Elektrody na bazie dwutlen-
ku cyny, nazywane także ceramicznymi, są coraz częściej wykorzystywane w przemyśle
szklarskim.
Elektrody molibdenowe wykonuje się zwykle w kształcie prętów o średnicy 32
÷50
mm i długości do 2 m. Na końcach są one gwintowane, co umożliwia ich skręcanie. W pie-
cach typu Gella stosuje się elektrody molibdenowe w kształcie płyt. Elektrody ceramiczne
produkowane są w kształcie nieskręconych prętów o średnicach od 50 mm do 100 mm oraz
w formie bloków. Dopuszczalne obciążenie prądowe elektrod (stosunek prądu elektrody do
jej powierzchni czynnej, tzn. stykającej się z masą szklaną) jest zależne od rodzaju topione-
go szkła, rodzaju elektrod i ich lokalizacji. W przypadku elektrod molibdenowych umiesz-
czonych w części topliwnej zawiera się ono przeważnie w przedziale 1
÷6 A/cm
2
. W części
wyrębowej jest dwukrotnie mniejsze. Dopuszczalne obciążenie elektrod ceramicznych:
0,2
÷0,5 A/cm
2
.
Rys. 4.6. Elektrody w piecu szklarskim, wg [303]: a) umieszczone w ścianach bocznych; b) umieszczone w
dnie
1 - zestaw, 2 - część topliwna, 3 - część wyrębowa, 4 - przepływ, 5 - elektrody, 6 - elementy grzejne
rezystancyjne, 7 - okno wsadowe, 8 - okno do poboru masy, 9 – spust
W zależności od konstrukcji pieca elektrody są wprowadzane przez ściany boczne i
dno (rys. 4.6) (w jednym z historycznych pieców Corneliusa były wprowadzane od góry).
Elektrody prętowe umieszcza się prostopadle, a rzadziej pod pewnym kątem w stosunku do
wewnętrznej powierzchni ściany basenu, płytowe - równolegle.
193
4. Nagrzewanie elektrodowe
__________________________________________________________________________
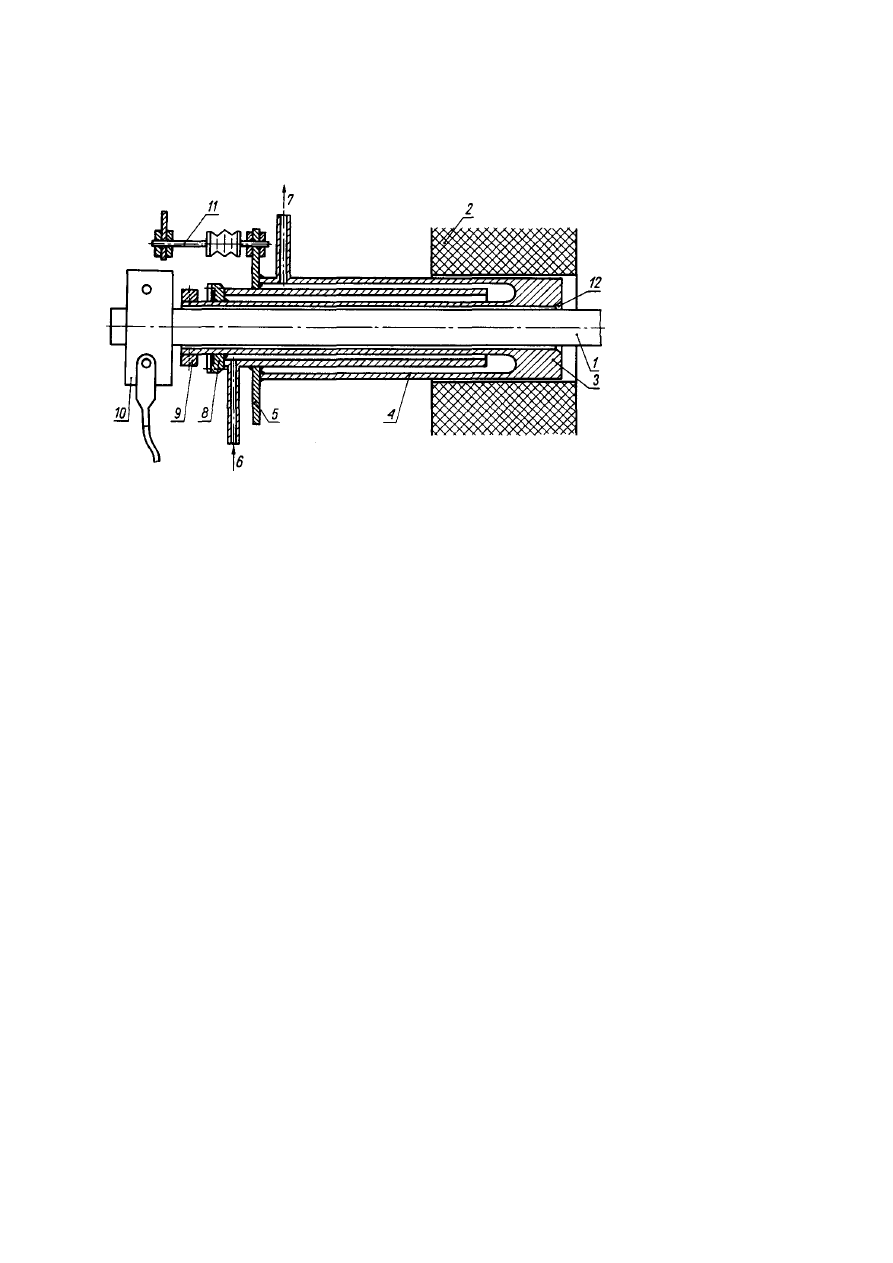
Rys. 4.7. Sposób wprowadzenia elektrody molibdenowej do pieca
1 - elektroda, 2 - ściana wanny, 3 - głowica uchwytu elektrody, 4 - trzpień uchwytu elektroda 5 -
kołnierz uchwytu, 6 - doprowadzenie wody chłodzącej, 7 - odprowadzenie wody chłodząca 8 -
dławnica, 9 - pierścień centrujący elektrodę, 10 - szczęka zaciskowa z przewodem zasilającym, 11 -
mocowanie uchwytu za pośrednictwem izolatora, 12 - szczelina, w którą wnika z wanny uszczelnia-
jąca masa szklana
Zaczerpnięto z [107]
Rysunek 4.7 przedstawia sposób wprowadzenia prętowej chłodzonej elektrody molibdeno-
wej. Znane są również rozwiązania elektrod niechłodzonych, co przyczynia się do dużej
oszczędności energii [97]. Liczba elektrod w piecu może wynosić od kilku do kilkunastu.
Ich lokalizacja jest zróżnicowana w zależności od rodzaju pieca (elektrodowy, elektrodowo-
paliwowy, z dogrzewaniem elektrodowym). Zróżnicowany też jest rozkład pola elektrycz-
nego oraz przepływowego. Na przykład w piecach z dogrzewaniem elektrycznym elektrody
lokalizuje się tak, by zwiększyć szybkość przepływu masy w części topliwnej, co wymaga
umieszczenia ich w obszarze masy o najwyższej temperaturze, występującej tam bez do-
grzewania. Innym celem bywaj podwyższenie temperatury pod zestawem. Ogólnie rzecz
biorąc, dobór rozmieszczenia j elektrod ułatwia kształtowanie pola temperatur i pola prze-
pływowego w wannie, co w przypadku nagrzewania wyłącznie paliwowego jest niezmiernie
trudne. Przy wysokich wymaganiach jakościowych, dotyczących jednorodności masy i tem-
peratury, uzyskanie wymaganego charakteru rozkładu temperatury i strumieni masy w piecu
paliwowym jest wręcz niemożliwe.
Istnieje kilka metod wyznaczania stanu trzech sprzężonych pól, z jakimi mamy do
czynienia w piecach szklarskich (pole gęstości mocy, przepływu masy i temperatury). Z
uwagi na stosunkowo złożoną geometrię basenu wyposażonego w wiele elektrod o zróżni-
cowanych potencjałach, a więc skomplikowane warunki brzegowe, rozwiązania analityczne
- a nawet numeryczne - są bardzo trudne [116], [231], [233]. Zwykle wprowadza się wiele
założeń upraszczających, z których najbardziej „ostre" polegają na sprowadzaniu układów
do dwuwymiarowych oraz
194

4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
wyeliminowaniu jednego z pól. Najczęściej pierwszeństwo przyznaje się technice modelo-
wania fizycznego, dającej wiele cennych informacji przydatnych przy projektowaniu oraz
eksploatacji pieców elektrodowych [173], [303]. Trzeba też wspomnieć o udanych ekspe-
rymentach modelowania pól elektrycznych na trójwymiarowym modelu Beukena nowego
typu, dotyczących obszarów elektrodowych i przyelektrodowych, wykonanych przez En-
dre
βa [95].
Poważnym utrudnieniem w modelowaniu procesu topienia szkła jest nieliniowość
wielkości fizycznych charakteryzujących wsad. Silna zależność rezystywności masy od
temperatury bywa zresztą przyczyną samoczynnego rozregulowania się pieca. Stąd też naj-
większą przydatność miałyby techniki modelowania stanów nieustalonych, umożliwiające
zapobieganie temu zjawisku. Jeśli wziąć pod uwagę, że na rezystywność masy ma wpływ
stopień jej spienienia, stan występującego w niej pola temperatury, wielkość zestawu na
powierzchni oraz szereg innych czynników, najbardziej efektywnym sposobem zapobiega-
nia samoczynnemu rozregulowaniu się pieca (inaczej efektu zewnętrznego) jest automa-
tyczna stabilizacja mocy oddawanej przez każdą elektrodę. Niekiedy stabilizację mocy sto-
suje się w części topliwnej, a w części wyrębowej stabilizację prądów elektrod.
Uzyskanie niezbędnych do tego warunków zasilania nie jest rzeczą łatwą. Stąd też
złożoność układów zasilających, które powinny umożliwiać zmianę napięć między po-
szczególnymi elektrodami. Zasadniczymi urządzeniami wchodzącymi w skład wszystkich
układów zasilających są transformatory zapewniające: dostosowanie napięcia do wartości
niezbędnej do zasilania elektrod i odseparowanie pieca od sieci zasilającej. Konieczność
odseparowania pieca od sieci jest spowodowana zarówno względami technicznymi jak i
bezpieczeństwa. Przy produkcji szkła nie można wyeliminować całkowicie styku elemen-
tów przewodzących ze szkłem. Przy ręcznym pobieraniu masy hutnicy dotykają jej metalo-
wymi narzędziami. Z tych powodów masa szklana w miejscach styku z elementami prze-
wodzącymi oraz w obszarze jej poboru przez hutników musi mieć obniżony potencjał
względem ziemi do wartości bezpiecznej [4]. Uzyskuje się to przez wprowadzenie do tego
obszaru uziemionej elektrody ochronnej.
Galwaniczne odseparowanie wszystkich elektrod od sieci i wprowadzenie uziemio-
nej elektrody do masy sprawia, że przy zwarciu jakiejkolwiek elektrody wzrasta prąd w
elektrodzie ochronnej i musi nastąpić automatyczne wyłączenie pieca spod napięcia [4].
Transformatory zasilające dopasowujące napięcie sieci do napięcia zasilania elektrod
pracują w różnych układach: jedno-, dwu-, trój- i wielofazowych, z regulacją napięcia po
stronie pierwotnej i wtórnej za pomocą odczepów, z podziałem uzwojeń na sekcje i ich
przełączaniem, w układach skojarzonych i nieskojarzonych. Często same transformatory nie
zapewniają wymaganej regulacji mocy lub prądu, wówczas współpracują one z autotrans-
formatorami, regulatorami indukcyjnymi typu transformatorowego, dławikami, transdukto-
rami i układami tyrystorowymi. Te ostatnie można włączyć tylko po stronie pierwotnej
transformatora separacyjnego z uwagi na możliwość występowania składowej stałej.
195
4. Nagrzewanie elektrodowe
__________________________________________________________________________
Transformatory separacyjne zasilane są napięciem sieciowym, a także wysokim, np.
15 kV. Dobór napięcia zasilającego zależy m.in. od mocy pieca elektrodowego. Z uwagi na
trudności z uzyskaniem symetrycznego obciążenia sieci stosuje się – jeśli to niezbędne –
układy wyrównujące obciążenia we wszystkich fazach. Przy prostych układach zasilają-
cych, złożonych z transformatorów i autotransformatorów, wobec czynnego charakteru od-
biornika jakim jest piec, nie ma potrzeby kompensacji mocy biernej. Jeśli jednak stosuje się
dławiki, transduktory, układy tyrystorowe z regulacją fazy, to pobór mocy biernej może
okazać się tak duży, że kompensacja jest konieczna.
Oprócz zasilania prądem przemiennym, spotyka się układy z prądem pulsującym, co
umożliwia użycie elektrod molibdenowych także do topienia szkieł ołowiowych. Prąd pul-
sujący powoduje bowiem polaryzację elektrod, przy czym część elektrod spolaryzowana
jest dodatnio, a część ujemnie. Na elektrodach spolaryzowanych dodatnio powstaje cienka
powłoka SiO
2
, która chroni je przed silnym utlenianiem w wyniku redukcji jonów ołowiu w
obecności molibdenu; Zjawisko takie występuje wówczas, gdy w masie szklanej znajdują
się jony tych metali, które w szeregu potencjałów elektrodowych zajmują miejsce poniżej
molibdenu, a więc także ołów. Efekt ten był m.in. powodem poszukiwania innych niż mo-
libden materiałów na elektrody, a w ich wyniku opracowano elektrody ceramiczne [4].
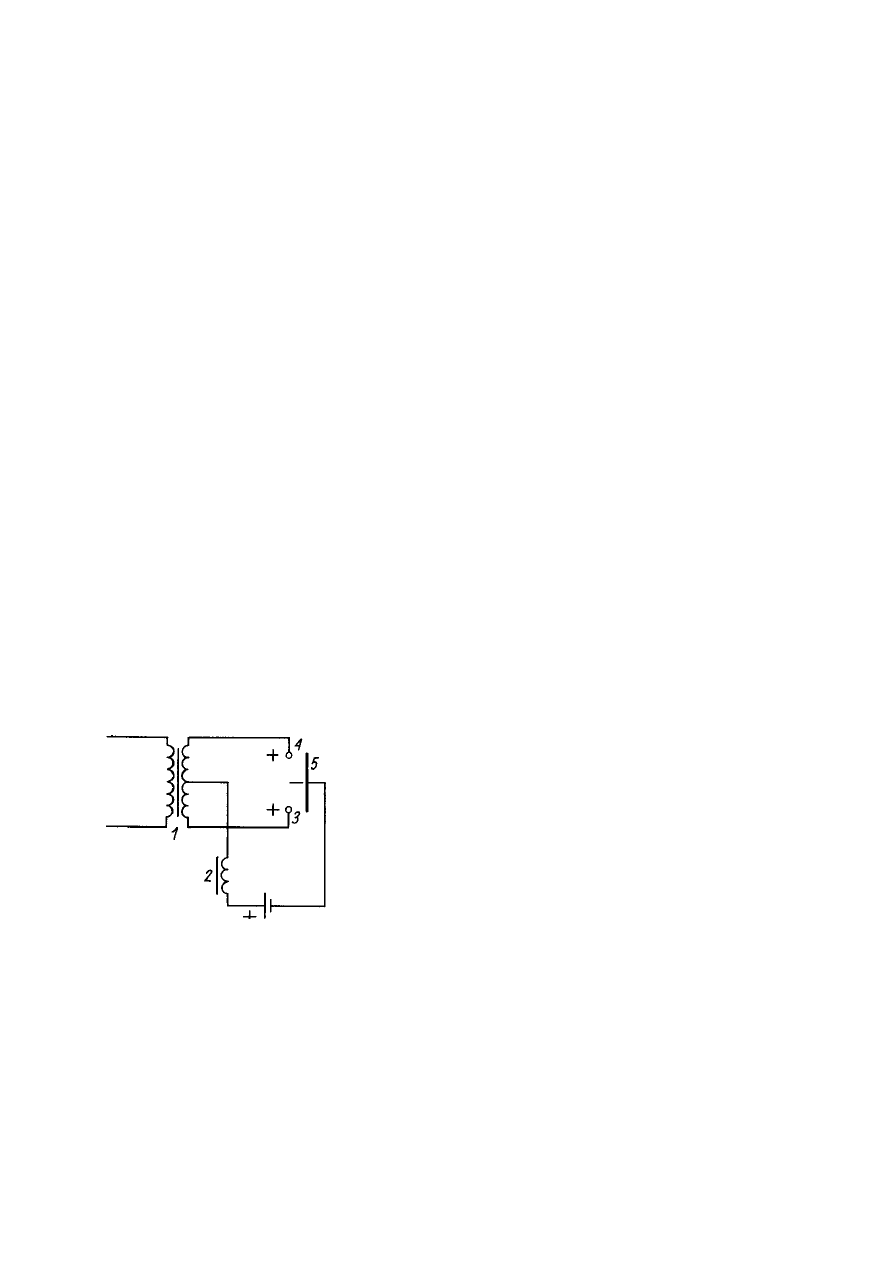
Polaryzacja elektrod uzyskiwana jest w różnych układach. Najczęściej stosowany przedsta-
wia rys. 4.8. Źródłem prądu stałego może być prostownik lub bateria akumulatorów. Natę-
żenie składowej stałej jest bardzo małe (rzędu kilkudziesięciu mA przy prądzie elektrod
rzędu 200 A) zaś rolę elektrody ujemnej mogą pełnić ściany basenu. Prąd polaryzujący
przepływa przy tym także przez ściany basenu.
Rys. 4.8. Przykład układu polaryzacji elektrod
1 – transformator piecowy, 2 – dławik ograniczający przepływ prądu zmiennego, 3, 4- elektrody pie-
cowe spolaryzowane dodatnio, 5 – elektroda spolaryzowana ujemnie (np. ściany basenu)
Poprawna eksploatacja pieca szklarskiego wyposażonego w elektrody wymaga roz-
budowanego układu pomiarowego. Powinno się mierzyć w sposób ciągły prąd każdej elek-
trody, w tym także ochronnej, napięcie pomiędzy elektrodami
196
4.2. Urządzenia elektrodowe i ich zastosowanie
_________________________________________________________________________
zasilanymi z tego samego uzwojenia transformatora, moc poszczególnych obwodów, moc
całkowitą pobieraną przez basen topliwny i basen wyrobowy. Musi być zapewniona możli-
wość pomiaru napięć między każdą parą elektrod. Należy mierzyć prądy fazowe całego
urządzenia, napięcia przewodowe, moc i energię całego urządzenia. Przy ręcznym poborze
masy musi być kontrolowany potencjał masy szklanej w części wyrębowej. Niezależnie od
wymienionych przyrządów niezbędne jest wyposażenie urządzenia w układy pomiarowe w
obwodach symetryzacji i kompensacji mocy biernej. Z wielkości nieelektrycznych mierzy
się temperaturę w przestrzeni nad powierzchnią masy szklanej lub zestawem, temperaturę
samej masy, chłodnic elektrod i obiegu wodnego, poziom masy szklanej, ciśnienie wody w
obiegu chłodzenia elektrod.
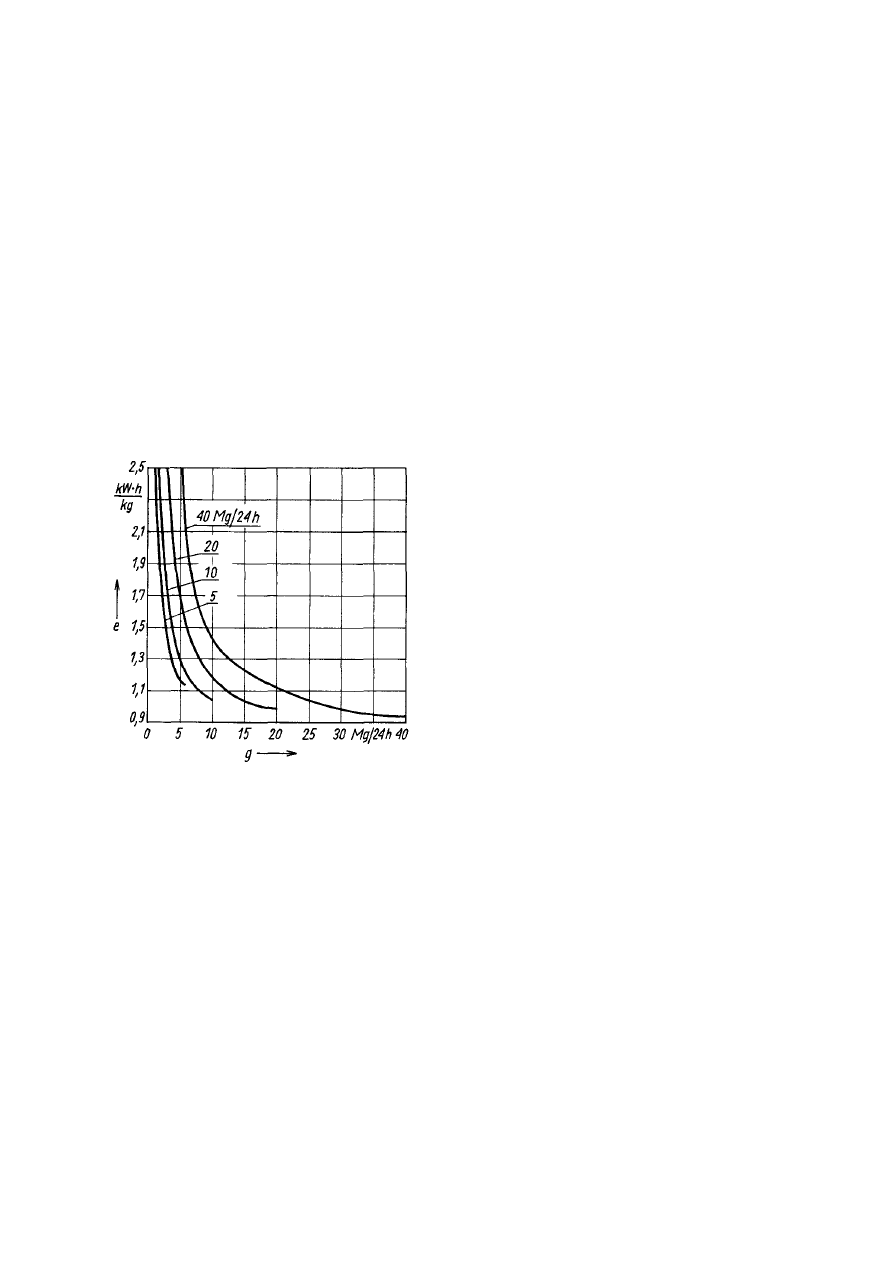
Rys. 4.9. Zależność zużycia właściwego energii w procesie topienia szkła w funkcji wydajności dobowej
pieców, wg [314]
Moce grzejne urządzeń elektrodowych do topienia szkła zależą od ich wydajności dobowej,
rodzaju topionego szkła, konstrukcji pieców. Moce największych jednostek nie przekraczają
10 MVA. Cechą charakterystyczną procesów topienia szkła jest silna zależność zużycia
właściwego energii w piecach szklarskich od ich dobowej wydajności znamionowej oraz
dobowej wydajności rzeczywistej. Jak to wynika z rys. 4.9 praca z obniżoną wydajnością
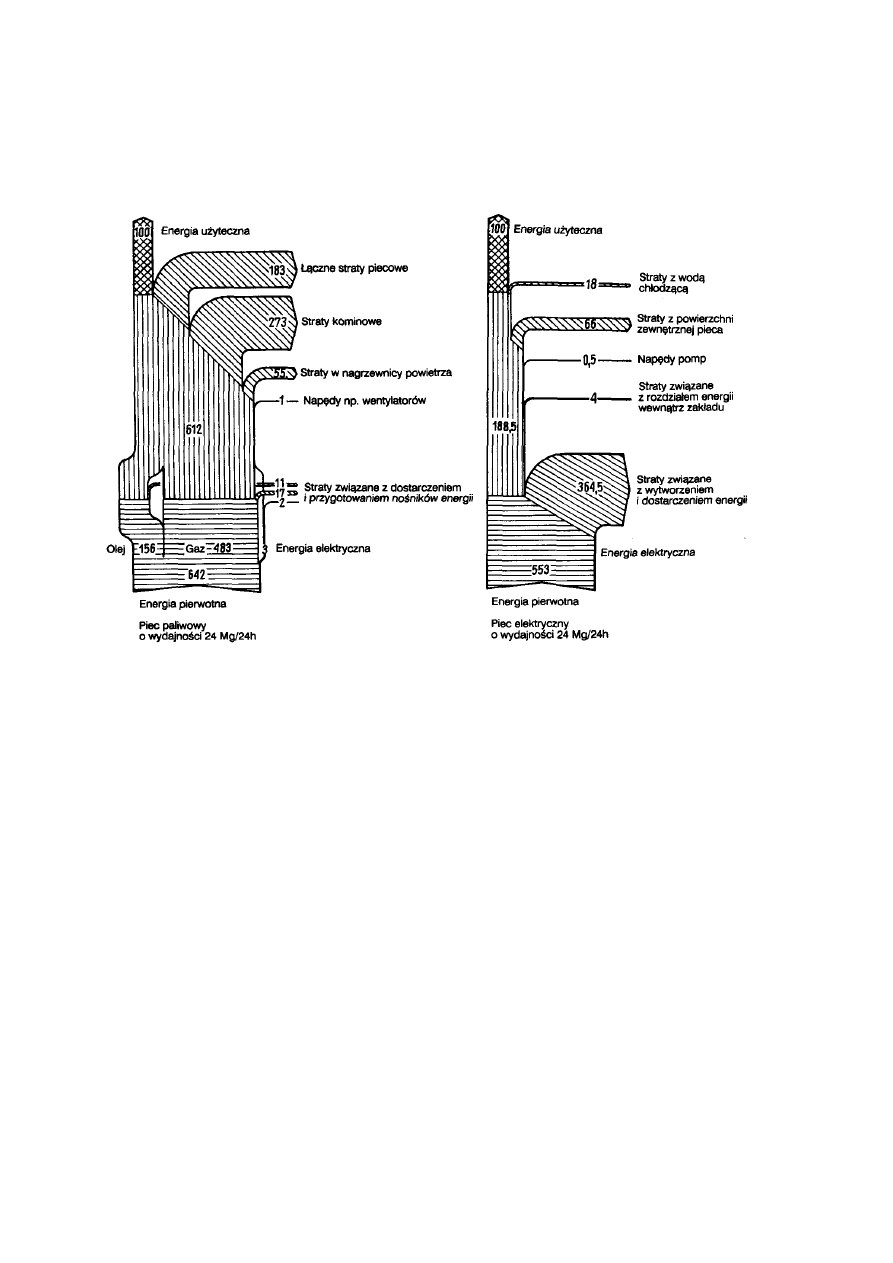
jest wysoce nieekonomiczna. Sprawność całkowita pieca elektrycznego przewyższa spraw-
ność pieca paliwowego, nawet jeśli ją liczyć w odniesieniu do zużycia energii pierwotnej,
tzn. z uwzględnieniem strat na wytworzenie i przesył energii elektrycznej (rys. 4.10). Gdy-
by pominąć te straty, to w przytoczonym przykładzie (produkcja szkła trudnotopliwego np.
borokrzemowego), sprawność procesu w piecu elektrycznym wynosi 53% zaś w paliwo-
wym – 15,6%. Z punktu widzenia energetycznego stosowanie energii elektrycznej do topie-
nia szkła jest więc uzasadnione. Do tego należy dodać
197
4. Nagrzewanie elektrodowe
__________________________________________________________________________
Rys. 4.10. Porównanie zużycia energii pierwotnej w procesach topienia szklą borokrzemowego (entalpia cał-
kowita około 0,95 kWh/kg) w piecu paliwowym olejowo-gazowym o stosunku tych nośników
1:3,2 i w piecu elektrycznym, wg [63]
inne korzyści takie jak obniżenie obciążenia środowiska, mniejsze zużycie materiałów
ogniotrwałych do budowy pieców elektrodowych (3
÷4 krotne), mniejsze koszty budowy (o
ok. 40%) i remontów, a zwłaszcza wyższa jakość produktu [289].
4.2.4. Urządzenia do wytwarzania metali nieżelaznych
Do kategorii tej zaliczają się termoelektrolizery do wytwarzania głównie Al, Mg, Na i Ca, a
ponadto Be, Li, Ce, Nb, Th, Ti, U, Zr, Ta i in. Teromoelektrolizery są to urządzenia, w któ-
rych wymienione pierwiastki otrzymuje się drogą elektrolizy w roztopionych solach stano-
wiących elektrolit. Procesy takie, nazywane termo-elektrolizą, podlegają tym samym pra-
wom co elektroliza roztworów wodnych. Różnica polega na prowadzeniu procesów w wy-
sokich temperaturach i zużyciu części energii elektrycznej na nagrzanie i utrzymywanie
elektrolitu w stanie ciekłym, Energia niezbędna do tego celu jest z reguły większa aniżeli
potrzebna do rozkładu chemicznego i może być uzyskana także metodą paliwową. Jednakże
poza nielicznymi,
198
4.2. Urządzenia elektrodowe i ich zastosowanie
_________________________________________________________________________
mającymi mniejsze znaczenie technologiami, ze względu na niższe koszty inwestycyjne,
energetyczne, obsługi i inne zalety, stosuje się energię elektryczną.
Stopione sole są dobrymi przewodnikami jonowymi i w pewnym sensie przypomi-
nają ciała stałokrystaliczne z charakterystycznymi dla nich defektami struktury. Przewod-
ność soli jest wynikiem dysocjacji elektrolitycznej, dzięki której podczas termoelektrolizy
na katodzie i anodzie wydzielają się produkty dysocjacji.
Napięcie zasilania termoelektrolizera U
r
jest bardzo niskie i składa się na nie sześć
składników
∑
+
+
+
+
=
R
I
l
ρ
J
∆U
∆U
U
U
el
K
A
0
r
(4.1)
przy czym: U
0
– napięcie rozkładowe związku zawierającego wytwarzany metal w warun-
kach procesu,
∆
U
A
– spadek napięcia na anodzie,
∆
U
K
– spadek napięcia na katodzie,
K
A
J
J
J
=
– średnia gęstość prądu w elektrolicie (J
A
– gęstość prądu na powierzchni ano-
dy, J
K
– średnia gęstość prądu na powierzchni katody),
ρ
el
– rezystywność elektrolitu, l –
odległość między elektrodami,
∆
U
E
– średnia wartość spadku napięcia wywołanego efekta-
mi anodowymi, I
Σ
R – suma spadków napięć na elektrodach, stykach, doprowadzeniach prą-
dowych [314].
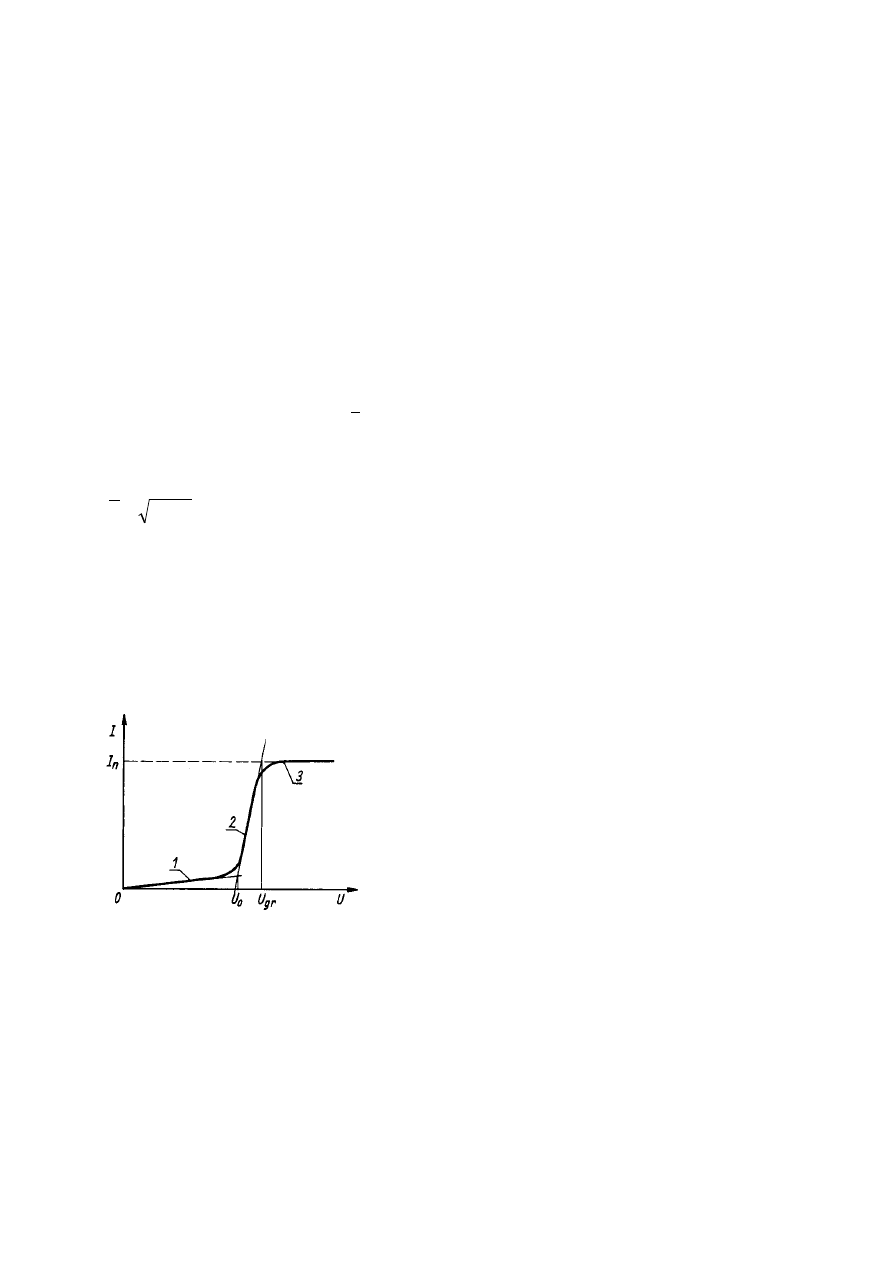
Napięcie rozkładowe U
0
jest to minimalna wartość napięcia między elektrodami, po
przekroczeniu której proces elektrolizy zachodzi z szybkością mierzalną. Wartość ta jest
większa od teoretycznie wyznaczonej, a określa sieją z charakterystyki prądowo-
napięciowej procesu (rys. 4.11).
Rys. 4.11. Charakterystyka prądowo-napięciowa w procesie termoelektrolizy
1 – zakres, w którym proces nie występuje w stopniu mierzalnym; 2 – zakres występowania proce-
su; 3 – zakres nasycenia; U
0
– napięcie rozkładowe, U
gr
– napięcie graniczne, przy którym prąd
osiąga wartość graniczną (nasycenia)
Spadki napięcia na anodzie i katodzie nazywane często nadnapięciami są związane
ze zjawiskami polaryzacji zachodzącymi przy powierzchniach elektrod.
Średnią wartość napięć wywołanych efektami anodowymi wyznacza się z zależności
199
4. Nagrzewanie elektrodowe
__________________________________________________________________________
0
E
E
E
E
τ
n
τ
∆U
U
∆
=
(4.2)
w której:
∆
U
E
– wartość napięcia na termoelektrolizerze podczas efektu anodowego,
E
τ
–
średni czas trwania jednego efektu anodowego,
– liczba efektów anodowych w czasie
E
n
0
τ
[314].
Należy tu wyjaśnić, że efekt anodowy jest często występującym zjawiskiem w pracy
termoelektrolizera, objawiającym się wzrostem napięcia i iskrzeniem oraz wyładowaniami.
Jest to wynik tworzenia się na anodzie otoczki z pęcherzyków gazu, które utrudniają kon-
takt elektrolitu z powierzchnią anody. Efekt ten zwiększa zużycie energii oraz anody i nale-
ży mu zapobiegać, co wymaga stałego pomiaru napięcia na termoelektrolizerze.
Zużycie jednostkowe energii elektrycznej w procesach termoelektrolizy osiąga bar-
dzo duże wartości. Teoretyczne jednostkowe zużycie energii określa iloraz
m
E
e
t
t
=
(4.3)
gdzie: E
t
– energia elektryczna teoretycznie niezbędna do wytwarzania masy m metalu.
Zgodnie z prawem Faradaya masa produktu elektrolizy m wydzielana na elektrodzie
jest proporcjonalna do ładunku Q przepływającego przez elektrolit, czyli
kQ
m
=
(4.4)
przy czym współczynnik proporcjonalności
k nosi nazwę równoważnika elektro-
chemicznego. Biorąc pod uwagę, że energia
E
t
= U
0
I
τ
zaś
Q = I
τ
, przy czym
I jest natęże-
niem prądu w termoelektrolizerze przepływającym w czasie
τ
, to z (4.3) i (4.4) otrzymuje
się
k
U
e
0
t
=
(4.5)
Rzeczywiste zużycie jednostkowe energii elektrycznej jest większe z dwóch powodów. Po
pierwsze masa wydzielonego metalu przy przepływie ładunku I
τ jest mniejsza od określonej
zależnością (4.4) i wynosi
m
η
m'
p
=
Wielkość
η
p
< 1 i nosi nazwę wydajności prądowej lub sprawności elektrycznej procesu.
Fakt, że w praktyce ładunek niezbędny do wydzielenia masy
m musi być większy od warto-
ści
Q = I
τ
wynika z istnienia reakcji ubocznych, równoległego wydzielania się innych sub-
stancji, upływu prądu, strat metalu wydzielającego się na
200

4.2. Urządzenie elektrodowe i ich zastosowania
________________________________________________________________________
katodzie wskutek jego wtórnego reagowania z elektrolitem, istnienia niepożądanego prze-
wodnictwa elektronowego w elektrolicie i innych zjawisk [246]. Po drugie energia elek-
tryczna całkowita zużyta do wydzielenia masy m' jest proporcjonalna nie do
U
0
, lecz do
U
r
,
czyli do napięcia będącego sumą sześciu składników występującymi we wzorze (4.1). Spo-
śród nich szczególne znaczenie ma składnik
l
J
el
ρ związany z mocą grzejną Pg=I
l
J
el
ρ wy-
dzielaną w elektrolicie. Wyrażenie określające rzeczywiste jednostkowe zużycie energii
elektrycznej w procesie termoelektrolizy ma więc postać
p
r
p
r
r
r
kη
U
kIτ
Iτ
U
m'
E
e
=
=
=
η
(4.6)
Całkowite jednostkowe zużycie wszystkich rodzajów energii w procesie termoelek-
trolizy różni się od określonego zależnością (4.6), a jego określenie wymaga uwzględnienia
ciepła reakcji endo- i egzotermicznych. Wytwarzanie aluminium wśród procesów termo-
elektrolitycznych ma znaczenie największe z uwagi na wielkość produkcji, energochłonność
i znaczenie gospodarcze tego metalu. Jego światowa produkcja w roku 1985 wyniosła około
21·10
6
Mg przy zużyciu energii elektrycznej około 300· 10
9
kW·h, czyli dwukrotnie więk-
szym od produkcji energii elektrycznej w Polsce w tymże roku [327].
Aluminium otrzymuje się w procesie elektrolizy tlenku glinu Al
2
O
3
rozpuszczonego
w stopionym kriolicie 3NaF
•AlF
3
(metoda Halla-Heroulte'a). W wyniku rozkładu Al
2
O
3
m.in. na Al
3+
oraz AlO
3-
3
na katodzie węglowej wydzielają się ulegające zobojętnieniu jony
A1
Al
3e
Al
3
→
+
+
(4.7)
Na anodzie węglowej zobojętniają się zawierające tlen jony według reakcji
6e
3/2O
O
Al
2AlO
2
3
2
3
3
+
+
=
−
(4.8)
Sumaryczna reakcja elektrolizy tlenku glinowego w stopionym kriolicie przy stosowaniu
anod węglowych jest następująca:
2
3
2
3CO
4Al
3C
O
2Al
+
=
+
(4.9)
lub
(4.10)
3CO
2Al
3C
O
Al
3
2
+
=
+
ponieważ w wyniku reakcji wtórnych pomiędzy CO
2
, C i Al powstaje CO
2
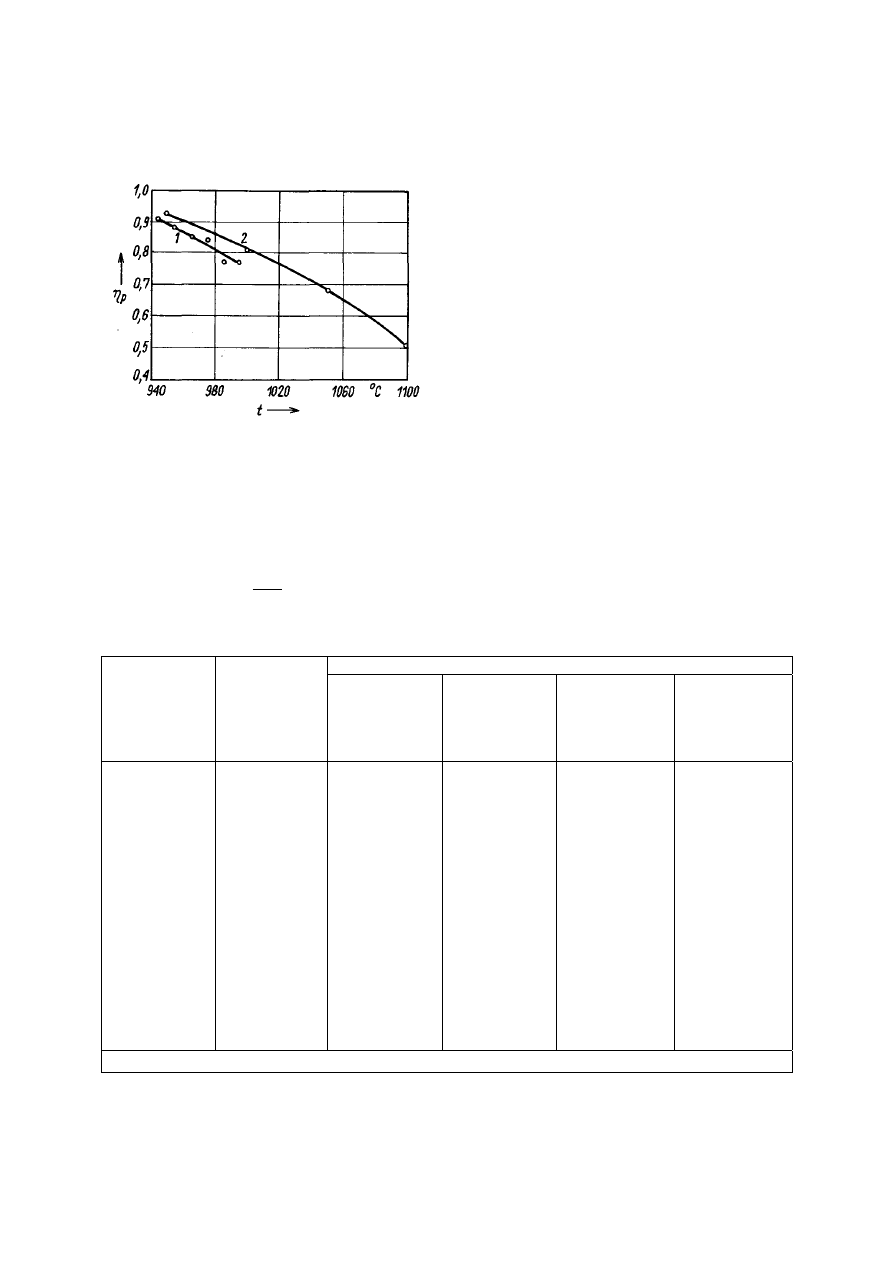
Optymalna tem-
peratura elektrolitu waha się w granicach 940
÷ 960°C i ma bardzo duży wpływ na wydaj-
ność prądową (rys. 4.12) [246]. Procentowe zawartości dwutlenku węgla w gazach wydzie-
lających się na anodzie
f = 50
÷85%. Znajomość tej wartości
201
4. Nagrzewanie elektrodowe
_________________________________________________________________________
Rys. 4.12. Zależność wydajności prądowej od temperatury elektrolitu, wg [246]
1 – badania przemysłowe, 2 – badania laboratoryjne
umożliwia przybliżone określenie wydajności prądowej termoelektrolizera na podstawie
empirycznej reguły Pearsona-Waddingtona [104], [246]
+
=
100
f
1
0,5
η
p
(4.11)
Tablica 4.3. Wskaźniki charakteryzujące termoelektrolizery do otrzymywania Al, wg [314]
Rodzaj termoelektrolizera
Wskaźnik Jednostka
Z anodą
Söderberga
i bocznym
doprowadze-
niem prądu
Z anodą
Söderberga
i pionowym
doprowadze-
niem prądu
Z anodą
uprzednio
spieczoną
ciągłą
(jednoblokowe)
Z anodą
uprzednio
spieczoną
nieciągłą
(wieloblokowe)
Stosowane
natężenia p
dów
rą-
Gęstości
prądów
Napięcie
Wydajność
prądowa
Zużycie
właściwe
energii
elektrycznej
kA
kA/m
2
V
-
kW·h/kg
30÷80
0.7÷1
4.1÷5
0.86÷0.88
15÷17
50÷150
0.55÷0.7
4.1÷5
0.86÷0.88
15÷17
50÷80
0.7
4.8
0.88
16.5
30÷260
1)
0.7÷1.2
4÷5
0.86÷0.90
13÷17
1)
Opracowano już termoelektrolizer 275 kA przewidziany dla nowourochamianej huty aluminium w Kanadzie [234].
202

4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
Urządzenie, w którym realizowany jest proces wytwarzania Al składa się z termo-
elektrolizera stanowiącego jego człon grzejny, układu zasilania, układów pomiarowych i
sterujących, układu do gaszenia efektów anodowych, urządzeń do załamywania skorupy
wsadu na powierzchni elektrolitu i dozowania tlenku glinowego, soli fluorowych, masy
anodowej, sworzni anodowych, urządzeń do pod wieszania bloku anody, odciągów gazów,
filtrów suchych lub elektrofiltrów do oczyszczania gazów anodowych, kadzi zlewczych i
szeregu innych urządzeń pomocniczych. Wiele z wymienionych urządzeń przeznaczonych
jest do obsługi większej liczby termoelektrolizerów, które pracują w tzw. seriach czyli w
zespołach w połączeniu szeregowym. W ten sposób seria, zawierająca zazwyczaj około 200
termoelektrolizerów, zasilana jest tym samym prądem z jednego źródła o napięciu stałym
zawartym w przedziale 900
÷1100 V.
Główny człon urządzenia czyli termoelektrolizer ma kształt wanny, a jego podsta-
wowymi częściami są: katoda, anoda i oszynowanie. Ciekłe aluminium gromadzi się na
dnie misy stanowiącej katodę. Pozostałą przestrzeń wypełnia elektrolit, w którym zanurzona
jest stopa anody. Proces elektrolizy przebiega w warstwie elektrolitu między stopą anody, a
powierzchnią ciekłego Al [246].
Termoelektrolizery najczęściej klasyfikuje się na podstawie kryterium konstrukcji
anody (z anodami uprzednio spieczonymi, z anodami samospiekającymi się typu Söderber-
ga). Dodatkowym wyróżnikiem bywa sposób doprowadzenia prądu do anody. W tabl. 4.3
zestawione zostały wskaźniki charakteryzujące cztery stosowane rozwiązania termoelektro-
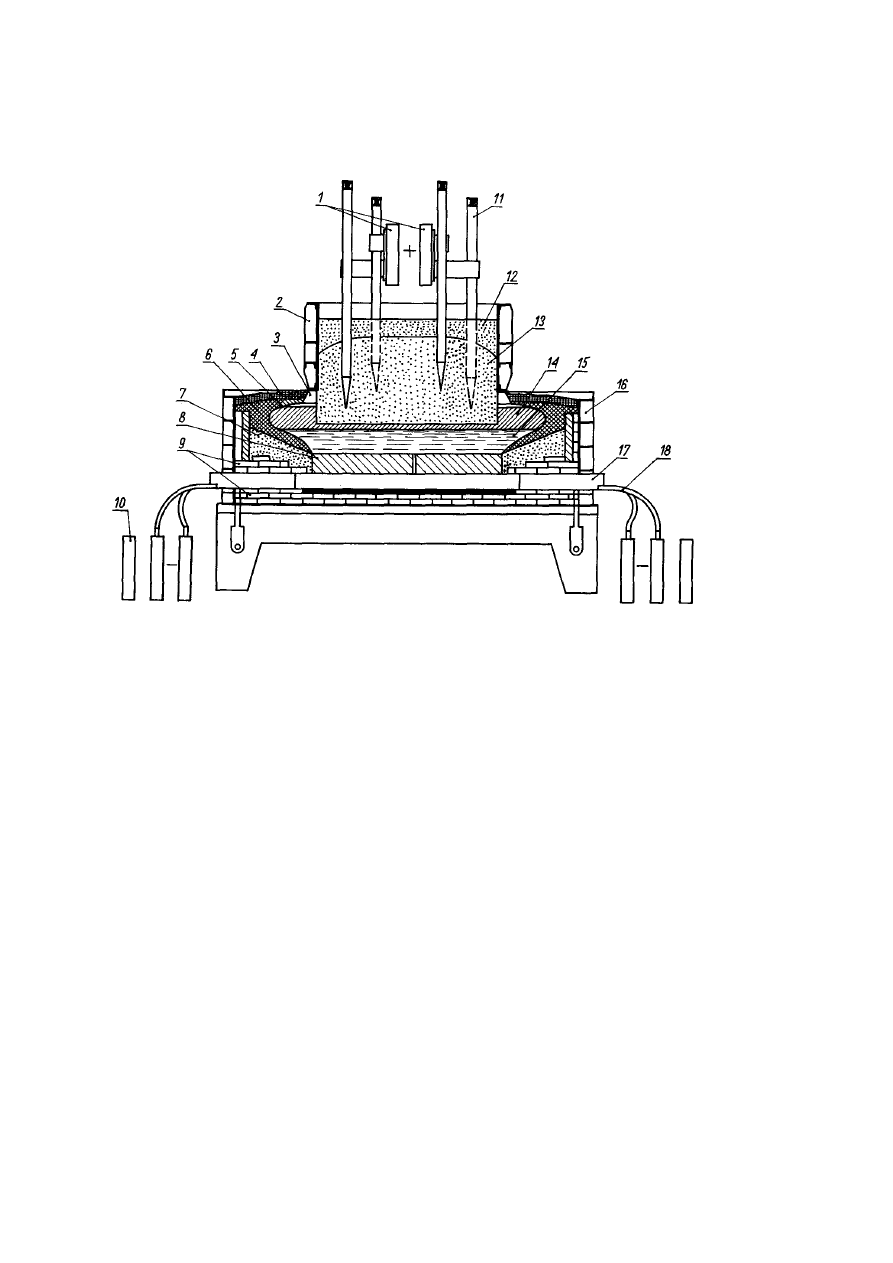
lizerów. Rysunek 4.13 przedstawia przekrój poprzeczny termoelektrolizera z anodą samo-
spiekającą się i z pionowym doprowadzeniem prądu.
Wanna ma kształt prostokątny o głębokości misy katodowej w granicach 35
÷55 cm.
Misa katodowa wykonana jest ze spieczonych bloków węglowych i izolowana materiałem
ogniotrwałym. W blokach dna umocowane są stalowe rdzenie łączące katodę z oszynowa-
niem katodowym, stanowiącym odcinek toru wielko- prądowego w systemie szeregowo
połączonych termoelektrolizerów. Anoda, zużywająca się w procesie wskutek utleniania,
zawieszona jest w sposób ruchomy nad katodą.
Anoda uprzednio spieczona składa się z jednego lub wielu węglowych bloków ano-
dowych z doprowadzeniami prądu i rozłącznym podłączeniem do oszynowania anodowego.
W jej skład wchodzi ponadto konstrukcja nośna i mechanizm jej podnoszenia. Anodę Söd-
erberga tworzy aluminiowy płaszcz anodowy o przekroju prostokątnym, stanowiący zbior-
nik ciekłej masy zestalającej się w strefie wyższych temperatur, tzn. u końca anody zanu-
rzonej w elektrolicie. Doprowadzenia prądowe realizowane są przy użyciu stalowych
sworzni tkwiących pionowo lub poziomo w części spieczonej anody. W miarę upalania
anody jest ona uzupełniania od góry, a sworznie są przenoszone wyżej. Anody nieciągłe,
wskutek upalania, muszą być okresowo wymieniane na nowe. Anody ciągłe (Söderberga) i
uprzednio spieczone jednoblokowe nie wymagają wymiany i pracują bez odpadów.
203
4. Nagrzewanie elektrodowe
__________________________________________________________________________
Rys. 4.13. Przekrój poprzeczny termoelektrolizera z anodą Söderberga
1 – szyny anodowe, 2 – płaszcz anody, 3 – dzwon do zbierania gazów, 4 – tlenek glinu, 5 – skorupa
na powierzchni elektrolitu, 6 – garnisaż (zakrzepłe składniki zawartości wanny stanowiące natural-
ną termoizolację), 7 – warstwa masy węglowej dennej, 8 – węglowe bloki denne, 9 – cegły termo-
izolacyjne, 10 – szyny katodowe, 11 – sworzeń anodowy, 12 – nie- spieczona masa anodowa, 13 –
spieczona masa anodowa, 14 - elektrolit, 15 – ciekłe aluminium, 16 – stalowy płaszcz katody, 17 –
rdzeń katodowy, 18 – giętkie przewody aluminiowe
Zaczerpnięto z [246]
Odległość między elektrodami w nowoczesnych termoelektrolizerach jest sterowana
automatycznie. Zasilanie elektrolitu tlenkiem glinu bywa także zautomatyzowane. Ciekłe Al
gromadząc się w misie katodowej wybierane jest okresowo co kilka dni przez zasysanie
metalu rurą połączoną z kadzią próżniową. Czystość Al, otrzymanego w procesie elektroli-
zy, wynosi 99,5
÷99,7%.
Huty aluminium należą do odbiorców energii wymagających ciągłego zasilania, z
niewielką możliwością ograniczeń mocy. Muszą być one wyposażone w dwa niezależne
tory zasilania oraz dysponować rezerwą mocy w stacji prostowników. Stacje te bazują na
układach z prostownikami półprzewodnikowymi. Z uwagi na duże natężenie prądów sięga-
jące 300 kA, lokalizuje się je w bezpośrednim sąsiedztwie termoelektrolizerów. Sprawność
zespołów prostownikowych opartych na diodach krzemowych łącznie z transformatorami,
dławikami regulacyjnymi i oszynowaniem wynosi 97,5
÷98,5%. Sprawność najnowszych
rozwiązań z tyrystorowymi zespołami prostownikowymi sięga 98,6% [136]. Im większe
natężenia prądów i wyższe
204

4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
napięcia robocze, tym wyższa jest sprawność zespołu prostownikowego. Znane są rozwią-
zania zespołów prostownikowych z transformatorami 48-fazowymi [104]. System regulacji
stacji prostowników wiąże się z przyjętą zasadą pracy termoelektrolizerów (stałe napięcia
robocze, stała moc lub stałe natężenie prądu). Za najkorzystniejszą, z punktu widzenia tech-
nologicznego i energetycznego, uważa się pracę ze stałym natężeniem prądu. Wymaga to
jednak rozwiązań umożliwiających regulację napięcia w dość szerokich granicach. Z tego
względu stosuje się także układy pracujące ze stałą mocą serii lub rozwiązania pośrednie.
Układy najlepiej nadające się do pracy ze stałym natężeniem prądu oparte są na tyry-
storowych zespołach prostownikowych. Tego rodzaju zespoły już zaczęto stosować w urzą-
dzeniach do elektrolizy, natomiast długo nie znajdowały one szerszego zastosowania w
urządzeniach do termoelektrolizy aluminium. Uważa się, że przyczyną tego stanu było
znaczne zapotrzebowanie na moc bierną przez te urządzenia i złożoność elektronicznych
układów sterujących. Argumenty te współcześnie nie mają już istotnego znaczenia. Wynika
to m.in. z faktu, że zespoły prostowników diodowych, z uwagi na zaostrzenie przepisów ze
strony elektroenergetyki, muszą być także wyposażone w układy kompensacji mocy biernej,
zaś w dziedzinie sterowania stosuje się tańsze i mniej zawodne systemy mikroprocesorowe.
Tyrystorowy zespół prostownikowy pod względem budowy jest zbliżony do zespołu
diodowego i zawiera następujące najistotniejsze elementy: łącznik wysoko- lub
średnionapięciowy, transformator prostownikowy, prostownik, układy sterujące,
zabezpieczające i regulacyjne, aparaty obwodu stałoprądowego, filtr wyższych har-
monicznych i układ kompensacji mocy biernej. W porównaniu z zespołem diodowym nie
ma potrzeby stosowania transformatora regulacyjnego oraz dławika regulacyjnego.
Urządzenia zajmują więc mniej miejsca przy niższych kosztach inwestycyjnych. Dalsze
cechy tyrystorowego zespołu prostownikowego to: równie duża niezawodność tyrystorów
jak diod, krótsze przerwy w pracy urządzenia wynikające z konieczności posługiwania się
przełącznikiem zaczepów, a przede wszystkim bezstopniowa regulacja napięcia
wyjściowego w zakresie 0
÷100%, połączona z bardzo krótkimi czasami regulacji prądu. I
tak np. można utrzymywać stałą wartość prądu także podczas występowania efektów
anodowych, co wiąże się z podwyższeniem napięcia na termoelektrolizerze z 4,2 V do
30
÷50 V. Utrzymywanie stałej wartości prądu jest szczególnie ważne przy sterowaniu
mikroprocesorowym załadunkiem wsadu, którego ilość określana jest na podstawie bieżącej
wartości prądu urządzenia. Możliwość regulacji napięcia w szerokich granicach pozwala
także na bezproblemowy rozruch serii tych termoelektrolizerów, które np. z powodu awarii
lub zakłóceń eksploatacyjnych wyłączono chwilowo z ruchu.
Naturalna mniejsza sprawność tyrystorów w porównaniu z diodami kompensowana
jest eliminacją transformatora i dławika regulacyjnego. Sprawia to, że sprawność elektrycz-
na obu rozwiązań jest taka sama. Utrzymanie dużej wartości
cos
ϕ
(zwykle > 0,97) też nie
jest problemem, lecz wymaga użycia nieco większego urządzenia kompensacyjnego aniżeli
w zespole diodowym. Wynika to z konieczności
205

4. Nagrzewanie elektrodowe
__________________________________________________________________________
regulacji napięcia jedynie przez zmianę kąta wyzwalania tyrystorów. Sprawia to, żal przy
znacznych zmianach obciążenia (efekty anodowe) współczynnik mocy zmienia siei w szer-
szych granicach aniżeli w zespole diodowym, w którym zgrubnej regulacji napięcia
dokonuje się przez zmianę zaczepów na transformatorze regulacyjnym. Fakt wyeliminowa-
nia kłopotliwych urządzeń przełączających, które zastąpione są ciągłą regulacją statyczną
sprawia, że koszty eksploatacyjne zespołu tyrystorowego są niższe niż diodowego.
Czynnikiem, który musi być brany pod uwagę przy eksploatacji zespołowi tyrysto-
rowych jest generacja do sieci wyższych harmonicznych. Zespoły diodowe też są i źródłem
takich zakłóceń, lecz w mniejszym stopniu. W zrozumieniu zaleceń eksploatacyjnych, okre-
ślonych np. przez Międzynarodową Komisję Elektrotechniczną IEC, obydwa rodzaje zespo-
łów powinny być wyposażone w filtry wyższych harmonicznych. Najczęściej udaje się
ograniczyć zawartość poszczególnych harmonicznych poniżej 0,7% [136].
Produkcja Al należy do procesów bardzo energochłonnych. W najbardziej nowocze-
snych hutach udało się obniżyć zużycie energii elektrycznej do 13 kW·h/kg metalu. Prze-
ciętne zużycie w skali światowej wynosi jednak, według dość optymistycznych szacunków,
14,3 kW·h/kg [327]. Z wartości tej około 40% zużywa się na reakcję elektrochemiczną, a
60% na ciepło Joule'a, z którego tylko niewielka część (około 6%) zużywa się na nagrzanie
materiałów, a resztę stanowią straty cieplne [246].
Za najbardziej ekonomiczne uważa się zakłady wytwarzające rocznie powyżej
100 000 Mg Al. Najnowsze uruchomione w końcu lat osiemdziesiątych huty (w Wenezueli i
Rosji) mają zdolności produkcyjne 400 000 Mg rocznie. Obecnie obserwuje się przesuwa-
nie produkcji Al z krajów, które do końca lat siedemdziesiątych wytwarzały najwięcej tego
metalu do krajów dysponujących tanią energią elektryczną wytwarzaną w elektrowniach
wodnych oraz do krajów zasobnych w ropę naftową.
Wciąż trwają poszukiwania innej mniej energochłonnej technologii produkcji Al.
Jedną z nich jest ALCOA oparta na rozkładzie chlorku glinu. Charakteryzuje się ona niż-
szym o 30% zużyciem energii, a mimo to nie znalazła większego zastosowania z uwagi na
inne mankamenty.
Termoelektrolityczna rafinacja aluminium jest procesem umożliwiającym
oczyszczenie Al wytwarzanego w termoelektrolizerach redukcyjnych i zawierających m.in.
następujące domieszki: Fe, Si, Ti, Na, Cu, Al
2
O
3
, Al
4
C
3
. Rafinację prowadzi się w podob-
nych urządzeniach do używanych w elektrolizie Al
2
O
3
, lecz o odwróconym układzie elek-
trod (rys. 4.14). Proces przebiega w tzw. układzie trójwarstwowym. Na dnie wanny wyko-
nanej z płyt węglowych znajduje się stop rafinowanego Al obciążonego miedzią w stosunku
7:3. Elektrolitem jest stopiona mieszanina AlF
3
-NaF-BaCI
2
o gęstości ok. 2,7 Mg/m
3
, czyli
większej od czystego Al (2,3 Mg/m
3
) zbierającego się nad elektrolitem. Ujemna elektroda
wykonana jest także z materiału węglowego i zanurzona w aluminium katodowym (oczysz-
czonym).
206
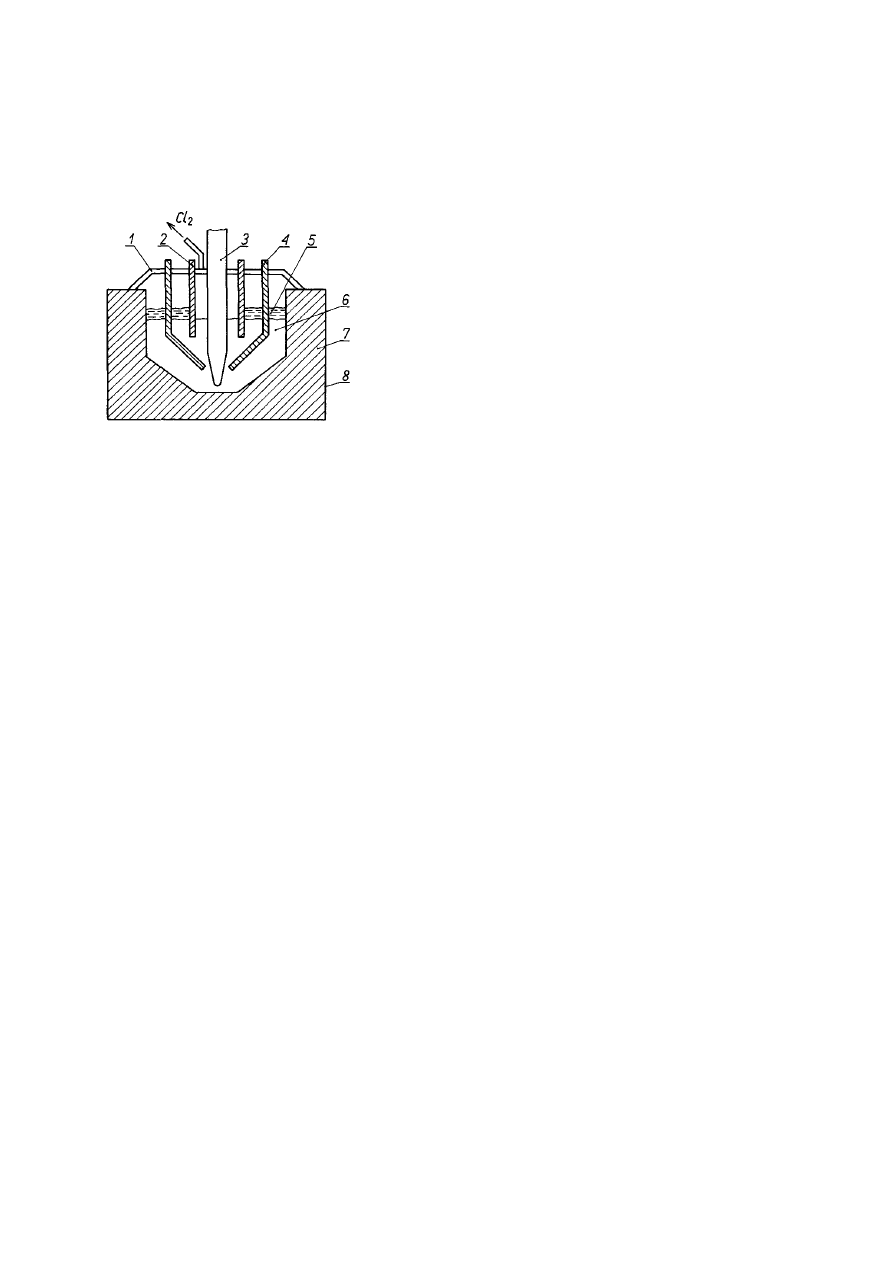
4.2. Urządzenie elektrodowe i ich zastosowania
_________________________________________________________________________
Rys. 4.14. Przekrój podłużny termoelektrolizera do rafinacji aluminium
1 – węglowe dno wanny, (anoda), 2 – grafitowa anoda, 3 – oczyszczone aluminium, 4 – elektrolit,
5 – stop anodowy, 6 – kanał do zalewania aluminium rafinowanego, 7 – wymurówka magnezytowa,
8 – wymurówka ogniotrwała, 9 – stalowy płaszcz
Zaczerpnięto z [104]
Podczas rafinacji, aluminium ze stopu anodowego przechodzi do roztworu stopione-
go elektrolitu zgodnie z reakcją
3e
Al
Al
3
+
=
+
(4.12)
a następnie wydziela się na katodzie
Al
3e
Al
3
=
+
+
(4.13)
Fe, Si, Cu, czyli pierwiastki bardziej elektrododatnie niż Al gromadzą się na dnie wanny,
inne domieszki (np. Ti, Na), czyli elektroujemne w stosunku do Al przechodzą do elektroli-
tu.
Napięcie termoelektrolizerów rafinacyjnych zawiera się w przedziale 6
÷7 V, tempe-
ratura elektrolitu 750
÷800°C przy wydajności prądowej
η
p
= 0,90
÷0,95 i zużyciu właści-
wym energii elektrycznej 20
÷22 kW·h/kg. Proces rafinacji termoelektrolitycznej umożliwia
uzyskanie metalu o tzw. czterodziewiątkowej czystości, czyli zawierającego 99,99% czy-
stego Al. Aluminium o jeszcze większej czystości (99,9998%) można uzyskać w elektroli-
tycznym procesie rafinacyjnym, w którym elektrolitem jest NaF·2Al(C
2
H
5
)
3
zaś anodą pod-
dawane oczyszczaniu aluminium [249].
Wytwarzanie magnezu stanowi drugi pod względem ważności proces produkcyjny
oparty na termoelektrolizie stopionych soli. Elektrolitem jest stopiony MgCl
2
(ok. 20%) z
dodatkami chlorków sodu, potasu i wapnia. W wyniku dysocjacji w elektrolicie znajdują się
m.in. jony Mg
2+
, które rozładowują się na katodzie, a metaliczny, stopiony magnez, jako
lżejszy, wypływa na powierzchnię elektrolitu w przestrzeni katodowej (rys. 4.15). Spośród
różnych współczesnych rozwiązań,
207
4. Nagrzewanie elektrodowe
__________________________________________________________________________
Rys. 4.15. Termoelektrolizer do wytwarzania magnezu, wg [312]
1 – pokrywa, 2 – przegroda szamotowa, 3 – anoda grafitowa, 4 – katoda stalowa, 5 – magnez,
6 – elektrolit, 7 – wyłożenie szamotowe, 8 – płaszcz stalowy
największe znaczenia ma termoelektrolizer Bitterfelda. Jest on wyposażony w katody z bla-
chy stalowej z otworami w części zanurzonej, co ułatwia cyrkulację elektrolitu. Katody,
podobnie jak anody, są w poszczególnych wannach łączone równolegle, wanny natomiast –
szeregowo. Napięcia robocze wanien: 7,5 V, wydajność prądowa 0,9, temperatura robocza
790°C, zużycie właściwe energii 18 kW·h/kg [20]. Produkcja światowa Mg wynosiła w ro-
ku 1985 ok. 0,4
÷10
6
Mg, czyli 50 razy mniej niż Al. Produkcja sodu osiągnęła poziom pro-
dukcji Mg przy zużyciu właściwym energii 10
÷11 kW·h/kg, ale litu już tylko 400 Mg przy
zużyciu energii 20
÷30 kW·h/kg [20].
4.2.5. Urządzenia do przetapiania metali
Urządzenia te opracowano na początku lat pięćdziesiątych [245], [313] i są zaliczane do
elektrodowych, ze względu na zasadę ich działania (ciepło wytwarza się przy przepływie
prądu przez ośrodek ciekły. Najczęściej nazywa się je urządzeniami do przetapiania elek-
trożużlowego lub elektrożużlowymi. O ile w początkowym okresie rozwoju lokalizowano je
w różnych działach elektrotermii, to kompleksowe opracowania monograficzne z lat ostat-
nich sytuują je w tym dziale elektrotermii, który poświęcony jest urządzeniom do nagrze-
wania elektrodowego wody, soli, szkła [245], [262]. W istocie urządzenia elektrożużlowe
służą do przetapiania metalu w celu poddania go obróbce plastycznej lub uzyskania odle-
wów. Stanowi to niekiedy powód ich podziału na dwie kategorie (do przetapiania elektro-
żużlowego i odlewania elektrożużlowego [307], [313].
Zasada działania urządzeń tej kategorii polega na przetapianiu metali w nagrzewa-
nym prądem ciekłym żużlu. Konwersja energii elektrycznej w ciepło Joule'a sprawia, że
temperatura żużla wzrasta do 1700
÷1800°C, a w niektórych
208
4.2. Urządzenia elektrodowe i ich zastosowania
_________________________________________________________________________
obszarach do 2100°C. Prąd doprowadzany jest do żużla przy użyciu elektrod roztapianych
bądź stałych, czyli nieroztapianych. Elektrody roztapiane stanowią zarazem wsad. Są one
najczęściej wykonywane w postaci specjalnie przygotowanych wlewków o kształcie cylin-
drycznym zanurzonych jednym końcem w żużlu. Mogą to być także taśmy, które wprowa-
dzane są do żużla razem ze sproszkowanym materiałem wsadowym. Proszek utrzymywany
jest na powierzchni tego rodzaju elektrod siłami pola elektromagnetycznego, wytwarzanego
wzdłuż taśm przez prąd doprowadzany nimi do żużla [83], [91]. Elektrody stałe (grafitowe)
są stosowane przy przetapianiu wsadu ciekłego oraz kawałkowego. Rolę doprowadzeń prą-
dowych, a więc także elektrod stałych mogą pełnić produkowane wlewki oraz krystalizatory
czyli chłodzone wodą metalowe wlewnice, będące zarazem zbiornikami utrzymującymi
żużel. Rysunek 4.16 przedstawia schematy podstawowych członów urządzeń elektrożużlo-
wych, czyli pieców z jedną elektrodą roztapianą oraz z wlewnicami metalowymi. Źródłem
ciepła jest ciekły żużel, w którego skład przy przetapianiu stali wchodzą: 30
÷95% CaF
2
,
5
÷25% CaO, do 20% MgO, 25÷45% Al
2
O
3
, SiO
2
, TiO
2
, oraz inne tlenki [83]. Rezystyw-
ność najbardziej rozpowszechnionych żużli zawiera się w przedziale 0,15
÷2,5 Ω·cm. Ich
skład nie może powodować redukcji składników stopionych i przechodzenia niepożądanych
pierwiastków takich jak P, Si, Al do metalu,
Rys. 4.16. Piece elektrożużlowe: a) z jedną cylindryczną elektrodą roztapianą; b) z jedną taśmową elektrodą
przetapianą oraz z doprowadzaniem wsadu proszkowego
1 – wylot wody chłodzącej krystalizator, 2 – żużel przewodzący, 3 – płynny metal, 4 – wlewek, 5
– wylot wody chłodzącej płytę denną krystalizatora, 6 – płyta denna, 7 – wlot wody chłodzącej, 8
– krople przetapianego metalu, 9 – krystalizator, 10 – transformator zasilający, 11 – roztapiana
elektroda, 12 – sproszkowany materiał wsadowy, 13 – taśma wsadowa, 14 — zasypnik proszku
209
4. Nagrzewanie elektrodowe
_________________________________________________________________________
a temperatura ich topnienia musi być niższa niż przetapianych metali. W urządzeniach elek-
trożużlowych przetapia się głównie stal, rzadziej żelazostopy i metale trudnotopliwe, a m.in.
tytan i cyrkon. Celem procesu jest – w ogólnym przypadku – podwyższeni! jakości metalu
przez wyeliminowanie niepożądanych pierwiastków oraz ujednorodnienie jego składu i po-
lepszenie właściwości plastycznych, a także ciągliwości. Stal uzyskiwana w tym procesie
ma szereg właściwości nieosiągalnych innymi metodami w tym także próżniowymi. Z tego
względu używa się jej na najbardziej odpowiedzialni elementy, a m.in. na wirniki generato-
rów, zwłaszcza przeznaczonych do elektrowni atomowych, wały turbin, matryce kuzienne,
naczynia grubościenne ze specjalnych stopów. Masa produkowanych wlewków osiąga kil-
kaset Mg zaś średnica 3 m.
Możliwość uzyskania w procesie elektrożużlowym metalu bardzo wysokiej jakości
ma oczywiście związek ze składem żużla, ale głównie wynika z dużej powierzchni styku
ciekłego metalu z żużlem i ze specyfiki krzepnięcia metalu. Duża powierzchnia styku meta-
lu reagującego z żużlem wynika z tego, że przenika on przez żużel w formie kropel. Gro-
madzi się on następnie w krystalizatorze i tam krzepnie. Może on być także przetapiany do
kadzi, skąd razem z żużlem jest przelewany do nieruchomych luli obrotowych kokili (jedna
z nowych technik odlewania elektrożużlowego) [307].
Produkowane wlewki lub odlewy (przy przetapianiu do krystalizatora, który stanowi
zarazem formę odlewniczą) mają geometrię określoną przez krystalizator. Proces krzepnię-
cia metalu w krystalizatorze ma charakter ciągły lub okresowy przy nieciągłych elektrodach
roztapianych. Roztapianie (nie występuje przy ciekłym wsadzie), reakcje metalurgiczne i
krzepnięcie metalu (nie występuje przy przetapianiu do kadzi) odbywają się równocześnie.
W podobny sposób przebiega proces z elektrodami stałymi z tym, że służą one wtedy do
doprowadzania prądu, a wsad jest podawany niezależnie.
Piece elektrożużlowe małej i średniej mocy zasilane są najczęściej prądem prze-
miennym o częstotliwości sieciowej. Piece wielkiej mocy zasila się prądem o częstotliwości
zmniejszonej do 2
÷10 Hz. Do niedawna stosowano także zasilanie prądem stałym. Badania
porównawcze wyników metalurgicznych przy obu tych rodzajach zasilania wykazały, że
korzystniejsze jest zasilanie prądem przemiennym, ponieważ towarzyszy mu zjawisko wi-
bracji elektrokapilarnej powierzchni ciekłego metalu. Towarzyszące przepływowi prądu
stałego zjawisko elektrolizy ma niekorzystny wpływ na jakość metalu. Jeżeli niezbędne jest
oddziaływanie elektrochemiczne na przetapiany metal, to stosuje się zasilanie prądem sinu-
soidalnym ze składową stałą [83].
Sposób zasilania pieców ma związek z konstrukcją krystalizatorów i liczbą roztapia-
nych lub nieroztapianych elektrod. Przedstawione na rys. 4.16 układy dwuelektrodowe na-
leżą do najprostszych. Inne rozwiązania są przedstawione na rys. 4.17. Obrazują one roz-
wiązania wyłącznie z elektrodami roztapianymi. Im też poświęcona zostanie w dalszym
ciągu uwaga, ponieważ należą one do układów najbardziej rozpowszechnionych i uniwer-
salnych.
Piece tego rodzaju, na podstawie kryterium liczby elektrod roztapialnych, podzielić
można na jedno-, dwu- (bifilarne) i wieloelektrodowe. Przy wzięciu za podstawę przekroju
wytapianego wlewka, wyróżnia się piece do wytwarzania wlewków
210
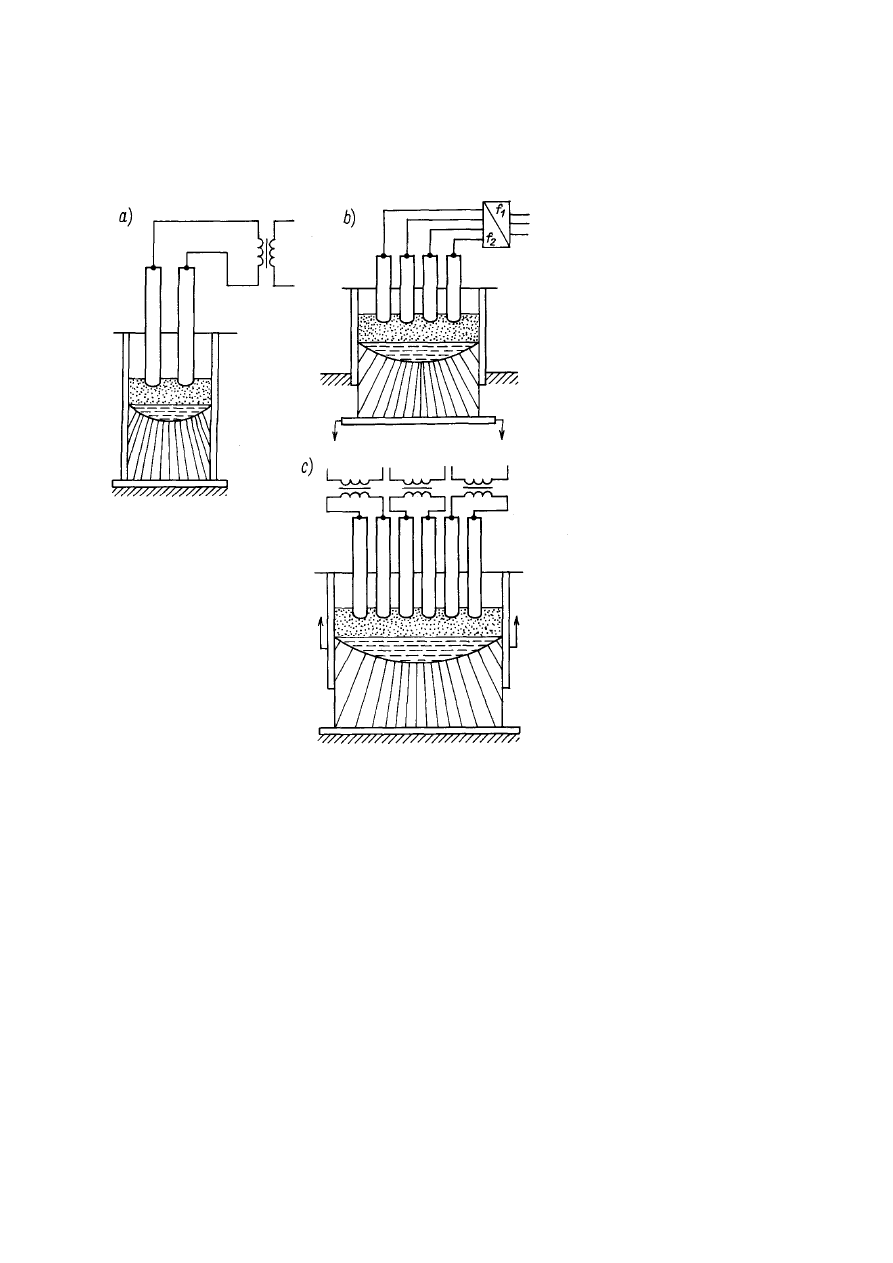
4.2. Urządzenia elektrodowe i ich zastosowania
__________________________________________________________________________
Rys. 4.17. Schematy pieców elektrożużlowych z roztapianymi elektrodami: a) dwuelektrodowy jedno fazowy
z nieprzesuwnym krystalizatorem i nieprzesuwną płytą denną; b) czteroelektrodowy zasilany ze
źródła o zmniejszonej i regulowanej częstotliwości oraz z przesuwaną płytą denną i nieruchomym
krystalizatorem; c) sześcioelektrodowy zasilany z trzech transformatorów jednofazowych z prze-
suwanym krystalizatorem i nieruchomą płytą denną
o przekroju poprzecznym kołowym i prostokątnym oraz o przekroju podłużnym płaskim
względnie złożonym. Wybór liczby i kształtu elektrod roztapianych ma ścisły związek z
geometrią wytwarzanego wlewka.
Ze względu na konstrukcję wlewnicy (wykonuje się je z miedzi, brązów, rzadziej
stali), wyróżnia się piece z wyciąganym i nie wyciąganym wlewkiem. W pierwszym przy-
padku płyta denna wlewnicy jest przesuwana ku dołowi, dzięki czemu można wytwarzać
wlewki bardzo długie. W drugim przypadku pozostaje ona nieruchoma zaś
część boczna wlewnicy (krystalizator) jest także nieruchoma lub przesuwa się ją ku górze,
co umożliwia również wytwarzanie wlewków długich, nie ograniczonych wysokością kry-
stalizatora.
211
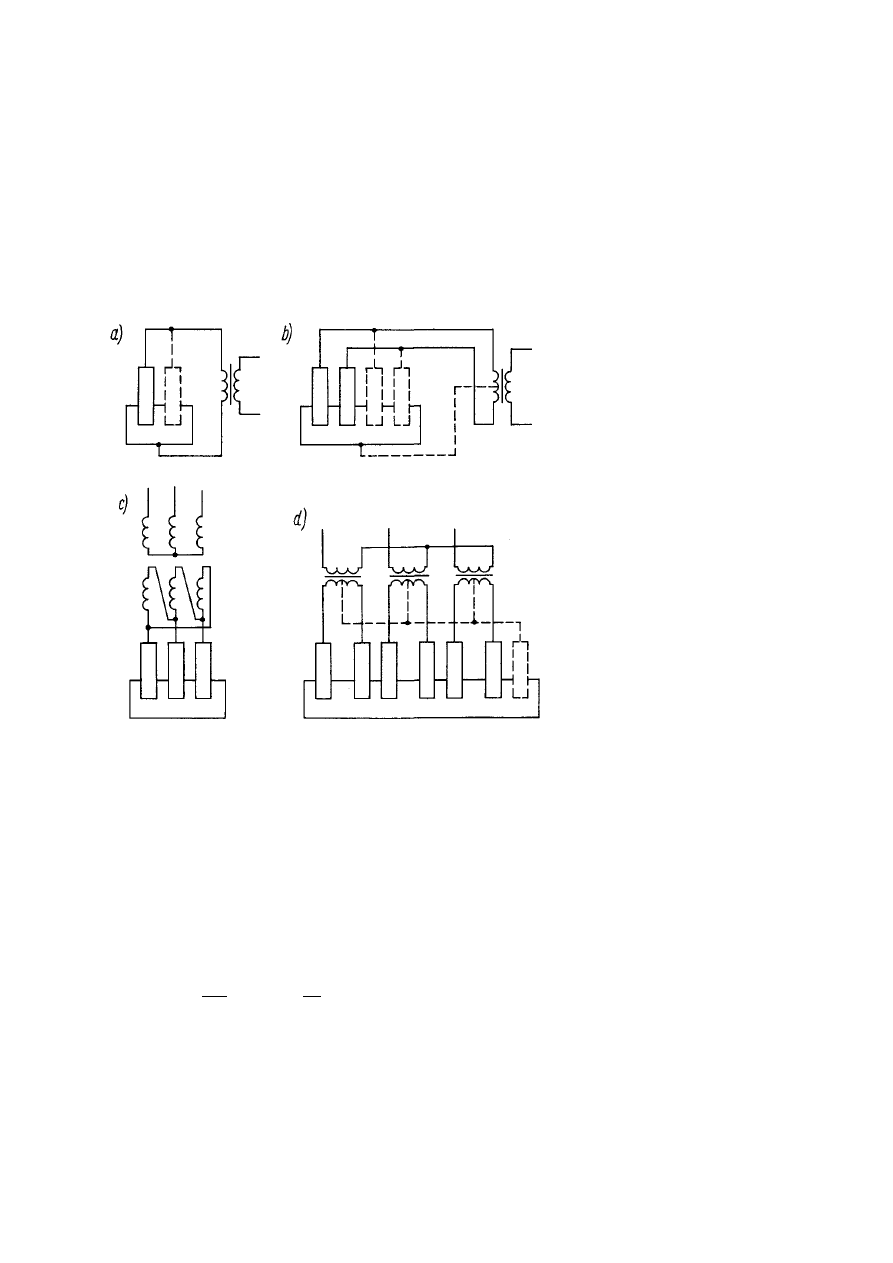
4. Nagrzewanie elektrodowe
__________________________________________________________________________
Biorąc za podstawę sposób zasilania, można wyróżnić piece jedno-, dwu i wielofa-
zowe, przy czym liczba faz nie musi mieć związku z liczbą roztapianych elektrod (rys.
4.18). Buduje się także piece zasilane z przekształtników częstotliwość oraz z układów
zmiennoprądowych (prąd sinusoidalny z polaryzacją).
Rys. 4.18. Schematy zasilania pieców elektrożużlowych: a) jednofazowy; b) dwufazowy; c) trójfazowy, d)
sześciofazowy
Krystalizator z żużlem przewodzącym jest odbiornikiem w zasadzie liniowym. Po-
wolne zmiany warunków pracy wywołują jednak dość znaczne wahania temperatury, a tym
samym konduktancji żużla. Prowadzi to do tzw. względnej nieliniowości odbiornika, przy
czym jego charakterystyka napięciowo-prądowa przyjmuje wówczas postać
2
0
ż
ż
BI
I
R
U
−
=
(4.14)
gdzie:
R
ż0
– rezystancja statyczna w stanie zapewniającym wysoką jakość przetapianego
metalu, B – stała. Rezystancja statyczna w ogólnym przypadku jest równa
−
=
=
∗
c
I
I
1
R
I
U
R
n
ż0
Ż
Ż
(4.15)
przy czym:
I
n
– prąd znamionowy,
c
*
– współczynnik uwzględniający zmiany konduktancji
żużla przy zmianie warunków eksploatacji i wymiarów pieca.
212
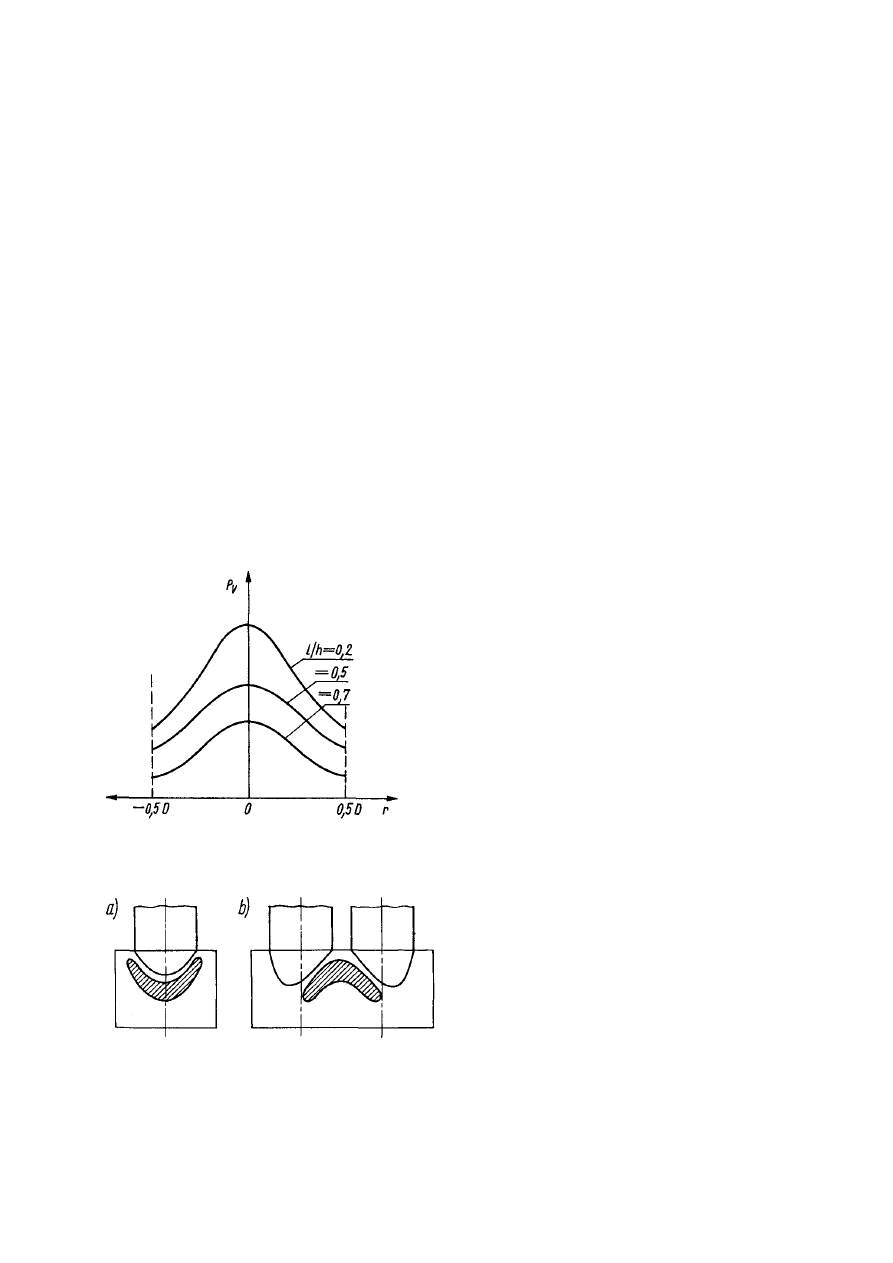
4.2.Urządzenia elektrodowe i ich zastosowania
__________________________________________________________________________
Wskazana tu nieliniowość ma jednak miejsce wyłącznie w piecach o niewielkiej
mocy, co wiąże się z szybkim wzrostem
c* przy zmniejszaniu się średnicy wlewka D. Jed-
nak już przy
D
≥ 0,2 m, krystalizator z żużlem można traktować jako odbiornik liniowy
[83].
Pole elektryczne w żużlu, decydujące o rozpływie prądów i rozkładzie mocy, ma skompli-
kowaną konfigurację. Zależy ona głównie od liczby i usytuowania elektrod względem siebie
oraz ścianek krystalizatora. Rozkład ten jest daleki od jednorodnego. Rysunek 4.19 przed-
stawia przykładowy rozkład mocy w żużlu, decydujący w znacznej mierze o rozkładzie
temperatury, który nie jest równomierny. Obszarem o najwyższych temperaturach, sięgają-
cych 1900
÷2000°C, są strefy pod elektrodami (rys. 4.20). Jest to korzystny rozkład, bowiem
w celu pokonania sił napięcia powierzchniowego i oderwania kropel od elektrody metal jest
dodatkowo nagrzewany powyżej temperatury topnienia o 40
÷120 K.
Temperatura na powierzchni ciekłego metalu w krystalizatorze także nie jest rów-
nomierna. Gradient temperatury skierowany jest od ścianek krystalizatora do jego środka.
W stosunku do rozkładu mocy objętościowych, pole temperatury jest bardziej wyrównane,
co wynika z intensywnego mieszania żużla, powodowanego siłami
Rys. 4.19. Rozkład mocy objętościowej p
V
w warstwie przypowierzchniowej żużla w funkcji odległości r od
osi elektrody roztapianej o średnicy D dla trzech różnych głębokości jej zanurzenia h, odniesio-
nych do grubości warstwy żużla l, wg [175]
Rys. 4.20. Lokalizacja obszarów o najwyższych temperaturach żużla (powierzchnia zakreskowana), wg [175]:
a) w piecach zjedna elektrodą roztapianą; b) w piecach bifilarnych
213

4. Nagrzewanie elektrodowe
__________________________________________________________________________
elektrodynamicznymi i konwekcją. Praktycznie cały spadek temperatury występie w 10
÷20
mm warstwie w pobliżu ścianek krystalizatora.
Moc wydzielana w żużlu
P
ż
, w cieplnie ustalonym stanie pracy pieca je4 zużywana
na nagrzanie roztapianych elektrod, ich stopienie oraz przegrzanie metalu (
P
U
), a także po-
krycie strat cieplnych. Główny strumień strat jest odbierany przez wodę chłodzącą (
P
k
).
Pozostałe straty to: moc promieniowana z powierzchni żużla (
P
r
), moc przejmowana przez
ciekły metal w krystalizatorze (
P
m
) i moc odprowadzana prąd przetapianą elektrodę (
P
e
).
Bilans mocy pieca ma postać
e
m
r
k
u
ż
P
P
P
P
P
P
+
+
+
+
=
(4.16)
Dla pieca zjedna elektrodą roztapianą, poszczególne składniki wzoru (4.16) przyjmuje w
stosunku do
P
ż
następujące wartości:
P
u
= 0,200
÷0,350; P
k
= 0,450
÷0,550; P
r
= 0,05
÷0,100;
P
m
= 0,05
÷0,200; P
e
= 0,03
÷0,05. Jeśli chodzi o moc P
m
przejmowaną przez ciekły metal w
krystalizatorze, to 0,80
÷0,65 tej wartości stanowi moc przenoszona przez krople ciekłego
metalu, 0,2
÷0,35 to moc przenoszona przez żużel.
Piece elektrożużlowe są zasilane ze specjalnych transformatorów o dużej przekładni
i znacznej liczbie zaczepów (do 50), przełączanych pod napięciem. Zakres wtórnych napięć
zawiera się w przedziale od kilkudziesięciu do kilkuset woltów. Tor wielkoprądowy urzą-
dzenia elektrożużlowego składa się z miedzianych szynoprzewodów, giętkich kabli, ruro-
przewodów doprowadzających prąd do uchwytów przetapianych elektrod oraz z samych
elektrod. Istotny wpływ na parametry elektryczne toru wielkoprądowego ma zjawisko na-
skórkowości. Uwidacznia się ono głównie w tej części toru, którą tworzą elektrody stalowe
o wymiarach charakterystycznych (np. średnicach) sięgających tysięcy mm, podczas gdy
głębokość wnikania prądu o częstotliwości przemysłowej jest rzędu mm. Podstawowa część
reaktancji indukcyjnej toru wielkoprądowego przypada na szynoprzewody i giętkie kable
(55
÷65%). Reaktancja transformatora nie przekracza 10% całkowitej reaktancji toru,
25
÷35% to reaktancja elektrod. Jeśli chodzi o rezystancję, to elektrody mają największy
udział – 60
÷80%, transformator – 5÷10%, pozostała część toru – 15÷30%. Tak duży wpływ
elektrod na parametry toru sprawia, że ich skład chemiczny w istotny sposób wpływa na
parametry pracy urządzenia elektrożużlowego.
Największa moc czynna w żużlu jest wydzielana przy prądzie
I
max
, przy którym za-
chodzi równość rezystancji odbiornika (żużel) i impedancji toru wielkoprądowego
R
ż
= Z
(analogiczny warunek obowiązuje dla urządzeń łukowych). Zwiększenie prądu powyżej
wartości
I
max
nie tylko nie zwiększa tej mocy, lecz prowadzi do obniżenia
cos
ϕ
i sprawności
elektrycznej
η
e
. Wynika to z przykładowych charakterystyk roboczych urządzenia, widocz-
nych na rys. 4.21. Są one przedstawione w funkcji prądu odniesionego do prądu zwarcia I
z
,
tzn. takiego, który występuje przy rezystancji żużla
R
ż
= 0. Z przedstawionych charaktery-
styk wynika m.in., że gdy rezystancja odbiornika jest mała, bez stosowania specjalnych
środków (kompensacji reaktancji toru, obniżenia częstotliwości napięcia zasilającego), nie
zawsze można osiągnąć
I < I
max
, stąd też tendencja do przechodzenia na piece wieloelektro-
dowe.
214
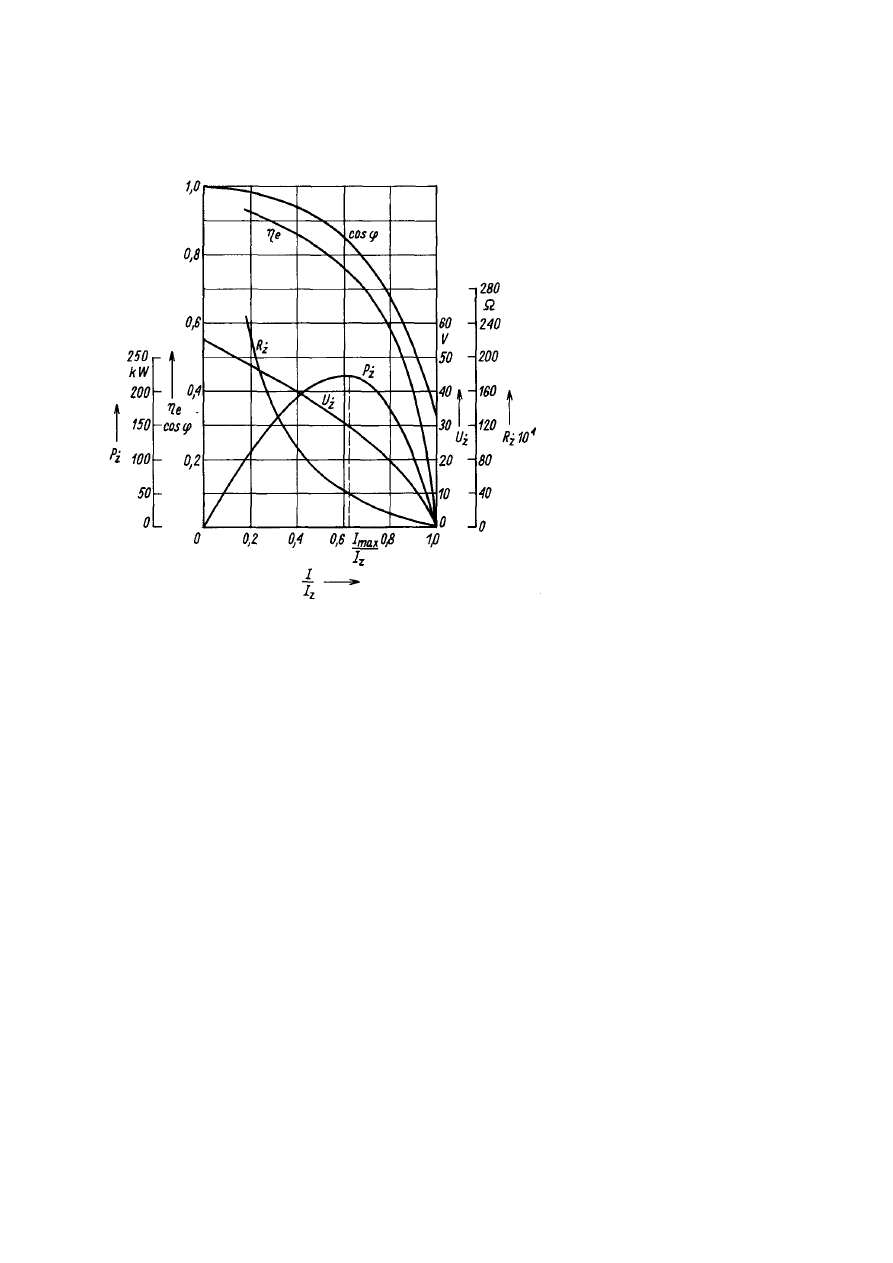
4.2. Urządzenie elektrodowe i ich zastosowania
__________________________________________________________________________
Rys. 4.21. Przykładowe
charakterystyki urządzenia
elektrożużlowego do przeta-
piania stali magnetycznej
Jedną z charakterystycznych cech urządzenia elektrożużlowego jest zmiana mocy
czynnej wydzielanej w żużlu, wynikająca ze zużywania się roztapianych elektrod (ulegają
one skróceniu). Fakt ten prowadzi do zmniejszenia rezystancji toru sięgającej 40% zaś reak-
tancji – 20%. W rezultacie moc wydzielana w żużlu rośnie, co jest jednym z powodów po-
wstawania niestabilności procesu przetapiania elektrod i zmian jakości metalu wzdłuż wy-
twarzanego wlewka [83].
Kontrola podstawowych parametrów urządzenia elektrożużlowego i optymalizacja
jego pracy wymaga określonej automatyki. Funkcją celu w warunkach sterowania optymal-
nego jest zazwyczaj założona struktura krystaliczna wlewka, jego skład chemiczny, struktu-
ra zewnętrznej warstwy wlewka. Rzadziej jest nią największa wydajność urządzenia lub
minimalne zużycie właściwe energii, mimo iż jest ono 2
÷3 razy większe aniżeli w piecu
łukowym. Informacje o właściwościach wlewka można jednak uzyskać dopiero po zakoń-
czeniu procesu. Założone cele sterowania są w głównej mierze zależne od dwóch wielkości
regulowanych, a mianowicie głębokości zanurzenia elektrody w żużlu i szybkości topienia
metalu. Żadnej z tych wielkości nie można niestety mierzyć w czasie procesu bezpośrednio,
stąd konieczność ich pośredniego wyznaczania, a do tego celu najwygodniej użyć techniki
mikroprocesorowej [311].
Oprócz opisanych członów urządzenia elektrożużlowego, w jego skład wchodzi kil-
ka dalszych, z których wymienić należy: mechanizmy podtrzymywania oraz przemie-
szczania elektrod, krystalizatora, a także wyciąganego wlewka, układy chłodzenia wodnego,
odciągi gazów, dozowniki żużla. Urządzenia elektrożużlowe należą do kategorii specjal-
nych agregatów metalurgicznych i są zaliczane do najbardziej rozwojowych.
215
Wyszukiwarka
Podobne podstrony:
10 Nagrzewanie elektronowe 1
04 Nagrzewanie elektrodowe
NAGRZEWANIE ELEKTRODOWE, elektryczne, ELEKTROTERMIA
10 Nagrzewanie elektronowe 2
Technika Łączenia 4 - nagrzew. gł. toru prąd, Politechnika Lubelska, Studia, Studia, sem VI, z ksero
Rozwiązanie zadania praktycznego z informatora - nagrzewnica, egzamin zawodowy technik elektryk
[MK4] montaż elektrycznej nagrzewnicy z35(diesel)
Nagrzewanie toru prądowego w próżniowych komorach gaszeniowych, Studia, Podstawy Elektroenergetyki
Zadanie z informatora - nagrzewnica, egzamin zawodowy technik elektryk
NAGRZEWANIE PROMIENNIKOWE, elektryczne, ELEKTROTERMIA
NAGRZEWANIE JARZENIOWE, elektryczne, ELEKTROTERMIA
NAGRZEWANIE ŁUKOWE, elektryczne, ELEKTROTERMIA
NAGRZEWANIE ULTRADŹWIĘKOWE, elektryczne, ELEKTROTERMIA
NAGRZEWANIE REZYSTANCYJNE, elektryczne, ELEKTROTERMIA
t elektryk rozw nagrzewnica
więcej podobnych podstron