P
OSTPROCESORY
-
F
REZARKI
D
EFINICJA
P
OSTPROCESORA NA PODSTAWIE SZABLONU
Najlepszym sposobem definiowania nowego postprocesora jest otwarcie jednocześnie:
- szablonu
Kreatora postprocesorów.
- EdgeCAM z obrobionym detalem, który do generacji kodu używa aktualnie tworzonego, wstępnie
skompilowanego postprocesora,
-
Edytora kodu z plikiem NC,
Otwarcie tych trzech programów równocześnie umożliwia bezpośredni wgląd w wygenerowany kod NC.
Po każdorazowej zmianie i ponownej kompilacji postprocesora zmiany w kodzie są nanoszone
automatycznie bez potrzeby ponownej generacji kodu z poziomu EdgeCAM.
B
UDOWA KREATORA
P
OSTPROCESORÓW
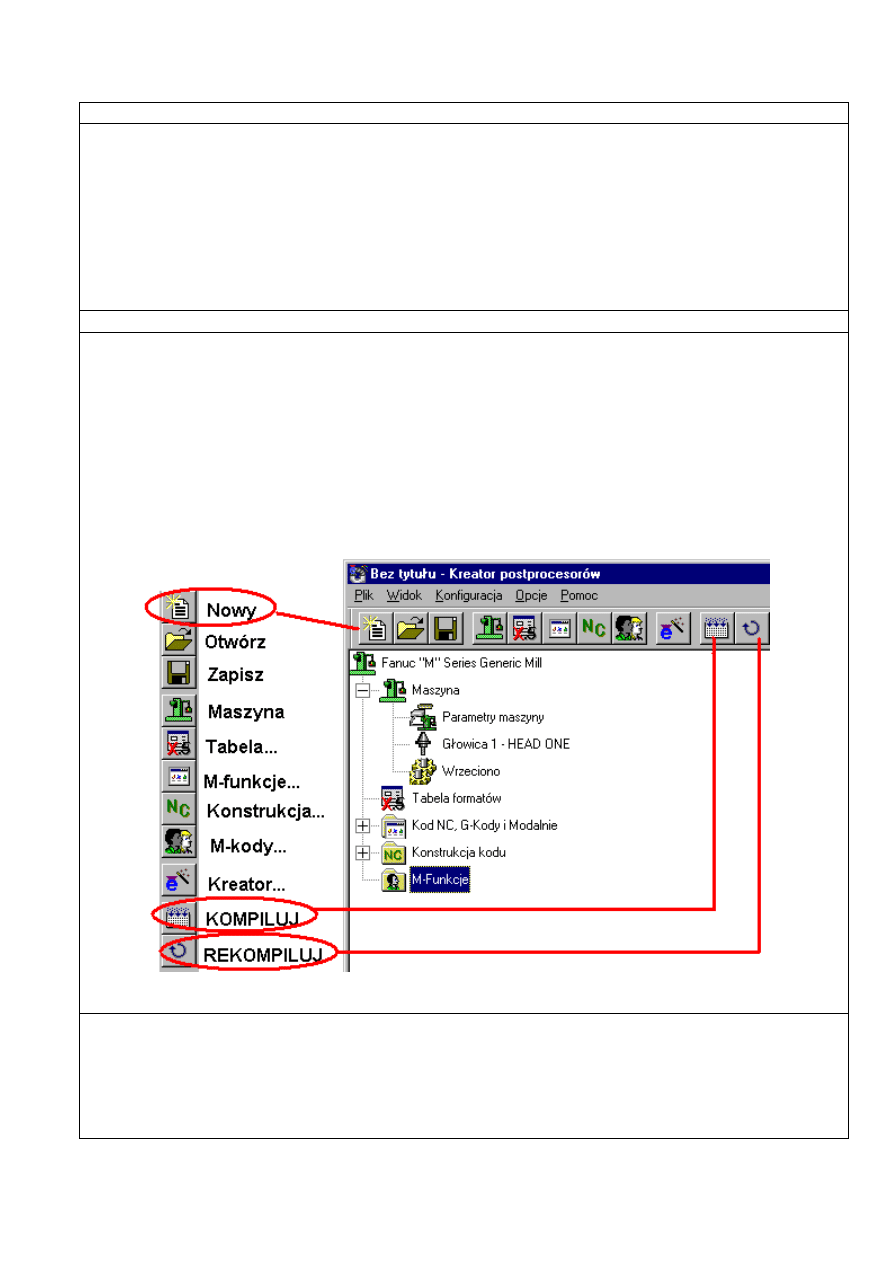
Po wstępnym zdefiniowaniu szablonu postprocesora i zapisaniu go na dysku należy go
skompilować (KOMPILUJ).
W wyniku kompilacji otrzymujemy plik tekstowy postprocesora , który umieszczany jest automatycznie
w odpowiednim katalogu EdgeCAM i jest widziany z poziomu deklaracji sekwencji maszynowej.
Oczywiście ten plik tekstowy można edytować, a nawet napisać cały postprocesor ręcznie, ale
definiowanie go na okienkach dialogowych jest dużo bardziej przyjemne.
Między zdefiniowanym przez użytkownika szablonem postprocesora a jego skompilowanym
odpowiednikiem tworzone jest połączenie. Jakakolwiek zmiana w okienkowym szablonie po ponownej
kompilacji (REKOMPILUJ) ma swoje odzwierciedlenie w pliku tekstowym, co pociąga za sobą
zmiany w kodzie NC
Z
ASADY DEFINICJI
P
OSTPROCESORÓW
1. Otwórz Kreator postprocesorów
2.
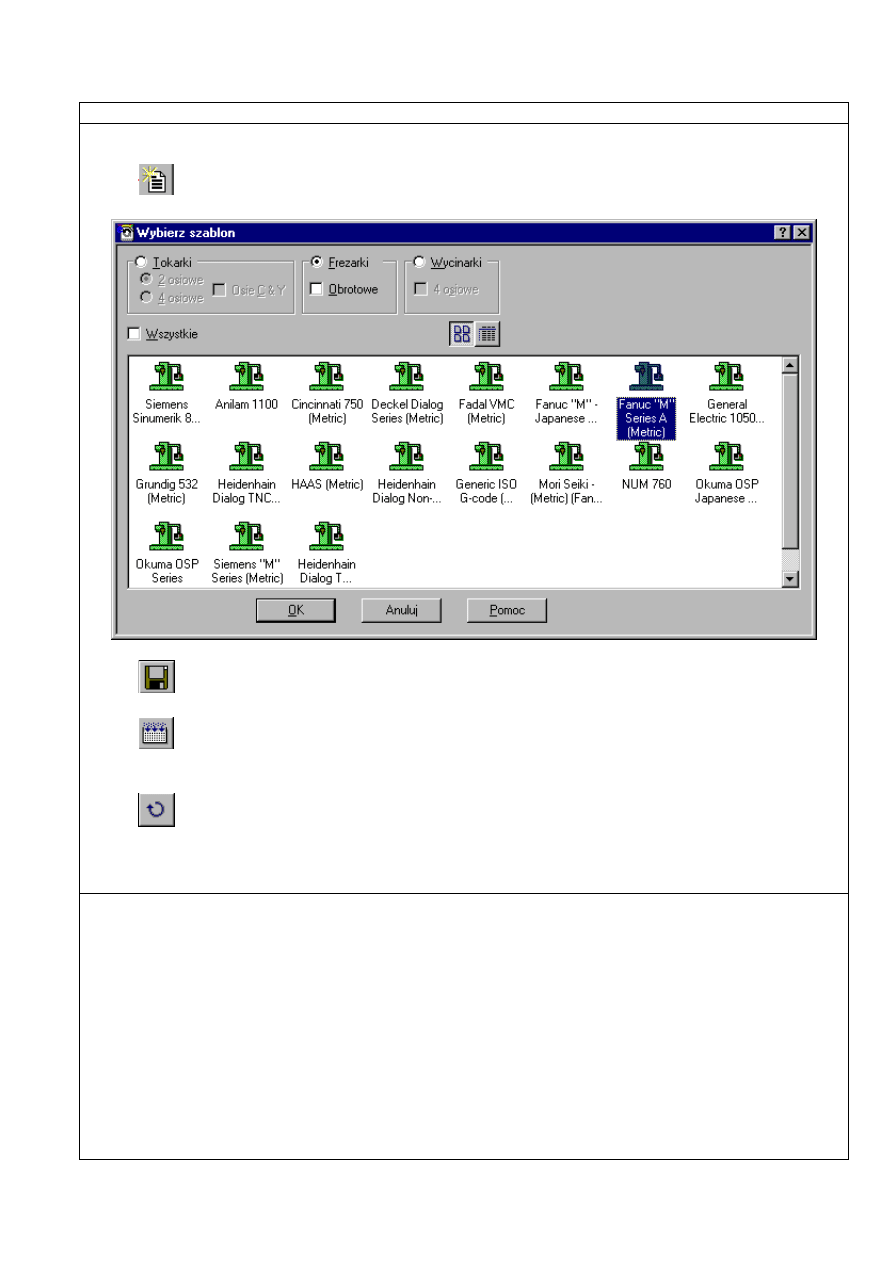
Otwórz nowy szablon (menu Plik/Nowy)
3.
Zapisz szablon pod jakąś nazwą (menu Plik/Zapisz). Nazwa szablonu po kompilacji
będzie widoczna jako nazwa postprocesora w EdgeCAM
4.
Skompiluj wstępnie szablon (menu Plik/Kompiluj)
5.
Jeżeli później wprowadzisz zmiany do szablonu aby były one widoczne w wygenerowanym
z EdgeCAM kodzie CNC należy ponownie skompilować postprocesor
6. Otwórz EdgeCAM i plik Interpolacja.ppf
7. Przejdź do modułu CAM
klikamy prawym klawiszem na ikonę sekwencji w
Historii/Obróbka i wywołujemy polecenie Edytuj.
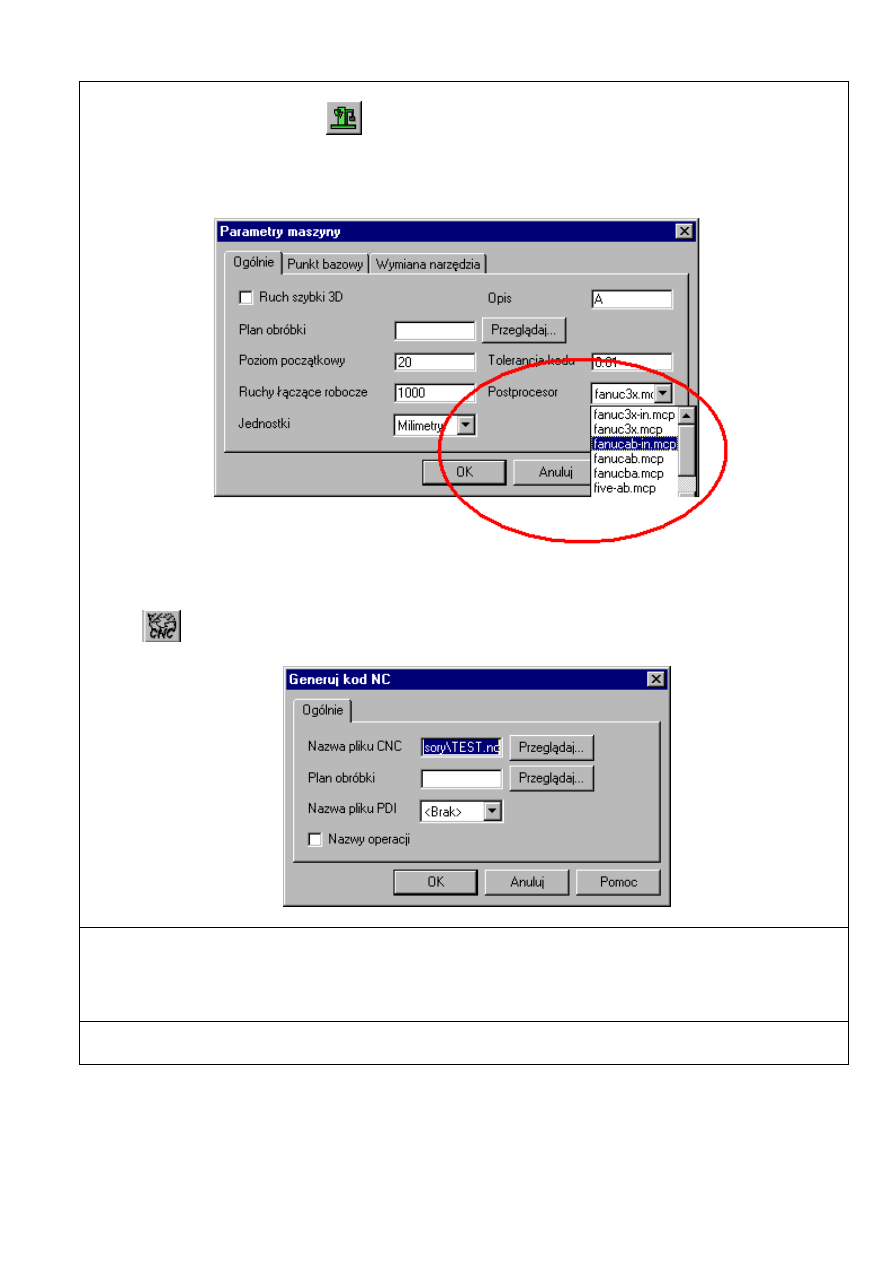
8. Zmieniamy nazwę postprocesora na definiowany przez nas.
9. Ścieżka zostanie przeliczona pod aktualny postprocesor
10.
Wygeneruj kod CNC (menu Plik/Generuj kod)
11. Otwórz Edytor kodu
12. Ostaniu wygenerowany plik jest automatycznie umieszczany w menu Plik
Umieść na jednej połowie ekranu Kreator postprocesorów a po drugiej Edytor kodu. EdgeCAM
niech pozostanie otwarty w tle
K
ROK
I - M
ASZYNA
-
PARAMETRY
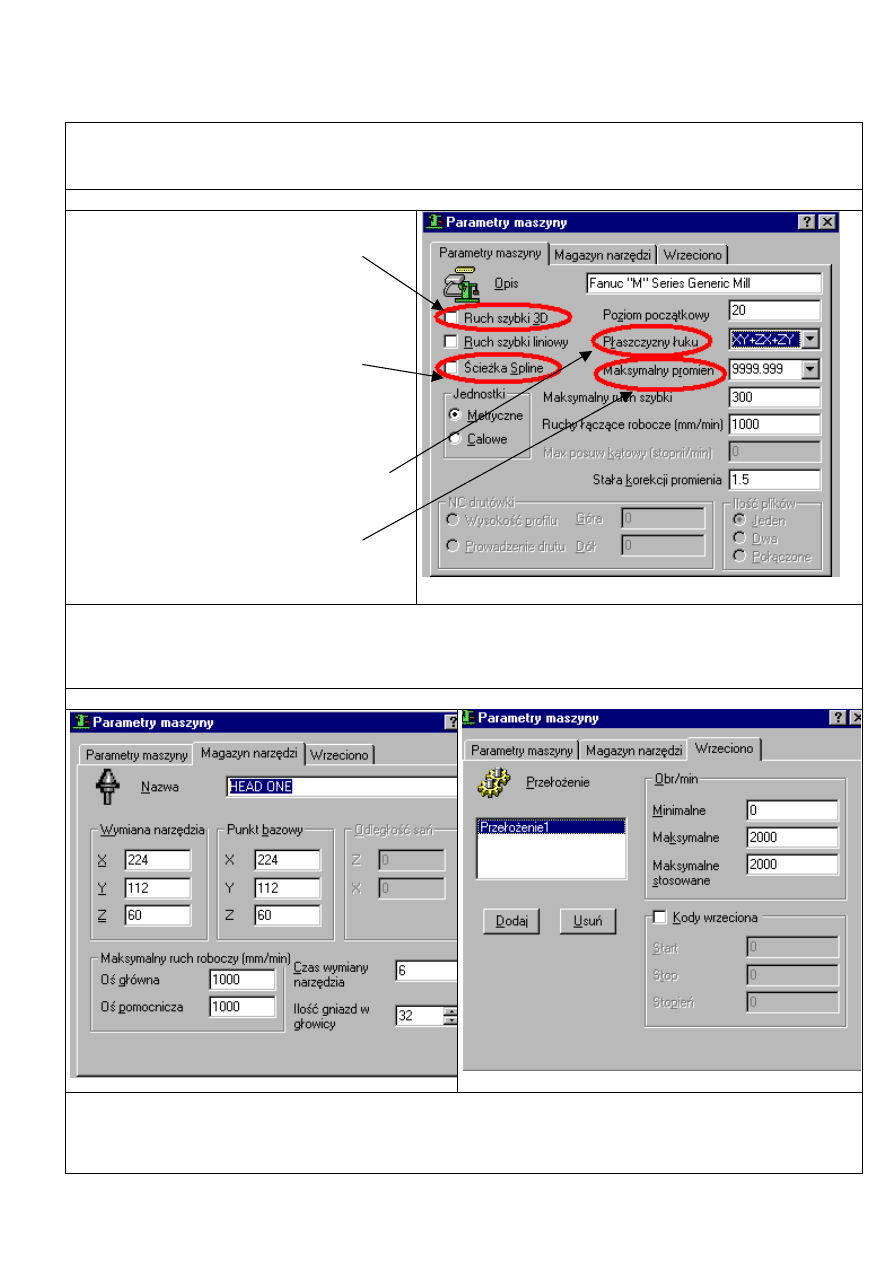
Pierwszym krokiem w definicji postprocesora jest określenie podstawowych danych maszyny:
K
ARTA
P
ARAMETRY MASZYNY
- Ruch szybki 3D – zaznaczenie to
wykonywanie ruchu szybkiego jednocześnie w
3 osiach,
- Ścieżka Spline – możliwość generowania
ścieżki w formie krzywych NURBS
-Płaszczyzny łuku – w jakich płaszczyznach
maszyna przyjmuje zapis współrzędnych w
postaci interpolacji kołowej
Maksymalny promień – maksymalna wartość
promienia jaką przyjmuje maszyna
K
ARTA
M
AGAZYN NARZĘDZI I
W
RZECIONO
K
ROK
II - T
ABELA
F
ORMATÓW
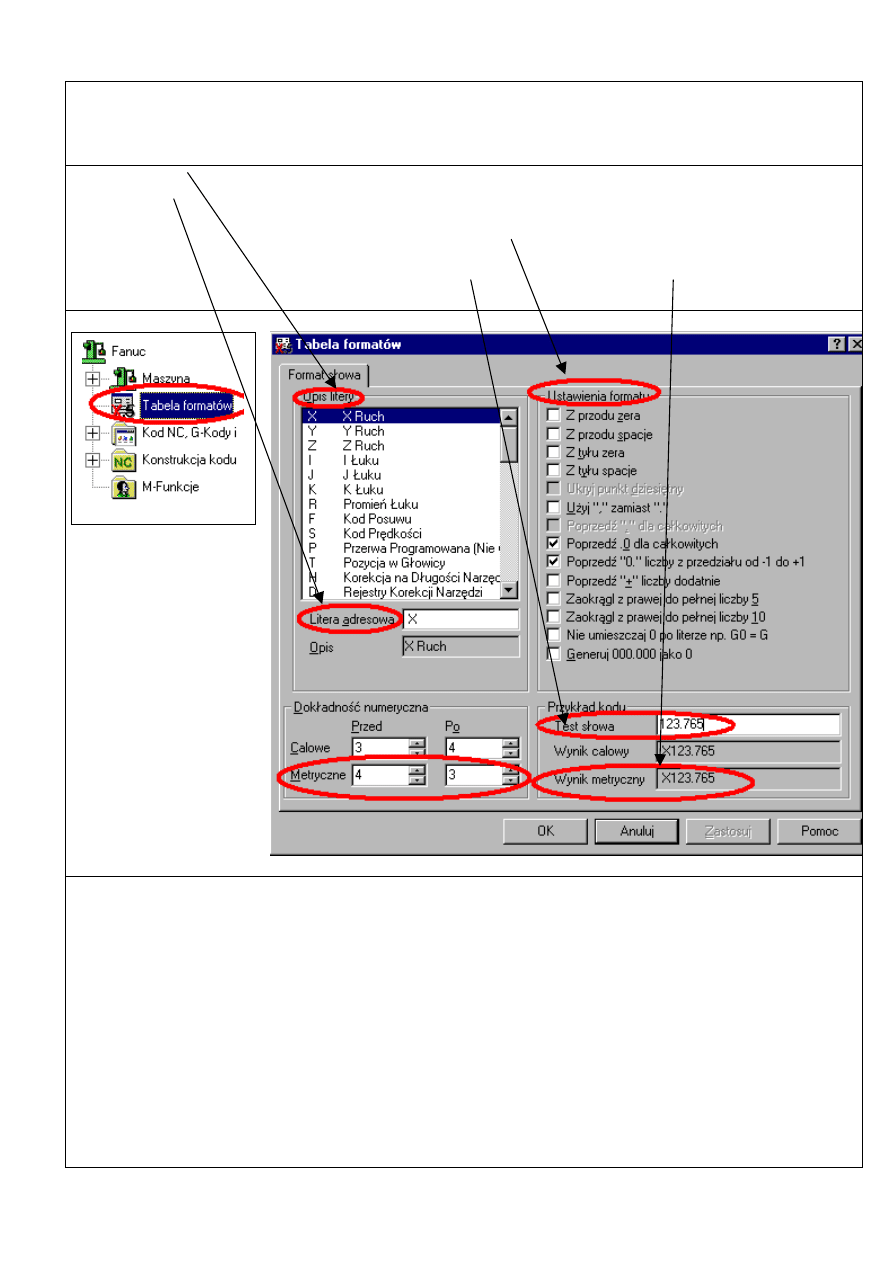
Drugi krok to zdefiniowanie formatu słów adresowych. Na jednym oknie dialogowym definiuje się
ewentualne zmiany liter słów adresowych, dokładność numeryczną kodu oraz elementy związane z samym
formatem słowa np. konieczność pisania zer przed i po cyfrach, używanie kropki zamiast przecinka itd.
Opis litery – adres wraz z opisem działania,
Litera adresowa – możliwość zmiany litery na inną
Ustawienia formatu – określenie formatu słowa adresowego
Przykład kodu – po wpisaniu wartości w pole Test słowa w okienku Wynik metryczny uzyskujemy jego
rzeczywisty widok w kodzie CNC.
K
ROK
III - K
OD
NC, G-
KODY
, M
ODALNIE
Kolejnym krokiem jest sprawdzenie na poszczególnych kartach okna dialogowego wartości kodów
oraz parametrów pliku CNC
K
ARTY
G –
KODY
, O
TWORY
, Z
ERA
, M-
KODY
Wartość konkretnych funkcji zależy od rodzaju sterowania. Każdy szablon ma je wypełnione zgodnie z
obowiązującymi standardami (można je oczywiście zmienić)
K
ARTA
P
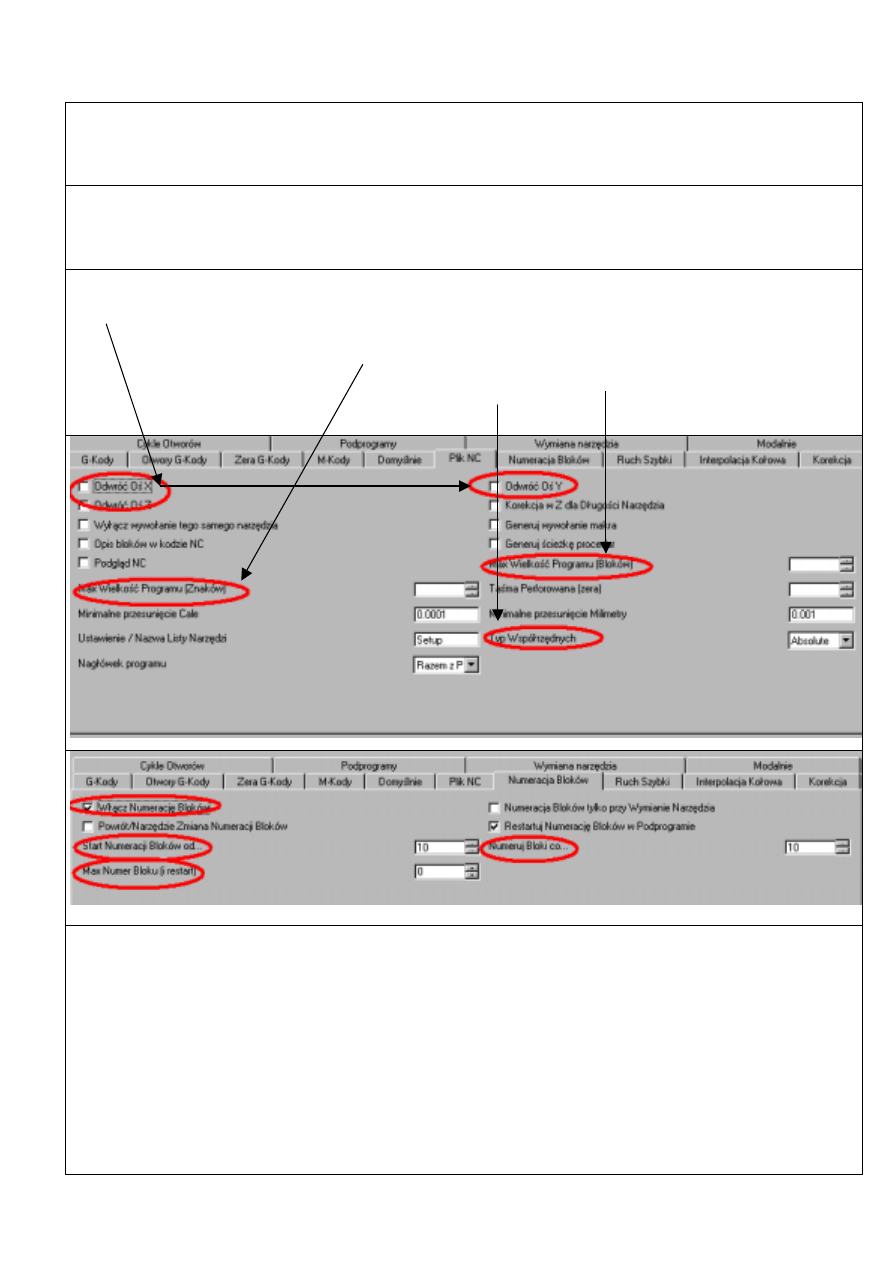
LIK NC I
N
UMERACJA BLOKÓW
Na tej karcie można zdefiniować:
- Odwróć oś... - odwrócenie osi od obowiązującego standardu zmienia znak współrzędnej na
przeciwny
- Max wielkość Programu (Znaków) – maksymalna wielkość programu w bajtach
- Max wielkość Programu (Bloków) - maksymalna wielkość programu w blokach
- Typ Współrzędnych – Absolutne lub Przyrostowe
K
ARTA
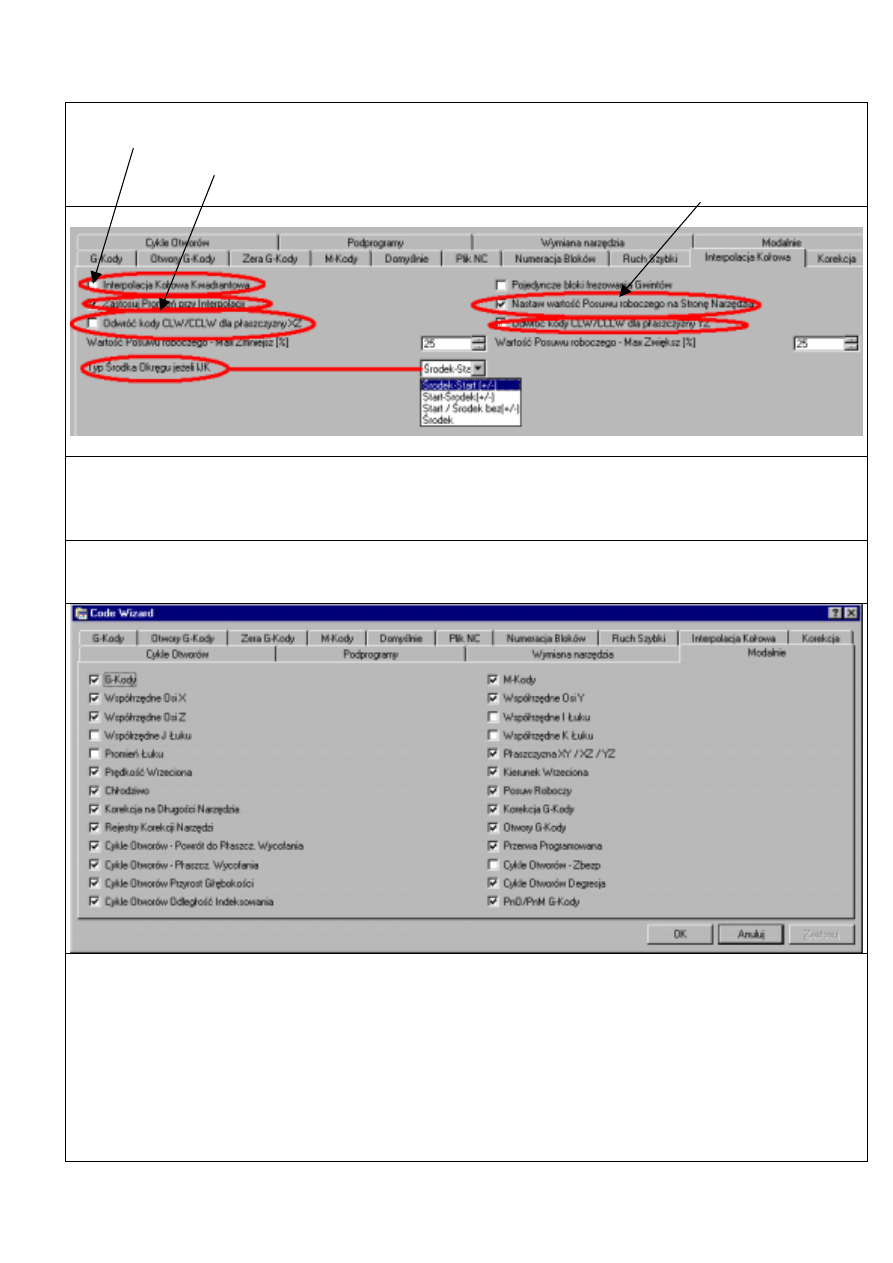
I
NTERPOLACJA KOŁOWA
Na tej karcie można zdefiniować:
- Interpolacja Kołowa Kwadrantowa – dzieli łuk co 90 stopni
- Zastosuj Promień przy Interpolacji – stosuje zapis np. R zamiast IJK
- Nastaw wartość posuwu...- powoduje automatyczne przeliczenie posuwu na narożach
K
ARTA
M
ODALNIE
Słowa które sa zaznaczane na tej karcie nie są powtarzane w kodzie NC.
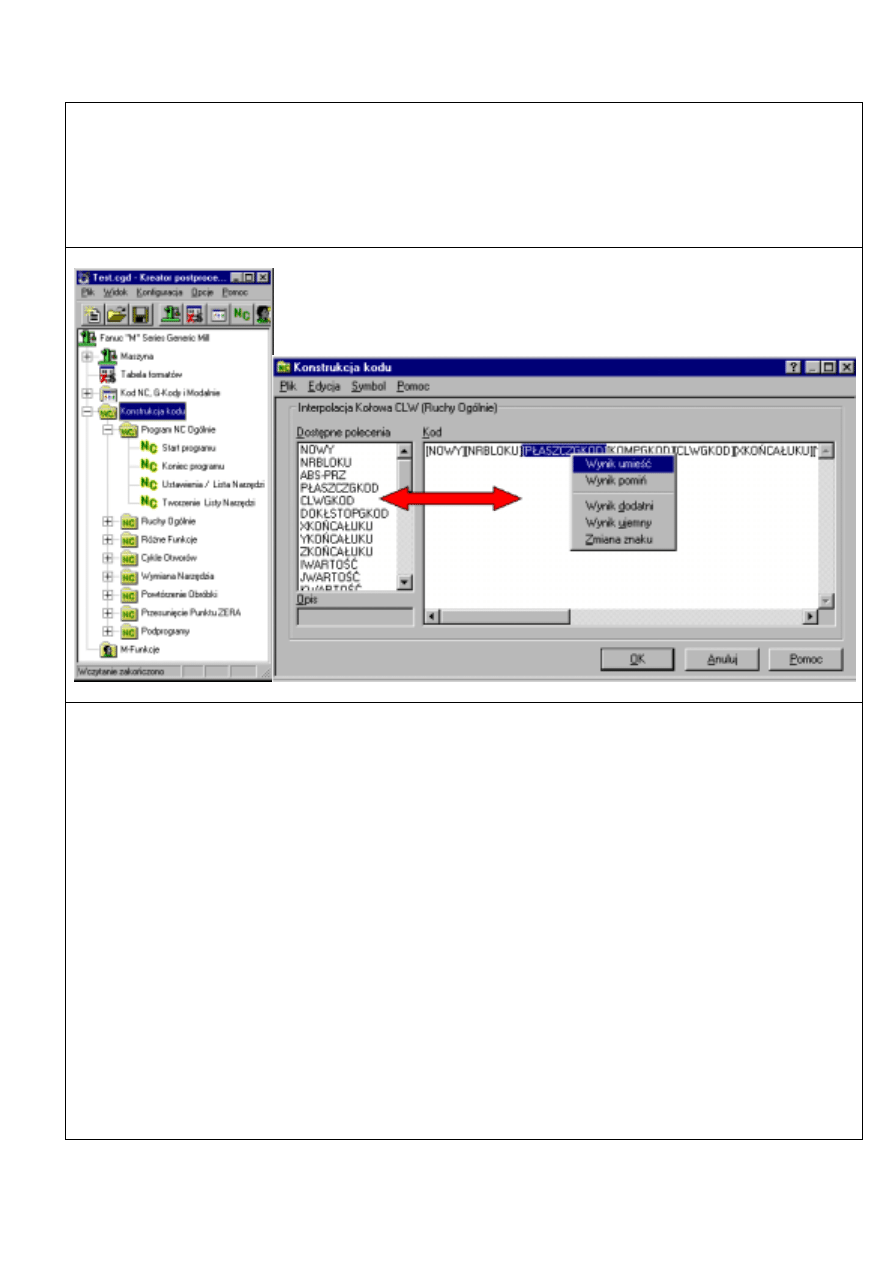
K
ROK
IV – K
ONSTRUKCJA KODÓW
Czwartym krokiem jest definicja kolejności występowania słów adresowych w wierszu.
Wynik umieść –jeżeli w Kroku III na karcie Modalnie są np. zaznaczone (wyłączone) G-kody powoduje
to , że w kodzie NC wszystkie G-kody w każdej kolejnej linii nie będą powtarzane. Jeżeli z jakiś względów
chcemy powtarzać wybrany kod używamy opcji Wynik umieść.
Wyszukiwarka
Podobne podstrony:
abc 56 58 Frezarki
Frezarka do drewna
istan Frezarka pionowa, BHP, Instrukcje-Stanowiskowe
edgecam
Generating CNC Code with Edgeca Nieznany
77 Nw 04 Frezarka do kol zebatych
Budowa frezarki, studia polsl MTA I, maszynoznastwo, maszynoznawstwo ogólne, maszynoznawstwo ogólne
bhp przy obsłudze frezarki, BHP NA BUDOWIE
EdgeCAM 10 0 Instalacja
EdgeCAM 2013 instalacja i konfiguracja
istan Frezarka do drewna, BHP, Instrukcje-Stanowiskowe
Instukcja BHP-frezarka obwiedniowa, BHP
frezarkiu
frezarki
FREZARSTWO
Frezarki 2
BHP frezarka górnowrzec
więcej podobnych podstron