
144
9. CI CIE TERMICZNE
CEL
WICZENIA
Celem wiczenia jest zapoznanie studentów z:
• wybranymi urz dzeniami do ci cia termicznego,
• przebiegiem ci cia,
• wynikami ci cia, czyli stanem i jako ci kraw dzi materiałów ci tych ró nymi
metodami.
9.1. WPROWADZENIE
Ci cie termiczne to rozdzielanie materiału za pomoc strumienia ciepła.
W zale no ci od metody, proces rozdzielenia jest albo skutkiem spalenia w tlenie
metalu w szczelinie ci cia i wydmuchni cia tlenków, albo stopienia, ewentualnie
odparowania metalu, a nast pnie usuni cia frakcji ciekłej i gazowej przez strumie
gazu.
Wszystkie metale, poza szlachetnymi, relatywnie łatwo ulegaj utlenianiu.
Szczególnie szybko proces ten przebiega w obecno ci czystego tlenu
i w podwy szonej temperaturze. Intensywne utlenianie, b d ce wynikiem reakcji
egzotermicznej, czyli przebiegaj cej z wydzieleniem ciepła, to spalanie. Zjawisko
to dotyczy szeregu metali i te mo na ci poprzez lokalne spalanie.
Aby ci cie przez spalanie, nazywane cz sto ci ciem tlenem, było mo liwe, metal
musi spełni dwa warunki:
•
temperatura zapłonu metalu w tlenie musi by ni sza od jego temperatury
topnienia,
•
temperatura topnienia powstaj cych tlenków musi by ni sza od temperatury
zapłonu.
Po dane jest, aby były spełnione dwa kolejne warunki:
•
reakcja spalania powinna by silnie egzotermiczna,
•
przewodno cieplna metalu powinna by jak najni sza.
Spo ród wszystkich metali technicznych warunki te spełniaj : elazo, tytan
i wolfram. Reakcja egzotermiczna spalania
elaza w tlenie daje ciepło ok.
270 kJ/mol, tytanu – a 900 kJ/mol. Wi kszo dodatków stopowych wprowadzanych
do metali utrudnia ci cie, w przypadku stali od pewnego poziomu ich zawarto ci
ci cie staje si niemo liwe. Utrudnienia te s głównie skutkiem wzrostu
g stopłynno ci stopionego metalu i u la, ograniczenia wymiany ciepła w materiale
oraz spadku aktywno ci utleniania.
Jedynym typowym dodatkiem stopowym, który ułatwia ci cie stali przez lokalne
spalanie, jest mangan, jego du a zawarto kompensuje niekorzystny wpływ innych
dodatków stopowych. Nikiel nie ma zdecydowanie negatywnego wpływu a do
zawarto ci 35%, wolfram – do 15%. Maksymalna zawarto chromu i krzemu, przy
której mo liwe jest ci cie, to ok. 4%, Mo i V – ok. 5%, a w gla – do 1,6%. Bardziej
145
szczegółowe dane zestawiono w tab. 9.1. Negatywny wpływ dodatków ma charakter
ł czny, czyli w praktyce zawarto w gla musi by znacz co mniejsza
od dopuszczalnej, gdy w stalach zawsze wyst puj inne dodatki stopowe. Sposobem
na ci cie stali o nieco wi kszej od granicznej zawarto ci dodatków stopowych jest
wst pne podgrzanie (tab. 9.2). Do okre lania równowa nika w gla przy ci ciu bywa
stosowany wzór ogólny (9.1). Do obliczania temperatury wst pnego podgrzewania
stali wykorzystywana jest bardziej dokładna zale no (9.2). Temperatura podgrzania
okre lana jest wzorem (9.3).
C
e
= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 [%]
(9.1)
C
e
= C + 0,155(Cr + Mo) + 0,14(Mn + V) + 0,11Si + 0,045(Ni + Cu) [%] (9.2)
T
p
= 500 x [C
e
x (1 + 0,0002g) – 0,45 ]
0,5
[°C] (9.3)
gdzie: g – grubo materiału [mm].
Znacz cy wpływ na wydajno ci cia ma tak e czysto tlenu stosowanego
do ci cia. Je li przyj , e u ycie tlenu o czysto ci 99,5% jest norm , to obni enie
czysto ci do 98,5% wymaga zwi kszenia ci nienia o 25%, wydatku gazu o 20%,
a pr dko ci cia spada o 20%. Tlen o czysto ci 97,5% wymaga wzrostu ci nienia
i wydatku tlenu o 50%, a pr dko ci cia spada o połow . Dane dotycz stali
o grubo ci ok. 30mm, dla wi kszej grubo ci ró nice s bardziej znacz ce, a stali
o grubo ci 300 mm i wi kszej tlen o czysto ci 97,5% nie przecina w ogóle.
Tab. 9.1. Wpływ dodatków stopowych na mo liwo ci cia stali przez lokalne spalanie
pierwiastek
zawarto [% wag.]
brak wpływu
utrudnia ci cie
w giel
do 0,45
0,45 – 1,6
krzem
do 0,5
0,5 – 4,0
aluminium
do 0,5
0,5 – 10,0
molibden
do 2,0
2,0 – 5,0
chrom
do 2,0
2,0 – 4,0
wolfram
do 2,0
2,0 – 15,0
nikiel
do 15,0
15,0 – 35,0
Wielko ci podane w tablicy 9.1. nale y traktowa orientacyjnie, ródła istotnie
je ró nicuj , maksymalne zawarto ci w ostatniej kolumnie dotycz zwykle mo liwo ci
ci cia po znacznym podgrzaniu.
146
Tab. 9.2. Zalecenia dotycz ce obróbki cieplnej przy ci ciu stali z ró n zawarto ci składników
stopowych
Zawarto składników stopowych C
e
[% wag.]
Zalecenia
do 0,54
Bez ogranicze
0,54 – 0,7*
Podgrza wst pnie do 150 – 250 °C
0,7 – 0,94*
Podgrza wst pnie do 250 – 350 °C, po
ci ciu powoli chłodzi
Ponad 0,94*
Podgrza wst pnie powy ej 350 °C po
ci ciu chłodzi powoli z piecem
* brak podgrzania spowoduje zahartowanie SWC i ewentualne p kni cia
Gazy palne, stosowane do podgrzewania metalu przy ci ciu przez spalanie,
to zwykle acetylen lub propan, rzadziej wodór, gaz ziemny lub koksowniczy.
W przypadku ci cia w bardzo niskich temperaturach otoczenia bywaj stosowane
paliwa płynne, np. benzyna. Acetylen zapewnia szybkie i silne nagrzanie materiału,
przez co proces ci cia mo e rozpocz si szybko, co zapewnia oszcz dno gazu.
Jest to szczególnie istotne w przypadku potrzeby dokonywania krótkich ci
(wielokrotnego rozpoczynania procesu). Propan korzystnie wpływa na jako
kraw dzi ci cia, ale nagrzanie materiału do temperatury zapłonu wymaga niemal
trzykrotnie wi cej czasu w porównaniu z acetylenem, przez co ten gaz bywa u ywany
do wykonywania długich ci . Wła ciwo ci wymienionych gazów palnych
zestawiono w tab. 9.3.
Tab. 10.3. Wła ciwo ci gazów palnych
Gaz
Temperatura
płomienia
1
[ºC]
Ciepło
spalania [kJ/m
3
]
Wydatek
tlenu
Współczynnik
efektywno ci
2
acetylen
3350
53000
1,1
1
wodór
2100
11000
0,4
5,2
propan
2600
87000
3,6
0,6
gaz ziemny
2100
34000
1,0
1,6
gaz koksowniczy
2000
17000
0,6
3,0
Uwagi : 1 – podczas spalania w tlenie, 2 – czyli ilo gazu potrzebna do wykonania
tego samego zadania w porównaniu do acetylenu, wszystkie wielko ci przybli one
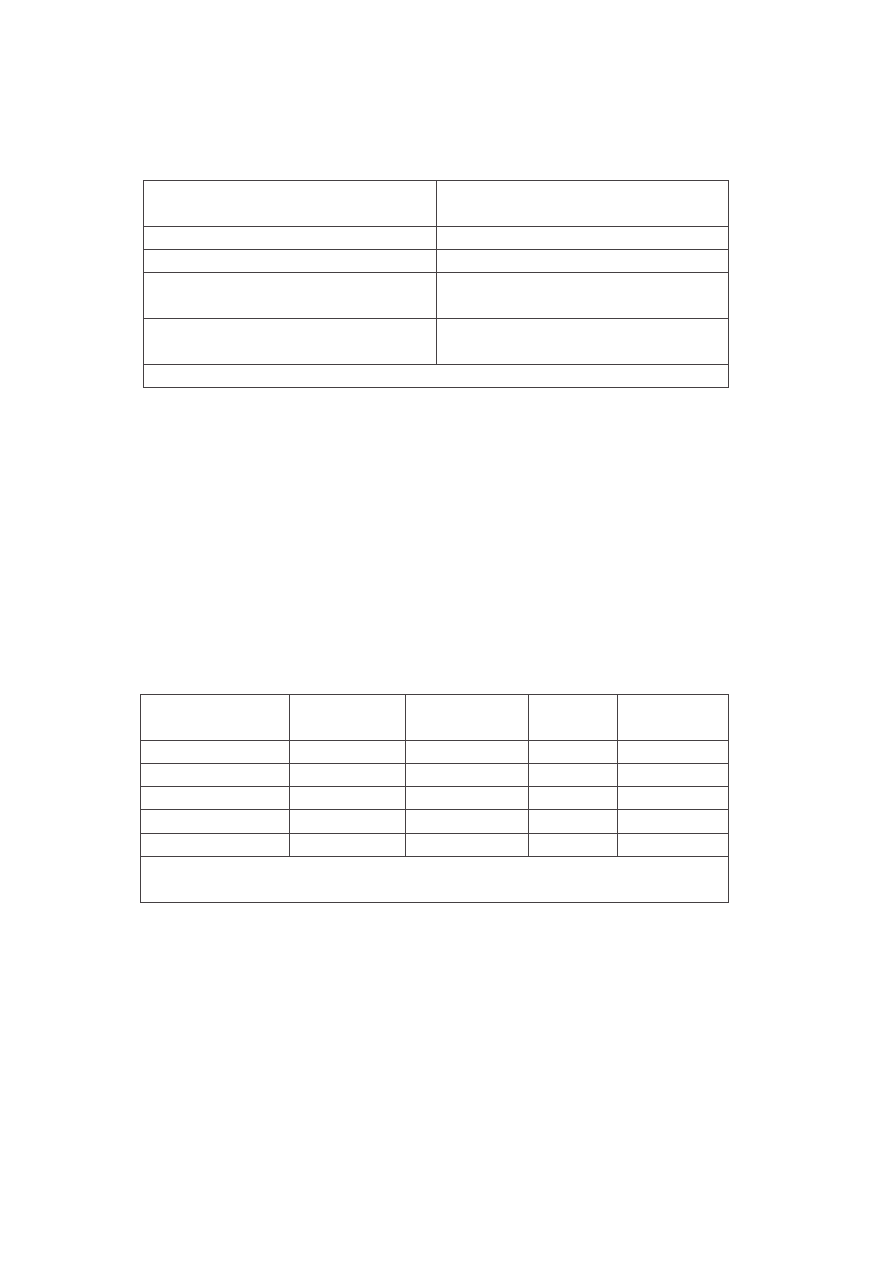
Ci cie termiczne powoduje charakterystyczne odchylenia rzeczywistego kształtu
kraw dzi ci tej od teoretycznego. Od strony, z której działa ródło ciepła, wzdłu
kraw dzi pojawia si zaokr glenie, a gł biej w materiale nast puje stopniowe
rozpr anie strumienia gazu, przez co szczelina si rozszerza. Linia ci cia jest tak e
falista na swej długo ci. Na powierzchni ci cia pojawiaj si charakterystyczne w ery,
które s w przybli eniu prostopadłe do kraw dzi przy optymalnej pr dko ci ci cia,
odchylaj si w gł bi materiału do tyłu przy zbyt szybkim ci ciu, albo do przodu przy
ci ciu zbyt powolnym (rys. 9.1).
147
W celu okre lenia jako ci powierzchni ci tej lub sprecyzowania wymaga wobec
niej, stosuje si nast puj ce wska niki (rys. 9.2):
• odchyłka prostopadło ci i pochylenia „U”, czyli maksymalne odchylenie
rzeczywistej kraw dzi ci cia od teoretycznej, mierzone na grubo ci materiału
•
rednia wysoko chropowato ci R
z
mierzona na pi ciu odcinkach
pomiarowych na długo ci linii ci cia,
• promie nadtopienia górnej kraw dzi ci cia „r”,
• próg ci cia „n”, wyst puj cy wyra nie przy nadmiernej pr dko ci ci cia,
• w ery na powierzchni ci cia.
Rys. 9.1. W ery na powierzchni ci tego materiału; A – zbyt mała pr dko ci cia, B – prawidłowa
pr dko ci cia, C - zbyt du a pr dko ci cia, K – kierunek ci cia
Rys. 9.2. Rzeczywista geometria kraw dzi ci cia (przekrój poprzeczny do kierunku ci cia):
a - grubo materiału, U – odchyłka prostopadło ci, r – promie zaokr glenia kraw dzi, a – obszar przy
powierzchniach pomijany w ocenie.
W normie PN-EN ISO 9013:2003 zostało pomini te zagadnienie falisto ci linii
ci cia, czyli rozbie no ci mi dzy teoretycznym, a praktycznym jej przebiegiem
na długo ci ci cia, chocia podano dwie klasy tolerancji wymiarów wycinanych
elementów w odniesieniu do wymiarów nominalnych.

148
Z praktycznego punktu widzenia istotn rol odgrywa tak e szeroko linii ci cia,
gdy w przypadku wycinania wielu elementów, np. z arkusza blachy, ich wzajemna
odległo musi by co najmniej równa szeroko ci linii ci cia. Dla du ej liczby
elementów o małych wymiarach mo e to by wielko znacz ca – przekraczaj ca
istotnie 10% powierzchni materiału. Dlatego d y si do stosowania technologii,
w których szczelina ci cia jest jak najw sza, a jako obu kraw dzi identyczna,
co pozwala na zastosowanie wspólnej linii ci cia dla dwóch s siednich elementów
na arkuszu.
Zwykle minimalna szeroko linii ci cia wynosi ok. 1,5 rednicy dyszy tlenu
tn cego, jest znacznie wi ksza przy ci ciu plazmowym i mniejsza przy ci ciu
laserowym. Istniej sposoby dalszego jej zmniejszenia, co zostanie omówione ni ej.
Podczas ci cia pojawia si strefa wpływu ciepła (SWC), ale jej znaczenie jest
mniejsze, ni podczas spawania, gdy rozdzielanie materiału sprzyja uwolnieniu
cz ci napr e . Mimo tego przy ci ciu precyzyjnym planuje si jego przebieg w taki
sposób, aby napr enia i odkształcenia skupiły si w tych cz ciach materiału, które
stanowi odpady. Zmiany strukturalne w SWC mog stanowi problem, gdy
w przypadku stali skłonnych do hartowania mo e nast pi utwardzenie kraw dzi
ci cia, co utrudnia jej pó niejsz obróbk mechaniczn . Zmiany składu chemicznego
materiału wyst puj zwykle w jeszcze mniejszej obj to ci – na powierzchni ci cia,
gdzie metal został nadtopiony. Mog one obejmowa cz ciowe wypalenie niektórych
składników, oraz, w przypadku niektórych technologii ci cia, nasycenie innymi
pierwiastkami – w glem z gazu palnego, azotem z gazu tn cego itd. Mo e to równie
prowadzi do utwardzenia materiału lub zmian jego wła ciwo ci korozyjnych.
W SWC zdarzaj si tak e mikrop kni cia, podobne do p kni hartowniczych, które
mog sta si ogniskami korozji oraz karbami, koncentruj cymi napr enia.
Ze
wzgl du
na
wyst powanie
SWC
oraz
odchyle
geometrycznych
na kraw dziach ci cia cz sto zaleca si ich finaln obróbk mechaniczn przez
skrawanie lub szlifowanie. Operacje takie podnosz koszt wykonania, ale nawet
ł czny koszt ci cia termicznego i wyka czaj cej obróbki mechanicznej jest niemal
zawsze znacznie ni szy od ci cia mechanicznego (które te nierzadko wymaga
obróbki wyka czaj cej). W przypadku przygotowywania elementów do spawania
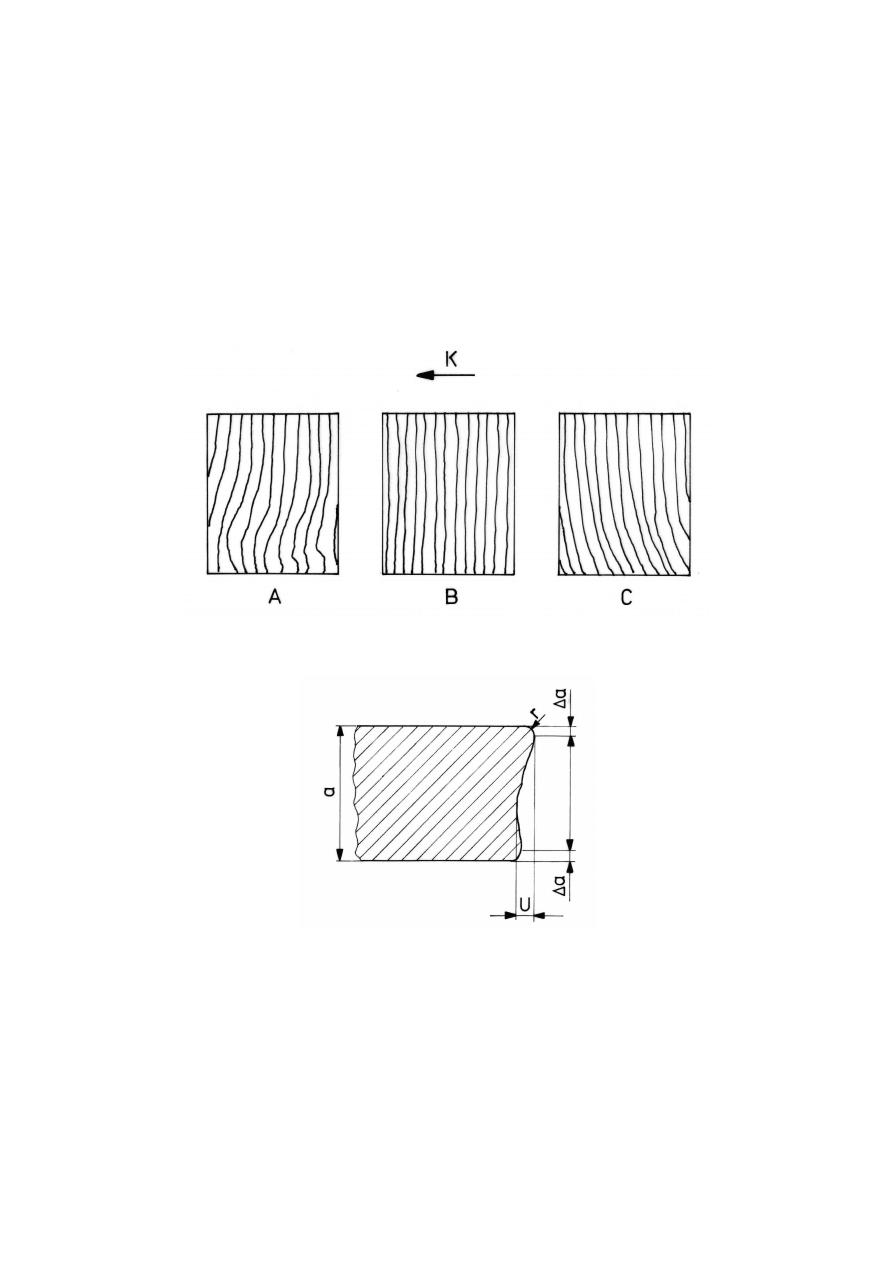
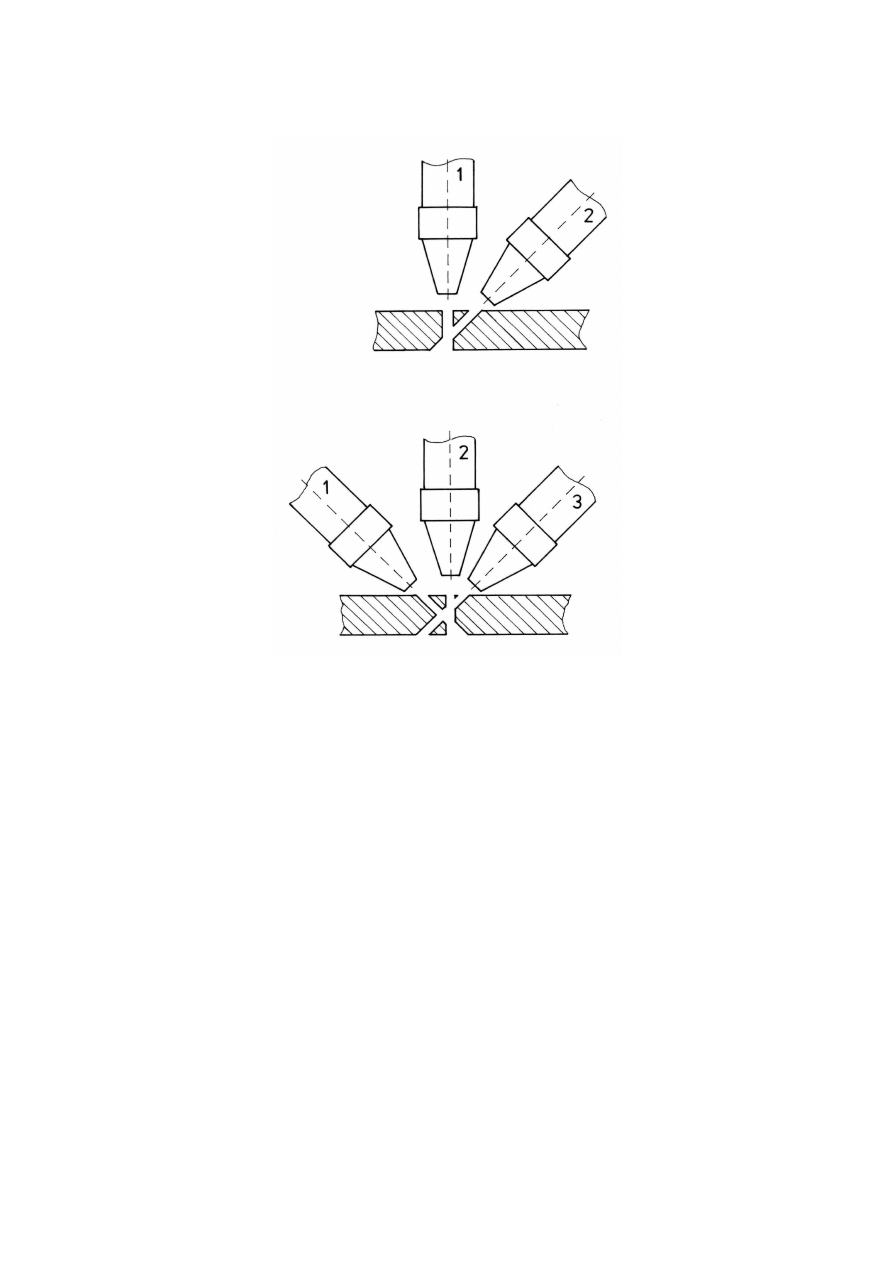
zwykle nie przewiduje si obróbki mechanicznej po ci ciu. Szczególnym przypadkiem
jest ukosowanie do spawania. Gdy wymagane jest ukosowanie jednostronne, stosuje
si cz sto dwa palniki, gdy dwustronne – trzy (rys. 9.3). Przyjmuje si przy tym
zasad najmniejszej powierzchni pojedynczego ci cia, a wi c najpierw dzieli materiał,
a pó niej odcina naro a (chyba, e dwustronne ukosowanie dotyczy dwóch elementów
o wspólnej kraw dzi ci cia). Poł czenie ci cia i ukosowania ma przyczyny
ekonomiczne – drugie ci cie odbywa si po podgrzaniu materiału przez pierwszy
palnik tn cy, a wi c z mniejszym wydatkiem gazu palnego.
149
Rys. 9.3. Ukosowanie blach do spawania z u yciem dwu lub trzech głowic tn cych;
1, 2, 3 – kolejno ustawienia głowic wzdłu linii ci cia
9.2. ODMIANY CI CIA TERMICZNEGO
Ci cie termiczne ma wiele odmian, dzi ki temu mo na wybra optymaln metod
dla konkretnej aplikacji. Ogólna tendencja polega na zwi kszaniu wydajno ci ci cia
(pr dko ci i grubo ci rozdzielanego materiału) oraz dokładno ci (precyzji
odwzorowania linii ci cia i geometrii kraw dzi). Znacz c rol odgrywa aspekt
ekonomiczny i tam, gdzie nie jest konieczna wysoka jako , stosuje si metody
najwydajniejsze, cz sto nie najnowocze niejsze.
Metody ci cia termicznego mo na podzieli na dwie grupy:
1. Ci cie przez spalanie, które wymaga zastosowania w procesie strumienia
czystego tlenu i jest ograniczone do metali, które spełniaj okre lone warunki
(patrz rozdz. 9.1). Poniewa jednak obecnie ponad 80% konstrukcji
metalowych wykonuje si ze stali, a spo ród nich ok. 80% stanowi stale
niestopowe, to zakres zastosowania ci cia tlenem obejmuje potencjalnie
ponad połow mo liwych aplikacji. Wyró ni tu mo na:
a) ci cie tlenem,
b) ci cie tlenowo – proszkowe,

150
c) ci cie lanc ,
d) ci cie łukowe,
e) ci cie elementów grubo ciennych,
f) ci cie o podwy szonej wydajno ci.
2. Ci cie przez topienie, stosowane w
przypadku metali, które nie spełniaj
wymaga umo liwiaj cych ci cie tlenem. Wówczas zamiast spalania
metalu w tlenie nale y go podgrza do temperatury topnienia lub
odparowa i usun stopiony metal oraz jego pary ze szczeliny ci cia.
Konieczna jest do tego nadzwyczaj wysoka koncentracja ciepła,
niemo liwa do osi gni cia przy zastosowaniu klasycznych palników,
spalaj cych mieszanki gazowe. Do tej grupy zaliczy mo na:
a) ci cie plazmowe,
b) ci cie laserowe,
c) dr enie wi zk elektronów.
9.2.1.
CI CIE TLENEM
Do ci cia tlenem stosuje si zarówno palniki koncentryczne, jak i posobne
(tandemowe) – rys. 9.4. Te pierwsze s stosowane zwykle do ci cia r cznego oraz
kształtowego, te drugie do ci cia zmechanizowanego, prostoliniowego. Jako gaz
podgrzewaj cy do ci cia r cznego najcz ciej stosuje si acetylen, do ci cia
zmechanizowanego – propan. Korzystny wpływ na jako ci cia ma optymalnie
dobrana i niezmienna odległo wylotu dyszy palnika od powierzchni ci tego
materiału. Dlatego palniki r czne (rys. 9.5) cz sto zaopatruje si w proste rolki
prowadz ce. Innym czynnikiem, korzystnie wpływaj cym na jako ci cia, jest
utrzymywanie stałej, optymalnej pr dko ci palnika. Dlatego zastosowanie ci cia
zmechanizowanego (rys. 9.6), w którym mo na precyzyjnie ustali zarówno odległo
dyszy od materiału, jak i pr dko posuwu, prowadzi do znacznego wzrostu jako ci
kraw dzi ci tej, np. dokładno odwzorowania, w porównaniu z ci ciem r cznym,
zwi ksza si nawet ponad dziesi ciokrotnie. Dalszy wzrost jako ci uzyskuje si
po zastosowaniu precyzyjnych układów sterowania głowic w dwóch, a nawet trzech
osiach. Do sterowania dwuosiowego były stosowane pocz tkowo układy nad ne
z metalowymi wzorcami i rolkami magnetycznymi (rys. 9.7), pó niej układy
optyczne, ledz ce kontrastowe linie specjalnych rysunków. Obecnie powszechnie
stosuje si metody programowania cyfrowego, umo liwiaj ce tak e zmian pr dko ci
ruchu palnika podczas ci cia. Zastosowanie termicznych i optycznych czujników
umo liwia kontrol procesu ci cia w czasie rzeczywistym. Tak wyposa one
stanowiska do ci cia tlenem umo liwiaj uzyskiwanie jako ci i dokładno ci
wykonania porównywalnej z ci ciem plazmowym.
151
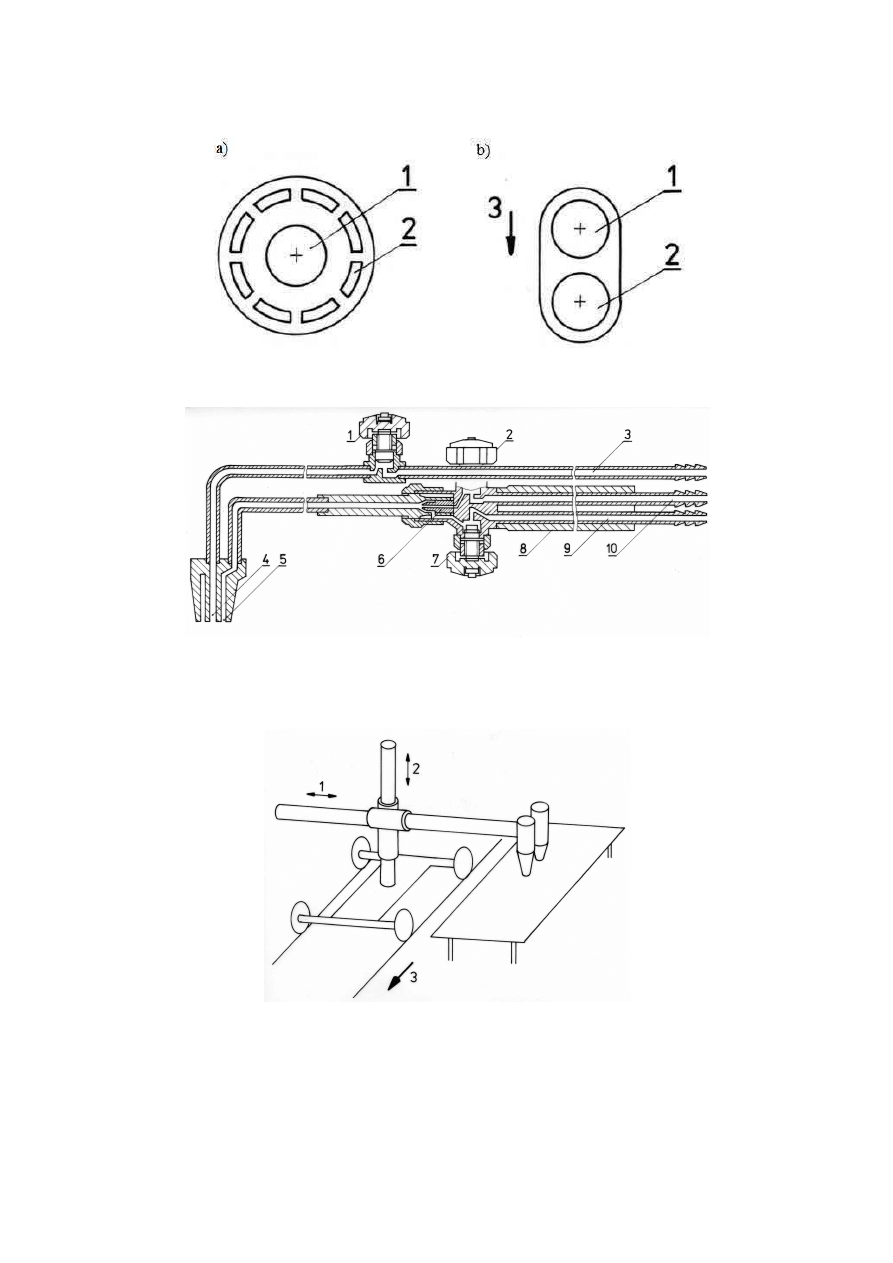
Rys. 9.4. Widok od czoła na głowice Wissa (a) i Jottranda (b); 1 – dysza tlenu tn cego,
2 – dysza mieszanki podgrzewaj cej, 3 – kierunek ci cia palnikiem z głowic b
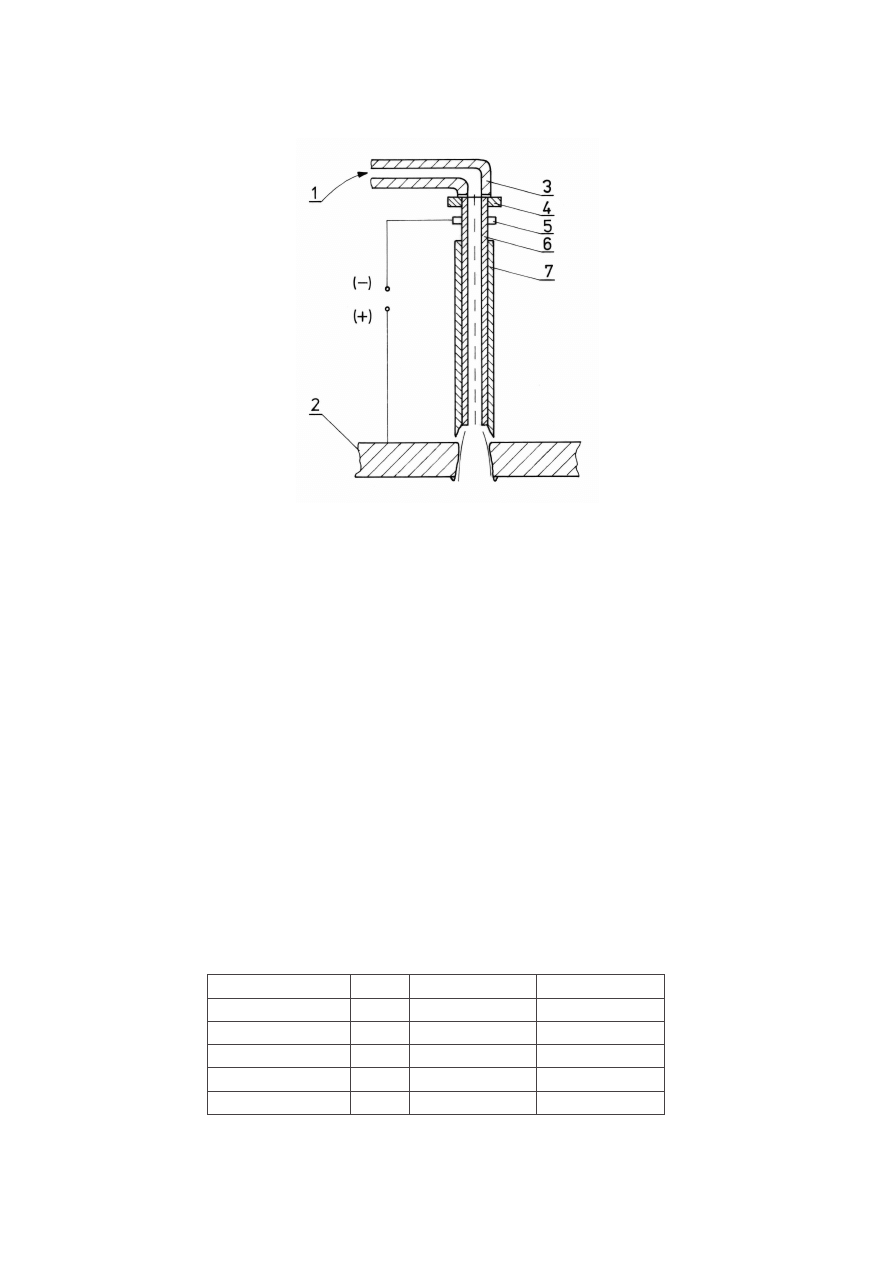
Rys. 9.5. R czny palnik do ci cia płomieniowego; 1 – zawór tlenu tn cego, 2 – zawór tlenu mieszanki
podgrzewaj cej (widok), 3 – doprowadzenie tlenu tn cego, 4 – dysza tlenu tn cego, 5 – dysza mieszanki
podgrzewaj cej, 6 – in ektor, 7 – zawór acetylenu, 8 – r koje , 9 – doprowadzenie acetylenu,
10 – doprowadzenie tlenu mieszanki podgrzewaj cej
Rys. 9.6. Zmechanizowana głowica do ci cia płomieniowego z palnikiem posobnym;
1,2 – ruchy dostawcze, 3 – kierunek ci cia
152
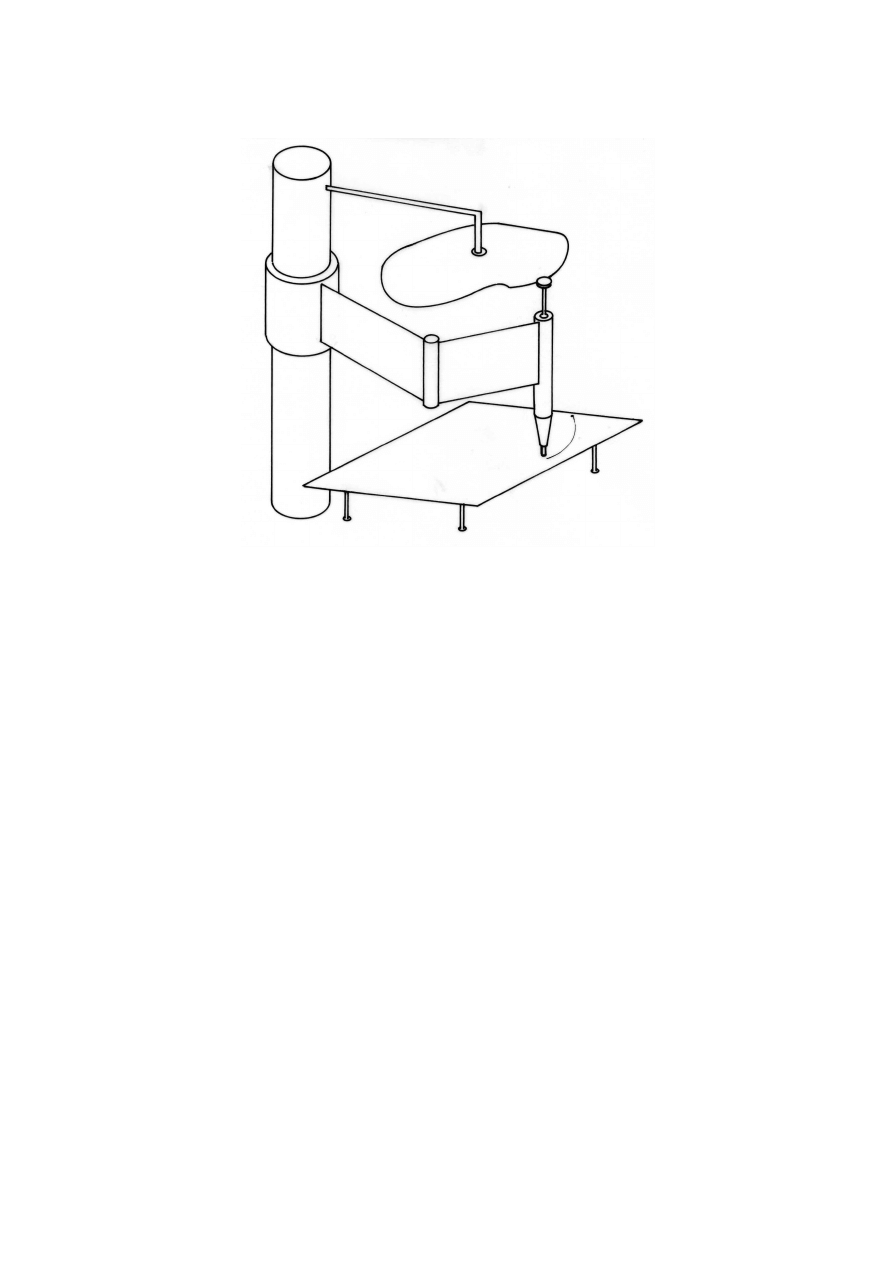
Rys. 9.7. Palnik do ci cia z kopiałem rolkowym (rolk magnetyczn )
9.2.2.
CI CIE TLENOWO-PROSZKOWE
Pierwszym sposobem na zwi kszenie wydajno ci ci cia stali o wi kszej zawarto ci
składników stopowych stało si zastosowanie dodatkowo proszku czystego elaza,
wdmuchiwanego przez specjaln dysz do strefy ci cia. Metod zastosowano po raz
pierwszy w USA w 1944 r. elazo spalaj ce si w tlenie wytwarza dodatkowe ciepło
oraz zwi ksza nieco rzadkopłynno
u la. Zamiast proszku do strefy ci cia mo e by
tak e podawany cienki drut elazny.
Odmian
ci cia
tlenowo-proszkowego
jest
ci cie
z
zastosowaniem
sproszkowanych topników. Zwykle s one mieszane z proszkiem elaznym, a ich
zadaniem jest wi zanie składników stopowych ci tej stali (głównie chromu)
w zwi zki o ni szej temperaturze topnienia ni proste tlenki.
Dzi ki zastosowaniu proszku elaznego mo na zwi kszy wydajno ci cia oraz
ci stale o nieco wi kszej zawarto ci składników stopowych. Zastosowanie topników
pozwala jeszcze bardziej przesun granic dopuszczalnej zawarto ci niektórych
pierwiastków w stali przeznaczonej do ci cia.
9.2.3.
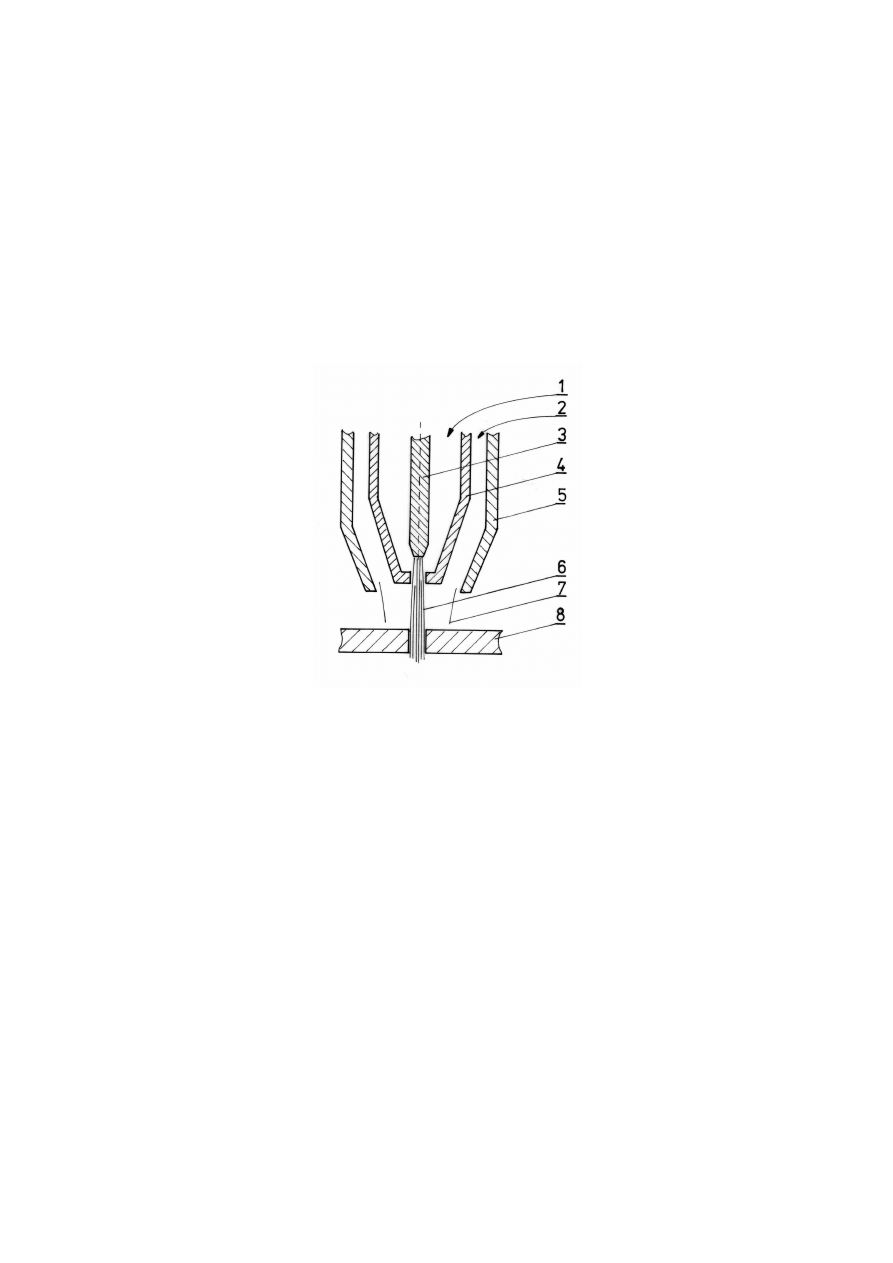
CI CIE LANC
W sytuacjach, gdy nie jest wymagana du a dokładno ci cia elementów
wielkowymiarowych i grubo ciennych mo na stosowa lance tlenowe, których
koncepcja została opatentowana w USA w 1922 r. Lanca, to cienko cienna rurka
ze stali niskow glowej, zwykle o rednicy od 15 do 30 mm i długo ci ok. 3 m,
153
mocowana w uchwycie z tarcz ochronn . Wewn trz rurki znajduj si pr ty elazne
o rednicy 3-4 mm, zajmuj ce najcz ciej ok. 60% jej przekroju (rys. 9.8). Aby
rozpocz ci cie, koniec lancy nagrzewa si za pomoc palnika acetylenowo-
tlenowego do temperatury białego aru, a nast pnie od strony uchwytu przepuszcza
strumie tlenu pod ci nieniem 0,6-1,4 MPa. Nast puje wtedy zapłon rozgrzanego
elaza w tlenie, palnik podgrzewaj cy zostaje wył czony i proces spalania odbywa si
wył cznie za spraw silnej reakcji egzotermicznej. Lanc mo na ci nie tylko metale
z eliwem wł cznie, ale i materiały niemetalowe, np. skały. Ogromnie efektywne jest
u ycie lanc do ci cia zbrojonego betonu, np. po katastrofach budowlanych.
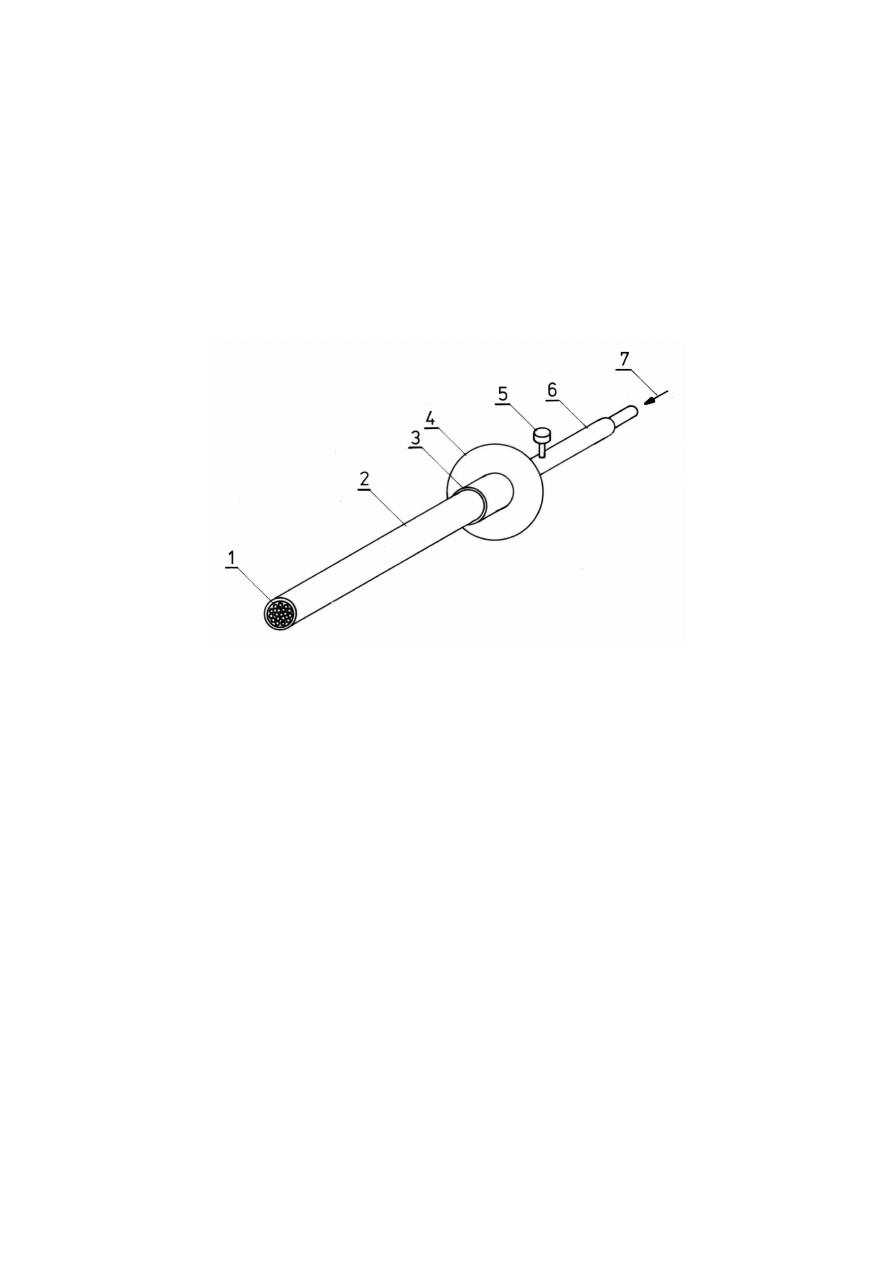
Rys. 9.8. Lanca tlenowa; 1 – pr ty elazne, 2 – rurka stalowa, 3 – zacisk do mocowania rurki,
4 – tarcza ochronna, 5 –zawór tlenu, 6 – r koje , 7 – tlen z butli
Dla zwi kszenia wydajno ci stosuje si czasem lance wypełnione pr tami
tytanowymi. Odmian lancy tlenowej jest rurka stalowa, do której jest podawany
strumie proszku elaznego i tlenu. Stapianie lancy jest wtedy wolniejsze. Czasami
stosuje si w takim procesie mieszanin proszku elaznego i aluminiowego.
9.2.4.
CI CIE ŁUKOWE
Łuk elektryczny wytwarza znaczne ilo ci ciepła i pozwala na utrzymanie
temperatury przekraczaj cej 6000 ºC, czyli dwukrotnie wi kszej ni płomie
acetylenowo-tlenowy. Ci nienie łuku mo e tak e przyczynia si do usuwania
stopionego materiału ze szczeliny ci cia. W praktyce jest jednak konieczne dodatkowe
oddziaływanie medium gazowego na stopiony metal i u el.
Najprostszym sposobem wykorzystania ciepła łuku do ci cia jest zastosowanie
specjalnych elektrod otulonych, w których otulinie znajduje si du o składników
gazotwórczych. Jest to metoda r czna, niedokładna, mało wydajna i tworz ca bardzo
szerok szczelin ci cia.
154
Rys. 9.9. Przebieg ci cia łukowo-powietrznego; 1 – uchwyt elektrody, 2 – doprowadzenie spr onego
powietrza, 3 – elektroda grafitowa, 4 – ci ty materiał
Lepsze wyniki daje zastosowanie litej elektrody grafitowej o
rednicy
od 3 do 20 mm, umieszczonej w specjalnym uchwycie do którego jest doprowadzone
powietrze pod ci nieniem 0,5-0,7 MPa. Dysza znajduje si w uchwycie pod elektrod
(rys. 9.9). Dla zwi kszenia trwało ci elektrod pokrywa si je cz sto cienk warstw
miedzi. Taka metoda jest nazywana ci ciem łukowo-powietrznym.
Jeszcze lepsze wyniki daje zastosowanie elektrod rurkowych, przez które
przepuszcza si tlen (ci cie łukowo-tlenowe, zastosowane po raz pierwszy przez
Colemana w 1900 r.). Pocz tkowo były to rurki grafitowe, ale z racji ich wielkiej
łamliwo ci zast piono je rurkowymi, stalowymi elektrodami otulonymi (rys. 9.10).
Zwykle stosuje si otulin rutylow (patrz rozdz. 2. Spawanie elektrodami otulonymi).
rednica elektrod wynosi od 5 do 8 mm, a najmniejsza rednica kanału tlenowego –
1,6 mm. Stosuje si je do ci cia stali o grubo ci nie przekraczaj cej 75 mm i metali
kolorowych – do 15 mm.
Rzadko stosowan w praktyce technologi jest ci cie metod GTA (inaczej TIG,
patrz rozdz. 3. Spawanie w osłonach gazowych). W porównaniu ze spawaniem stosuje
si wi ksze nat enia przepływu gazu ochronnego i dysze o zmodyfikowanej
geometrii.
Procesy łukowe z u yciem elektrody grafitowej s cz sto stosowane
do
łobienia, czyli wykonywania w materiale rowków o gł boko ci od kilku
do kilkudziesi ciu mm. Jest to cz sto praktykowane w celu usuwania wad
powierzchniowych odlewów oraz niezgodno ci spawalniczych (brak przetopu grani,
podtopienie lica itd.). W takim przypadku elektrody s ustawiane nad materiałem nie
pionowo, jak do ci cia, a pod k tem ok. 35°.
155
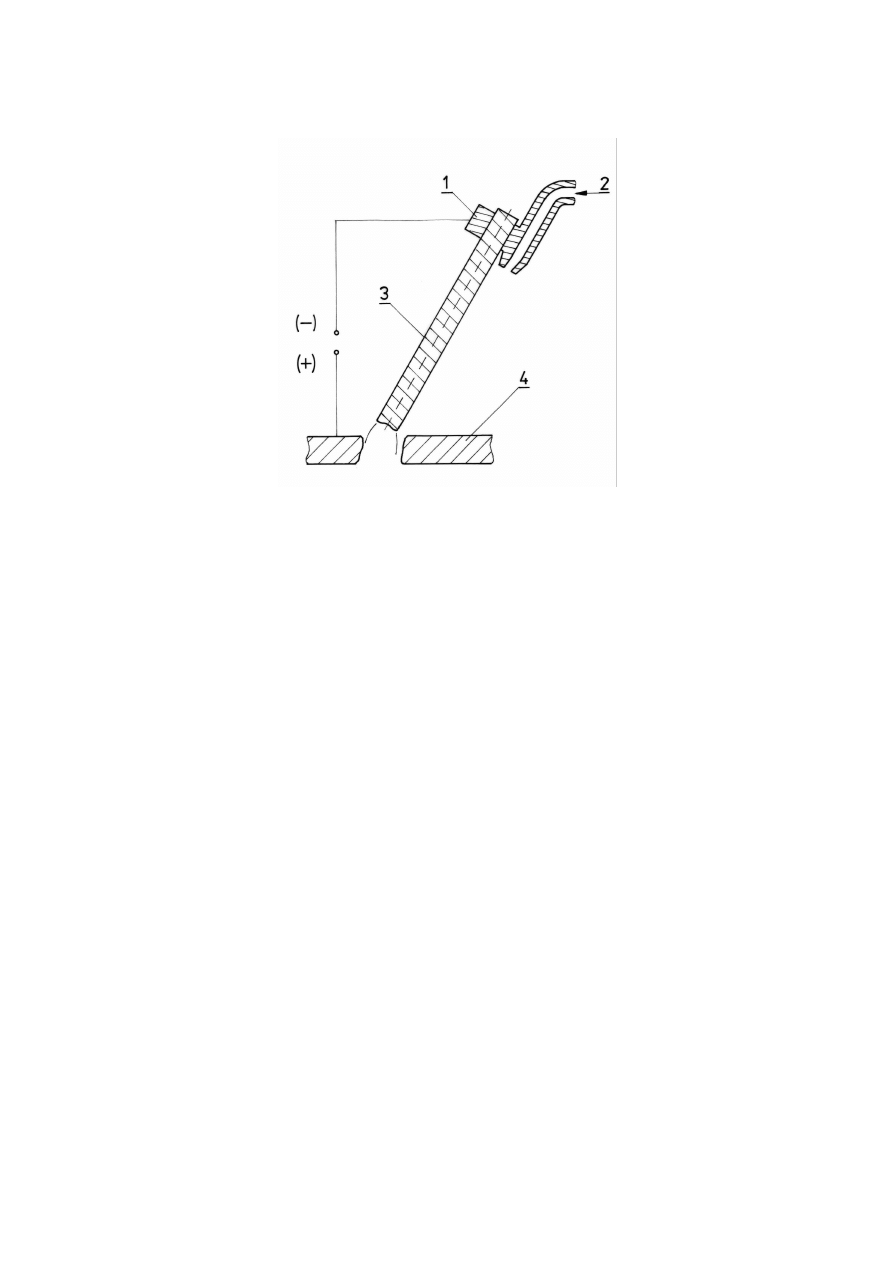
Rys. 9.10. Przebieg ci cia łukowo-tlenowego; 1 – tlen tn cy, 2 – ci ty materiał, 3 – uchwyt,
4 – zacisk mocuj cy z uszczelk , 5 – styk pr dowy, 6 – rdze elektrody (rurka stalowa), 7 – otulina
9.2.5.
CI CIE ELEMENTÓW GRUBO CIENNYCH
Mo liwo ci cia elementów grubo ciennych (dla stali – ponad 300 mm)
to szczególny atut ci cia termicznego i jedyna praktyczna mo liwo ci cia
elementów o grubo ci ponad 500 mm. Na dodatek wydajno ci cia niewiele ust puje
wielko ciom osi ganym dla materiałów o mniejszej grubo ci, a relacja mi dzy
szeroko ci szczeliny i grubo ci ci tego materiału jest tym bardziej korzystna, im jest
on grubszy.
Ci cie elementów grubo ciennych wymaga specjalnego podej cia, np. ze wzrostem
grubo ci stali obni a si ci nienie tlenu (tab. 9.4). Pod przedmiotem musi by wolna
przestrze dla nieograniczonego wyrzutu u la równa co najmniej 60% grubo ci
ci cia. Przy ci ciu stali o grubo ci ponad 1000 mm stosuje si drug dysz gazu
podgrzewaj cego, przemieszczaj c si za dysz tn c , przy grubo ci materiału ponad
2000 mm przechodzi przez ni nawet 65% gazu palnego. Za wzgl du na wielkie ilo ci
wydzielanego ciepła konieczna jest lepsza ochrona elementów konstrukcji palnika,
znacz co zwi ksza si np. z tego powodu odległo mi dzy dysz tn c a materiałem.
Tab. 9.4. Przykładowe parametry ci cia elementów grubo ciennych ze stali niestopowych
Grubo
mm
300
2500
Ci nienie tlenu
MPa
0,3
0,09
Wydatek tlenu
m
3
/h
30
500
Wydatek propanu
m
3
/h
3
80
Pr dko ci cia
m/h
9
0,9
Odległo dyszy
mm
30
100

156
9.2.6.
CI CIE O PODWY SZONEJ WYDAJNO CI
Zwi kszenie wydajno ci ci cia słu y przede wszystkim poprawie wska ników
ekonomicznych, cz sto pod tym poj ciem rozumie si ł czne nakłady
na przygotowanie elementu, a wi c ci cie o podwy szonej dokładno ci, dzi ki
któremu nie ma konieczno ci ko cowej obróbki mechanicznej kraw dzi, równie
znacz co zwi ksza wydajno procesu.
Oczywistymi sposobami podwy szenia wydajno ci jest zwi kszanie koncentracji
ciepła na materiale ci tym, ale znacz ce wyniki w tym obszarze zapewniło dopiero
stosowanie metod ci cia przez topienie. W przypadku ci cia przez spalanie mo na
zwi kszy wydajno zmniejszaj c szeroko szczeliny ci cia. Uzyskuje si
to stosuj c tzw. dysze sto kowe o specjalnej geometrii (rys. 9.11) oraz zwi kszaj c
ci nienie tlenu ponad 0,7 MPa. Przykładowo ci cie tym sposobem płyty stalowej
o grubo ci 100 mm tlenem pod ci nieniem 4,2 MPa zapewnia pr dko ponad 15 m/h
i szeroko szczeliny ci cia 2,1 mm.
Spore efekty daje zastosowanie dysz z wymuszonym zawirowaniem tlenu tn cego.
Otó stwierdzono, e w procesie spalania metalu uczestniczy tylko wierzchnia
warstwa strumienia tlenu i znaczna cz
tego gazu przechodzi na drug stron
materiału w stanie niezmienionym. Po zawirowaniu wykorzystanie tlenu ro nie nawet
o 50%. Tak e zast pienie pojedynczej dyszy tn cej dwiema, z których druga jest
przesuni ta o ok. 10 mm do tyłu i ok. 1mm w bok, zwi ksza wydajno ci cia przy nie
zmienionym wydatku tlenu i minimalnie szerszej szczelinie ci cia.
W przypadku ci cia blach cienkich celowe jest zastosowanie palników posobnych,
w których dysza tlenowa znajduje si bli ej materiału, ni dysza mieszanki
podgrzewaj cej. Maleje przez to nieco przegrzanie materiału i skłonno
do rozlewania si
u la po jego spodniej powierzchni. W układach trzydyszowych jest
stosowana druga dysza tlenowa, która słu y do oczyszczania powierzchni szczeliny
ci cia.
Doskonałe efekty zapewnia pakietowanie blach cienkich, dzi ki czemu
równocze nie wycina si kilka identycznych elementów. Ł czna grubo pakietów nie
przekracza zwykle 60 mm, a grubo pojedynczych blach – 12 mm. Zalet takiego
rozwi zania jest tworzenie zaokr glonej kraw dzi ci cia tylko na najwy szej blasze.
Aby i tego unikn stosuje si technologi „ci cia pakietowego z blach złomow ”.
Górna blacha jest w niej przeznaczona na złom i bywa, e jest to rzeczywi cie
materiał wcze niej wybrakowany. Zastosowanie takiej wierzchniej blachy ze stali
niskow glowej umo liwia tak e ci cie pakietu blach stopowych, wierzchnia blacha
działa wtedy jak proszek czy drut elazny stosowane w opisanych wy ej metodach.
157
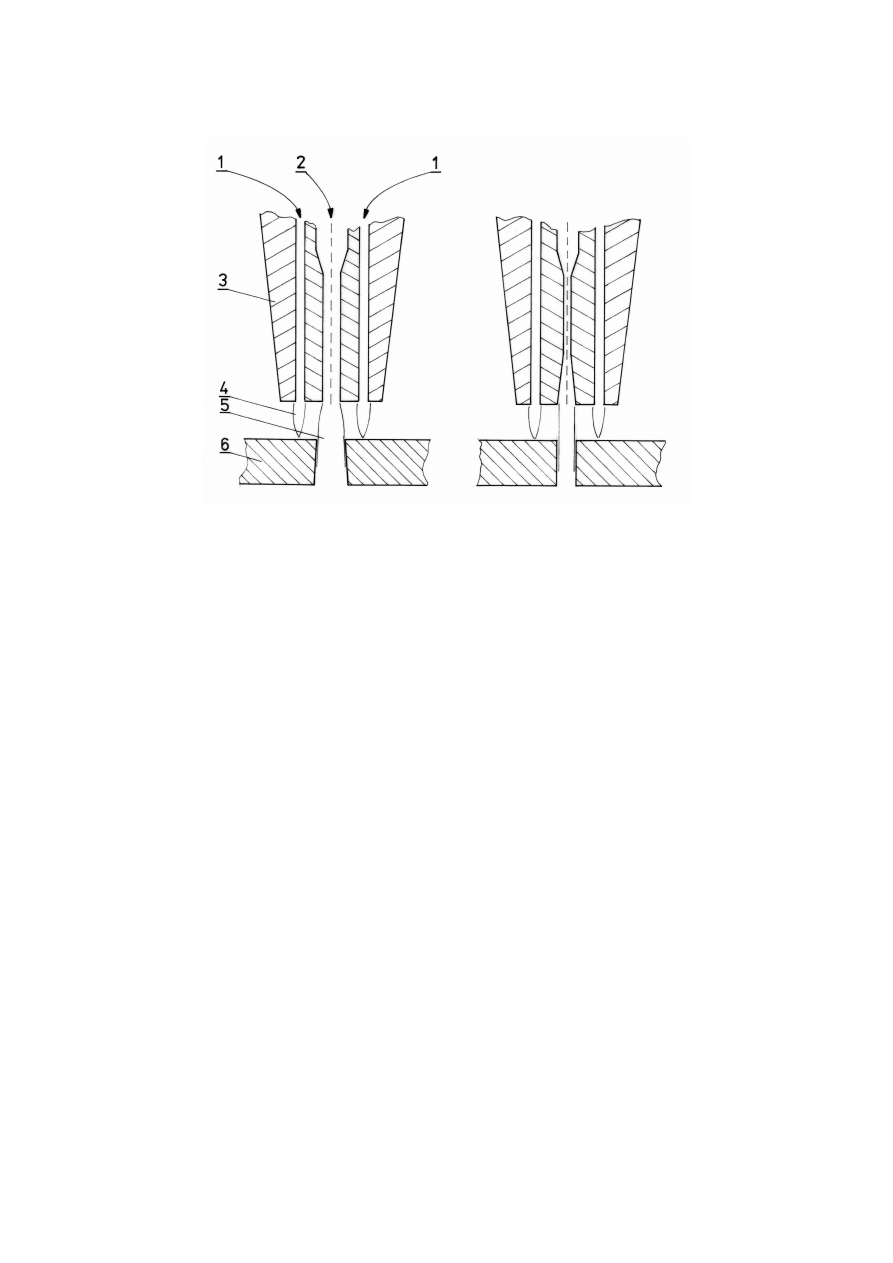
Rys. 9.11. Schemat głowicy do ci cia z dysz klasyczn (z lewej) i sto kow (z prawej);
1 – mieszanka palna, 2 – tlen tn cy, 3 – korpus dyszy, 4 – płomie podgrzewaj cy,
5 – strumie tlenu tn cego, 6 – materiał ci ty
9.2.7.
CI CIE PLAZMOWE
W przypadku ci cia plazmowego ródłem ciepła oddziaływuj cego na materiał jest
kontrolowany strumie plazmy. Plazma, to cz ciowo lub całkowicie zjonizowany
gaz. Stan ten bywa osi gany w wysokiej temperaturze, wynosz cej w przypadku
cz ciowej jonizacji kilkana cie do kilkudziesi ciu tysi cy ºC. Tak temperatur
osi ga si oddziałuj c na gaz ciepłem łuku elektrycznego, a jednocze nie gwałtownie
spr aj c go np. w dyszy o odpowiedniej geometrii. Plazma dla potrzeb ci cia jest
generowana w specjalnych głowicach (rys. 9.12), które konstrukcyjnie bardzo
przypominaj głowice do spawania metod GTA (patrz rozdz. 3). Zasadnicza ró nica,
to konstrukcja dyszy gazowej, która dla potrzeb tworzenia plazmy musi powodowa
gwałtowny wzrost ci nienia przepływaj cego gazu. Dysza bardzo silnie si nagrzewa,
tote wykonuje si j z miedzi jako konstrukcj masywn , chłodzon przez
wbudowany obieg wodny. Klasyczne elektrody (dla gazów oboj tnych)
s wykonywane najcz ciej z wolframu z dodatkiem toru lub lantanu i maj trwało
do 20 h pracy. Ich rednica wynosi 2-5 mm, a rednica otworu dyszy od 1,2 do 7 mm.
Ci cie prowadzi si pr dem stałym o normalnej polaryzacji (minus na elektrodzie,
dzi ki czemu wydziela si na niej tylko 30% ciepła łuku). Napi cie łuku wynosi
50–200 V, nat enie 1000 A i wi cej. Przepływ gazu plazmotwórczego mo e by
znacz cy i wynosi nawet ponad 100 dm
3
/min. Podczas ci cia, w celu optymalizacji
przebiegu procesu, zmieniane bywaj trzy parametry: nat enie pr du, pr dko ruchu
głowicy oraz odległo wylotu dyszy od materiału.
158
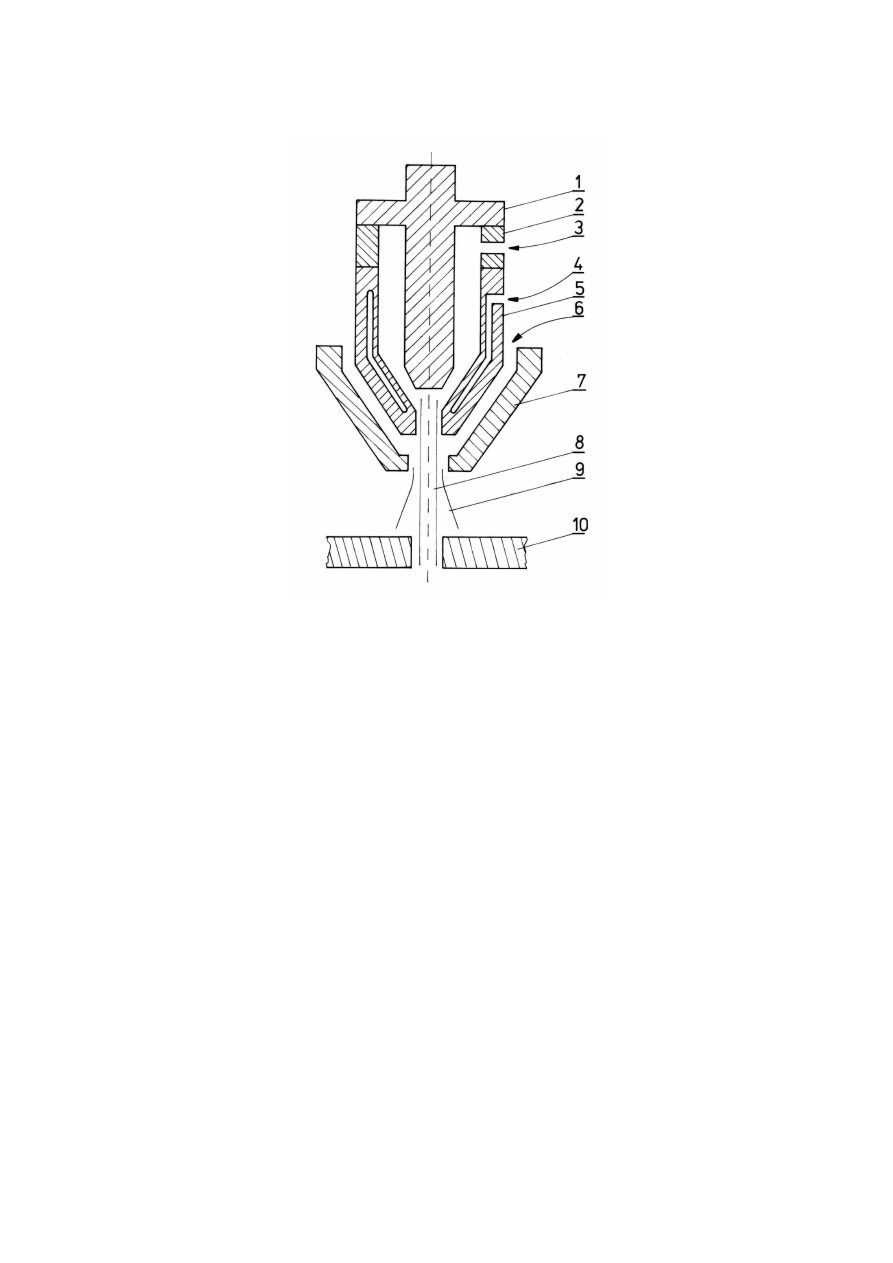
Rys. 9.12. Schemat głowicy do ci cia plazm z dodatkow osłon gazow ; 1 – katoda,
2 – pier cie izoluj cy, 3 – gaz plazmotwórczy, 4 – medium chłodz ce, 5 – metalowa dysza plazmowa,
6 – gaz ochronny, 7 – ceramiczna dysza gazu ochronnego, 8 – strumie plazmy, 9 – gaz ochronny,
10 – materiał ci ty
Istniej dwie podstawowe odmiany ci cia plazmowego: łukiem zale nym, który
jarzy si mi dzy elektrod , a ci tym materiałem oraz łukiem niezale nym,
nazywanym te wewn trznym, jarz cym si mi dzy elektrod , a dysz (rys. 9.13).
Pierwsza z odmian jest znacznie popularniejsza, gdy zapewnia dodatkowe
podgrzewanie materiału ci tego ciepłem łuku. Ci mo na w ten sposób tylko
materiały przewodz ce pr d. Łuk niezale ny jest stosowany do ci cia materiałów
nieprzewodz cych, a czasem tak e do precyzyjnego ci cia materiałów metalicznych
o małej grubo ci. Wad tej metody jest przyspieszone zu ycie dysz. Łuk wewn trzny
jest te cz sto stosowany podczas rozpoczynania procesu ci cia łukiem zale nym
i słu y do wst pnej jonizacji gazu plazmotwórczego. Do jego krótkotrwałego
zajarzenia słu specjalne bloki zasilacza, nazywane jonizatorami.
159
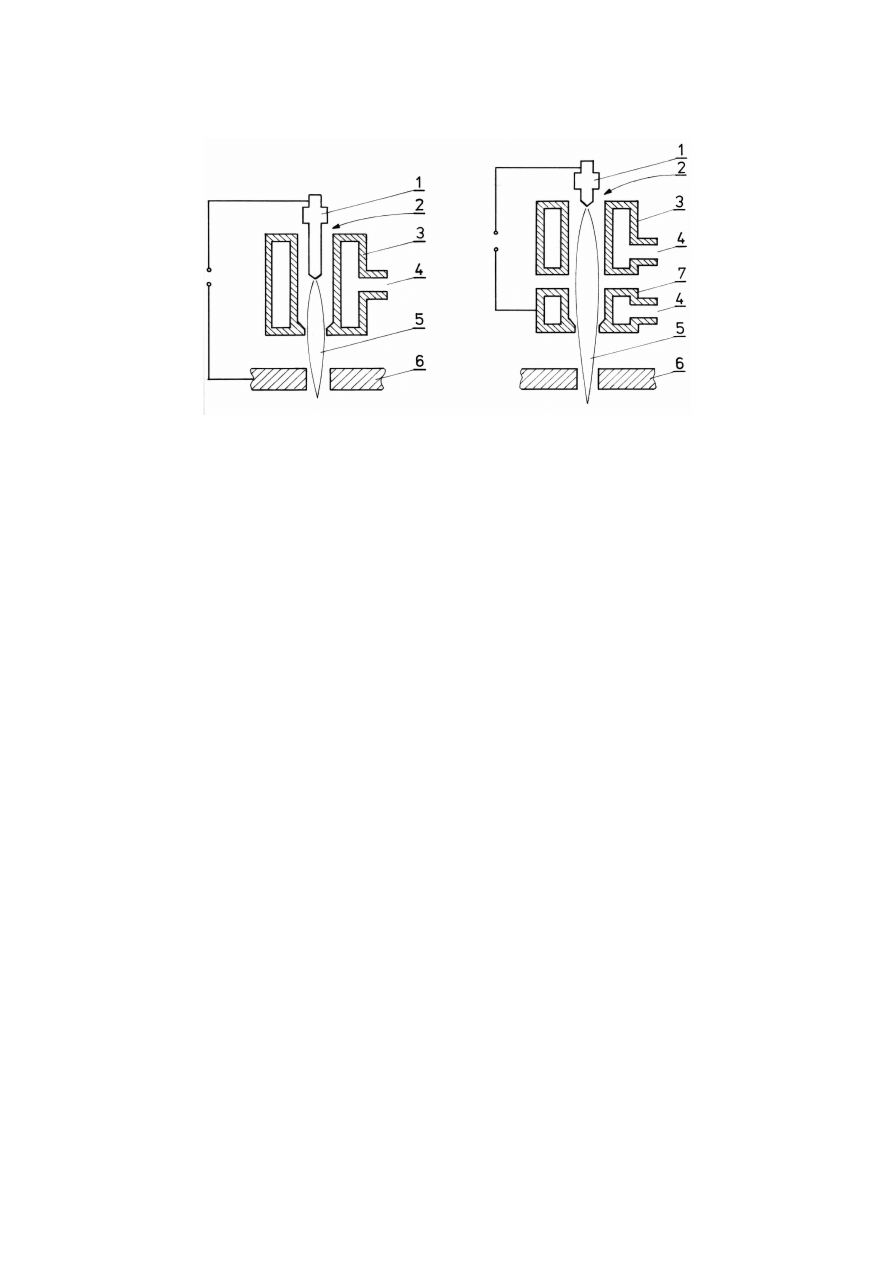
Rys. 9.13. Schemat głowicy z łukiem zale nym (z lewej) i niezale nym (z prawej); 1 – katoda,
2 – gaz plazmotwórczy, 3 – dysza, 4 – medium chłodz ce, 5 – strumie plazmy, 6 – ci ty materiał,
7 – anoda
Wy sza temperatura procesu ci cia, ni w przypadku ci cia płomieniowego
i łukowego, umo liwia topienie i odparowanie praktycznie wszystkich metali
technicznych, a strumie gazu o wysokim ci nieniu i du ej pr dko ci przepływu
ułatwia usuwanie stopionego metalu ze szczeliny ci cia. Tak e koncentracja ciepła
jest wysoka, wynosi od 10
7
do 10
8
W/cm
2
dla łuku wewn trznego i 10
8
–10
9
W/cm
2
dla
łuku zewn trznego.
W porównaniu z ci ciem tlenowym, ci cie plazmowe powoduje powstanie szerszej
szczeliny, natomiast SWC jest zwykle w sza. Dodatkowy problem stwarza hałas
przekraczaj cy 110 dB, powodowany przez osi gaj cy pr dko nadd wi kow
strumie gazu. Oznacza to konieczno otaczania stanowisk do ci cia plazmowego
ekranami akustycznymi. Korzystne jest zastosowanie głowic z dodatkow zewn trzn
koncentryczn dysz , doprowadzaj c strumie wody, pełni cy funkcj kurtyny
(rys. 9.14). Zaw a ona strumie gazu ochronnego, chłodzi materiał rodzimy
i obni a poziom hałasu do 95 dB. Znaczne obni enie poziomu hałasu, do mniej ni
75 dB, mo na uzyska prowadz c ci cie plazmowe pod wod , w specjalnie
skonstruowanych basenach. Rozwi zuje to tak e inny problem, a mianowicie
intensywnego pylenia, towarzysz cego ci ciu plazmowemu. Pyły – to ziarenka
stopionego i powtórnie zestalonego metalu, cz sto cz ciowo lub całkowicie
utlenione. W przypadku ci cia pod wod s one zatrzymywane i tworz zawiesin ,
a nast pnie osad, który musi by systematycznie usuwany ze zbiornika. Zastosowanie
kurtyny wodnej lub ci cia pod wod radykalnie rozwi zuje problem intensywnej
emisji promieniowania ultrafioletowego, które mo e by gro ne dla pracowników
obsługi.
Gazy plazmotwórcze to: argon, azot, wodór i, coraz cz ciej, powietrze. Powietrze
jest najta szym z nich, a zawarty w nim tlen cz ciowo spala podgrzany metal,
zwi kszaj c wydajno procesu. Powietrze powoduje jednak przyspieszone zu ycie
elektrod i dysz. Argon stosuje si do ci cia stali stopowych, stopów aluminium
160
i miedzi, azot – do ci cia cienkich blach, powietrze – do stali niestopowych, dodatek
tlenu korzystnie wpływa na jako kraw dzi ci cia.
W przypadku zastosowania gazów aktywnych konieczne jest zast pienie katod
wolframowych z dodatkiem toru i lantanu elektrodami cyrkonowymi lub hafnowymi.
Ich trwało pozostaje jednak niewielka, rz du 5 h pracy.
Zwi kszenie efektywno ci ci cia plazmowego osi gni to dzi ki zastosowaniu
w latach 90-tych ubiegłego wieku mieszanek bogatych w tlen i skonstruowaniu dysz,
zapewniaj cych stworzenie zawirowanego strumienia gazu, podobnie jak przy ci ciu
płomieniowym. Do zawirowania strumienia słu y dysza o specjalnej konstrukcji
(metoda hydefinition) lub pole magnetyczne (fineplasma).
Rys. 9.14. Schemat głowicy do ci cia plazmowego z kurtyn wodn . 1- gaz plazmotwórczy,
2 – woda, 3 – katoda, 4 -metalowa dysza gazowa, 5 – ceramiczna dysza wodna,
6 – strumie plazmy, 7 – pier cieniowy strumie wody, 8 – ci ty materiał
9.2.8.
CI CIE LASEROWE
Lasery (rys. 9.15) słu do generowania koherentnej wi zki wiatła, dzi ki
wzbudzeniu okre lonego medium (ciała stałego, gazu) za pomoc doprowadzonej
z zewn trz energii. Najistotniejsz cech lasera jest mo liwo koncentrowania energii
na bardzo niewielkiej powierzchni, nawet do g sto ci 10
10
W/cm
2
. Najwi ksz wad
jest natomiast nadzwyczaj niekorzystna relacja mi dzy moc , niezb dn do zasilania
urz dzenia, a moc generowan – pocz tkowo nie przekraczała ona 1 procenta!
W zale no ci od przeznaczenia w technice stosuje si ró norodne lasery, ich
konstrukcja i specyfika s nast puj ce:
1. Lasery rubinowe – o rodek czynny, to rubin. Wzbudzony, generuje wi zk
o długo ci fali 0,6943 µm. Lasery te maj mał sprawno i niewielk moc.
2. Lasery neodymowe Nd:YAG – o rodkiem czynnym jest granat itrowo-
aluminiowy z domieszk neodymu. Emituje promieniowanie w zakresie
bliskiej podczerwieni. Granat ma niski próg wzbudzenia, co ułatwia ci gł

161
emisj promieniowania. Lasery tego typu maj sprawno do 2%. Dopiero
domieszkowanie granatu holmem powoduje wzrost sprawno ci do 5%.
3. Lasery neodymowe Nd-glass, w których o rodkiem czynnym s pr ty ze szkła
optycznego z domieszk Nd
2
O
3.
Emituj wi zk o takiej samej długo ci jak
Nd-YAG. O rodek czynny jest ta szy i łatwiej wykonywa z niego elementy
o du ych wymiarach. Zasadnicza wada, to małe przewodnictwo cieplne pr ta
i konieczno jego intensywnego chłodzenia.
4. Lasery diodowe – HDPL wykorzystuj zjawisko emisji promieniowania przez
diody wiec ce, głównie z GaAs domieszkowanego Al, In lub P, emituj ce
fale długo ci 900-990 nm. Dioda emituje wiatło o mocy kilku mW - ł czy si
je w pr ty, a te w pakiety. Moc laserów HDPL nie przekracza 4 kW, ale ich
sprawno jest rekordowo wysoka – do 50%. Lasery tego typu umo liwiaj
obecnie tworzenie ognisk o g sto ci mocy mniejszej ni 10
5
W/cm
2
i praktycznie nie nadaj si do ci cia termicznego.
5. Lasery pompowane diodowo – lasery Nd:YAG pompowane laserami
diodowymi. Daje to wzrost sprawno ci energetycznej nawet o 35%.
Wszystkie wy ej wymienione typy laserów mog u ywa
wiatłowodów
(nawet o długo ci 100 m) do przekazywania wi zki od generatora do głowicy.
6. Lasery CO
2
(molekularne) wykorzystuj jako o rodek czynny mieszank CO
2
+ N
2
+ He w proporcjach 3:3:20, pod ci nieniem kilku do kilkudziesi ciu kPa
(lasery małej mocy) lub do 5 MPa (lasery du ej mocy), przepływaj c przez
rur wyładowcz . Emitowane promieniowanie mie ci si w zakresie redniej
podczerwieni z dominuj c lini fali 10 µm. Sprawno energetyczna
dochodzi do 14%. Produkowane s lasery:
-
z podłu nym przepływem medium – gaz jest chłodzony na zewn trz rury
wyładowczej, co pozwala na osi ganie mocy do 7 kW,
-
z przepływem poprzecznym o du ym nat eniu. Gdy ci nienie wynosi
kilka MPa, a elektrody s zabezpieczone przed wyładowaniem łukowym,
osi galna jest moc do 45 kW,
-
bezprzepływowe – SLAB. Wyładowanie zachodzi w szczelinie mi dzy
dwiema płaskimi elektrodami, o rodek jest wzbudzany przez generator
wysokiej cz stotliwo ci. Osi gaj moc do 5 kW, ale wyró niaj si
małymi wymiarami i minimalnym zu yciem medium czynnego – jedna
butla wystarcza na rok pracy.
7. Lasery ekscymerowe, działaj i s skonstruowane podobnie do laserów CO
2
,
lecz o rodkiem aktywnym jest mieszanka gazów CO
2
+N
2
+He+O
2
+CO+Xe.
Istniej trzy typy konstrukcji układu optycznego: nieruchoma głowica sprz ona
mechanicznie z laserem i ruchomy stół z przedmiotem obrabianym, głowica z laserem
umieszczona na ruchomym ramieniu i nieruchomy stół oraz nieruchomy laser i stół,
a ruchoma głowica (tzw. lataj ca optyka). Ostatnie z tych rozwi za jest stosowane
najcz ciej.
W przypadku ci cia laserowego znajduj zastosowanie trzy mechanizmy ci cia.
Przy najwi kszej koncentracji energii proces odbywa si przez odparowanie materiału,
162
przy mniejszej g sto ci nast puje ci cie przez topienie i wydmuchiwanie stopionego
metalu strumieniem gazu. Do metali spełniaj cych warunki ci cia termicznego tlenem
(głównie stale niskostopowe) stosuje si ci cie przez wypalanie, w którym metal
wzdłu linii ci cia jest spalany w strumieniu czystego tlenu. Dodatkowym medium
w pierwszej metodzie jest gaz oboj tny (argon, azot), w drugiej azot lub powietrze,
w trzeciej tlen o du ej czysto ci.
Ci cie przez odparowanie jest stosunkowo mało wydajne, ci cie przez topienie
zapewnia wi ksz wydajno , ale jest mniej dokładne. Najwi ksze pr dko ci ci cia,
bo nawet trzykrotnie wi ksze, ni przy ci ciu przez topienie, osi ga si przy ci ciu
przez wypalanie, ale linia ci cia jest szersza i wyst puje ryzyko utlenienia kraw dzi
ci tego materiału. Do wykonywania otworów stosuje si najcz ciej lasery
z generatorem stałym (rubinowe), a ostatnio lasery ekscymerowe.
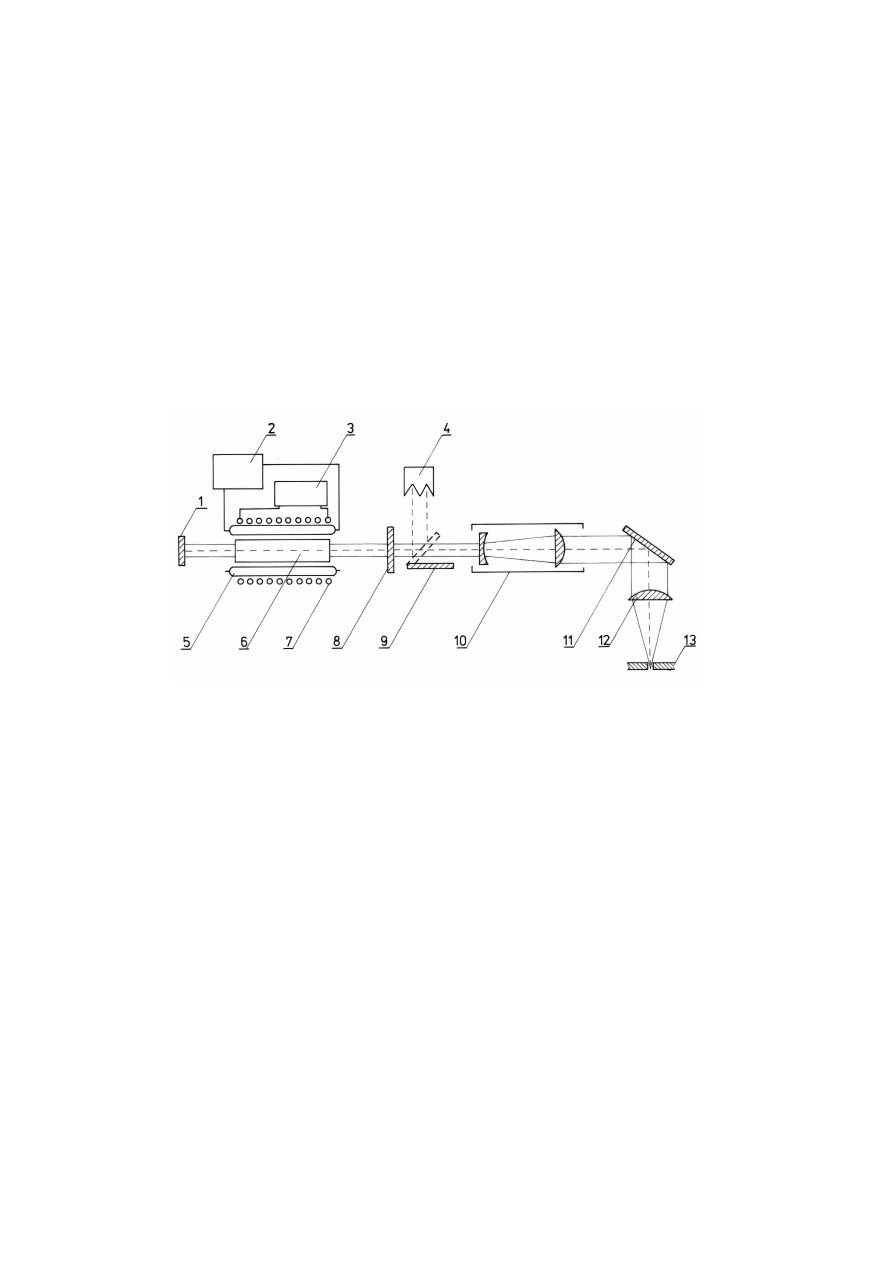
Rys. 9.15. Schemat przecinarki laserowej; 1 – zwierciadło tylne, 2 – zasilacz, 3 –pompa medium
chłodz cego 4 – układ tłumienia wi zki, 5 – lampa pompuj ca, 6 – pr t laserowy, 7 – układ chłodzenia,
8 – zwierciadło przednie (półprzepuszczalne), 9 – zwierciadło ruchome, 10 – teleskop (poszerza wi zk ),
11 – zwierciadło, 12 – soczewka ogniskuj ca, 13 – materiał ci ty
Przebieg ci cia laserowego determinuje szereg czynników, zwi zanych
z konstrukcj urz dzenia, parametrami lasera, wybranymi parametrami procesu,
rodzajem materiału ci tego, geometri i rozmieszczeniem przestrzennym wycinanych
elementów.
Pierwszym czynnikiem jest moc urz dze . Wraz ze wzrostem mocy zwi ksza si
maksymalna mo liwa grubo ci tego materiału i maksymalna pr dko ci cia.
Najbardziej masowo produkowane lasery do ci cia maj moc nie przekraczaj c
5 kW. Wraz ze wzrostem mocy narastaj trudno ci z uzyskaniem wi zki wysokiej
jako ci, ro nie tak e koszt urz dzenia.
Drugim czynnikiem jest rozkład energii w wi zce, wynikaj cy z jej drga
poprzecznych. Rozkład energii wi zki na jej przekroju poprzecznym okre la si
skrótem
TEM
(Transverse
Electromagnetic
Mode
–
poprzeczna
fala
elektromagnetyczna). Najwi ksze skupienie wi zki i najmniejsz rozbie no
zapewnia rozkład jednomodowy, podstawowy - TEM
00
. Charakteryzuje j gaussowski
rozkład nat enia promieniowania i amplitudy pola elektrycznego. Wymuszanie pracy

163
lasera w modzie podstawowym wi e si jednak ze znacznym zmniejszeniem energii
promieniowania, od 2 razy w laserach CO
2
do 5-6 razy w laserach ciała stałego,
w porównaniu z wi zk wielomodow . Zastosowanie wi zki wielomodowej wi e si
z mniejszymi stratami energii, ale mo liwo jej ogniskowania jest bardziej
ograniczona, lasery generuj ce takie wi zki lepiej nadaj si do spawania, ni
do ci cia.
rednica ogniska jest kolejnym czynnikiem, wpływaj cym na proces ci cia. Dla
zapewnienia mo liwo ci znacznego skupienia wi zki przez soczewki po dane jest
tworzenie wi zki pierwotnej o maksymalnie du ej
rednicy, co zapewnia
zastosowanie w układzie optycznym tzw. teleskopu. Potem rednica wi zki zale y
tylko od ogniskowej soczewki lub zwierciadła. Im jest ona mniejsza, tym silniejsze
skupienie. Dlatego do wiercenia zaleca si krótkie ogniskowe, pozwalaj ce
na stworzenie plamki o rednicy od 0,0025 do 1,5 mm, co zapewnia moc powy ej
10
9
W/cm
2
. Do ci cia wystarczy wi zka o rednicy ogniska od 0,5 do 1,5 mm,
zapewniaj ca moc 10
6
-10
7
W/cm
2
. Dla laserów CO
2
zaleca si ogniskow 125 mm
i ognisko o rednicy 0,25 mm (gł boko ogniska – 0,5 mm).
O jako ci ci cia decyduje tak e poło enie ogniska wi zki. Poło enie ogniska jest
okre lane wzgl dem górnej powierzchni materiału. Gdy ognisko znajduje si
dokładnie na jego powierzchni, przyjmuje si , e f = 0, gdy jest poni ej, to f < 0, gdy
znajduje si ponad materiałem – f > 0.
Kolejnym czynnikiem jest dobór gazu towarzysz cego i sposobu jego
doprowadzenia. U ywa si w tym celu: azotu, argonu, tlenu i spr onego powietrza.
Zastosowanie powietrza mo e by uzasadnione tylko jego nisk cen , gdy jako
powierzchni ci tych jest wtedy najgorsza. Tlen zapewnia wysok wydajno procesu
w przypadku ci cia metali spalaj cych si w tlenie z wydzielaniem ciepła. Jako
powierzchni ci tych jest wtedy wysoka (przede wszystkim niewielka chropowato ).
Zastosowanie azotu jest szczególnie uzasadnione do ci cia stali wysokostopowych,
aluminium i innych metali nie elaznych, ogranicza jednak pr dko ci cia oraz
wymusza bardzo precyzyjn regulacj parametrów ci cia. Powierzchnie ci te
z zastosowaniem azotu s równie utwardzone. Argon, zalecany do ci cia niobu,
tantalu, molibdenu i wanadu, wymaga zastosowania wi zki wi kszej mocy ze wzgl du
na straty energetyczne powodowane jego niskim potencjałem jonizacji.
Ci nienie gazu towarzysz cego waha si w bardzo szerokich granicach – od kilku
do 800 kPa. Co ciekawe, przy ci ciu cienkich blach tlenem jego ci nienie musi by
znacznie wi ksze, ni w przypadku przecinania znacznie grubszych blach
o analogicznym składzie.
Po dana jest minimalizacja szeroko ci szczeliny, powstaj cej podczas ci cia.
W zale no ci od grubo ci materiału wynosi ona od 0,1-1,0 mm. Zmniejszeniu jej
szeroko ci sprzyja zastosowanie dysz gazowych małej rednicy i precyzyjne
regulowanie odległo ci dyszy od ci tego materiału, która powinna by zbli ona
do rednicy dyszy gazowej - czyli wynosi 0,5-2,0 mm. Wa ne jest, aby dysza była
dokładnie współosiowa z wi zk lasera i zapewniała laminarny wypływ gazu.
Dopuszczalny bł d współosiowo ci wynosi ±0,05 mm.

164
Pr dko ci cia zale y nie tylko od mocy lasera i mo liwo ci układu nap dowego
głowicy, musi by ona ci le dobrana do składu chemicznego i stanu materiału
ci tego.
Dla danej mocy wi zki (tu: laser CO
2
moc 3 kW) i rodzaju ci tego materiału
pr dko ci cia jest odwrotnie proporcjonalna do grubo ci, np. dla stali niskostopowej
grubo ci 1 mm pr dko ci cia wynosi 10 m/min, dla grubo ci 5 mm – 3 m/min,
grubo ci 10 mm – 1,6 m/min, a 20 mm – 0,7 m/min. Dla tego samego lasera pr dko
ci cia aluminium zmienia si od 11 m/min dla grubo ci 1 mm, przez 2,4 m/min dla
grubo ci 3 mm, do 0,9 m/min dla grubo ci 6 mm. Przyjmuje si przy tym zwykle,
e maksymalna pr dko ci cia, osi galna w danych warunkach, zapewnia najlepsz
jako powierzchni ci tych.
Du y wpływ na ci cie ma skład chemiczny i stan materiału ci tego. Nawet
niewielkie zmiany składu wywołuj konieczno dokonywania zmian w parametrach
ci cia. W krajach wysoko rozwini tych pojawiły si ostatnio stale „przyjazne obróbce
laserowej” („laser friendly”). W przypadku metali nie elaznych wyra nie trudniej jest
ci metale czyste ni stopy. Inaczej, ni w przypadku klasycznych metod ci cia
termicznego, ogromny wpływ na proces ci cia ma stan powierzchni materiału, nawet
niewielkie zabrudzenia mog doprowadzi do niepełnego przetopu.
Ci cie laserowe bywa rozpatrywane jako alternatywa dla ci cia plazmowego.
Bezdyskusyjna jest przewaga urz dze laserowych, je li chodzi o dokładno
odwzorowania wycinanych kształtów – mo e by lepsza ni ±0,1 mm, gdy dla ci cia
plazmowego wynosi co najwy ej ±0,15 mm. Tak e szeroko linii ci cia plazmowego
jest znacznie wi ksza – np. dla stali grubo ci 6 mm wynosi odpowiednio
3,2 i 0,3 mm. Strefa wpływu ciepła przy ci ciu laserowym jest co najmniej dwukrotnie
w sza, ni przy ci ciu plazmowym (w praktyce ró nica mo e by nawet
pi ciokrotna). Tak e utwardzenie powierzchni ci tych jest w przypadku ci cia
laserowego mniejsze ni przy ci ciu plazmowym.
9.2.9.
DR
ENIE WI
ZK
ELEKTRONÓW
Wi zka elektronów została po raz pierwszy wykorzystana do topienia metalu
w 1910 r. Stwierdzono, e w przypadku zastosowania bardzo du ego napi cia
przyspieszaj cego mo na nada elektronom niemal nieograniczon energi
kinetyczn . Same elektrony s natomiast tak małe, e uderzaj c w dowoln
przeszkod oddaj jej energi na bardzo małej powierzchni, nagrzewaj c
j błyskawicznie. Na dodatek sterowanie wi zk jest relatywnie proste dzi ki
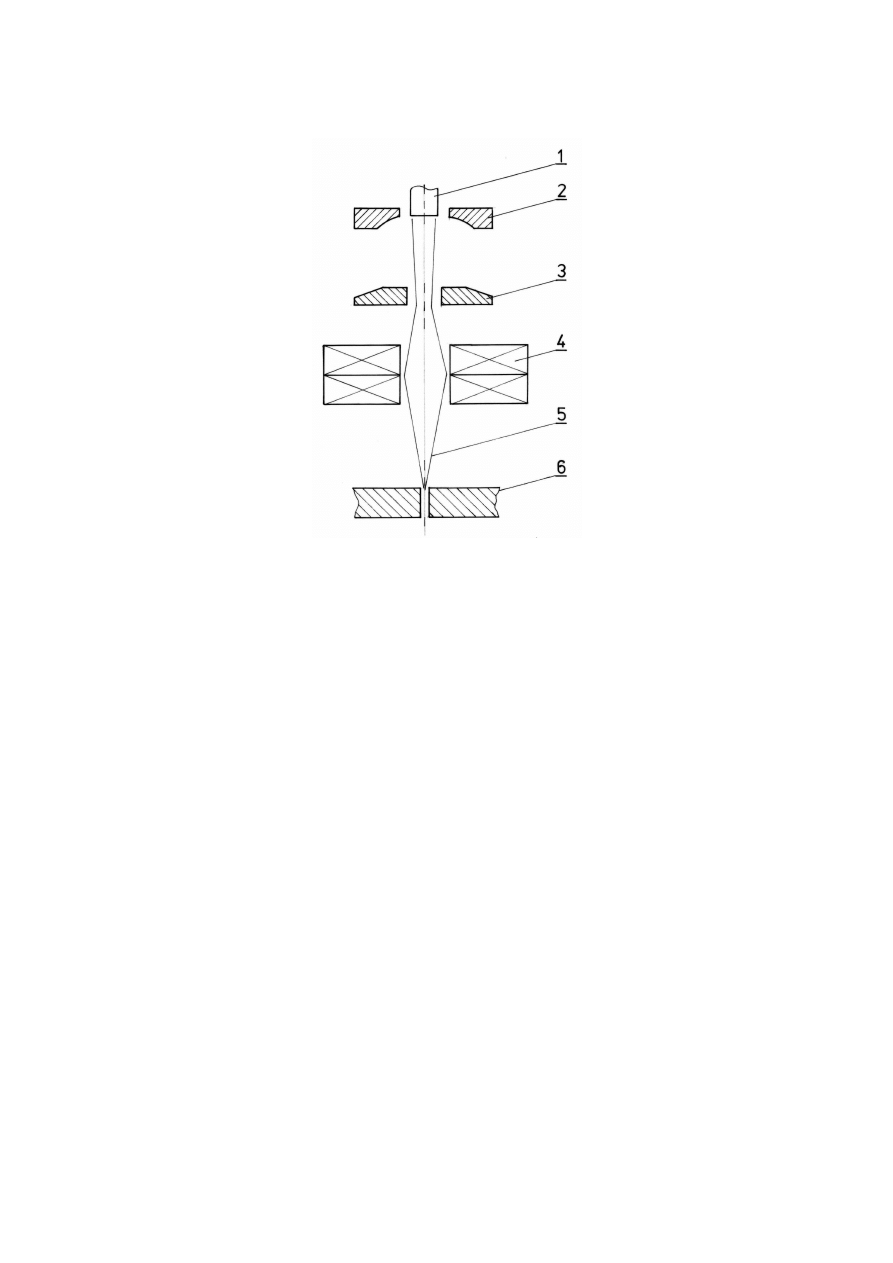
zastosowaniu soczewek magnetycznych (rys. 9.16).
165
Rys. 9.16. Schemat dr arki elektronowej; 1 – katoda, 2 – elektroda steruj ca, 3 – anoda,
4 – soczewki elektromagnetyczne (ogniskuj ce i steruj ce), 5 – wi zka elektronów, 6 – materiał ci ty
Generowana wi zka ma jako narz dzie dwie wady: elektrony oddaj energi
ka dej napotkanej przeszkodzie, np. atomom gazu, jakie napotykaj na swej drodze.
Dlatego wi zka elektronów zachowuje sw energi jedynie w pró ni i ci cie z jej
u yciem powinno odbywa si w komorach pró niowych. Po drugie, hamowane
elektrony
wyzwalaj
kwanty
promieniowania
przenikliwego,
zwanego
promieniowaniem X lub rentgenowskim. Dlatego obszary obróbki wi zk nale y
ekranowa dla ochrony personelu.
W praktyce ci cie wi zk elektronów bywa stosowane do wykonywania
precyzyjnych elementów z cienkich blach, np. do produkcji elementów lamp
elektronowych du ej mocy. Znacznie cz ciej wi zki elektronów u ywa si
do dr enia precyzyjnych otworów o małej rednicy. Przykładowo w blachach,
tworz cych elementy konstrukcji turbin gazowych nowej generacji, jest takich
otworów po kilka milionów.
9.3.
ZASTOSOWANIA CI CIA TERMICZNEGO
Ci cie termiczne zastosował po raz pierwszy E. Menne w 1901 r. Do wypalania
korków w otworach spustowych wielkich pieców. Gaz palny – wodór oraz tlen
doprowadzano koncentrycznymi, stalowymi rurami do prostych dysz, skierowanych
na korek.
W 1904 r. Niemiec E. Wiss opatentował acetylenowo-tlenowy, koncentryczny
palnik do ci cia, a Belg H. Jottrand, w 1905 r. – palnik posobny. Palniki obydwu
typów błyskawicznie znalazły licznych u ytkowników, a ci cie zyskało powszechne

166
uznanie po zastosowaniu go do demonta u mostu na Elbie w Barby, co zaj ło ok.
5 dni, podczas gdy zastosowanie metod klasycznych wymagałoby pi ciu tygodni
pracy.
Bardzo szybko skonstatowano, e za pomoc palnika Wissa mo na prowadzi
ci cie kształtowe, trudne b d niemo liwe do wykonania metodami mechanicznymi.
Konkurencyjno ci cia termicznego wobec mechanicznego była tym wi ksza,
im grubszy materiał miał by ci ty. Ju w 1913 r. po raz pierwszy przeci to blok
stalowy o grubo ci 1 m. Niemo no ci cia tlenem metali nie elaznych i wi kszo ci
stali wysokostopowych nie stanowiła pocz tkowo istotnego mankamentu, gdy
niecz sto wykonywano z tych metali konstrukcje grubo cienne, a cienkie elementy
mo na było ci mechanicznie.
Zastosowanie w 1957 r. ci cia plazmowego umo liwiło tak e ci cie termiczne
metali nie spełniaj cych warunków ci cia przez wypalanie tlenem. Zastosowanie
po 1960 r. ci cia laserowego stworzyło mo liwo ci cia wszystkich materiałów
z du dokładno ci i niewielkimi stratami.
Ci cie termiczne jest uznawane za podstawowy sposób przygotowywania
elementów konstrukcji metalowych o grubo ciach przekraczaj cych 30 mm,
a w szczególno ci konstrukcji spawanych. Dokładno ci cia stale zwi ksza si i jest
mo liwe precyzyjne wycinanie elementów, które nie wymagaj dalszych operacji
technologicznych w odniesieniu do kraw dzi ci cia, bez obróbki mechanicznej mog
nawet tworzy pary kinematyczne.
W przypadku elementów metalowych o małej grubo ci, czyli do 30 mm, zalety
ci cia termicznego, to wysoka wydajno (pr dko ci cia blach o grubo ci ok. 1 mm
wynosi nawet powy ej 1 m/s), dokładno i rekordowo niski koszt jednostkowy.
Na coraz szersz skal stosuje si ci cie termiczne materiałów niemetalowych –
tworzyw sztucznych, tkanin, cho ograniczenie stanowi cz sto ryzyko zapalenia
ci tego materiału. Wdra ane s technologie ci cia materiałów kompozytowych, blach
pokrywanych tworzywami sztucznymi i innych, zaawansowanych materiałów.
9.4.
CZ
PRAKTYCZNA
1. Zapoznanie z konstrukcj i obsług najpowszechniej stosowanych urz dze
do ci cia termicznego, metodami ci cia, jego przebiegiem oraz rezultatami ci cia
w postaci wyci tych elementów, z uwzgl dnieniem jako ci kraw dzi.
2. Omówienie i przedstawienie r cznego palnika in ektorowego z koncentryczn
dysz , zmechanizowanego palnika z układem posobnym dysz, palnika
do kształtowego ci cia z wykorzystaniem wzorców i rolki magnetycznej, palnika
do r cznego ci cia plazm powietrzn .
3. Pokaz zapalania i regulacji płomienia palników, sposób nagrzewania materiału
przed rozpocz ciem ci cia oraz ci cia r cznego tlenem i zmechanizowanego ci cia
tlenem blach stalowych o grubo ci od 3 do 15 mm oraz blachy aluminiowej
grubo ci 3mm plazm powietrzn .
167
4. Omówienie szczególnych cech kraw dzi ci tych elementów oraz porównanie ich
jako ci. Wyniki ci cia nale y porówna z wynikami ci cia plazmowego
i laserowego materiałów o podobnej grubo ci i składzie.
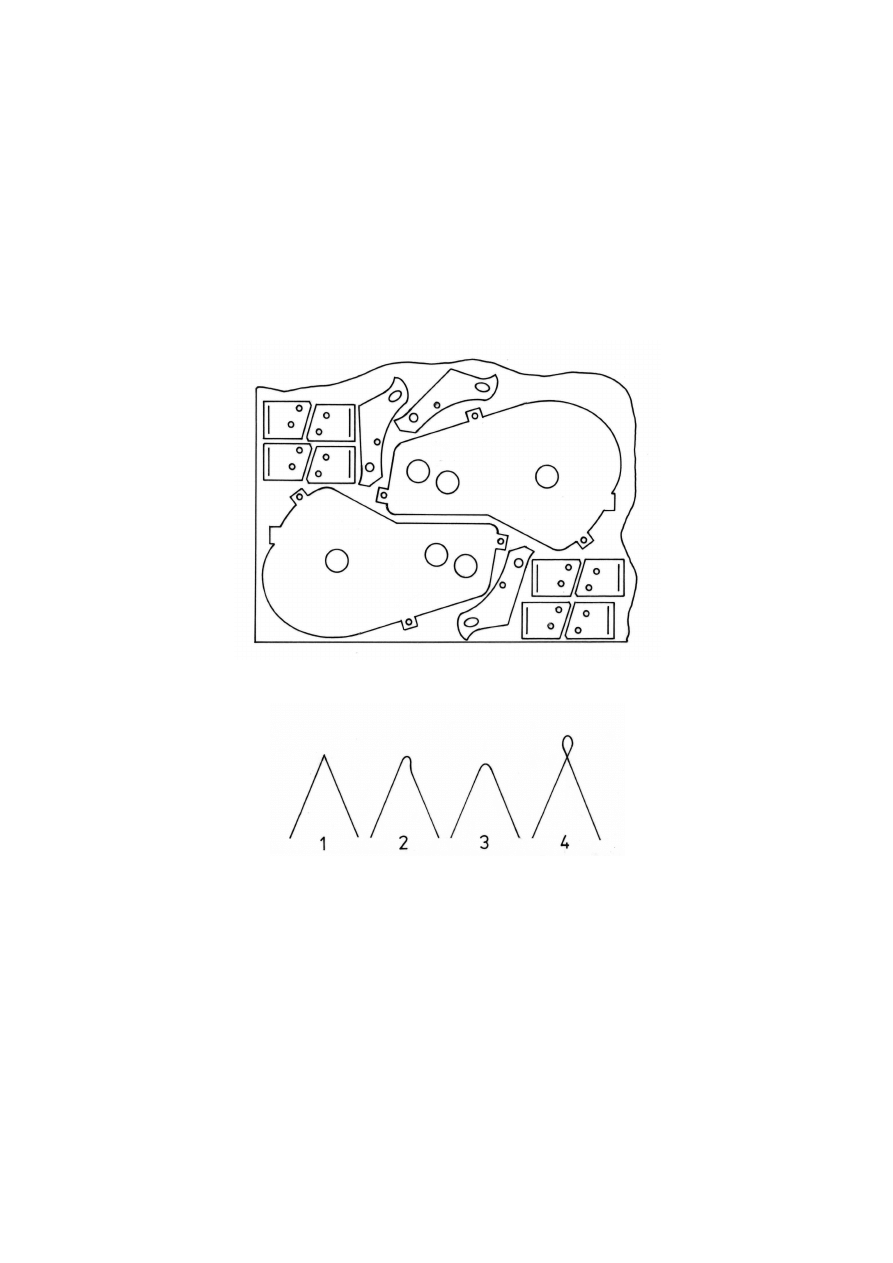
5. Prezentacja ogólnych zasad rozmieszczania elementów do ci cia na arkuszach
blach (tzw. rozkrój – rys. 9.17) oraz sposobów ci cia elementów z ostrymi
kraw dziami (rys. 9.18).
6. Opisanie zasady przebijania materiału przed ci ciem oraz omówienie typowych
niezgodno ci i zaburze procesu ci cia termicznego.
Rys. 9.17. Przykładowe rozmieszczenie detali do wyci cia na arkuszu blach
Rys. 9.18. Przykładowe geometryczne ograniczenia dokładno ci odwzorowania konturu ci tego
elementu o ostrych kraw dziach (1) wynikaj ce z bezwładno ci głowicy (2) i rednicy strumienia tn cego
(3). Rozwi zaniem mo e by zastosowanie trajektorii „z p tl ” (4)
UWAGI DO SPRAWOZDANIA
Sprawozdanie z wiczenia powinno obejmowa :
•
opis prezentowanych urz dze ,
•
obserwacje dotycz ce przebiegu ci cia,
•
porównanie jako ci kraw dzi ci tych w kontek cie obowi zuj cych norm.

168
LITERATURA
[1] PILARCZYK J., Poradnik In yniera. Spawalnictwo. Tom 2, WNT, Warszawa 2005.
[2] KLIMPEL A. Technologia spawania i ci cia metali, Wyd. Politechniki l skiej. Gliwice 1997.
[3] POLEWOJ G. SUCHININ G. Gazoplamennaja obrabotka metallow, Akademia. Moskwa 2005.
[4] JÓ WICKI R. Technika laserowa i jej zastosowania, Oficyna Wyd. Politechniki Warszawskiej.
Warszawa 2009.
[5] SCHELLHASE M. Der Schweisslichtbogen – ein technologisches Werkzeug, Verlag Technik. Berlin
1985.
[6] Schweissen. G- E- MAG-Schweissen. Thermisches Trennen. Verlag Technik. Berlin 1985.
WYKAZ NORM
PN-EN ISO 9013:2003 Ci cie termiczne – Klasyfikacja ci cia termicznego – Specyfikacja geometrii
wyrobu i tolerancje jako ci.
PN EN 2820:1997 Badania odbiorcze przecinarek do ci cia tlenowego. Dokładno odwzorowania.
Charakterystyki działania.
PN-74/M-69103 Spawalnictwo. Przecinarki półautomatyczne do ci cia tlenem. Wymagania i budowa.
Wyszukiwarka
Podobne podstrony:
Cięcie cesarskie u klaczy(1)
Cięcie wyrzynarką
07 Ciecie
2014 09 29 ZUPA Z CIECIERZYCY
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
Gdy mi ciecie zabraknie
cięcie DRZEW I KRZEWÓW
ocenzurowana wystawa-poszlo o ciecie wraku, a obchody pierwszej rocznicy , pobicie reportera przez s
Ciecierzyca, 01 - inf . podstawowe
CIECIERZYCA Z RUKWIĄ I SHERRY
02 Cięcie blach, semestr 6, Technologia produkcji i remontu
05 Ciecie
cięcie
Droga Obliczenie punktów przej łuk koszowego met rzędnych od cięciey Łuk II
Cięcie termiczne
więcej podobnych podstron