„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Stefan Suwara
Wykonywanie operacji kształtowania blachy
721[03].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Stanisław Kołtun
mgr inż. Tadeusz Ługowski
Opracowanie redakcyjne:
mgr inż. Stefan Suwara
Konsultacja:
mgr inż. Piotr Ziembicki
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 721[03].Z1.03
Wykonywanie operacji kształtowania blachy zawartego w modułowym programie nauczania
dla zawodu blacharz samochodowy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania
wstępne
5
3. Cele
kształcenia
6
4. Materiał nauczania
7
4.1.Organizacja stanowiska pracy
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 12
4.1.3. Ćwiczenia 12
4.1.4. Sprawdzian postępów 14
4.2.Wybrane zagadnienia obróbki plastycznej
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające 18
4.2.3. Ćwiczenia 19
4.2.4. Sprawdzian postępów 20
4.3.Technologia kształtowania blach
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające 30
4.3.3. Ćwiczenia 31
4.3.4. Sprawdzian postępów 32
4.4.Podstawy eksploatacji maszyn
33
4.4.1. Materiał nauczania
33
4.4.2. Pytania sprawdzające 36
4.4.3. Ćwiczenia 37
4.4.4. Sprawdzian postępów 39
5. Sprawdzian osiągnięć
40
6. Literatura
44

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny we wzbogacaniu wiedzy z zakresu technologii
kształtowania blach cienkich, podstaw eksploatacji maszyn oraz pomoże kształtować
umiejętności gięcia i kształtowania blach cienkich.
W poradniku zamieszczono:
– wymagania wstępne: to wykaz tych umiejętności, które powinieneś mieć opanowane
zanim przystąpisz do realizacji programu jednostki modułowej; przeczytaj je uważnie
i odpowiedz na pytanie, czy posiadasz te umiejętności,
– cele kształcenia to wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania, podzielony na cztery części; każda zawiera:
− zestaw informacji, który pozwoli Ci przygotować się do wykonania ćwiczeń; naucz
się ich sumiennie pamiętając o tym, że aby umieć coś zrobić najpierw trzeba
wiedzieć,
− pytania sprawdzające; odpowiadając na nie, sam stwierdzisz, czy jesteś dobrze
przygotowany do wykonania ćwiczeń,
− ćwiczenia: to najważniejszy etap Twojej nauki; będziesz je wykonywał samodzielnie
lub w grupie kolegów. Staraj się być aktywny, uważnie i starannie przygotuj
ćwiczenie, podczas wykonywania ćwiczeń skorzystaj z instrukcji, materiałów,
narzędzi i maszyn, nie lekceważ rad i uwag nauczyciela, sporządź dokumentację
ćwiczenia oraz co najważniejsze, przestrzegaj zasad bhp,
− sprawdzian postępów: odpowiadając na zawarte tam pytania, sam odpowiesz sobie,
czy osiągnąłeś cele kształcenia, stawiając znak X w miejscu przy słowie:
Tak – jeżeli jesteś w stanie odpowiedzieć pozytywnie na zadane pytanie,
Nie – jeżeli nie jesteś w stanie odpowiedzieć pozytywnie na zadane pytanie (twoja
odpowiedź jest negatywna).
Należy pamiętać, że zakreślenie słowa Nie oznacza, iż twoja wiedza nie jest pełna.
Powinieneś wrócić do niektórych zagadnień i uzupełnić brakujące informacje.
Podczas realizacji zajęć staraj się być aktywny, korzystaj ze wszystkich materiałów,
narzędzi i maszyn, jakie otrzymasz. Jeśli jednak będziesz miał trudności ze zrozumieniem
tematu lub ćwiczenia, to poproś nauczyciela lub pracując w grupie, kolegę, by wyjaśnili Ci,
czy dobrze wykonujesz daną czynność.
W czasie zajęć edukacyjnych będziesz miał do czynienia z różnymi narzędziami,
maszynami, urządzeniami oraz materiałami. W trosce o własne bezpieczeństwo, jak również
Twoich kolegów musisz przestrzegać regulaminu pracowni oraz zasad bhp; szczegółowe
przepisy poznasz przed wykonywaniem kolejnych ćwiczeń.
Podczas nauki zwróć szczególną uwagę na:
– zrozumienie materiału nauczania,
– zastosowanie wiadomości teoretycznych w ćwiczeniach praktycznych,
– przestrzeganie regulaminu pracowni oraz zasad bhp, i p.poż. podczas wykonywanych
zadań.
Zagadnienia istotne i szczególnie trudne, które mogą sprawić Ci problemy to:
– kształtowanie blach przy użyciu narzędzi ręcznych,
– łączenie blachy na zakłady,
– obsługa maszyn do kształtowania blach /o napędzie hydraulicznym i pneumatycznym/.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
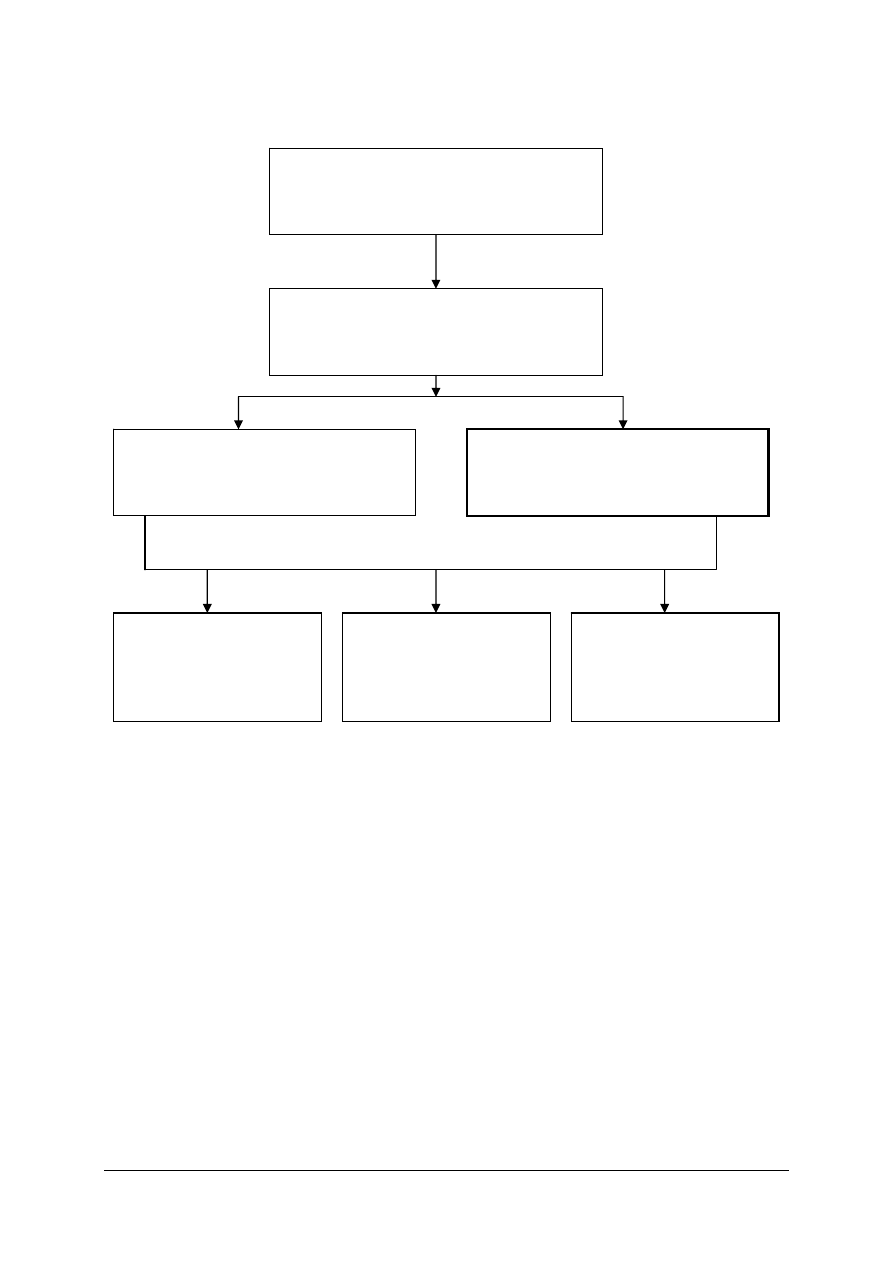
Schemat układu jednostek modułowych
721[03].Z1
Technologia obróbki blachy
721[03].Z1.01
Wykonywanie operacji obróbki
skrawaniem
721[03].Z1.02
Wykonywanie operacji cięcia blachy
721[03].Z1.03
Wykonywanie operacji
kształtowania blachy
721[03].Z1.04
Wykonywanie połączeń
blachy techniką spawania
721[03].Z1.05
Wykonywanie połączeń
blachy techniką
zgrzewania
721[03].Z1.06
Wykonywanie
nietypowych
połączeń blachy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
− charakteryzować procesy obróbki wiórowej i obróbki plastycznej,
− posługiwać się dokumentacją techniczną,
− szkicować części maszyn i elementy z blach,
− korzystać z różnych źródeł informacji,
− poszukiwać informacji w Internecie,
− rozpoznawać podstawowe narzędzia ślusarskie,
− rozróżniać typowe maszyny i urządzenia,
− posługiwać się rysunkami technicznymi oraz schematami i dokumentacją techniczną
zespołów samochodu,
− rozpoznawać podstawowe grupy materiałów stosowane w budowie samochodów,
− stosować układ jednostek miar SI.
− uczestniczyć w dyskusji i prezentacji,
− współpracować w grupie,
− stosować ogólne zasady bhp i ppoż. w czasie eksploatacji maszyn i urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− scharakteryzować proces obróbki plastycznej na zimno,
− porównać proces kucia i tłoczenia,
− opisać zastosowanie procesu kucia i tłoczenia,
− scharakteryzować podstawowe operacje kształtowania blach,
− zorganizować stanowisko pracy w warsztacie blacharskim,
− dokonać gięcia blachy cienkiej ręcznie,
− dokonać gięcia blachy cienkiej maszynowo,
− dokonać wytłaczania prostych wyrobów na prasach,
− scharakteryzować proces kształtowania wytłoczek w przemysłowej produkcji nadwozi,
− opisać przebieg procesu nietypowych operacji kształtowania blach,
− dokonać gięcia ręcznego blach z użyciem narzędzi i przyborów,
− opisać proces starzenia eksploatacyjnego,
− scharakteryzować czynniki wpływające na jakość eksploatacji maszyn i urządzeń
przemysłowych,
− opisać budowę, zasadę działania i przeznaczenie typowej prasy stosowanej
w tłocznictwie,
− obsłużyć maszyny do kształtowania blach,
− zastosować oprzyrządowanie w procesach mechanicznego kształtowania blach,
− zamocować tłocznik na prasie,
− ocenić jakość wykonanego wyrobu,
− dokonać operacji kształtowania blach z zastosowaniem wybranych elementów procesu
technologicznego,
− opisać organizację pracy w tłoczni nadwozi samochodowych,
− zaplanować sposób utylizacji i regeneracji odpadów powstających podczas kształtowania
blach,
− zastosować przepisy bhp, ochrony ppoż. i ochrony środowiska w warsztacie blacharskim
i tłoczni nadwozi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Organizacja stanowiska pracy
4.1.1. Materiał nauczania
W warsztacie napraw blacharskich mogą być wykonywane prace:
− naprawy poawaryjne nadwozi,
− naprawy eksploatacyjne nadwozi,
− naprawy ram i struktur samonośnych,
− wymiana elementów poszycia,
− drobne prace ślusarskie i spawalnicze.
Warsztat blacharski powinien stanowić wydzielone pomieszczenie z całości przedsiębiorstwa
samochodowego czy stacji obsługi. Powierzchnia warsztatu powinna wynosić ok. 200 m
2
. Ze
względu na hałas powstający podczas prac blacharskich blacharnia powinna być izolowana
akustycznie. Dość często warsztat blacharski sytuuje się w pobliżu lakierni ze względu na
sekwencję prac blacharskich i lakierniczych. Jeżeli już tak jest należy wyraźnie rozgraniczyć
te dwa pomieszczenia; prace blacharskie i prace lakiernicze należą do zupełnie innych
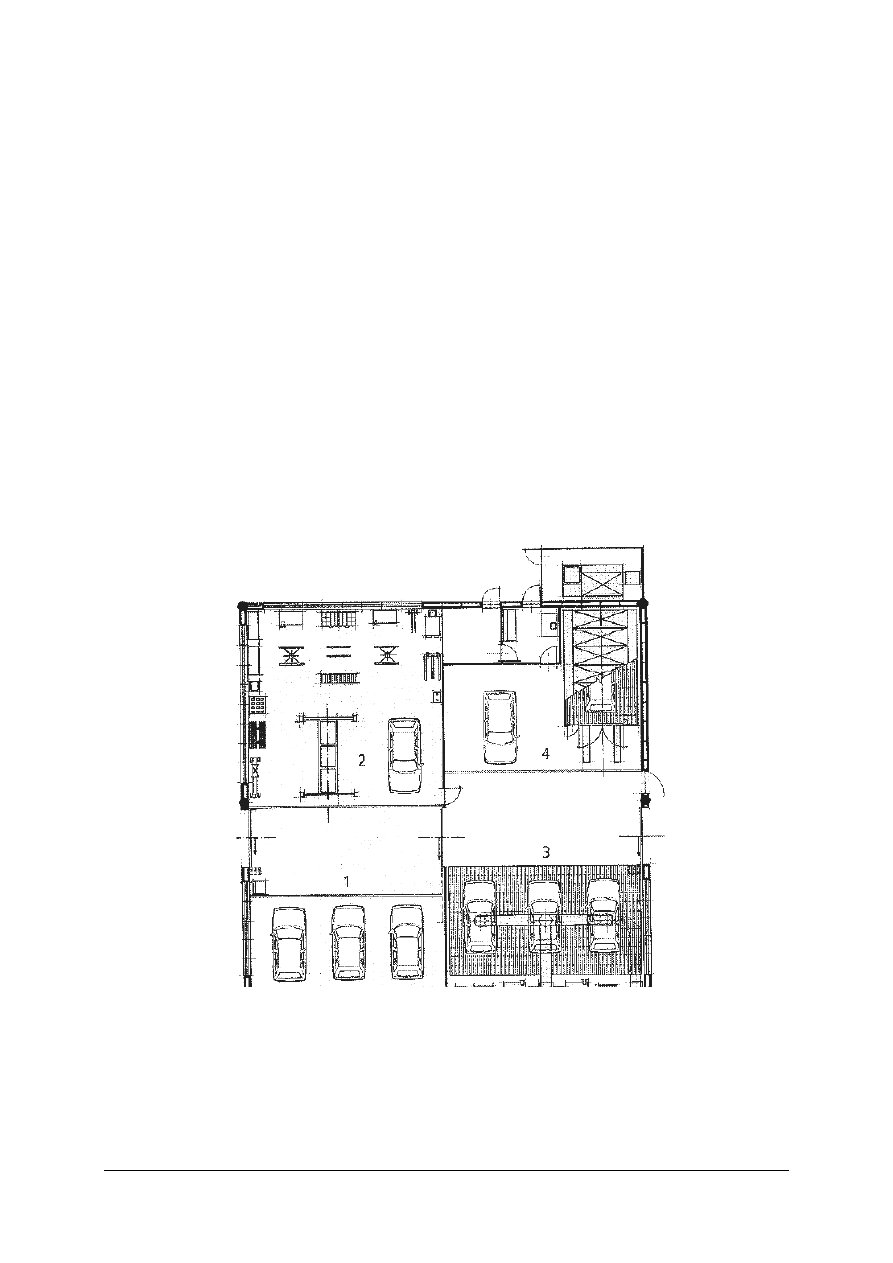
rodzajów prac. Zarówno podłogi, jak i ściany powinny być zmywalne. Przykład
rozmieszczenia pomieszczeń blacharni i lakierni przedstawia rys. 1.
Rys.1. Warsztat blacharsko - lakierniczy [1.cz. I]
1–hala demontażu, 2–hala blacharni,
3–hala przygotowania pojazdów do lakierowania, 4–lakiernia i suszarnia.
Warsztat blacharski do kształtowania blach powinien być wyposażony w instalacje:
– instalacje elektryczne: jednofazową 24V, jednofazową 230V, trójfazową 230/380V,
– instalację sprężonego powietrza, ciśnienie 1 MPa,
– instalację wodociągową i kanalizacyjną,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
– wentylację mechaniczną,
– instalację grzewczą.
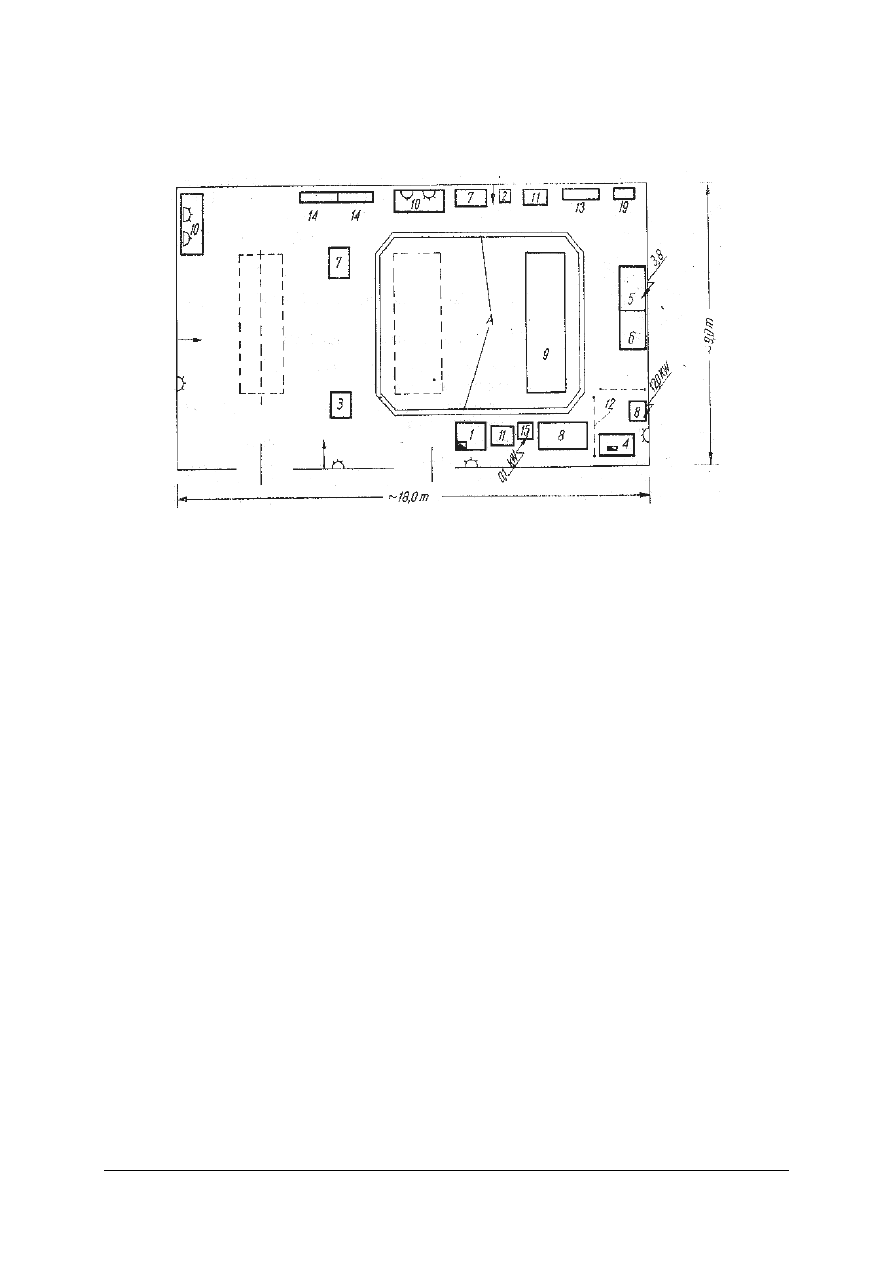
Zagospodarowanie pomieszczenia warsztatu blacharskiego przedstawiają rysunki: 1 i 2.
Rys. 2. Przykład warsztatu blacharskiego [2, s. 120]
1-stół blacharski, 2-nożyce elektryczne przewoźne, 3-płyta blacharska, 4-stół spawalniczy z odsysaczem,
5-aparat do spawania w osłonie CO
2
do blach cienkich, 6-zgrzewarka punkowa, 7-spawarka elektryczna wirowa,
8-wózek ze sprzętem do spawania, 9-uniwersalna rama do prostowania nadwozi, 10-stół ślusarski, 11-szafka,
12 - parawan (ekran), 13-wózek na elementy blach, 14-regał, wózek do przesuwania samochodów, A-
prowadnice do kotwienia cięgien ramy do prostowania nadwozi.
Z punktu widzenia technologii, praca blacharza polega, na nadawaniu arkuszowi blachy
odpowiedniego kształtu.
Kolejność czynności jest następująca: trasowanie, cięcie, kształtowanie i łączenie elementów.
Trasowanie polega na rysowaniu w skali 1:1 bezpośrednio na blasze danego elementu.
Kolejnym etapem pracy blacharza jest wycięcie przedmiotu, np. za pomocą nożyc ręcznych
lub elektrycznych, a następnie kształtowanie jego formy - zwijanie, usztywnianie obrzeży
blachy drutem, zaginanie. Do gięcia blach blacharz używa różnych narzędzi: zaginadeł,
szczypiec blacharskich, pras. Często poszczególne detale dopasowuje się ręcznie, przy użyciu
drewnianego młotka i klepaczki gumowej. Młotki wykonane z drewna, gumy lub metali,
mające różny kształt, są bardzo ważnym narzędziem blacharskim, a wyprostowanie blachy
czy idealne dopasowanie je do foremników za ich pomocą – to największa umiejętność
blacharza, wymagająca lat praktyki.
Uniwersalne wyposażenie stanowiska blacharni do kształtowania blach powinno
obejmować:
− stoły ślusarskie, imadła, wiertarki,
− krawędziarki, zawijarki, zaginarki, żłobiarki, nożyce stołowe i gilotynowe, prasę,
− urządzenia do nagrzewania blachy,
− szczypce, pilniki, przecinaki, młotki,
− klepadła, łyżki blacharskie, rozpieraki śrubowe, materiały ścierne i narzędzia diamentowe,
− narzędzia ręczne zmechanizowane (pneumatyczne i elektryczne), np. wiertarki, szlifierki,
polerki, pilarki, pistolety do przedmuchiwania,
− narzędzia hydrauliczne, np.: rozpieracze, ściągacze, klamry blacharskie,
− podnośniki, dźwigniki,
− szafkę narzędziową z podręcznymi narzędziami ślusarskimi i blacharskimi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
− palety z materiałami wyjściowymi i z gotowymi wyrobami,
− apteczkę i sprzęt gaśniczy,
− środki ochrony indywidualnej,
− instrukcje obsługi maszyn i urządzeń.
Tłocznia nadwozi samochodowych powinna być wyposażona w:
– prasy hydrauliczne z oprzyrządowaniem,
– prasy mechaniczne z oprzyrządowaniem,
– prasy elektromagnetyczne z oprzyrządowaniem,
– maszyny do cięcia,
– maszyny do gięcia i zwijania blach,
– maszyny do żłobienia blach,
– maszyny do kształtowania blach,
– maszyny do mechanicznego łączenia blach,
– przyrządy do gięcia kształtowników,
– hydrauliczne przyrządy do rozciągania lub rozpierania,
– elektryczne przyrządy do wykańczania powierzchni blach,
– przyrządy do kształtowania blachy przez tłoczenie,
– sprzęt pomiarowy
Plan sposobu utylizacji i regeneracji odpadów powstających podczas kształtowania
blach
Podczas wykonywania prac blacharskich występują odpady w postaci:
– zanieczyszczeń korozyjnych,
– pozostałości farb i lakierów,
– skrawków blachy,
– braków poprodukcyjnych,
– zużytych lub uszkodzonych narzędzi.
Pierwsze trzy rodzaje odpadów należy składować selektywnie w oddzielnych pojemnikach
i następnie przekazywać do zakładów utylizacyjnych.
Braki poprodukcyjne należy zwrócić do magazynu celem dokonania weryfikacji
i ewentualnego ich wykorzystania do produkcji mniejszych elementów. Uszkodzone lub
zużyte narzędzia przekazujemy do narzędziowni celem dokonania ich regeneracji lub
złomowania.
Zalecenia bezpieczeństwa pracy podczas wykonywania operacji kształtowania blach
oraz pracy w tłoczni nadwozi samochodowych
Trasowanie – należy zachować szczególną ostrożność ze względu na ostre końce znaczników,
którymi pracownik może zranić rękę lub oczy.
Na wolne końce znaczników zaleca się nakładanie – podczas pracy i przerw – specjalnych
kapturków ochronnych.
Przy pracy punktakiem elektrycznym należy sprawdzić izolację przewodów
doprowadzających prąd do punktaka, których uszkodzenie może spowodować porażenie,
bezpośrednio lub poprzez trasowany przedmiot.
Przedmioty na płytach traserskich, pryzmach i innych urządzeniach powinny być
zabezpieczone przed upadkiem.
Przy manipulowaniu blachą na stole traserskim ręce należy chronić rękawicami.
Na stanowiskach traserskich powinny się znajdować tylko niezbędne do pracy narzędzia.
Cięcie nożycami – nożyce powinny być dostosowane do grubości przycinanego metalu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Uderzanie młotkiem w dźwignie nożyc w celu zwiększenia nacisku jest niedopuszczalne.
Podczas cięcia cienkich blach ręcznymi nożycami należy trzymać rozcinany materiał przez
rękawicę ochronną i zachować szczególną ostrożność, aby uniknąć urazu ręki ostrą krawędzią
blachy lub bezpośrednio ostrzami nożyc.
Nie należy pracować zbyt luźno skręconymi, tępymi lub zużytymi nożycami.
Prostowanie, gięcie – należy prostować i zginać tylko metale plastyczne (ciągliwe).
Należy wykonywać prace w rękawicach ochronnych. Blachę należy prostować lub giąć
używając sprawnych młotów drewnianych lub gumowych. Nie wolno uderzać stalowym
młotkiem w części ze stali hartowanej, nawęglanej lub cyjanowej, ponieważ z reguły
powoduje to odpryskiwanie odłamków.
Przy zginaniu miękkiego materiału lub przedmiotu o obrobionych powierzchniach należy
używać miękkich wkładek ochronnych na szczęki imadła, aby zginany przedmiot nie został
uszkodzony przez powierzchnie szczęk imadła.
Materiał grubszy można giąć tylko na gorąco, gdyż ogrzany do odpowiedniej
temperatury staje się bardziej plastyczny i do wywołania pewnego odkształcenia wystarcza
mniejszej siły niż przy gięciu na zimno. Zmniejsza się wówczas prawdopodobieństwo
powstania pęknięć i zmniejszają się naprężenia własne w metalu.
Piłowanie pilnikiem – obrabiany element należy pewnie zamocować w imadle lub
zabezpieczyć w inny sposób przed wysuwaniem.
Powinno stać się w odległości około 0,2 m od obrabianego materiału. Lewa noga
wysunięta do przodu, tułów lekko pochylony do przodu, ciężar ciała powinien być głównie na
lewej nodze. Pilnik należy ująć tak, aby duży palec znalazł się na trzonku, a pozostałe
obejmowały go od spodu. Lewą rękę z niezgiętymi palcami należy ułożyć na końcu pilnika;
obejmowanie końca pilnika całą dłonią może spowodować skaleczenie palców o piłowany
materiał.
Piłować należy całą długością pilnika ruchami ciągłymi i równomiernymi, regulując
odpowiednio nacisk na pilnik.
Nie wolno uderzać pilnika młotkiem lub o imadło, a także używać go jako dźwigni do
podważania. Powinno się używać tylko pilników ostrych i nieuszkodzonych. Opiłki
powstające podczas piłowania należy odkurzać lub zmiatać za pomocą szczotki z włosia lub
w ostateczności - szmatką. Nie wolno zgarniać opiłków gołą ręką, zdmuchiwać ustami ani
sprzężonym powietrzem, ponieważ grozi to zabrudzeniem oczu lub okaleczeniem dłoni. Do
odtłuszczania nie wolno używać benzyny ani spirytusu metylowego (metanolu).
Podczas pracy w warsztacie należy przestrzegać zasad bezpieczeństwa i higieny pracy,
a także przepisów przeciwpożarowych. Taki obowiązek przestrzegania należy zarówno do
pracownika jak i do pracodawcy.
Należy pamiętać, że pracodawca zobowiązany jest do:
− zapewnienia bezpieczeństwa oraz higieny pracy,
− przeprowadzania odpowiednich szkoleń pracowników,
− ochrony zdrowia pracowników,
− zapobiegania chorobom oraz wypadkom, a kiedy takie nastąpią zobowiązany jest do
przeprowadzenia właściwego postępowania powypadkowego.
Pracownik ma obowiązek:
− być zaznajomionym z przepisami i zasadami bhp,
− uczestniczyć we właściwych szkoleniach,
− poddawać się lekarskim badaniom profilaktycznym,
− zawsze powiadamiać przełożonego o zaistniałym wypadku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Praca z narzędziami z napędem elektrycznym przynosi pewne niebezpieczeństwa. Główne
przyczyny wypadków to brak uziemienia, brak lub zły stan osłon, niestosowanie środków
ochrony indywidualnej (ubrania roboczego, rękawic itd.) oraz nieumiejętne używanie
narzędzi elektrycznych.
Żeby zapobiec wypadkom należy:
− zapoznać się z instrukcjami stanowiskowymi dla urządzeń i narzędzi,
− przed rozpoczęciem pracy sprawdzić stan techniczny elektronarzędzi,
− przewód elektryczny nie ulegał skręceniu lub złamaniu,
− gniazdko i wtyczka oraz przewód powinny być zabezpieczone przed uszkodzeniem
mechanicznym, wysoką temperaturą, wpływami chemikaliów czy też wilgocią,
− posiadać, oraz nosić dopasowaną i zapiętą odzież roboczą,
− nosić izolowane obuwie i rękawice ochronne, aby zapobiec porażeniu prądem,
Z racji pracy z blachami oraz różnego rodzaju prętami, które zwykle mają ostre krawędzie
lub też końce istnieje niebezpieczeństwo zranienia. Aby temu zapobiec należy pamiętać
o noszeniu ubrania ochronnego oraz rękawic.
Wszelkie odpady, pozostałości po zgrzewaniu i obróbce nadwozia samochodowego
powinny być odpowiednio składowane i utylizowane poza terenem zakładu w miejscach do
tego przeznaczonych.
W celu zapewnienia bezpiecznej pracy w tłoczniach – prasy zaopatruje się w różnego
rodzaju urządzenia zabezpieczające przed urazami rąk przez narzędzia zamocowane
w suwaku. Do takich urządzeń zalicza się automatyczne podajniki materiału, mechanizmy do
włączania prasy wymagające jednoczesnego posługiwania się obydwiema rękami, osłony
przestrzeni, w której przesuwają się stemple, automatyczne urządzenia do usuwania rąk spod
stempli w chwili ich opuszczania się, urządzenia ochronne nie dopuszczające do
przypadkowego uruchomienia prasy (np. osłony pedału) oraz osłony kół pasowych, pasów
i kół zębatych.
Przy tłoczeniu pojedynczych półwyrobów i ręcznym ich podawaniu do tłocznika
niedopuszczalne jest nastawianie prasy na pracę ciągłą.
Podczas pracy w tłoczniach na prasach należy:
1) W razie stwierdzenia, że:
a) prasa wydaje nierównomierny stuk, suwak zaczyna opuszczać się samoczynnie lub
wykonuje podwójne uderzenia,
b) powstają przedmioty brakowe;
tłoczarz powinien wyłączyć prasę i zawiadomić swojego przełożonego.
2) Nie wprowadzać rąk podczas pracy prasy do przestrzeni między stemplem a matrycą.
3) Nie kłaść do tłocznika jednocześnie więcej niż jednego wyrobu.
4) Nie trzymać nogi na pedale włączającym przy wkładaniu półfabrykatu do tłocznika
(zdejmować nogę z pedału natychmiast po naciśnięciu go).
5) Nie usuwać rękami odpadów ze stempla i matrycy, odpowiednimi narzędziami,
6) Przy wkładaniu półwyrobu do tłocznika i przy wyjmowaniu wyrobu posługiwać się
odpowiednimi narzędziami ręcznymi, np. szczypcami,
7) Samodzielnie nie regulować i nie przełączać prasy na ruch ciągły,
8) Nie czyścić i nie smarować prasy w ruchu,
9) Nie wyłączać i nie zdejmować z prasy urządzeń ochronnych.
Po zakończeniu pracy należy:
1) Zatrzymać prasę i wyłączyć silnik elektryczny,
2) Uporządkować stanowisko robocze i położyć w odpowiednim miejscu wszystkie
półwyroby i gotowe wyroby,
3) Oczyścić prasę i tłocznik, nasmarować części robocze tłocznika i prowadnice suwaka.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie prace wykonuje się w warsztacie blacharskim?
2. W jakie instalacje powinien być wyposażony warsztat blacharski?
3. W jakie meble (specjalistyczne) należy wyposażyć warsztat blacharski?
4. Jakie maszyny i urządzenia powinny być w warsztacie blacharskim?
5. W jakie maszyny i urządzenia powinna być wyposażona tłocznia blach?
6. Jakie zasady BHP musi zachować podczas pracy na prasie tłoczarz?
7. Jakie typowe zagrożenia mogą wystąpić podczas prac blacharskich?
8. Jakie są zalecenia bezpieczeństwa przy wykonywaniu typowych prac blacharskich?
9. Z jakich elementów składa się indywidualna ochrona blacharza samochodowego?
10. Jak należy gospodarować odpadami poprodukcyjnymi z warsztatu blacharskiego?
11. Jakie obowiązki spoczywają na pracodawcy w zakresie bhp?
12. Jakie obowiązki mają pracownicy?
13. Jak zabezpieczyć się przed wypadkami z narzędziami elektrycznymi?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zaplanuj organizację stanowiska do kształtowania blach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) narysować rzut pomieszczenia warsztatu blacharskiego w skali,
2) sporządzić wykaz wyposażenia stanowiska blacharskiego tak, żeby dokumentacja,
narzędzia obróbkowe i pomiarowe znajdowały się na przewidzianych na nie miejscach
w zasięgu ręki blacharza,
3) zaplanować miejsce na materiał przeznaczony do obróbki,
4) zaplanować ilość miejsca, które przeznaczysz na stanowisko do kształtowania blachy,
5) sporządzić wykaz wyposażenia stanowiska do kształtowania blach,
6) wrysować w rzut pomieszczenia, posługując się znakami umownymi to wyposażenie;
− krawędziarki, zawijarki, zaginarki, żłobiarki, nożyce stołowe i gilotynowe, prasę,
− urządzenia do nagrzewania blachy,
− klepadła, łyżki blacharskie, rozpieraki śrubowe,
− narzędzia hydrauliczne, np.: rozpieracze, ściągacze, klamry blacharskie,
− szafka narzędziowa z podręcznymi narzędziami ślusarskimi i blacharskimi,
− paleta z materiałami wyjściowymi i z gotowymi wyrobami,
− apteczka i sprzęt gaśniczy,
− instrukcje obsługi maszyn i urządzeń.
7) zaplanować miejsce na wyroby gotowe,
8) wrysować w rzut pomieszczenia instalacje, które będą niezbędne w pracach
kształtowania,
9) zaplanować w pobliżu gniazdo elektryczne zasilające w energię elektryczną o napięciu
230 V, co umożliwi włączanie i uruchamianie elektronarzędzi,
10) zaplanować stanowisko tak, żeby było wyposażone w instrukcje bhp, ppoż,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wyposażenie stanowiska pracy:
– materiały piśmienne i kreślarskie,
– literatura dotycząca organizacji napraw blacharskich,
– katalogi handlowe maszyn i narzędzi blacharskich,
– zestaw komputerowy z dostępem do Internetu.
Ćwiczenie 2
Posiadasz do dyspozycji blachy stalowe o grubości:1 mm;1,5 mm;3,0 mm. o wymiarach
1000 mm x 2000mm.
Jakich nożyc użyjesz do ich podziału przygotowując powyższe blachy na wymiar
200mm x1000 mm pod wytłoczenie progów i stopni do pojazdów samochodowych?
Dokonaj doboru pras do wytłaczania powyższych elementów.
Sposób
wykonania
ćwiczenia
Aby
wykonać ćwiczenie powinieneś:
1) przypomnieć wiadomości dotyczące technologii cięcia,
2) przypomnieć wiadomości dotyczące technologii tłoczenia blach,
3) dobrać odpowiednie narzędzia lub maszyny do podziału w/w blach,
4) dobrać odpowiednie maszyny do tłoczenia w/w blach,
5) uzasadnić dobór maszyn i narzędzi.
Wyposażenie stanowiska pracy:
– materiały piśmienne i kreślarskie,
– literatura dotycząca kształtowania blach,
– katalogi handlowe maszyn i narzędzi blacharskich.
Ćwiczenie 3
Dokonaj doboru indywidualnych środków ochrony pracownika do pracy w tłoczni przy
obsłudze pras o napędach; mechanicznym, hydraulicznym i ręcznym.
Sporządź charakterystykę sprzętu bhp będącego środkami ochrony osobistej pracownika
obsługującego prasę o napędzie mechanicznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sporządzić wykaz zagrożeń jakie występują podczas prac w tłoczni,
2) dobrać ubranie ochronne oraz inny sprzęt osobisty,
3) scharakteryzować wybrane przykłady sprzętu ochrony osobistej pracownika tłoczni
korzystając z różnych źródeł informacji,
4) sporządzić wykaz kolejnych czynności przy uruchamianiu i wyłączaniu pras /w oparciu
o przedstawiony film dotyczący bezpiecznej pracy w tłoczni/.
Wyposażenie stanowiska pracy:
– zestaw środków ochrony osobistej,
– materiały piśmienne,
– specyfikacje zagrożeń bhp,
– katalogi handlowe,
– zestaw komputerowy z dostępem do Internetu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zaplanować rozmieszczenie maszyn i urządzeń na stanowisku
kształtowania blach?
2) dobrać maszyny i urządzenia do stanowiska pracy blacharza
samochodowego kształtującego elementy przeznaczone do wymiany?
3) dokonać charakterystyki technicznej typowych maszyn i urządzeń
oraz narzędzi blacharskich?
4) sporządzić wykaz zagrożeń oraz sposoby zapobiegania tym zagrożeniom
na typowych stanowiskach pracy blacharza samochodowego?
5) dobrać środki ochrony osobistej blacharza samochodowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Wybrane zagadnienia obróbki plastycznej
4.2.1. Materiał nauczania
Pod działaniem sił zewnętrznych materiały ulegają odkształceniom. Przy dostatecznie
dużych naprężeniach odkształcenia te są trwałe.
Zdolność metali do zmian kształtu pod wpływem działania sił zewnętrznych wykorzystywana
jest podczas procesów technologicznych obróbki plastycznej metali.
Do tych procesów technologicznych obróbki plastycznej zalicza się: walcowanie, kucie,
wyciskanie, tłoczenie, prasowanie, ciągnienie i inne. Zastosowanie obróbki plastycznej daje
duże korzyści, gdyż produkcja oparta na tych zasadach jest prosta i wydajna. Obróbka
plastyczna polepsza własności mechaniczne tworzywa powodując korzystny rozkład jego
kryształów włóknistych. W przypadku ściskania własności tworzywa zmieniają się podobnie
jak przy rozciąganiu. Zjawisko to nazywamy umocnieniem materiału powstałym po obróbce
plastycznej.
Kuciem nazywa się proces technologiczny obróbki plastycznej na gorąco lub zimno,
w którym kształt produktu nadawany jest poprzez wywarcie uderzenia lub nacisku. Kucie nie
tylko nadaje wymagany kształt wyrobom, ale ponadto poprawia własności mechaniczne.
W przypadku, gdy nacisk wywołany jest statycznie przez prasę, wtedy zachodzi proces kucia.
Rozróżnia się dwa rodzaje kucia:
− kucie swobodne,
− kucie w matrycach.
Głównymi czynnościami składającymi się na proces technologiczny kucia swobodnego
zalicza się między innymi: przecinanie, wydłużanie, odsadzanie, spęczanie, rozszerzanie lub
spłaszczanie, przebijanie, gięcie, skręcanie, zgrzewanie, gładzenie.
Główne zalety kucia matrycowego:
– krótki czas wykonania odkuwki,
– kształty mogą być skomplikowane,
– przy produkcji wielu sztuk uzyskuje się jednolitość,
– uzyskanie dokładnych wymiarów,
– oszczędność materiałów, zmniejszona liczba wykwalifikowanych pracowników.
Przy kuciu uzyskuje się większą poprawę własności mechanicznych wyrobu niż przy
walcowaniu.
Tłoczenie to proces technologiczny obróbki plastycznej na zimno lub na gorąco
obejmujący operacje cięcia i kształtowania blach, folii lub płyt, albo przedmiotów o małych
grubościach w stosunku do innych wymiarów.
W skład tłoczenia wchodzą następujące operacje:
1) cięcie: wycinanie, odcinanie, dziurkowanie, przycinanie, nadcinanie,
2) gięcie: proces kształtowania, gdzie zmiana krzywizny zachodzi w jednej płaszczyźnie,
a grubość materiału pozostaje niezmieniona: wyginanie, zawijanie, zawijanie
przedmiotów na okrągło,
3) ciągnienie – stosowane przy wykonywaniu naczyń o różnych kształtach: wytłaczanie,
wyciąganie, dotłaczanie, wytłaczanie z dociskiem, tłoczenie w kilku operacjach:
− wyciskanie jest to kształtowanie, w którym nacisk stempla powoduje wypłynięcie
materiału przez otwory lub szczeliny narzędzia. tą metodą produkuje się głównie rury,
pręty, pudełka i naczynia;
− wyoblanie – stosuje się w produkcji jednostkowej i seryjnej, gdy wykonanie przyrządów
do ciągnienia byłoby zbyt kosztowne, a grubość blachy miękkiej stalowej do 1,5 mm,
metali nieżelaznych – 2 mm;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
− obciąganie – jest operacją łączącą gięcie z rozciąganiem. ta technologia wytwarzania
rozwinęła się w przemyśle samochodowym. stosuje się grubości blach stalowych
do1,5 mm i blach ze stopów aluminium i magnezu do 3,0 mm.
Różnice dotyczące procesów kucia i tłoczenia.
Proces technologiczny kucia to zmiana kształtu materiału poprzez: przecinanie, wydłużanie,
odsadzanie, spęczanie, rozszerzanie lub spłaszczanie, przebijanie, gięcie, skręcanie,
zgrzewanie, gładzenie.
Poprzez tłoczenie na zimno lub na gorąco dokonujemy operacji cięcia i kształtowania
blach, folii lub płyt, albo przedmiotów o małych grubościach w stosunku do innych
wymiarów.
Wyoblanie i zgniatanie obrotowe są metodami kształtowania obrotowego wyrobów na
wirującym wzorniku za pomocą rolki, zalecanymi przy mało- i średnioseryjnej produkcji
wyrobów osiowo-symetrycznych.
Wyoblanie jest optymalną metodą produkcji wyrobów o złożonych kształtach, trudnych
do osiągnięcia klasycznymi metodami tłoczenia. Materiałem wyjściowym może być krążek
blachy lub wytłoczka. Metodę stosuje się do produkcji wyrobów ze stali węglowych
i plastycznych stopów metali kolorowych. Na wyoblarkach można realizować złożony proces
technologiczny, składający się z operacji wyoblania, obcinania, zawijania obrzeża, wywijania,
zaginania i łączenia.
Zgniatanie obrotowe jest bezkonkurencyjną metodą wytwarzania wyrobów stożkowych
oraz cylindrycznych z grubym dnem i cienką ścianką pobocznicy. Materiałem wyjściowym
może być krążek blachy, wytłoczka lub odcinek rury. Metodę stosuje się do produkcji
wyrobów ze stali węglowych, nierdzewnych, stopów metali nieżelaznych, także stopów
trudno odkształcalnych. Wyroby posiadają podwyższoną wytrzymałość i twardość, przy
korzystnym układzie włókien.
Rys. 3. Wyroby kształtowane wyoblaniem
Rys. 4. Wyoblarka MWH-700 [8].
lub zgniataniem obrotowym [8].
Wyoblanie i zgniatanie obrotowe realizuje się na specjalistycznych maszynach –
wyoblarkach i zgniatarkach obrotowych.
Wyoblarki nie wymagają dużych sił nacisku na rolce kształtującej. Kształtowanie
wyrobów o pobocznicach krzywoliniowych i stosowanie złożonych ruchów promieniowo-
obkładających wymaga bardzo precyzyjnego sterowania rolką wyoblającą. Najczęściej
stosowane jest sterowanie za pomocą kopiału hydraulicznego lub sterowanie komputerowe.
Zgniatarki obrotowe wymagają stosowania znacznych sił, dlatego ich konstrukcja jest
odpowiednio zwarta i sztywna. Zgniatanie obrotowe realizuje się głównie na wyrobach
o pobocznicy prostoliniowej, stąd system sterowania maszyn jest prostszy.
Rozwój konstrukcji maszyn do obróbki plastycznej jest w znacznej mierze warunkowany
trendami rozwojowymi przemysłu samochodowego. Można je scharakteryzować następująco:
– częste zmiany i wielowariantowość modeli samochodów,
– obniżanie masy części i zespołów samochodu,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
– przenoszenie produkcji części i zespołów do poddostawców,
– wzrastające wymagania dotyczące jakości części i zespołów,
– stały nacisk na obniżanie kosztów produkcji części i zespołów.
Wymienione powyżej trendy wymuszają zmiany w tłoczniach i kuźniach w kierunku
dopasowania ich do wymagań związanych ze zmianami materiałowymi i technologicznymi
wyrobów oraz do zwiększenia elastyczności produkcji przy zachowaniu jej konkurencyjności.
Ma to bezpośredni wpływ na rozwój maszyn do obróbki plastycznej.
Wytłaczanie – proces technologiczny obróbki metali, w którym materiał wyjściowy
w postaci płytki (blachy) zostaje przekształcony w wytłoczkę.
Proces wytłaczania jest prowadzony narzędziami stałymi w postaci stempla ciągowego
o wewnętrznym kształcie wykonywanej części i matrycy o zewnętrznym kształcie tej części.
W niektórych przypadkach jedno z tych narzędzi jest zastępowane gumą lub cieczą.
W niektórych procesach wytłaczania jest stosowany dociskacz, którego zadaniem jest
zapobieganie tworzenia się sfałdowań w trakcie przemieszczania metalu. Istotnym
parametrem jest współczynnik tłoczenia (G), zależny od średnicy tłoczenia (S) i średnicy
płytki wyjściowej (P):
G = S/P
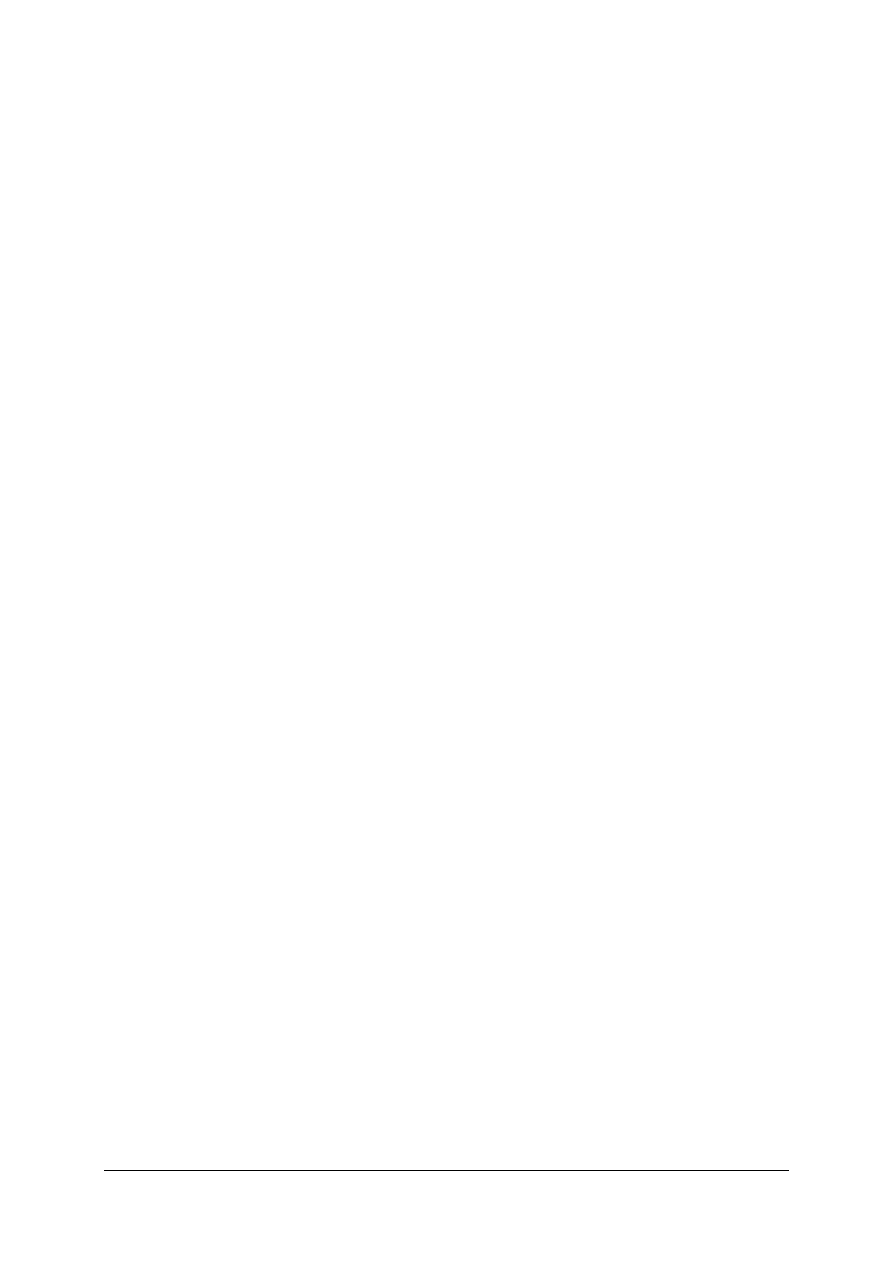
Rys. 5. Schemat procesu wytłaczania [8].
Rys. 6. Wytłaczanie przez roztłaczanie [8]
1 – płytka wyjściowa, 2 – stempel ciągowy, 3 – dociskacz, 4 – matryca,
S – średnica tłoczenia, P – średnica płytki wyjściowej
Blachy cienkie wytłacza się na zimno, a blachy grube na gorąco.
Procesowi wytłaczania mogą być poddawane wszystkie materiały wykazujące wystarczająco
duży margines między granicą plastyczności a obciążeniem niszczącym. Są to np.: stal, stal
nierdzewna, cynk, tytan, stopy glinu, mosiądze i brązy. Wytłaczanie jest prowadzone przy
użyciu pras hydraulicznych lub mechanicznych.
Proces wytłaczania jest realizowany dwoma podstawowymi metodami:
− roztłaczaniem,
− obciskaniem
oraz metodą mieszaną.
Roztłaczanie jest procesem polegającym na rozciąganiu materiału w kierunku dwóch osi
pod naciskiem półkolistego stempla ciągowego. Rozciągana blacha staje się cieńsza
pod wpływem działania stempla.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
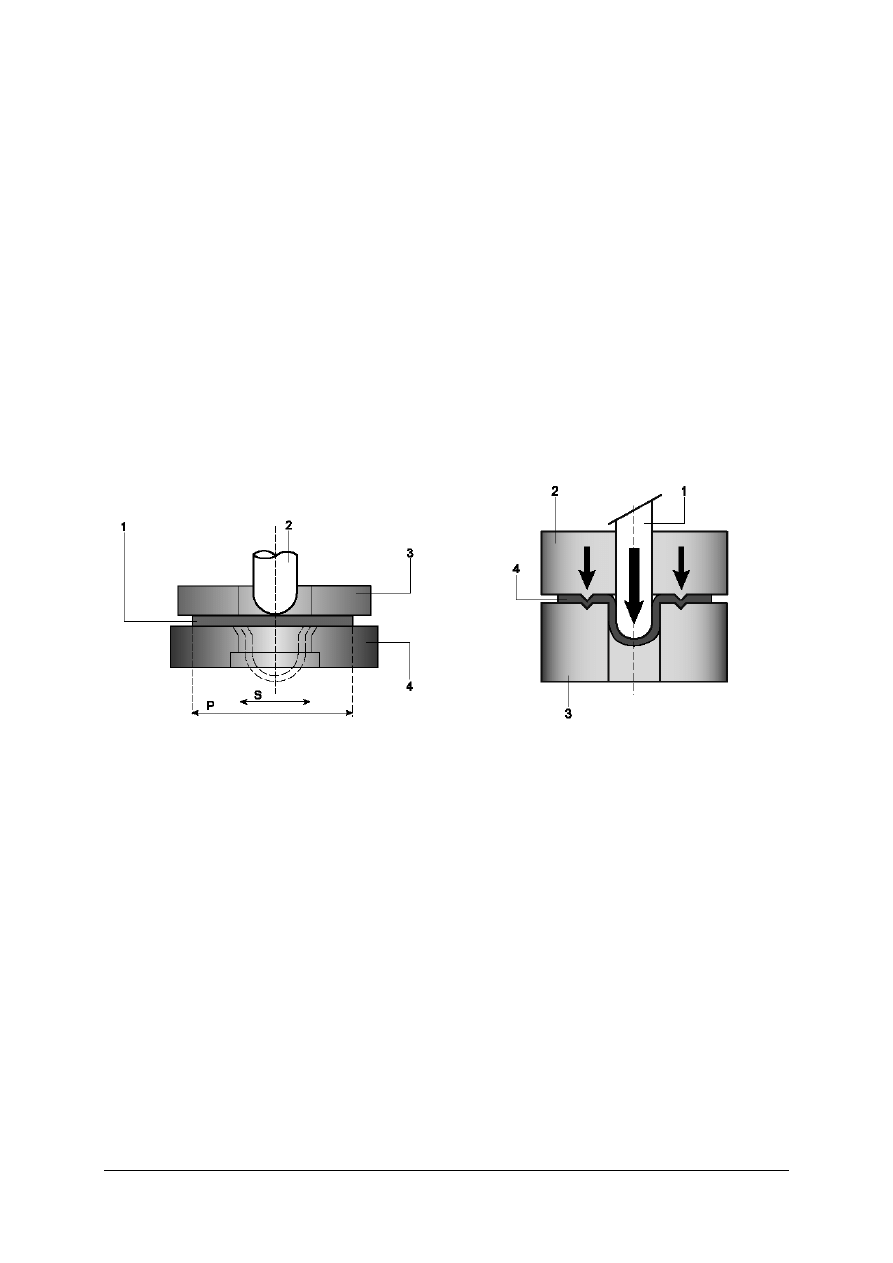
Rys. 7. Wytłaczanie przez obciskanie [8]
Rys. 8. Wytłaczanie mieszane
(roztłaczanie+ obciskanie) [8].
1 – stempel ciągowy, 2 – dociskacz, 3 – matryca, 4 – płytka
Obciskanie jest procesem polegającym na rozciąganiu promieniowym w części pionowej
elementu poddawanego obróbce, połączonym ze ściskaniem stycznym, pod wpływem
stempla ciągowego o płaskim spodzie. W tym przypadku płytka wyjściowa prześlizguje się
między matrycą, a dociskaczem i następuje pogrubienie materiału.
Wytłaczanie mieszane jest procesem polegającym na jednoczesnym zastosowaniu
roztłaczania i obciskania.
W ostatnim czasie metoda wytłaczania znajduje coraz większe zastosowanie ze względu na
dużą wydajność oraz możliwość produkcji części o złożonych kształtach i bardzo dokładnej
tolerancji wymiarów.
Wytłaczanie jest procesem precyzyjnym związanym z wieloma czynnikami istotnymi dla
efektu końcowego, do których można zaliczyć:
− elastyczność, plastyczność i opory wewnętrzne materiału (lepkość),
− przemiany struktury krystalicznej materiału w trakcie tłoczenia,
− wymiary płytki wyjściowej; dobór średnicy wyjściowej jest czynnością bardzo trudną
i wymagającą dużego doświadczenia,
oraz wielu innych czynników, które mają istotny wpływ i znaczenie dla procesu.
Kształtowanie na zimno wyrobów o małej masie i niedużych seriach może odbywać się
na uniwersalnych prasach mimośrodowych i korbowych. Ponieważ procesy obróbki
objętościowej pochłaniają na ogół duże ilości energii, więc przy doborze pras uniwersalnych
należy kierować się nie tylko ich naciskiem nominalnym, ale również ilością energii, jaką
dysponują one w jedynym cyklu pracy. Blachy, płaskowniki i pręty okrągłe grubości do 5 mm
gnie się na zimno. Przy gięciu pod kątem ostrym lub z zaokrągleniem o bardzo małym
promieniu należy zwracać uwagę na kierunek włókien, który się w każdym materiale tworzy
wskutek walcowania. Linia gięcia nie powinna wypaść równolegle do kierunku włókien,
ponieważ mogłoby nastąpić naderwanie włókien.
4.2.2. Pytania sprawdzające
Odpowiadając na pytanie, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak scharakteryzujesz proces obróbki plastycznej na zimno?
2. Jakie występują różnice pomiędzy procesami kucia i tłoczenia?
3. Z jakich metali blachę można poddawać procesom wytłaczania?
4. Jakie operacje wchodzą w skład tłoczenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wytłoczenia 5 symetrycznie rozmieszczonych wzmocnień garbowych w blasze
o długości 1000 mm, szerokości 100 mm i grubości 2 mm na głębokość 10 mm, przy pomocy
ręcznej prasy śrubowej z wykorzystaniem stempla i matrycy jak na poniższym rysunku.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić niezbędne materiały, urządzenia i narzędzia,
2) rozplanować symetrycznie punkty wprowadzenia stempla,
3) napunktować punktakiem w/w miejsca,
4) wykonać ćwiczenie zgodnie z poleceniem nauczyciela,
5) w czasie wykonywania ćwiczenia zwrócić szczególną uwagę na przepisy bhp i ppoż.
Wyposażenie stanowiska pracy:
− materiał przygotowany do tłoczenia,
− ręczna prasa śrubowa,
− narzędzia pomiarowe i traserskie,
− sprzęt ochrony osobistej.
Ćwiczenie 2
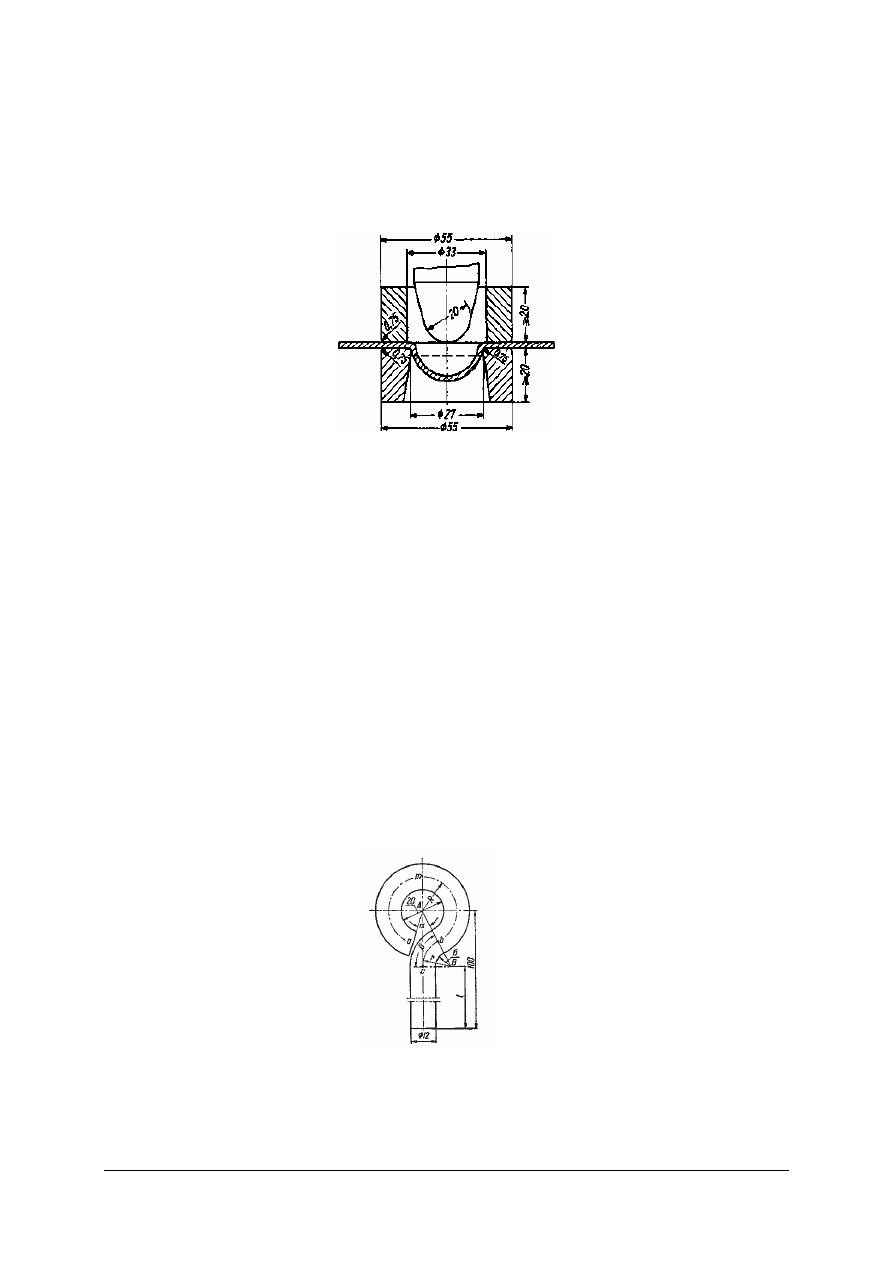
Dokonaj wyprofilowania pręta metodą gięcia zgodnie z poniższym rysunkiem,
a następnie przy pomocy zabiegu kucia dokonaj spłaszczenia poniższego zaczepu do grubości
6 mm.
Rys. do ćwiczenia 2
„W wypadku gięcia bez zaokrąglenia po stronie wklęsłej lub z zaokrągleniem o promieniu
mniejszym niż 0,3 grubości zginanego pręta, długość części wygiętej przyjmuje się
w zależności od materiału równą (0,4-:-0,6) x g, średnio 0,5 x g, gdzie g jest grubością pręta”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokonać obliczeń w celu uzyskania informacji o długości materiału wyjściowego,
2) zgromadzić niezbędne przyrządy i narzędzia,
3) wykonać operacje gięcia pręta celem uzyskania kształtu jak na rysunku,
4) dokonywać pomiarów międzyoperacyjnych,
5) po uzyskaniu żądanego kształtu przygotować zaczep do zabiegu kucia mającego na celu
jego spłaszczenie,
6) nagrzać zaczep w kotlinie kowalskiej,
7) wykonywać zabieg spłaszczania dokonując okresowych pomiarów grubości,
8) po uzyskaniu grubości zaczepu równej 6,5 mm dokonać zabiegu gładzenia poprzez
maksymalne wyrównywanie płaszczyzn i doprowadzając grubość zaczepu do żądanego
wymiaru.
Wyposażenie stanowiska pracy:
– stół warsztatowy z imadłem,
– materiał (pręt stalowy)
– sworzeń stalowy o średnicy 20 mm,
– kowadło kowalskie,
– kotlina kowalska,
– narzędzia kowalskie,
– kątomierz uniwersalny,
– suwmiarka,
– przybory do pisania.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować obróbkę plastyczną
na
zimno?
2) rozróżnić proces kucia od procesu tłoczenia?
3) obsłużyć prasę hydrauliczną?
4) zamocować tłocznik na prasie?
5) dokonać wytłoczenia
prostych
wyrobów?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3. Technologia kształtowania blach
4.3.1. Materiał nauczania
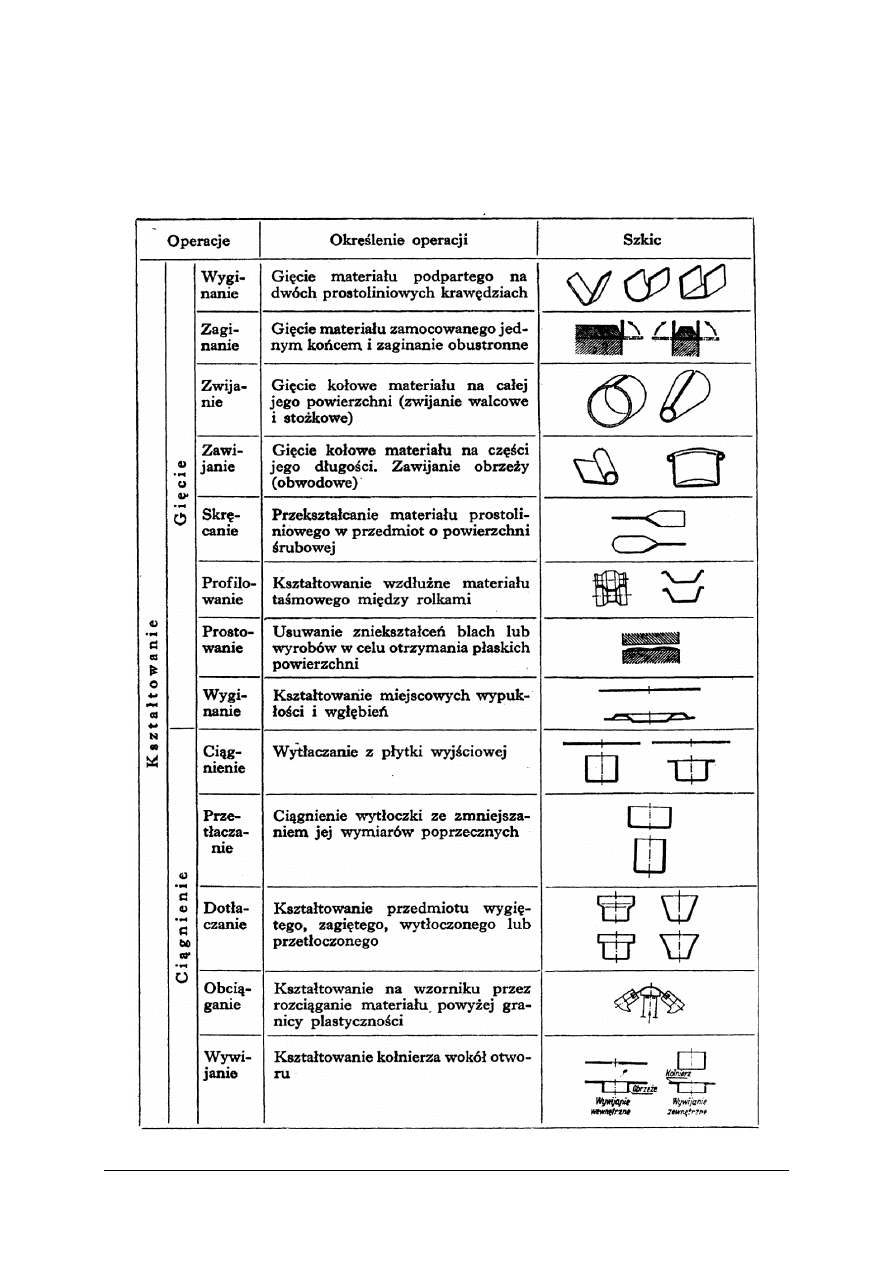
Tabela 1. Wybrane operacje kształtowania blachy [6, s. 254].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
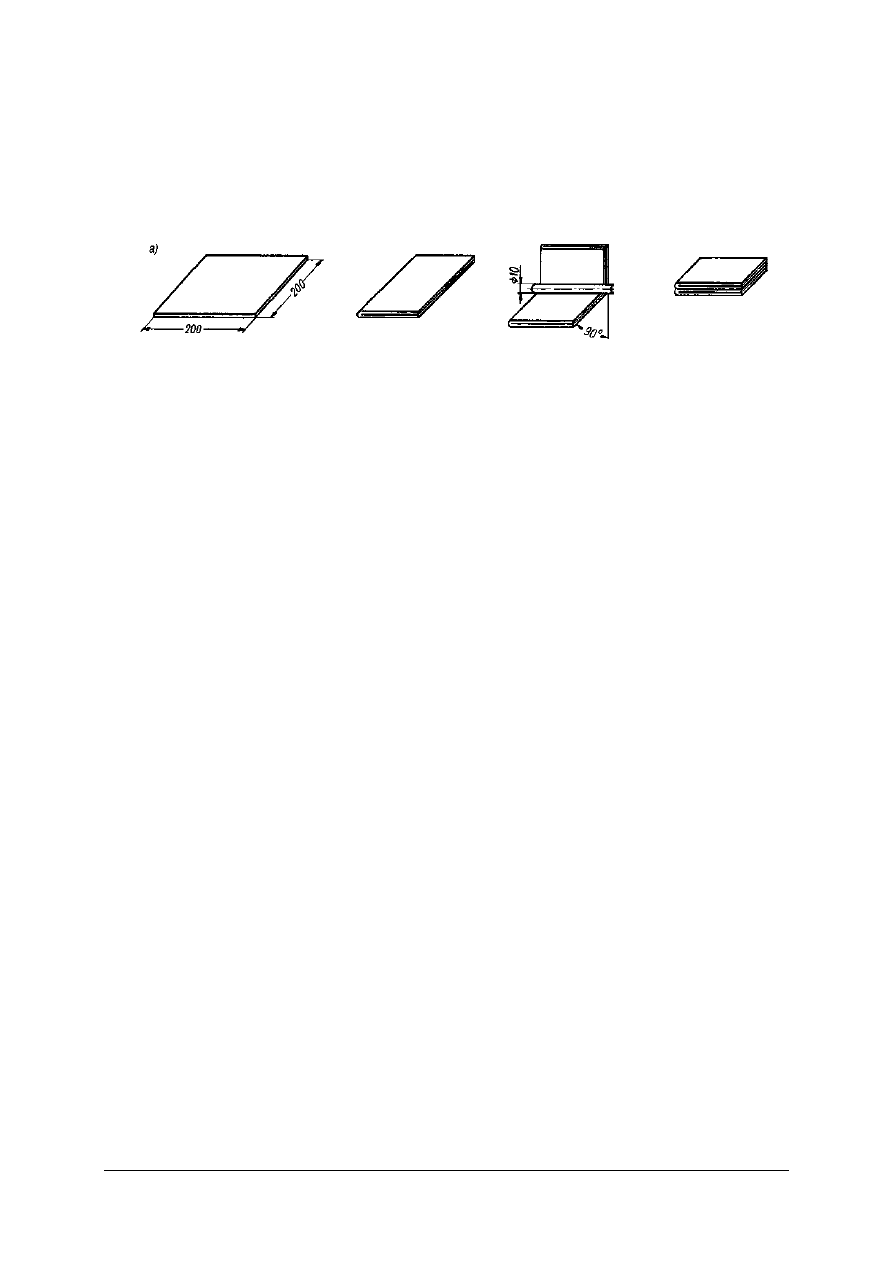
Gięcie polega na kształtowaniu materiału między odpowiadającymi sobie
powierzchniami narzędzia, bez zamierzonej zmiany grubości materiału.
Rozróżnia się następujące operacje gięcia:
– wyginanie – gięcie materiału między powierzchniami narzędzia z zachowaniem
prostoliniowości linii gięcia;
– zaginanie – gięcie materiału zamocowanego jednym końcem;
– zwijanie – gięcie kołowe materiału na całej jego długości;
– zawijanie – gięcie kołowe materiału na części jego długości.
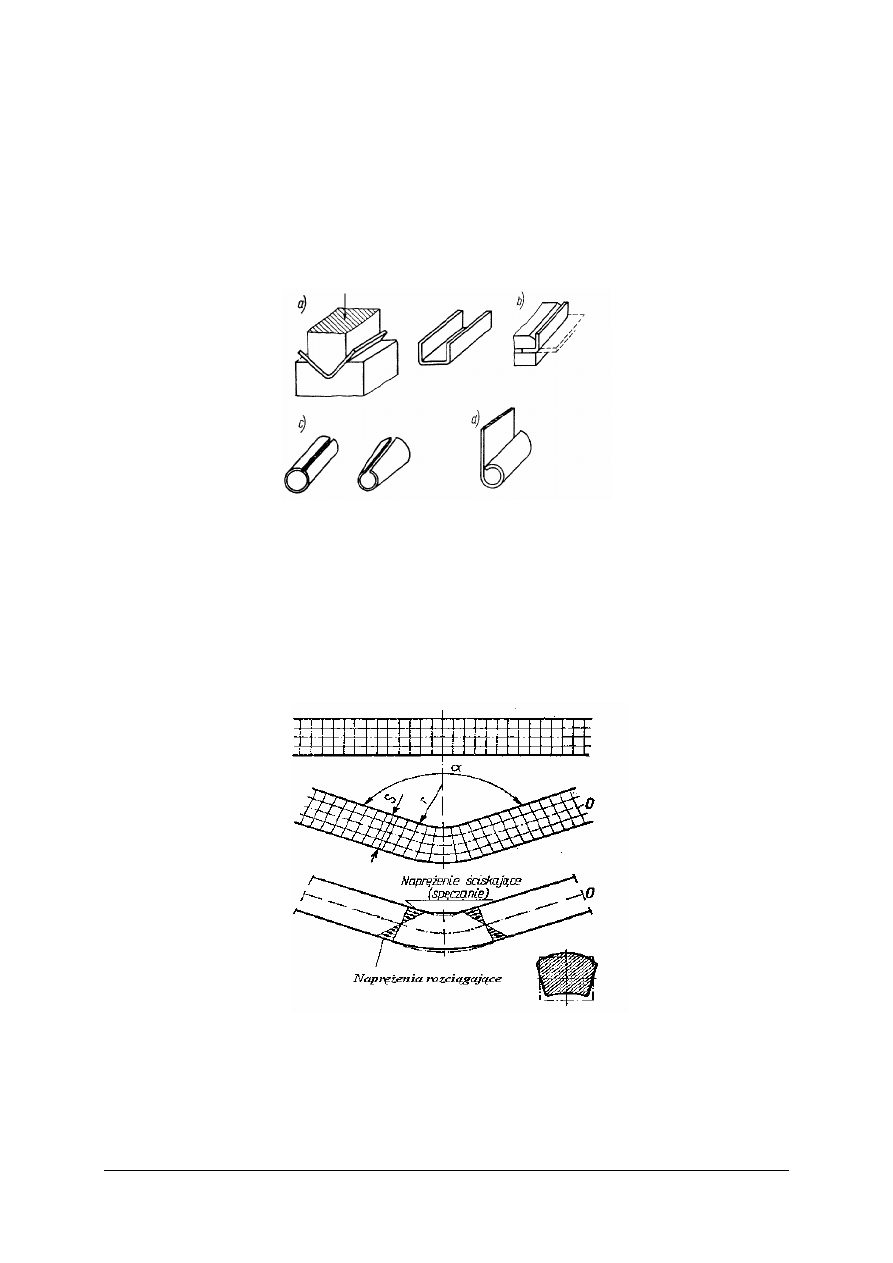
Rys. 9. Rodzaje gięcia: a – wyginanie, b – zaginanie, c – zwijanie, d – zawijanie [5, s. 109].
Wymienione operacje gięcia wykonuje się zwykle na prasach za pomocą odpowiednich
narzędzi, zwanych tłocznikami gnącymi.
Podczas gięcia zewnętrzne warstwy materiału (od strony matrycy) podlegają rozciąganiu,
podczas gdy warstwy wewnętrzne (od strony stempla) są ściskane. Odkształcenie jest
początkowo sprężyste, a następnie – po przekroczeniu granicy sprężystości materiału – staje
się trwałe. W materiale pozostają naprężenia wewnętrzne (odkształcenia sprężyste), które po
ustaniu nacisku powodują odgięcie wyginanego materiału z powrotem o pewien kąt. Zjawisko
to nazywa się sprężynowaniem materiału.
Rys. 10. Zachowanie się materiału przy gięciu [5, s. 35].
Części robocze stempla i matrycy nie mogą być ostre, lecz powinny być możliwie
łagodnie zaokrąglone (aby nie nastąpiło cięcie).
Aby gięcie nastąpiło we właściwym miejscu, przedmiot powinien być dokładnie ustalony
względem roboczych części stempla i matrycy. Dlatego też tłoczniki gnące wyposażone są
w urządzenia ustalające, najczęściej płytki lub kołki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
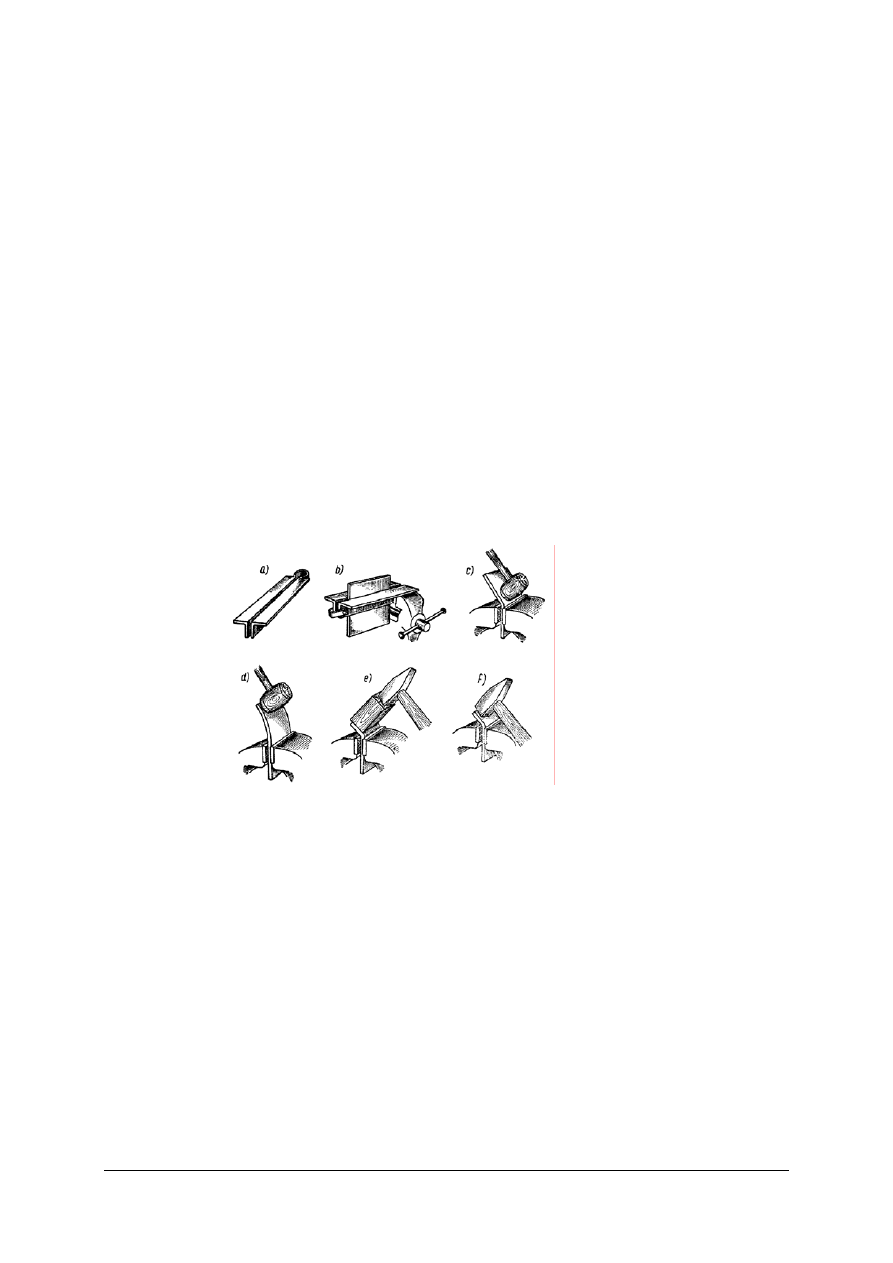
Gięcie blachy ręczne.
Blachę i taśmę bardzo cienką można giąć ręcznie pod kątem w imadle bez żadnych
środków pomocniczych. Jedynie miejsca gięcia powinny być starannie wytrasowane
równolegle znacznikiem przy blachach stalowych, ołówkiem lub mosiężnym rysikiem przy
blachach nieżelaznych lub bardzo miękkich. Jako ochrony blachy od porysowania należy
w szczękach imadła używać nakładek z blachy lub wkładek z kątowników. Jeżeli szczęki
imadła nie mogą uchwycić całego giętego kawałka blachy albo imadło jest za płytkie
(rys. 10 a), gdyż część umocowana w imadle jest za szeroka, należy blachę mocować za
pomocą imadła ręcznego lub zwornicy stalowej.
Mocując należy zwrócić uwagę, aby rysę naznaczoną na krawędzi do gięcia było
wyraźnie widać nad górnymi brzegami szczęk lub nakładek i aby boczne brzegi blachy
były prostopadłe do szczęk. Na rys.10c przedstawiono prawidłowe gięcie blachy
o dłuższym wysięgu w imadle. Mianowicie blachę należy lewą ręką giąć wg rysy, a miejsce
gięcia bić lekko młotkiem drewnianym tak, aby gięcie wypadło czysto. Uderzenie
młotkiem w wolny koniec blachy powoduje jej wybrzuszenie, a nie następuje wtedy gięcie
wzdłuż wytrasowanego miejsca gięcia (rys. 10d). Na rys. 10e widzimy gięcie prawidłowe
blachy o krótkim wysięgu, które należy wykonywać za pomocą uderzania młotkiem
ślusarskim przez klocek z twardego drewna przyłożony dokładnie do miejsca gięcia, nie
zaś i przez uderzanie młotkiem ślusarskim bezpośrednio w krawędź blachy, które
pozostawi na niej ślady młotka oraz spowoduje jej utwardzenie (i pęknięcia).
Rys. 11. Gięcie blachy: a – nakładki z kątownika, b – imadło za płytkie,
c i e – prawidłowe gięcie blachy w imadle, d i f – nieprawidłowe [5, s. 35].
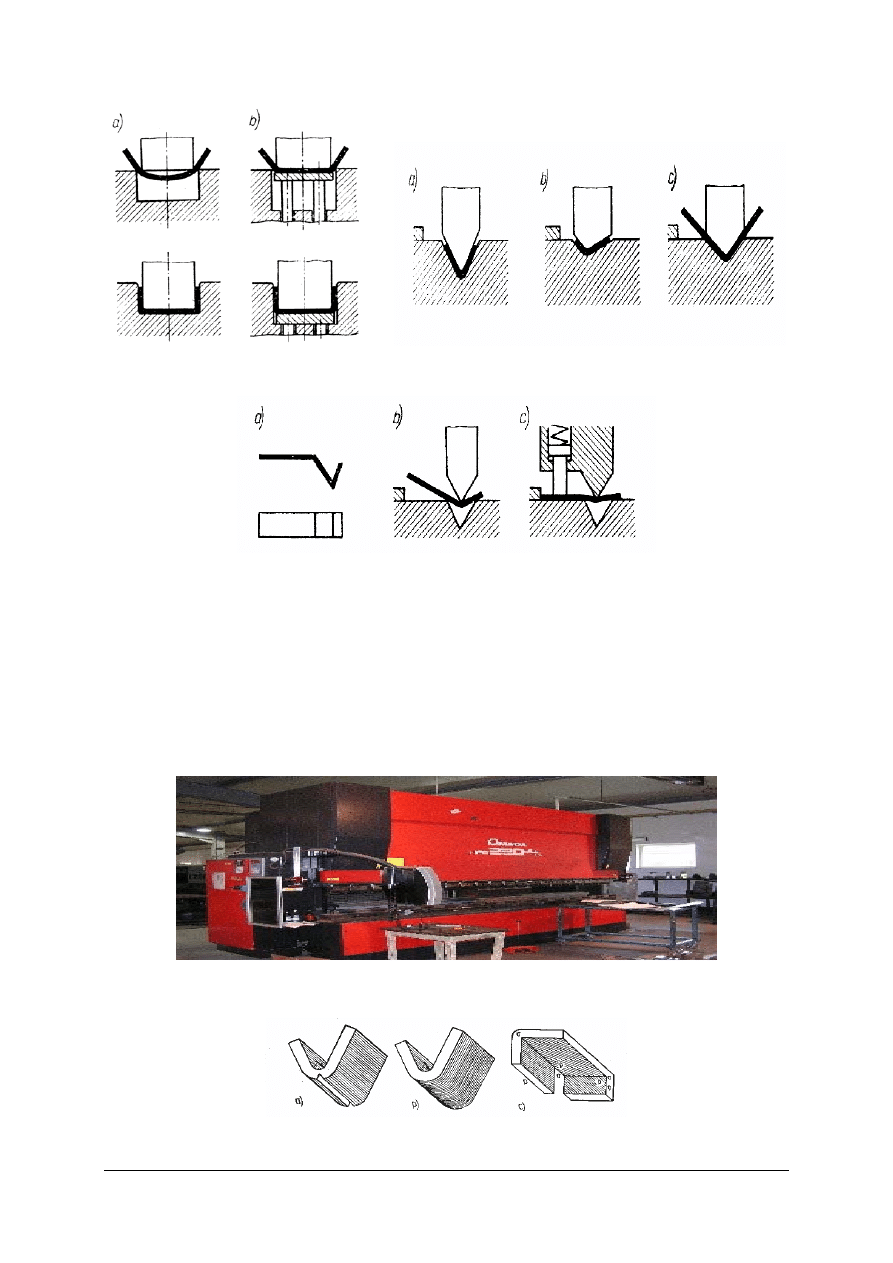
Aby zapobiec zjawisku uginanie materiału pod stemplem (rys. 11 a) stosuje się wyginanie
w matrycy z wypychaczem (rys. 11 b), który naciskając z dołu na materiał uniemożliwia jego
uginanie się. Na rysunkach 11, 12 i 13 przedstawiono schematycznie różne sposoby
wyginania przedmiotów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 12. Gięcie przedmiotów o przekroju
Rys. 13. Sposoby wyginania przedmiotów w kształcie
w kształcie litery U [5, s. 110].
litery V [3, s. 110].
Rys. 14. Sposoby wyginania końców długich przedmiotów:
a – przedmiot wyginany, b – gięcie bez przytrzymania, c – gięcie z przytrzymaniem [5, s. 110].
Gięcie maszynowe blachy.
Maszyny stosowane w blacharstwie można ogólnie podzielić na:
− uniwersalne – służą do wykonywania różnych operacji tego samego rodzaju,
− specjalne – przeznaczone do wykonywania jednej operacji.
Ze względu na przeznaczenie dzieli się je na maszyny do: gięcia, cięcia, zwijania,
kształtowania oraz łączenia blach.
Poniżej przedstawiono maszynę do obróbki blach.
Rys. 15. Nowoczesna maszyna do gięcia blach [9].
Rys.16.Gięcie blachy a –wzdłuż włókien, b –prostopadłe do włókien, c –w dwóch kierunkach. [7, s 78]
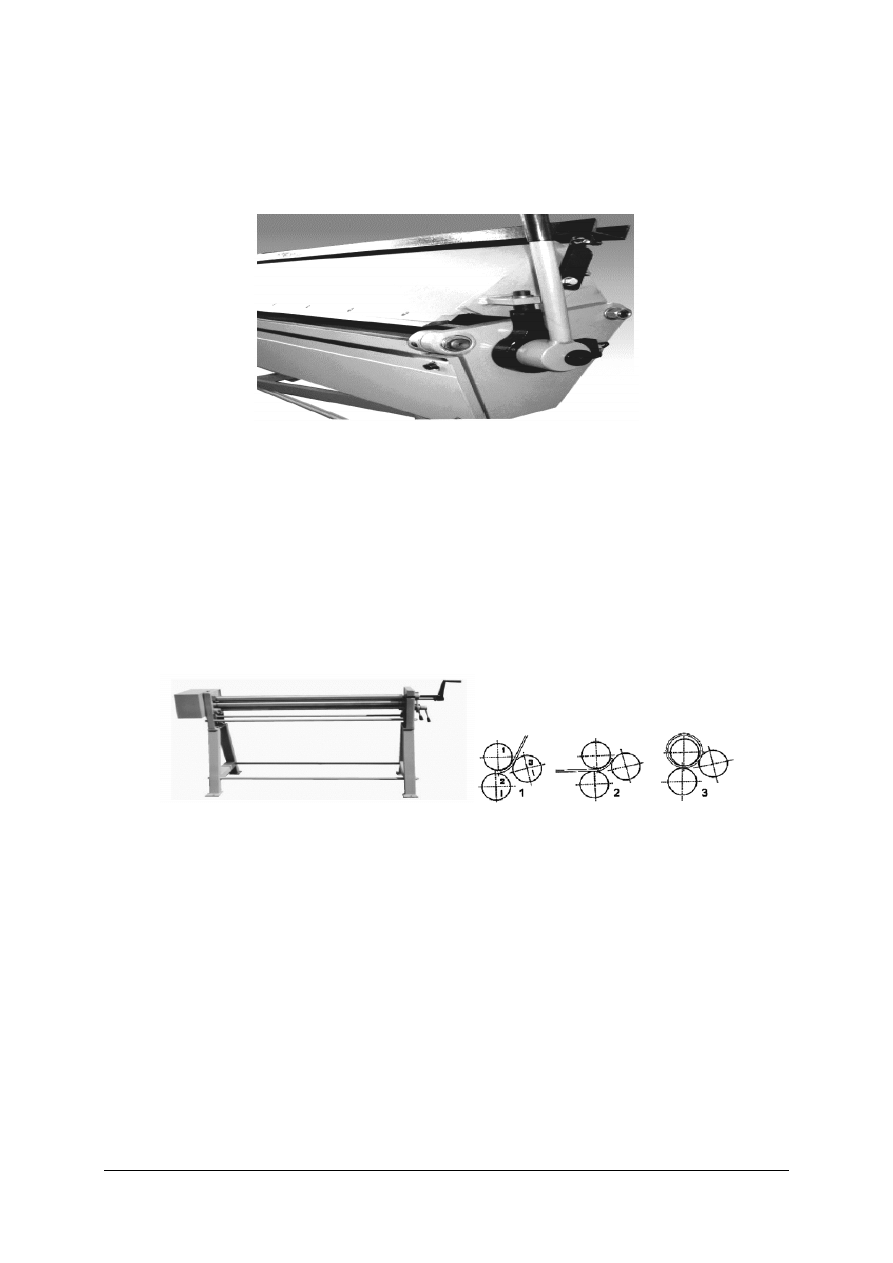
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Zaginarki krawędziowe typu SF są doskonałe przystosowane do wykonywania detali
o skomplikowanych kształtach dzięki zastosowaniu:
− segmentowych noży belki dociskowej i gnącej,
− segmentowych belek górnej i dolnej,
− które umożliwiają zaginanie blachy w przeciwnych kierunkach.
Rys. 17. Zaginarka krawędziowa typu SF [9].
Charakteryzują się prostą i łatwą obsługą oraz dużą powtarzalnością parametrów gięcia dzięki
zastosowaniu:
− wzmocnionej, w pełni spawanej konstrukcji,
− wspomagania pracy belki górnej i dociskowej oraz belki dolnej za pomocą sprężyn,
− wspomagania pracy belki gnącej poprzez zastosowanie przeciwciężaru,
− ogranicznika kąta zagięcia,
− zamykania belki górnej za pomocą pedału,
− umożliwiają zaginanie blachy o szerokości do 1,5 m i grubości do 2 mm.
Rys. 18. Zwijarka typu WR-1000 Kolejne etapy zwijania [9]
Zestaw ZKB 1300 do kształtowania blach jest kombinacją trzech urządzeń:
1. Zwijarki typu WR-1300,
2. Zaginarki krawędziowej typu MB-1300,
3. Nożyc krążkowych typu NK-08.
Zestaw ZKB 1300 Rys.19 umożliwia wykonanie, przy jednym zamocowaniu blachy,
zwinięcie, obcięcie i zagięcie jej krawędzi.
Krawędziarki są maszynami służącymi do gięcia wzdłużnego (krawędziowania) blach.
Krawędziarki przelotowe ograniczają szerokość giętych blach, zaś krawędziarki przelotowe
nie ograniczają wymiarów giętej blachy.
Na rysunku 20 przedstawiono typowe prace wykonywane na krawędziarce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 19. Zestaw typu ZKB-1300 do kształtowania blach [8].
Prasy specjalizowane do realizacji procesów kształtowania przedmiotów w postaci brył
za pomocą spęczania, wyciskania czy matrycowania charakteryzują się dużą ilością energii
przypadającą na jeden skok suwaka, bardzo sztywną konstrukcją, dobrym prowadzeniem
suwaka, a jednocześnie stosunkowo małą przestrzenią roboczą. Prasy takie wyposażone są
w wypychacze umieszczone w stole i suwaku. W stosunku do nacisku nominalnego prasy
wypychacze te mogą wywierać znaczne siły, gdyż w niektórych przypadkach kształtowania
spełniają rolę elementów czynnych. Prasy do kształtowania objętościowego mogą mieć napęd
mechaniczny lub hydrauliczny.
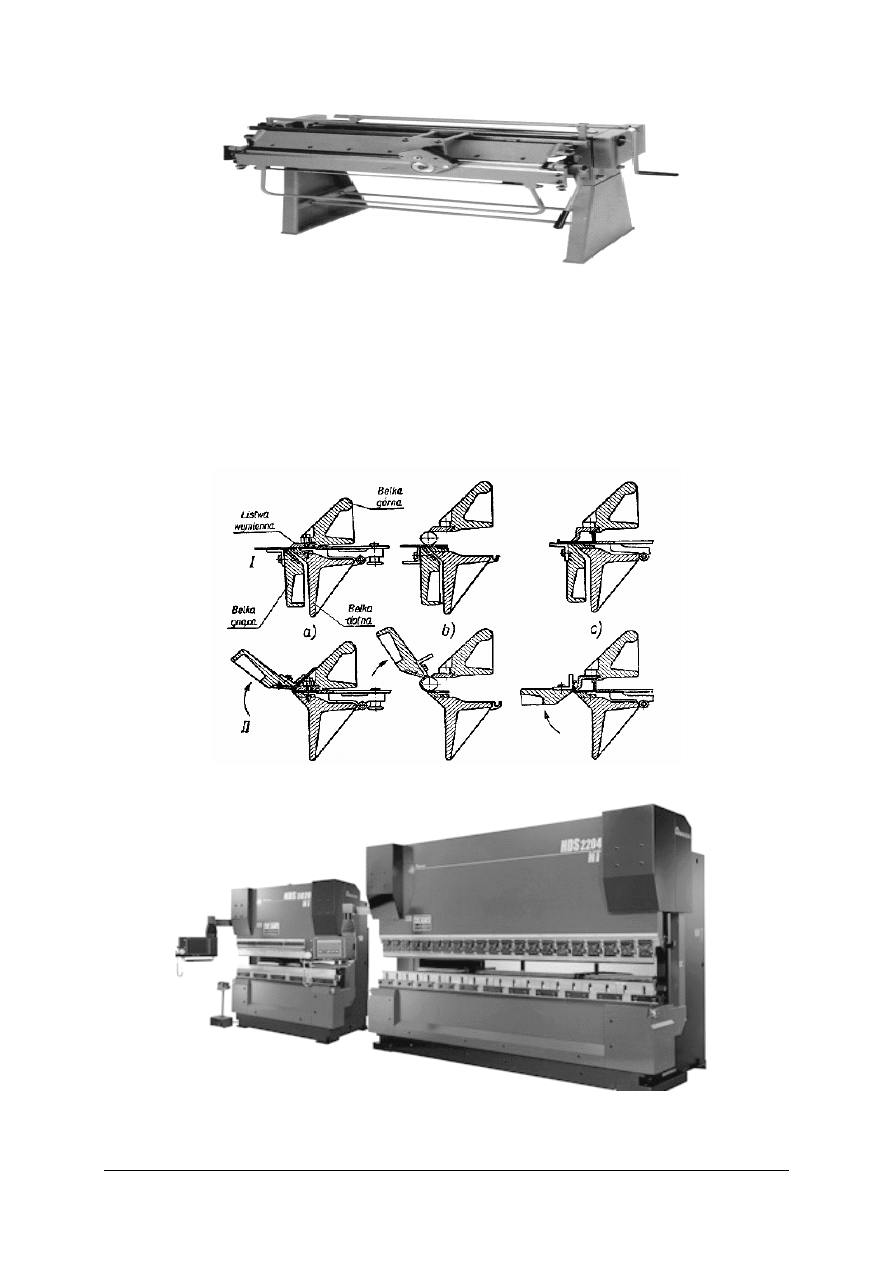
Rys. 20. Przykłady prac na krawędziarce [5, s. 37].
Rys. 21. Prasa krawędziowa Amada (HFP 220-4l - 220 ton) ze sterowaniem CNC: sterowanie numeryczne,
długość do 4000mm, grubość do 20mm, pełna powtarzalność kształtów [9].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Napęd mechaniczny pras jest najczęściej realizowany za pomocą układu korbowego
i kolanowego. Układ mimośrodowy jest spotykany rzadziej. W celu uzyskania stałej
w przybliżeniu prędkości ruchu roboczego suwaka oraz szybszych ruchów pomocniczych
stosuje się bardziej złożone układy napędowe, mające dodatkowe elementy, takie jak
dźwignie lub krzywki. Masy elementów wirujących, przede wszystkim zaś koła
zamachowego, są znacznie większe niż w przypadku pras uniwersalnych o tym samym
nacisku nominalnym. Położenie napędu prasy w stosunku do jej przestrzeni roboczej może
być różne. Prasy poziome mają zwykle napęd dolny, prasy pionowe zaś mają napęd dolny lub
górny.
Prasy o napędzie hydraulicznym są najczęściej budowane w układzie pionowym
z górnym położeniem napędu. Charakteryzują się one stałą wartością nacisku wzdłuż całego
skoku roboczego. Budowa pras hydraulicznych o dużych wartościach nacisków i skoków
roboczych pod względem konstrukcyjnym nie napotyka większych trudności. Stosuje się je
do wyciskania przedmiotów o dużej długości i znacznej masie. Drugą charakterystyczną
cechą pras hydraulicznych jest ich mały ciężar w porównaniu z naciskiem, dlatego też prasy
o największych naciskach są budowane z napędem hydraulicznym, a nie z mechanicznym.
Wadą pras hydraulicznych w porównaniu z prasami mechanicznymi jest znacznie mniejsza
liczba cykli roboczych, jaką mogą one wykonać w jednostce czasu. Z tego względu prasy
hydrauliczne stosuje się rzadziej.
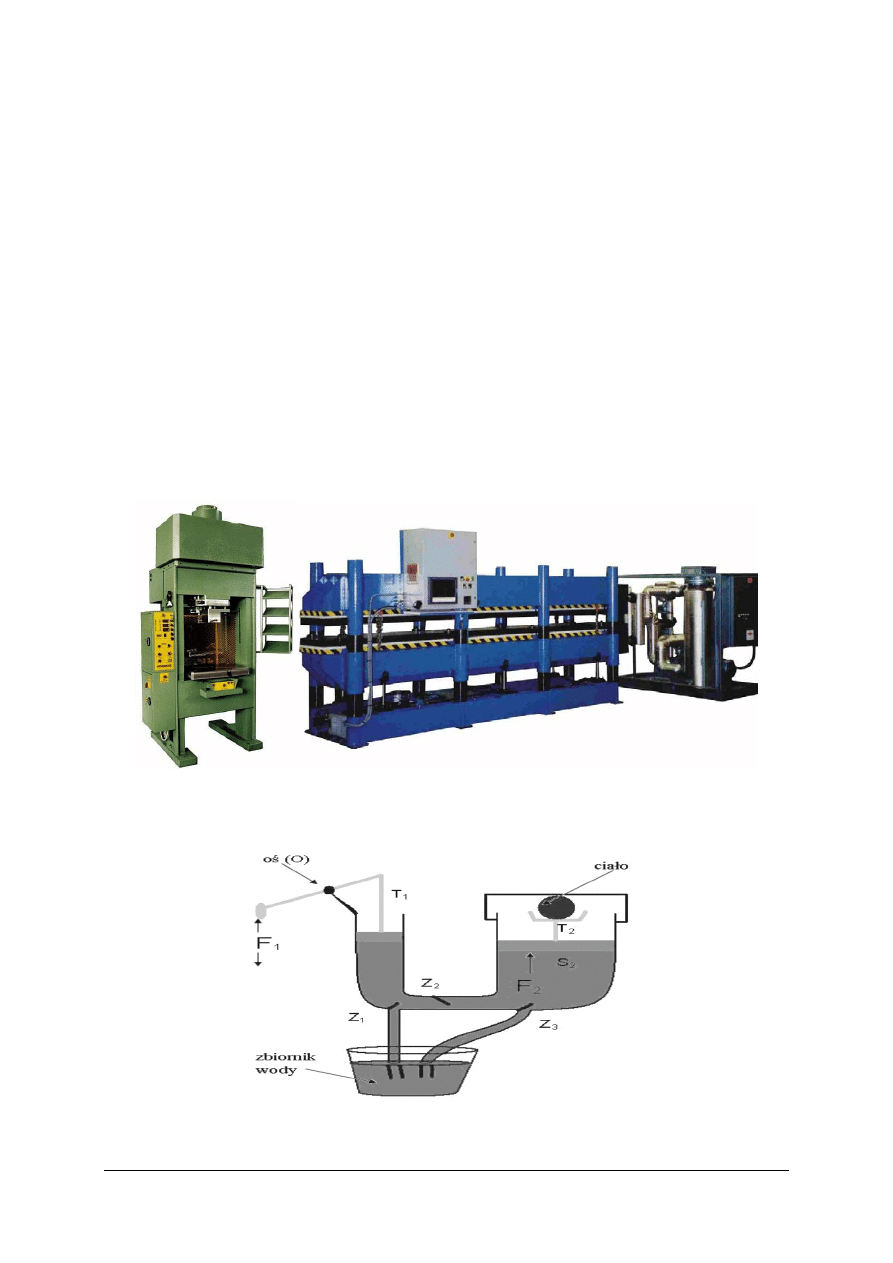
Rys. 22. Przykłady pras hydraulicznych [9].
Prasa hydrauliczna to urządzenie techniczne zwielokrotniające siłę nacisku dzięki
wykorzystaniu zjawiska stałości ciśnienia w zamkniętym układzie hydraulicznym.
Rys. 23. Schematyczny model prasy hydraulicznej [2, cz. I].
Z
1
i Z
2
–zawory, które pod wpływem ciśnienia otwierają się automatycznie Z
3
–zawór, który otwiera się ręcznie
w celu spuszczenia wody z prasy do zbiornika T
1
– tłok pompy T
2
– tłok roboczy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Prasa hydrauliczna zbudowana jest z dwóch połączonych ze sobą naczyń, które są wypełnione
cieczą i zamknięte szczelnymi tłokami: tłokiem pompy i tłokiem roboczym.
Tłok pompy o powierzchni S
1
, na który działa siła F
1
, wywołuje w układzie ciśnienie:
p
1
=F
1
/S
1
Zgodnie z prawem Pascala rozchodzi się ono we wszystkich kierunkach i działa ono na tłok
roboczy o powierzchni S
2
wywołując siłę F
2
:
p
2
=F
2
/S
2
Ponieważ ciśnienie wywarte przez tłok pompy(p
1
) jest równe ciśnieniu wywieranemu na tłok
roboczy (p
2
), dlatego można napisać następujące równanie:
F
1
/S
1
=F
2
/S
2
Przekształcając je, można znaleźć wzór na obliczenie siły działającej na tłok roboczy:
F
2
=(F
1
⋅S
2
)/S
1
- przy zaniedbaniu sił tarcia i ściśliwości cieczy.
Blacharstwo samochodowe coraz bardziej różni się od tradycyjnego, ogólnego pod
względem istoty stawianych mu zadań, stosowanych materiałów, narzędzi i sposobów pracy.
Nie da się jednak dobrze opanować technologii napraw nadwozi samochodowych bez
praktycznej znajomości podstawowych prac blacharskich, pozwalających zrozumieć naturę
specyficznego tworzywa, jakim jest cienka metalowa blacha.
Do budowy i naprawy nadwozi samochodowych używa się wyłącznie tzw. głęboko
tłocznych blach stalowych grubości ok. 0,8 mm. Tłoczność blach jest cechą wynikającą
z różnicy między ich wytrzymałością na rozciąganie a granicą plastyczności. Im różnica ta
jest większa, tym większym odkształceniom można poddawać materiał bez obawy jego
przerwania lub skruszenia. Dobierając blachę do zamierzonej naprawy należy kierować się jej
właściwościami podanymi przez wytwórcę, a przy ich braku lub niepełnej wiarygodności –
dokonać własnych badań kontrolnych.
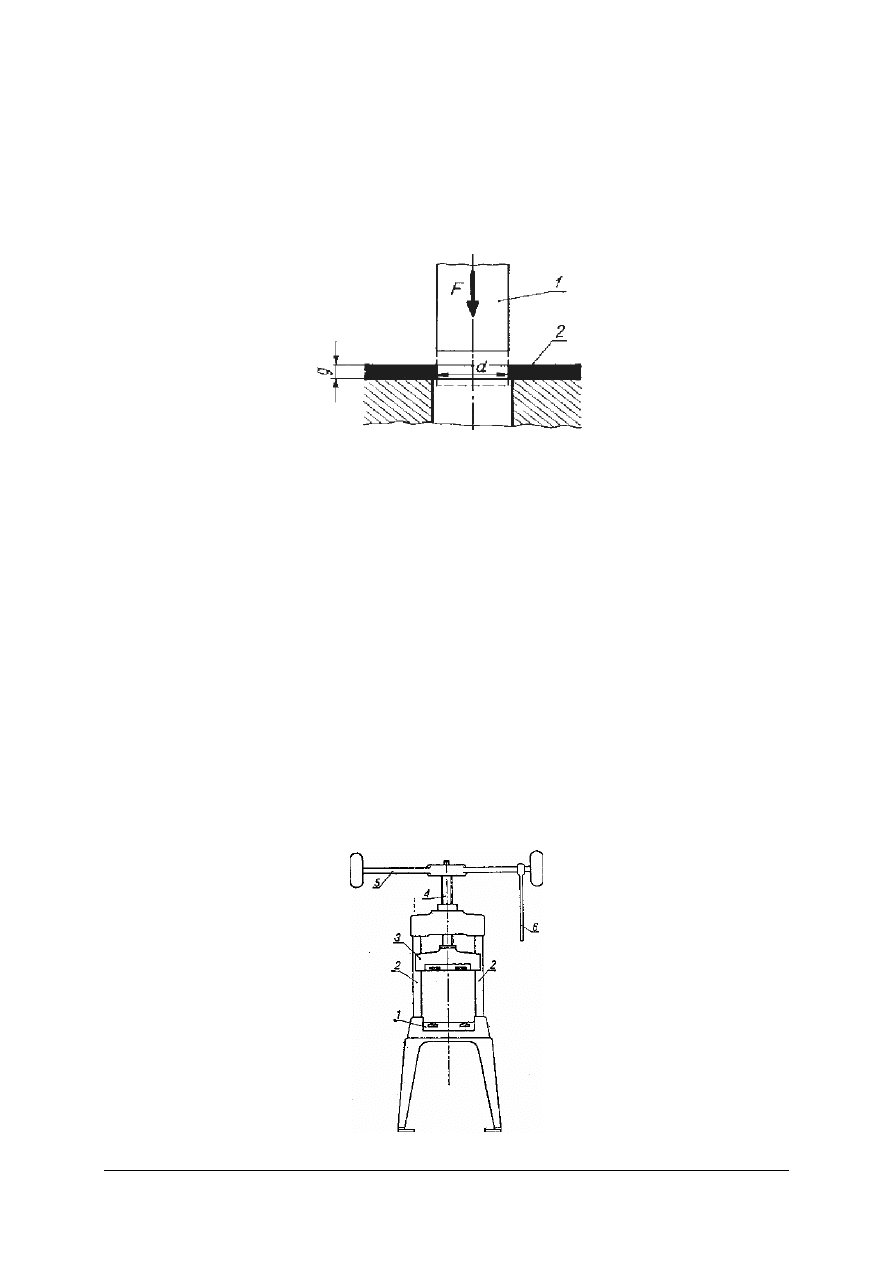
Grubość blachy mierzymy mikrometrem lub czujnikiem osadzonym w specjalnym
uchwycie blacharskim, powtarzając pomiar kilkakrotnie w różnych miejscach arkusza.
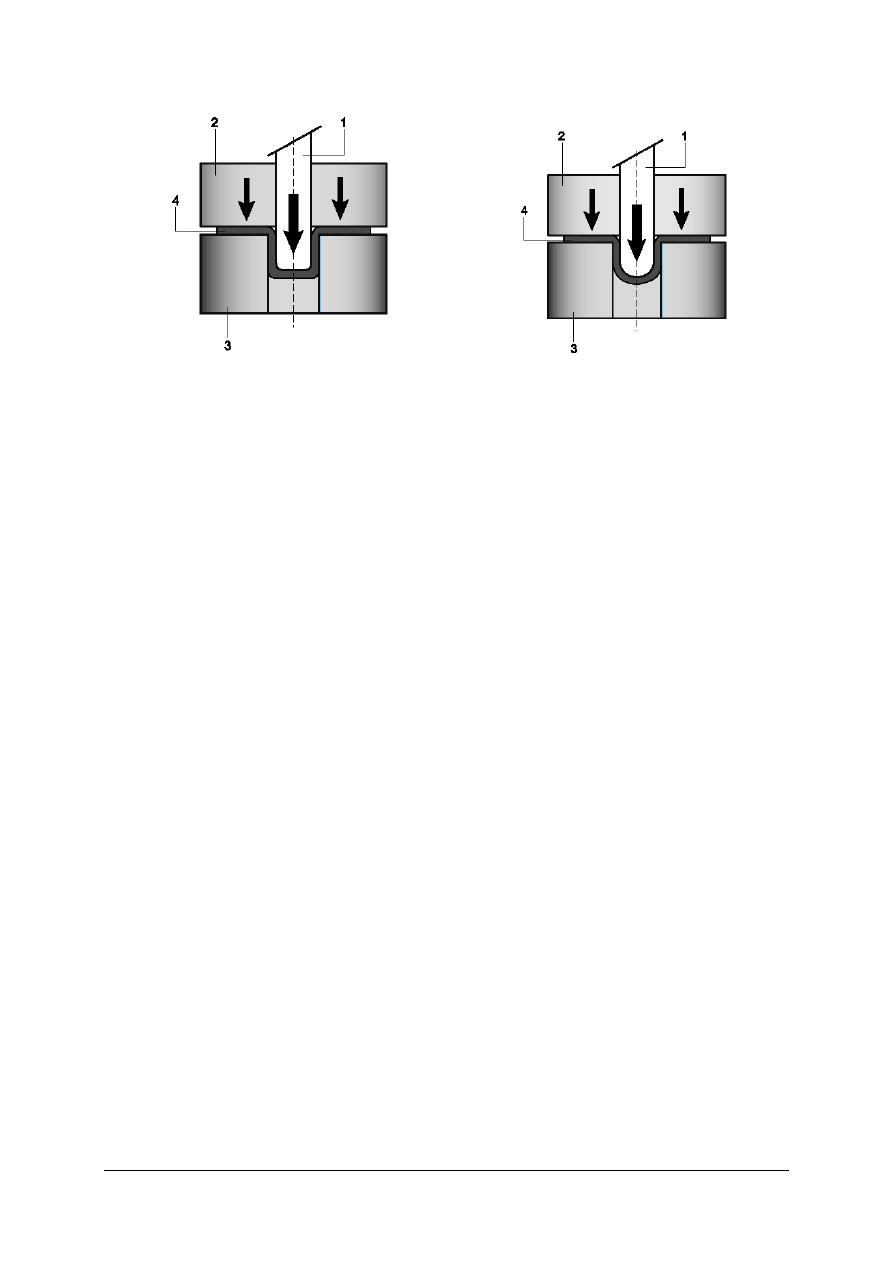
Polskie Normy zalecają sprawdzanie tłoczności metodą Erichsena, polegającą na wciskaniu w
blachę kulki aż do momentu, gdy na spodzie zagłębienia wystąpi pęknięcie. Im bardziej
tłoczna blacha, tym głębszy można wytłoczyć w niej dołek.
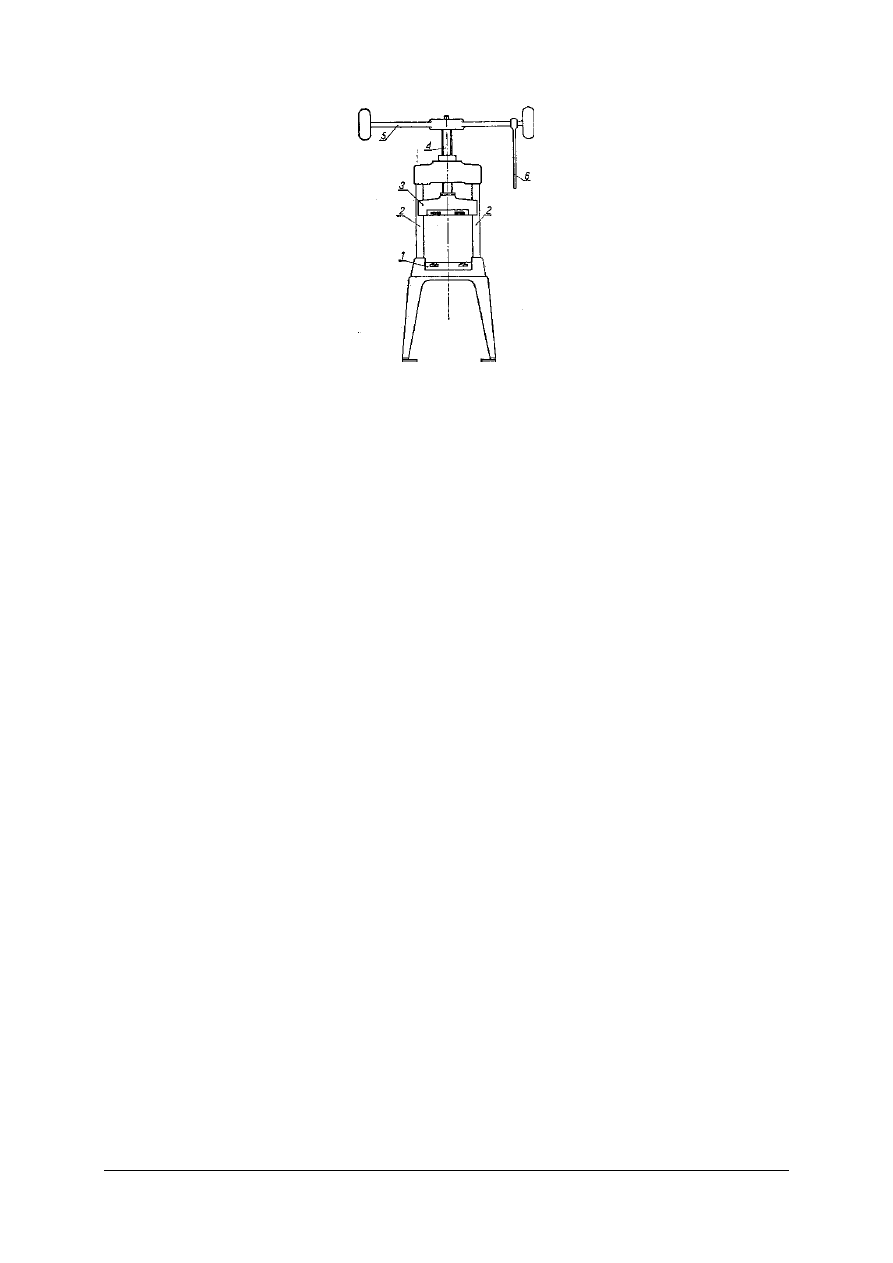
Rys. 24. Pionowy aparat Erichsena: 1. matryca, 2. dociskacz,
3. tłocznik, 4. próbka, 5, dociskacz matrycy, 6. koło, 7. podziałka nastawna,
8. podziałka główna, 9. śruba (trzpień) tłocznika [9]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Prócz tego celowe jest sprawdzenie blachy prostą metodą przeginania (rys. 24). Próbkę
w postaci paska zagina się pod kątem 180 stopni, czyli do całkowitego zetknięcia złożonych
powierzchni. Pojawienie się jakichkolwiek rozwarstwień lub pęknięć na krawędzi zgięcia
dyskwalifikuje dany rodzaj blachy jako materiał nadwoziowy. Oczywiście niezależnie od
wspomnianych cech do celów tych nadają się wyłącznie blachy czyste, wolne od korozji
i wad materiałowych powstałych podczas walcowania.
Rys. 25. Próba podwójnego zginania - kolejne fazy [8].
Cięcie, zaginanie i prostowanie cienkich blach.
Czynność tę rozpoczyna się od wytrasowania przy pomocy rysika, liniału lub cyrkla linii
ograniczających powierzchnię wycinanego elementu. Obowiązuje przy tym zawsze zasada
oszczędności materiału, nakazująca redukować do niezbędnego minimum powierzchnię
przeznaczoną na technologiczne odpady, a także maksymalnie wykorzystywać odpady
powstałe podczas uprzednio wykonywanych prac.
Blachy nadwoziowe tnie się niemal wyłącznie nożycami dźwigniowymi lub ręcznymi
zwykłymi albo napędzanymi elektrycznie bądź pneumatycznie. Zasadą obowiązującą
w każdym z tych wypadków jest prowadzenie ostrza według wytrasowanych linii prostopadle
do powierzchni blachy. Otwory o małych średnicach wykonuje się metodą przebijania
przebijakami o odpowiednio ukształtowanych czołach, większe – wycinakami
o pierścieniowym lub półpierścieniowym ostrzu właściwej średnicy, największe zaś
przecinakami o prostych, wąskich ostrzach. Wszystkie te rodzaje narzędzi wykonują pracę
dzięki pobijaniu młotkiem. Ważne jest przy tym, by cały kawałek obrabianej blachy
znajdował się w stabilnej poziomej pozycji, a samo miejsce cięcia podparte było miękką
metalową podkładką z niehartowanej stali, miedzi lub cynku.
Małe, okrągłe otwory w blachach nadwoziowych służą przeważnie do mocowania
różnych elementów wyposażenia pojazdu połączeniami gwintowymi zwykłymi lub z użyciem
wkrętów samogwintujących (blachowkrętów). Niewielka grubość blachy nie pozwala na
pomieszczenie kilku zwojów drobnego nawet gwintu w otworze wykonanym wiertłem, co
bardzo obniża trwałość połączenia. Dlatego zamiast wiercenia wskazane jest przebijanie
otworu stożkowo-cylindrycznym przebijakiem na odpowiednio ukształtowanej podkładce tak,
by tworzył się przy tym rurkowy kołnierz umożliwiający wydłużenie gwintu. Innym, choć
gorszym sposobem rozwiązania tego problemu jest stosowanie podwójnej warstwy blachy
w miejscach wiercenia otworów.
W praktyce blacharskich napraw samochodowych zachodzi często potrzeba zaginania
kawałków blachy wzdłuż linii prostych. Krótkie zagięcia można wykonywać w gładkich
szczękach imadła, ewentualnie przedłużonych dwoma odcinkami kątownika. Przy tej operacji
należy zwracać uwagę na prawidłowe przyłożenie siły gnącej, by nie powodowała ona
niepożądanych odkształceń zaginanej części. Nacisk powinien być wywierany albo
równomiernie na całą zaginaną powierzchnię dzięki uderzaniu młotkiem przez odpowiednio
szeroki drewniany klocek, albo lokalizowany w pobliżu krawędzi gięcia. Kłopotom tego
rodzaju zapobiega skutecznie używanie prostych przyrządów szczelinowych do ręcznego
gięcia – pod warunkiem możliwie dużej szerokości ich szczęk. Dłuższe zagięcia wykonuje się
na ręcznych maszynach blacharskich, zwanych krawędziarkami.
Gdy zachodzi potrzeba nadania płaskiemu kawałkowi kształtu wgłębionego, efekt ten
można uzyskać dwoma sposobami:
b)
c)
d)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
– przez klepanie wewnętrznej strony wgłębienia młotkiem o wypukłym czole na
drewnianym wzorniku o odpowiednio wyżłobionej wklęsłości,
– uderzeniami ostrzem młotka po stronie zewnętrznej wgłębienia przy zastosowaniu
z drugiej strony wypukłego klepadła.
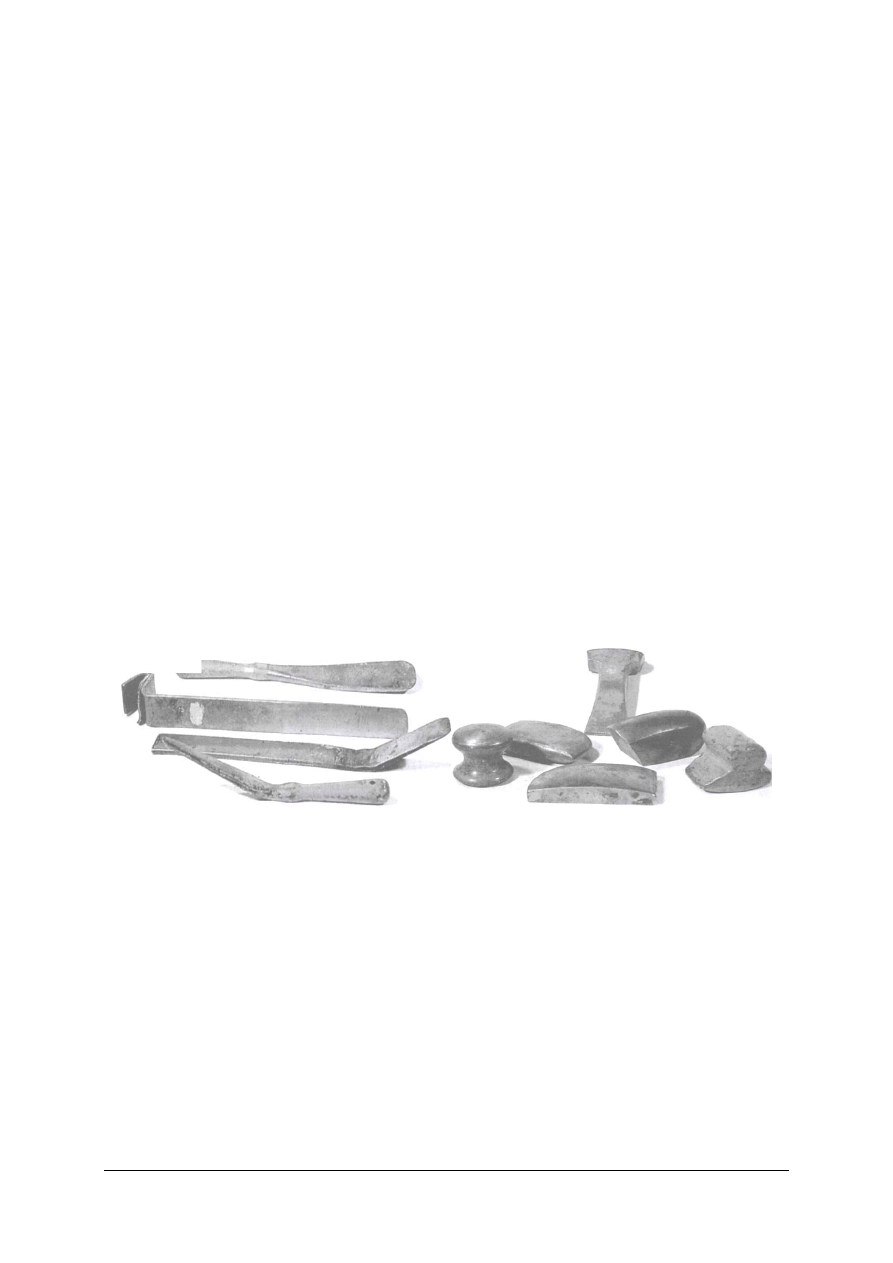
Spośród innych, licznych blacharskich metod kształtowania materiału najczęściej korzysta
się przy naprawach nadwozi z klepania blach w celu ich prostowania i wgłębiania. Czynności
tego rodzaju wykonuje się z równoczesnym użyciem dwóch narzędzi: młotka i klepadła,
pracujących po dwóch stronach obrabianej blachy. Blacharskie młotki i klepadła wytwarzane
są w różnych rozmiarach i kształtach, dostosowanych do rodzaju wykonywanej operacji
i obustronnej, utrudnionej niekiedy, dostępności naprawianych miejsc. Nie mogą być one
używane do innych robót (na przykład wbijania i prostowania gwoździ), ponieważ
uszkodzenia ich polerowanych powierzchni roboczych przenoszą się później na obrabiane
blachy. Rodzaj tych narzędzi (rys. 26) dobiera się do charakteru uszkodzenia według
następujących zasad:
− do usuwania wgłębień na prostych powierzchniach stosuje się młotki i klepadła o dużych,
lekko wypukłych czołach, ponieważ uderzenie ostrą krawędzią powoduje nieusuwalne
załamania, a nawet przecięcia naprawianej blachy;
− małe wgłębienia usuwa się tak zwanymi „młotkami pilnikowymi” z krzyżowymi
nacięciami czoła: ich ząbki przytrzymują prostowany materiał, zapobiegając jego
wydłużaniu się (nieuchronnemu przy stosowaniu młotków o czołach płaskich);
− wgłębienia bardzo małe (powstające w samochodach najczęściej na pokrywach
bagażników podczas przewożenia ciężkich przedmiotów o ostrych krawędziach)
likwiduje się młotkami z dziobem: ich uderzenie wymierzone dokładnie w środek
wgniecenia zapobiega deformacjom powierzchni otaczającej uszkodzone miejsce (przy
pewnej wprawie celne uderzenia dziobem pozwalają prostować tego rodzaju uszkodzenia
bez używania klepadeł).
Rys. 26. Rodzaje klepadeł oraz łyżki do prostowania wgnieceń [8].
Także podczas prawidłowego prostowania młotkiem i klepadłem na powierzchni blachy
tworzą się liczne mikroskopijne wgłębienia. Ze względów wytrzymałościowych
i estetycznych muszą być one zlikwidowane przy pomocy specjalnych młotków
wygładzających o gładkich i płaskich, przeważnie okrągłych czołach, wykonywanych
ze stosunkowo miękkich stopów aluminiowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz operacje gięcia?
2. Jak wyjaśnisz zjawisko sprężynowania materiału?
3. Jaki wpływ na wytrzymałość i twardość blachy ma gięcie?
4. Jakie występują metody ręcznego gięcia blach?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. Jakimi przyrządami dokonujemy ręcznego gięcia blach?
6. Jakie warunki muszą spełniać maszyny do kształtowania blach?
7. Na czym polega sprawdzanie blach metodą przewijania?
8. Jakim sposobem dokonuje się wyklepywanie wgnieceń?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj gięcie końców pasa blachy do kształtu pełnego walca przy pomocy przyrządu
jak na rysunku.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić niezbędne przyrządy i narzędzia,
2) zamocować blachę w zwijarce,
3) wykonać operację zwijania celem uzyskania kształtu walca,
4) dokonywać pomiarów międzyoperacyjnych,
5) usunąć blachę ze zwijarki,
6) po uzyskaniu żądanego kształtu przygotować drugi koniec do wykonania w/w operacji,
7) wykonać operację zwijania przeciwnej krawędzi blachy aż do uzyskania kształtu walca,
8) usunąć blachę ze zwijarki i dokonać pomiarów obustronnych średni walców.
Wyposażenie stanowiska pracy:
− zwijarka ręczna,
− materiał (pasy blachy stalowej),
− suwmiarka.
Ćwiczenie 2
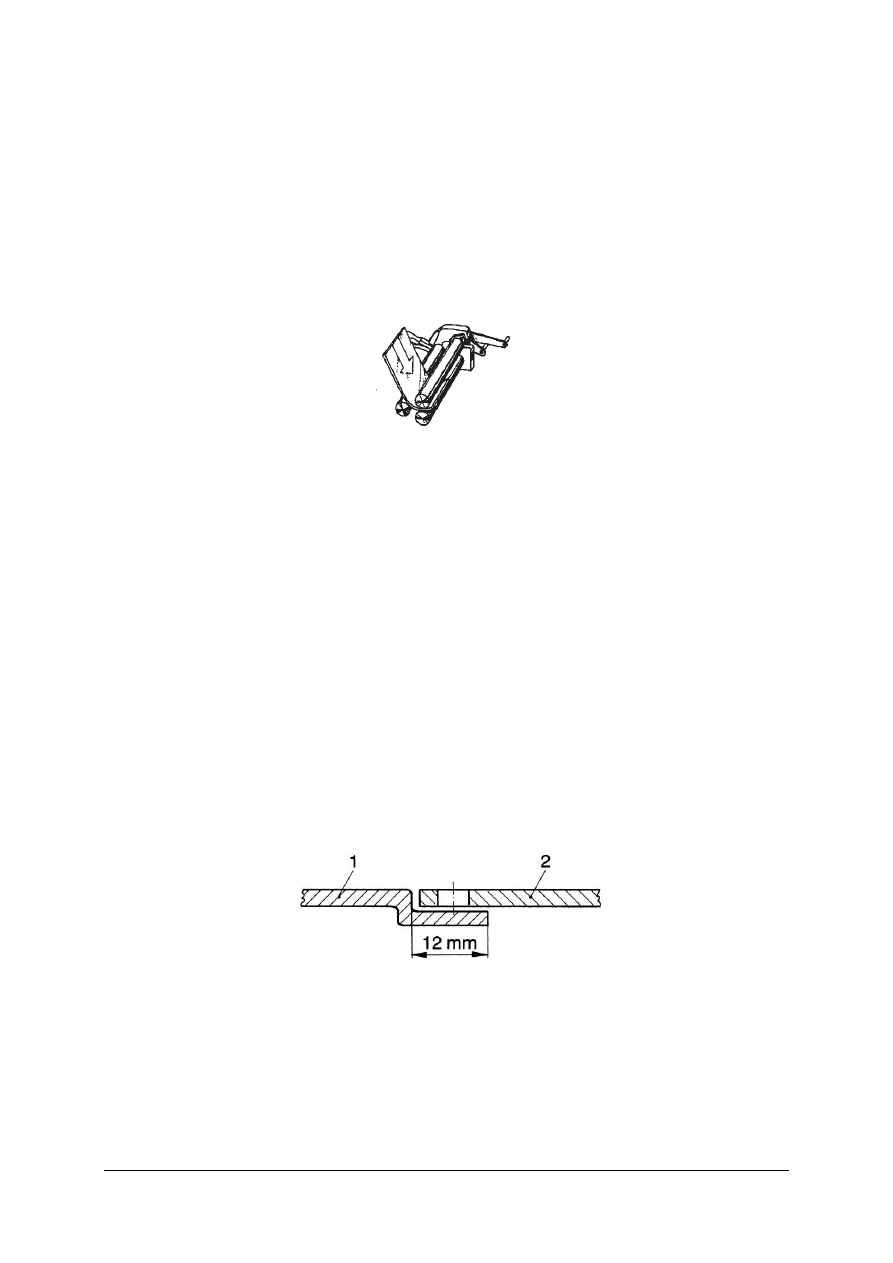
Wykonaj połączenie blacharskie blach cienkich na zakładkę
Rys. do ćwiczenia 2 Blachy łączone na zakładkę 1 – stara część, 2 – nowa część
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać niezbędne przyrządy i urządzenia,
2) dopasować krawędzie blach do siebie,
3) natrasować linie zagięć,
4) wykonać zagięcie blachy na zaginarce krawędziowej,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5) wykonać połączenie poprzez wzajemne zaklepanie zaczepionych krawędzi blach,
6) wykonać ćwiczenie przestrzegając przepisy bhp.
Wyposażenie stanowiska pracy:
– zaginarka krawędziowa
– materiał (blacha),
– narzędzia traserskie,
– nożyce do cięcia blachy,
– typowe narzędzia blacharskie,
Ćwiczenie 3
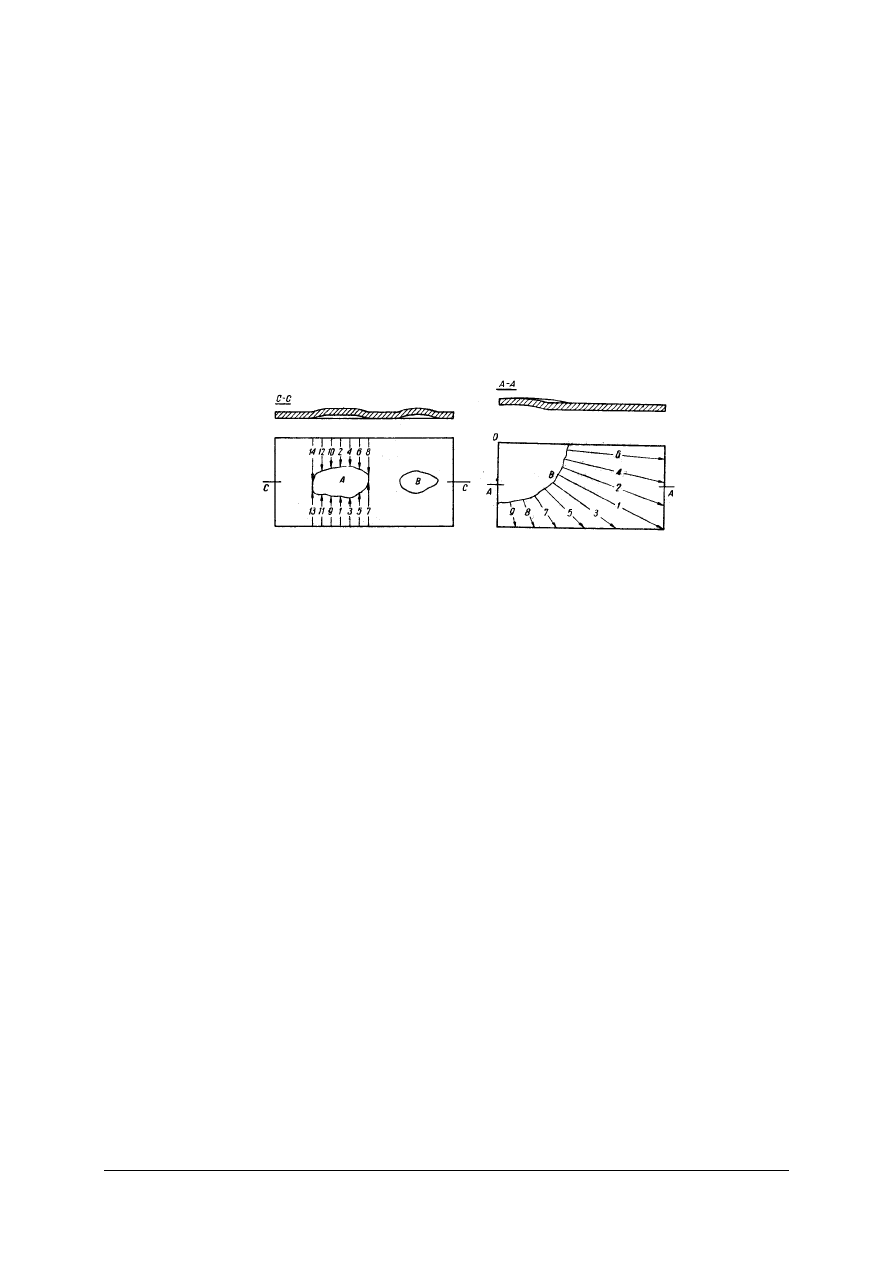
Wykonaj prostowanie blach zniekształconych powierzchniowo jak na rysunku
zachowując wymaganą kolejność technologiczną operacji prostowania.
Rys. do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić niezbędne narzędzia do naprawy,
2) dokonać oględzin uszkodzonych detali,
3) wykonać proces prostowania blachy o przekroju C–C,
4) wykonać prostowanie blachy o zniekształceniu narożnym,
5) dokonać sprawdzenia płaskości powierzchni blach,
6) scharakteryzować sposób prostowania blach w oparciu o usytuowanie w nich naprężeń
wewnętrznych.
Wyposażenie stanowiska pracy:
– uszkodzone
elementy
blaszane,
– typowe
narzędzia blacharskie,
– liniał krawędziowy,
– płyta do prostowania blach.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) dokonać gięcia blachy cienkiej ręcznie?
2) dokonać gięcia blachy cienkiej maszynowo?
3) dokonać gięcia ręcznego z użyciem narzędzi i przyborów?
4) usunąć wgniecenia za pomocą klepadeł?
5) dobrać odpowiedni rodzaj klepadła?
6) sprawdzić blachę metodą
przeginania?
7) dokonać naprawy prostych wgnieceń?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4. Podstawy eksploatacji maszyn
4.4.1. Materiał nauczania
Maszyny i urządzenia przemysłowe stosowane w różnych dziedzinach produkcyjno-
usługowych są często dzięki wielostronnemu ich zastosowaniu konstrukcjami bardzo
złożonymi i jednocześnie drogimi.
Sprawność i dokładność oraz okres ich działania mają duże znaczenie dla każdego warsztatu.
Wartość produkcyjna tych maszyn i urządzeń zależy w dużym stopniu od sposobu ich
użytkowania i konserwacji. Każdą maszynę należy starannie ustawić lub zamontować na
odpowiednim fundamencie, który w zależności od ciężaru i warunków pracy maszyny jest
zgodnie z wymogami wytrzymałościowymi zaprojektowany i wykonany. Występujące
w trakcie eksploatacji maszyn i urządzeń tarcie powoduje zużywanie się elementów pary
trącej. Zużycie jest to ciągły proces niszczących zmian stanu pierwotnego powierzchni oraz
zmian: masy, składu chemicznego i struktury materiału, powodowane oddziaływaniem ciał
współdziałających i środowiska.
Czynniki wpływające na jakość eksploatacji maszyn i urządzeń oraz ich proces
starzenia eksploatacyjnego:
– dokładna znajomość dokumentacji techniczno-ruchowej przez obsługującego,
– eksploatacja zgodna z przeznaczeniem,
– warunki użytkowania zgodne z zaleceniami instrukcji obsługi,
– znajomość prawidłowej obsługi maszyny lub urządzenia,
– terminowe i prawidłowe smarowanie współpracujących ze sobą części lub podzespołów,
– ochrona współpracujących części przed wiórami i opiłkami,
– stosowanie wszelkiego rodzaju osłon przeciwkurzowych,
– zapobieganie przed przegrzaniem łożysk,
– ochrona silników przed cieczą i kurzem,
– stosowanie planowanych konserwacji, przeglądów i remontów,
– utrzymywanie w idealnej czystości,
– używanie sprawnych narzędzi,
– stosowanie odpowiednich olejów, smarów i cieczy chłodzących,
– stosowanie prawidłowego oświetlenia,
– utrzymywanie wzorowego porządku na stanowisku pracy,
– stosowanie przepisów BHP.
Maszynami służącymi do plastycznej obróbki materiału poprzez wywieranie nacisku są
prasy. Zasadniczymi elementami prasy są nieruchomy korpus i ruchomy suwak. Suwak może
poruszać się w górę i w dół w prowadnicach korpusu, przy czym ruch w dół jest zwykle
ruchem roboczym, w czasie którego suwak wywiera nacisk na tłoczony przedmiot i wykonuje
właściwą pracę.
W tłocznictwie najbardziej rozpowszechnione są prasy mechaniczne i hydrauliczne.
Prasy mechaniczne dzieli się na prasy ręczne i nożne oraz napędzane silnikiem (zwykle
silnikiem elektrycznym).
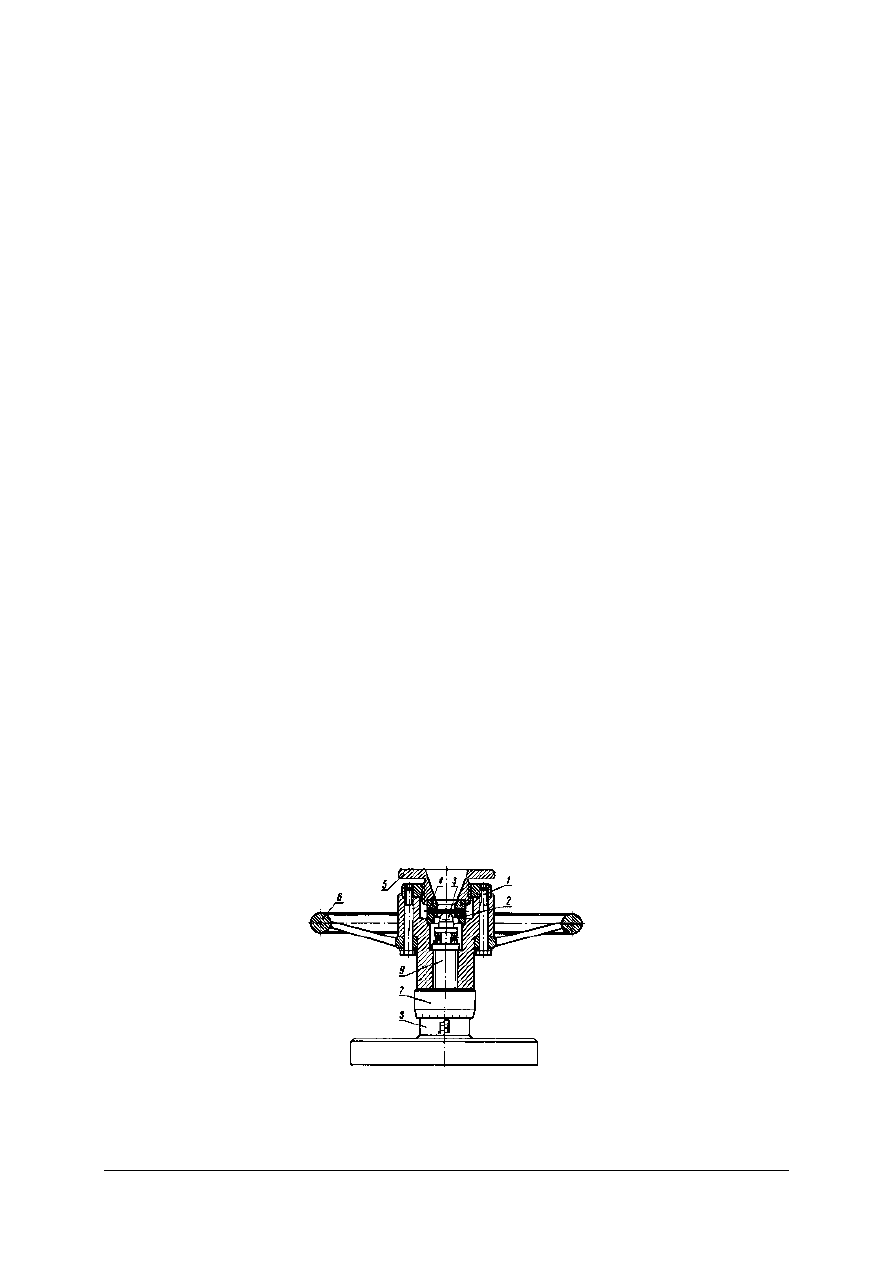
Na rys. 27 przedstawiono ręczną prasę śrubową, która składa się ona ze stołu l, do
którego są przymocowane dwie prowadnice słupowe 2, po których porusza się suwak 3,
oraz śruby 4, poprzecznej belki z ciężarkami 5 i dźwigni 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 27. Ręczna prasa śrubowa [5, s. 135].
Prasy mechaniczne z napędem silnikowym
Prasy mechaniczne są najczęściej stosowane obróbki plastycznej, a szczególnie do
tłoczenia na zimno.
W zależności od konstrukcji korpusu rozróżnia się prasy wysięgowe i ramowe (pionowe,
poziome, pochyłe i przechylne). Ponadto prasy mechaniczne można podzielić na prasy:
mimośrodowe, korbowe, śrubowe, podwójnego działania oraz kolanowe. Prasy te mają
zróżnicowane przeznaczenie.
Prasy mimośrodowe są przeznaczone głównie do operacji wykrawania i gięcia.
Prasy korbowe służą do wykonywania operacji wykrawania, gięcia, ciągnienia i innych.
Prasy śrubowe (cierne) są przeznaczone do gięcia i innych operacji kształtowania, jak
np. dotłaczanie, prostowanie itd.
Prasy podwójnego działania służą przede wszystkim do głębokiego tłoczenia przedmiotów
o skomplikowanych kształtach.
Prasy kolanowe służą do wykonywania operacji wybijania, kalibrowania, dotłaczania itp.,
wymagających niewielkich skoków suwaka przy dużych naciskach i dużej dokładności
wykonania.
Do podstawowych wielkości charakteryzujących prasy zalicza się:
− nacisk nominalny,
− skok suwaka,
− częstość skoków suwaka,
− przestrzeń roboczą prasy.
Nacisk nominalny to największy dopuszczalny nacisk, jaki może wywierać prasa bez
narażania jej na uszkodzenie – określa on wielkość prasy.
Skok suwaka S określa zakres prac możliwych do wykonania na prasie oraz wysokość
tłoczonego wyrobu, która musi być mniejsza od skoku. Skok suwaka prasy to odległość
między górnym i dolnym zwrotnym położeniem suwaka.
Zasady ustawiania tłoczników.
Znajomość zasad ustawiania i mocowania tłoczników na prasach jest podstawowym
warunkiem prawidłowej eksploatacji tłocznika i prasy, a także –warunkiem zapewnienia
bezpieczeństwa i wymaganej wydajności pracy.
Eksploatację tłocznika na stanowisku roboczym można podzielić na dwa etapy. Do
pierwszego etapu zalicza się wszystkie czynności związane z ustawianiem i mocowaniem
tłocznika, począwszy od przygotowania prasy do momentu wykonania pierwszych wytłoczek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Drugi etap to użytkowanie tłocznika. Etapy te są również ważne, gdyż od ich przebiegu
zależy trwałość tłocznika oraz jakość wykonywanych wyrobów.
Przed założeniem tłocznika należy sprawdzić:
− przydatność tłocznika do pracy, tzn. czy jest on kompletny i nie uszkodzony,
− działanie prasy, tzn., czy jej mechanizmy, jak sprzęgło, hamulec, układ sterowania
pracują właściwie,
− czy prasa jest odpowiednia do wykonania określonej operacji oraz do ustawienia
i zamocowania na niej tłocznika, tzn. czy ma ona odpowiedni nacisk nominalny, skok
i wymiary przestrzeni roboczej prasy.
Bezpieczeństwo pracy przy zakładaniu i zdejmowaniu tłoczników osiąga się przede
wszystkim przez:
− wyłączenie prasy i zabezpieczenie przed przypadkowym uruchomieniem się suwaka
w czasie zakładania lub zdejmowania tłocznika,
− właściwy sposób zakładania i zdejmowania tłoczników przez zastosowanie
odpowiednich środków transportowych i właściwego ustawiania na nich tłoczników.
Ustawianie i mocowanie tłoczników.
Sposób ustawiania i regulowania tłocznika zależy od typu prasy, konstrukcji tłocznika
i rodzaju operacji.
Kolejność czynności przy ustawianiu tłoczników na prasach ogólnego przeznaczenia jest
następująca:
1) przygotowanie prasy – uporządkowanie i sprawdzenie działania prasy;
2) przygotowanie tłocznika – oczyszczenie tłocznika oraz pomiar jego wysokości w stanie
zamkniętym, w celu ustalenia dolnego zwrotnego położenia suwaka prasy;
3) ustalenie skoku i dolnego położenia suwaka prasy oraz założenie tłocznika na prasę;
4) zamontowanie urządzeń pomocniczych, jak np. wyrzutnika pneumatycznego lub
sprężynowego;
5) mocowanie tłocznika;
6) regulacja parametrów pracy prasy:
− w wykrojnikach — regulacja współosiowości części roboczych tłocznika,
− w tłocznikach kształtujących — regulacja współosiowości części roboczych, a po
sprawdzeniu skoku suwaka prasy, oraz po wykonaniu i sprawdzeniu jakości pierwszej
wytłoczki dokręcenie nakrętek mocujących dolną część tłocznika do stołu prasy.
Poprawne i bezpieczne mocowanie tłocznika powinno zapewnić jego sztywne
i odpowiednio wytrzymałe połączenie z prasą.
Części mocujące należy rozmieścić w taki sposób, aby nie utrudniały one ruchów
pracownika przy podawaniu materiału do tłocznika i przy wyjmowaniu wytłoczonych
przedmiotów.
Mocowanie tłoczników do stołu i suwaka prasy powinno być wykonane za pomocą
odpowiednich części mocujących takich, jak: śruby mocujące, podkładki i nakrętki, dociski
mocujące oraz belki (podkładki) i płyty redukcyjne.
Niewłaściwe lub niedokładne ustawienie i mocowanie tłoczników na prasie może
doprowadzić do uzyskania niewłaściwej jakości wyrobów.
Do najczęściej występujących wad ustawienia i mocowania tłoczników i wynikających
z tego następstw należą:
− nierównoległość płyty redukcyjnej lub niejednakowe wysokości belek redukcyjnych,
powodujące stępienie krawędzi tnących stempla i matrycy wykrojnika oraz
wyrobienie się otworu prowadzącego, a co za tym idzie – powstanie zadziorów na
powierzchni wykonywanej przedmiotu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
− niesymetryczne ustawienie górnej części tłocznika względem dolnej, powodujące
uszkodzenie powierzchni czołowej i krawędzi roboczych stempla i matrycy oraz
nadmierne zużycie bocznych powierzchni roboczych stempla, matrycy i dociskacza,
a w konsekwencji – uzyskanie wyrobu niewłaściwej jakości.
Wpływ na dokładność wykonania przedmiotów tłoczonych ma m.in.:
− kształt i wymiar przedmiotu,
− własności mechaniczne materiału (sprężystość i plastyczność),
− stopień odkształcenia,
− dokładność wykonania i stopień zużycia tłocznika,
− stan prasy.
Ocena jakości wykonanego przedmiotu oraz przyczyny powstawania braków
Przy wykrawaniu:
− przedmioty niepełne powstają wówczas, gdy otwór tnący w chwili wycinania jest
niecałkowicie pokryty materiałem,
− zadziory powstają na wycinanych przedmiotach w razie zbyt dużego luzu między
krawędziami tnącymi stempla i matrycy lub stępienia krawędzi tnących,
− niezupełne wycinanie otworów następuje w razie zbyt płytkiego wchodzenia stempla
w otwór matrycy.
Przy wyginaniu występują wady w postaci pęknięć materiału w miejscu gięcia, przyczyny to:
− kruchy materiał,
− gięcie za grubego materiału,
− zanieczyszczenie tłocznika,
− nieprawidłowe umieszczenie materiału na matrycy.
Przy ciągnieniu może wystąpić wada w postaci naderwania dna na skutek:
− zbyt twardego materiału,
− za grubego materiału,
− niedostatecznego smarowania,
− przesunięcia w czasie pracy matrycy w stosunku do stempla,
− ukośne ustawienie stempla w stosunku do matrycy,
− nieprawidłowe ułożenie materiału na matrycy,
− nierównomierna grubość materiału,
w razie zbyt słabego nacisku dociskacza lub dużego promienia zaokrąglenia krawędzi
matrycy powstają na ściankach przedmiotu fałdy.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich elementów składa się ręczna prasa śrubowa?
2. Jakie rozróżniamy prasy mechanicznych?
3. Jak wyjaśnisz pojęcie „ustalanie przedmiotu”?
4. Co to są powierzchnie ustalające, elementy ustalające i oporowe?
5. Jak brzmi ogólna definicja „bazy”?
6. Jakie są ogólne zasady konserwacji obrabiarek skrawających?
7. Jakie akty prawne regulują sprawy bezpieczeństwa pracy?
8. Na czym polega proces kształtowania wytłoczek?
9. Jakie mogą być przyczyny występowania braków podczas procesu ciągnienia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.4.3. Ćwiczenia
Ćwiczenie 1
Dobierz odpowiedni wykrojnik do wykonania otworu o średnicy d=30mm w blasze
o grubości g=3mm (patrz rysunek) i wytrzymałości na ścinanie R
t
=380 MPa.
Oblicz ponadto niezbędny nacisk prasy, przyjmując, że współczynnik uwzględniający
stępienie ostrza stempla i matrycy wynosi 1,2.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) obliczyć pole powierzchni, którą należy ściąć,
2) dokonaj doboru odpowiedniego wykrojnika korzystając z dostępnej literatury
i wskazówek nauczyciela,
3) uwzględniając współczynnik korygujący, obliczyć minimalny nacisk prasy.
Wyposażenie stanowiska pracy:
– prasa,
– blacha,
– materiały piśmienne,
– kalkulator.
Ćwiczenie 2
Naszkicuj prasę śrubową ręczną, wymień wszystkie jej elementy, następnie w oparciu
o instrukcję obsługi zaplanuj kolejno po sobie następujące czynności mające na celu
bezpieczne uruchomienie i użytkowanie oraz wykonywanie operacji kształtowania przy
pomocy tej prasy. Przedstaw w punktach czynności związane z konserwacją prasy.
Rys. do ćwiczenia 2. Prasa śrubowa ręczna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) na podstawie załączonej dokumentacji zapoznać się gruntownie z budową prasy śrubowej
o napędzie ręcznym i zasadach jej działania oraz bezpiecznego użytkowania zgodnie
z załączonymi instrukcjami obsługi,
2) naszkicować prasę śrubową,
3) zaznaczyć i opisać jaj elementy składowe,
4) zaplanować kolejność czynności związanych z mocowaniem przedmiotu przeznaczonego
do tłoczenia,
5) zaplanować sposób sprawdzenia sprawności tej prasy,
6) zaplanować sposób mocowania stempla,
7) zaplanować i opisać sposób ustawienia stempla i przedmiotu tłoczonego względem
siebie,
8) wypisać czynności związane z uruchomieniem prasy,
9) przedstawić sposób wprowadzania stempla w materiał,
10) przedstawić sposób tłoczenia,
11) opisać sposób oczyszczenia stanowiska,
12) przedstawić sposób konserwacji i zabezpieczenia prasy.
Wyposażenie stanowiska pracy:
– prasa śrubowa o napędzie ręcznym,
– instrukcja obsługi prasy śrubowej ręcznej,
– dokumentacja prasy,
– materiały piśmienne.
Ćwiczenie 3
Przygotuj stanowisko pracy z prasą hydrauliczną do procesu wytłaczania blachy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) sporządzić wykaz zagrożeń jakie występują podczas prac na prasie,
2) dobrać ubranie ochronne oraz inny sprzęt osobisty,
3) sporządzić wykaz kolejnych czynności przy uruchamianiu i wyłączaniu pras w oparciu
o instrukcję obsługi,
4) sprawdzić czy w obrębie matrycy nie ma zbędnych przedmiotów
5) uruchomić silnik prasy,
6) uruchomić napęd suwaka,
7) obserwować przebieg pracy prasy,
8) wyłączyć prasę,
9) scharakteryzować przygotowane stanowisko do pracy informując nauczyciela
o zaobserwowanych nieprawidłowościach.
Wyposażenie stanowiska pracy:
– prasa hydrauliczna,
– dokumentacja techniczna prasy,
– instrukcja obsługi, instrukcja BHP,
– zestaw środków ochrony osobistej,
– materiały piśmienne,
– specyfikacje zagrożeń bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ćwiczenie 4
Wykonaj konserwację prasy o napędzie mechanicznym. Informacje o konserwacji
zawarte są w dokumentacji techniczno – ruchowej lub instrukcji obsługi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dokładnie poznać i zaznajomić się z mechanizmami, układem sterowania i systemem
smarowania prasy,
2) uzupełnić smar we wszystkich punktach smarowania ręcznego,
3) sprawdzić czy w zbiornikach jest prawidłowy poziom oleju- /jeśli nie/ uzupełnić;
– do smarowania używać takich smarów, które zostały podane w instrukcji,
– przed uruchomieniem obrabiarki sprawdzić czy wszystkie dźwignie sterownicze
pozostają w położeniu neutralnym /wyłączone/,
– prowadnice należy wytrzeć do sucha i następnie naoliwić,
– jeżeli prasa nie będzie używana przez pewien okres, wówczas należy natłuścić wszystkie
jej powierzchnie narażone na korozję,
– sprawdzić czy prasa nie posiada uszkodzeń, pęknięć elementów, które powinny być
natychmiast usunięte,
– scharakteryzować stan techniczny prasy i wnioski przedstawić nauczycielowi.
Wyposażenie stanowiska pracy:
− prasa o napędzie mechanicznym,
− dokumentacja techniczna prasy,
− instrukcja obsługi, instrukcja BHP,
− zestaw środków ochrony osobistej,
− materiały piśmienne,
− specyfikacje zagrożeń bhp.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) sporządzić plan obsługi
prasy?
2) zamocować tłocznik
na
prasie?
3) wytłoczyć
proste
wyroby
na
prasie?
4) ocenić jakość
wykonanego
wyrobu?
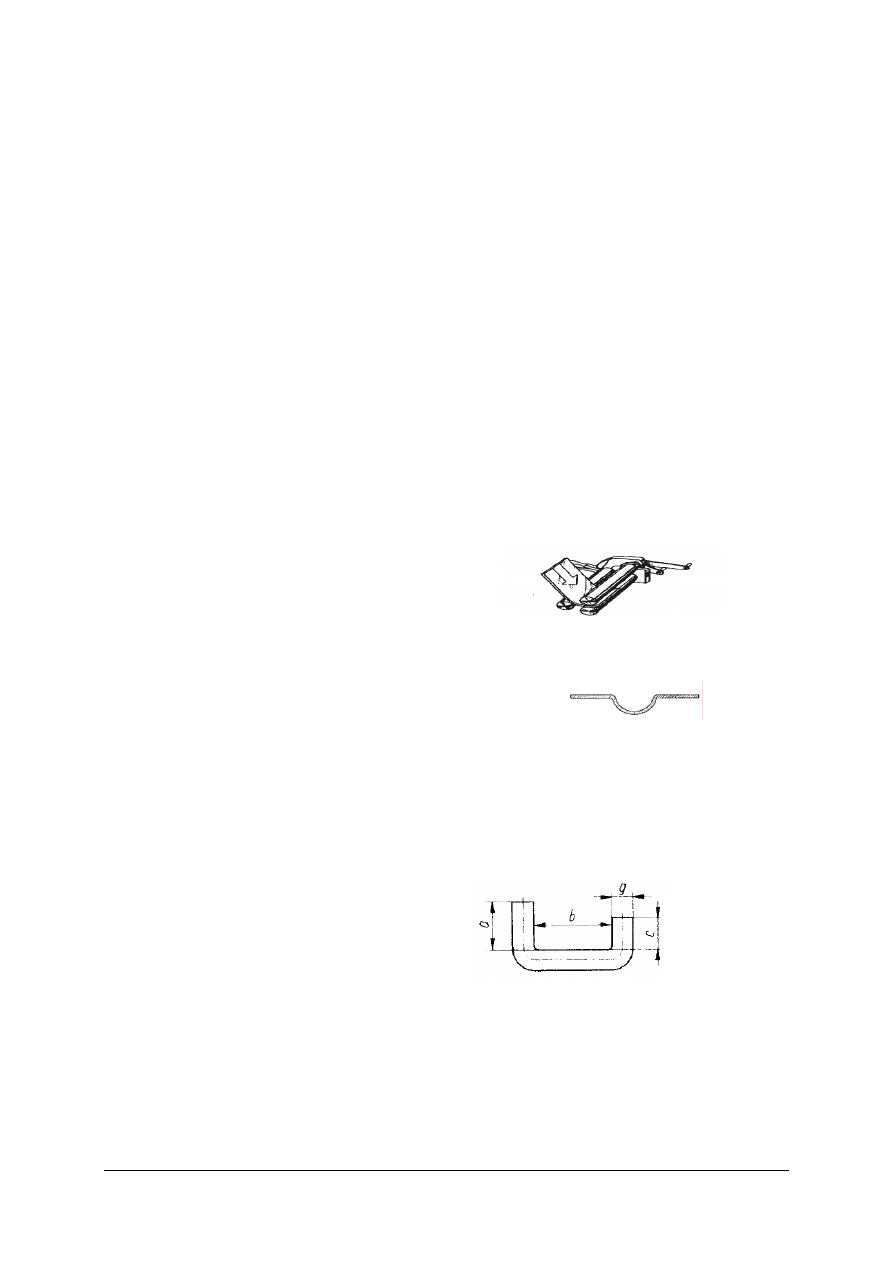
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego z nich podane są 4 możliwe odpowiedzi. Tylko jedna
jest poprawna.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak „X”. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić poprawną odpowiedź.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
ZESTAW ZADAŃ TESTOWYCH
1. Rysunek przedstawia kształtowanie materiału na:
a) żłobiarce.
b) zaginarce.
.
c) zawijarce.
d) wyoblarce.
2. Aby
uzyskać przedstawiony przekrój
poprzeczny podłogi bagażnika zastosujesz:
a) tłoczenie.
b) obciąganie.
c) zginanie.
d)
zawijanie.
3. Aby
wykonać przedmiot przedstawiony na rysunku zakładając gięcie bez zaokrągleń po
stronie wklęsłej, należy użyć płaskownika o długości:
a) 120 mm.
b) 100 mm.
c) 95 mm.
d) 80 mm.
4. Materiałem przeznaczonym do produkcji elementów tłoczonych jest stal:
a) automatowa.
b) narzędziowa,
c) głębokotłoczna,
d) sprężynowa.
a = 20 mm.
b = 60 mm.
c = 15 mm.
g = 3 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. Proces
wytłaczania jest realizowany dwoma podstawowymi metodami:
a) kuciem swobodnym, kuciem matrycach.
b) roztłaczaniem, obciskaniem.
c) wyciskaniem, wyoblaniem.
d) wyginaniem, zaginaniem.
6. Gięcie kołowe materiału na całej jego powierzchni to:
a) wyginanie.
b) skręcanie.
c) zaginanie.
d) zwijanie.
7. W warsztacie blacharskim ciśnienie instalacji sprężonego powietrza powinno wynosić:
a) 10 MPa.
b) 100 kPa.
c) 100 Pa.
d) 1 MPa.
8. Kolejność czynności pracy blacharza jest następująca:
a) trasowanie, cięcie kształtowanie, łączenie elementów.
b) gięcie, spawanie, trasowanie.
c) spawanie, łączenie elementów, cięcie.
d) trasowanie, gięcie, cięcie.
9. Kuciem nazywamy proces technologiczny:
a) obróbki plastycznej w matrycach.
b) obróbki plastycznej przez młotowanie.
c) obróbki plastycznej na zimno w matrycach.
d) obróbki plastycznej na gorąco w matrycach.
10. Tłoczenie jest to proces technologiczny obróbki plastycznej obejmujący operacje:
a) cięcia i kształtowania.
b) cięcia i gięcia.
c) gięcia i kucia.
d) gięcia i kształtowania.
11. Współczynnik tłoczenia jest parametrem zależnym od:
a) średnicy tłoczenia i siły nacisku.
b) siły tłoczenia i średnicy płytki wyjściowej.
c) średnicy tłoczenia i siły tłoczenia.
d) średnicy tłoczenia i średnicy płytki wyjściowej.
12. Tłok pompy o powierzchni S
1
, na który działa siła F
1
, wywołuje w układzie ciśnienie:
a) p = (F1
⋅S1)
2
.
b) p = F1
⋅S1.
c) p = F1/S1.
d) p = (F1/S1)
2
.
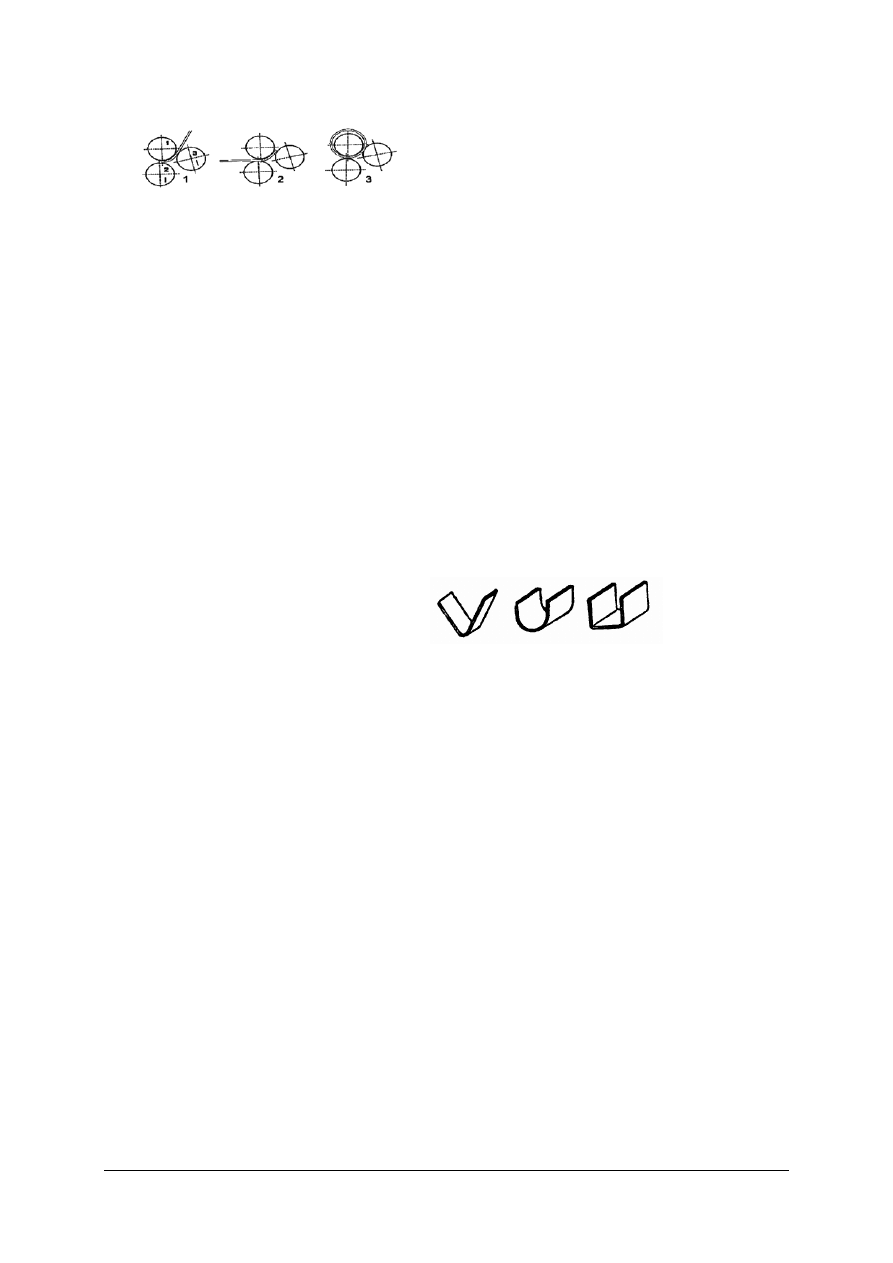
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
13. Na rysunku przedstawiono sposoby:
a) wyginania.
b) zaginania.
c) zwijania.
d) zawijania.
14. Aparat Erichsena służy do:
a) do badania tłoczności.
b) do mierzenia kąta zginania.
c) do mierzenia grubości blachy.
d) do badania ciśnienia w prasie hydraulicznej.
15. Minimalna szerokość blach łączonych na zakładkę wynosi:
a) 6 mm,
b) 8 mm,
c) 10 mm,
d) 12 mm.
16. Aby otrzymać tak wyprofilowaną blachę jaką przestawiają rysunki należy wykonać:
a) skręcanie.
b) wyginanie.
c) przetłaczanie.
d) prostowanie.
17. Wgniatanie polega na:
a) kształtowaniu wgłębień i wypukłości kosztem rozciągania materiału.
b) zmniejszeniu średnicy cylindrycznego przedmiotu.
c) kształtowaniu materiału na wzorniku przez rozciąganie powyżej granicy
plastyczności.
d) przekształcaniu materiału prostoliniowego w przedmiot o powierzchni śrubowej.
18. Parametrem ograniczającym wysokość tłoczonego wyrobu jest:
a) częstość skoków suwaka.
b) skok suwaka.
c) nacisk nominalny,
d) ciśnienie tłoczenia.
19. Barwa żółta na znakach ostrzegawczych oznacza:
a) Stój – nie pracuj,
b) Ostrożnie – możliwe niebezpieczeństwo.
c) Pierwsza pomoc.
d) Ochrona układu oddechowego.
20. W przypadku krwotoku zewnętrznego
należy zastosować:
a) sztuczne oddychanie metodą "usta – usta.
b) lekki masaż serca.
c) opatrunek uciskowy.
d) przemycie rany ciepłą wodą z mydłem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Wykonywanie operacji kształtowania blachy
Zakreśl poprawną odpowiedź
Nr zadania
Odpowiedź Punkty
1 a b c d
2 a b c d
3 a b c d
4 a b c d
5 a b c d
6 a b c d
7 a b c d
8 a b c d
9 a b c d
10 a b c d
11 a b c d
12 a b c d
13 a b c d
14 a b c d
15 a b c d
16 a b c d
17 a b c d
18 a b c d
19 a b c d
20 a b c d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
6. LITERATURA
1. Godlewski M.: Poradnik dla mechaników. WSiP, Warszawa 1977
2. Lipski R.: Technologia–Ślusarstwo. cz. 1.1982
3. Mariański A.: Stacje obsługi samochodów. WKŁ, Warszawa 1981
4. Mechanik pojazdów samochodowych. Budowa i eksploatacja pojazdów, Część I, część
II, część III. Vogel Publishing, Wrocław 2001
5. Mechanik pojazdów samochodowych. Techniczne podstawy zawodu. Część I, część II,
część III. Vogel Publishing, Wrocław 1999
6. Stojanowski F.: Blacharstwo karoseryjne. WSiP, Warszawa 1974
7. Szenejko W.: Blacharstwo. WKiŁ, Warszawa 1978
Czasopisma:
8. AutoEXPERT, wyd. Vogel Publishing.
Źródła internetowe:
9. http://www.totalpolska.pl,
10. http://www.artszkol.pl
Wyszukiwarka
Podobne podstrony:
blacharz samochodowy 721[03] z1 05 u
blacharz samochodowy 721[03] z1 04 n
blacharz samochodowy 721[03] z1 01 u
blacharz samochodowy 721[03] z1 06 u
blacharz samochodowy 721[03] z1 02 n
blacharz samochodowy 721[03] z1 01 n
blacharz samochodowy 721[03] z1 03 n
blacharz samochodowy 721[03] z1 02 u
blacharz samochodowy 721[03] z1 04 u
blacharz samochodowy 721[03] z1 05 n
blacharz samochodowy 721[03] z1 06 n
blacharz samochodowy 721[03] z1 05 n
blacharz samochodowy 721[03] z1 06 u
blacharz samochodowy 721[03] z1 06 n
blacharz samochodowy 721[03] z1 01 n
blacharz samochodowy 721[03] z1 03 u
blacharz samochodowy 721[03] z1 04 u
więcej podobnych podstron