„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Dolata
Dobieranie materiałów konstrukcyjnych 731[01].O2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Tadeusz Sarnowski
dr inż. Edward Tyburcy
Opracowanie redakcyjne:
mgr inż. Ryszard Dolata
Konsultacja:
dr inż. Janusz Figurski
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[01].O2.02
„Dobieranie materiałów konstrukcyjnych”, zawartego w modułowym programie nauczania
dla zawodu mechanik automatyki przemysłowej i urządzeń precyzyjnych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Właściwości materiałów jako podstawowe kryterium ich zastosowania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Charakterystyka techniczna stopów żelaza
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Metale nieżelazne i ich zastosowanie
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
27
4.3.3. Ćwiczenia
27
4.3.4. Sprawdzian postępów
28
4.4. Właściwości użytkowe tworzyw sztucznych i materiałów kompozytowych
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
36
4.4.3. Ćwiczenia
36
4.4.4. Sprawdzian postępów
37
4.5. Procesy korozyjne. Przeciwdziałanie niekorzystnym zjawiskom
38
4.5.1. Materiał nauczania
38
4.5.2. Pytania sprawdzające
40
4.5.3. Ćwiczenia
40
4.5.4. Sprawdzian postępów
43
5. Sprawdzian osiągnięć
44
6. Literatura
49

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o rodzajach i zasadach dobierania
materiałów konstrukcyjnych.
−
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć ukształtowane przed
przystąpieniem do nauki,
−
cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej,
−
materiał nauczania, w zakresie podstawowych wiadomości obejmujących zasady
dobierania materiałów konstrukcyjnych,
−
zestawy pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści nauczania,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych, wykorzystując wiedzę
teoretyczną,
−
sprawdzian postępów, który umożliwi Ci określenie, czy opanowałeś wiadomości
i umiejętności z określonego rozdziału Materiału nauczania,
−
sprawdzian osiągnięć, na podstawie którego ocenisz opanowanie materiału całej jednostki
modułowej,
−
wykaz literatury z jakiej możesz korzystać podczas nauki.
Opanowanie wiedzy tej jednostki modułowej jest konieczne do realizacji kolejnych
jednostek zawartych w module–mechaniczne techniki wytwarzania, które przedstawione
są na schemacie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
731[01].O2
Mechaniczne techniki
wytwarzania
731[01].O2.01
Posługiwanie się dokumentacją
techniczną
731[01].O2.02
Dobieranie materiałów
konstrukcyjnych
731[01].O2.03
Stosowanie podstawowych
technik wytwarzania części
maszyn
731[01].O2.04
Wykonywanie połączeń
w urządzeniach precyzyjnych
i układach automatyki
przemysłowej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
stosować jednostki układu SI i je przeliczać,
−
posługiwać się podstawową wiedzą z zakresu właściwości materii,
−
posługiwać się pojęciami takimi jak: gęstość, masa, temperatura topnienia, ciepło
właściwe, przewodność elektryczna, właściwości magnetyczne, rozszerzalność cieplna,
adsorpcja, dyfuzja,
−
posługiwać się dokumentacją techniczną w zakresie zastosowania materiałów
konstrukcyjnych w urządzeniach precyzyjnych,
−
wykonywać pomiary warsztatowe,
−
przestrzegać przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
obsługiwać komputer na poziomie podstawowym,
−
współpracować w grupie,
−
określać wnioski z wykonanych ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić właściwości materiałów konstrukcyjnych przeznaczonych na typowe części
maszyn,
−
rozróżnić stopy żelaza i określić ich zastosowanie w urządzeniach precyzyjnych,
−
rozróżnić metale nieżelazne i szlachetne oraz określić ich zastosowanie w urządzeniach
precyzyjnych,
−
określić zastosowanie tworzyw sztucznych w budowie urządzeń precyzyjnych,
−
rozróżnić materiały przewodzące, izolatory i półprzewodniki,
−
scharakteryzować procesy obróbki cieplnej i cieplno–chemicznej metali i ich stopów,
−
rozpoznać zjawiska korozyjne i ich skutki oraz wskazać sposoby zapobiegania korozji,
−
scharakteryzować metody nakładania i wytwarzania powłok ochronnych i dekoracyjnych,
−
rozpoznać powłoki ochronne,
−
dobrać na podstawie norm technicznych materiały na elementy konstrukcyjne urządzeń
precyzyjnych,
−
posłużyć się dokumentacją techniczną,
−
zastosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Właściwości materiałów jako podstawowe kryterium ich
zastosowania
4.1.1. Materiał nauczania
Materiałami konstrukcyjnymi nazywamy materiały, które są wykorzystywane do budowy
maszyn i urządzeń. Materiały dzielimy na trzy zasadnicze grupy: metale, niemetale i tworzywa
sztuczne. Metale charakteryzują się następującymi właściwościami: połyskiem, dobrą
przewodnością elektryczną, przewodnictwem cieplnym, plastycznością.
Niemetale nie wykazują właściwości metalicznych, jednocześnie posiadają zróżnicowane
cechy. Do niemetali zaliczamy gazy (np. azot, chlor, tlen), ciecze (np. brom) i ciała stałe
(np. węgiel, siarka). Tworzywa sztuczne są organicznymi lub półorganicznymi materiałami
o dużym ciężarze cząsteczkowym. W skład tworzyw sztucznych wchodzą: polimery,
plastyfikatory, wypełniacze oraz substancje barwiące.
Właściwości materiałów konstrukcyjnych dzieli się na: chemiczne, fizyczne, mechaniczne
i technologiczne. Najczęściej określanymi właściwościami materiałów konstrukcyjnych,
decydującymi o możliwościach ich zastosowania na części maszyn, są właściwości
mechaniczne i technologiczne. Do podstawowych właściwości mechanicznych zalicza się
wytrzymałość, twardość i udarność, natomiast do technologicznych skrawalność, plastyczność
i lejność.
Wytrzymałość na rozciąganie jest określona jako stosunek maksymalnej siły rozciągającej
F
m
do przekroju S
o
badanego elementu (próbki):
=
2
o
m
m
S
F
R
m
N
Twardość jest to odporność materiału na odkształcenia trwałe, które są wynikiem
działania na powierzchnię materiału odpowiedniego wgłębnika. Miarą twardości w metodzie
Brinella (HB) jest stosunek siły F (10–30 000N) do pola S czaszy kulistej odcisku. Stalowa
kulka hartowana jednostek średnicy 1, 2, 2,5, 5 lub 10 mm wciskana jest określoną siłą
F w wygładzoną powierzchnię materiału.
=
2
m
S
F
R
m
N
Pomiędzy wytrzymałością na rozciąganie R
m
(w MPa) a twardością HB istnieje dla stali
zależność:
R
m
= 3,4HB
Ponadto do pomiaru twardości wykorzystuje się metodę Rockwella (HRC lub HRB)
i metodę Vickersa (HV).
Udarność jest to odporność na złamanie przy uderzeniu. Na podstawie udarności
określamy ciągliwość metali. Miarą udarności jest stosunek energii zużytej na złamanie próbki
do jej przekroju.
=
2
o
S
K
KC
m
J
Skrawalność jest to podatność materiału na obróbkę skrawaniem. Za główne kryterium
skrawalności przyjmuje się trwałość ostrza narzędzia skrawającego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Plastyczność jest to podatność materiału do osiągania znacznych odkształceń trwałych
pod działaniem sił zewnętrznych bez naruszania jego spójności.
Lejność jest to zdolność ciekłego metalu do wypełnienia formy odlewniczej. Na lejność ma
wpływ: skład chemiczny, struktura i temperatura ciekłego metalu.
Wymienione właściwości metali i stopów nazywa się także właściwościami metalicznymi.
Metale
charakteryzuje
struktura
krystaliczna,
która
wynika z działania sił
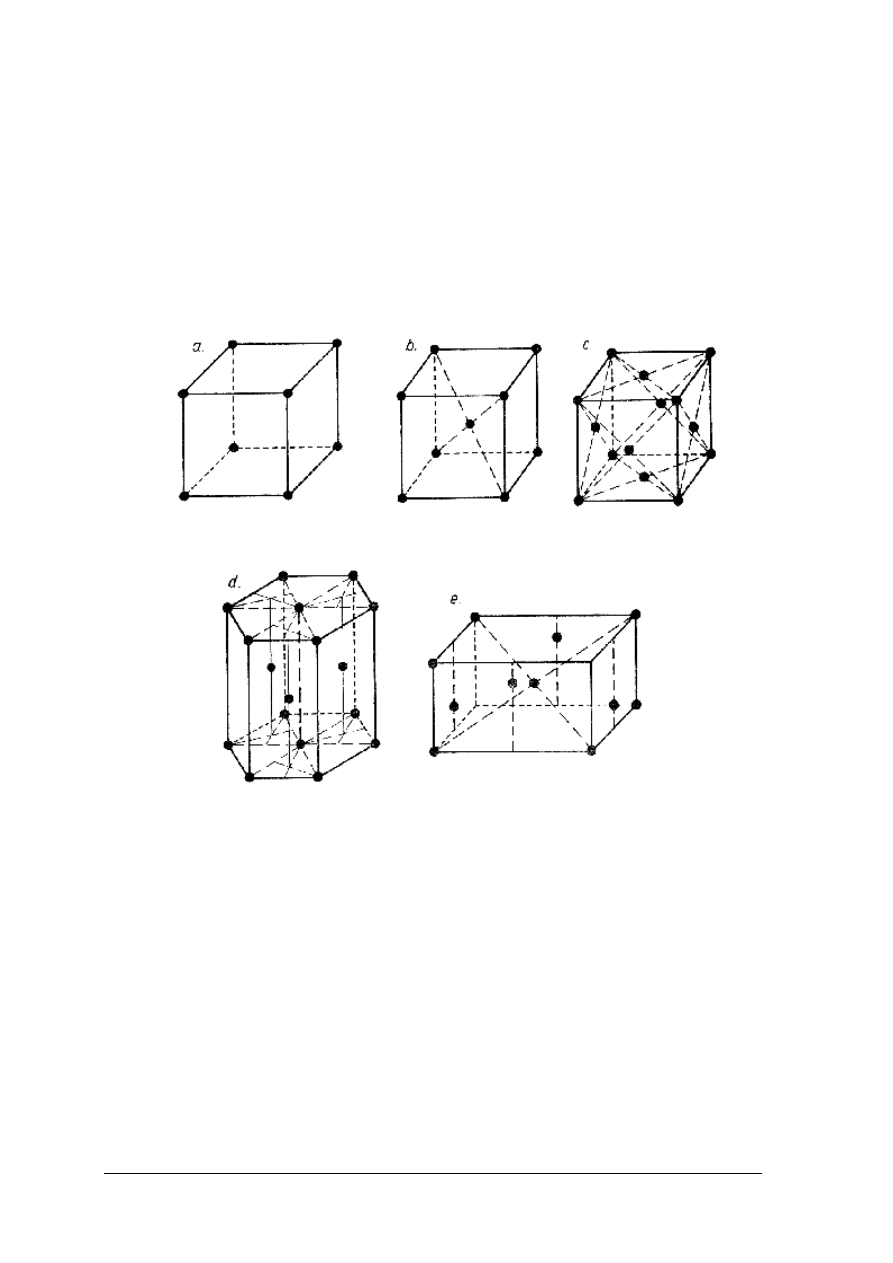
międzyatomowych, zwanych wiązaniem metalicznym. Ciała krystaliczne mają budowę
uporządkowaną, atomy w przestrzeni kryształów rozmieszczone są w tzw. komórkach
elementarnych sieci krystalicznej, które zajmują ściśle określone miejsce w sieci przestrzennej
kryształu. Schematy elementarnych komórek sieciowych przedstawiono na rys. 1.
Rys. 1
Schematy elementarnych komórek sieciowych: a) regularnej, b) regularnej
przestrzennie centrycznej A2, c) regularnej płasko centrycznej A1, d) heksagonalnej
A3, e) tetragonalnej [opracowanie własne]
Budowa wewnętrzna metali ma istotny wpływ na właściwości chemiczne, fizyczne,
mechaniczne i technologiczne. Właściwości chemiczne mają przede wszystkim wpływ na
odporność metalu na korozję, fizyczne – przewodność elektryczną i cieplną, mechaniczne –
wytrzymałość i twardość a technologiczne – plastyczność, skrawalność i lejność. Ilość
czynników strukturalnych kształtujących właściwości materiałów konstrukcyjnych jest duża.
Poznanie wszystkich czynników jest podstawowym warunkiem optymalnego zastosowania
materiałów uwzględniającego ich zastosowania w budowie urządzeń precyzyjnych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy materiały konstrukcyjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
2. Jakie są podstawowe właściwości materiałów konstrukcyjnych?
3. Jak definiujemy metale, a jak niemetale?
4. Jakie właściwości materiałów konstrukcyjnych decydują o ich zastosowaniu?
5. Jakie wyróżnia się właściwości mechaniczne materiałów i na co mają wpływ?
6. Jakie wyróżnia się właściwości technologiczne materiałów i na co mają wpływ?
7. Jakie znasz metody badania twardości metali?
8. Co określa udarność metali?
9. Jak definiujemy lejność metali?
10. Jaką budową wewnętrzną charakteryzują się metale?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zbadaj twardość przedmiotów stalowych (przed i po hartowaniu) metodą Rockwella,
w której zastosowano twardościomierz wyposażony w stożek (wgłębnik).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zamocować w trzpieniu twardościomierza stożek diamentowy i założyć obciążniki,
2) ustawić badaną próbkę niehartowaną na stoliku twardościomierza,
3) obciążyć próbkę wstępnie podnosząc stolik tak, aby wskazówka czujnika zegarowego
ustawiła się w położeniu zerowym na skali C,
4) obciążyć próbkę obciążeniem roboczym i odczytać twardość na czujniku na skali C,
5) czynności powtórzyć w stosunku do próbki 2, względem której przeprowadzono
hartowanie zwykłe,
6) porównać wyniki i ustalić wnioski,
7) wykonać sprawozdanie z przebiegu próby i określić końcowe wnioski wynikające
z wpływu obróbki cieplnej na właściwości materiałów konstrukcyjnych.
Wyposażenie stanowiska pracy:
−
twardościomierz Rockwella z wyposażeniem,
−
próbki stalowe przed i po hartowaniu,
−
arkusz rysunkowy.
Ćwiczenie 2
Oblicz przybliżoną wartość wytrzymałości na rozciąganie R
m
(w MPa) stali na podstawie
zależności wynikającej z twardości i wytrzymałości dla następujących wartości twardości:
75HB, 240HB, 450HB.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zastosować odpowiedni wzór uwzględniający zależność twardości i wytrzymałości,
2) obliczyć wytrzymałość stali na rozciąganie,
3) porównać wyniki i ustalić wnioski,
4) wykonać sprawozdanie z ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz papieru rysunkowego.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować materiały konstrukcyjne?
2)
sklasyfikować materiały konstrukcyjne?
3)
scharakteryzować
właściwości
mechaniczne
materiałów
konstrukcyjnych?
4)
scharakteryzować
właściwości
technologiczne
materiałów
konstrukcyjnych?
5)
zdefiniować i opisać strukturę materiałów krystalicznych?
6)
wskazać jakie czynniki mają wpływ na zastosowanie materiałów
konstrukcyjnych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Charakterystyka techniczna stopów żelaza
4.2.1. Materiał nauczania
Żelazo otrzymujemy w wyniku przeróbki rud żelaza w procesie metalurgicznym.
W procesach metalurgii żelaza wykorzystuje się następujące rudy: magnetyt (Fe
3
O
4
), hematyt
(Fe
2
O
3
), limonit (2Fe
2
O
3
•3H
2
O), syderyt (FeCO
3
) i piryt (FeSO
2
). Proces przerobu rud
odbywa się w wielkim piecu. Produktem wielkiego pieca jest surówka. Surówka jest stopem
żelaza z węglem o zawartości węgla do 6,67 % oraz pierwiastkami manganu, krzemu, siarki,
fosforu i innymi. Zależnie od przeznaczenia rozróżnia się surówki przeróbcze i odlewnicze. W
kolejnych procesach surówkę przetwarzamy w konwertorze (rys. 2), piecu martenowskim lub
elektrycznym otrzymując – stal konwertorową, martenowską lub elektryczną. Konwertor jest
zbudowany z blachy stalowej wyłożonej płytami krzemionkowymi. Proces polega na
przepuszczaniu tlenu (pod ciśnieniem 1,5 MPa) przez surówkę znajdującą się w konwertorze.
Proces przebiega w temperaturze 1700 °C w ciągu 20 minut.
Stal jest to stop żelaza z węglem oraz innymi pierwiastkami, obrobiony plastycznie
i obrabialny cieplne, otrzymany w procesie metalurgicznym ze stanu ciekłego. Zawartość
węgla w stali wynosi od 0,05 do 2 % C. Stopy żelaza zawierające mniej niż 0,05 % węgla
nazywa się żelazem technicznym.
Rys. 2. Konwertor tlenowy Linz Donawitz (L–D) [opracowanie własne]
Klasyfikacja i zastosowania stali
Podstawowym kryterium klasyfikacji stali jest skład chemiczny, jakość i zastosowanie.
Stale dzieli się:
1. Ze względu na zawartość węgla i strukturę wewnętrzną:
−
podeutektoidalną zawiera (do 0,8 % C),
−
eutektoidona (0,8 % C),
−
nadeutektoidalną (zawiera ponad 0,8 % C).
2. Ze względu na skład chemiczny (PN–EN 10020:2003):
−
niestopowe (węglowe),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
−
stopowe.
3. Ze względu na jakość:
−
podstawowe,
−
odporne na korozję (Cr
≥
10,5% i C
≤
1,2%),
−
inne stopowe.
4. Ze względu na zastosowanie:
−
konstrukcyjne,
−
narzędziowe,
−
specjalne.
Stale niestopowe (węglowe) konstrukcyjne
Węgiel decyduje o właściwościach stali. W grupie stali konstrukcyjnych wyróżnia się stale
niestopowe ogólnego przeznaczenia (zwykłej jakości), które oznacza się symbolami: St0S,
St3S, St4S, St5, St6 i St7 (litera S na końcu oznaczenia – stal spawalna). Stale te stosuje się na
części maszyn, na ogół nie są obrabiane cieplnie.
Drugą grupę stanowią stale wyższej jakości, które są stosowane po obróbce cieplnej.
Wymagania stawiane tym stalom obejmują zarówno skład chemiczny, jak i właściwości
wytrzymałościowe. Ze stali tych wykonuje się następujące wyroby:
−
koła zębate, prowadnice,
−
tuleje, sworznie, cięgna, kliny, nity,
−
wały i osie,
−
rury, blachy, ruszty.
Znak tych stali składa się z liter i cyfr. Pierwsze dwie cyfry określają zawartość węgla
w setnych częściach procentu a litery oznaczają pierwiastki stopowe, np. 20G (około 0,20 %
węgla, litera G – mangan).
Stale stopowe konstrukcyjne stosowane są na odpowiedzialne części maszyn,
a właściwości mechaniczne uzyskują w wyniku obróbki cieplnej. Wyróżnia się:
−
stale do nawęglania,
−
stale do ulepszania cieplnego (na części maszyn, np. koła zębate),
−
stale do azotowania,
−
stale sprężynowe (na elementy sprężyste),
−
stale na łożyska toczne.
Ponadto wyróżnia się stale o specjalnych właściwościach fizycznych i chemicznych, które
dzielą się na:
−
stale odporne na korozję,
−
stale żaroodporne (na elementy silników samochodowych),
−
stale o specjalnych właściwościach mechanicznych (stal Hadfielda stosowana
np. na rozjazdy kolejowe),
−
stale o specjalnych właściwościach magnetycznych (na magnesy trwałe),
−
stale magnetycznie miękkie (na blachy transformatorowe).
Staliwo to stop żelaza z węglem (do 1,5 %) oraz innymi pierwiastkami, nie obrabiany
plastycznie, odlany w formie odlewniczej. Stop ten ma zastosowanie na elementy
o skomplikowanych kształtach i dużych wymiarach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Tabela 1. Stale stopowe konstrukcyjne [2, s. 117].
Staliwa dzielą się:
1. Ze względu na skład chemiczny:
−
staliwa węglowe,
−
staliwa stopowe.
2. Ze względu na jakość:
−
węglowe zwykłej jakości,
−
węglowe wyższej jakości,
Zawartość w %
Temperatura w °C
Rm
Znak stali
głównych
MPa
A
5
%
węgla
składników
hartowania
odpuszczania
min
min
stopowych
Stale do nawęglania (w nawiasach oznaczenia wg PN–EN 10084:2002)
0,12–0,18
Cr 0,70–1, 00
880 woda
180 powietrze
690
12
(~17Cr3)
lub olej
lub olej
20H
0,17–0,23
Cr 0,70– 1,00
880 woda
180 powietrze
780
11
(~20Cr4)
lub olej
lub olej
16HG
0,14–0,19
Cr 0,80–1, 10
860 olej
180 powietrze
830
12
(16MnCr5)
18HGT
0,17–0,23
Cr 1,00–1,30
870 olej
200 powietrze
980
9
Mn 0,80–1, 10
lub olej
15HGM
0,12–0,19
Cr 0,80–1, 10
840 olej
1 80 powietrze
930
11
(~18CrMo4)
Mn 0,80–1, 10
lub woda
Mo 0,1 5–0,25
17HGN
0,15–0,21
Cr 0,80–1, 10
860 olej
160 powietrze
1030
11
(~16NiCr4)
Mn 1,00–1,30
lub olej
Ni 0,60–0,90
15HN
0,12–0,18
Cr 1,40–1,70
860 olej
190 powietrze
980
12
(~17NiCr6–6)
Ni 1,40–1,70
lub woda
Stale do ulepszania cieplnego (w nawiasach oznaczenia wg PN–EN 10083–l: 2006)
30G2
0,27–0,35
Mn 1,40–1,80
850 woda
530 powietrze
780
14
(~28Mn6)
lub olej
lub olej
45G2
0,41–0,49
Mn 1,40–1,80
830 olej
580 powietrze
880
10
(~44SMn28)
lub olej
35SG
0,31–0,39
Mn 1,10–1,40
900 woda
590 woda
880
15
Si 1,10–1,40
30H
0,27–0,35
Cr 0,80–1, 10
860 olej
500 woda
880
12
(~34Cr4)
lub olej
40H
0,36–0,44
Cr 0,80–1, 10
850 olej
500 woda
980
10
(~41Cr4)
lub olej
45H
0,41–0,49
Cr 0,80–1, 10
840 olej
520 woda
1030
9
lub olej
30HGS
0,28–0,35
Cr 0,80–1, 10
880 olej
540 woda
1080
10
Mn 0,80– 1,10
lub olej
Si 0,90–1, 10
35HM
0,34–0,40
Cr 0,90–1, 20
850 olej
540 woda
980
12
(~25CrMo4)
Mo 0,1 5–0,25
lub olej
45HN
0,41–0,49
Cr 0,45–0,75
820 olej
530 woda
1030
10
Ni 1,00–1,40
lub woda
lub olej
37HGNM
0,35–0,43
Cr 0,40–0,70
850 woda
525 powietrze
930
13
(~40NiCrMo2kD)
Mn 0,80– 1,10
lub olej
Ni 0,40–0,70
Mo 0,1 5–0,25
Stal do azotowania (w nawiasach oznaczenia wg PN–EN 10085:2003)
38HMJ
0,35–0,42
Cr 1,35–1,65
940 olej
640 woda
980
14
(~41CrAlMo7)
Mo 0,15–0,25
lub ciepła
lub olej
Al 0,70–1, 10
woda
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
węglowe najwyższej jakości.
Ponadto, staliwa stopowe dzielą się:
−
manganowe,
−
manganowo–chromowe,
−
chromowe,
−
żaroodporne,
−
nierdzewne,
−
kwasoodporne.
Żeliwa otrzymujemy z surówki odlewniczej, którą przetapia się ze złomem żeliwnym
lub stalowym i domieszkami, np. żelazomanganem. Zawartość węgla (w postaci grafitu
lub cementytu Fe
3
C), wynosi zwykle od 2,2 % do 3,8 % C z dodatkiem krzemu, manganu,
siarki i fosforu. Żeliwa wyróżniają się dobrymi właściwościami odlewniczymi, dobrze
wypełniają formy odlewnicze, a odlewy cechuje dobra skrawalność.
Rozróżnia się następujące rodzaje żeliw: szare, białe, stopowe (tab. 2), modyfikowane,
ciągliwe i sferoidalne. Żeliwa znalazły dużo zastosowań w budowie maszyn, w tym urządzeń
precyzyjnych i układów automatyki. Jako materiał konstrukcyjny posiada następujące
właściwości:
−
dobrze tłumi drgania,
−
duża wytrzymałość na rozciąganie,
−
duża odporność na ścierania i niezłą plastyczność (żeliwo sferoidalne),
−
duża odporność na korozję i wysoką temperaturę(żeliwo typu Niresist).
Tabela 2. Niektóre żeliwa stopowe [4, s. 469]
Skład chemiczny, %
C
Si
Mn
Ni
Cr
inne
Wysokokrzemowe kwasoodporne
Silal
Nicrosilal
Niresist
1,0 – 0,2
2,3 – 2,5
1,7 – 2,0
1,7 – 3,0
13 – 18
5 – 7
5 – 6
2,5
0,6 – 1,0
0,5 – 0,6
0,7 – 0,8
0,8 – 2,0
–
–
16 – 20
11–16
–
–
1,8 – 3,0
1,5 – 4,0
–
–
0,1 – 0,2 Al
6 – 8
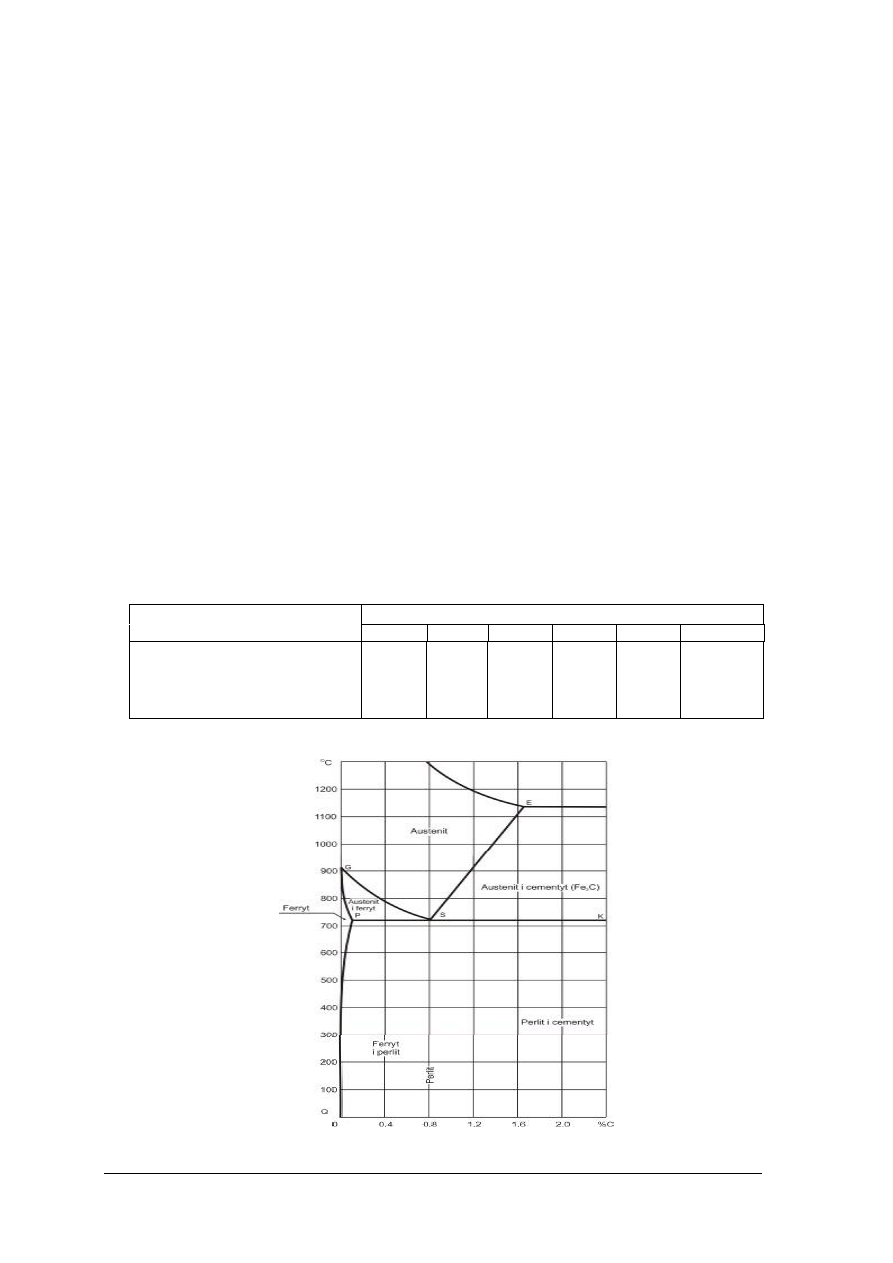
Obróbka cieplna i cieplno–chemiczna
Rys. 3.
Uproszczony układ żelazo–cementyt [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
W czasie nagrzewania i chłodzenia stopów Fe – C zachodzą w nich przemiany, które
obrazuje wykres żelazo–cementyt. W celu zrozumienia zagadnień obróbki cieplnej można
posłużyć się fragmentem wykresu (do 2 %), który przedstawia przemiany strukturalne w stali
(rys. 3). Stal ma budowę krystaliczną, a jej elementy – krystality składają się z dwóch
składników ferrytu i cementytu.
Żelazo, które jest podstawowym składnikiem stali, występuje w dwóch odmianach
alotropowych: żelazo α o sieci regularnej przestrzennie centrycznej (rys 1b) i żelazo γ o sieci
płaskocentrycznej (rys. 1c).
Ferryt stanowi roztwór stały węgla w żelazie α, natomiast cementyt (Fe
3
C) to bardzo
twardy związek chemiczny żelaza z węglem zwanym węglikiem żelaza. Podczas nagrzewania
stali ponad 723 ºC zachodzi proces przemiany żelaza α w żelazo γ (odmiana alotropowa).
Żelazo powoduje rozpuszczenie cementytu i powstanie kryształów austenitu. Struktura ta jest
roztworem węgla w żelazie γ.
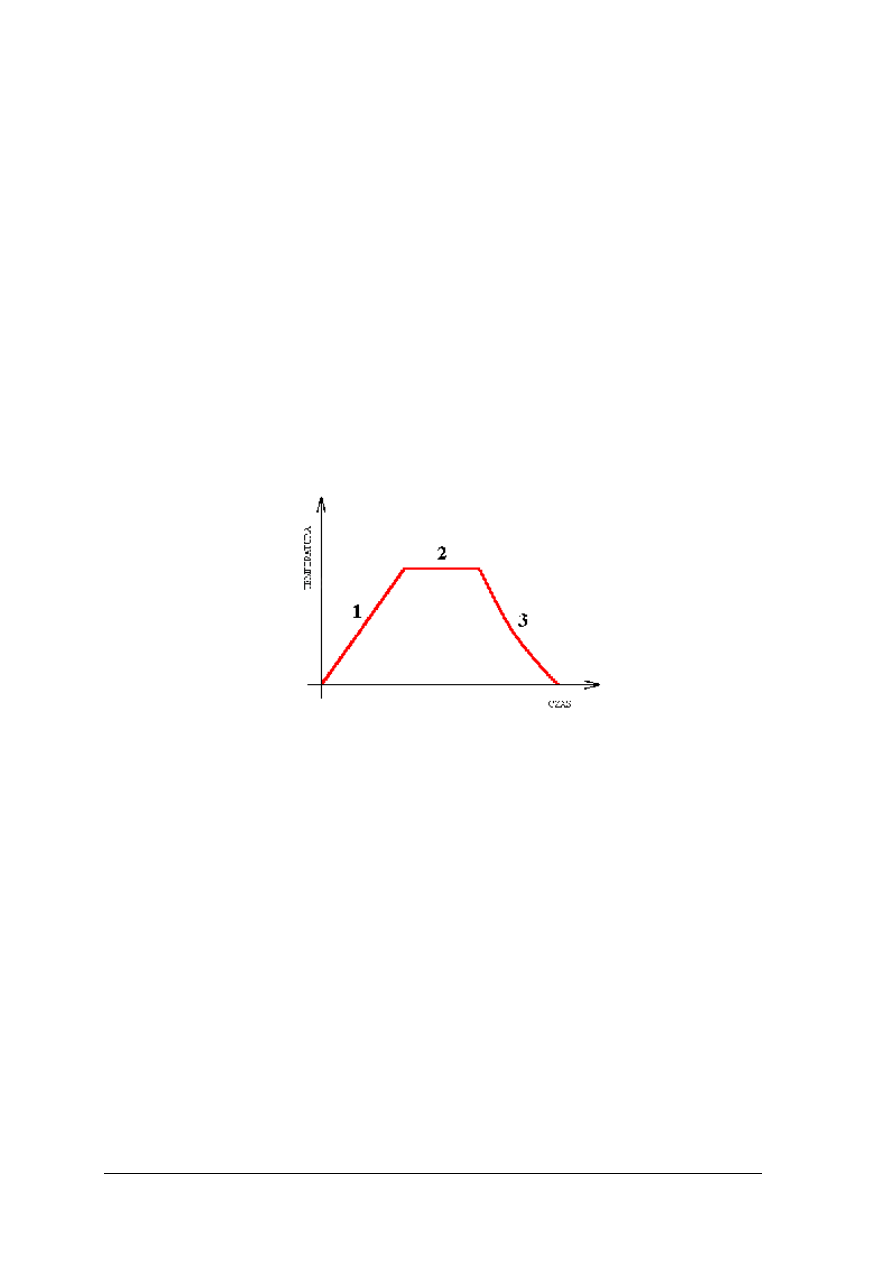
W procesie obróbki cieplnej wyróżnia się zabiegi (rys. 4):
−
nagrzewanie,
−
wygrzewanie,
−
chłodzenie.
Rys. 4.
Zabiegi obróbki cieplnej: 1– nagrzewanie, 2 – wygrzewanie,
3 – chłodzenie (studzenie, oziębianie) [opracowania własne]
Podstawowe rodzaje obróbki cieplnej:
−
hartowanie,
−
odpuszczanie,
−
ulepszanie cieplne,
−
wyżarzanie.
Hartowanie stali polega na nagrzaniu jej do temperatury około 30 ºC powyżej linii GSK
(rys. 3), wygrzaniu w tej temperaturze i oziębieniu (szybkie chłodzenie). W czasie hartowania
zachodzi przemiana austenityczna, efektem której jest uzyskanie twardej struktury zwanej
martenzytem. Takie hartowanie nazywa się hartowaniem zwykłym.
Proces hartowania stali może być realizowany powierzchniowo i polega na nagrzania
cienkiej warstwy zewnętrznej przedmiotu, która ma być utwardzona. Najczęściej stosuje się
dwa rodzaje hartowania powierzchniowego: płomieniowe (nagrzewanie palnikami gazowymi) i
indukcyjne (nagrzewanie prądami szybkozmiennymi).
Odpuszczanie stali polega na nagrzaniu przedmiotu, uprzednio hartowanego,
do temperatury poniżej linii PSK (rys. 3), wygrzaniu w tej temperaturze i następnie chłodzeniu.
Celem odpuszczania jest usunięcie naprężeń hartowniczych i poprawienie właściwości
mechanicznych hartowanego przedmiotu, zwłaszcza uzyskanie dużej wytrzymałości i
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
sprężystości oraz możliwie największej udarności. Uwzględniając zjawiska zachodzące w stali
podczas nagrzewania wyróżnia się odpuszczanie: niskie (do 200ºC), średnie (200–500ºC) i
wysokie (powyżej 500ºC).
Ulepszanie cieplne stali polega na połączeniu zabiegów hartowania i odpuszczania
wysokiego. Celem ulepszania cieplnego jest otrzymanie najkorzystniejszych właściwości
mechanicznych z jednoczesną możliwością obróbki skrawaniem materiału.
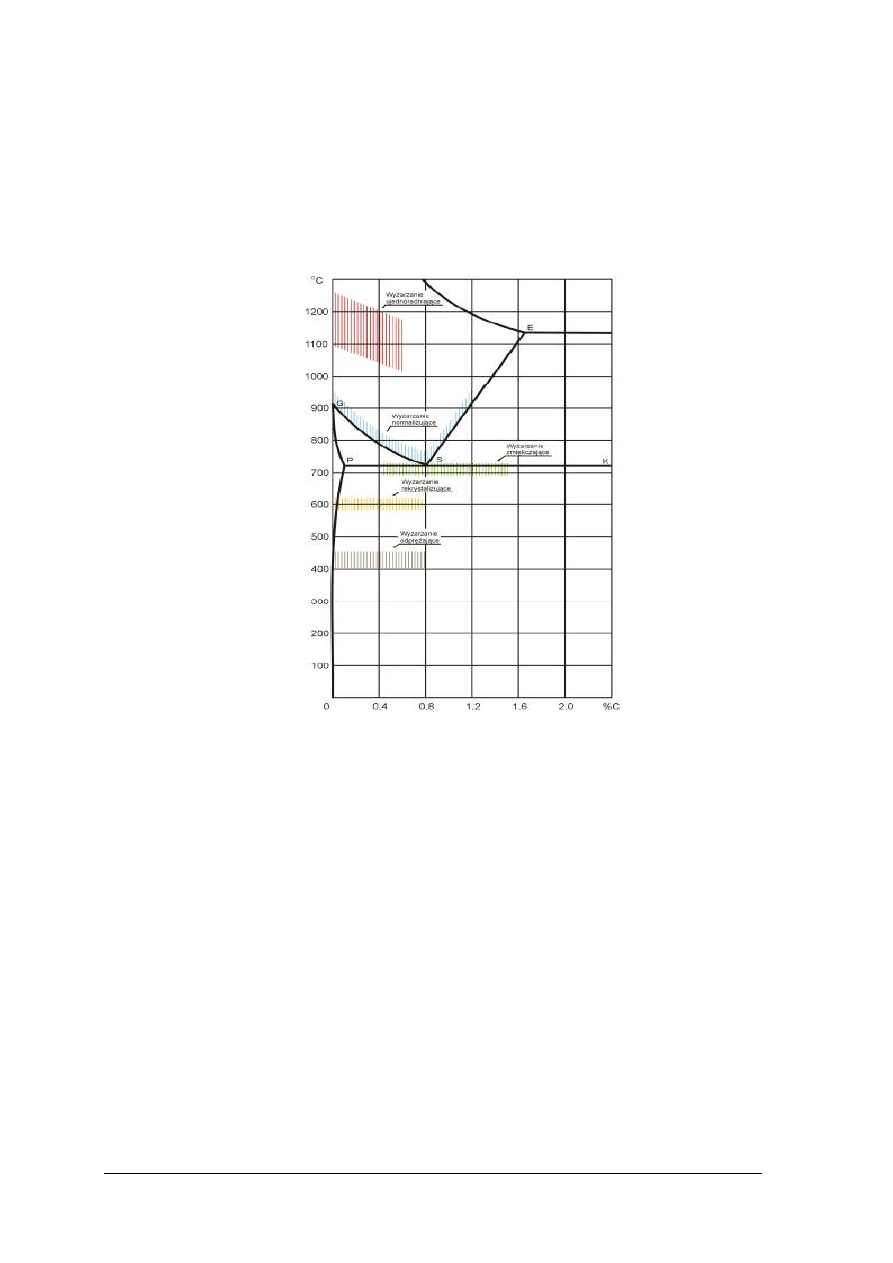
Wyżarzanie stali polega na nagrzaniu metalu do żądanej temperatury (rys. 5), wygrzanie w
tej temperaturze i następnie studzeniu (powolne chłodzenie).
Rys. 5.
Rodzaje i zakresy temperatur wyżarzania stali na tle wykresy Fe–C [opracowanie własne]
W wyniku wyżarzania polepsza się skrawalność stali, plastyczność i jednorodność składu
chemicznego. Ponadto wyżarzanie odprężające (temperatura poniżej 650ºC) powoduje
zmniejszenie naprężeń wewnętrznych w odlewach i odkuwkach.
Obróbka cieplno – chemiczna ma na celu wzbogacenie powierzchni stali w węgiel lub azot
na skutek chemicznego działania ośrodka, w którym nagrzewany jest przedmiot. W wyniku
tego procesu uzyskuje się twardą powierzchnię oraz miękki i elastyczny rdzeń przedmiotu.
W procesie obróbki cieplno – chemicznej zachodzą zjawiska adsorpcji i dyfuzji.
Rozróżnia się następujące rodzaje obróbki cieplno–chemicznej: nawęglanie, azotowanie
i węgloazotowanie (cyjanowanie). W nawęglaniu wykorzystuje się proszki nawęglające (węgiel
drzewny dębowy, bukowy lub brzozowy) oraz środki przyspieszające proces (węglan baru,
węglan sodu). W temperaturze 900–950°C zachodzi przenikanie atomów węgla
do powierzchniowych warstw przedmiotu wykonanego ze stali niskowęglowej.
W nawęglaniu gazowym karboryzatorem (ośrodkiem nawęglającym) jest gaz świetlny, gaz
ziemny lub inne gazy powstałe przy rozkładzie produktów naftowych. W azotowaniu
wykorzystujemy gazowy amoniak, który w temperaturze 500ºC ulega rozkładowi na azot
i wodór. Azot ulega adsorpcji w warstwach powierzchni przedmiotu i tworzy twarde azotki
żelaza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wegloazotowanie (cyjanowanie) stali polega na nasyceniu powierzchni przedmiotów
jednocześnie węglem i azotem przez wygrzewanie ich w temperaturze 510–590ºC w ośrodku
wydzielającym węgiel i azot, np. mieszanina amoniaku i gazu nawęglającego.
Materiały oraz produkty metalurgii proszków
Metalurgia proszków jest dziedziną, która obejmuje wytwarzanie materiałów składających
się z metali lub mieszaniny metali z niemetalami. Proces wytwarzania materiałów jest
realizowany w następujących operacjach (rys. 6)
−
mielenie składników na proszek,
−
przygotowanie proszków,
−
formowanie proszków (nadanie kształtów),
−
spiekanie w temperaturze niższej od temperatury topnienia głównego składnika,
−
obróbka wykończająca.
Rys. 6.
Uproszczony schemat produkcji masowej z proszków żelaza i stali: wytwarzanie
proszków, b) przygotowanie proszków, c) formowanie wstępne i spiekanie, d) obróbka
wykończająca [1, s. 621]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Do wytworzenia produktów metodą metalurgii proszków wykorzystuje się żelazo, stale
niestopowe i stale stopowe. Produktami metalurgii są zapadki, części amortyzatorów, gniazda
zaworów, łożyska, elementy maszyn do szycia i maszyn biurowych oraz koła zębate. Ponadto
do wytworzenia części maszyn wykorzystuje się miedź i jej stopy stosując mieszaninę
proszków Cu–Sn, Cu–Zn lub Cu–Pb, wykonując z nich części maszyn, okucia budowlane
i produkty medalierskie. Duże zastosowanie znalazła metalurgia proszków w produkcji
materiałów narzędziowych, takich jak: węgliki spiekane, stale szybkotnące, cermetale i spieki
ceramiczne. Metalurgia proszków umożliwia wykonanie:
−
łożysk litych,
−
łożysk porowatych (samosmarowych),
−
filtrów spiekanych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rudy żelaza i jaki jest ich proces przeróbki?
2. Jakie są rodzaje stopów żelaza z węglem?
3. Jakie są rodzaje stali?
4. Jakie jest zastosowanie stali?
5. Na czym polega proces obróbki cieplnej?
6. Jakie są zabiegi hartowania?
7. Na czym polega proces obróbki cieplno–chemicznej?
8. Jakie są produkty metalurgii proszków?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przedstaw operacje procesu wytwarzania stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zawartość węgla w surówce i stali,
2) na podstawie procesów utleniania wyjaśnić przyczynę wypalania węgla w surówce,
3) narysować schemat konwertora L–D i oznaczyć na nim materiały wsadowe i produkty
procesu.
Wyposażenie stanowiska pracy:
−
arkusz rysunkowy.
Ćwiczenie 2
Na podstawie oznaczeń wybranych stopów stali: St0S, 15H, 40H, 45G2, 38HMJ, określ
jej gatunek, skład chemiczny i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
5) odszukać w poradniku ucznia lub katalogu wymienione gatunki stopów,
6) określić gatunki stali,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
7) określić skład chemiczny stopów i określić właściwości mechaniczne i technologiczne,
8) wskazać zastosowanie wymienionych gatunków stali.
Wyposażenie stanowiska pracy:
−
katalogi dotyczące stali, staliwa i żeliwa,
−
arkusz rysunkowy,
−
materiały i przybory rysunkowe.
Ćwiczenie 3
Korzystając z wykres Fe–Fe
3
C, dobierz temperatury hartowania dla następujących stali
węglowych:
−
podeutektoidalnej o zawartości: 0,4% C; 0,6% C,
−
eutektoidalnej,
−
nadeutektoidalnej o zawartości: 1,1% C; 1,4% C.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zdefiniować stal podeutektoidalną, euteeutektoidalną i nadeutektoidalną,
2) określić do jakiej temperatury należy nagrzewać stal w celu zahartowania,
3) wykorzystać wykres Fe–Fe
3
C i odczytać temperaturę hartowania stali o wymienionych
składach chemicznych,
4) zapisać wartości temperatur.
Wyposażenie stanowiska pracy:
−
wykres Fe–Fe3C,
−
arkusze rysunkowe.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rudy żelaza?
2)
zdefiniować surówkę żelaza, stal, staliwo i żeliwo?
3)
sklasyfikować stal uwzględniając kryteria podziału?
4)
sklasyfikować staliwa i żeliwa?
5)
określić zastosowanie stali, staliwa i żeliwa?
6)
wyznaczyć temperaturę nagrzewania stali w celu jej zahartowania?
7)
określić sposób chłodzenia stali podczas hartowania i wyżarzania?
8)
określić rodzaje i zastosowanie wyżarzania stali?
9)
wymienić rodzaje i zastosowanie obróbki cieplno–chemicznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Metale nieżelazne i ich zastosowanie
4.3.1. Materiał nauczania
Większość metali nieżelaznych występuje w skorupie ziemskiej w postaci rud. Metale
nieżelazne dzieli się na dwie grupy:
−
metale lekkie (gęstość mniejsza niż 4,6 g/cm
3
) np. potas, magnez,
−
metale ciężkie (gęstość większa 4,6 g/cm
3
) np. miedź, ołów.
W tabeli 3 przedstawiono właściwości fizyczne, mechaniczne i technologiczne
dla ważniejszych metali nieżelaznych.
Tabela 3. Właściwości metali nieżelaznych i przykłady ich zastosowania [opracowanie własne].
Właściwości
metali
Miedź
Aluminium
Cynk
Cyna
Magnez
Barwa
różowozłocista
srebrnobiała
srebrzysta
srebrzystobiała
srebrzystobiała
Symbol chemiczny
Cu
Al
Zn
Sn
Mg
Temperatura
topnienia
[ºC]
1083
569
419
232
650
Gęstość [g/cm
3
]
8,96
2,70
7,13
7,30
1,74
Wytrzymałość
na
rozciąganie Rm[MPa]
210–240
70–110
30–60
25–40
130–150
Twardość Brinella HB
40–50
15–25
32–40
5
25
Przykłady zastosowania
Składnik
stopów
miedzi,
przewody
elektryczne,.rury,
blachy.
części
aparatury chemicznej,
powłoki miedziane.
Składnik
stopów
aluminiowych.
Przewody
elektryczne.
Folie
i opakowania. Farba
srebrna.
Blachy, taśmy. Składnik
mosiądzów
i
stopów
cynku.
Cynkowanie. Wytwarzanie
farb. Wypełniacz do gum,
tworzyw sztucznych.
Składnik
stopowy
wielu
stopów
przemysłowych.
Cynowanie
blach.
Emalie.
Łożyska.
Spoiwa i lutowia.
Stopy
aluminium
i magnezu.
Przemysł
chemiczny.
Przemysł
lotniczy
i precyzyjny.
Miedź i jej stopy
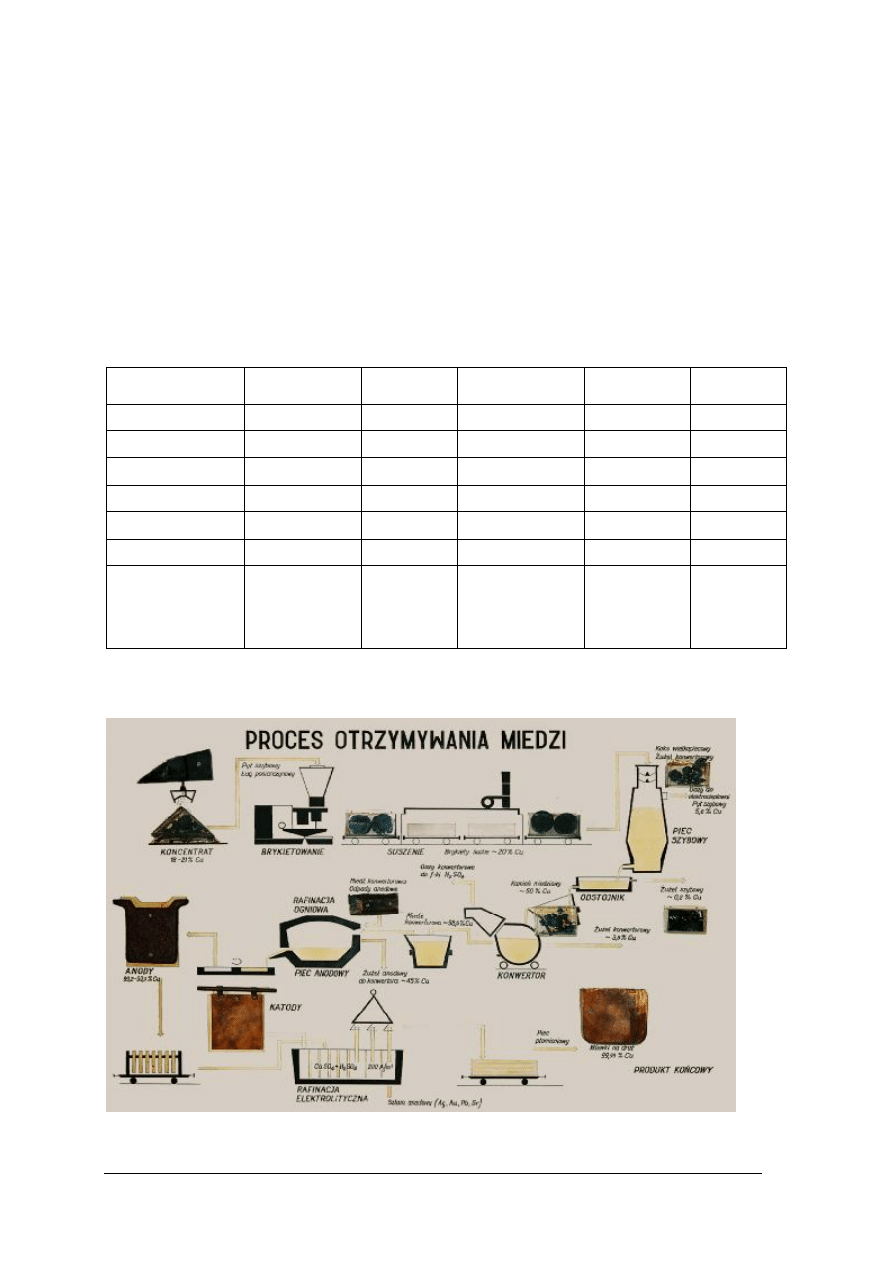
Miedź otrzymujemy w procesach piro– i elektrometalurgii rud. Podstawowymi rudami
miedzi są: chalkopiryt, kupryt, malachit i azuryt.
Rys. 7. Proces otrzymywania miedzi [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
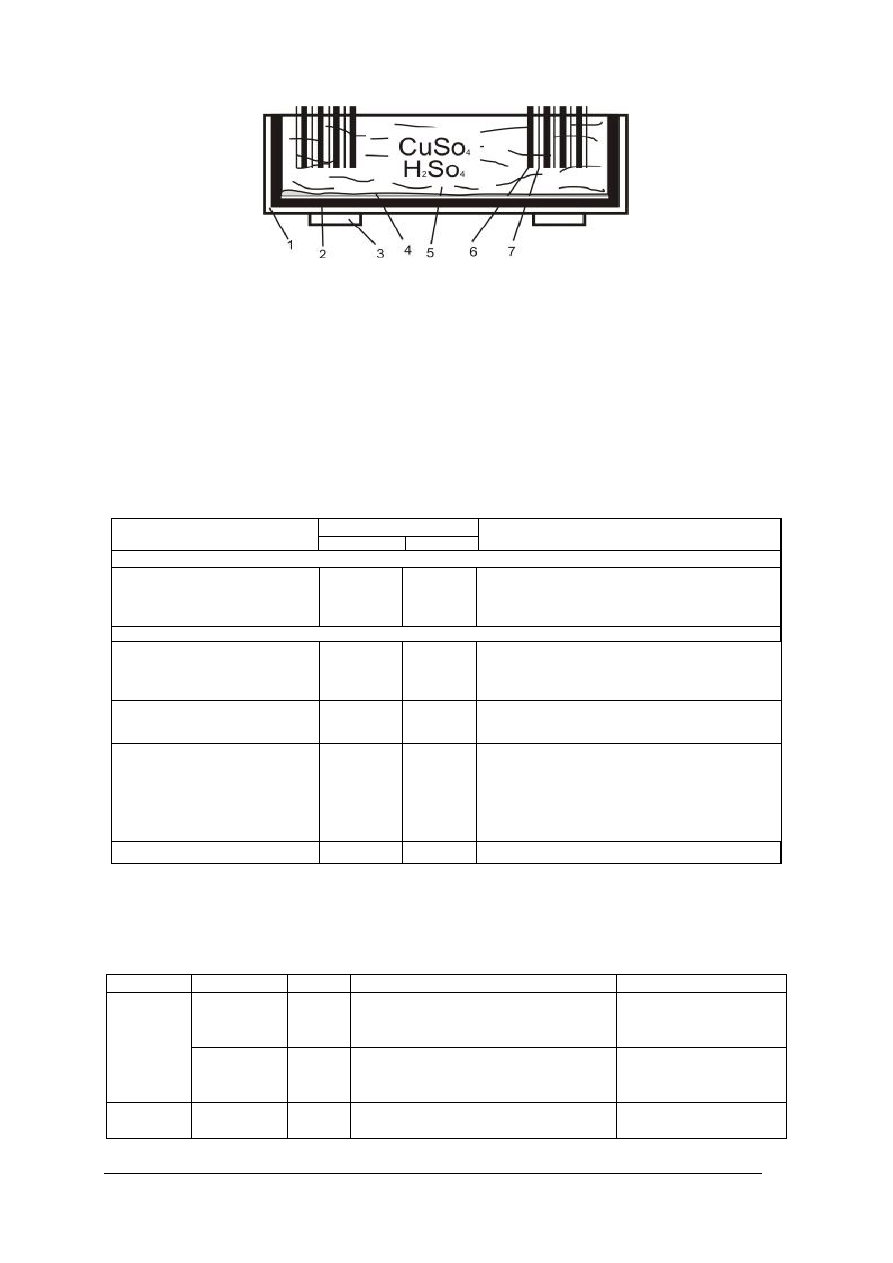
Rys. 8. Elektroliza miedzi: 1 – drewno, 2– wyłożenie z ołowiu, 3 – izolatory, 4 – szlam anodowy,
5 elektrolit, 6 – anoda, 7 – katoda [opracowanie własne]
Proces otrzymywania miedzi przedstawiono na rys. 7, a na rys. 8 jej rafinację
elektrolityczną. Miedź jest odporna na korozję, dobrze przewodzi prąd elektryczny i jest
dobrym przewodnikiem ciepła. Z ogólnej ilości wyprodukowanej miedzi około 50%
przeznacza się na potrzeby przemysłu elektrotechnicznego. Znajduje także zastosowanie do
budowy aparatury chemicznej, w przemyśle spożywczym, maszynowym i wielu innych
dziedzinach. Gatunki miedzi przedstawiono w tablicy 4. Znaczna ilość miedzi ma zastosowanie
do produkcji jej stopów, tj. brązów, mosiądzów, miedzioniklów i stopów oporowych.
Tabela 4. Gatunki miedzi [4, s. 514]
Rodzaj miedzi
Gatunek
Główne zastosowanie
znak
cecha
Katody
Katodowa
Cu 99,99 K
Cu 99,95 K
MOKS
MOK
półwyroby i wyroby z miedzi beztlenowej,
wyroby do emaliowania półwyroby i wyroby
z miedzi i stopów miedzi
Miedź przetopiona
Beztlenowa
Beztlenowa
Beztlenowa
Cu 99,99 B
Cu 99,97 B
Cu 99,95 B
M00B
M0I
B
M0B
elektronika, radiotechnika, elektrotechnika
Katodowa przetopiona
Cu 99,9 E
M1E
półwyroby
i
wyroby
dla
elektrotechniki
i innych celów
Odtleniona
Odtleniona
Odtleniona Rafinowana ogniowo
Rafinowana ogniowo
Cu 99,9 R
Cu 99,7 R
Cu
99,5R
Cu 99,7 G
Cu 99,5 G
M1R
M2R
M3R
M2G
M3G
półwyroby i wyroby do ogólnych celów, gatunki
M1R, M2R i M3R szczególnie na elementy spa-
wane
Odtleniona
Cu99
M4
odlewy kształtowe z miedzi i stopów miedzi
Brązami nazywamy stopy miedzi, które zawierają wiele składników takich jak: cyna,
aluminium, krzem, mangan, ołów lub beryl. Są to brązy wieloskładnikowe, które
przedstawiono w tablicy 5.
Tabela 5. Brązy [opracowanie na podstawie 4]
Brązy
Znak
Cecha
Właściwości technologiczne
Zastosowanie
CuSn2
B2
dobra skrawalność, dobra spawalność
części przewodzące prąd,
druty
do
spawania,
śruby.
Cynowe
Cusn815
B8
bardzo
dobre
właściwości
wytrzymałościowe i sprężyste, przydatny
do lutowania.
sprężyny,
membrany,
przyrządy pomiarowo –
kontrolne
Aluminiow
e
CuA15
BA5
odporny na korozję, dobra plastyczność,
żaroodporny,
monety,
części
dla
przemysłu chemicznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
CaAl10Fe4Ni4 BA1044
dobre
właściwości
mechaniczne,
odporny na korozje, dobre właściwości
w podwyższonych temperaturach, dobra
plastyczność
śruby, wały, części do
urządzeń
hydraulicznych, gniazda
zaworów, koła zębate.
Berylowe
CuBe2Ni(Co)
BB2
dobre właściwości wytrzymałościowe
i przeciwkorozyjne, dobre właściwości
sprężyste, duża odporność na ścieranie,
dobra obrabialność, nie iskrzy w
eksploatacji, dobra plastyczność.
sprężyny,
membrany,
części
narażone
na
ścieranie,
narzędzia
nieiskrzące.
Krzemowe
CuSi3Mn1
BK31
dobre właściwości wytrzymałościowe,
duża
odporność
na korozje,
dobra
spawalność,
żaroodporny,
dobra
plastyczność.
konstrukcje
spawane,
części maszyn narażone
na
ścieranie,
części
maszyn
Manganowe
CuMn12Ni3
BM123
wysoka oporność elektryczna, dobra
plastyczność,
mała
siła
termoelektryczna.
na
rezystory
o najwyższej jakości do
urządzeń precyzyjnych
Cynkowo –
ołowiane
CuSn10Pb10 B1010
dobra lejność, odporny na ścieranie.
łożyska i części tnące
maszyn pracujących przy
dużych
naciskach
i szybkościach,
na odlewy
Mosiądze to stopy miedzi z cynkiem (dwuskładnikowe) i wieloskładnikowe, zawierające
ołów, cynę, aluminium, mangan, nikiel, żelazo i krzem (mosiądze specjalne). Niektóre z nich
do obróbki plastycznej i odlewnicze przedstawiono w tablicy 6.
Tabela 6. Mosiądze [opracowanie na podstawie 4]
Mosiądze
Znak
Cecha
Właściwości technologiczne
Zastosowanie
Dwuskładnikow
e
CuZn5
M95
Podatny
do
kucia,
dobra
plastyczność
(ciągnienie),
odporny na korozję.
Rurki
kapilarne
i chłodnicowe,
części
do
elektroniki.
Ołowiane
CuZn34Pb3
MO64
Bardzo
przydatny
do obróbki
plastycznej na zimno, bardzo
dobra skrawalność.
Części wykonywane poprzez
skrawanie
dla przemysłu
precyzyjnego.
Manganowo
– żelazowe
CuZn40Mn3Fe
MM55
Dobra
lejność,
odporny
na
ścieranie, dostatecznie odporny
na korozję.
Na odlewy, części maszyn,
pojazdów,
okrętów
i silników, śruby i nakrętki.
Krzemowe
CuZn16Si4
MK80
Dobra
skrawalność
i lejność,
spawalny, odporny na korozję
wody morskiej.
Armatura i osprzęt oraz
części
stosowane
w przemyśle maszynowym,
chemicznym, okrętowym.
Wysokoniklow
e (nowe srebro
– 18% niklu)
CuNi18Zn27
MZN18
Bardzo
dobre
właściwości
sprężyste,
spawalność
i lutowność, dobra plastyczność.
Narzędzia
lekarskie,
odpowiedzialne
elementy
sprężyste dla elektroniki.
Stopy oporowe są to stopy miedzi a także stopy niklu lub stopy żelaza. Wyróżniają się
dużą opornością właściwą, żaroodpornością i żarowytrzymałością. Stopy stosuje się do
wyrobu różnego typu rezystorów a także na wyroby grzejne. W tablicy 7 przedstawiono
przykłady stopów oporowych. Powszechnie znanymi stopami są: konstantan, nikielina
i manganin.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Tabela 7. Stopy oporowe miedzi [opracowanie na podstawie 4]
Nazwa i znak
Rezystywność
µΩ•m
Maksymalna
temperatura
robocza °C
Zastosowanie
Konstantan
(CuNi40Mn1)
0,50
500
Na rezystory termoogniwa, przewody
kompensacyjne.
Manganin
(CuMn12N13)
0,45
300
Na rezystory do precyzyjnych aparatów.
Nikielina (CuNi19)
0,40
400
Na elementy grzejne do pracy w niższych
temperaturach.
Aluminium i jego stopy
Aluminium jest najbardziej rozpowszechnionym metalem w przyrodzie i występuje
w postaci glinokrzemianów. Podstawową rudą, z której otrzymujemy aluminium są boksyty.
Produkcja aluminium z boksytów realizowana jest w dwóch etapach:
−
przeróbka boksytów na tlenek aluminium Al
2
O
3
,
−
elektroliza tlenku aluminium.
Norma PN–EN 573–3÷4:2005 oraz PN–EN 573–1:2006 wyróżnia 17 gatunków
aluminium. Aluminium stosuje się na przewody elektryczne, do produkcji aparatury
chemicznej, na wyroby dla elektrotechniki i elektroniki. Stopy aluminium dzielą się na stopy
odlewnicze zwane siluminami i stopy do przeróbki plastycznej, zwane duralami.
Siluminy są to stopy zawierające 4,0
÷
13,5% krzemu z dodatkiem sodu powodującego
rozdrobnienie kryształów. Proces rozdrobnienia podwyższa właściwości wytrzymałościowe
i plastyczne stopów. Stopy te mają dobre właściwości w podwyższonych temperaturach
i znajdują zastosowanie w produkcji odlewów tłoków silników spalinowych, np. AK20
(AlSi13Mg1CuNi). Z kolei stop aluminium z magnezem AG10 (AlMg10) jest stosowany
na odlewy o wysokiej odporności na korozję.
Durale są to stopy wieloskładnikowe składające się z aluminium, miedzi, magnezu,
manganu i krzemu. Posiadają dobre właściwości wytrzymałościowe i z tych względów znalazły
zastosowanie w konstrukcjach lotniczych, w przemyśle samochodowym oraz w budownictwie,
np. PAG (AlCu4Mg1). Oprócz duraluminium wśród stopów do obróbki plastycznej można
jeszcze wyodrębnić kilka grup:
−
stopy z magnezem i manganem, np. PA1 (AlMn1), odporne na korozję, stosowane
w urządzeniach produkcyjnych i raportowych przemysłu spożywczego i chemicznego,
−
stopy z manganem, magnezem i krzemen, np. PA38 (AlMgSi), mające zastosowanie
do wytwarzania anodowych powłok ochronno – dekoracyjnych,
−
stopy wieloskładnikowe elementy i konstrukcje wysoko obciążone, np. PA47
(AlZn5Mg1), mające zastosowanie w spawanych konstrukcjach wysoko obciążonych,
w przemyśle okrętowym, w produkcji sprzętu sportowego.
Cynk i jego stopy
Cynk jest odporny na wpływy atmosferyczne, działanie wody i dlatego powłoki cynkowe
znalazły zastosowanie w ochronie stali przed korozją (cynkowanie na gorąco i galwanicznie).
Ochronna powłoka ma charakter anodowy i w przypadku jej uszkodzenia cynk rozpuszcza się,
chroniąc w ten sposób powierzchnię stalową. Jest plastyczny i można z niego wykonywać
blachy, pręty, druty i folie. Posiada dobrą lejność. Stopy cynku zawierają aluminium, miedź
i mangan. Można je odlewać (zawierają powyżej 5,4% Al) i obrabiać plastycznie. Powszechnie
znanym jest stop pod nazwą znal, który ma zastosowanie do obróbki plastycznej i na odlewy.
Znale można spawać, hartować i skrawać. Duże znaczenie w budowie maszyn mają stopy
łożyskowe, np. Z105 (ZnAl10Cu5), które zawierają aluminium (9,0–11%) i miedź (4,5–5,8%).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Cyna i jej stopy
Cynę otrzymujemy z kasyterytu (S
n
O
2
) przez redukcję węglem. Występuje w odmianach
alotropowych: alfa, beta i gamma. Cyna biała (β), na skutek przybywania dłuższy czas
w niskich temperaturach (13,2°C) przechodzi w cynę szarą (α) i rozpada się na proszek
(zaraza cynowa). Ze względów na bardzo dobrą plastyczność można z niej wykonywać folie
o grubości 0,01 mm. Stosuje się ją do cynowania blach przeznaczonych do produkcji puszek
konserwowych. Cyna nie jest toksyczna w kontakcie z produktami spożywczymi. Stosuje się ją
w elektronice, jako stopy lutownicze (tablica 8). Ponadto, wyróżnia się stopy łożyskowe,
w których oprócz cyny znajduje się ołów (tablica 9).
Tabela 8. Przykłady stopów lutowniczych do lutowania miękkiego [opracowanie na podstawie 4].
Gatunek
Skład
chemiczny
% (reszta do 100%– Pb)
Temperatura
topnienia
znak
cecha
S n
Pb
Cu, Ag
dolna
górna
Podstawowe
metale
lutowane
Główne zastosowanie
PbAgl, 5Snl,5 LC1S1 1,3–1,7
–
Ag =
= 1,3–1,7
304
310
miedź, mosiądz,
nikiel
lutowanie doprowadników prądu w źródłach
światła
PbSn2
LC2
1,5–2,5
–
–
320
325
stal
lutowanie
opakowań
do
produktów
spożywczych
PbS6Sn4
LC4A6 3–4
5– 6
–
244
270
stal
lutowanie i wyrównywanie wgłębień nadwozi
samochodowych
PbSn10
LC10
9–10
–
–
263
299
miedź, mosiądz,
stał
lutowanie
elementów
pracujących
w podwyższonych temperaturach; lutowanie
żarówek
PbSn20Sbl
LC20A1 19–20
0,8–1,2
–
185
270
miedź, stal, ołów
lutowanie wyrobów z blachy ; lutowanie
przewodów ołowianych i blachy ocynowanej
PbSn30
LC30
29–30
–
–
183
260
miedź, mosiądz,
stal, cynk
lutowanie blach stalowych, ocynowanych,
ocynkowanych oraz cynku; pobielanie i
lutowanie kąpielowe; lutowanie chłodnic
PbSn30Sb2
LC30A2 29–30
1,4–1,8
–
185
250
miedź, stal
lutowanie
połączeń
pracujących
w podwyższonych temperaturach; lutowanie
uzwojeń silników elektrycznych; lutowanie
urządzeń chłodniczych
PbSn40
LC40
39–40
–
–
183
238
miedź, mosiądz,
stal
pobielanie
i
lutowanie
aparatury
elektrotechnicznej oraz chłodnic i innych
części maszyn
PbSn40Sb
LC40A 39–40
0,2–0,5
–
183
235
miedź, mosiądz,
stal
lutowanie opakowań do produktów spożyw-
czych, lutowanie wymienników ciepła i
ocynkowanych
elementów
agregatów
chłodniczych
PbSn40Sb2
LC40A2 39–40
1,8–2,4
_
185
231
miedź, stal
lutowanie
połączeń
pracujących
w podwyższonych temperaturach, lutowanie
uzwojeń silników elektrycznych
SnPb50
LC50
49–50
–
–
183
216
miedź, mosiądz,
stal
pobielanie
i
lutowanie
w
przemyśle
elektrotechnicznym
SnPb50Sb
LC50A 49–50
0,2–0,5
__
183
215
miedź, mosiądz,
stal
lutowanie
opakowań
do
produktów
spożywczych,
lutowanie
w
przemyśle
elektrotechnicznym
SnPb40
LC60
59–61
183
190
miedź, mosiądz,
stal
lutowanie elementów z pokryciami Sn, Sn–
Pb, Zn i Ag; lutowanie precyzyjnych
elementów w budowie maszyn
SnPb38Cu2
LC60M
2
59–61
Cu
=
1,6–2,0
183
190
miedź, mosiądz,
stal
lutowanie połączeń elektrycznych przy użyciu
lutownic z grotami miedzianymi; lutowanie
ścieżek miedzianych na obwodach scalonych
SnPb36Ag4
LC60S4 59–61
–
Ag = –
3,6––4,0
178
180
miedź, mosiądz,
stal
lutowanie
lutownicami
połączeń
elektrycznych na powłokach Ag, naniesionych
na podłoża niemetaliczne
SnPb37
LC63
62,5–
63,5
183
183
miedź, mosiądz,
stal
cynowanie
końcówek
elementów
elektronicznych
i
płytek
obwodów
drukowanych
;
lutowanie
precyzyjnych
elementów w budowie maszyn
SnPb36Agl,5
LC63S1
62,5–
63,5
–
Ag =
= 1,3–1,5
178
178
rniedź, mosiądz,
stal
lutowanie kąpielowe elementów z pokryciami
Ag, w szczególności ceramiki elektronicznej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
SnPb37Sb
LC63A
62,5–
63,5
0,2–0,5
–
183
183
miedź, mosiądz,
stal
lutowanie
opakowań
do
produktów
spożywczych; lutowanie drobnych części
maszyn
SnPblO
LC90
89–91
–
–
183
220
miedź, mosiądz,
stal
lutowanie i pobielanie wewnętrznych części
opakowań
oraz
sprzętu
do produktów
spożywczych; lutowanie aparatury medycznej
SnPbS
LC95A5 94–96
reszta
Pb
max
0,07
234
240
miedź, stal
lutowanie uzwojeń maszyn elektrycznych oraz
innvch urządzeń pracujących w temp. do ok.
100° C
Tabela 9. Stopy łożyskowe [2, s. 135].
Znak
Cecha
stopu
Przykład zastosowania
Dane orientacyjne warunków pracy
1
2
3
4
SnSb8Cu3
Ł89
Wylewanie odśrodkowe taśm bimetalowych na panewki
łożysk ślizgowych pracujących przy obciążeniach
dynamicznych i statycznych, lecz o dużym natężeniu
i o średnich prędkościach obwodowych czopa ponad 17
m/s
Obciążenia statyczne i dynamiczne, nacisk do 10
MPa, prędkość obwodowa powyżej 5 m/s, iloczyn
nacisku i prędkości poniżej 50 MPa • m/s
SnSb11Cu6
Ł83
Wylewanie panewek łożysk ślizgowych pracujących przy
obciążeniach dynamicznych i statycznych, lecz i dużym
natężeniu pracy i o średnich prędkościach obwodowych
SnSb11Cu6Te
Ł83Te
Wylewanie panewek łożysk ślizgowych pracujących przy
obciążeniach dynamicznych i statycznych, przy dużym
natężeniu
oraz
dużych
i
średnich prędkościach
obwodowych
Obciążenia statyczne i dynamiczne, nacisk do 10
MPa, prędkość obwodowa powyżej 3 m/s, iloczyn
nacisku i prędkości w granicach 15÷50 MPa • m/s
SnSb12Cu6Cd
Ł80S
Wylewanie panewek łożysk turbin parowych oraz
wysokoobciążonych przekładni zębatych pracujących
przy obciążeniach dynamicznych i statycznych i dużych
prędkościach obrotowych
Obciążenia statyczne i dynamiczne, nacisk do 19
MPa, iloczyn nacisku i prędkości do 380 MPa • m/s;
prędkość obwodowa do 20 m/s
PbSn16Sb16Cu2
Ł16
Panewki łożysk pracujących przy średnim natężeniu
pracy i średnich lub dużych prędkościach obwodowych
Obciążenie statyczne, nacisk do 10 MPa, prędkość
obwodowa powyżej 1,5 m/s, iloczyn nacisku
i prędkości 15 MPa • m/s
PbSn10Sbl4Cu2As Ł10As
Panewki łożysk pracujących przy średnich obciążeniach
uderzeniowych lub panewki łożysk pracujących przy
obciążeniach statycznych przy średnim natężeniu i
średnich prędkościach obwodowych
Obciążenie statyczne, nacisk do 10 MPa, prędkość
obwodowa powyżej 1,5 m/s, iloczyn nacisku
i prędkości poniżej 30 MPa • m/s
PbSn6Sb6
Ł6
Wylewanie taśm bimetalowych na panewki łożysk
samochodowych
pracujących
przy
obciążeniach
uderzeniowych o dużym natężeniu pracy tylko do
grubości, warstwy stopu poniżej 0,5 mm
Obciążenie
uderzeniowe
jak
w
silnikach
gaźnikowych samochodowych
Magnez i jego stopy
Jest metalem lekkim (1,74 g/cm
3
) o niskich właściwościach mechanicznych i dużej
aktywności chemicznej. Magnez przede wszystkim ma zastosowanie do wyrobu stopów, jako
składnik stopowy. Stop magnezu z aluminium i cynkiem naszywa się elektronem. Odlewnicze
stopy magnezu są stosowane w przemyśle lotniczym, np. MgA16Zn3Mn (Ga3). Ponadto
wykorzystuje się do produkcji części silników i aparatów fotograficznych. Stopy do obróbki
plastycznej, np. MgMn2 są stosowane na mało obciążone części samochodowych i tam gdzie
zależy nam na zmniejszeniu masy urządzeń. Stopy magnezu można obrabiać cieplnie stosując
zabiegi:
−
wyżarzania zmiękczające,
−
wyżarzania ujednoradniające,
−
przesycanie i starzenie (po procesie odlewania).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Ciekłe kryształy i diody elektroluminescencyjne
Ciekłe kryształy są to ciecze anizotropowe (anizotropia – zmienność właściwości
fizycznych ciała, uzależniona od kierunku badania), których właściwościami można sterować
np. polem elektrycznym. Wyróżniają się właściwościami zbliżonymi do cieczy, znaczną
lepkością, a jednocześnie posiadają strukturalne właściwości ciał stałych. Substancje
ciekłokrystaliczne mają zastosowanie przede wszystkim w produkcji wyświetlaczy i ekranów
telewizyjnych LCD.
Dioda elektroluminescencyjna jest elementem półprzewodnikowym przetwarzającym
energię elektryczną na energię promieniowania świetlnego. Diody te, nazywane są diodami
LED (ang. Light Emitting Diode), mają zastosowanie w przesyle informacji drogą
światłowodową na niewielkie odległości, w zdalnym sterowaniu sprzętem gospodarstwa
domowego, np. telewizorem a także do transmisji danych z komputera do komputera.
W zależności od materiału półprzewodnikowego, uzyskuje się barwę promieniowania
niebieską, żółtą, zieloną, pomarańczową i czerwoną.
Metale szlachetne
W budowie urządzeń precyzyjnych mają zastosowanie metale szlachetne, do których
zalicza się między innymi złoto, srebro i platynę. Są to metale, które mają wspólną cechę: obok
niewielkiej ilości w skorupie ziemskiej odznaczają się szczególną odpornością korozyjną na
czynniki zewnętrzne. Właściwości i zastosowanie metali przedstawiono w tablicy 10.
Tabela 10. Właściwości i zastosowanie złota, srebra i platyny [opracowanie na podstawie 4].
Metale szlachetne
Złoto (Au)
Srebro (Ag)
Platyna (Pt)
Barwa
żółta
biała z połyskiem
srebrzysta
Temperatura
topnienia °C
1063
960,8
1775
Gęstość g/cm
3
19,32
10,49
21,4
Twardość HB
18,5
25
3,5
Właściwości
technologiczne
bardzo
ciągliwe
i kowalne; z 1g – drut
o długości 2,5 km
bardzo ciągliwe i kowalne;
z 1g – drut o długości 1,8 km
ciągliwa i spawalna
Wzorce, próby
5
legalnych
prób
w Polsce
(stężenie
złota w stopie w ‰):
1 próba – 960 (złoto
23 karatowe),
2 próba – 750 (złoto
18 karatowe),
3 próba – 583 (złoto
14 karatowe),
4 próba – 500 (złoto
12 karatowe),
5 próba – 375 (złoto
9 karatowe).
4 legalne stopy srebra (stężenie
srebra w stopie w ‰):
1 próba – 916,
2 próba – 875,
3 próba – 800,
4 próba – 750.
ze stopu platyny i irydu
(10%)
wykonano
międzynarodowe
wzorce
metra i kilograma.
Zastosowanie
do bicia monet,
przemysł
jubilerski,
elektronika,
dentystyka,
medycyna,
pozłacanie,
platerowanie.
na przewody elektryczne,
do bicia monet, do srebrzenia
naczyń i sztućców,
na wyroby jubilerskie,
do produkcji
papierów
fotograficznych,
na
spoiwa
do
lutowania
twardego.
przemysł
chemiczny,
elementy grzejne do pieców
laboratoryjnych,
katalizatory,
jubilerstwo,
dentystyka,
medycyna,
na
styki
elektryczne,
termoogniwa, termopary.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdź, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega elektrometalurgia miedzi?
2. Jakie są właściwości fizyczne, mechaniczne i technologiczne miedzi?
3. Jakie znasz stopy miedzi?
4. Na jakie części maszyn stosujemy miedź i jej stopy?
5. Jakie jest zastosowanie stopów oporowych miedzi?
6. Jakimi właściwościami charakteryzuje się aluminium?
7. Jakie znasz stopy aluminium?
8. Jakie są charakterystyczne cechy cynku i cyny?
9. Jakie znasz stopy lutownicze?
10. Jakie znasz metale szlachetne?
11. Jakie jest zastosowanie metali szlachetnych?
12. Jakie jest zastosowanie ciekłych kryształów w technice?
13. Jakie jest zastosowanie diod elektroluminescencyjnych LED?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj próbki metali nieżelaznych wskazane przez nauczyciela, uwzględniając
następujące właściwości: barwę, gęstość, twardość.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznawać próbki metali na podstawie barwy,
2) określić masę próbek o tej samej objętości,
3) identyfikować metale,
4) sporządzić sprawozdanie uwzględniające: nazwę metalu, właściwości, skład chemiczny
i zastosowanie.
Wyposażenie stanowiska pracy:
−
zbiór norm dotyczących metali nieżelaznych,
−
zestaw próbek metali nieżelaznych,
−
waga laboratoryjna,
−
twardościomierz,
−
materiały i przybory rysunkowe.
Ćwiczenie 2
Na podstawie znaków określ gatunki miedzi (stopów miedzi), właściwości i ich
zastosowanie. Oznaczenia: Cu99, 99K, Cu99,9 R, Cu99, 9E, CuSn2, CuMn12Ni3,
CuZn34Pb3.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić na podstawie znaków gatunek metalu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
2) określić skład chemiczny i charakterystyczne cechy,
3) przedstawić zastosowanie metali,
4) sporządzić sprawozdanie uwzględniające rodzaj, właściwości i zastosowanie metalu.
Wyposażenie stanowiska pracy:
−
zbiór norm dotyczących metali nieżelaznych,
−
stanowisko komputerowe z dostępem do Internetu,
−
arkusz papieru,
−
przybory rysunkowe.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować podstawowe właściwości metali nieżelaznych?
2)
wymienić rudy metali nieżelaznych?
3)
rozróżnić metale nieżelazne?
4)
określić zastosowanie miedzi?
5)
określić zastosowanie stopów miedzi?
6)
zdefiniować właściwości i zastosowanie aluminium i jego stopów?
7)
zdefiniować właściwości i zastosowanie cyny, cynku i magnezu?
8)
określić zastosowanie techniczne metali szlachetnych?
9)
dobrać metale nieżelazne na elementy konstrukcyjne urządzeń
precyzyjnych?
10) posłużyć się normami w określaniu właściwości metali nieżelaznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4.
Właściwości użytkowe tworzyw sztucznych i materiałów
kompozytowych
4.4.1. Materiał nauczania
Tworzywa sztuczne są produktami chemicznej przeróbki węgla, ropy naftowej i gazu
ziemnego lub polimerów naturalnych z dodatkiem barwników lub pigmentów, napełniaczy
i innych substancji. Polimery pochodzenia naturalnego występują w przyrodzie. Są to przede
wszystkim: skrobia, celuloza, białka a także kauczuk. Polimery otrzymane sztucznie określamy
nazwą – tworzywa sztuczne. Surowcami do produkcji tworzyw sztucznych są:
−
etylen, który wykorzystuje się do otrzymania np.: polichlorku winylu, polistyrenu itd.,
−
propylen, który jest stosowany do produkcji polipropylenu,
−
syren, wykorzystywany do otrzymania kauczuków syntetycznych,
−
chlorek winylu, wykorzystywany do otrzymywania polichlorku winylu.
Ponadto, istotnymi surowcami do wytwarzania tworzyw sztucznych są acetylen, fenol,
mocznik i glikole. W praktyce tworzywa sztuczne są przeważnie zbudowane z żywic,
wypełniaczy, utwardzaczy i barwników. Tworzywa sztuczne można przetwarzać stosując
obróbkę wstępną, zasadniczą (przetwarzanie) i wykończającą. Powszechnie stosowane metody
to: kształtowanie i przetwarzanie, prasowanie i wtryskiwanie. W wyniku procesu
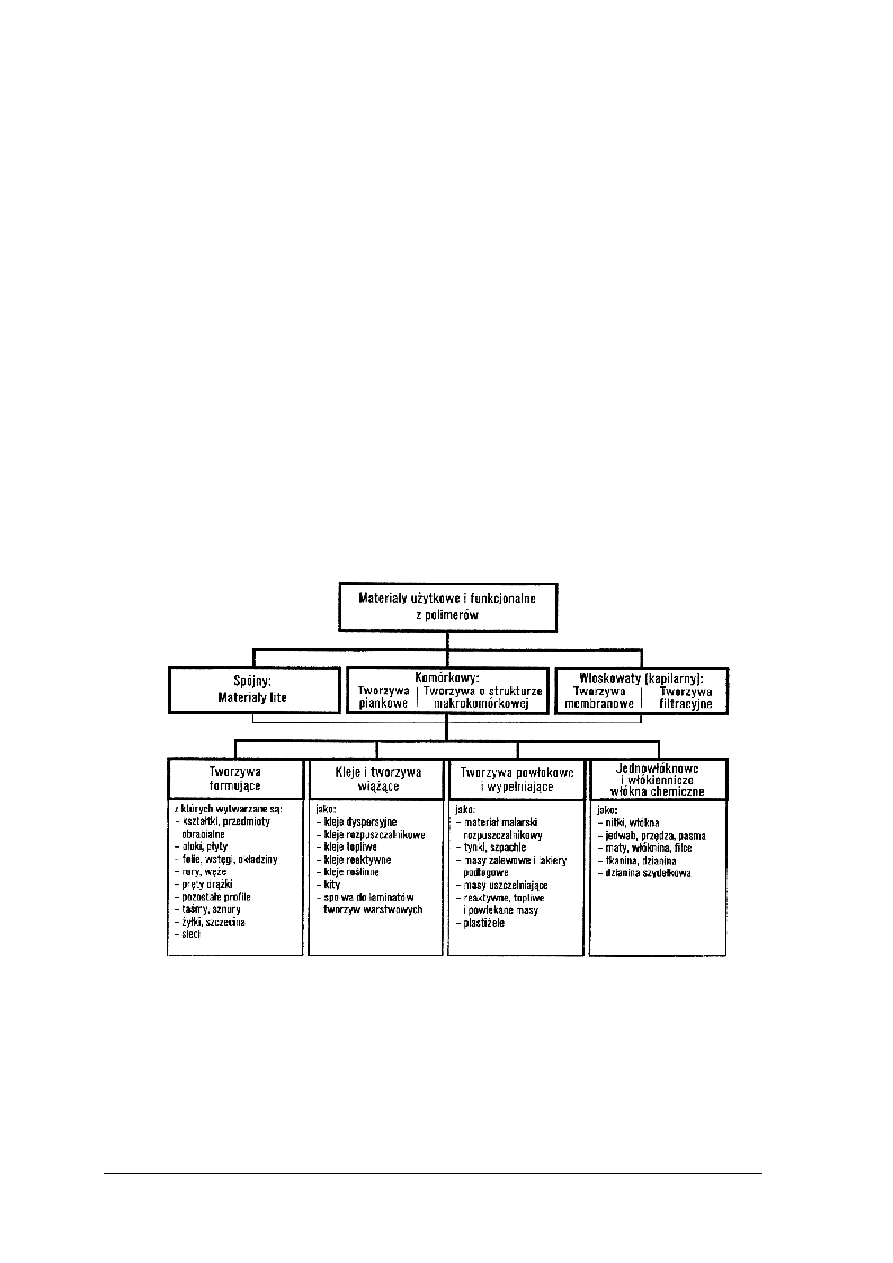
wulkanizowania kauczuku otrzymujemy gumę. Na rys. 9 przedstawiono klasyfikację
polimerowych materiałów użytkowych i funkcjonalnych.
Rys. 9. Klasyfikacja polimerów jako materiałów użytkowych i funkcjonalnych oraz ich zastosowanie [5, s. 5]
W stosunku do polimerów można stosować:
−
obróbkę skrawaniem,
−
okrawanie,
−
metalizację,
−
zadrukowanie,
−
kondycjonowanie (zmiana właściwości),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
flokowanie – technologia elektrostatycznego nanoszenia strzyży tekstylnej na różne
materiały, np. wykonywanie nadruków na koszulkach; strzyża tekstylna to włókno
z tworzywa sztucznego pocięte na odcinki długości od 0,3 do 0,5 mm. Strzyża tekstylna
nazywana jest flokiem,
−
wygrzewanie.
Tworzywa sztuczne są użytkową postacią materiału wykonywanego na podstawie
związku
wielkocząsteczkowego,
który
ma
decydujący
wpływ
na
właściwości.
Z przetwórstwem tworzyw sztucznych jest związany podział związków wielkocząsteczkowych
na:
−
termoplastyczne, które miękną podczas ogrzewania i twardnieją po ostygnięciu, np.
polietylen i polichlorek winylu (PVC),
−
termoutwardzalne, które miękną w bardzo wysokich temperaturach a twardnieją
w podwyższonej temperaturze. Jest to proces nieodwracalny, np. fenoplasty.
W tablicy 11 przedstawiono nazwy i skróty homopolimerów (polimery utworzone
z łańcuchów, w których występują jeden rodzaj merów) i polimerów naturalnych.
Tabela 11. Skróty nazw homopolimerów i polimerów naturalnych [5, s.8]
CA
octan celulozy
PHA
akrylan fenylu
CAB
octanomaślan celulozy
PI
poliamid
CAP
octanopropionian celulozy
PIB
poliizubutylen
CF
żywica krezolowo–formaldehydowa
PIR
poliizocyjanuran
CMC
karboksymetyloceluloza
PMI
polimetakryloimid
CN
azotan celulozy
PMMA poli(metakrylan metylu)
CP
propionian celulozy
PMP
poli–4–metylo– 1 –penten
CSF
żywica kazeinowo–formaldehydowa
PMS
poli–a–metylostyren
CTA
trioctan celulozy
PO
poliolefina
EC
etyloceluloza
POB
poli–p–hydroksybenzoesan
EP
żywica epoksydowa
POM
polioksymetylen, poliacetal,
MC
metyloceluloza
poliformaldehyd
MF
żywica i tłoczywo melaminowo
PP
polipropylen
–formaldehydowe
PPA
poliftalamid
PA
poliamid
PPE.PPO poli(eter fenylenu), polifenyleno eter
PAE
poliaryloeter, polieter arylowy
PPOX
poli(tlenek propylenu)
PAEK
poliaryloeteroketon,
polietero–
keton
arylowy
polioksypropylen
PAI
poliamidoimid
PPS
poli(siarczek fenylenu)
PAN
poliakrylonitryl
PPSU
poli(sulfon fenylenu)
PAR
poliarylany
PS
polistyren
PB
poli–1–buten
PSU
polisulfon
PBA
poli(akrylan butylu)
PTFE
politetrafluoroetylen
PBI
polibenzimidazol
PUR
poliuretan
PBMI
polibismaleimid
PVAC
polifoctan winylu)
PBT
poli(tereftalan butylenu)
PVAL
poli(alkohol winylowy)
PC
poliwęglan
PVB
poliwinylobutyral
PCT
polifcykloheksanodimetylenotereftalan
PVC
poli(chlorek winylu)
PCTFE
polichlorotrifluoroetylen
PYC–C chlorowany polichlorek winylu),
PDAP
poli(ftalan diallilu)
o zwiększonej zawartości chloru
PE
polietylen
PVDC
polichlorek winylidenu)
PE–C
chlorowany polietylen
PVDF
poli(fluorek winylidenu)
PEEK
polieteroeteroketon
PVF
poliffluorek winylu)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
PEEKK
polieteroeteroketonoketon
PVFM
poliwinyloformal
PEI
polieteroimid
PVK
poliwinylokarbazol
PĘK
polieteroketon
PVP
poliwinylopirolidon
PEKEKK polieteroketonoeteroketonoketon
SI
silikon
PEKK
polieteroketonoketon
SP
poliester nasycony
PEOX
poli(tlenek etylenu), polioksyetylen
UF
żywica mocznikowo–formaldehydowa
PES
poliaryloetorosulfon
UP
poliester nienasycony
PET
poli(tereftalan etylenu)
VF
celuloza hydratyzowana, fibra
PF
żywica fenolowo–formaldehydowa,
tłoczywo fenolowe
Przemysł tworzyw sztucznych powinien działać proekologicznie uwzględniając
następujące zagadnienia:
−
recykling odpadów, polegający na wykorzystaniu tych samych materiałów w kolejnych
dobrach materialnych i użytkowych w sposób ekonomiczny, to jest poprzez minimalizację
nakładów na ich przetwarzanie,
−
zorientowany dobór tworzyw tak aby ograniczyć ilość stosowanych odmian tworzyw
i konstruowanie wyrobów uwzględniając recykling materiałowy.
Metody zagospodarowania odpadów tworzyw sztucznych przedstawiono w tablicy 12.
Tabela 12. Metody zagospodarowania odpadów tworzyw sztucznych [5, s.54].
Ponowne
wykorzystanie
recykling produktów
wielokrotne wykorzystanie produktów do tych samych
zastosowań lub do innych celów
powtórne wykorzystanie przetworzonych odpadów jako
materiału stanowiącego pełnowartościowy surowiec do
dalszego przetwórstwa
recykling
materiałowy
recykling chemiczny – przekształcenie materiału (piroliza,
solwaliza i in.)
odzysk energii
spalanie odpadów, pozostałości itp., z odzyskiem zawartej
w nich energii
Składowanie końcowe
kompostowanie odpadów ulegających biodegradacji
składowanie
składowanie odpadów nie ulegających degradacji
W celu rozpoznania struktury i składu chemicznego tworzyw stosuje się następujące
badania: spektroskopię, analizę termiczną i dylatometrię (zmiana długości lub objętości próbek
w funkcji temperatury).
Tabela 13. Próba ogniowa [opracowanie własne]
Nazwa
tworzywa
Zapłon
Charakterystyka płomieniowa
Właściwości produktu
Poliamidy
łatwy
lekko niebieski z żółtym brzegiem,
kapie, powstają ciągnące się nitki
rozpuszczalne
w rozcieńczonym
kwasie
solnym
Poliwęglan
gaśnie po wyjęciu
z płomienia
świecący, kopcący
zapach zbliżony do fenolu,
rozpuszczalny w chlorku
metylu
Fenoplasty
trudny, niektóre palą
się w płomieniu
w przypadku tworzyw palących się
płomień kopcący
zapach
fenolu,
rozpuszczalny w stężonym
ługu i alkoholu
Polietylen
łatwy
dolna
część
płomienia
żółta,
wierzchołek niebieski, topi się przy
zapach parafiny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
płomieniu, spływa kroplami
Polistyren
łatwy
bladożółty, kopcący
słodkawy, kwiatowy zapach
Poli
(chlorekwinylu
)
trudny,
gaśnie
po
wyjęciu z płomienia
żółty, na brzegach zielonkawy
zapach chlorowodoru, białe
dymy,
Poliamidy
trudny,
płonie
po
wyjęciu z płomienia
lekko niebieski
zapach palonego białka
Do identyfikacji rodzaju tworzyw sztucznych stosuje się metodę widmową i inne proste
metody laboratoryjne, np. zachowanie tworzyw podczas ogrzewania lub bezpośrednio
w ogniu. Metoda ogniowa identyfikacji tworzyw jest wykorzystywana ze względu
na recykling i polega na analizie charakterystycznych cech płomienia i właściwości zapachu
(tablica 13).
Tworzywa sztuczne znalazły szerokie zastosowanie we wszystkich dziedzinach techniki.
Charakteryzują się dobrymi właściwościami mechanicznymi, dobrą odpornością chemiczną
i atmosferyczną. Dobre właściwości technologiczne tworzyw powodują, że stosujemy je do
produkcji różnych części maszyn i innych elementów (tablica 14).
Tabela 14. Przykłady zastosowania tworzyw sztucznych [opracowanie własne]
Nazwa tworzywa
Zastosowanie
Polietylen
do produkcji folii do opakowań, worków, butelek, kanistrów, folii ogrodniczych, kół
zębatych, gniazd łożysk, izolacji kabli telekomunikacyjnych, desek surfingowych,
implantów i protez.
Polichlorek winylu
do wyrobu rur, naczyń odpornych na działania kwasów, wykładzin podkładowych,
folii, zabawek.
Polimetakrylan
metylu
do wyrobu szkła organicznego, obudów, uchwytów, przeszklenia w samolotach,
bariery dźwiękoszczelne, osłony maszyn.
Syntetyczny kauczuk
do produkcji opon samochodowych, farb lateksowych, elastycznych tkanin oraz lin.
Fenoplasty (bakelity)
do produkcji laminatów (płyty, hełmy, osłony), klejów, lakierów.
Aminoplasty
do produkcji klejów do drewna, naczyń, uchwytów.
Poliestry
do produkcji syntetycznego włókna, folii elektroizolacyjnej, laminatów (poliestry
nienasycone).
Poliwęglany
do produkcji korpusów, obudów, folii, elementów elektrotechnicznych i maszynowych
Epoksydy
do produkcji wyrobów odlewanych w przemyśle elektrotechnicznym, kleje do
laminatów.
Poliamidy
do produkcji włókien szklanych, przedmiotów gospodarstwa domowego.
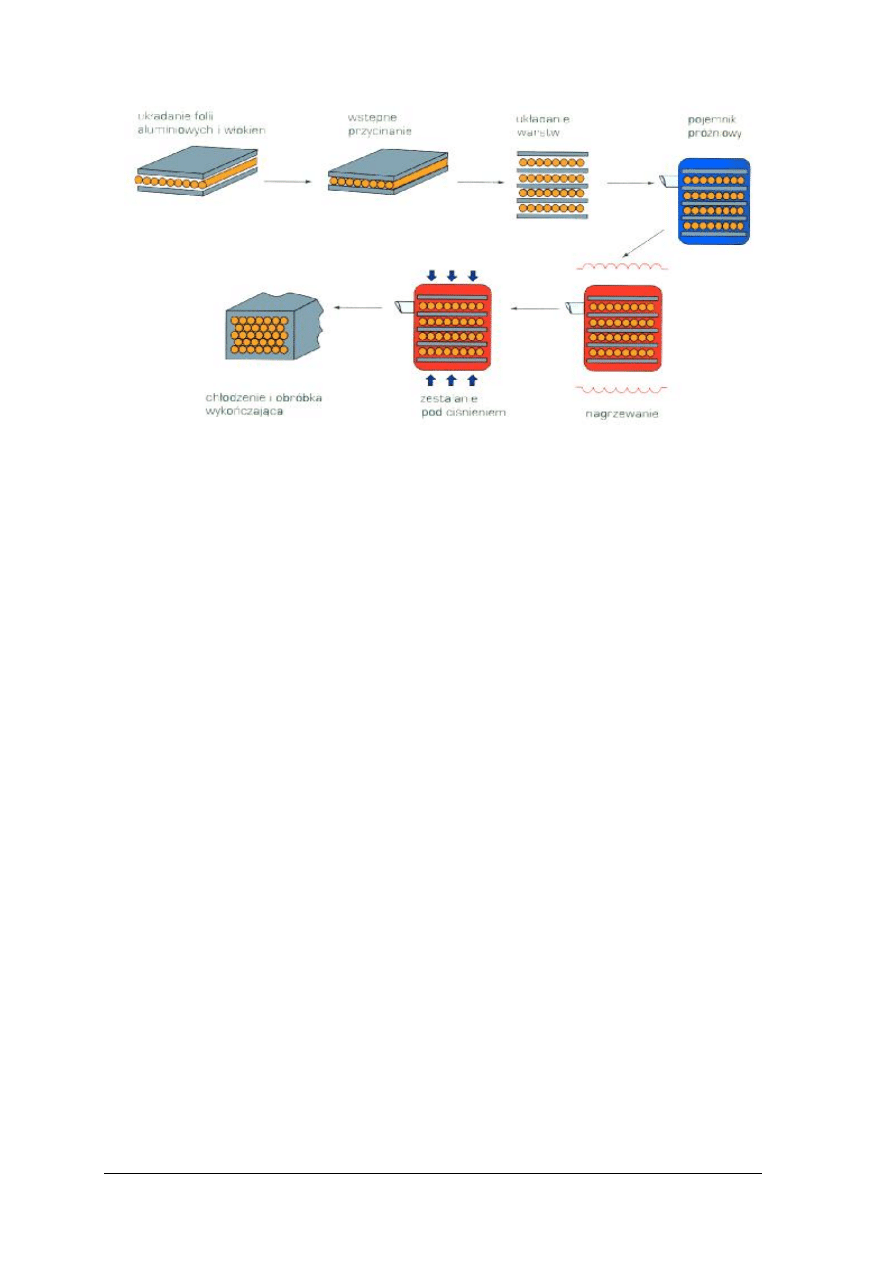
Materiały kompozytowe
Kompozyty to monolityczne materiały uzyskiwane w procesach łączenia różnych
składników o różnych właściwościach. Podział materiałów kompozytowych wynika
z materiałów osnowy i cech geometrycznych elementów wzmacniających. Elementy
wzmacniające najczęściej w postaci cienkich włókien przenoszą obciążenia, a materiał osnowy
służy głównie do utrzymywania wzmocnień we właściwym położeniu. Schemat procesu
technologicznego kompozytów aluminiowo – borowych przedstawiono na rys 10.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys 10.
Schemat procesu technologicznego wytwarzanie materiałów kompozytowych
aluminiowo – borowych [1, s. 800]
Technologie otrzymywania kompozytów sprowadzają się do następujących metod:
−
odlewanie ciśnieniowe matrycowe,
−
infiltracje ciekłych metali,
−
metalurgia proszków,
−
dyfuzyjne zgrzewanie pakietów płyt,
−
ciśnieniowa konsolidacja w autoklawie,
−
prasowanie,
−
odlewanie z gęstwy, suszenie, spiekanie.
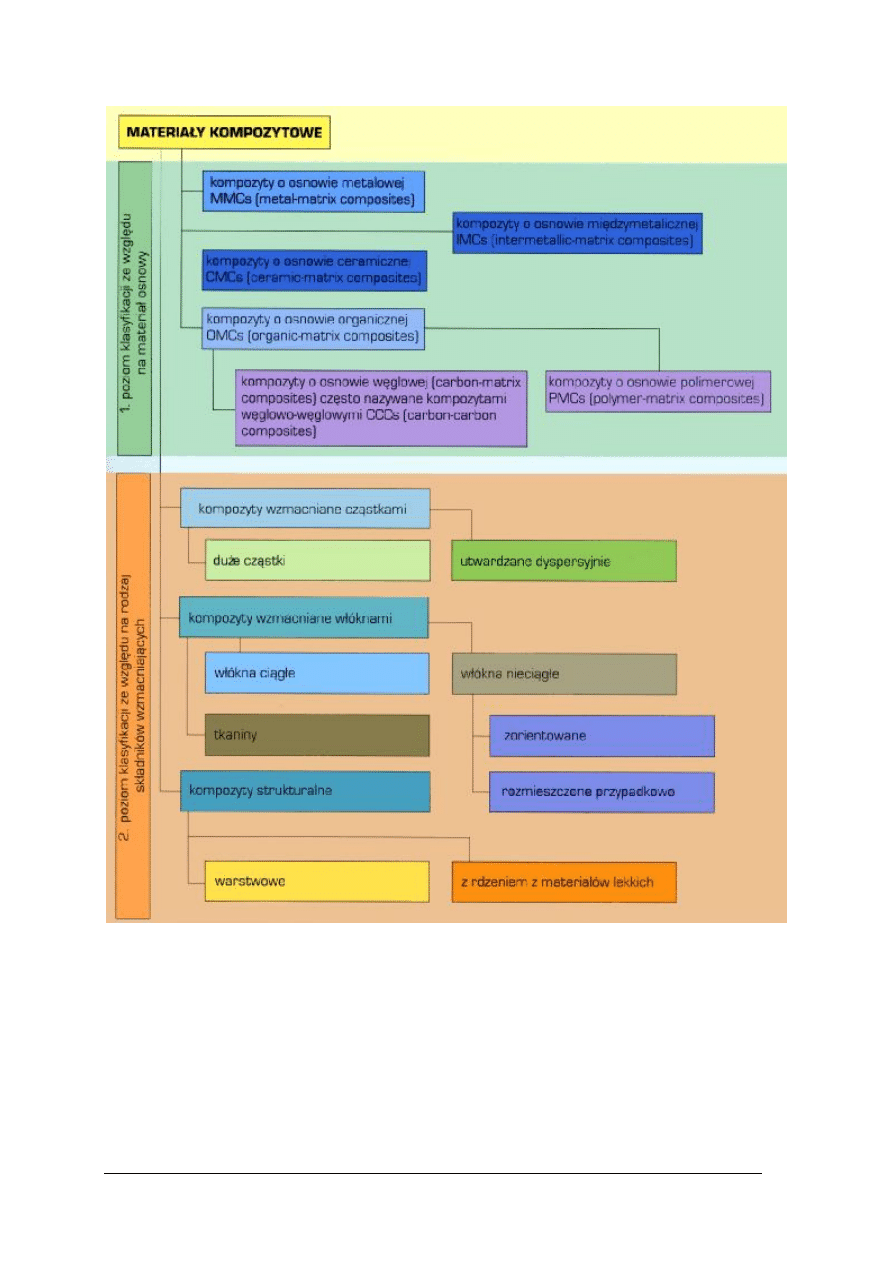
Rodzaje materiałów kompozytowych przedstawiono na rys. 11.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 11. Ogólna klasyfikacja materiałów kompozytowych [1, s. 789]
Przykłady zastosowań oraz proces wytwarzania kompozytów przedstawiono w tablicy 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tab.15. Charakterystyka materiałów kompozytowych o osnowie metalowej wzmacnianych przez włókna ciągle
[1, s. 798, 799]
Materiał
włókna
wzmacniającego
Materiał osnowy
Proces wytwarzania
Przykłady zastosowania
Bor
aluminium
prasowanie na gorąco układu włókien między foliami
metalowymi
rurowe rozporki środkowej części kadłuba
promów kosmicznych, zimny dyssypator
(rozpraszacz)
ciepła
w obudowach
mikrochipów
elektronicznych
wielowarstwowych
płyt,
materiał
ekranujący promieniowanie neutronowe
(np. w składowiskach wypalonego paliwa
jądrowego lub pojemnikach do transportu
takiego paliwa), łopatki wentylatorów
w silnikach turboodrzutowych, poszycie
skrzydeł samolotów, elementy podwozia
samolotów, ramy rowerów, kije golfowe; ze
względu na degradację włókien borowych
powyżej 480°C niemożliwe są zastosowania
wysokotemperaturowe, oraz wytwarzanie z
wykorzystaniem
odlewania
lub
wysokotemperaturowego
prasowania
niskociśnieniowego
aluminium (zwykle)
AlMg1SiCu
elementy konstrukcyjne skrzydeł samolotów
o
długości
nawet
3
m,
elementy
przenośnych mostów, cylindry małych
zbiorników
ciśnieniowych,
stabilizatory
brzechwowe
szybkobieżnych
pocisków,
obudowy pocisków rakietowych
tytan
(zwykle
TIAl6Y4,
(β)TiV15Sn3–
Cr3Al3)
wały napędowe, korpusy silników, rury o
długości do 1,5 m, łopatki wirników
wentylatorów
magnez
elementy silników samochodowych
SiC
miedź, także stopy
Cu–Sn
odlewanie metodą traconego wosku, niskociśnieniowe
kształtowanie na gorąco, formowanie nadplastyczne ze
zgrzewaniem dyfuzyjnym (rys. 5.105), izostatyczne
prasowanie na gorąco HIP, wytwarzanie surowych
taśrn (green tape) przez nawijanie włókien na folie
pokrywające wirujący bęben i wstępne ich łączenie z
folią przy użyciu żywicy polimerowej, usuwanej
następnie w procesie wolatylizacji (parowania) lub
przez napylanie plazmowe i następne ciśnieniowe
zgrzewanie dyfuzyjne kilku takich wyciętych taśm
ułożonych na sobie w temperaturze zbliżonej do
temperatury topnienia i ciśnieniowej konsolidacji
w autoklawie w próżniowym metalowym pojemniku, a
także
w
zamkniętych
formach
dla
nadania
wymaganych kształtów końcowych
wysokotemperaturowe
zastosowania
w pociskach, śruby napędowe statków
Grafit
aluminium,
tytan,
magnez
(MgAl9Znl–SiMn),
miedź,
srebro
próżniowe zgrzewanie dyfuzyjne surowych taśm
metalowych (aluminiowych) ze wzdłużnie ułożonymi
włóknami, zgrzewanie dyfuzyjne przez walcowanie
Rapi–Press, prasowanie ciągłe, proces bezpośredniej
infiltracji metalu, odlewanie
elementy o bardzo dużej wytrzymałości
i sztywności
np.
maszt
teleskopu
kosmicznego Hubble'a, rury cienkościenne
o małych i dużych średnicach (do 2 m),
elementy
o złożonych
kształtach
wytwarzane technologią near–net–shape
Al2O3
aluminium, magnez odlewanie
tłoki silników spalinowych (Toyota)
nadstopy (FRS –
fibrereinforced
superalloys)
na
osnowie Ni, Fe lub
Co
infiltracja ciekłego metalu, odlewanie metodą wosku
traconego,
wykonywanie
łopatek turbin przez
zastosowanie prasowania na gorąco pojemników
z cienkimi i ułożonymi blisko siebie rurkami w wiązki
zawierającymi druty wzmacniające lub metoda
ciągłych pasm osnowy metalowej ze ściśle nawiniętymi
włóknami wzmacniającymi następnie układanych w
pojemnikach
wyciskanych
do osiągnięcia
pełnej
konsolidacji,
odlewanie
z gęstwy
osnowy
sproszkowanej
jako
mieszaniny
składników
metalowych i polimeru rozpuszczalnego w wodzie
zalewanej
i
zagęszczonej
wokół
włókien
wolframowych
i
następne
suszenie,
spiekanie
i dogęszczanie
izostatyczne,
wytwarzanie
płyt
monolitycznych z użyciem lepiszcza polimerowego lub
przez łukowe napylanie ciekłym metalem osnowy
włókien wolframowych ułożonych na bębnie o dużej
średnicy, wstępne zgrzewanie dyfuzyjne płyt i następne
prasowanie na gorąco wielowarstwowych łopatek
turbin w zarowytrzymałych matrycach
turbosprężarki
silników
lotniczych
i rakietowych, lotnicze turbiny gazowe,
łopatki turbin, zbiorniki ciśnieniowe, koła
zamachowe, belki obciążone jednoosiowo
Wolfram (w
tym
W–ThO2,
W–Hf–C,
W–Re)
miedź
infiltracja ciekłego metalu, odlewanie ciśnieniowe
wyłożenia
kriogenicznie
chłodzonych
komór ciągu silników rakietowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywany polimerami i jaki jest ich podział?
2. Jak brzmi definicja tworzywa sztucznego?
3. Jakie surowce wykorzystuje się do produkcji tworzyw sztucznych?
4. Jaki jest podział tworzyw sztucznych?
5. Jakimi metodami można obrabiać tworzywa sztuczne?
6. Jakie jest zastosowanie tworzyw sztucznych?
7. Na czym polega recykling odpadów tworzyw sztucznych?
8. Jak można rozpoznać tworzywa sztuczne?
9. Jaka jest struktura materiałów kompozytowych?
10. Jakie materiały stosuje się do produkcji materiałów kompozytowych?
11. Jaka jest technologia materiałów kompozytowych?
12. Jakie jest zastosowania materiałów kompozytowych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Na podstawie norm dobierz klej i wykonaj połączenie rur wykonanych z polichlorku
winylu i metalu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w katalogu odpowiedni klej do połączenia rur,
2) dobrać klej do połączenia,
3) zapoznać się z przepisami bezpieczeństwa w posługiwaniu się klejem podczas montażu,
4) oczyścić i odtłuścić powierzchnie przedmiotów,
5) wykonać połączenie rur.
Wyposażenie stanowiska pracy:
−
katalogi dotyczące klejów,
−
stanowisko komputerowe z dostępem do Internetu,
−
rury z polichlorku winylu i rury metalowe,
−
kleje,
−
środki odtłuszczające.
Ćwiczenie 2
Dokonaj identyfikacji próbek tworzyw sztucznych wykorzystując ich zachowanie podczas
ogrzewania, bezpośrednio w ogniu i pod działaniem rozpuszczalników. Porównaj otrzymane
wyniki i określ rodzaj tworzywa sztucznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować przepisy bezpieczeństwa pracy i przepisy przeciwpożarowr,
2) przeanalizować metody identyfikacji tworzyw sztucznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
3) zbadać za pomocą otwartego płomienia (stosować słaby płomień) próbkę tworzywa,
4) zarejestrować następujące elementy próby: czy tworzywo się pali, czy pali się po wyjęciu
z płomienia, czy pali się w płomieniu, ale gaśnie po wyjęciu z płomienia, zapach i wygląd
popiołu,
5) zapisać wszystkie fakty wynikające z obserwacji przeprowadzonych prób,
6) zbadać zachowanie się tworzywa w rozpuszczalnikach organicznych i w wodzie,
(pęcznienie, żelowanie, rozpuszczanie).
Wyposażenie stanowiska pracy:
−
zbiór próbek tworzyw sztucznych,
−
pomoce laboratoryjne: próbówka szklana, papier lakmusowy, palnik Bunsena, zapałki,
−
okap z wyciągiem spalin,
−
rozpuszczalniki organiczne: benzyna, benzen, eter etylowy, aceton i woda.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić tworzywa sztuczne?
2)
wymienić zalety i wady tworzyw sztucznych?
3)
określić zastosowanie tworzyw sztucznych?
4)
scharakteryzować budowę materiałów kompozytowych?
5)
scharakteryzować technologię otrzymywania kompozytów?
6)
określić zastosowania kompozytów?
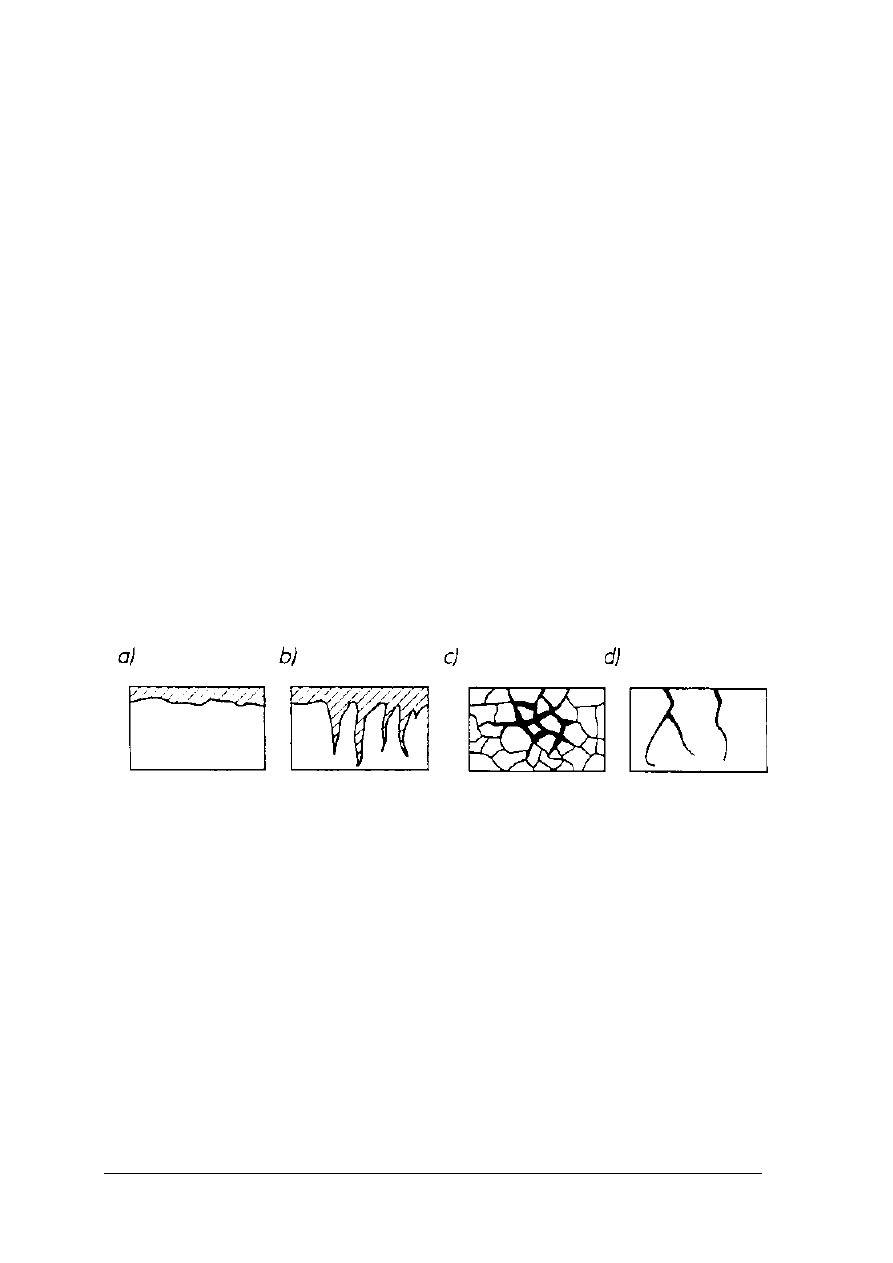
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5. Procesy
korozyjne.
Przeciwdziałanie
niekorzystnym
zjawiskom
4.5.1. Materiał nauczania
Korozją nazywa się procesy niszczenia metali przez chemiczne lub elektrochemiczne
reakcje zachodzące z otaczającym środowiskiem. W zależności od mechanizmu procesu
rozróżnia się dwa podstawowe rodzaje korozji:
−
korozję chemiczną,
−
korozję elektrochemiczną.
Korozja chemiczna wynika z chemicznej kinetyki reakcji wielofazowych i polega na
niszczącym działaniu cieczy lub gazów niebędących elektrolitami. Wówczas na powierzchni
metalu powstają związki, na ogół tlenki, siarczki, węgliki lub azotki.
Korozja elektrochemiczna wynika z kinetyki elektrochemicznej i obejmuje procesy
niszczenia metali, które związane są z przepływem prądu elektrycznego na styku metal
elektrolit. Zależnie od warunków, w jakich odbywa się korozja rozróżniamy:
−
korozję atmosferyczną, która zachodzi w wilgotnym powietrzu. Większość konstrukcji
metalowych jest narażona na tą korozję, są bowiem użytkowane w warunkach
atmosferycznych,
−
korozje ziemne (korozje w glebie), która wynika z agresywnego działania składników
gleby,
−
elektrokorozja, wywołana przypływem prądu z zewnętrznego źródła.
W zależności od rodzaju zniszczenia metalu przez procesy korozyjne rozróżnia się korozje
równomierną, wżerową, międzykrystaliczną i naprężeniową (rys. 12).
Rys. 12.
Rodzaj zniszczenia metalu: a) korozja równomierna,
b) wżerowa, c) międzykrystaliczna, d) naprężeniowa
[opracowanie na podstawie 6]
Czynniki mające wpływ na korozję:
−
skład chemiczny metalu,
−
struktura metalu,
−
stan powierzchni,
−
naprężenia wynikające z odkształcenia metalu,
−
temperatura środowiska działającego na metal,
−
ciśnienie i skład chemiczny środowiska.
Zapobieganie korozji – powłoki antykorozyjne
Pod pojęciem powłok antykorozyjnych mieszczą się zarówno powłoki ochronno –
dekoracyjne, jak i ochrona czasowa wyrobów metalowych. Ochrona czasowa obejmuje zespół
czynności zabezpieczenia wyrobów przed korozją na okres ich wytwarzania, składowania
i transportu. Proces technologiczny ochrony czasowej realizuje się w trzech zabiegach:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
−
czyszczenie powierzchni wyrobu,
−
zastosowanie środków konserwacyjnych metodą inhibitorową,
−
opakowanie chronionego wyrobu.
Zabieg czyszczenia powinien być staranny i dostosowany do rodzaju metalu a środki
czyszczące nie powinny działać szkodliwie na wyrób.
Środki konserwacyjne, np. wazelina techniczna, oprócz podstawowego składnika, jakim
jest olej mineralny, zawierają także uszlachetniające dodatki oraz zagęszczacze. Inhibitory
korozji są substancjami, które powodują spowolnienie lub zatrzymanie korozji. Działanie
ochronne inhibitorów nie jest uniwersalne – działają pozytywnie na jeden rodzaj metalu. Dla
korozji w środowisku alkalicznym jako inhibitory korozji stosowane są sole cyny, arsenu, niklu
i magnezu, zaś w środowisku kwaśnym: krochmal, klej lub białko. Funkcja ochronna
opakowania odnosi się zarówno do wyrobu jak i do powłok ochronnych wyrobu. Rola
opakowania sprowadza się do:
−
zabezpieczenie wyrobu przed bezpośrednim oddziaływaniem klimatycznym, chemicznym i
mechaniczny środowiska,
−
systemu ochrony antykorozyjnej w metodzie zastosowanie lotnego inhibitora,
−
zabezpieczenia przed tworzeniem się ładunków elektrostatycznych.
Powłoki ochronno – dekoracyjne stanowią ochronę przed korozją metali. Rozróżnia się
powłoki nakładane i wytwarzane. Z kolei powłoki nakładane i wytwarzane dzielą się
na metalowe i niemetalowe.
Powłoki nakładane wytwarzane na powierzchni metalu utrzymują się dzięki sile adhezji.
Powłoki nakładane niemetalowe (powłoki organiczne) takie jak: farby, lakiery, smoły
i tworzywa sztuczne są najpowszechniej używanym środkiem ochrony przed korozją
atmosferyczną i w środowiskach wodnych.
Powłoki nakładane metalowe wytwarzane są galwanicznie (elektrolitycznie), przez
zanurzenie w ciekłym metalu (cynie, ołowiu, cynku, aluminium), natryski (naniesienie
roztopionego i rozpylonego metalu w strumieniu powietrza) i platerowanie (polega
na nawalcowaniu na gorąco, najczęściej na blachę miedzianą lub srebrną, blachy złotej i dalsze
walcowanie do żądanej długości).
Powłoki wytwarzane, np. powłoki chromianowe, powstają w wyniku procesów
chemicznych na granicy warstw, tworząc związki chemiczne lub roztwory i noszą nazwę
powłok chemicznych konwersyjnych.
Powłoki wytwarzane niemetalowe, np. fosforanowanie stali, wytwarzane są metodami
chemicznymi lub elektrochemicznymi. Powłoki fosforanowe na stali są porowatą warstwą
fosforanów przylegającą do podłoża. Powłoki fosforanowe nie dają skutecznej ochrony przed
korozją, są stosowane jako podkład dla farb.
Oksydowanie (czernienie) polega na wytworzeniu np. metodą elektrolityczną powłoki
złożonej z tlenków metali podłoża.
Powłoki ochronne bada się pod względem: jakości powierzchni (wygląd zewnętrzny),
szczelności, grubości, przyczepności, ścieralności i twardości powłoki, np. metodą rysy.
Metoda rysy polega na pomiarze szerokości rysy, wykonanej pod obciążeniem 50 daN.
Przez właściwy dobór materiałów i prawidłową konstrukcję elementów można je chronić
przed korozją. Ten efekt uzyskuje się przez:
−
wprowadzenie do składu chemicznego stopu pierwiastka zwiększającego odporność
na korozję, np. wprowadzenie 12÷14 % chromu do stali uodparnia ją na korozję
atmosferyczną,
−
eliminowanie zanieczyszczeń występujących w strukturze metali i stopów,
−
wprowadzenie do konstrukcji części wykonanych z tworzyw sztucznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
−
zabezpieczenie farbami połączeń spawanych, śrub, nitów, lutów, zgrzein, które łatwo
ulegają wpływom atmosferycznym powodując powstawanie ognisk korozyjnych,
−
właściwe projektowanie konstrukcji, np. nie tworząc zagłębień, w których gromadzą się
zanieczyszczenia, powodujące intensywny rozwój korozji.
Podczas prac związanych z ochroną czasową wyrobów metalowych i technologią powłok
ochronnych pojawia się zagrożenie dla zdrowia i ryzyko wypadku podczas pracy. W celu
uniknięcia negatywnych zdarzeń, należy przestrzegać zasad bezpiecznej pracy i zwrócić uwagę
na:
−
szkodliwe działanie podwyższonej temperatury,
−
szkodliwe działanie rozpuszczalników organicznych i możliwość wybuchu mieszaniny par
rozpuszczalnika z powietrzem,
−
niekorzystny wpływ zanieczyszczenia powietrza podczas czyszczenia powierzchni
przedmiotu,
−
stosowanie odzieży ochronnej i sprzętu ochrony osobistej, jak okulary, rękawiczki, osłony,
maski itp.,
−
zapewnienie dostępu do apteczki, w której znajduje się podstawowe materiały
opatrunkowe,
−
zapewnienie dostępu do gaśnic w przypadku pożaru,
−
prawidłową obsługę sprzętu i urządzeń mechanicznych,
−
stosowanie podstawowych zasad udzielania pierwszej pomocy w razie skaleczenia,
oparzeń bądź porażenia prądem elektrycznym.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie reakcje chemiczne powodują korozję metali?
2. Jakie są przypadki korozji metali?
3. Jaki jest mechanizm korozji międzykrystalicznej?
4. Jaka jest kinetyka korozji elektrochemicznej?
5. Na czym polega i jaki jest cel ochrony czasowej metali przed rozwojem korozji?
6. Jakie są metody ochrony czasowej metali?
7. Na czym polega działania ochronne inhibitorów korozji?
8. Jakie są metody nakładania powłok ochronnych?
9. Na czym polega oksydowanie metali?
10. Jak można chronić przed korozją metale, stosując metodę ich doboru i zasady konstrukcji?
11. Jakich zasad bezpiecznej pracy należy przestrzegać w realizacji procesów ochrony metali
przed korozją?
4.5.3. Ćwiczenia
Ćwiczenie 1
Na podstawie skorodowanych próbek metalowych rozpoznaj rodzaj korozji, jej przyczynę
i określ metodę usunięcia zniszczeń korozyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) usystematyzować próbki pod względem obrazu zniszczeń korozyjnych,
2) rozpoznać rodzaj korozji,
3) określić przyczynę korozji,
4) określić metodę usunięcia korozji na poszczególnych próbkach,
5) określić sposoby zabezpieczenia próbek metalowych przed rozwojem korozji,
6) zastosować metodę zabezpieczenia metalu przed korozją.
Wyposażenie stanowiska pracy:
−
próbki metali i stopów z objawami zniszczeń korozyjnych,
−
narzędzia i materiały przeznaczone do usunięcia korozji na próbkach (szczotka druciana,
papier ścierny),
−
plansze, foliogramy obrazujące rodzaje zniszczeń korozyjnych,
−
pędzel pierścieniowy, farba do gruntowania, kit szpachlowy.
Ćwiczenie 2
Porównaj i rozpoznaj powłoki ochronne nałożone na próbkach metalowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) usystematyzować próbki przeznaczone do oceny i rozpoznania,
2) określić rodzaj powłoki; stwierdzić czy jest to powłoka nakładana czy wytwarzana,
3) ocenić wzrokowo powłokę ochronną próbki i porównać ją z odpowiednim wzorcem
powłoki (rys. do ćwiczenia).
Wyposażenie stanowiska pracy:
−
próbki metalowe pokryte powłokami ochronnymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. do ćwiczenia 2
Ćwiczenie 3
Na trzy oczyszczone i odtłuszczone próbki z blachy stalowej niskowęglowej o wymiarach
120x60x1 nanieś środek ochrony czasowej:
−
olej ochronny,
−
smar ochronny,
−
kompozycję ochronną.
Zabiegi wykonaj stosując technikę nanoszenia powłoki zalecaną przez producenta
preparatu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ponumerować płytki,
2) dobrać odpowiednie środki ochrony czasowej,
3) nanieść preparaty na próbki, stosując wskazówki producenta,
4) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
odczynniki i materiały: oleje, smary ochronne, kompozycje ochronne, blacha stalowa,
żyłka nylonowa (do zawieszenia płytek),
−
instrukcja i informatory producenta preparatów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.5.4. Sprawdzenie postępów
Czy potrafisz:
Tak
Nie
1)
określić, co nazywamy korozją?
2)
scharakteryzować
kinetykę
korozji
chemicznej
i
elektrochemicznej?
3)
określić czynniki wpływające na rozwój korozji?
4)
zastosować preparaty ochrony czasowej wyrobów?
5)
rozpoznać
powłoki
ochronne
zastosowane
do
wyrobów
metalowych?
6)
skorzystać z katalogów i informatorów producentów środków
ochrony metali przed korozją?
7)
przestrzegać
przepisy
bezpieczeństwa
pracy
podczas
zabezpieczania metali przed korozją?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku. Tylko wskazanie odpowiedzi nawet poprawnej bez uzasadnienia, nie
będzie uznane.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 25 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
ZESTAW ZADAŃ TESTOWYCH
1. Podstawowymi kryteriami zastosowania materiałów konstrukcyjnych są
a) odporność na obciążenia udarowe.
b) właściwości fizyczne.
c) właściwości mechaniczne i technologiczne.
d) barwa.
2. Skrawalność definiujemy jako
a) odporność na odkształcenie trwałe.
b) stosunek energii zużytej na usunięcie zbędnej warstwy materiału do objętości
materiału.
c) podatność materiału na obróbkę skrawaniem.
d) zdolność do odkształceń pod wpływem sił zewnętrznych.
3. Metale i ich stopy mają budowę
a) nieuporządkowaną.
b) krystaliczną, to jest uporządkowaną.
c) częściowo nieuporządkowaną.
d) trudną do określenia.
4. Stal jest to stop
a) żelaza z miedzią.
b) żelaza z metalami szlachetnymi.
c) węgla i siarki.
d) żelaza z węglem i innymi pierwiastkami.
5. Stale ze względu na skład chemiczny dzielą się na
a) konstrukcyjne.
b) wyższej jakości.
c) niestopowe (węglowe) i stopowe.
d) martenowskie.
6. Zawartość procentowa węgla w stali wynosi
a) od 2,0–3,0%.
b) poniżej 0,05%.
c) od 0,05–2%.
d) 3,5%.
7. Stale stopowe konstrukcyjne mają zastosowanie na
a) narzędzia skrawające.
b) łożyska toczne, sprężyny.
c) obudowy maszyn.
d) podkładki i nity.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
8. Żeliwo jako stop Fe–C zawiera
a) do 1,5% C.
b) 0,5% C.
c) od 2,5% C do 3,5%.
d) powyżej 4,3% C.
9. Miedź otrzymujemy w procesie
a) wielkopiecowym.
b) martenowskim.
c) hydrometalurgii.
d) konwertorowania i rafinacji elektrolitycznej.
10. Brązy i mosiądze to stopy
a) aluminium.
b) żelaza.
c) miedzi.
d) wolframu.
11. Oporowe stopy miedzi mają zastosowanie na
a) rurki kapilarne i chłodnicze.
b) narzędzia lekarskie.
c) elementy sprężyste.
d) rezystory i elementy grzejne.
12. Aluminium ma zastosowanie do produkcji
a) magnesów.
b) łożysk.
c) na przewody elektryczne oraz elementy dla elektroniki.
d) rezystorów.
13. Tworzywa sztuczne wytwarza się z
a) rud siarczkowych.
b) gumy.
c) etylenu, propylenu, styrenu.
d) krzemionki.
14. Recykling odpadów tworzyw sztucznych to
a) spalanie.
b) magazynowanie tworzyw.
c) zatapianie w zbiornikach wodnych.
d) ponowne wykorzystanie do produkcji.
15. W celu rozpoznania tworzyw sztucznych stosuje się
a) próby wytrzymałościowe.
b) badanie twardości tworzyw.
c) badanie zachowania się tworzyw podczas ogrzewania.
d) badanie rentgenowskie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
16. Tworzywa wykorzystuje się jako
a) materiały żaroodporne.
b) materiały przewodzące ciepło i prąd elektryczny.
c) materiały magnetyczne.
d) materiały do produkcji laminatów i opon samochodowych.
17. Cechą materiałów kompozytowych jest
a) wzajemna rozpuszczalność składników.
b) jednolity materiał osnowy.
c) te same właściwości mechaniczne składników.
d) jednolita struktura.
18. Korozja metali jest procesem
a) mechanicznego niszczenia metali.
b) niszczenia metali przez chemiczne lub elektrochemiczne reakcje.
c) recyklingu metali.
d) przetwarzania uszkodzonych materiałów.
19. Ochrona czasowa wyrobów polega na
a) zabezpieczeniu przed korozją wyrobu w czasie jego eksploatacji.
b) nałożeniu metalowych powłok ochronnych.
c) czasowym składowaniu wyrobów w pomieszczeniu klimatyzowanym.
d) wykonaniu czynności zabezpieczających wyroby przed korozją w czasie transportu
i magazynowaniu.
20. Oksydowanie metali polega na
a) wprowadzeniu do składu chemicznego odpowiednich pierwiastków.
b) eliminowaniu zanieczyszczeń występujących w strukturze materiału.
c) chromowaniu powierzchni przedmiotu.
d) wytworzeniu na powierzchni tlenków metali podłoża.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Dobieranie materiałów konstrukcyjnych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
6. LITERATURA
1. Dobrzański L.A.: Materiały metalowe inżynierskie. WNT, Warszawa 2004
2. Górecki A.: Technologia ogólna. WSiP, Warszawa 1999
3. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
4. Poradnik mechanika tom I. WNT, Warszawa 1988
5. Tworzywa sztuczne. Poradnik. WNT, Warszawa 2000
6. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2007
Wyszukiwarka
Podobne podstrony:
Dobieranie materiałów konstrukcyjnych u
06 Dobieranie materiałów konstrukcyjnych
11 Dobieranie materiałów konstrukcyjnych
Dobieranie materiałów konstrukcyjnych u
Dobieranie materiałów konstrukcyjnych
05 Dobieranie materiałów konstrukcyjnych
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Materiały konstrukcyjne
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
7. zauwy-biuro-handlowe-Toszek, Studia, Projekt - materialy konstrukcyjne, 15. Zasuwy zaporowe
sprawko2, SIMR 1ROK, SIMR SEM2, LAB. MATERIAŁY KONSTRUKCYJNE
09 Dobieranie materialow odziez Nieznany (2)
więcej podobnych podstron