
Metoda MRP - podstawy
ZiP,
Organizacja i sterowanie produkcją małoseryjną
, 2007
MRP ( Material Requirements Planning- planowanie potrzeb materiałowych)
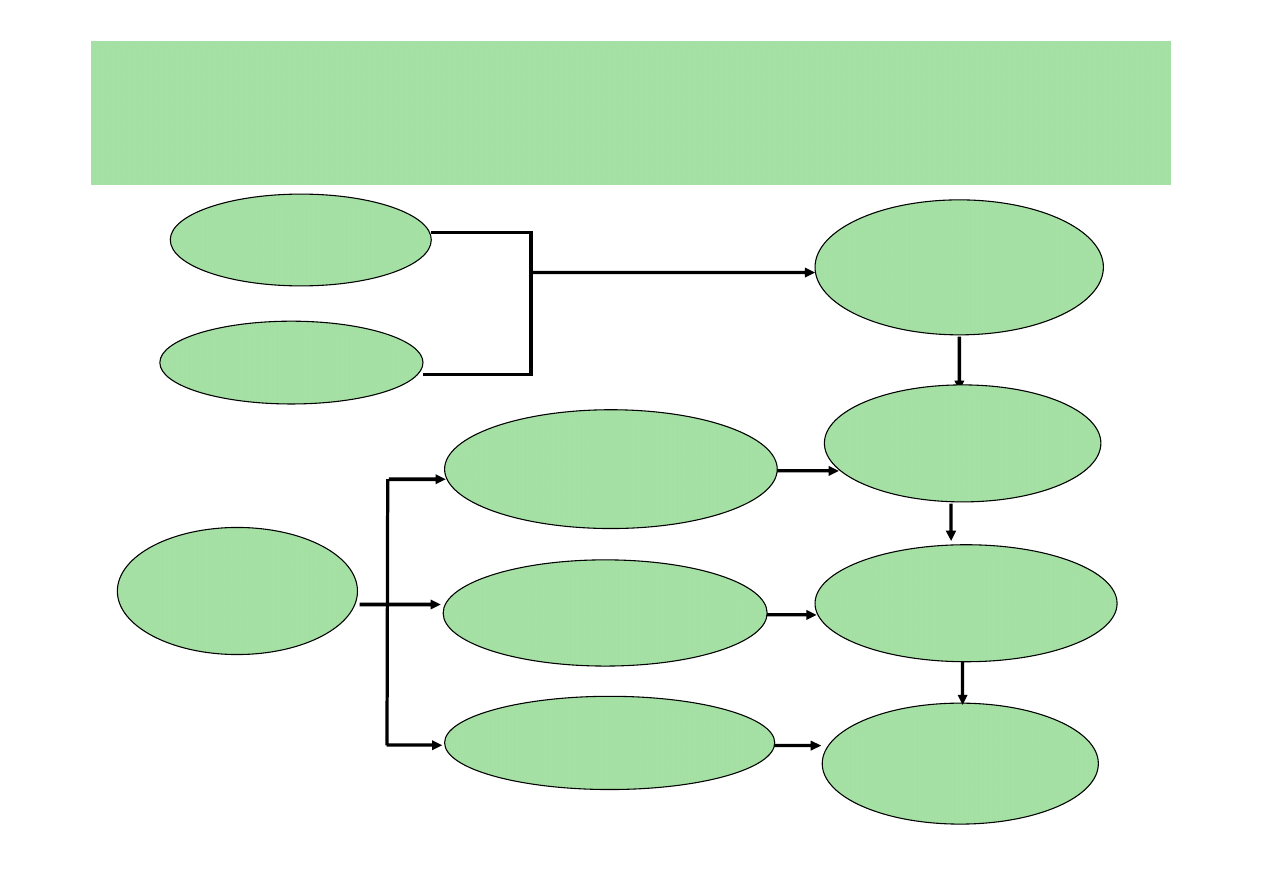
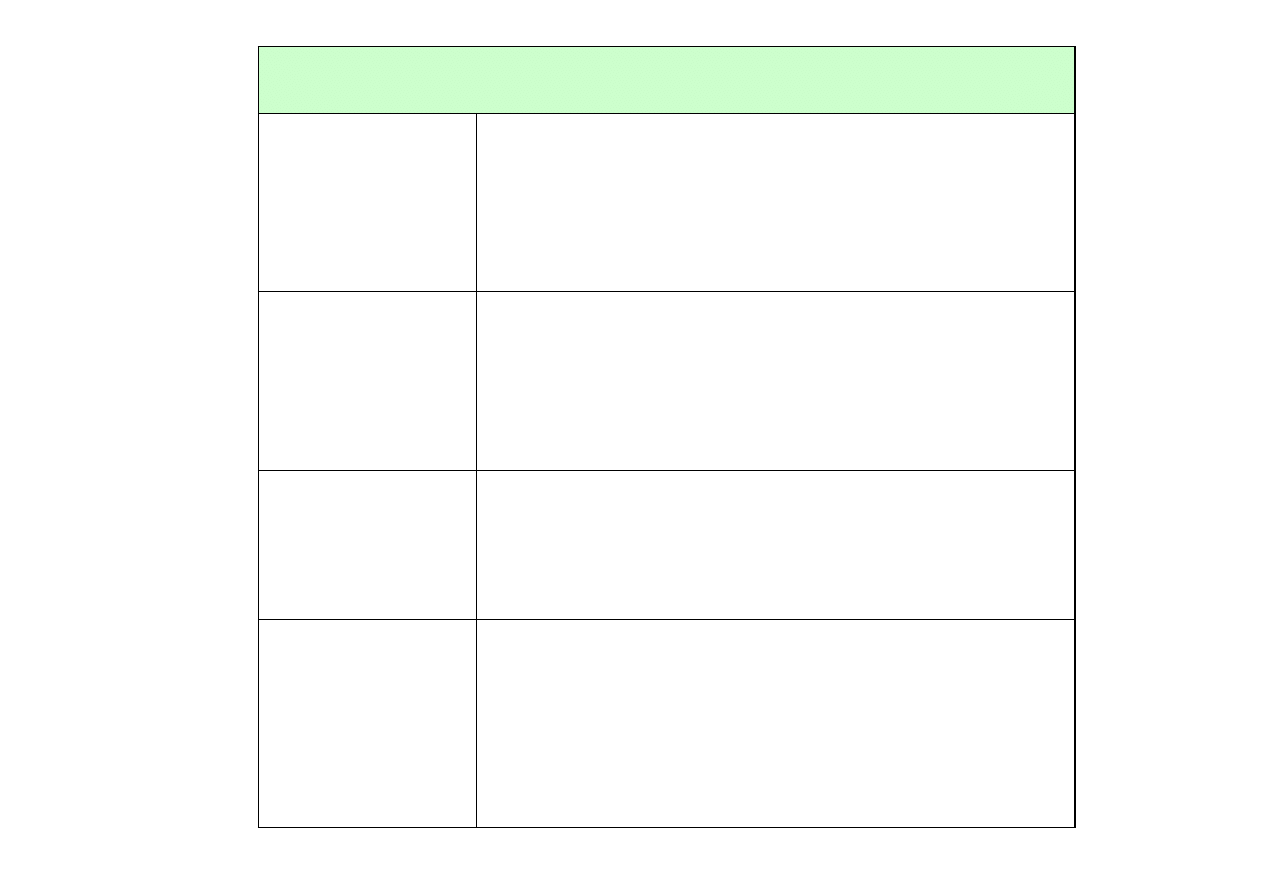
MRP - procedura post
ępowania
Zapotrzebowanie
brutto
G
łówny plan
Wykaz
materia
łów
Zapotrzebowanie
netto
Czas i ilo
ść
materia
łów
do zamówienia
Wykaz materia
łów
do zamówienia
Planowane zakupy
Bie
żące zapasy,
zapasy produkcji
w toku
Informacje
o dostawach
Wykaz stanów
magazynowych
MRP - procedura post
ępowania
1. Użyj głównego planu produkcyjnego dla znalezienia potrzeb brutto pozycji z „ 0”
2. Odejmij wszelki zapas- oblicz potrzeby netto pozycji z poziomu „0” i ustal czas
rozpoczęcia produkcji, aby materiały mogły być dostarczone na czas
3. W przypadku większej liczby poziomów materiałów, użyj zestawienia
materiałów, aby przekształcić potrzeby netto poprzedniego poziomu na potrzeby
netto następnego poziomu. Gdy nie ma więcej poziomów, przejdź do etapu 5.
4. Przyjmij ilość materiałów, a następnie:
– odejmij zapas na składzie i zaplanowaną dostawę, aby określić wielkość
zamówienia
– wykorzystaj informację o czasie realizacji zamówienia, aby określić czas
zamówienia
– wróć do etapu 3
5. Zakończ harmonogram, gdy nie ma więcej poziomów
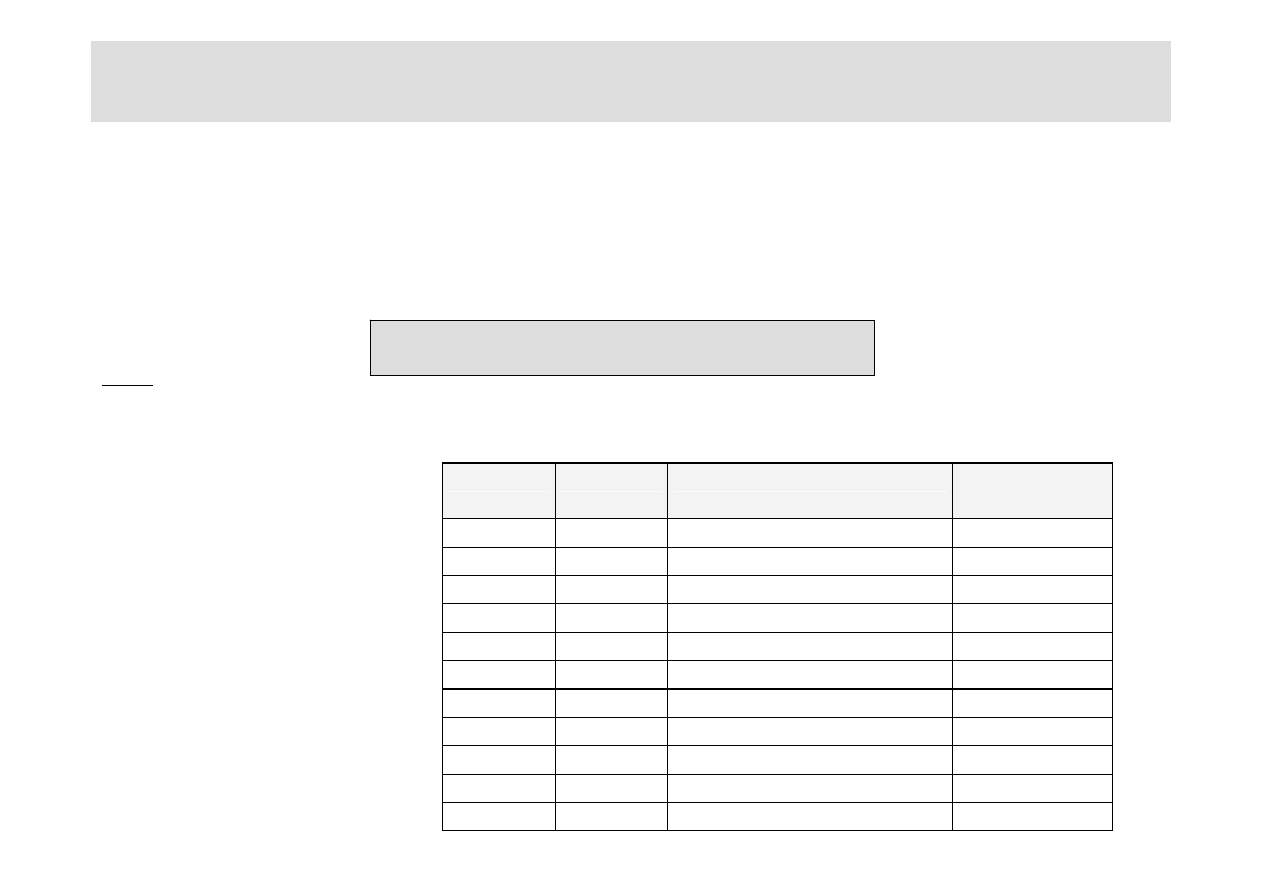
MRP - przykład 1
POZIOM „0”
POZIOM „1”
Stół
Blat (1)
Nogi(4)
Pewna firma montuje stoły używając zakupionych części: nóg i blatów. Czas
realizacji zamówienia dla nóg wynosi 2 tygodnie, a dla blatów- 3 tygodnie. Montaż
zajmuje 1 tydzień. Przedsiębiorstwo dostaje zamówienie na 20 stołów, które mają
być dostarczone w 5 tygodniu planowanego okresu, i na 40 stołów, które mają być
dostarczone w 7 tygodniu. Aktualny zapas jest następujący: 2 kompletne stoły, 40
nóg i 22 blaty. Kiedy powinno zamówić się brakujące części?
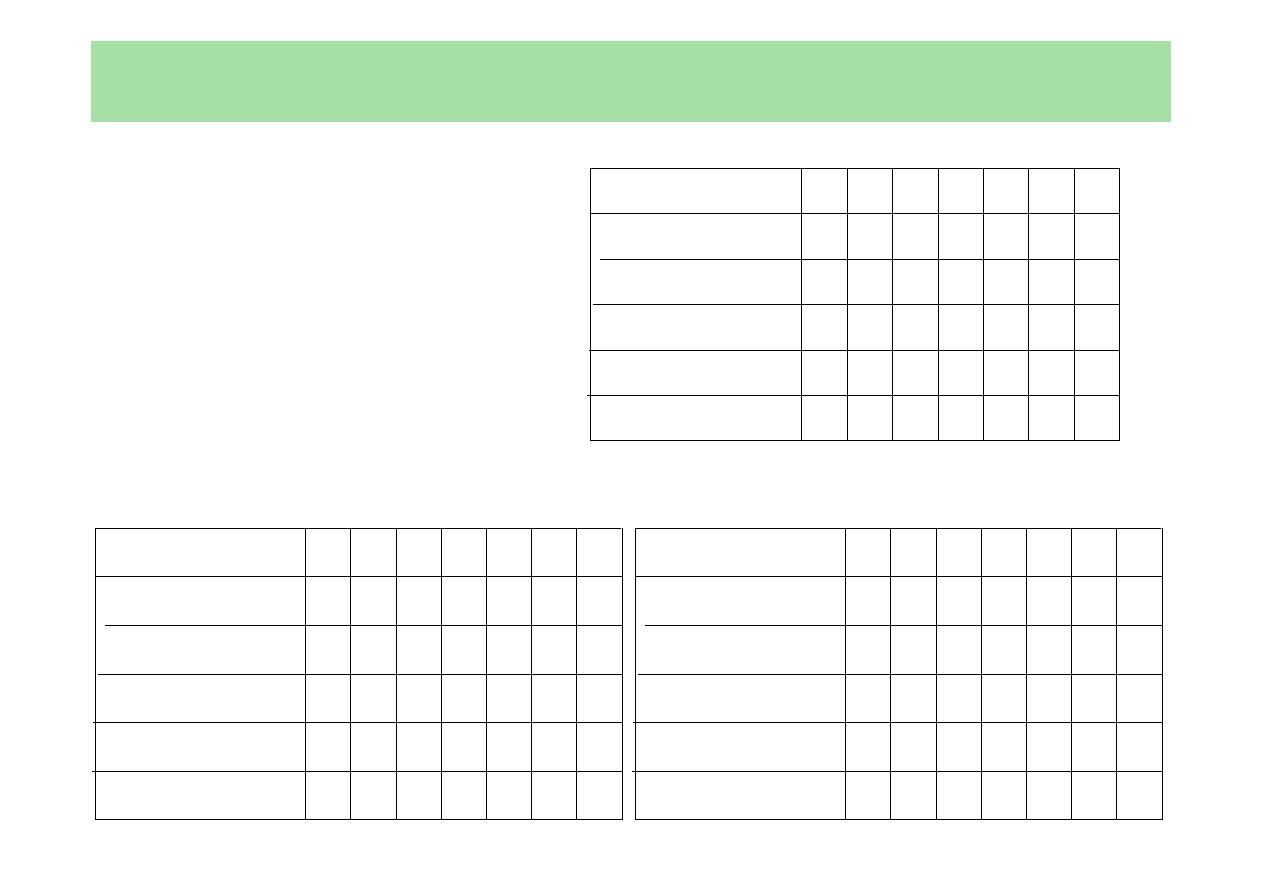
Tydzień
1
2
3
4
5
6
7
Potrzeby brutto
20
40
Zapasy
2
2
2
2
2
Potrzeby netto
18
40
Montaż
18
40
Zaplanowany odbiór
18
40
Tydzień
1
2
3
4
5
6
7
Potrzeby brutto
Zapasy
Potrzeby netto
Zamówienie
Zaplanowany odbiór
Poziom „0” - stoły
Poziom „1” - nogi
Poziom „1” - blaty
MRP - rozwiązanie przykładu 1
Tydzień
1
2
3
4
5
6
7
Potrzeby brutto
Zapasy
Potrzeby netto
Zamówienie
Zaplanowany odbiór
7
6
5
4
3
2
1
Tydzień
Harmonogram
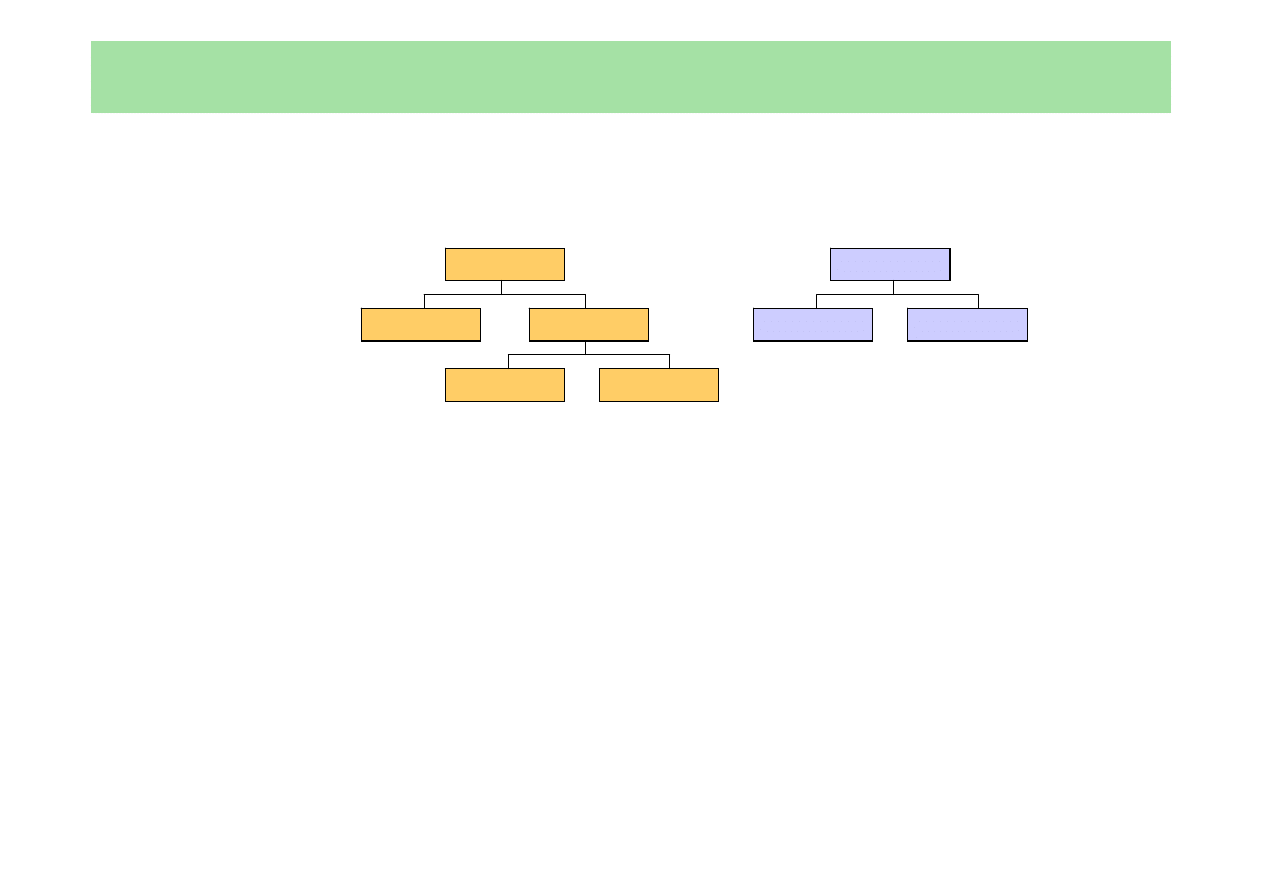
MRP - przykład 2
Firma wytwarza 2 produkty; X i Y( por. schematy). Zapotrzebowanie i
wymagany zapas bezpiecze
ństwa dla wyrobów X i Y podano w tabelach
oblicze
ń.
X
B(2)
A(1)
D(1)
C(1)
D(4)
C(1)
Y
• Zapasy znajduj
ące się w magazynie na koniec okresu wynoszą:
X= 100, Y = 30, A= 70, B = 0, C= 200, D=- 800
• Wielko
ść zamówienia dla A = 250
• Wielko
ść zamówienia dla D = 1 000 (lub wielokrotność 1 000)
• Pozosta
łe wielkości zamówienia wynikają z zapotrzebowania netto („partia
na parti
ę)
• Planowane s
ą jedynie dostawy 250 sztuk wyrobu X w 2 okresie
Należy określić wielkość i czas zamówienia dla wszystkich wyrobów
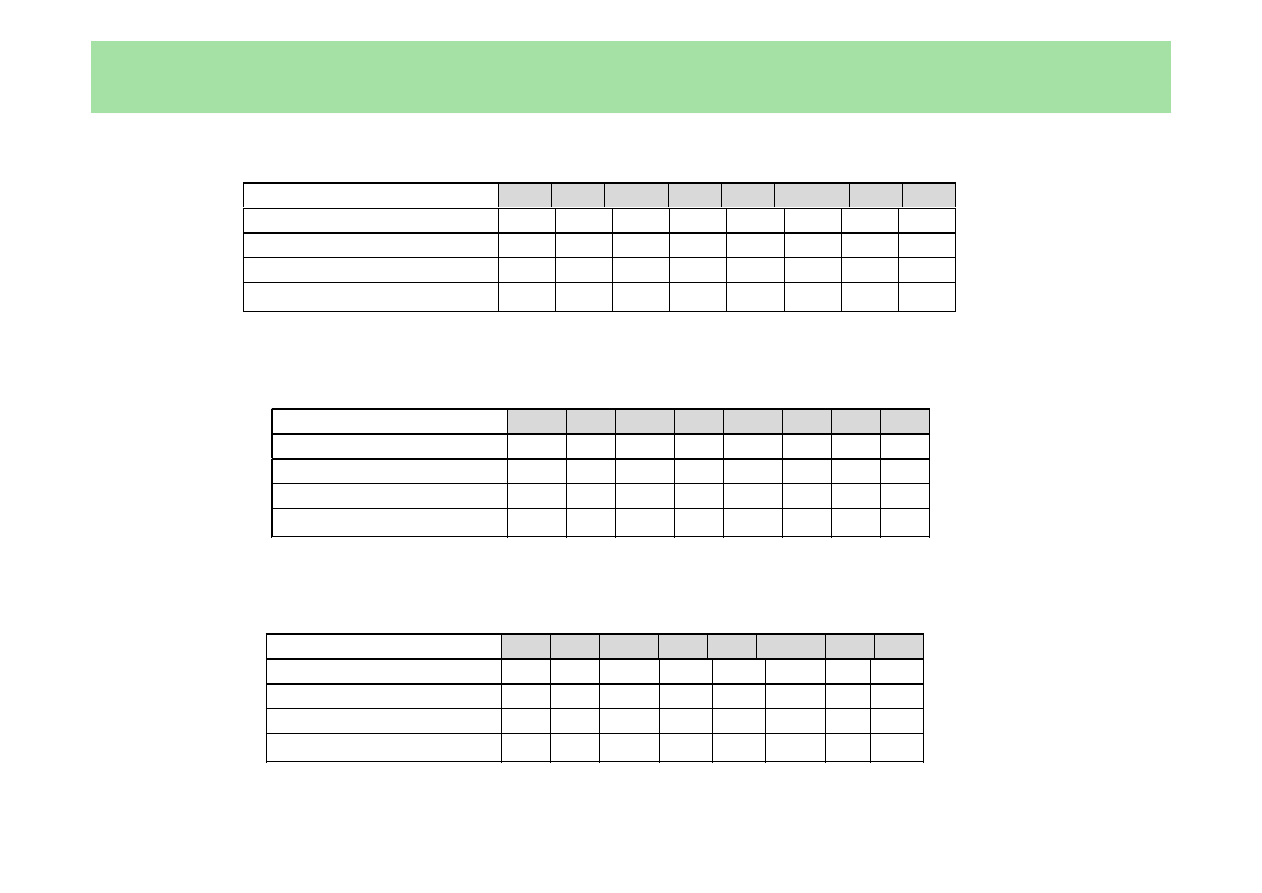
MRP - rozwiązanie przykładu 2
X: W
z
– LFL, czas realizacji zamówienia = 2, zapas bezpiecze stwa - 50
ń
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
300
200
250
Wielko dostawy
ść
250
Zapas na ko cu okresu: 100
ń
Planowane zamówienie
Y: W
z
– LFL, czas realizacji zamówienia = 3, zapas bezpiecze stwa - 30
ń
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
400
Wielko dostawy
ść
Zapas na ko cu okresu: 30
ń
Planowane zamówienie
A: W
z
= 250, czas realizacji zamówienia = 3
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
Wielko dostawy
ść
Zapas na ko cu okresu : 70
ń
Planowane zamówienie
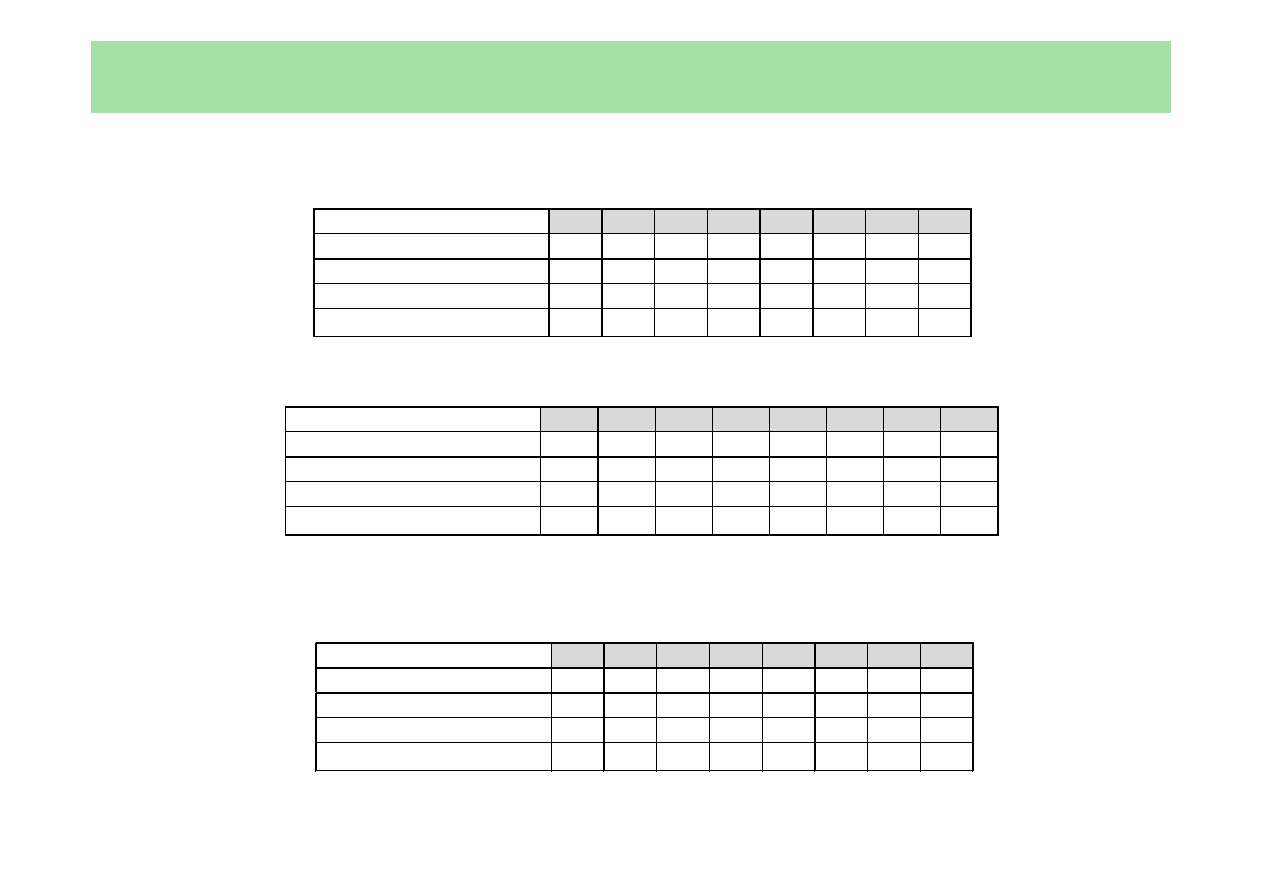
MRP - rozwiązanie przykładu 2
B: W
z
= LFL, czas realizacji zamówienia = 2
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
Wielko dostawy
ść
Zapas na ko cu okresu : 0
ń
Planowane zamówienie
C: W
z
= LFL, czas realizacji zamówienia = 1
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
Wielko dostawy
ść
Zapas na ko cu okresu: 200
ń
Planowane zamówienie
D: W
z
= 1000, czas realizacji zamówienia = 2
1
2
3
4
5
6
7
8
Planowane zapotrzebowanie
Wielko dostawy
ść
Zapas na ko cu okresu: 800
ń
Planowane zamówienie
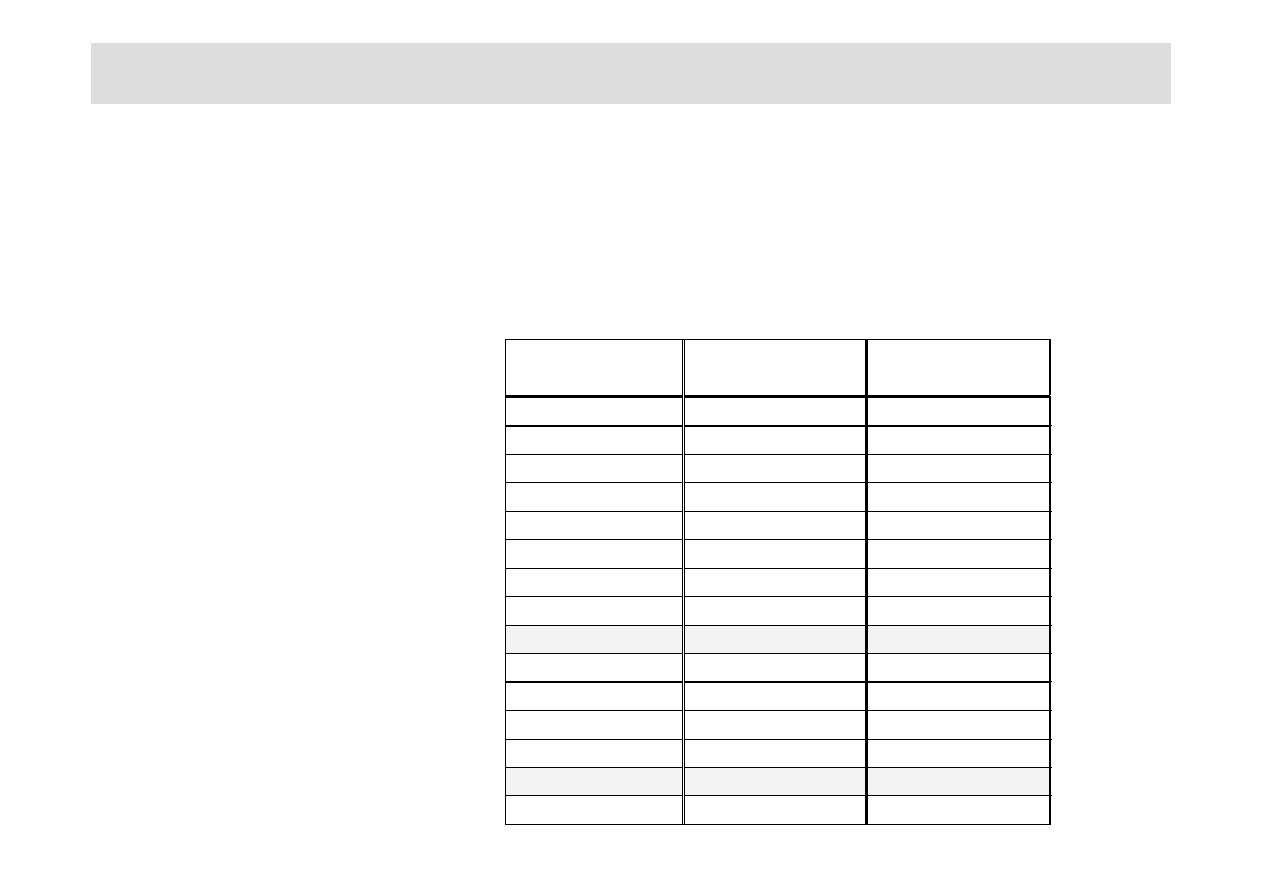
Charakterystyka
MRP
Generalne
podej cie
ś
Zrównowa ona, ci g a produkcja zgodna z
ż
ą ł
okre lonymi harmonogramami
ś
Komputeryzacja
Wyspecjalizowani pracownicy zorientowani na
wykonanie zadania
Maszyny
Wyspecjalizowane, kilka du ych supermaszyn
ż
Oprzyrz dowanie specjalistyczne
ą
Skomplikowany rozdzia materia ów nastawiony
ł
ł
na przemieszczanie du ych ilo ci
ż
ś
Jeden pracownik obs uguje jedn maszyn
ł
ą
ę
Materia y
ł
Wielu dostawców dla unikni cia niezrealizowania
ę
dostaw
Du e zapasy magazynowe
ż
Produkcja
Raczej sta y model przebiegu produkcji
ł
Automatyczna identyfikacja braków
Mierniki wykonania oparte o produkcje i
indywidualne osi gni cia
ą
ę
Planowanie w dziale in ynieryjnym w celu
ż
zapobiegania problemom

Sterowanie produkcją za pomocą
metody MRP
Część I
ZiP, Organizacja i sterowanie produkcją małoseryjną 2007
Sterowanie produkcją za pomocą metody MRP
•
określić ilościowe zapotrzebowanie na materiały i części składowe
•
określić terminy zamówień materiałów
•
określić obciążenia stanowisk roboczych wynikające z produkcji poszczególnych
elementów składowych wyrobu
•
porównać obliczone obciążenia stanowisk z założoną zdolnością produkcyjną
•
dokonać korekty planu zamówień materiałów
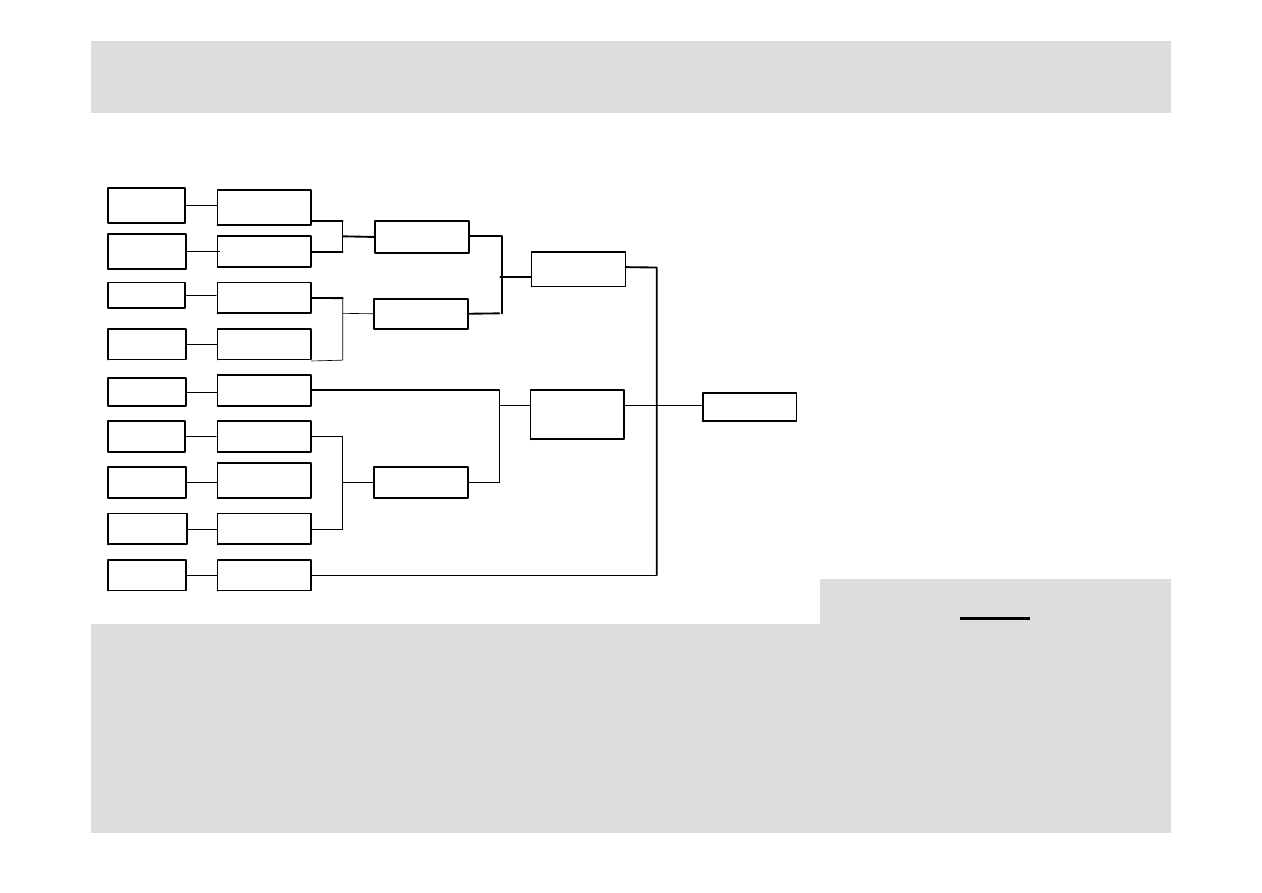
CEL:
D1 (1)
D2 (2)
D8 (3)
D7 (2)
D6 (1)
D3 (1)
C2 (3)
D2 (2)
C1 (2)
Z2 (1)
C3 (1)
W
Z2 (2)
D5 (1)
D4 (2)
M1 (1)
M2 (1)
M3 (1)
M4 (1)
M2 (1)
M8 (1)
M7 (1)
M6 (1)
M5 (1)
STRUKTURA WYROBU W
Z1(1)
Operatywny plan produkcji zak
łada wykonanie 60 sztuk wyrobu gotowego
„W” na 24.IX. oraz 40 sztuk na 16.IX. Dodatkowo przewidziane jest
wykonanie 35 cz
ęści „C3” na 13.IX w ramach potrzeb niezależnych na
u
żytek serwisu wyrobu „W
”.
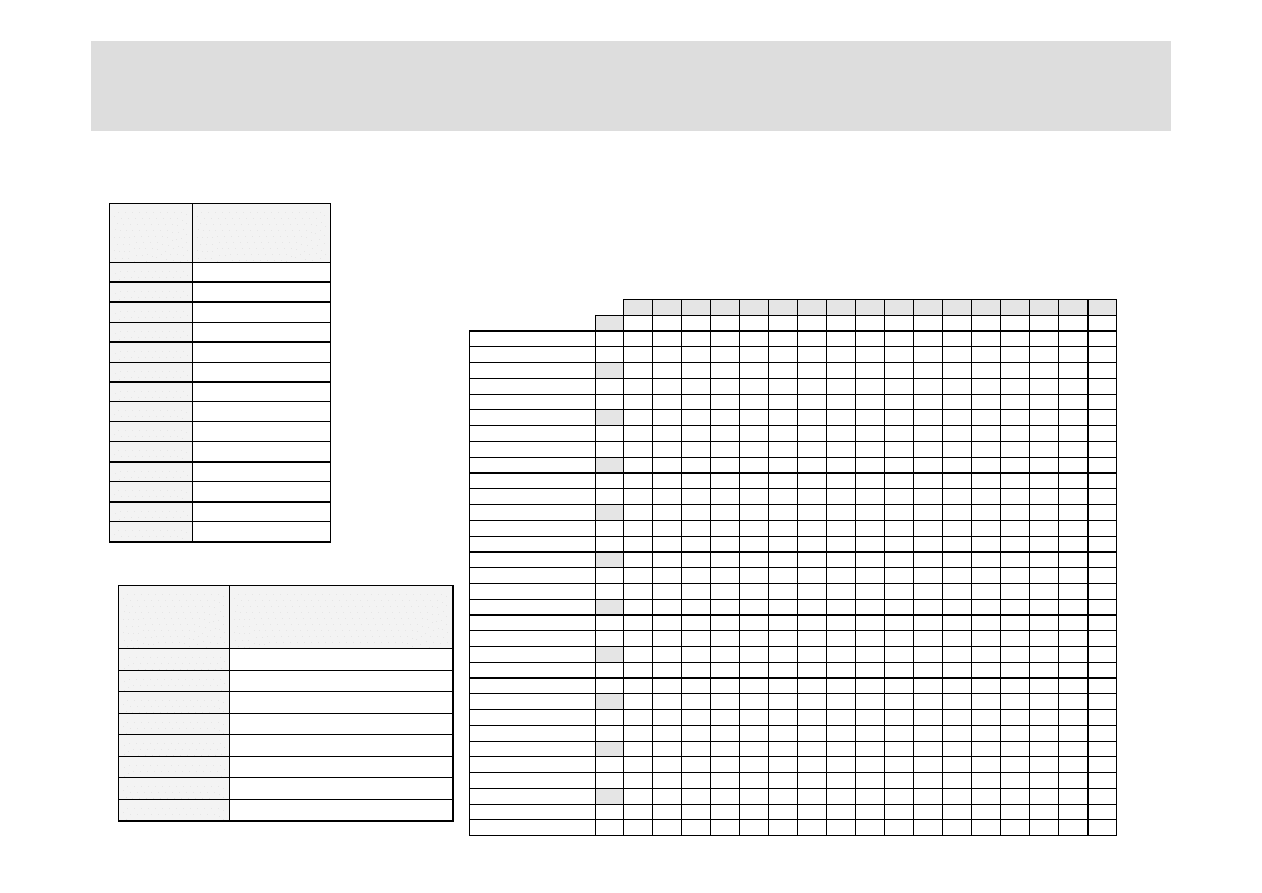
Wyrób
Tabela 1:
Cykl produkcyjny
[dni robocze]
W
3
Z1
3
Z2
2
C1
1
C2
2
C3
1
D1
1
D2
2
D3
1
D4
2
D5
1
D6
2
D7
1
D8
2
Materiał
Tabela 2:
Czas realizacji zamówienia
materia ów [dni]
ł
M1
3
M2
4
M3
2
M4
3
M5
5
M6
3
M7
2
M8
2
Sterowanie produkcją za pomocą metody MRP
Zestawienie: Stan zapasów i planowane przyj cia
ę
WRZESIEŃ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
M1
Planowane przyj cia
ę
30
Zapas 15
M2
Planowane przyj cia
ę
10
60
Zapas 10
M3
Planowane przyj cia
ę
300
Zapas 0
M4
Planowane przyj cia
ę
Zapas 3
M5
Planowane przyj cia
ę
200
Zapas 0
M6
Planowane przyj cia
ę
300
Zapas 6
M7
Planowane przyj cia
ę
170
Zapas 4
M8
Planowane przyj cia
ę
200
50
Zapas 5
Z2
Planowane przyj cia
ę
Zapas 1
C3
Planowane przyj cia
ę
Zapas 2
D4
Planowane przyj cia
ę
Zapas 11
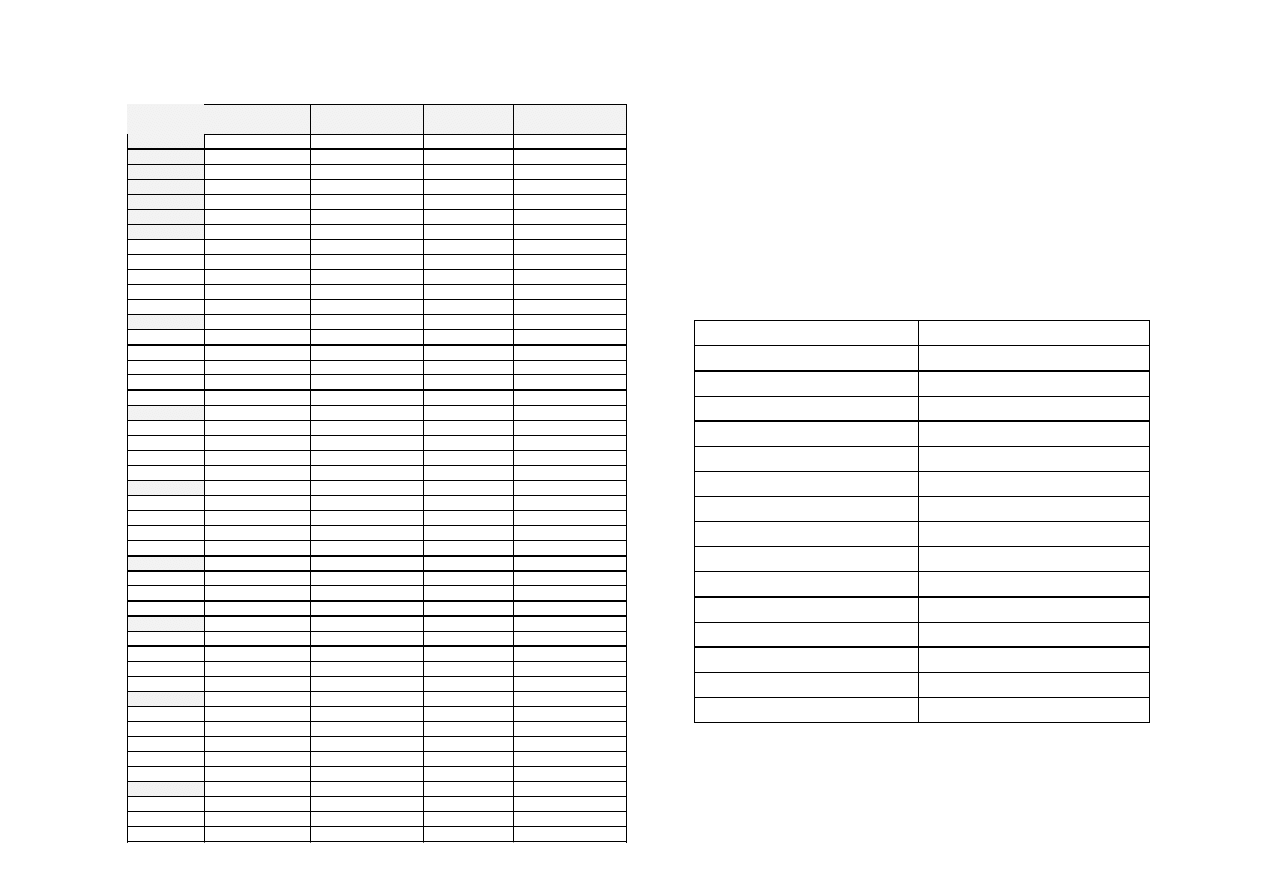
Tabela 3: Procesy technologiczne elementów sk
ładowych wyrobu „W”
STANOWISKO
LICZBA
1
3
2
3
3
4
4
1
5
1
6
6
7
1
8
6
9
8
10
6
11
1
12
3
13
5
14
1
15
3
Tabela 4: Zestawienie
dost
ępnych stanowisk
ELEMENT
NR OPERACJI
NR
STANOWISKA
t
pz
[h/parti ]
ę
t
j
[h/szt.]
W
10
1
0,60
0,50
Z1
10
1
0,34
0,23
Z2
10
1
0,55
0,33
C1
10
1
0,32
0,25
C2
10
1
0,45
0,15
C3
10
1
0,37
0,20
D1
10
2
0,90
0,07
20
3
0,39
0,02
30
4
0,26
0,03
40
5
0,39
0,01
50
6
0,34
0,02
60
7
0,46
0,09
D2
10
2
0,60
0,02
20
3
0,40
0,05
30
3
0,40
0,03
40
3
0,40
0,05
50
8
0,40
0,02
60
8
0,40
0,03
D3
10
2
0,61
0,05
20
3
0,39
0,02
30
4
0,26
0,02
40
1
0,15
0,01
50
7
0,46
0,04
D4
10
9
0,40
0,32
20
9
0,40
0,28
30
10
0,40
0,38
40
11
0,20
0,08
50
6
0,85
0,38
D5
10
2
0,40
0,17
20
12
0,40
0,21
30
8
0,50
0,08
40
10
0,40
0,13
D6
10
10
0,40
0,36
20
9
0,40
0,35
30
9
0,40
0,45
40
9
0,40
0,5
50
13
0,30
0,10
D7
10
14
0,15
0,07
20
15
0,52
0,06
30
10
0,40
0,12
40
13
0,20
0,12
50
8
0,45
0,23
60
8
0,45
0,12
D8
10
9
0,40
0,28
20
15
0,40
0,15
30
10
0,40
0,20
40
13
0,20
0,23
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
W
Potrzeby brutto
40
60
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Z1
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
C1
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
D1
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
D2
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M2
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
C2
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
D3
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M3
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
D4
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M4
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
D5
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M5
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Z2
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
D6
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
M6
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
C3
Potrzeby brutto
35
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
D7
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M7
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP
Wrzesie
ń
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
D8
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
M8
Potrzeby brutto
Planowane przyj cia
ę
Zapas
Potrzeby netto
Uruchomienie zamówienia
Metoda MRP

Sterowanie produkcją za pomocą
metody MRP
Część II
ZiP, Organizacja i sterowanie produkcją małoseryjną 2007
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
W
Z1
Z2
C 1
C 2
C 3
D 1
D 2
D 3
D 4
D 5
D 6
D 7
D 8
WRZESIEŃ
Metoda MRP
Tabela 5.1:
Zestawienie ilo
ściowe i
terminowe wykonania
elementów wyrobu „W”
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
M1
M2
M3
M4
M5
M6
M7
M8
Tabela 5.2:
Terminy i ilo
ści zamówień
materia
łów
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
WRZESIEŃ
Metoda MRP
S
T
A
N
O
W
IS
K
O
Uwzględniono procesy technologiczne ( dane: Tabela 3) oraz plan potrzeb
materiałowych ( dane: Tabela 5.1)
Tabela 6: Określenie dziennego obciążenia stanowisk O
b
[h]
wynikającego z produkcji elementów składowych wyrobu
“W”.
O
b
= t
pz
+ S t
j
Metoda MRP
O
b
= t
pz
+ S t
j
gdzie:
O
b
- obciążenie stanowiska
t
pz
- czas przygotowawczo-zakończeniowy
S - wielkość produkcji
t
j
- czas jednostkowy
Element Operacja
Obci
enie O
ąż
b
[h]
Stanowisko
robocze
Obliczenie obciążenia stanowisk roboczych - O
b
- w terminie
10 września ( przykład obliczeń do Tabeli 6)
Stanowisko
Dysponowana
liczba stanowisk
Wymagana
liczba stanowisk
1
3
2
3
3
4
4
1
5
1
6
6
7
1
8
6
9
8
10
6
11
1
12
3
13
5
14
1
15
3
Założenie: zakład
pracuje na dwie zmiany
robocze po 8 godzin
każda.
Liczbę stanowisk
oblicza się dzieląc
maksymalne obciążenie
dla danego stanowiska
przez 16 (tj. 8 godzin
dziennie na zmianie x 2
zmiany dziennie).
Konieczne do obliczeń
dane zawiera Tabela 6.
Metoda MRP
Tabela 7
Obliczenie wymaganej liczby stanowisk roboczych (Tabela 7)
w celu określenia: czy i kiedy wystąpi przekroczenie zdolności
produkcyjnych?
Metoda MRP: Korekta planu
Wyszukiwarka
Podobne podstrony:
Microsoft PowerPoint WYKŁAD1 KOS 07(2)
Microsoft PowerPoint Rach finansowa Koszty i produkty ppt
Microsoft PowerPoint Reguły priorytetu w sterowaniu pr odukcją małoseryjną
Microsoft PowerPoint Wykład 7 Podstawy sterowania ruchem pociągów
Nowy Prezentacja programu Microsoft PowerPoint 5
Rola rynku i instytucji finansowych INowy Prezentacja programu Microsoft PowerPoint
ZADANIA PiP Prezentacja Microsoft PowerPoint
Nowy Prezentacja programu Microsoft PowerPoint ppt
Microsoft PowerPoint IP5 klasyfikacje tryb zgodnosci
Microsoft PowerPoint IP tryb zgodnosci
2015 08 20 07 44 48 01
Microsoft PowerPoint 02 srodowisko bazy danych, modele
(Microsoft PowerPoint 2 KONWENCJA WIEDENSKAid 1358 (2)
Microsoft PowerPoint IP5 bazydanych tryb zgodnosci
więcej podobnych podstron