„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Łukasz Styczyński
Technologia tworzyw drzewnych 311[32].Z1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Urszula Przystalska
mgr inż. Sławomir Skorupa
Opracowanie redakcyjne:
mgr inż. Łukasz Styczyński
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z1.05
Technologia tworzyw drzewnych zawartego w modułowym programie nauczania dla zawodu
technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Surowce drzewne i niedrzewne stosowne do produkcji tworzyw
drzewnych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
15
4.2. Okleiny
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Charakterystyka tworzyw drzewnych - sklejka
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
27
4.3.3. Ćwiczenia
27
4.3.4. Sprawdzian postępów
28
4.4. Charakterystyka tworzyw drzewnych – płyta stolarska
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
38
4.4.4. Sprawdzian postępów
40
4.5. Charakterystyka tworzyw drzewnych – płyta wiórowa
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające
53
4.5.3. Ćwiczenia
53
4.5.4. Sprawdzian postępów
56
4.6. Charakterystyka tworzyw drzewnych – płyta pilśniowa
57
4.6.1. Materiał nauczania
57
4.6.2. Pytania sprawdzające
69
4.6.3. Ćwiczenia
68
4.6.4. Sprawdzian postępów
70
5. Sprawdzian osiągnięć
71
6. Literatura
76

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w nabywaniu umiejętności z zakresu rozpoznawania,
klasyfikacji tworzyw drzewnych, rodzaju surowców do produkcji tworzyw, ocenie
właściwości tworzyw, projektowania procesów produkcji oraz zakresu zastosowania tych
tworzyw.
Jednostka modułowa: Technologia tworzyw drzewnych jest jedną z podstawowych
jednostek dotyczących procesu technologicznego materiałów do produkcji mebli.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do ćwiczeń
i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz
inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie jest dowodem nabytych umiejętności określonych
w tej jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przyswojeniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
W czasie wykonywania ćwiczeń praktycznych musisz przestrzegać regulaminów,
przepisów bezpieczeństwa i higieny pracy oraz szczegółowych instrukcji opracowanych dla
każdego stanowiska pomiarowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
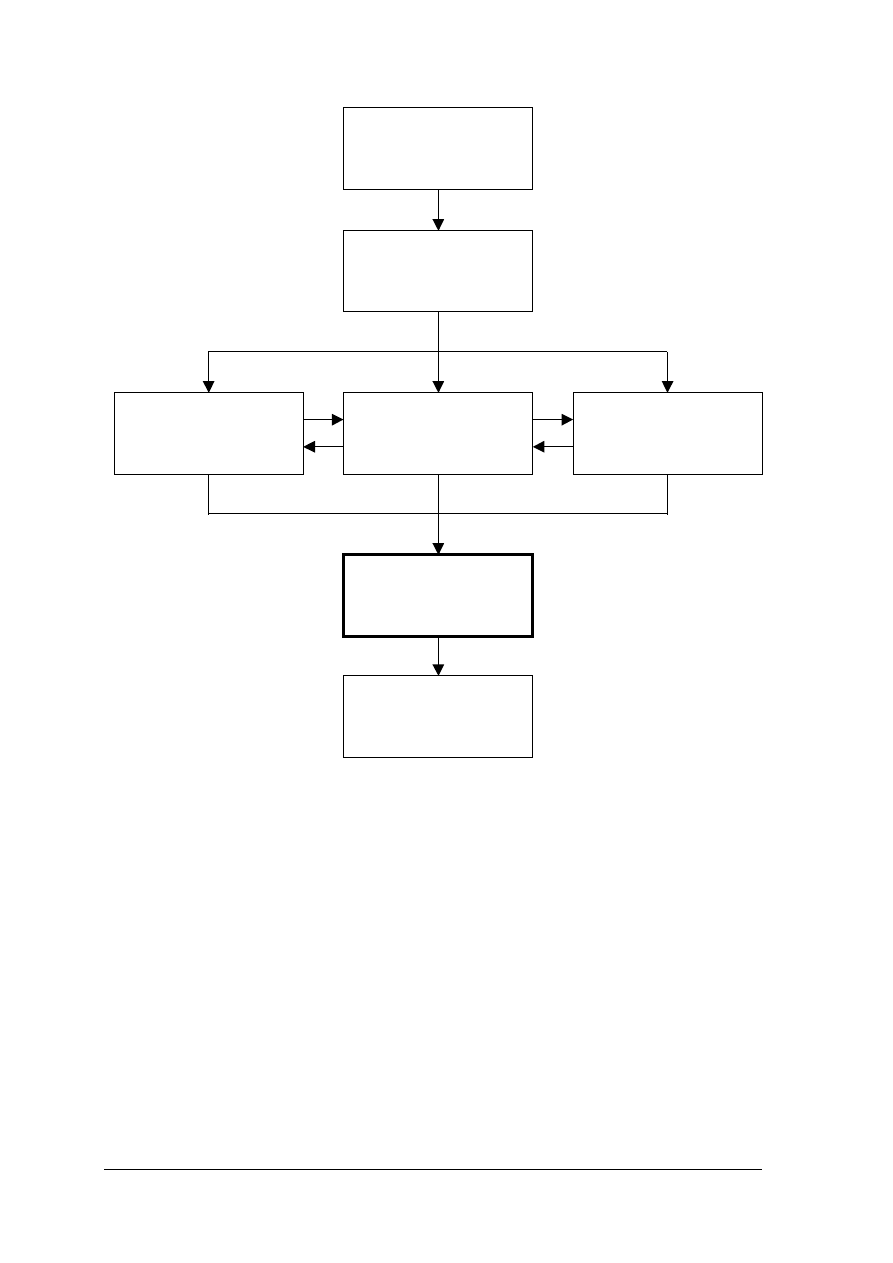
Schemat układu jednostek modułowych
311[32].Z1.06
Chemiczny przerób drewna
311[32].Z1.05
Technologia tworzyw
drzewnych
311[32].Z1.02
Obróbka drewna
tartacznego
311[32].Z1.04
Suszenie drewna
Moduł 311[32].Z1
Technologia przerobu
drewna
311[32].Z1.01
Dostawa i odbiór drewna
okrągłego
311[32].Z1.03
Sortowanie materiałów
tartych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować narzędzia pomiarowe zgodnie z ich przeznaczeniem,
−
rozpoznawać gatunki drewna,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
dobierać przybory i materiały do wykonania rysunku,
−
posługiwać się normami,
−
wykonywać i odczytywać szkice, schematy i rysunki,
−
rozróżniać typowe części i zespoły maszyn,
−
wykorzystywać techniki komputerowe,
−
posługiwać się dokumentacją techniczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać tworzywa drzewne,
−
rozróżnić surowce drzewne do produkcji oklein i tworzyw drzewnych,
−
rozpoznać materiały niedrzewne stosowane w produkcji w/w materiałów,
−
sporządzić schematy procesów technologicznych pozyskiwania tworzyw drzewnych,
−
ocenić właściwości tworzyw drzewnych,
−
sklasyfikować tworzywa drzewne,
−
wskazać zakres stosowania tworzyw drzewnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Surowce drzewne i niedrzewne stosowne do produkcji
tworzyw drzewnych
4.1.1. Materiał nauczania
Tworzywo drzewne (materiał drewnopochodny) – każdy produkt powstały z drewna
litego lub innego materiału lignocelulozowego w wyniku jego rozdrobnienia i ponownego,
trwałego połączenia.
Celem takiej operacji jest z jednej strony uzyskanie wyrobu pozbawionego wad surowca
wyjściowego, z drugiej zaś posiadającego nowe właściwości, często specjalnie kształtowane.
Na produkcję i wykorzystanie tworzyw drzewnych wpływają dodatkowo następujące
czynniki:
−
możliwość dowolnego kształtowania wymiarów,
−
możliwość wykorzystywania drewna niepełnowartościowego i odpadów,
−
duży wskaźnik wydajności materiałowej,
−
podatność tworzyw drzewnych na obróbkę,
−
łatwość i różnorodność łączenia elementów z tworzyw drzewnych.
Klasyfikacja tworzyw drzewnych
1. tworzywa z drewna litego:
−
typu belka (glulam),
−
typu płyta (płyta stolarska),
2. tworzywa z forniru:
−
sklejka,
−
lignofol,
−
fornirowe drewno warstwowe (LVL),
−
pasmowe drewno równoległówłókniste (PSL),
3. tworzywa otrzymane w wyniku wzdłużnego rozszczepienia drewna litego:
−
scrimber (Tim Tek),
−
lignolit,
4. tworzywa z wiórów:
−
płyta wiórowa (płaskoprasowana, wytłaczana, OSB, z roślin jednorocznych,
paździerzowe),
−
wiórowe drewno równoległowłókniste (LSL),
−
deski z wiórów orientowanych (OSL),
5. tworzywa z włókien:
−
płyty pilśniowe formowane na mokro,
−
płyty pilśniowe formowane na sucho (HDF, MDF, LDF),
6. materiały drewnopochodne wiązane spoiwami mineralnymi:
−
cementowo-wiórowe,
−
cementowo-włókniste,
−
gipsowo-wiórowe,
−
gipsowo-włókniste,
7. tworzywa kompozytowe:
−
Plastic Lumber,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Właściwości (porównanie z właściwościami drewna)
−
dowolne kształtowanie wymiarów
−
częściowa likwidacja anizotropii drewna
Zastosowanie
−
meblarstwo
−
wyposażenie pomieszczeń mieszkalnych
−
budownictwo
−
środki transportu
−
opakowania
Surowiec lignocelulozowy
−
drewno okrągłe
−
zrębki
−
odpady innych dziedzin drzewnictwa (gł. tartacznictwo)
−
niedrzewne surowce lignocelulozowe
−
drewno poużytkowe
Środki wiążące
−
żywice mocznikowo-formaldehydowe
−
żywice melaminowo-formaldehydowe
−
żywice mocznikowo-melaminowo-formaldehydowe
−
żywice fenolowo-formaldehydowe
−
żywice melaminowo-mocznikowo-fenolowo-formaldehydowe
−
żywice izocyjanianowe
−
spoiwa mineralne (gips, cement)
Środki dodatkowe
−
utwardzacze do żywic klejowych
−
wypełniacze do żywic klejowych
−
środki hydrofobizujące
−
"łapacze" formaldehydu
−
środki dodatkowe zapewniające specjalne właściwości tworzyw (ogniochronne,
antybiotyczne)
Charakterystyka surowca lignocelulozowego
Wiór drzewny – opisuje się za pomocą dwóch parametrów: wymiarów (długość, grubość
i szerokość) oraz kształtu. Długość to wymiar zgodny z kierunkiem przebiegu włókien,
natomiast grubość i szerokość - wymiary w kierunku prostopadłym do przebiegu włókien,
przy czym za grubość przyjmuje się zawsze wymiar mniejszy. Najistotniejszym wymiarem
wióra jest jednak jego grubość. W przeciwieństwie do długości i szerokości, grubość wióra
uzyskana w wyniku skrawania, najczęściej nie może już być korygowana. Grubość zawiera
się w granicach 0,2 – 0,7 mm, przy czym na warstwy zewnętrzne stosuje się wióry 0,2 – 0,3
mm, a na warstwy wewnętrzne 0,4 – 0,7 mm. Długość zawiera się zaś w granicach 5 – 20
mm, a szerokość 2 – 10 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Podział wiórów
Ze względu na sposób wytwarzania
−
skrawane – zwane płaskimi, uzyskuje się je w skrawarkach, są powszechnie stosowane do
produkcji płyt wiórowych. Grubość 0,2 – 0,6, dł.5 – 30, szer. 2 – 10 mm.
−
odpadowe – stanowią odpad przy mechanicznej obróbce. Ich właściwości zależą od
gatunku drewna i rodzaju obróbki. Cechuje je niejednorodność wymiarów i kształtów.
Grubość 0,1 do ponad 1mm.
−
drzazgowe – powstają przez rozbijanie i łamanie większych cząstek drewna w młynach.
Są niejednorodne, stosowane bardzo rzadko grubość 2 – 5, dł. 15 – 30 mm.
Ze względu na sposób otrzymywania
−
mikrowióry – są uzyskiwane przez rozdrabnianie wiórów w młynach wyposażonych
w elementy mielące i sita o małych oczkach. Materiałem wyjściowym do ich produkcji są
wióry płaskie, odpadowe i trociny.
−
wióry włókniste – są uzyskane przez rozdrobnienie w młynach tarczowych bez uprzedniej
obróbki hydrotemicznej. Stanowią mieszaninę pęczków włókien o różnej wielkości oraz
włókien. Powinny być sypkie. Robi się je ze zrębków i trocin. [1, s. 94]
−
pył – najdrobniejsze cząstki, przechodzą przez sito o oczkach 0,15mm.
Zrębkami nazywa się drewno pocięte głównie na płaskie równoległościany, których
większe powierzchnie są styczne do słojów rocznych. Wytwarza się je z odpadów drzewnych,
bądź z drewna okrągłego, bądź małowymiarowego. Wymiary zrębków określa się poprzez
sortowanie ich na płaskich sitach o oczkach kwadratowych o ustalonej wielkości. Do
produkcji płyt stosuje się zrębki, które przeszły przez sito o oczkach 50 x 50 mm i zatrzymały
się na sicie o oczkach 10 x 10 mm. Ograniczenie wymiarów zrębków wynika z trudności
prawidłowego przerobu zrębków o zbyt dużych wymiarach (zakleszczanie się zrębków)
i o zbyt małych wymiarach (wytwarzanie wiórów o wadliwym kształcie oraz powstawaniu
nadmiernej ilości pyłu).
Wióry odpadowe (strużyny) powstają jako odpad przy mechanicznej obróbce drewna
i stanowią materiał bardzo niejednorodny pod względem kształtu i wymiarów, zależnych od
rodzaju obróbki. Stosuje się je przeważnie jako dodatek do wiórów warstwy wewnętrznej płyt
warstwowych albo do produkcji płyt wytłaczanych.
Trociny są to cząstki drewna o kształcie zbliżonym do ziaren lub krótkich pasemek.
Stosuje się je do produkcji płyt wytłaczanych, specjalnych płyt trocinowych lub do produkcji
bardzo drobnych cząstek (mikrowiórów) na warstwy zewnętrzne płyt wielowarstwowych.
Do innych odpadów przemysłowych zalicza się: odpady łuszczki i forniru, wałki
połuszczarskie, zrzyny i opoły.
Surowcom drzewnym do produkcji płyt, niezależnie od ich postaci, stawia się ogólne
wymagania jakościowe omówione niżej.
−
Zdrowotność jest podstawowym warunkiem kierowania drewna do produkcji.
Niedopuszczalna jest zgnilizna miękka i twarda, a w odniesieniu do drewna gatunków
liściastych również fałszywa twardziel. Rozkład drewna niektórych gatunków liściastych
(np. olszy i brzozy) przebiega bowiem bardzo szybko i nie jest możliwe ustalenie
momentu, w którym fałszywa twardziel przechodzi w różne stadia zgnilizny.
−
Brak zanieczyszczeń w postaci części metalowych oraz zanieczyszczeń mineralnych
(piasek, kamienie itp.). Zanieczyszczenia te powodują nadmiernie szybkie tępienie noży
lub uszkodzenia skrawarek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
−
Nieduża zawartość kory, gdy surowiec nie jest okorowany. Kora, która nie jest materiałem
włóknistym, ulega w czasie produkcji dużemu rozdrobnieniu (pył) i większy jej udział
pogarsza właściwości płyt oraz powoduje ich ciemne zabarwienie. W szczelinach kory
znajduje się także znaczna ilość zanieczyszczeń mineralnych. Z tych powodów na
warstwy zewnętrzne płyt wielowarstwowych jest pożądane stosowanie drewna
okorowanego.
−
Pożądana wilgotność w granicach 30 – 60%. Ograniczenie wilgotności surowca
drzewnego przeznaczonego do produkcji płyt jest konieczne ze względów techniczno-
ekonomicznych. Zbyt mała wilgotność surowca, poniżej punktu nasycenia włókien
(ok. 30%), powoduje powstawanie nadmiernych ilości pyłu w czasie skrawania
i rozdrabniania wiórów, większe zużycie noży oraz zwiększenie mocy pobieranej przez
skrawarki. Surowiec o wilgotności powyżej 60% powoduje konieczność odprowadzania
dużej ilości wody w czasie suszenia wiórów.
−
W razie stosowania rozdrobnionego surowca drzewnego (zrębki, wióry odpadowe,
trociny) istotny jest również stopień rozdrobnienia, określany na podstawie analizy
sitowej.
Płyty z cząstek roślin jednorocznych i kory drzew
Do produkcji płyt należących do grupy materiałów z cząstek lignocelulozowych
stosowane są – oprócz surowców drzewnych – zdrewniałe cząstki roślin jednorocznych,
a także inne surowce, jak kora drzew.
W Europie największe znaczenie praktyczne mają paździerze lniane i konopne, a w strefie
tropikalnej – bagassa, łodygi bawełny, juta. Prowadzone są badania nad wykorzystaniem do
produkcji płyt słomy zbóż, traw, trzciny, łodyg winorośli, łodyg kukurydzy, zdrewniałych
cząstek orzecha kokosowego, łusek ryżowych, łusek orzeszków ziemnych itp., a także kory
drzew iglastych i liściastych. Wykorzystanie tych odpadów lub produktów ubocznych do
wytwarzania płyt jest możliwe tylko w tym przypadku, gdy występują one na określonym
obszarze w dużej ilości, gdyż podstawowym czynnikiem decydującym o ich przydatności są –
oprócz aspektów technologicznych – względy transportu.
Przy przerobie tych surowców na płyty występują następujące różnice w stosunku do
przerobu drewna:
−
podaż jest okresowa, związana z określonym czasem ich zbioru, trwającym do kilku
miesięcy;
−
występują duże wahania jakości surowca, związane z różnymi warunkami wzrostu, zbioru
i składowania;
−
surowiec jest bardzo nieodporny na wilgoć i z tego powodu łatwo atakowany przez
grzyby i bakterie;
−
surowiec zawiera na ogół znaczny udział zanieczyszczeń mineralnych (piasek) oraz
składników nie zdrewniałych, utrudniających lub uniemożliwiających wytwarzanie płyt
(komórki miękiszowe, włókno, łyko itp.).
Z tego powodu różnice w technologii przerobu tych surowców na płyty, w porównaniu
z technologią płyt wiórowych, sprowadzają się przede wszystkim do:
−
zgromadzenia zapasu surowca do produkcji i właściwego zabezpieczenia go przed
deprecjacją;
−
starannego usunięcia zanieczyszczeń mineralnych oraz niezdrewniałych części roślin;
−
ewentualnego nadania zdrewniałym cząstkom roślin wymaganego kształtu i wymiarów.
Podstawowe właściwości płyt wykonanych z niektórych zdrewniałych cząstek roślin
jednorocznych i kory sosnowej w porównaniu z właściwościami płyt wiórowych
przedstawiono w tabeli.
[1, s. 251]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
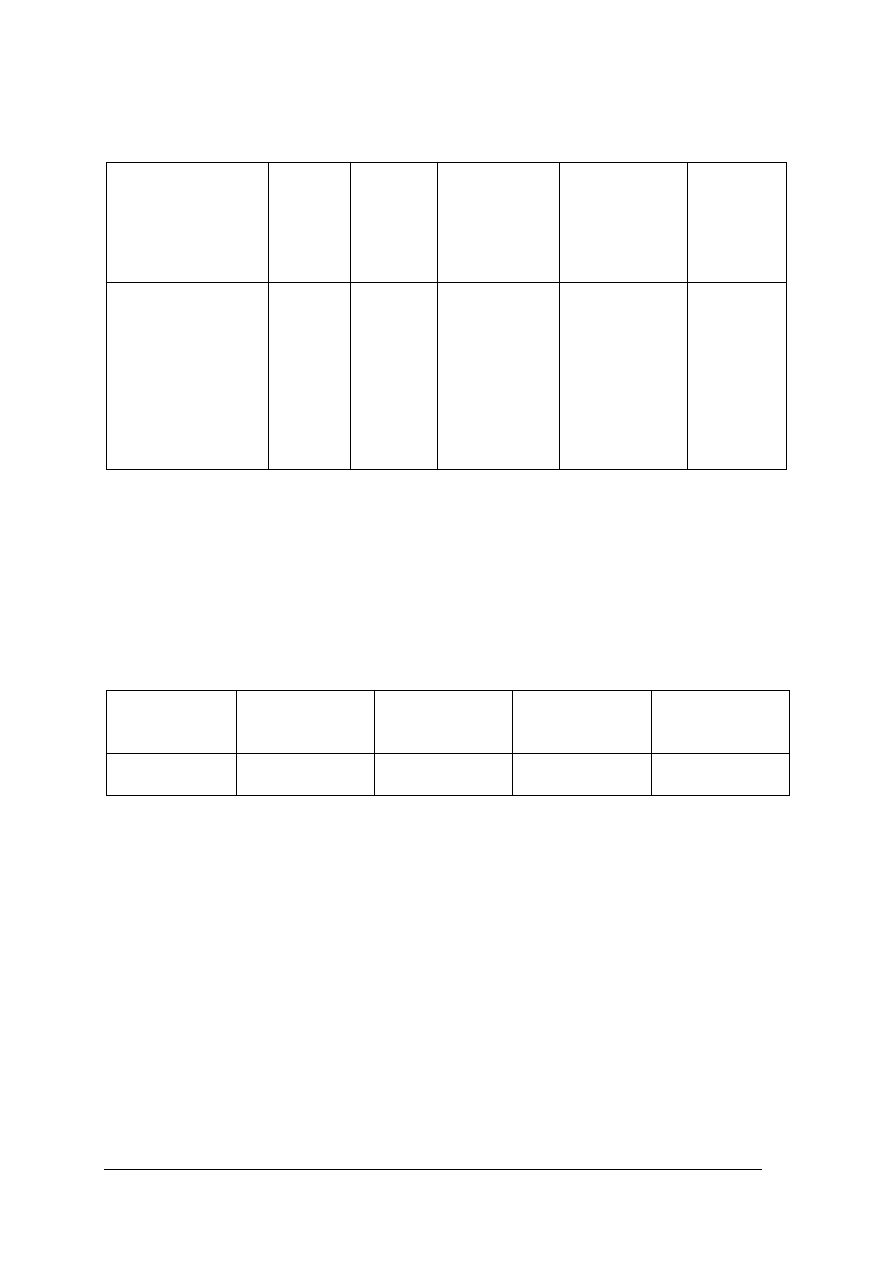
Tabela 1. Właściwości płyt jednowarstwowych ze zdrewniałych cząstek roślin jednorocznych
i kory drzew [1, s. 252]
Materiał
Grubość
płyty
[mm]
Gęstość
płyty
[kg/mm
3
]
Wytrzymałość
na zginanie
statyczne
[MPa]
Wytrzymałość
na rozciąganie w
kierunku
prostopadłym do
płaszczyzn
[MPa]
Spęcznienie
na grubość
po 2 h [%]
Paździerze lniane
Paździerze konopne
Bagassa
Juta
Łodygi bawełny
Słoma pszeniczna
Trawa alfa
Kora sosnowa
Wióry iglaste
19
19
19
19
16
16
16
18
600
610
610
600
640
620
750
750
650
19
17
22
15
20
30
20-22
6
19
0,50
0,50
0,65
0,55
0,55
0,45
0,50
0,50
0,40
6,5
8
6
11
11
3
6
6
Paździerze lniane i konopne
Paździerze są to zdrewniałe cząstki lignocelulozowe o wydłużonym kształcie, powstające
w roszarniach jako odpad przy przerobie łodyg lnu lub konopi. Paździerze lniane stanowią
około 37% masy roślin, a paździerze konopne – około 55% masy rośliny.
Skład chemiczny paździerzy lnianych i konopnych różni się w szerokich granicach
w zależności od odmiany, warunków i miejsca uprawy, czasu zbioru lnu i konopi oraz
warunków otrzymywania paździerzy.
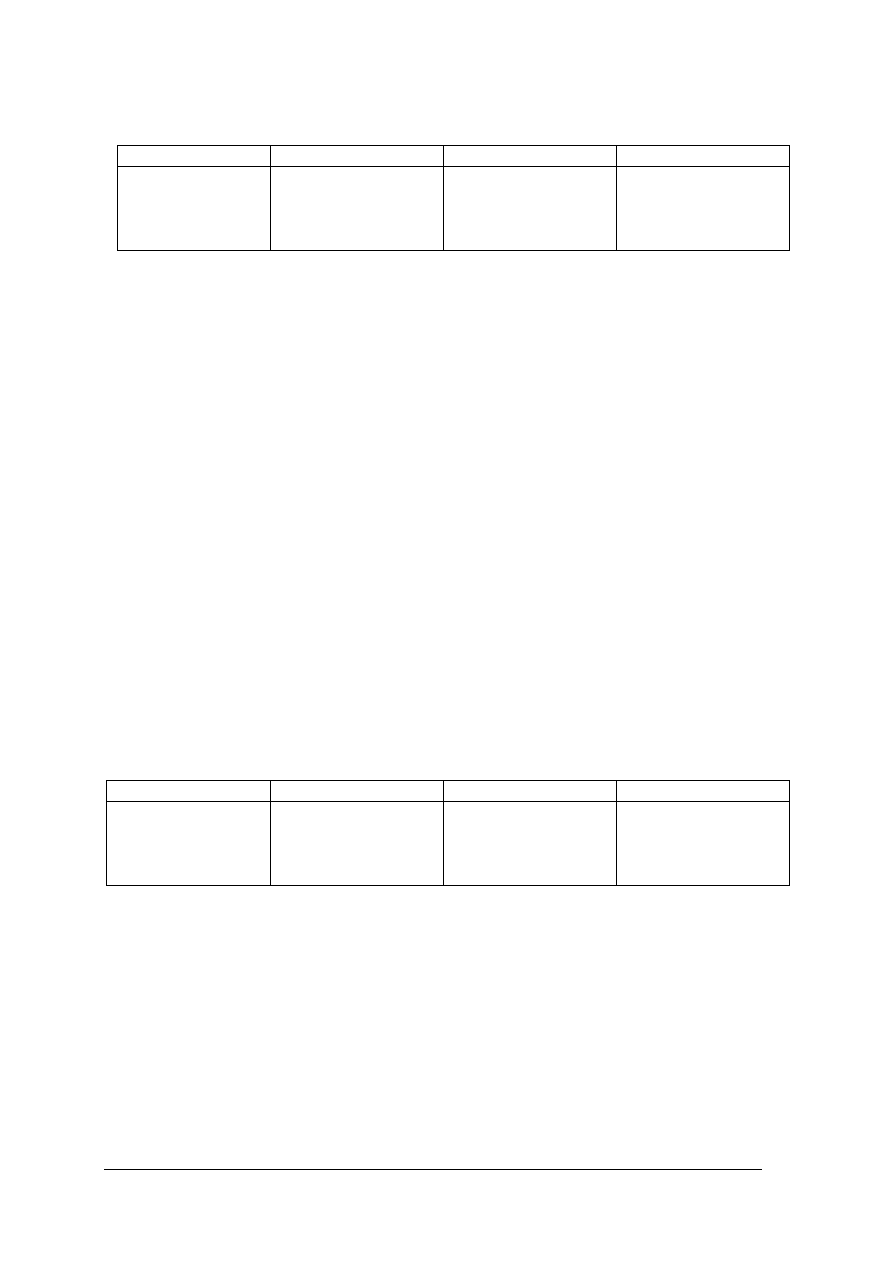
Tabela 2. Skład chemiczny paździerzy otrzymywanych w Polsce [1, s. 253]
Paździerze
Pentozany [%]
Celuloza [%]
Lignina [%]
Inne (pektyny,
popiół, woski)
[%]
Lniane
Konopne
21,3-30,1
17,0-24,7
35,7-47,1
40,4-51,7
23,8-29,6
22,1-30,1
4,8-15,2
3,4-8,5
Paździerze lniane mają długość 5-10 mm, szerokość 0,5-1 mm i nie wymagają rozdrobnienia,
natomiast paździerze konopne, pochodzące zwłaszcza z konopi rosnących w ciepłym klimacie
i mających większą średnicę łodyg, muszą być sortowane, a większe cząstki rozdrabniane
w młynach nożowych. [1, s. 252]
Bagassa jest to pozostałość łodyg trzciny cukrowej po wytłoczeniu z nich
i wyekstrahowaniu soku zawierającego cukier. W zależności od rodzaju i miejsca
występowania, łodygi trzciny cukrowej mają wysokość od 2 do 6 m i średnicę od 2 do 5 cm.
Udział substancji lignolelulozowej w łodydze trzciny cukrowej wynosi 13 – 18%, cukru
11 – 13%, a wody 70 – 75%. [1, s. 257]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Tabela 3. Skład chemiczny bagassy w porównaniu z drewnem [1, s. 257]
Składniki
Bagassa [%]
Buk [%]
Sosna [%]
Celuloza
Lignina
Pentozany
Inne
46-48
23-21
26
5
45
23
22
10
42
29
22
7
Juta jest rośliną występującą w całej strefie międzyzwrotnikowej. Po uprzednim roszeniu
wydobywa się z niej ręcznie włókno łykowe (jutę), używane do wyrobu worków, obić
tapicerskich itp. Po usunięciu włókien pozostają zdrewniałe części łodyg juty długości
2 - 4 m, które po raz pierwszy wykorzystano do produkcji płyt w Bangladeszu w 1965 r.
[1, s. 259]
Bawełna występuje w różnorodnych formach – od roślin zielonych do krzewów
i dochodzi do wysokości 2 m. Łodygi bawełny składają się z włókien łykowych, cząstek
zdrewniałych i rdzenia, przy czym udział tych części składowych jest różny, zależny od
warunków wzrostu bawełny. Udział włókien łykowych wynosi od 10 do 80% (średnio 30-
50%) i największy jest w górnej części rośliny. Natomiast udział części zdrewniałych jest
największy w dolnej części łodygi oraz korzeniach. [1, s. 260]
Na słomę jako potencjalny surowiec do produkcji płyt zwrócono uwagę już od dawna,
przy czym pod uwagę brano zarówno słomę zbóż (jęczmienia, owsa, pszenicy, żyta), jak
i słomę ryżową. Trudności wykorzystania słomy do wytwarzania płyt wynikają z jej budowy
anatomicznej. Na zewnętrznej części źdźbła znajduje się cienka warstewka tkanki
o właściwościach usztywniających roślinę, a jej powierzchnia pokryta jest woskiem
zabezpieczającym łodygę przed wchłanianiem wody. Ta hydrofobowa warstwa utrudnia
klejenie cząstek. Skład chemiczny słomy w porównaniu z drewnem wykazuje mniejszy udział
ligniny i celulozy, natomiast większy udział hemiceluloz, jak to pokazano przykładowo
w tabeli 4. [1, s. 260]
Tabela 4. Skład chemiczny słomy w porównaniu z drewnem [1, s. 261]
Rodzaj materiału
Celuloza [%]
Lignina [%]
Pentozany [%]
Słoma zbóż
Słoma ryżowa
Drewno bukowe
Drewno świerkowe
35-40
38
41
42
14-18
12
22
28
27-29
20
18
9
Kora składa się z dwóch zasadniczych warstw: łyka i tkanki korkowej. Łyko, stanowiące
warstwę wewnętrzną kory, jest zbudowane między innymi z włókien łykowych, spełniających
rolę elementu mechanicznego i wskutek znacznej wytrzymałości sprawiających trudności
przy rozdrabnianiu kory. Tkanka korkowa stanowiąca warstwę zewnętrzną kory składa się
z szeregu spłaszczonych płatów grubościennych komórek, oddzielonych od siebie warstwami
komórek cienkościennych. Ta część kory charakteryzuje się małą wytrzymałością (dużą
kruchością) i w procesie przygotowania cząstek z kory może ulegać daleko posuniętemu
rozdrobnieniu. Ponieważ tkanka korkowa stanowi u drzew dojrzałych przeważającą masę
kory, jej wytrzymałość stanowi graniczną wartość wytrzymałości płyt korkowych.
Udział kory zależy od gatunku i wieku drzew; w wieku rębności wynosi on w stosunku do
masy grubizny dla sosny 12%, dla świerka 10%, dla olchy 8 – 14%, dla buka 6 – 9%. Oprócz
niedużej ilości celulozy (ok. 20%) i dużej ilości ligniny (ok. 25 – 40%) w składzie
chemicznym kory występują garbniki, woski, pentozany, heksozany itp. [1, s. 262]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki produkt nazywamy tworzywem drzewnym?
2. Jaki jest cel wytwarzania tworzyw drzewnych?
3. W jaki sposób można sklasyfikować tworzywa drzewne?
4. Gdzie stosuje się tworzywa drzewne?
5. Co nazywamy surowcem lignocelulozowym?
6. Jakie rodzaje surowca stosuje się do produkcji tworzyw drzewnych i oklein?
7. Jakie wymagania jakościowe stawia się surowcom do produkcji tworzyw drzewnych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj tworzywa drzewne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek tworzyw drzewnych,
2) zapoznać się z zasadami klasyfikacji tworzyw,
3) dokonać podziału na odpowiednie grupy,
4) zanotować wyniki w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– karta ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Rozpoznaj i sklasyfikuj surowce do produkcji tworzyw drzewnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek surowców do produkcji tworzyw drzewnych,
2) zapoznać się z zasadami klasyfikacji i charakterystyką surowców,
3) dokonać podziału na odpowiednie grupy,
4) zanotować wyniki w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– karta ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 3
Określ zastosowanie tworzyw drzewnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek tworzyw drzewnych,
2) zapoznać się z literatura dotyczącą zastosowania tworzyw drzewnych,
3) określić właściwości podlegające ocenie podczas omawiania zastosowania,
4) scharakteryzować zalety i wady poszczególnych tworzyw,
5) przedstawić powyższe w formie opisowej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Scharakteryzuj jakość surowców drzewnych i niedrzewnych stosownych do produkcji
tworzyw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą jakości surowców drzewnych,
2) scharakteryzować wymagania jakim podlega surowiec drzewny,
3) określić dopuszczalne wady surowca,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 5
Scharakteryzuj rodzaje wiórów stosowanych do produkcji tworzyw drzewnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą klasyfikacji wymiarowej wiórów drzewnych,
2) scharakteryzować wymagania, jakie muszą spełniać wióry na poszczególne warstwy płyt
warstwowych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić jaki materiał nazwany jest tworzywem drzewnym?
¨ ¨
2) określić cel produktownia tworzyw drzewnych?
¨ ¨
3) sklasyfikować tworzywa drzewne?
¨ ¨
4) wymienić zastosowania tworzyw drzewnych?
¨ ¨
5) wyjaśnić, co nazywamy surowcem lignocelulozowym?
¨ ¨
6) scharakteryzować surowiec do produkcji tworzyw drzewnych i olein?
¨ ¨
7) określić wymagania jakościowe stawiane surowcom drzewnym?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Okleiny
4.2.1. Materiał nauczania
Okleiny są to cienkie arkusze drewna (płaty) nazywane fornirami – przeznaczone do
okleinowania (fornirowania) powierzchni wyrobów w celu ich uszlachetnienia.
Ze względu na różne metody pozyskiwania oklein rozróżnia się forniry płasko skrawane, oraz
forniry łuszczone, otrzymywane przez skrawanie obwodowe, przeznaczone głównie do
produkcji obłogów. [5, s. 158]
Dla potrzeb meblarstwa produkuje się przede wszystkim okleiny płasko skrawane, które
stanowią ok. 99% ogólnej produkcji oklein. Metoda płaskiego skrawania zapewnia
pozyskanie arkuszy oklein o podobnym rysunku drewna.
Surowiec drzewny
Okleiny pozyskuje się z drewna o wysokich walorach estetycznych, dużej twardości
i odporności na uszkodzenia mechaniczne, głównie drewno okrągłe (dłużyce, kłody,
wyrzynki).
Najlepszym surowcem drzewnym przeznaczonym do produkcji oklein są takie gatunki
drewna, jak: dąb, jesion, jawor, klon, brzoza, buk, wiąz, grusza, wiśnia, modrzew, sosna.
Duży jest również udział drewna gatunków egzotycznych.
W zależności od rodzaju drewna i sposobu skrawania ora rysunku słojów rocznych w arkuszu
forniru rozróżnia się cztery typy oklein:
−
promieniowe,
−
półpromieniowe,
−
styczne (warstwowe),
−
styczno-czołowe (wzorzyste).
Najbardziej cennymi okleinami w meblarstwie są okleiny styczne, mają one ładny rysunek
drewna w wyniku stożkowego układu słojów rocznych.
Niektóre rodzaje oklein rozróżnia się ponadto według ich obróbki, jako okleiny:
nietrasowane, oznaczone symbolem N (mają tylko wyrównane boki), trasowane oznaczone
symbolem T (z wyciętymi miejscami o niedopuszczalnym nasileniu wad) oraz składane
w formatki (dobierane wg rysunku i łączone na styk lub nie). [5, s. 160]
Wymiary oklein
Okleiny produkuje się w następujących wymiarach grubości: 0,4 – 1,0 mm
z dopuszczalną tolerancją ±0,05.
Szerokość stopniuje się co 1 cm, a długość – 10 cm. Wymagania wymiarów są zawarte
w Polskiej Normie PN-85/D-97001
Klasyfikacja jakościowa oklein
Okleiny dzielą się na trzy klasy jakości tj. I, II i III. Podstawą klasyfikacji jakościowej
oklein jest jakość drewna – jego rysunek, zabarwienie oraz wartość techniczno-użytkowe
pozyskanego forniru okleinowego. Zależność od rodzaju i ilości występujących wad drewna,
klasyfikacja poszczególnych arkuszy pozwala wyselekcjonować odpowiednie klasy jakości
zgodnie z ustaleniami, określonymi w normie przedmiotowej na okleiny i obłogi.
W klasie I dopuszcza się zdrowe sęki o średnicy do 3 mm bez ograniczeń oraz dwa sęki na
1 m średnicy do 5 mm, skręt włókien do 3 cm/m, pęknięcie na końcach płatu do 5 cm inne
wady są niedopuszczalne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
W klasie II mogą być dwa sęki o średnicy do 15 mm na 1 m, dwa sęki ciemne średnicy do 10
mm na 1 m, nieliczne duże chodniki owadzie, pęknięcia na końcach do 10 cm, nieznaczne
rysy i plamy pleśniowe, zgnilizna twarda do 1/10 długości na końcu płatu.
W klasie III dopuszcza się trzy sęki zdrowe średnicy do 40 mm na 1 m, trzy sęki ciemne
średnicy do 20 mm na 1 m, jeden sęk wypadający średnicy do 20 mm na 1 m, pęknięcia do 10
cm, zgniliznę twardą do 1/5 długości płata, zmarszczenia i inne wady. Szczegółowe
wymagania są zawarte w Polskiej Normie PN-85/D-97002.
Tabela 5. Ważniejsze wady oklein skrawnych obwodowo, przyczyny ich powstawania
i sposoby usuwania [6, s. 60]
Rodzaj wady
Przyczyny
Sposoby usuwania
Grubość forniru wzrasta lub
maleje w kierunku wzdłuż
włókien
−
nóż o krawędzi ostrza
nieprostoliniowej lub złe
ustawienie wzajemne
noża i listwy dociskowej
−
naostrzyć prawidłowo nóż
−
wyregulować szczelinę
skrawania
Wypukłe rysy na fornirze
−
wyszczerbiony nóż lub
listwa dociskowa
−
przeszlifować nóż lub listę
dociskową
Wklęsłe rysy na fornirze
−
zanieczyszczona szczelina
skrawania
−
oczyścić szczelinę
skrawania
Nieregularny rozrzut
grubości
−
nóż stępiony
−
kąt przyłożenia noża za
duży lub za mały
−
brak docisku listwy
dociskowej
−
naostrzyć nóż
−
ustawić prawidłowo nóż
−
ustawić właściwie listwę
dociskową
Pęknięcia na zewnętrznej
stronie forniru
−
za duży docisk listwy
dociskowej
−
wyregulować ustawienia
listwy
Pęknięcia na stronie
wewnętrznej
(przyrdzeniowej) forniru
−
za słabe zmiękczenie
drewna
−
poddać drewno ponownej
obróbce hydrotermicznej
Powierzchnia forniru
mechowata
−
złe uplastycznienie
drewna
−
skrócić czas parzenia
drewna lub obniżyć
temperaturę
Tabela 6. Typy oklein [3, s. 97]
Typy oklein
nazwa
symbol
Rysunek drewna
Zwykły
Zw
Niezróżnicowany przebieg słojów rocznych bez
kontrastowego zabarwienia, z wyjątkiem różnicy
zabarwienia między bielem i twardzielą
Warstwowy ze
skrawania
stycznego
Ws
Wyraźnie widoczny, urozmaicony, wynikający
z ukośnego przecięcia przyrostów rocznych
Błyszczowy
Bł
Jak typ Zw, wzbogacony wzdłużnie, poprzecznie lub
ukośnie przebiegającymi liniami i pasami
z przecięcia promieni rdzeniowych
Pasiasty
Ps
Prostoliniowe, regularne wzdłużnie przebiegające,
ciemniejsze i jaśniejsze pasy, równomierne
szerokości i o kontrastowym odcieniu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Półwzorzysty
Pwz
Parabolicznie lub eliptycznie przebiegające krzywe
(wskutek przecięcia słojów rocznych) pokrywające
część płata o wyraźnym zróżnicowanym zabarwieniu
lub kontrastowym odcieniu wczesnych i późnych
części przyrostów rocznych drewna albo falisty
przebieg słojów rocznych lub poprzeczne prążki
równomiernej szerokości
Wzorzysty
Wz
Zespoły krzywoliniowych pasm zamkniętych lub
otwartych pochodzących z przecięcia nieregularnie
układających się słojów lub zgrupowania małych
sęczków i pączków śpiących; charakteryzuje się
zróżnicowanym kontrastowym zabarwieniem i
połyskiem pokrywającym cały płat okleiny
Kwiecisty
Kw
Regularnie lub nieregularnie rozmieszczone
zgrupowania bardzo wzorzyste lub o zmiennym
połysku
Piramidalny
Pr
Równomiernie oddalone od siebie linie
hiperboliczne, przetkane warstwami drewna o
różnym zabarwieniu i połysku; rysunek drewna
przypomina układ żeber
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest okleina?
2. Jakie są typy oklein?
3. Jakie jest zastosowanie okleiny w przemyśle drzewnym?
4. Jakie są sposoby pozyskiwania oklein?
5. Które gatunki drewna są najlepszym surowcem do produkcji oklein?
6. Co jest podstawą klasyfikacji oklein i jakie są dopuszczalne wady w danej klasie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz surowiec stosowany do produkcji oklein.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) określić dopuszczalne wady surowca,
3) dokonać podziału surowca na odpowiednie grupy,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 2
Dokonaj klasyfikacji jakościowej oklein na podstawie próbek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować arkusze oklein,
3) dokonać oceny ilościowej i jakościowej wad na arkuszach okleiny,
4) zanotować wyniki obserwacji,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusze okleiny,
−
przymiar liniowy
– przybory do pisania,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić co nazywamy okleiną?
¨ ¨
2) przedstawić typy oklein?
¨ ¨
3) wyjaśnić zastosowanie oklein w przemyśle drzewnym?
¨ ¨
4) przedstawić sposoby pozyskiwania oklein?
¨ ¨
5) scharakteryzować gatunki drewna stosowane do produkcji oklein?
¨ ¨
6) sklasyfikować okleiny?
¨ ¨
7) wymienić dopuszczalne wady w danej klasie okleiny?
¨ ¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Charakterystyka tworzyw drzewnych - sklejka
4.3.1. Materiał nauczania
Sklejka jest płytą warstwową sklejoną z nieparzystej liczby arkuszy forniru. Zasadniczą
cechą sklejek jest to, że kierunek przebiegu włókien w sąsiednich arkuszach forniru jest
wzajemnie prostopadły, a układ fornirów jest symetryczny względem arkusza stanowiącego
środek sklejki. (PN-EN 313-2)
Rys. 1. Schemat ułożenia fornirów w sklejce [5, s. 163]
Z konieczności zachowania symetrii wynika, że sklejka powinna się składać
z nieparzystej liczby arkuszy (co najmniej trzech) oraz, że arkusze znajdujące się
w jednakowej odległości w górę lub w dół od arkusza środkowego powinny być z tego
samego gatunku drewna, tej samej grubości i o takim samym przebiegu włókien. Z tej zasady
symetryczności wynika fakt, że obłogi, czyli zewnętrzne arkusze forniru w sklejce, mają
wzajemnie równoległy przebieg włókien. W przeciwnym razie sklejka jest podatna na
paczenie się.
Jako zalety sklejki wymienia się:
−
wyrównanie właściwości mechanicznych wzdłuż i w poprzek arkusza,
−
wyrównanie i polepszenie właściwości fizycznych, takich jak kurczliwość, nasiąkliwość,
pęcznienie,
−
znaczna wytrzymałość przy niewielkich grubościach,
−
duże wymiary arkuszy,
−
zredukowanie lub wyeliminowanie pęknięć powodowanych zmianami wilgotności,
−
możliwość stosunkowo łatwego zginania (profilowania).
Surowiec sklejkowy
Sklejka jest materiałem konstrukcyjnym, więc surowiec na sklejkę powinien się dobrze
skrawać, drewno na sklejkę ma większe średnice niż do przerobu tartacznego. Na sklejkę
przerabia się głównie olchę, brzozę, buk i sosnę. Przerabia się również drewno sklejkowe
egzotyczne takich gatunków jak: okoume, khaja, tiama.
Podział sklejek
Ze względu na rodzaj surowca drzewnego sklejki dzieli się na iglaste, liściaste
i egzotyczne.
Zależnie od zastosowania sklejka może być przeznaczenia ogólnego, stosowana
w stolarstwie i budownictwie oraz sklejka o przeznaczeniu specjalnym: lotnicza, szkutnicza,
techniczna, szalunkowa, okleinowana.
Ze względu na technologię sklejki dzieli się suchoklejoną i mokroklejoną.
Ze względu na grubość sklejka może być cienka – do 6 mm i gruba – powyżej 6 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Klasyfikacja
1. ze względu na budowę
−
z forniru
−
o środku wykonanym z drewna (płyta stolarska listewkowa i fornirowa)
−
różnowarstwowa
2. ze względu na postać i kształt
−
płaska
−
profilowana
3. ze względu na trwałość
−
do użytkowania w warunkach suchych
−
do użytkowania w warunkach wilgotnych
−
do użytkowania w warrunkach zewnętrznych
4. ze względu na wykończenie powierzchni
−
nieszlifowana
−
szlifowana
−
wstępnie wykończona
−
z okładzinami (oklejana, okleinowana)
5. ze względu na właściwości mechaniczne
6. ze względu na wygląd powierzchni
7. ze względu na eksploatacyjne wymagania użytkowe
(PN-EN 313-1)
Klasy jakości
−
A,
−
B,
−
BB,
−
BBB.
Klasa A obejmuje sklejkę najlepszej jakości, natomiast klasa BBB najgorszej.
Proces technologiczny wytwarzania sklejki
Pierwszym etapem jest składowanie i konserwacja surowca. Są trzy sposoby
magazynowania drewna:
−
składowanie w wodzie
−
składowanie na lądzie ze zraszaniem
−
suche składowanie na lądzie (więcej informacji na ten temat zawarte jest w module
„Dostawa i odbiór drewna okrągłego” 311[32].Z1.01).
Następną operacją jest manipulacja wyrzynków do skrawania. Dąży się do manipulacji
wyrzynków o długości największej, jaką można skrawać. Dopiero występujące wady (sęki
i krzywizny), zmuszają do wycinania wyrzynków o innych, mniejszych długościach.
Kolejną czynnością jest obróbka hydrotermiczna. Ma ona na celu zmiękczenie drewna.
Obróbkę hydrotermiczną przeprowadza się dwoma sposobami: pod działaniem gorącej wody
(warzenie) lub pod działaniem pary nasyconej (parzenie). Stosuje się też łączenie tych dwóch
sposobów. Parzenie najczęściej przeprowadza się w dołach parzelnianych, rzadziej
w komorach lub autoklawach. Ważne jest, aby para zawsze była nasycona. Para wychodząca
z kotła ma zawsze temperaturę powyżej 100 ºC, jednak z chwilą zetknięcia się z drewnem, jej
temperatura wynosi już 90 – 100 ºC. Temperatura wody stosowanej w dołach warzelnianych
zawiera się zwykle w granicach 70 – 80 ºC.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Kolejną czynnością jest korowanie, które ma na celu głównie oczyszczenie wyrzynków,
gdyż w korze znajduje się wiele zanieczyszczeń. Korowanie wykonuje się ręcznie lub
maszynowo. Po korowaniu wyrzynek jest podawany dalej, gdzie następuje jego skrawanie.
Skrawanie odbywa się na skrawarkach obwodowych. Grubość łuszczonych fornirów
najczęściej wynoszą 0,5 – 3,5 mm. Forniry po wyprodukowaniu mają wilgotność 30 – 110%.
Uzyskane forniry dalej się suszy zwykle do wilgotności 6 – 12%. Temperatura suszenia
fornirów wynosi 110 – 140º C w suszarniach starszych. W nowszych zwykle do 180º C,
nawet do 300º C. Czas suszenia wynosi od kilku do 20 minut. Względna wilgotność
powietrza powinna wynosić 10 – 25% zależnie od warunków suszenia. Stosowane prędkości
przepływu powietrza wynoszą 1,5 – 3 m/s. Rozróżnia się suszarnie do arkuszy i suszarnie do
taśm forniru. Do suszenia fornirów stosowane są suszarnie rolkowe i taśmowe. Po
wysuszeniu forniry poddaje się klimatyzacji. Zabieg ten ma na celu wyrównanie:
−
wilgotności wewnątrz arkuszy i pomiędzy arkuszami forniru,
−
naprężeń wewnętrznych,
−
sfałdowań powstałych w wyniku suszenia.
Czas klimatyzacji forniru do produkcji sklejki zależy od wilgotności po suszeniu i jej
rozrzutu oraz od wymaganej wilgotności końcowej zależnej od przeznaczenia. Wymagana
wilgotność oklein wynosi 15 - 18%. Okleiny wilgotniejsze mogą pleśnieć, suchsze zaś łatwo
pękają przy wszelkich operacjach transportowych i technologicznych.
Spajanie pasm forniru w arkusze
W celu najpełniejszego wykorzystania surowca, pasma forniru skleja się aby uzyskać
pełnowymiarowe arkusze. Opłaca się sklejać pasma o szerokości nie mniejszej niż 15 cm,
łączy się je na styk lub na zakładkę. Pasma łączy się w urządzeniach mechanicznych tzw.
„spajarkach”. Arkusze forniru powstałe ze sklejenia pasm przeznacza się na środki sklejek.
Naprawianie arkuszy
Sklejenie większych pęknięć, stosuje się aby zabezpieczyć arkusze przed całkowitym
rozdarciem lub przed rozsunięciem się pękniętych brzegów podczas prasowania.
Pęknięcia naprawia się zwykle przez naklejanie pasków papieru, zszycie nicią, lub zszywkami
metalowymi. Zaprawianie sęków i otworów polega na wycięciu otworu większego niż sęk
i wklejeniu w ten otwór gotowej wstawki wyciętej z forniru.
Formowanie wsadu
Kolejną operacją w procesie technologicznym sklejek jest formowanie wsadów, które
polega na doborze odpowiedniej liczby arkuszy o właściwej jakości i grubości
i odpowiedniego ich złożenia. Arkusze stanowiące środek sklejki są zawsze gorszej jakości
i możliwie najgrubsze. Natomiast arkusze forniru stanowiącego obłogi powinny być jak
najlepsze i możliwie najcieńsze. Normy dopuszczają zróżnicowanie jakości obłogów lewego
i prawego o jedną lub dwie klasy. Kompletowanie wsadów polega na dobieraniu arkuszy
stanowiących środki, arkuszy obłogów i odpowiednim ich ułożeniu. Arkusze układa się na
osobnych paletach tak, jak w gotowej sklejce. Powinien być zachowany właściwy przebieg
włókien w poszczególnych fornirach i symetria względem środka.
Nakładanie kleju
Wykonuje się na specjalnych urządzeniach z walcami nazywanych nakładarkami kleju.
Stosuje się nakładarki dwu- lub czterowalcowe. Klej nanosi się na obie powierzchnie forniru
w ten sposób, że fornir zanurza się w wannie z klejem i nabiera na wierzch pewną ilość kleju.
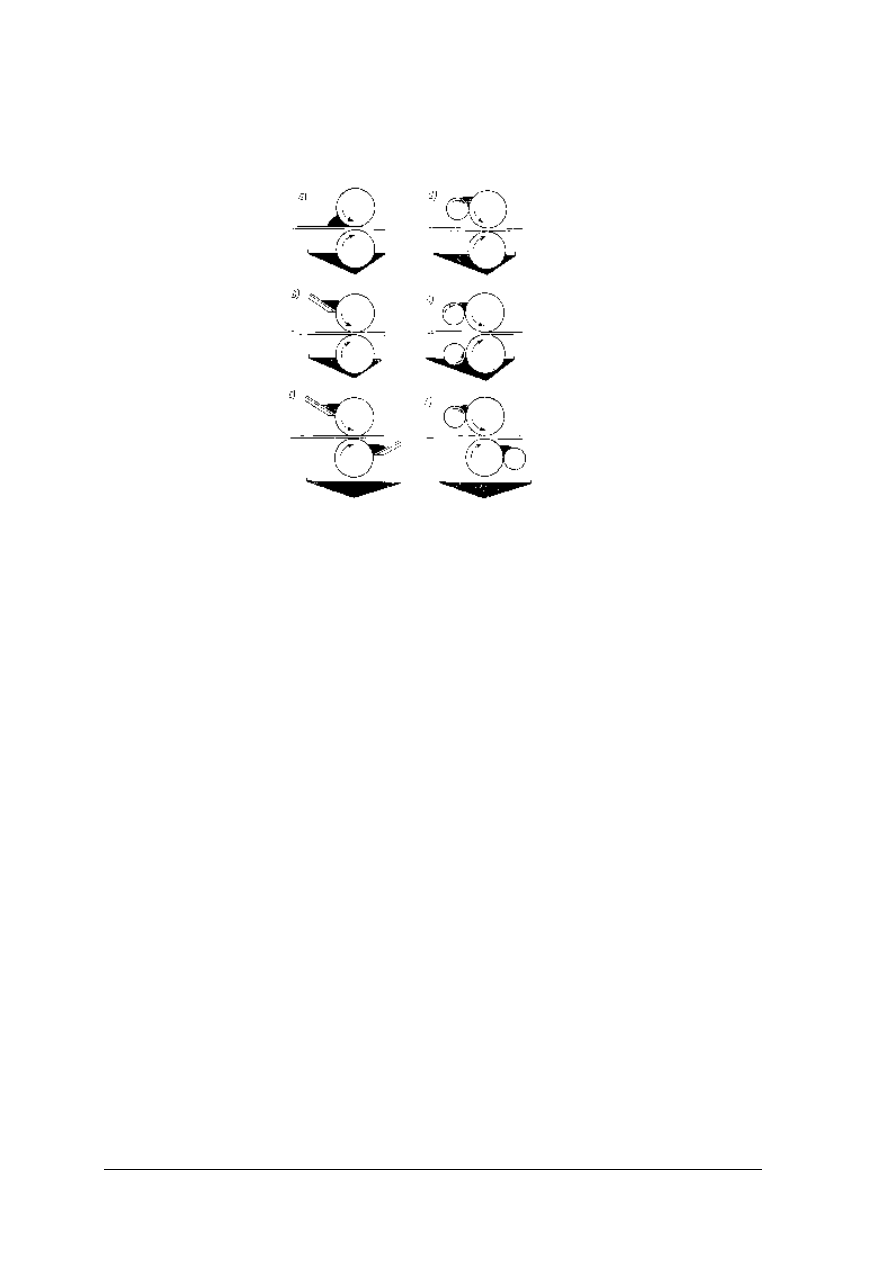
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
W trakcie przechodzenia pomiędzy walcami, klej zostaje rozprowadzony równomiernie po
całej powierzchni forniru. Wielkość naniesienia reguluje nacisk walców. [6, s. 87]
Rys. 2 Schemat obustronnego nanoszenia kleju na fornir: a)bez dotatkowego wyposażenia, b) z górna listwą
dozującą, c) z górną i dolną listwa dozującą, d) z górną rolką dozującą, e) z górną i dolną rolką dozującą,
umieszczonymi z jednej strony walców, f ) z górną i dolną rolką dozującą, umieszczonymi po obu stronach
walców. [6, s. 88]
Prasowanie
Po naniesieniu kleju następuje sprasowanie, odbywa się to w prasach wielopółkowych.
Prasowanie może odbywać się na zimno lub na gorąco. Na prasowanie sklejek mają wpływ:
ciśnienie, temperatura i czas prasowania. Każdy z tych czynników odgrywa swoją istotną
rolę, a właściwe dobranie ich wartości decyduje o pozytywnym wyniku prasowania. Ciśnienie
prasowania ma na celu wyrównanie pofałdowań arkuszy forniru i zbliżenie ich do siebie na
taką odległość, aby mogła powstać właściwa spoina. Ponadto dociśnięcie wzajemne arkuszy
forniru i zagęszczenie elementów ich budowy na skutek wywieranego nadciśnienia ułatwia
przewodzenie ciepła. Na ogół stosuje się ciśnienie 1,4 – 2,0 MPa. Ciśnienie za niskie nie daje
dobrego wzajemnego docisku fornirów i stąd niedostateczne sklejanie. Ciśnienie zbyt
wysokie powoduje sprasowanie sklejki do mniejszej grubości. W sprasowanej sklejce,
nagrzanej do wysokiej temperatury znajduje się para wodna pod ciśnieniem. Otworzenie
gwałtowne półek prasy może spowodować rozerwanie (rozwarstwienie) arkusza sklejki.
Natomiast redukowanie ciśnienia powoli, pozwala na częściowe odprowadzenie pary na
zewnątrz przy zmniejszającym się ciśnieniu i złagodzenie naprężeń w spoinach sklejki.
Ciśnienie prasowania dobiera się zależnie od rodzaju drewna. Drewno twarde prasuje się pod
większym ciśnieniem.
Temperatura
podczas
prasowania
powoduje
uplastycznienie
drewna,
umożliwia
przemieszczanie ciepła w głąb wsadu, co jest konieczne dla przeprowadzenia reakcji
utwardzania kleju i dla odparowania nadmiaru wody. W praktyce stosuje się następujące
temperatury:
−
dla klejów mocznikowych 90 – 135ºC
−
dla klejów fenolowych 140 – 155ºC
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
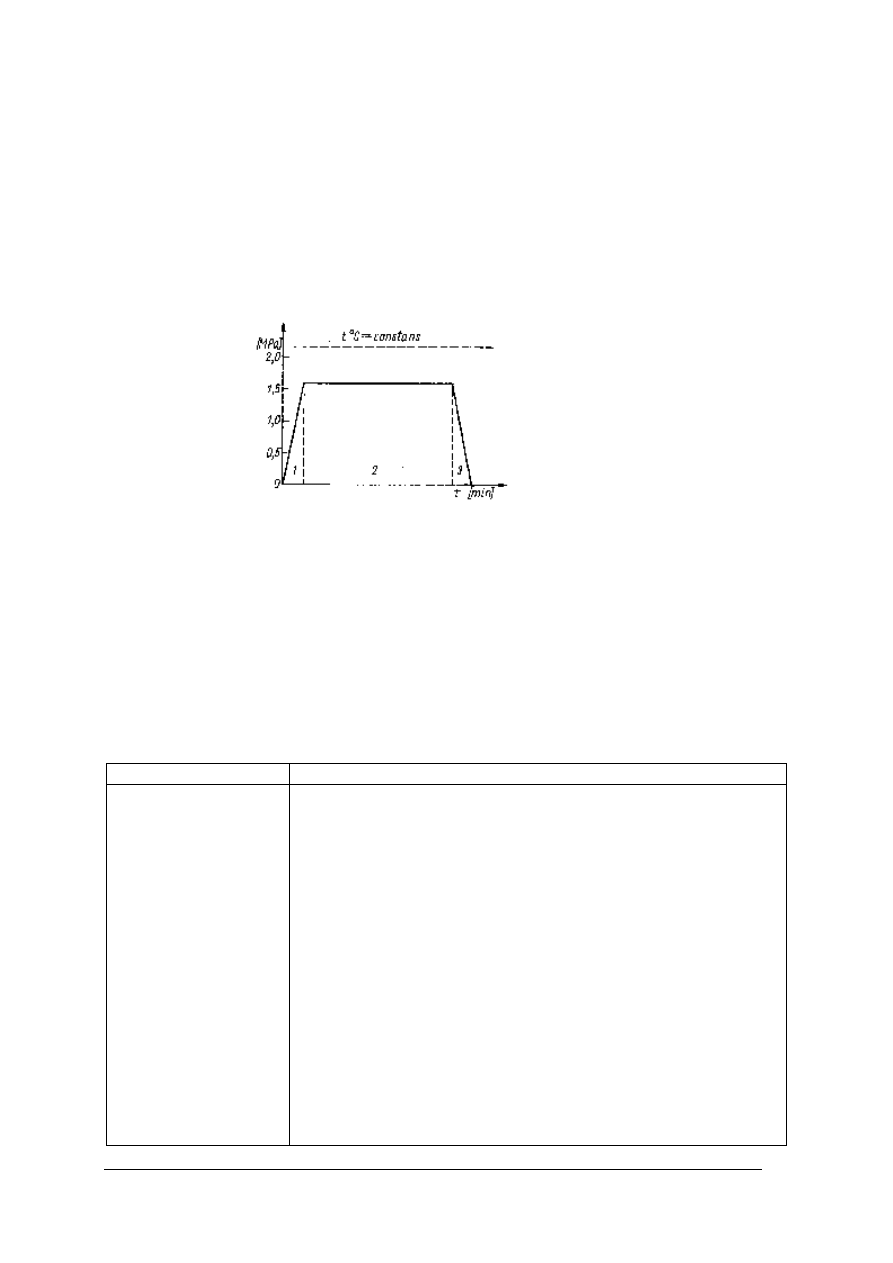
Czas prasowania sklejki
Na czas prasowania składa się: czas załadunku i wyładunku wsadu, czas manipulacji
prasą oraz czas zasadniczego prasowania. Czas prasowania sklejki zależy od jej grubości.
Powinien on zapewnić:
−
przegrzanie wsadu tak, aby w najbardziej oddalonych od płyt grzejnych spoinach uzyskać
temperaturę odpowiednią dla przebiegu utwardzania kleju,
−
utwardzenie kleju w takim stopniu, aby spoina gwarantowała trwałość sklejenia,
−
odparowanie nadmiaru wody lub innego rozpuszczalnika doprowadzonego do wnętrza
wsadu wraz z klejem.
Rys.3. Schemat prasowania sklejki brzozowej: 1) zamykanie prasy, 2) prasowanie wsadu,
3) otwieranie prasy [6, s. 97]
Po prasowaniu następuje obrzynanie, zwane inaczej formatyzowaniem. Obróbka ta ma na
celu nadanie arkuszom sklejki ostatecznego formatu. Wykonuje się je na tarczówkach.
Ostatnią operacją jest szlifowanie. Wykonywane jest na szlifierkach walcowych lub na
nowszych szlifierkach taśmowych. Szlifowanie ma na celu nadanie gładkości powierzchni
z równoczesnym kalibrowaniem tzn. z ostatecznym ustaleniem grubości płyt. Po czym sklejki
sortuje się według: grubości, formatu arkusza, układu włókien w obłogach, typu sklejki
rodzaju drewna, klasy jakości.
Tabela 7. Wady klejenia i przyczyny ich powstawania [6, s. 96]
Rodzaj wady
Przyczyny
Słaba spoina
Pęcherze
Przebicia klejowe
Pęknięcia,
zakładki-
wtłoczenia,
zabrudzenia
Za
duża
wilgotność
sklejki
Niejednakowa grubość
arkuszy forniru
−
zły klej (np. przeterminowany), złe przygotowanie kleju, zbyt
długie przetrzymywanie kleju z utwardzaczem
−
zbyt
wilgotny
fornir,
za
szybkie
otwieranie
prasy,
nierównomierne
nagrzewanie
wsadu,
nierównomierne
nałożenie kleju (za dużo lub brak kleju)
−
źle dobrany klej (za rzadki), wady forniru
−
powstaje
na
skutek
nieuważnego,
niewłaściwego,
nieprawidłowego obchodzenia się z wkładem, pęknięcia mogą
być skutkiem przesuszenia i pofałdowania forniru
−
błędy
i
niedopatrzenia w poprzedzających operacjach
technologicznych, na przykład źle wysuszony fornir
−
fornir o niewłaściwej grubości, wady prasowania – jeśli
występuje sporadycznie, wady prasy – jeśli np. wszystkie
z jednej półki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Właściwości fizyczne i mechaniczne
Sklejka w przeciwieństwie do drewna jako tworzywo o strukturze bardziej jednorodnej
wykazuje wyrównane właściwości fizyczne i mechaniczne wzdłuż włókien i w poprzek
włókien arkusz. Wyrównane właściwości fizyczne sklejki (np. kurczliwość i pęcznienie)
chronią ją nawet przy zmianach wilgotności przed powstawaniem pęknięć, towarzyszących
procesowi wysychania drewna.
Korzystny układ przeciwległych włókien drzewnych w poszczególnych płatach fornirów
sklejki, zapewnia jej duże właściwości mechaniczne nawet mimo małych wymiarów
grubości. Te właściwości sklejki wyraźnie zaznaczają się przy próbach jej wytrzymałości na
rozciąganie. W przeciwieństwie do drewna którego wytrzymałość na rozciąganie w poprzek
włókien jest 30-krotnie mniejsza od wytrzymałości na rozciąganie wzdłuż włókien, sklejka
ma prawie jednakowy wskaźnik wytrzymałości we wszystkich kierunkach. Badania
właściwości techniczno-użytkowych sklejki ze względu na jej odporność na wodę wykazują,
że sklejka suchotrwała zachowuje cechy dobrego sklejania przy zastosowaniu jej
w warunkach suchych o wilgotności względnej do 75%; sklejka półwodoodporna – wykazuje
cechy dobrego sklejania przy wilgotności względnej powietrza do 90%, zaś sklejka
wodoodporna zachowuje swoje cechy nie ulegając zmianom w powietrzu o dowolnie
wysokiej wilgotności względnej oraz w wodzie o temperaturze do 25 ºC. Omówione
właściwości zależą od następujących czynników: struktury rodzajowej użytego drewna,
grubości środka, rodzaju kleju, a także od właściwości obróbki wykończeniowej. [5, s. 166]
Podczas obróbki narzędziami skrawającymi sklejka zachowuje się podobnie jak drewno
lite tego samego rodzaju. Nie sprawia również trudności wzajemne sklejanie sklejek lub
sklejanie z innymi materiałami drzewnymi.
Zastosowanie:
−
meblarstwo (tylne ścianki mebli, dna szuflad i skrzyń tapczanów)
−
wyposażenie pomieszczeń (produkcja drzwi, okładziny ścienne
−
budownictwo (szalunki)
−
środki transportu (w produkcji taboru kolejowego, w przemyśle stoczniowym,
do produkcji kajaków, żaglówek, szybowców)
−
opakowania
Inne tworzywa z forniru
Lignofol jest tworzywem powstałym ze sklejenia na gorąco klejem wodoodpornym pod
ciśnienie 5-20 MPa, arkuszy lub skrawków forniru. Technologia lignofolu wywodzi się
z drewna warstwowego, jednakże w tym przypadku nie dopuszcza się żadnych wad surowca
(forniru). Grubość fornirów przeznaczonych na lignofol wynosi zazwyczaj 0,4-0,8 mm,
klejem stosowanym najczęściej jest żywica fenolowo-formaldehydowa.
Podział lignofolu:
Zależnie od wymiarów użytego forniru;
−
arkuszowy,
−
skrawkowy.
Zależnie od układu włókien;
−
równoległowłóknisty,
−
krzyżowowłóknisty,
−
gwiaździstowłóknisty.
Zależnie od sposobu wprowadzania kleju:
−
powlekany,
−
nasycany.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Zależnie od gatunku drewna:
−
bukowy
−
brzozowy
−
klonowy
−
mieszany
Zależnie od grubości:
−
cienki do 20 mm
−
gruby powyżej 20 mm
Proces technologiczny lignofolu i sklejki są bardzo podobne. Zasadnicze różnice to:
−
podsuszanie fornirów powleczonych klejem,
−
chłodzenie wsadu pod pełnym ciśnieniem,
−
inny układ fornirów niż w sklejce.
Zastosowanie
Lignofol produkuje się do z góry założonych celów, dlatego jego budowa jest złożona
tak, aby w danych warunkach jak najlepiej wykorzystać jego cechy. W lotnictwie wytwarza
się śmigła i inne elementy konstrukcyjne, w górnictwie – sortowniki. Ma również ze względu
na odporność na działanie pewnych odczynników zastosowanie w przemyśle chemicznym.
Lignofol można stosować wszędzie tam, gdzie są ciężkie warunki pracy, tj. gdzie występuje
kurz, piasek, woda – czynniki powodujące szybkie niszczenie części metalowych. Kurz
i piasek mogą się wbijać w jego powierzchnię i nie powodują zacierania się części, a woda nie
powoduje jego korozji.
Tabela 8. Właściwości fizyczne i mechaniczne lignofolu [6, s. 109]
Właściwości
Jednostki
Wartość
Gęstość
Wilgotność
Nasiąkliwość po 24 godzinach moczenia
Wytrzymałość na ściskanie
Wytrzymałość na zginanie statyczne
Udarność
Twardość wg. Brinella HB
[kg/m
3
]
[%]
[%]
[MPa]
[MPa]
[J/cm
2
]
[MPa]
1000-1200
4-8
poniżej 12
100
180
7,0
20-50
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki są zalety sklejki?
2. Jaki surowiec stosowany jest do produkcji sklejki?
3. Jakie są kryteria podziału sklejki?
4. Ile jest klas jakości sklejki?
5. Do jakiej wilgotności należy suszyć forniry po skrawaniu?
6. Jakie znasz rodzaje suszarni do forniru?
7. Na czym polega formowanie wsadu?
8. Jakie są wady klejenia sklejki i przyczyny ich powstawania?
9. Jakie znasz parametry prasowania sklejki?
10. Jakie znasz właściwości technologiczne sklejki?
11. Jakie jest zastosowanie sklejki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj schemat procesu technologicznego produkcji sklejki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą produkcji sklejki,
2) określić operacje i stanowiska robocze,
3) scharakteryzować wymagania stawiane poszczególnym urządzeniom w linii produkcyjnej,
4) przedstaw powyższe w formie graficznej i opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przyrządy kreślarskie,
– literatura z rozdziału 6.
Ćwiczenie 2
Oceń jakości sklejki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rodzajami wad klejenia i przyczynami ich powstawania,
2) określić rodzaj występujących wad,
3) określić przyczyny powstawania wad,
4) zanotować wyniki w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– arkusze sklejki,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Przeprowadź badanie właściwości sklejki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą wykonywania pomiarów badania sklejki,
2) przygotować kilka arkuszy i próbki sklejki,
3) sprawdzić wygląd zewnętrzny arkuszy sklejki,
4) sprawdzić wymiary i kształt,
5) oznaczyć gęstość,
6) oznaczyć wilgotność,
7) oznaczyć wytrzymałość na zginanie statyczne,
8) zamocować próbkę w maszynie wytrzymałościowej,
9) uruchomić maszynę,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
10) wykonać po trzy pomiary,
11) obliczyć wartość siły niszczącej,
12) zanotować wyniki,
13) porównać otrzymany wynik z podanym w normie,
14) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
zestaw arkuszy sklejki,
−
zestaw próbek sklejki,
−
wilgotnościomierz,
−
maszyna wytrzymałościowa,
−
przymiar liniowy,
−
kalkulator,
−
przybory do pisania,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić zalety sklejki?
¨ ¨
2) scharakteryzować surowiec stosowany do produkcji sklejki?
¨ ¨
3) przedstawić kryteria podziału sklejki?
¨ ¨
4) wymienić klasy jakości sklejki?
¨ ¨
5) wyjaśnić do jakiej wilgotności należy suszyć arkusze do produkcji sklejki?
¨ ¨
6) wymienić rodzaje suszarni używanych do suszenia forniru?
¨ ¨
7) przedstawić na czym polega formowanie wsadu?
¨ ¨
8) scharakteryzować wady klejenia i przyczyny ich powstawania?
¨ ¨
9) określić parametry prasowania sklejki?
¨ ¨
10) scharakteryzować właściwości technologiczne sklejki?
¨ ¨
11) określić zastosowanie sklejki?
¨ ¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4. Charakterystyka tworzyw drzewnych – płyta stolarska
4.4.1. Materiał nauczania
Płyty stolarskie podobnie jak sklejka, należą do najstarszych półfabrykatów, stosowanych
na elementy płytowe mebli. Jest to tworzywo płytowe złożone z grubej warstwy środkowej
oklejonej obustronnie pojedynczymi lub podwójnymi warstwami obłogu lub arkuszami płyt
pilśniowych. Obłogi mogą być pojedyncze, wtedy otrzymuje się płytę trzywarstwową lub
podwójne, wówczas pięciowarstwową.
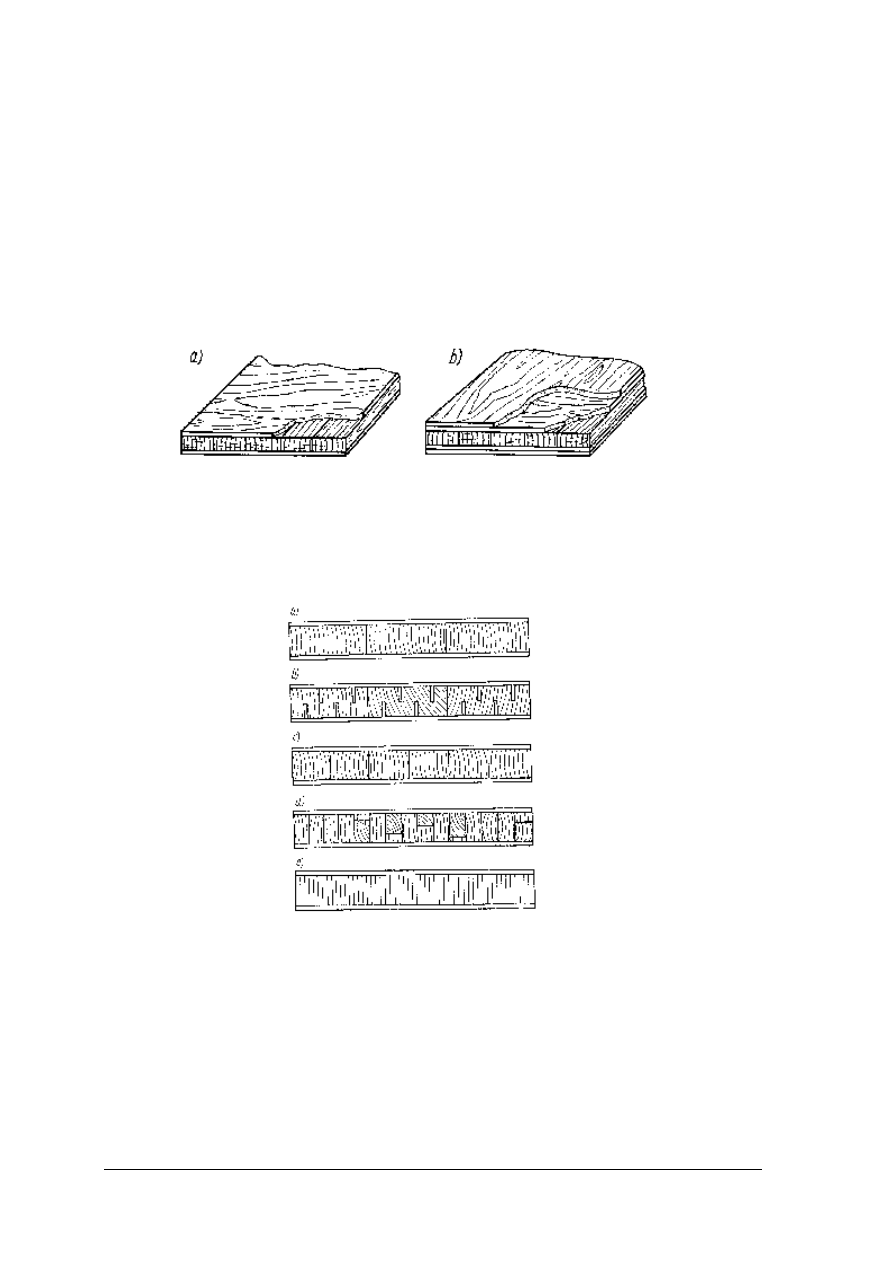
Rys. 3. Płyta stolarska pełna: a) trzywarstwowa, b) pięciowarstwowa [6, s. 127]
Ze względu na budowę płyty stolarskie dzieli się na płyty o środkach pełnych i pustakowe
nazwane inaczej komórkowymi.
Zależnie od budowy środka płyty pełne dzieli się na: deszczułkowe, listewkowe, fornirowe
i inne.
Rys. 4. Rodzaje płyt stolarskich: a) środek deszczułkowy, b) środek deszczułkowy nacinany, c) środek
listewkowy, d) środek wytwarzany systemem blokowym, e) środek z pasków forniru. [6, s. 128]
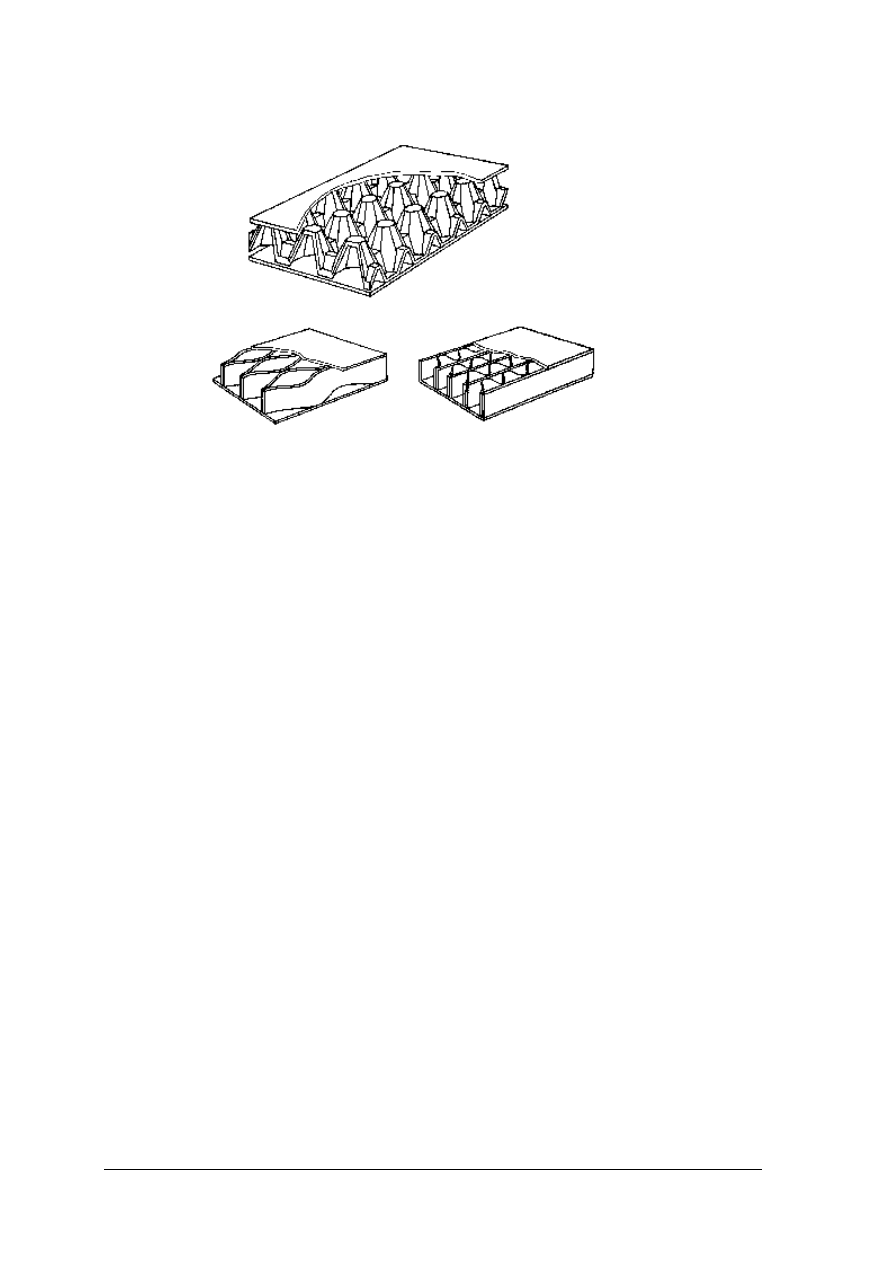
Płyty komórkowe mają środki zbudowane z tektury, z papieru wzmacnianego żywicami
syntetycznymi, szkłem wodnym, z pasków płyt pilśniowych lub fornirów, ewentualnie
z piankowych tworzyw sztucznych, np. polistyrenu. Ze względu na lekkość konstrukcji płyty
ze środkiem z korka, drewna balsy, specjalnych płyt pilśniowych porowatych itp. można
zaliczyć do płyt komórkowych. Ich gęstość może być mniejsza od 150 kg/m
3
, podczas gdy
płyty stolarskie ze środkami pełnymi mają gęstość dochodzącą do 700 kg/m
3
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 5. Rodzaje płyt stolarskich o środkach komórkowych. [6, s. 129]
Płyty stolarskie produkuje się grubości 12, 16, 18, 20, 22, 24, 28, 32, 35 mm. Płyty
stolarskie dzieli się na dwie klasy jakości I i II. O zaliczeniu do odpowiedniej klasy jakości
decydują wady występujące na powierzchni płyty. Należą do nich wady drewna i wady produkcji.
Stosuje się także podział uwzględniający rodzaj i gatunek drewna obłogów. [6, s. 130]
Płyty są materiałem konstrukcyjnym, którego budowa ma na celu ujednolicenie
wytrzymałości oraz zmniejszenie i wyrównanie kurczliwości i pęcznienia, a tym samym
ograniczenie możliwości paczenia się drewna.
Produkcja płyt stolarskich listewkowych
Surowcem wyjściowym do produkcji płyt stolarskich jest tarcica III-IV klasy. Do
manipulacji należy brać tylko tarcicę przesezonowaną tj. o wilgotności 20 do 25 %.
Wymanipulowaną tarcicę układa się na wózkach suszarnianych, wózek powinien być
wypełniony ściśle na całej szerokości. Właściwe ułożenie tarcicy na wózku suszarniowym
powinno zapewnić:
−
zabezpieczenie przed paczeniem i pękaniem
−
szybkie i równomierne suszenie tarcicy
−
możliwie największe wykorzystanie pojemności ładunku
Tarcicę należy układać w sztaple dwuczołowe pełne, kształt sztapla powinien być regularny
w postaci foremnego prostopadłościanu. Czoła tarcicy powinny być zrównane, aby nie
wystawała bokami lub czołami poza sztapel. Jeżeli układa się w sztaplu materiały tarte
o różnej długości, należy stosować wypełnianie na długości. Do przekładania warstw należy
używać przekładek 25×25 mm.
Przekładki powinny być ułożone:
−
prostopadle do długości komory,
−
równolegle do siebie,
−
w pionowych kolumnach jedna kolejno nad drugą.
Tak przygotowane wózki z tarcicą kierowane są do suszarni gdzie odbywa się ich suszenie
w suszarniach komorowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Prowadzenie procesu suszenia
Pierwszym etapem suszenia jest nagrzewanie i parowanie wstępne tarcicy.
W okresie nagrzewania i parowania wstępnego należy osiągać temperaturę o 5º C wyższą
w odniesieniu do temperatury w początkowej fazie suszenia. Nagrzewanie przeprowadza się
przy możliwie najwyższej wilgotności powietrza. Dla tarcicy o wilgotności powyżej 25%
należy utrzymywać względną wilgotność powietrza rzędu 90-95%. Dla tarcicy o wilgotności
poniżej 25% należy utrzymywać względną wilgotność powietrza rzędu 80-85%. Czas
nagrzewania i parowania wstępnego powinien wynosić:
−
dla tarcicy iglastej 0,5 godz. na każdy 1cm grubości tarcicy,
−
dla tarcicy liściastej 1 godz. na każdy 1 cm grubości tarcicy
.
Drugi etap to okres właściwego suszenia.
Okres właściwego suszenia należy przeprowadzić zgodnie z przygotowanym programem
suszenia (więcej informacji na ten temat zawarte jest w module „Suszenie drewna”
311[32].Z1.04)
Trzeci etap to okres wyrównawczy suszenia.
Okres wyrównawczy suszenia prowadzi się w temperaturze o 5º C wyższej w odniesieniu do
temperatury w ostatniej fazie suszenia. Wilgotność względną powietrza podnosi się do
warunków równowagi higroskopijnej wynikającej z temperatury i wilgotności drewna.
Zakończenie procesu suszenia.
Po zakończeniu okresu wyrównawczego należy zamknąć całkowicie dopływ pary do
grzejników, otworzyć całkowicie kominki wentylacyjne, zatrzymać wentylatory.
Tarcicę suszymy do wilgotności 4 ± 2 % wilgotności, wyższe wilgotności nie są wskazane,
gdyż środki po sklejeniu należy dosuszać.
Dzielenie tarcicy na listewki
Do produkcji listewek należy pobierać tarcicę struganą. Do pilarki wielotarczowej należy
podawać tarcicę uprzednio przesortowaną na deski środkowe i boczne. Tarcica boczna ma
przyrosty roczne równoległe do płaszczyzny, natomiast w tarcicy środkowej przyrosty roczne
przebiegają prostopadle do płaszczyzny. Nie uwzględniając tych różnic w przygotowaniu
materiału, spowoduje złą jakość produkowanych płyt, tj: falistość i wichrowatość, a wady te
są nie naprawialne.
Cięcie listewek na pilarkach wielopiłowych powinno odbywać się zdokładnością ± 0,1 mm.
Grubość listewek w zależności od nominalnej grubości produkowanych płyt kształtuje się
następująco:
grubość płyt - 15mm; 16mm; 17mm; 18mm; 19mm; 21mm; 22mm; 24mm,
grubość listewek: 10,6; 11,6; 12,6; 13,6; 14,6; 16,6; 17,6; 19,6 mm.
Do produkcji płyt okleinowanych 18mm; 19mm; 22mm ,
grubość listewek 13,1; 14,1; 17,1 mm.
Przygotowanie listewek
Wykonane na pilarce wielotarczowej listewki są przekazywane do stanowiska
manipulacji poprzez przenośnik taśmowy. Listewki nadające się do dalszego użycia
pozostawia się na przenośniku, z którego są pobierane do sklejania. Listewki posiadające
wady należy zdjąć z przenośnika i przy pomocy pilarki stołowej poddać manipulacji. Listewki
w zasadzie powinny być ostrokrawężne. Na krawędziach dopuszcza się nieznaczną oblinę bez
kory o szerokości 5 mm i długości do 500 mm. Mursz miękki, otwory po sękach o średnicy
powyżej 15 mm na powierzchni, która będzie obłogowana, sęki zdrowe i zepsute obejmujące
prawie cały przekrój listewki, gniazda żywiczne i zakorki należy wyciąć. Minimalna długość
listewek przeznaczonych do sklejania może wynosić 20 cm. Przy manipulacji należy się
kierować maksymalnym wykorzystaniem drewna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sklejanie środków
Sklejanie środków (paneli) polega na łączeniu poszczególnych listewek ze sobą na
szerokość przy pomocy kleju w określonych warunkach: ciśnieniu, temperaturze i czas. Przy
sklejaniu należy mieszać listewki całe z kawałkami w celu zagwarantowania lepszej
sztywności paneli. Do sklejania środków używany jest klej Wikol. Temperatura klejenia
winna wynosić 80-90º C.
Przygotowanie obłogów
Hydrotermiczna obróbka drewna.
Załadunek dołów parzelnianych powinien być dłużycami jednego rodzaju drewna. Po
załadunku parnik szczelnie zamknąć pokrywą i zalać wodą zamki wodne, otworzyć zawór
parowy. Dla ustalenia czasu parowania należy brać pod uwagę rodzaj drewna oraz górną
granicę załadowanej grubości dłużyc, stosując poniższe założenia:
brzoza, olcha
0,8 godziny na 1 cm promienia dłużycy.
Temperatura parowania drewna 80-90º C, a jej uzyskanie musi następować stopniowo.
Podczas parzenia sprawdzać co 3 godziny temperaturę w dołach parzelnianych i regulować ją
dopływem pary.
Drewno po parzeniu transportujemy przenośnikiem do manipulacji. Celem tej operacji jest
pozyskanie wyrzynków drewna o odpowiedniej długości przy zachowaniu zasady eliminacji
wad drewna i maksymalnego jego wykorzystania. Przy manipulacji i przerzynaniu kłód
należy się kierować:
−
eliminacją krzywizn,
−
wycięciem zgnilizny miękkiej, dziupli,
−
odcięciem silnych pęknięć czołowych,
−
płaszczyzna przekroju(czoło) wyrzynków powinna być prostopadła do osi wyrzynka.
Po manipulacji następną operacją jest korowanie, które ma na celu zdjęcie kory
z wyrzynków. Kora na wyrzynkach jest niepożądana w czasie łuszczenia z uwagi na
zgromadzone w niej zanieczyszczenia, ukryte odłamki metali. Korowanie jest więc głównie
potrzebne dla ochrony noży przed szczerbieniem i zbyt szybkim tępieniem.
Skrawanie obwodowe wyrzynków
W procesie skrawania ważną rzeczą jest ustawienie noża skrawającego i listwy
dociskowej skrawarki. Do skrawania należy pobierać wyrzynki uprzednio okorowane
i uplastycznione o temperaturze powyżej 40º C.
Suszenie forniru
Łuszczka po skrawaniu jest bezpośrednio transporterem kierowana do suszarni siatkowej.
Fornir można suszyć w temperaturze 185º C. Wilgotność forniru po wysuszeniu powinna
wynosić 4% ± 2. Poszczególne gatunki drewna i grubości forniru wymagają różnego czasu
suszenia. Czas suszenia regulujemy prędkością przebiegu materiału przez suszarnie.
Manipulacja wstęgi forniru
Manipulacja forniru ma na celu pozyskanie arkuszy o ściśle określonych wymiarach, oraz
na wycięciu fragmentów wstęgi posiadających wady anatomiczne i ubytki drewna
nienaprawialne. Wstęgę forniru należy prowadzić prostopadle do nożyc i równolegle do
przenośnika co zapewni prostokątność pozyskiwanych arkuszy. Dopuszcza się odchylenia od
kąta prostego w wysokości max 10 mm na 1 m boku arkusza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Nakładanie kleju i formowanie składów
Przy produkcji płyt stolarskich klej nanosi się na podobłogi. Do nakładania kleju służy
nakładarka 4- walcowa umieszczona w linii produkcyjnej. Nałożenie masy klejowej powinno
być równomierne na całej powierzchni z obu stron w ilości 180-220 g/m² jednostronnego
nałożenia.
Formowanie składów na przenośnik taśmowy polega na ułożeniu przed prasą obłogu prawą
stroną na zewnątrz. Na obłogę położyć podobłóg z nałożonym klejem, na podobłóg z kolei
położyć środek panelowy. Następnie na środek panelowy nałożyć podobłóg z nałożonym
klejem, a następnie obłóg prawą stroną płaszczyzny do góry. Po przesunięciu składu na
przenośniku taśmowym formujemy następne trzy składy. Cztery składy stanowią komplet
jednorazowego załadunku do prasy.
Przykładowe zestawy płyt w zależności od ich grubości.
Grubość płyty - obłogi -
podobłogi - panele
16 mm
2× 1,4 mm 2× 1,4 mm 11,6 mm
18 mm
2× 1,4 mm 2× 1,4 mm 13,6 mm
22 mm
2× 1,4 mm 2× 1,4 mm 17,6 mm
Prasowanie płyt stolarskich
Przed przystąpieniem do prasowania, płyty prasy powinny być nagrzane do temperatury
130º C (w zależności od zastosowanego kleju). Skompletowany wsad płyt z przenośnika
taśmowego należy jak najszybciej wprowadzić do prasy. Płyty stolarskie muszą wypełniać
całą powierzchnię płyt grzejnych prasy i muszą być ułożone symetrycznie względem tłoków
prasy. Jednorazowy załadunek płyt do prasy musi składać się z płyt o jednakowej grubości.
Należy stosować następujące parametry prasowania dla powyższych przykładowych
zestawów płyt:
−
temperatura prasowania 120º C (dla kleju mocznikowego),
−
czas prasowania (174 sek. cykl prasowania),( czas trzeba dostosować w zależności od
odległości najdalszej spoiny klejowej od płyty grzejnej prasy, a więc czy jest to płyta 3
bądź 5-cio warstwowa i w zależności od grubości łuszczki),
−
ciśnienie jednostkowe 1,15 MPa.
Płyty po wyjściu z prasy przenośnikiem rolkowym kierowane są do formatowania.
Formatowanie płyt na długość i szerokość
Celem obrzynania jest nadanie odpowiedniego wymiaru sprasowanej płycie zgodnie
z programem produkcji i warunkami technicznymi. Dopuszczalne odchyłki długości
i szerokości nie mogą przekraczać ± 5 mm, odchylenie krawędzi boków płyt od kąta prostego
nie przekroczyć 2 mm na 1 m długości boku.
Szlifowanie płyt stolarskich
Szlifowanie ma na celu ostateczne wykończenie powierzchni płyt stolarskich.
Szlifowanie odbywa się na szlifierce szeroko-taśmowej z dolnym i górnym walcem
szlifującym. Szlifowanie zapewnia bardzo dobre oczyszczenie i precyzyjne utrzymywanie
grubości płyt. Grubość zbieranej jednorazowo warstwy uzależniona jest od rodzaju
zastosowanego papieru ściernego i od szybkości posuwu materiału czyszczonego.
Płyta stolarska po przejściu przez szlifierkę powinna być wyczyszczona na całej powierzchni.
Grubość oszlifowanych płyt musi być utrzymana w tolerancji wymiarowej w stosunku do
grubości nominalnej jak poniżej:
−
grubość nominalna 16 mm – odchyłka grubości +0,3 ; - 0,5 mm, dopuszczalna różnica
pomiędzy największą i najmniejszą grubością w obrębie płyty 0,5 mm

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
grubość nominalna 18 do 22 mm – odchyłka grubości + 0,4 ; - 0,6 mm, dopuszczalna
różnica pomiędzy największą i najmniejszą grubością w obrębie płyty 0,6 mm.
Płyty po wyszlifowaniu są klasyfikowane w zależności od jakości obłogu w warstwie
zewnętrznej na dwie klasy jakości I lub II, podstawą tej klasyfikacji są wady obłogu oraz
wady produkcyjne wpływające na ich wygląd zewnętrzny. Ubytki widoczne na wąskich
krawędziach są zaprawiane kitem.
Prasowanie płyt okleinowych
Okleinowanie płyt stolarskich przeprowadzamy na linii do okleinowania. W skład linii
wchodzą czterowalcowa nakładarka kleju, przenośnik taśmowy, prasa przelotowa i podnośnik
taśmowy odbiorczy. Na przenośniku taśmowym przed prasą ułożyć formatkę okleinową
skierowaną prawą płaszczyzną na zewnątrz. Następnie półfabrykaty płyty pokrywane są
obustronnie masą klejową w ilości 160-180 g/m² i układane na leżącej formatce. Na pokryty
masą klejową półfabrykat nałożyć formatkę okleinową skierowaną prawą płaszczyzną na
zewnątrz. Klasy formatek okleinowych układanych na obydwu płaszczyznach półfabrykatu
muszą być zgodne z klasami w gotowej płycie. Gdy są już gotowe oba zestawy,
wprowadzamy je do prasy. Zestawy w prasie są sklejane z zachowaniem następujących
parametrów prasowania :
−
temperatura prasowania
90-120º C,
−
ciśnienie jednostkowe
0,9 MPa,
−
czas prasowania
2-5 min.
Po zakończeniu prasowania zaokleinowane płyty zostają z prasy wyładowane na przenośnik
rolkowy i przetransportowane do formarowania.
Prasowanie płyt stolarskich z filmem fenolowym
Jest to podobny proces do okleinowania tylko zamiast okleiny z półfabrykatem płyty
stolarskiej składamy formatki folii fenolowej. I oczywiście są inne parametry prasowania.
−
temperatura prasowania
130-135º C
−
ciśnienie prasowania
1-2 MPa
−
czas prasowania folii fenolowej 4-6 min
Poprzez naklejenie folii fenolowej uzyskuje się bardzo gładkie powierzchnie płyty odporne na
działanie wody, czynników atmosferycznych i mechanicznych.
Produkcja płyt stolarskich komórkowych
Materiały i budowa środków płyt komórkowych odznaczają się taką różnorodnością, iż
nie sposób je wszystkie wymienić.
W przeciwieństwie do płyt stolarskich ze środkami pełnymi, środki płyt komórkowych nie
przenoszą obciążeń; przenoszą je warstwy zewnętrzne. Natomiast środki powinny zapewnić
odpowiednią sztywność warstw zewnętrznych, aby zapobiegać ewentualnym wyboczeniom.
Z takich względów środki płyt pustakowych mogą być wykonywane z lekkich, nie
odznaczających się dużą wytrzymałością materiałów.
Środki płyt pustakowych mają najczęściej układ kratownicy o kształcie czworobocznym
lub innym, przypominającym czasem budowę plastra pszczelego.
Środki z papieru wykonuje się sklejając w określonych miejscach paski papieru, zwykle
wcześniej odpowiednio spreparowanego. Po rozciągnięciu tak sklejonych pasków uzyskuje
się kratownicę, której kształt oczek zależy od sposobu sklejenia. Szerokość pasków stanowi
grubość środka. Środki z pasków płyt pilśniowych, tektury, forniru można produkować
innymi sposobami. Jednym z nich jest wykonywanie w oznaczonych miejscach nacięć piłami
tarczowymi, na głębokość nieco większą niż połowa szerokości pasków. Szerokość nacięć
powinna odpowiadać grubości pasków. Po odwróceniu części pasków można je złożyć
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
w kratownicę. Spotyka się jeszcze wiele najróżniejszych sposobów wykonywania środków.
Bywają na przykład środki wykonane z różnych materiałów, wyprodukowanych podobnie jak
okładki do transportu jaj.
Środki płyt pustakowych musza być umieszczone w ramkach, których wymiary
odpowiadają wymiarom gotowych formatek płyt. Ramki wykonuje się z drewna litego. Są
one konieczne choćby do łączenia płyt z innymi elementami konstrukcyjnymi oraz do
zabezpieczenia środków przed wpływami warunków zewnętrznych (wilgoć). [6, s. 135]
Zastosowanie płyt stolarskich
Płyty stolarskie ze środkami pełnymi mają gęstość dochodzącą do 700 kg/m³. Znajdują
zastosowanie przede wszystkim w meblarstwie, a także w lotnictwie, komunikacji,
w przemyśle okrętowym i chłodnictwie. Stosuje się je również jako wymiarowe elementy
w budownictwie. Z płyt stolarskich pełnych jak również płyt komórkowych wyrabia się
płyciny drzwiowe, drzwi oraz elementy szaf wbudowanych. W lotnictwie czy komunikacji,
dla wzmocnienia lub zabezpieczenia przeciwogniowego, stosuje się blachę aluminiową lub
stalową jako warstwę zewnętrzną lub jako wkładkę pomiędzy dwoma obłogami.
Płyty stolarskie stosowane do wyposażenia wnętrz w przemyśle budowy okrętów mają
z reguły powierzchnie laminowane. Środki płyt stosowanych w chłodnictwie wykonane są
z materiałów o wysokich właściwościach izolacyjnych.
Tabela 9. Właściwości fizyczne i mechaniczne płyt stolarskich pełnych
Rodzaj właściwości
Wymagania
Wilgotność%
9 ± 3
Gęstość płyt nie więcej niż kg/ m³
oklejanych obłogiem
oklejanych płytą pilśniową twardą
650
750
Wytrzymałość na zginanie
statyczne płyt nie mniej niż MPa
oklejanych obłogiem
oklejanych płytą pilśniową twardą
20
10
Zdolność utrzymywania wkrętów
nie mniej niż N/ mm
w kierunku prostopadłym do
płaszczyzny
w kierunku równoległym do
płaszczyzny i prostopadłym do listew
60
40
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W klasie I dopuszczalne są
następujące wady:
−
sęki zrośnięte i częściowo
zrośnięte,
−
pojedyncze otwory po
sękach zaprawione wstawką
o dobranym kolorze,
−
naturalne, niejaskrawe
smugi,
−
plamki rdzeniowe,
−
wąskie pęknięcia (do 3 mm)
zaprawione kitem
.
Gatunek: olcha, brzoza
Format: 2500x 1250 mm
Grubość: 13, 16, 18, 22, 25 mm
Rys. 6. Płyta stolarska obłogowana zwykła; klasa I
Rys.7. Płyta stolarska obłogowana zwykła; klasa II
W klasie II dopuszczalne są
następujące wady:
−
sęki zdrowe, zrośnięte
i częściowo zrośnięte
−
pojedyncze sęki niezrośnięte
−
sęki obrączkowe
−
pęknięcia (do 6 mm)
zaprawione kitem
−
nieliczne zakładki
wewnętrzne
Gatunek: olcha, brzoza
Format: 2500x 1250 mm
Grubość: 13, 16, 18, 22, 25 mm
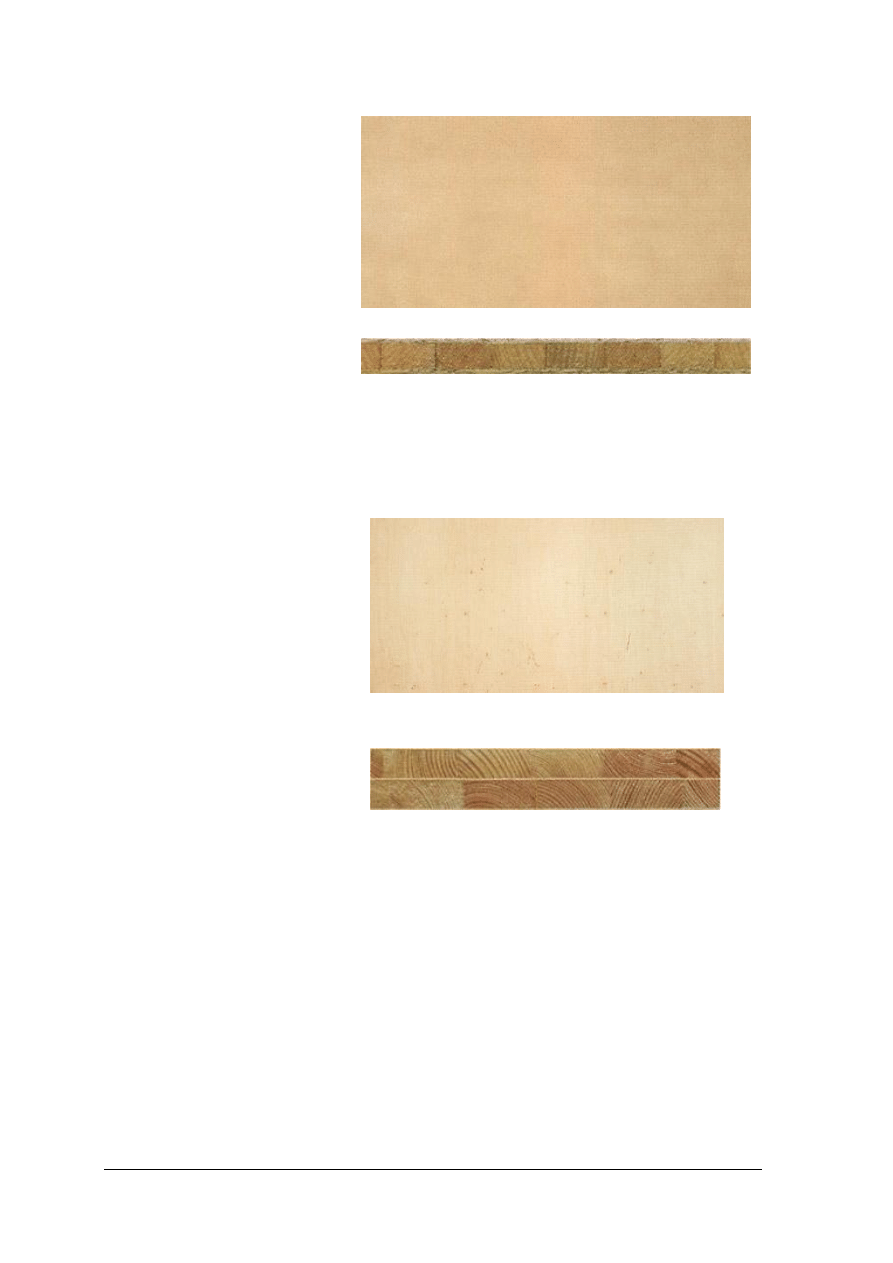
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys.8. Płyta stolarska z cienką płytą wiórową
Płyta ta charakteryzuje się
wysoką równością
powierzchni i dlatego nadaje
się idealnie do dalszego
uszlachetniania jak:
−
pokrywanie naturalnymi
fornirami lub sztucznymi
foliami i laminatami
Gatunek: olcha, brzoza
Format: 2500 x 1250 mm
Grubość: 18 – 25 mm
Obydwie powierzchnie płyty
drzwiowej mogą być
wykonane z obłogu (olcha –
brzoza) lub dodatkowo
uszlachetnione okleina
naturalną (dębem lub bukiem)
Format płyty może być
wykonany na indywidualne
zamówienie klienta.
Gatunek: olcha, brzoza
Format: min: 800 x 2000 mm
Max: 1250 x 2500 mm
Grubość: 38, 40 mm
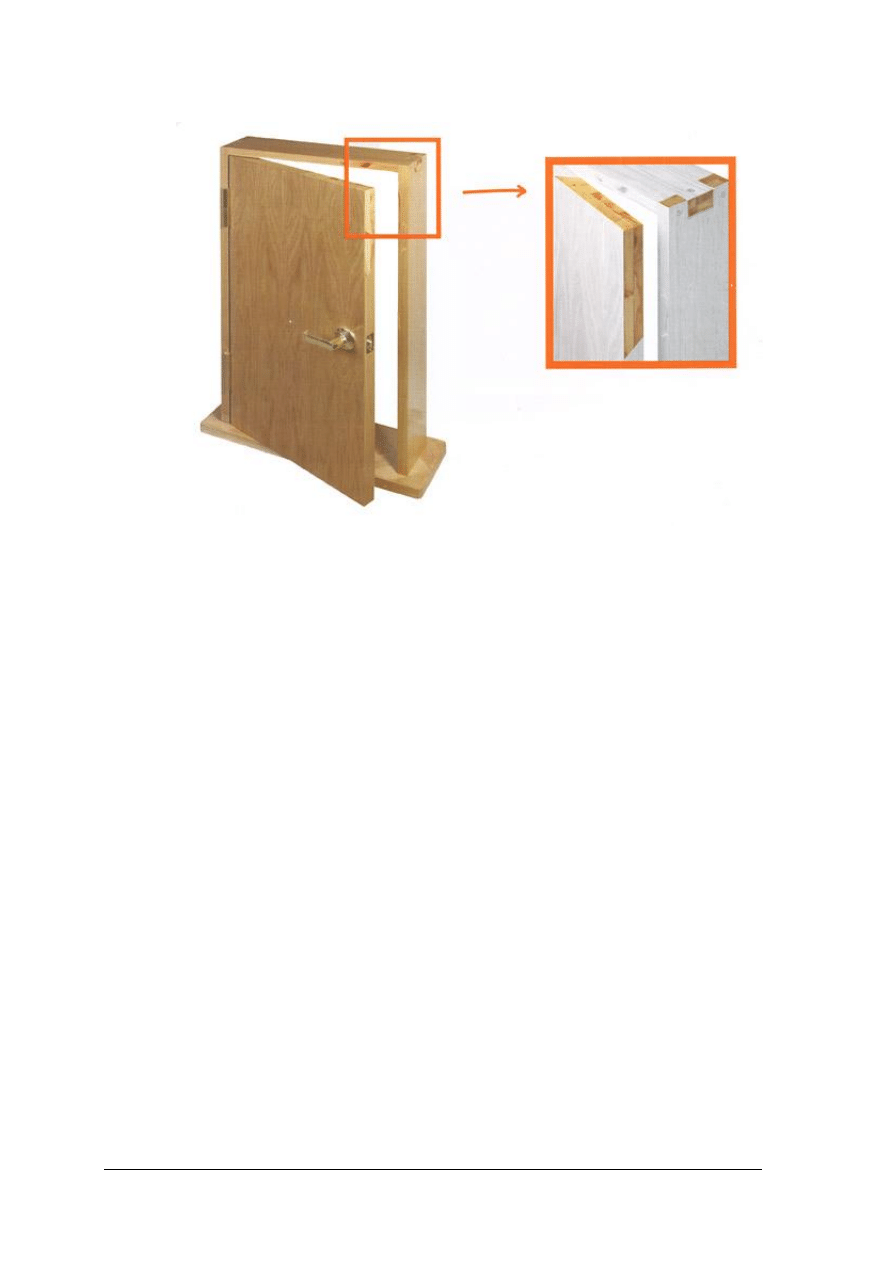
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 9. Płyta stolarska drzwiowa
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział płyt ze względu na budowę?
2. Jaki jest cel wytwarzania płyt stolarskich?
3. Z jakich materiałów zbudowane są środki płyt stolarskich?
4. Co decyduje o klasyfikacji jakościowej płyt stolarskich?
5. Jakie wady są niedopuszczalne w listwach stosowanych do produkcji środków płyt?
6. Na czym polega przygotowanie obłogów?
7. Jaka jest wymagana wilgotność tarcicy stosowanej na warstwę wewnętrzną?
8. Jakie jest zastosowanie płyt stolarskich pełnych i komórkowych?
9. Jakimi właściwościami charakteryzują się płyty stolarskie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj schemat procesu technologicznego płyt stolarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą produkcji płyt stolarskich,
2) określić operacje i stanowiska robocze,
3) scharakteryzować wymagania stawiane poszczególnym urządzeniom w linii produkcyjnej,
4) przedstaw powyższe w formie graficznej i opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Wyposażenie stanowiska pracy:
– przyrządy kreślarskie,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj oceny jakości płyty stolarskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw płyt stolarskich pełnych,
2) zapoznać się z rodzajami wad i wielkościami dopuszczalnych odchyłek,
3) przygotować narzędzia pomiarowe,
4) określić rodzaj występujących wad,
5) wykonać pomiar grubości,
6) dokonać podziału na odpowiednie grupy
7) zanotować wyniki w arkuszu,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– arkusze płyt stolarskich,
– mikrometr,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj pomiaru wytrzymałości płyt stolarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą pomiarów wytrzymałości płyt stolarskich,
2) przygotować próbki zgodnie z normą,
3) zamocować próbkę w maszynie wytrzymałościowej,
4) uruchomić maszynę,
5) wykonać po trzy pomiary,
6) obliczyć wartość siły niszczącej,
7) zanotować wyniki,
8) porównać otrzymany wynik z podanym w normie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– maszyna wytrzymałościowa,
– kalkulator,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Ćwiczenie 4
Określ zastosowanie płyt stolarskich.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek płyt stolarskich,
2) zapoznać się z literaturą dotyczącą budowy i zastosowania płyt stolarskich,
3) określić właściwości płyt podlegające ocenie podczas doboru do zastosowania,
4) scharakteryzować zalety i wady poszczególnych płyt w zależności od zastosowania,
5) przedstawić powyższe w formie opisowej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– przybory do pisania,
– literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) przedstawić podział płyt stolarskich?
¨ ¨
2) określić jaki jest cel wytwarzania płyt stolarskich?
¨ ¨
3) określić materiały stosowane do produkcji środków płyt stolarskich?
¨ ¨
4) wyjaśnić co ma decydujący wpływ na klasyfikację jakościową płyt?
¨ ¨
5) określić niedopuszczalne wady listew stosowanych na środki płyt?
¨ ¨
6) wyjaśnić na czym polega przygotowanie obłogów?
¨ ¨
7) określić wilgotność tarcicy stosowanej na warstwę wewnętrzna płyt ?
¨ ¨
8) określić zastosowanie płyt stolarskich pełnych i komórkowych?
¨ ¨
9) określić właściwości płyt stolarskich?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5. Charakterystyka tworzyw drzewnych – płyta wiórowa
4.5.1. Materiał nauczania
Płyta wiórowa - tworzywo drzewne w postaci płyty, wykonane przez sprasowanie pod
wpływem temperatury małych cząstek drewna (np. wióry drzewne, strugane, waflowe,
pasmowe, trociny) i / lub innych cząstek lignocelulozowych (np. paździerze lniane, konopne,
bagassa, słoma) z klejem. (PN-EN 309)
Podział płyt wiórowych prasowanych (zwykłych)
1. Płyty wiórowe prasowane (zwykłe) można podzielić ze względu na:
−
budowę płyty
−
kształt i wymiary wiórów
−
rodzaj zaklejenia
−
gęstość płyt
−
grubość płyt
−
przeznaczenie płyt
2. Podział płyt wiórowych ze względu na budowę:
−
Płyty jednowarstwowe – zbudowane z wiórów tworzących jednorodną warstwę.
−
Płyty wielowarstwowe – składają się z kilku warstw różniących się kształtem
i wielkością tworzących je wiórów, gęstością oraz zawartością kleju.
Produkowane są następujące płyty wielowarstwowe:
−
płyty trzywarstwowe – składają się z dwóch warstw zewnętrznych i warstwy
wewnętrznej,
−
płyty pięciowarstwowe – składające się z dwóch warstw zewnętrznych, dwóch warstw
pośrednich i warstwy wewnętrznej. Warstwy zewnętrzne są najczęściej zbudowane
z drobnych cienkich wiórów płaskich albo bardzo drobnych wiórów znanych
mikrowiórami. Warstwy pośrednie są z reguły zbudowane z cienkich wiórów płaskich,
a warstwy wewnętrzne z wiórów grubszych i większych. W warstwach zewnętrznych
i pośrednich zawartość kleju jest większa niż w warstwie wewnętrznej.
−
Płyty frakcjonowane – w których wielkości wiórów zwiększa się bezstopniowo od
płaszczyzn płyty ku jej środkowi. Płyty te jakkolwiek nie mają wyraźnego podziału na
warstwy, to jednak – dzięki zgrupowaniu drobnych wiórów o większej zawartości kleju
w pobliżu płaszczyzn – są zbliżone pod względem właściwości do płyt
wielowarstwowych.
−
Płyty warstwowo frakcjonowane – to płyty warstwowe, w których wszystkie lub
najczęściej tylko warstwy zewnętrzne są frakcjonowane. [1, s. 22]
3. Podział płyt wiórowych prasowanych ze względu na kształt i wymiary wiórów:
−
Płyty wiórowe standardowe – to płyty ogólnego przeznaczenia, wytworzone
z normalnych wiórów płaskich lub wiórów drzazgowych.
−
Płyty wiórowe z warstwami zewnętrznymi z mikrowiórów – to płyty
wielowarstwowe, w których warstwy zewnętrzne są wykonane z bardzo drobnych
wiórów, tzw. mikrowiórów nadających powierzchniom płyt bardzo małą
chropowatość. Płyty te nadają się szczególnie do produkcji mebli.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
−
Płyty wiórowe płatkowe (Flakeboard) – to płyty wytworzone z wiórów płaskich
o większej szerokości nadające wiórom kształt płatków. Płyty te są produkowane
głównie w USA do celów budowlanych.
4. Ze względu na rodzaj zaklejania płyty, można je podzielić na dwa typy:
−
Typ V 20 – to płyty nieodporne na działanie czynników atmosferycznych
i przeznaczone do stosowania w warunkach, w których może występować jedynie
krótkotrwałe pośrednie lub bezpośrednie nawilżenie płyty.
−
Typ V 100 – to płyty odporne na działanie czynników atmosferycznych
i przeznaczone do stosowania w warunkach, w których może występować
długotrwałe nawilżenie lub krótkotrwałe zamoczenie płyt. [1, s. 22]
5. Ze względu na gęstość płyty dzieli się na:
−
lekkie – o gęstości do 500kg/m³
−
średnie-cieżkie – o gęstości 500- 750kg/m³
−
ciężkie- o gęstości ponad 750kg/m³
6. Ze względu na grubość rozróżnia się płyty:
−
cienkie – grubości do 7mm
−
średniej grubości – 7 - 25mm
−
grube – powyżej 25mm
7. Z uwagi na przeznaczenie, płyty dzieli się na płyty ogólnego przeznaczenia i płyty
modyfikowane w toku wytwarzania w celu nadania lub polepszenia określonych ich
właściwości. Oprócz wymienionych płyt specjalnego przeznaczenia są produkowane płyty:
−
grzyboodporne (typ V 100G) – o zwiększonej odporności na działanie grzybów
rozkładających materiał lignocelulozowy,
−
trudno palne - o zwiększonej odporności na działanie ognia. [1, s. 22]
Surowiec
−
drewno okrągłe (papierówka)
−
zrębki
−
trociny, wióry i ewentualnie pył drzewny
−
niedrzewne surowce lignocelulozowe (paździerze lniane i konopne, bagassa, słoma, juta,
łuska zbożowa, archidowa)
−
drewno poużytkowe
−
kora
1. Surowiec na warstwy zewnętrzne
−
lekkie i średnio ciężkie gatunki iglaste (sosna, świerk)
−
lekkie i średnio ciężkie gatunki liściaste rozpierzchłonaczyniowe (topola, olcha,
brzoza, wierzba)
2. Surowiec na warstwy wewnętrzne
−
ciężkie gatunki liściaste rozpierzchłonaczyniowe (buk)
−
ciężkie gatunki liściaste pierścieniowonaczyniowe (dąb)
Ocena jakości surowca
−
zdrowotność-niedopuszczalna jest zgnilizna i fałszywa twardziel
−
brak zanieczyszczeń – metalowych i mineralnych
−
zawartość kory – do 10 %
−
wilgotność – w granicach 30-60 %
−
stopień rozdrobnienia jest określany na podstawie analizy sitowej w przypadku zrębków
(grubość do 13 mm, długość do 60 mm)
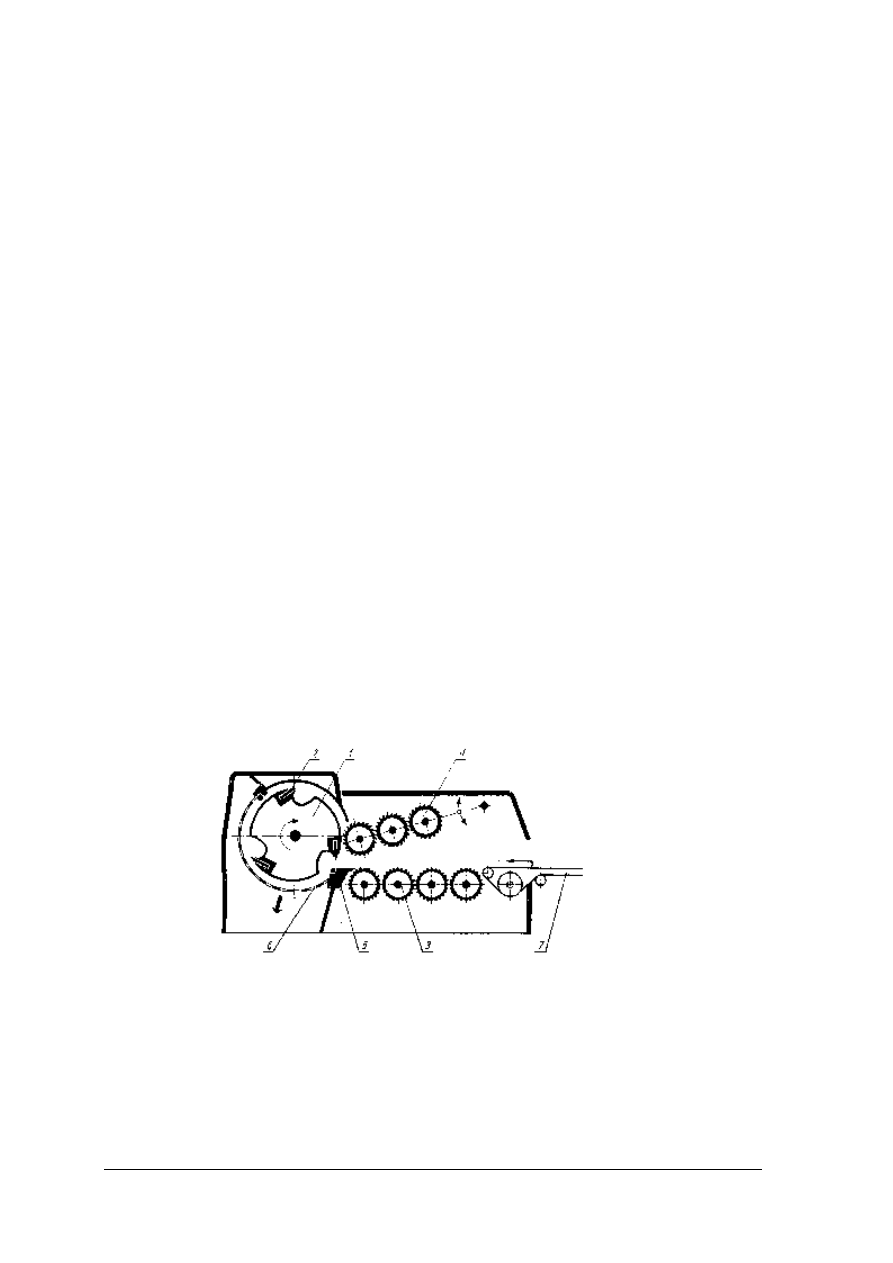
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Przygotowanie surowca
Dostawa surowca drzewnego do zakładów produkcyjnych odbywa się wagonami
kolejowymi lub samochodami.
Składowanie surowca drzewnego ma za zadanie:
−
zmagazynowanie zapasu surowców zapewniającego ciągłość produkcji;
−
sezonowanie surowca w celu doprowadzenia go do wymaganej wilgotności;
−
ochronę
magazynowanego
surowca
przed
niszczącym
działaniem
czynników
klimatycznych i biologicznych.
Przygotowanie surowca drzewnego ma na celu:
−
usunięcie zanieczyszczeń;
−
częściowe lub całkowite usuniecie kory;
−
dostosowanie wymiarów i postaci surowców drzewnych do urządzeń wytwarzających
wióry.
Rozdrabnianie surowca na zrębki
Wióry wytwarzane ze zrębków mają gorszą jakość niż wióry z drewna
nierozdrobnionego, dlatego są stosowane na warstwy wewnętrzne. Na zrębki przerabia się
surowiec gorszej jakości (żerdzie, tyczki, drobnica) i drzewne odpady. Zrębki produkuje się
w rębarkach. Mogą być one bębnowe lub tarczowe (szybkoobrotowe, wolnoobrotowe).
Wytwarzanie zrębków charakteryzuje się bardzo dużym kątem cięcia w stosunku do kierunku
włókien drewna. Cięcie następuje w kierunku prostopadłym lub wzdłużno-prostopadłym, pod
kątem 45
°
.
Uzyskany materiał ma długość do 60 mm (do płyt stosuje się zrębki o długości ok. 35 – 45
mm), a grubość do 13 mm. Wymiar szerokości jest nie większy niż długość. Najważniejsza
jest długość, bo na grubość i szerokość nie mamy wpływu. Zasadniczo mamy do czynienia ze
zrębkami, jeżeli przeszły one przez sito o oczkach 32x32 mm a zatrzymały się na sicie 6 x 6
mm. Zastosowanie zrębków ułatwia mechanizację transportu, składowania i zasilania
skrawarek. [1, s. 84]
Rys.10. Schemat rębaka bębnowego: 1) wał nożowy, 2) noże, 3) dolny zespół posuwowy, 4) górny wychylny
zespół posuwowy, 5) przeciwnóż, 6) sito do zatrzymywania niedorębów. [1, s. 85]
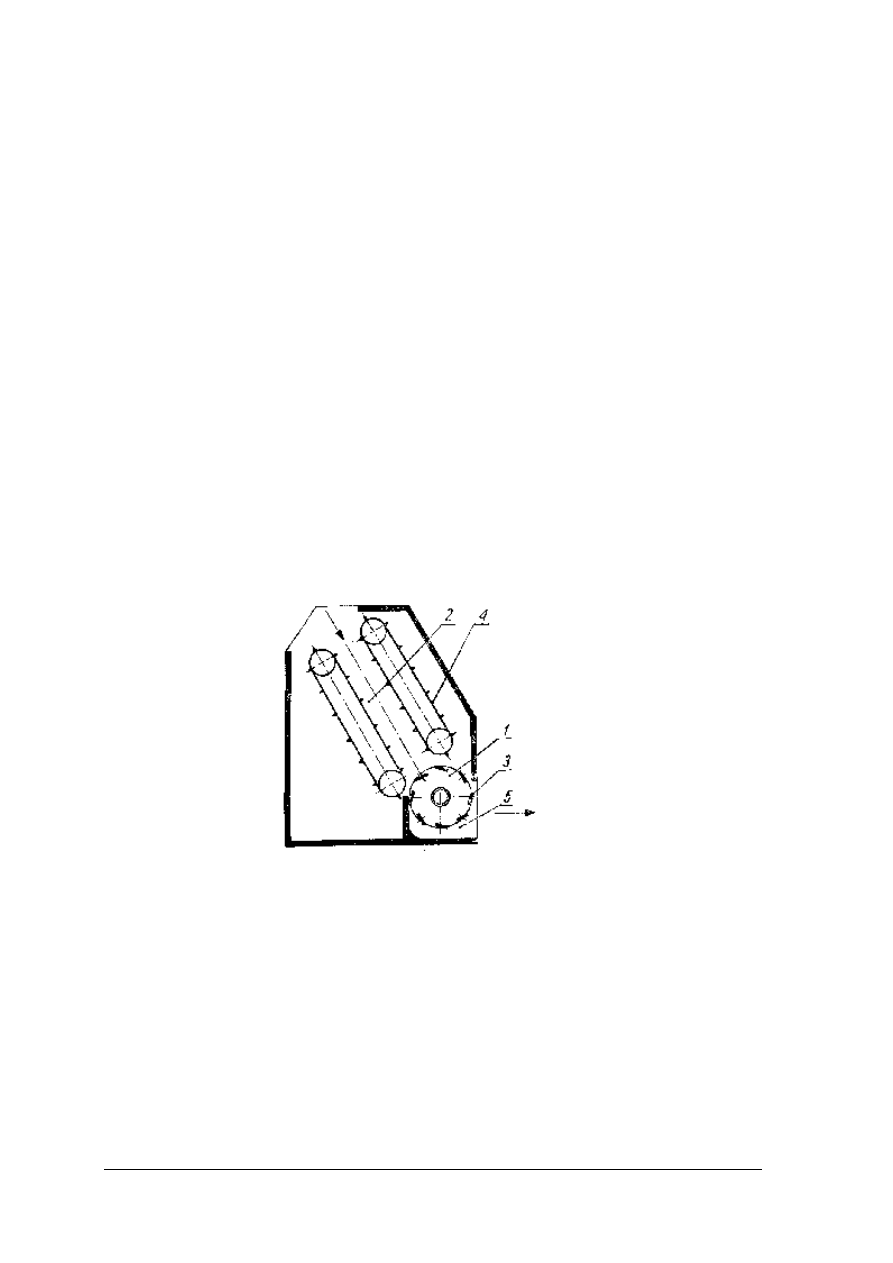
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wytwarzanie wiórów
Wytwarzanie obejmuje zespół operacji technologicznych, których celem jest uzyskanie
wiórów o wymiarach, kształtach i innych cechach wymaganych dla określonego procesu
produkcji płyt wiórowych:
−
skrawanie wiórów
−
rozdrabnianie wiórów
−
domielanie wirów
−
sortowanie wiórów
Skrawanie wiórów
Ma na celu podział drewna na wióry określonej grubości. Do skrawania służą skrawarki.
Mogą one być tarczowe, wałowe i z głowicą nożową. Skrawanie odbywa się w kierunku
poprzecznym lub wzdłużno-poprzecznym. Grubość wiórów jest równa grubości skrawanej
warstwy drewna. Długość uzyskuje się przez jednoczesne dzielenie skrawanej warstwy
w kierunku prostopadłym. Szerokość jest uzależniona od niekontrolowanego dzielenia się
wiórów w kierunku równoległym. Na proces skrawania wpływają:
−
gatunek drewna (opór rośnie z gęstością)
−
postać i wymiary drewna (nieregularność)
−
wilgotność (musi być powyżej 30 %)
−
grubość wiórów (mała-duża chropowatość)
−
stan noży (muszą być ostre)
Rys. 11. Schemat skrawarki wałowej; 1) wał nożowy, 2) podajnik, 3) noże zębate, 4) łańcuch z zabierakami,
5) wylot wiórów. [1, s. 102]
Rozdrabnianie wiórów
Ma na celu ujednolicenie kształtu i wymiarów wióra. Polega na jego rozbijaniu, cięciu,
ścieraniu. Najczęściej jest to rozbijanie. Przeprowadza się w rozdrabniarkach, czyli młynach.
Mogą być one: młotkowe, krzyżakowe lub nożowe. Na rozdrabnianie wiórów mają wpływ
następujące czynniki:
−
gęstość i wilgotność surowca
−
wielkość oczek sit
−
równomierność doprowadzania surowca
−
ilość i prędkość powietrza przepływającego przez młyn
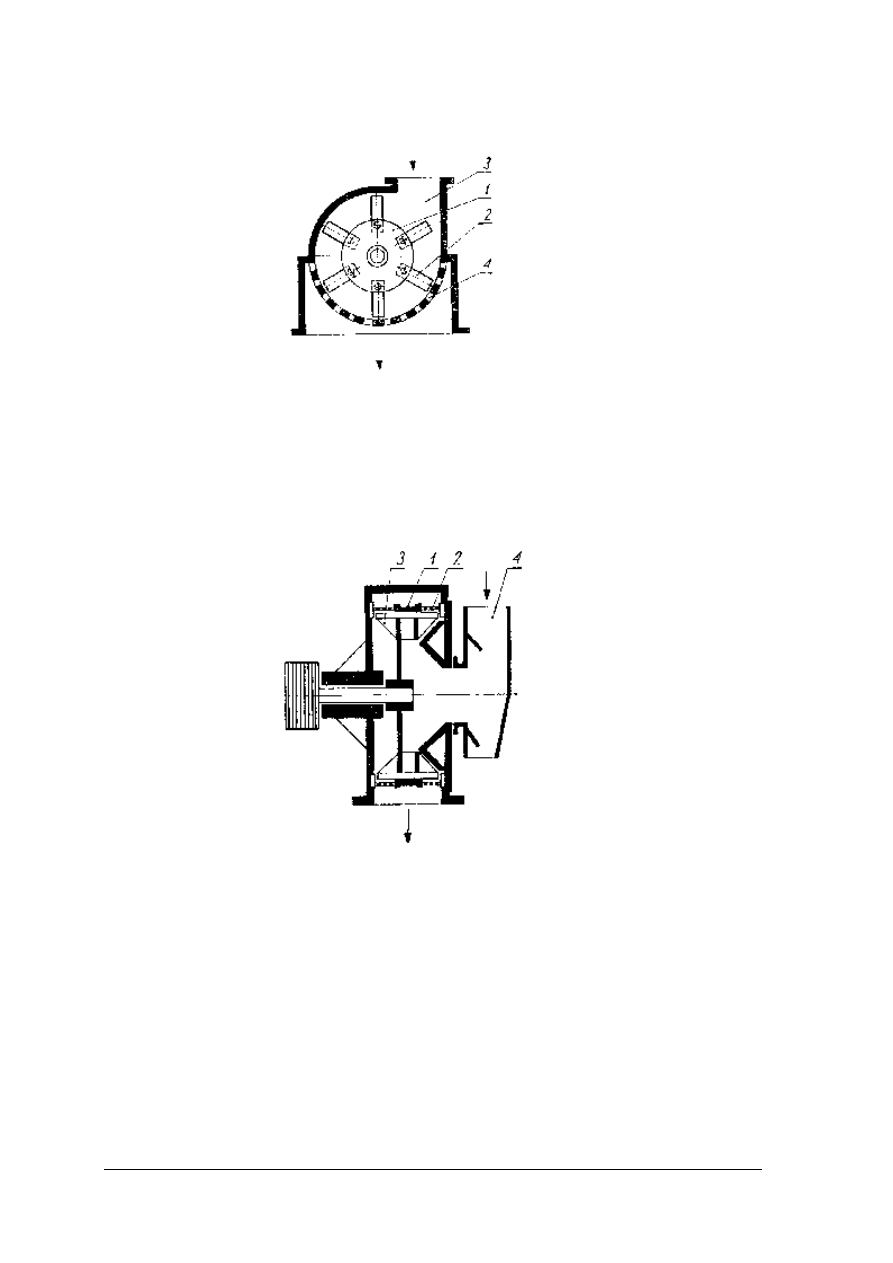
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 12. Schemat budowy młyna młotkowego; 1) wirnik, 2) młotki, 3) wsyp materiału, 4) sito. [1, s. 111]
Domielanie wiórów
Przeprowadza się w celu otrzymania mikrowiórów i wiórów włóknistych przeznaczonych
na warstwy zewnętrzne płyt wiórowych wielowarstwowych. Polega na rozbijaniu cząstek
o elementy mielące (mikrowióry) lub rozcieraniu między tarczami mielącymi (wióry
włókniste). Proces przeprowadza się w młynach domielających.
Rys. 13. Schemat młyna domielającego z nieruchomym pierścieniem mielącym; 1) pierścień z elementami
mielącymi, 2) pierścień sitowy, 3) wirnik wielopłatkowy, 4) wsyp. [1, s. 112]
Sortowanie wiórów
Stanowi końcową czynność w zespole operacji, których celem jest uzyskanie wiórów
o wymiarach zawartych w określonym przedziale. Ma ono za zadanie oddzielenie
z mieszaniny cząstek o określonym kształcie i wymiarach, albo rozdzielenie mieszaniny
cząstek na określone frakcje. Sortowanie stosuje się do oddzielania z mieszaniny zarówno
cząstek o zbyt dużych wymiarach, jak i cząstek pylastych, czyli do rozdzielenia mieszaniny
na frakcję nadającą się bezpośrednio do dalszej produkcji i frakcję grubą oraz drobną. Stosuje
się także do rozdzielenia mieszaniny na dwie lub więcej frakcji przeznaczonych, np. na
warstwy zewnętrzne i warstwę wewnętrzną płyt wielowarstwowych. Stosuje się dwa
podstawowe sposoby sortowania: mechaniczne, pneumatyczne. [1, s. 137]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Suszenie wiórów
Dobór właściwej wilgotności wiórów warunkuje prawidłowy przebieg wielu operacji
technologicznych a przede wszystkim prasowania płyt. W zależności od technologii wióry
suszy się do wilgotności 2 – 20 %, przy czym wymagana dokładność suszenia wynosi
praktycznie 1 – 2 %. W odniesieniu do płyt jednowarstwowych wszystkie wióry mają
jednakową wilgotność, natomiast wióry płyt wielowarstwowych przeznaczone na
poszczególne warstwy płyty mają wilgotność zróżnicowaną. Wilgotność wiórów warstw
zewnętrznych wynosić może 2 – 8 %, a wilgotność wiórów warstwy wewnętrznej 1 – 6 %.
Niewłaściwa wilgotność wiórów powoduje pogorszenie właściwości płyt:
−
zbyt wilgotne wióry mogą powodować w czasie prasowania powstawanie pęcherzy
i rozwarstwienia płyty,
−
wióry zbyt suche zwiększają niebezpieczeństwo pożarów w suszarniach i uniemożliwiają
prawidłowe zagęszczenie płyty.
Zasadniczymi czynnikami wpływającymi na przebieg suszenia są: temperatura oraz prędkość
przepływu powietrza jako czynnika suszącego. Sprawia to, że wióry suszy się w wysokiej
temperaturze, tj. do 400º C. Czas suszenia jest bardzo krótki, wynosi około 20 sekund.
Rozróżnia się dwie podstawowe metody suszenia:
−
suszenie stykowe (kontaktowe) – polega na przekazywaniu ciepła przez stykające się
z materiałem nagrzane powierzchnie.
−
suszenie konwekcyjne – polega na przekazywaniu suszonemu materiałowi ciepła przez
gorące powietrze lub gazy spalinowe. [1, s. 121]
Zaklejanie wiórów
Celem zaklejania jest równomierne rozprowadzenie na ich powierzchniach kleju
tworzącego podczas prasowania spoiny klejowe, łączące poszczególne wióry. Dodatkowo
w czasie zaklejania może następować powlekanie wiórów środkami zwiększającymi
odporność płyt na działanie wody, szkodników, owadów lub ognia. Na operacje zaklejania,
zasadniczy wpływ mają:
−
wielkość powierzchni wiórów, którą należy pokryć klejem,
−
ilość kleju przypadająca na tę powierzchnię.
Wielkość powierzchni właściwej wiórów i innych cząstek zależy od ich wymiarów, przede
wszystkim od ich grubości i zawiera się w szerokich granicach 6-800 m
2
/kg.
W przemyśle płyt wiórowych powszechnie stosuje się rozdrabnianie kleju poprzez rozbijanie
jego strug przez zaklejane cząstki, niekiedy stosuje się także rozpylanie kleju. Pierwszy
sposób rozdrabniania kleju odbywa się w turozaklejarkach, drugi w zaklejarkach
z pneumatycznym rozpylaniem kleju. [1, s. 160]
Formowanie kobierca wiórów
Formowanie kobierca jest operacją, która w zasadniczy sposób decyduje o:
−
budowie płyty,
−
wymiarach arkusza,
−
gęstości płyty.
Formowanie polega na nasypywaniu określonej masy wiórów na podłoże tak, aby utworzyły
równomierną warstwę (lub szereg warstw). Określoną budowę płyty uzyskuje się przez
nasypywanie na podłoże warstwy jednorodnych wiórów kilku warstw wiórów
o zróżnicowanych wymiarach i stopniu zaklejenia lub warstwy wiórów, których wymiary
zmieniają się na przekroju poprzecznym płyty nie tworząc jednak odrębnych warstw (płyty
frakcjonowane).
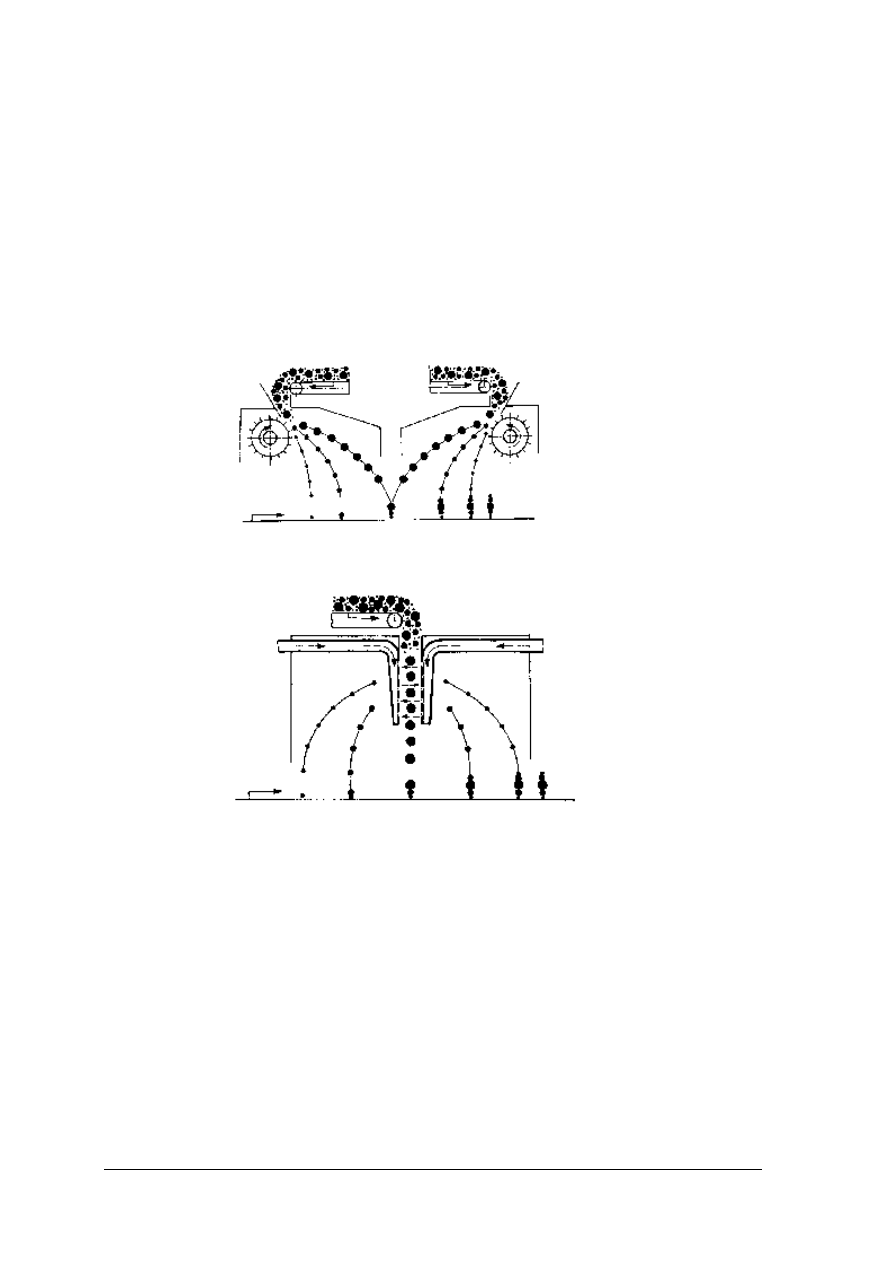
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rozróżnia się dwie metody nasypywania wiórów:
−
nasypywanie grawitacyjne, polegające na swobodnym pionowym opadaniu wiórów
jedynie pod działanie sił ciężkości,
−
nasypywanie frakcjonujące, polegające na wymuszonym ruchu wiórów po torach
odchylonych od pionu; wióry o różnym kształcie i różnej masie poruszają się po różnych
torach, dlatego następuje jednoczesne rozdzielenie wiórów na poszczególne frakcje, tj.
frakcjonowanie. [1, s. 186]
Stosuje się dwa sposoby frakcjonowania wiórów w czasie formowania kobierca:
−
mechaniczny,
−
pneumatyczny.
Rys.14. Schemat formowania kobierca wiórów z mechanicznym ich frakcjonowaniem. [1, s. 187]
Rys. 15. Schemat formowania kobierca wiórów z pneumatycznym ich frakcjonowaniem. [1, s. 187]
Prasowanie płyt
Prasowanie jest operacją procesu produkcyjnego, podczas której uformowany kobierzec
wiórów przekształca się w płytę. Celem prasowania jest:
−
zmniejszenie grubości kobierca do założonych wymiarów grubości płyty,
−
trwałe połączenie ze sobą wiórów.
Warunkiem uzyskania płyty jest:
−
wywarcie na kobierzec odpowiedniego nacisku,
−
ogrzanie kobierca do wymaganej temperatury,
−
utrzymanie kobierca pod naciskiem w założonej temperaturze przez określony czas. [1, s.208]
Parametry prasowania:
−
temperatura prasowania,
−
ciśnienie prasowania,
−
czas prasowania.
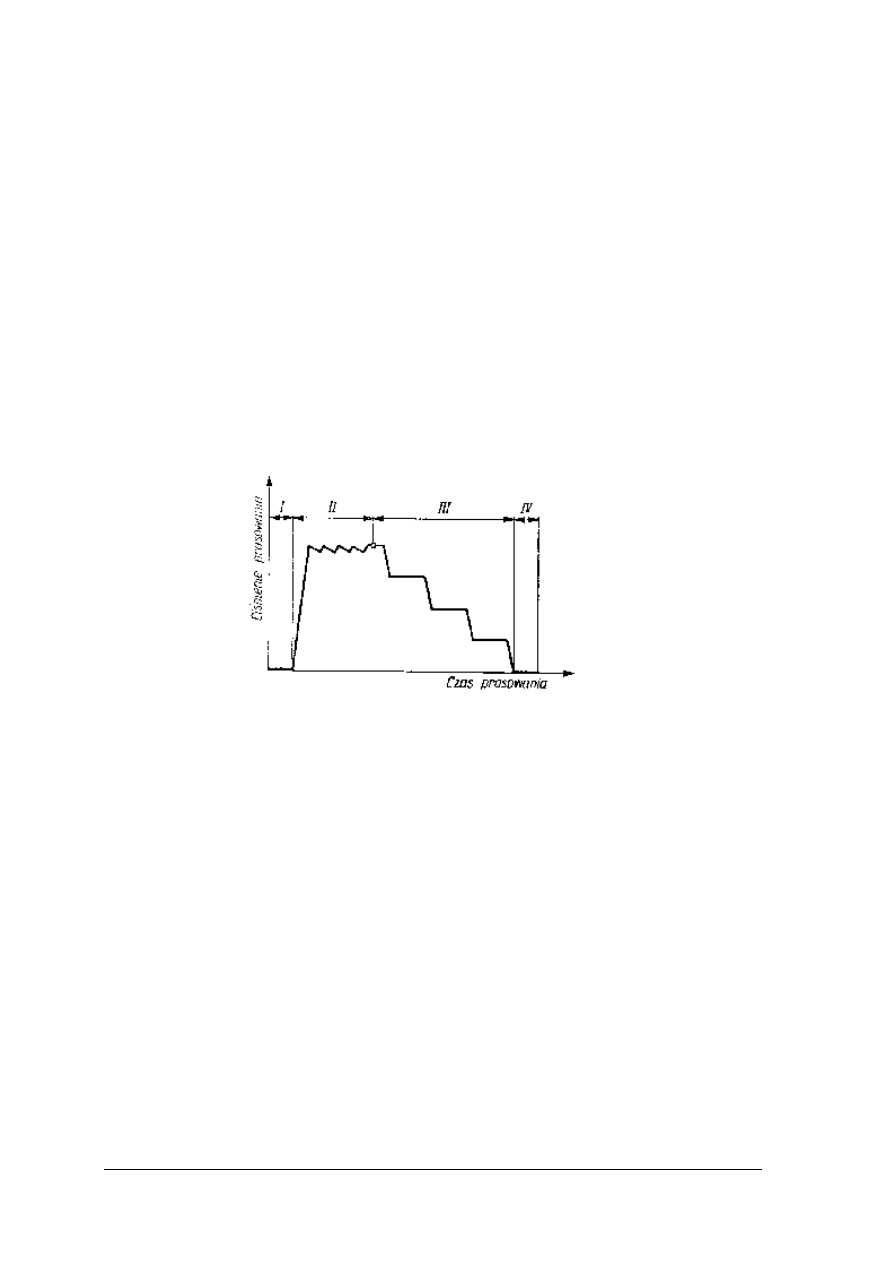
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Celem ogrzewania kobierca jest zwiększenie jego temperatury, warunkującej utwardzenie
kleju w określonym czasie. Prędkość utwardzania kleju zwiększa się w miarę wzrostu
temperatury, dlatego duże znaczenie dla przebiegu prasowania ma czas osiągnięcia przez
kobierzec możliwie wysokiej temperatury. W praktyce stosuje się temperaturę prasowania
w granicach 140-230º C, najczęściej 150-180 º C.
Dobór ciśnienia prasowania zależy od właściwości materiału, jego wilgotności, założonej
gęstości płyt oraz stosowanej temperatury prasowania. Zależność ciśnienia prasowania od
tych czynników wynika z konieczności zmniejszania w określonym czasie grubości
prasowanego kobierca od założonego wymiaru grubości płyty. Im bardziej jest plastyczny
materiał kobierca, tym mniejszego ciśnienia trzeba do jego sprasowania. W praktyce stosuje
się cienienie prasowania w granicach 1,4-3,5 MPa. W czasie prasowania wartość
maksymalnego ciśnienia prasowania nie utrzymuje się przez cały czas prasowania. Podczas
prasowania wyodrębnia się następujące fazy:
−
zamykanie prasy,
−
sprasowanie kobierca do wymaganej grubości,
−
właściwe prasownie płyty,
−
otwieranie prasy.
Rys. 16. Wykres prasowania płyt; I- zamykanie prasy, II- sprasowanie kobierca, III- prasowanie właściwe,
IV- otwieranie prasy. [6, s. 322]
Czas prasowania wpływa w decydujący sposób na wydajność zakładu i ograniczenie go do
niezbędnego min co jest bardzo istotne. W tym czasie powinno nastąpić:
−
osiągnięcie przez kobierzec grubości równej grubości płyty,
−
utwardzenie kleju,
−
odparowanie nadmiaru wody.
W zależności od czynników czas może zawierać się w bardzo szerokich granicach: 0,6-0,1
min/mm.
Rodzaje pras:
Do prasownia są stosowane prasy o działaniu przerywanym (cyklicznym) oraz prasy
o działaniu ciągłym.
Prasy o działaniu przerywanym:
−
jednopółkowe,
−
wielopółkowe.
Czynnikami doprowadzającymi ciepło do płyt grzejnych mogą być:
−
gorąca woda,
−
olej grzewczy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Wykańczanie płyt wiórowych
Wykańczanie płyt obejmuje zespół operacji technologicznych, którym poddaje się płyty
po opuszczeniu prasy i których celem jest wyrównanie wilgotności w płycie, nadanie płycie
ostatecznych wymiarów oraz wymaganej chropowatości powierzchni. Do zespołu tych
operacji zalicza się:
−
sezonowanie
−
chłodzenie
−
formatyzowanie
−
szlifowanie
−
sortowanie
−
podział na formatki
Sezonowanie ma na celu wyrównanie wilgoci w całej płycie, którego wynikiem jest
zwiększenie grubości w jej części trzyobwodowej i zmniejszenie grubości w części
środkowej.
Formatyzowanie nadaje płytom wymagany kształt oraz ostateczne wymiary długości
i szerokości. Podczas tej operacji usuwa się wąskie trzyobwodowe części płyty o rozluźnionej
strukturze i płyta uzyskuje zwarte i ostrokrawężne boki. Do foratyzowania służą pilarki
wielotarczowe – formatówki.
Płyty po sprasowaniu i sezonowaniu wykazują dość znaczne różnice grubości
w poszczególnych punktach arkusza. Jest to spowodowane przemieszczaniem się wody
w płycie i wyrównaniem się jej wilgotności w czasie sezonowania. Z tego względu płyty
produkuje się z pewnym naddatkiem na grubość (0,8 – 1,5 mm) umożliwiającym przez jego
zeszlifowanie nadanie płytom jednolitej grubości. Do szlifowania służą szlifierki walcowe lub
szerokotaśmowe.
Bezpośrednio po szlifowaniu płyty sortuje się na grupy jakościowe. Podstawą do
zakwalifikowania poszczególnych płyt do określonej grupy jakościowej jest rodzaj i wielkość
wad wyglądu zewnętrznego. Do wad należą:
−
uszkodzenia boków bądź narożników płyt,
−
uszkodzenia płaszczyzn, takie jak wgnioty, rysy, ubytki,
−
nieoszlifowanie płaszczyzn,
−
plamy klejowe, zabrudzenia trwałe,
−
miejscowe występowanie na płaszczyznach w płytach trzywarstwowych, wiórów warstwy
wewnętrznej.
Charakterystyka techniczna płyt wiórowych prasowanych (zwykłych)
Płyty wiórowe są charakteryzowane następującymi podstawowymi właściwościami:
gęstością, wilgotnością, spęcznieniem po moczeniu w wodzie, wytrzymałością na zginanie
statyczne oraz wytrzymałością na rozciąganie w kierunku prostopadłym do płaszczyzn płyty.
W zależności od potrzeb charakterystyka płyt może być uzupełniana wieloma innymi
właściwościami fizycznymi, mechanicznymi i technologicznymi, np. wytrzymałość warstw
zewnętrznych, nasiąkliwość, chropowatość powierzchni, stabilność kształtu, zdolność
utrzymywania wkrętów.
Przeważająca ilość produkowanych na świecie płyt wiórowych (a w Polsce wyłącznie) to
płyty prasowane o średniej grubości i średniej gęstości.
Grubość tych płyt zawiera się w granicach 8-25 mm, a minimalne odchyłki od wymiaru
nominalnego grubości wynoszą ± 0,1 mm. Z reguły od grubości płyt są uzależnione
dopuszczalne odchyłki grubości (im większa grubość tym większa odchyłka) oraz
właściwości wytrzymałościowe płyt (im większa grubość tym mniejsza wytrzymałość).
W kraju produkowane są płyty grubości: 8, 10, 12, 14, 15, 16, 18, 22, 24 i 25 mm, których

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
odchyłki od wymiaru nominalnego grubości wynoszą od ± 0,2 mm do ± 0,5 mm (BN-
85/7123-04/16).
Wymiary długości i szerokości arkuszy płyt wiórowych są uzależnione od formatów płyt
grzejnych pras, przy czym część płyt o wymiarach produkcyjnych jest dzielona na mniejsze
formaty. Ponieważ płyty prasowane zwykle mają praktycznie wyrównane właściwości
w płaszczyźnie płyt, za długość przyjmuje się wymiar dłuższego boku płyty, a za szerokość –
wymiar boku krótszego. Wymiary długości produkowanych w kraju płyt zawierają się
w granicach: 1830-4100 mm, a wymiary szerokości – 1220-2500 mm. Maksymalną długością
płyt w obrocie handlowym jest 4100 mm. Dopuszczalne odchyłki od wymiaru nominalnego
długości i szerokości wynoszą ± 0,5 mm, natomiast odchyłki od kąta prostego
i prostoliniowości krawędzi ± 0,2 mm/m (BN-85/7123-04/16).
Gęstość płyt wiórowych jest jednym z czynników decydujących o ich właściwościach.
Z reguły gęstość płyt zmniejsza się w miarę wzrostu ich grubości. [1, s. 35]
Tabela 10. Właściwości fizyczne i mechaniczne średnio ciężkich płyt wiórowych [1, s. 35]
Grubość płyt [mm]
Właściwości
Jednostka
miary
8-25
> 25-40
Wilgotność
%
6-12
7-12
Spęcznienie na grubość po moczeniu
w wodzie przez:
- 2 h
- 24 h
%
%
4-8
10-16
3-6
8-13
Spęcznienie na długość i szerokość po 24 h
moczenia w wodzie
%
0,15-0,45
0,15-0,45
Nasiąkliwość po 24 h moczenia w wodzie
%
20-60
40-80
Współczynnik przewodnictwa cieplnego
W/m-c
0,162
0,150
Wytrzymałość na zginanie statyczne
MPa
15-25
12-18
Moduł sprężystości przy zginaniu
MPa
2500-4500
1600-3000
Wytrzymałość na rozciąganie w kierunku
prostopadłym do płaszczyzn płyty
MPa
0,3-1,0
0,25-0,6
Wytrzymałość na ściskanie w kierunku
równoległym do płaszczyzn
MPa
12-15
11-14
Wytrzymałość na rozciąganie w kierunku
równoległym do płaszczyzn
MPa
7-10
6-9
Wytrzymałość na ścinanie w kierunku
prostopadłym do płaszczyzn
MPa
6-10
5-8
Wytrzymałość warstw zewnętrznych na
rozciąganie w kierunku prostopadłym do
płaszczyzn płyty
MPa
0,8-1,6
0,8-1,6
Twardość Brinella
MPa
35-50
30-40
Zdolność utrzymywania wkrętów
w kierunku:
- równoległym do płaszczyzny płyty
- prostopadłym do płaszczyzny płyty
N/mm
30-75
55-80
30-75
55-80
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Z przyjętego dla płyt średnio ciężkich zakresu gęstości 500-750 kg/m
3
w kraju produkuje się
płyty o gęstości ponad 620 kg/m
3
, przy czym – aby uzyskać płyty o właściwościach zgodnych
z normą – w miarę pogarszania się jakości surowca drzewnego, produkowane są płyty o coraz
większej gęstości. Prawidłowym działaniem byłoby wytwarzanie płyt wiórowych o możliwie
małej gęstości i dostatecznych właściwościach wytrzymałościowych.
Wilgotność równoważna płyt wiórowych jest na ogół mniejsza niż drewna litego ze
względu na stosowanie w produkcji płyt klejów syntetycznych, środków hydrofobowych,
a także obróbkę cieplną wiórów w czasie prasowania płyt.
Średnie wartości właściwości produkowanych na świecie płyt wiórowych średnio
ciężkich, średniej grubości i grubych przedstawiono w tab. 11. W tabeli podano podstawowe
właściwości płyt wiórowych produkowanych w kraju w zależności od ich grubości. Są to
płyty
ogólnego
przeznaczenia
(Z)
oraz
płyty
z
warstwami
zewnętrznymi
z mikrowiórów (M). W punkcie A wymieniono właściwości wymagane normami, w punkcie
B – właściwości podawane informacyjnie. Podstawowe właściwości płyt wiórowych
produkowanych w kraju podane(wg BN-87/7123-04/11 i BN-85/7123-04-16).
Tabela 11. Podstawowe właściwości płyt wiórowych produkowanych w kraju. [1, s. 36]
Grubość płyt [mm]
Właściwości
Jednostka
miary
do 13
14-19
20-25
A. WYMAGANE NORMAMI
Chropowatość powierzchni (max)
μm
80-160
Wilgotność
%
6-11
Spęcznienie na grubość po 2 h
zanurzenia w wodzie (max)
%
7-12
Wytrzymałość na zginanie statyczne
(min)
MPa
15-19
12-17
10-14
Wytrzymałość na rozciąganie
w kierunku prostopadłym do
płaszczyzn płyty (min)
MPa
0,30-0,40
0,25-0,35
0,20-0,30
B. PODAWANE
INFORMACYJNIE
Spęcznienie na grubość po 24 h
zanurzenia w wodzie (max)
%
13-18
Nasiąkliwość po 24 h zanurzenia
w wodzie (max)
%
60-100
Moduł sprężystości przy zginaniu
(min)
MPa
2300-2700 2100-2500 1800-2200
Zdolność utrzymywania wkrętów
w kierunku płaszczyzny:
N/mm
- prostopadłym (min)
55-65
- równoległym (min)
30-35
Większość właściwości płyt wiórowych o tej samej gęstości, zaklejonych klejem
mocznikowo-formaldehydowym i fenolowo-formaldehydowym, różni się nieznacznie.
Wyraźnie większa jest odporność płyt z klejem fenolowo-formaldehydowym na działanie
czynników atmosferycznych oraz sorpcja płyt w zależności od względnej wilgotności
powietrza o temperaturze 20ºC. Odporność tych płyt na działanie czynników
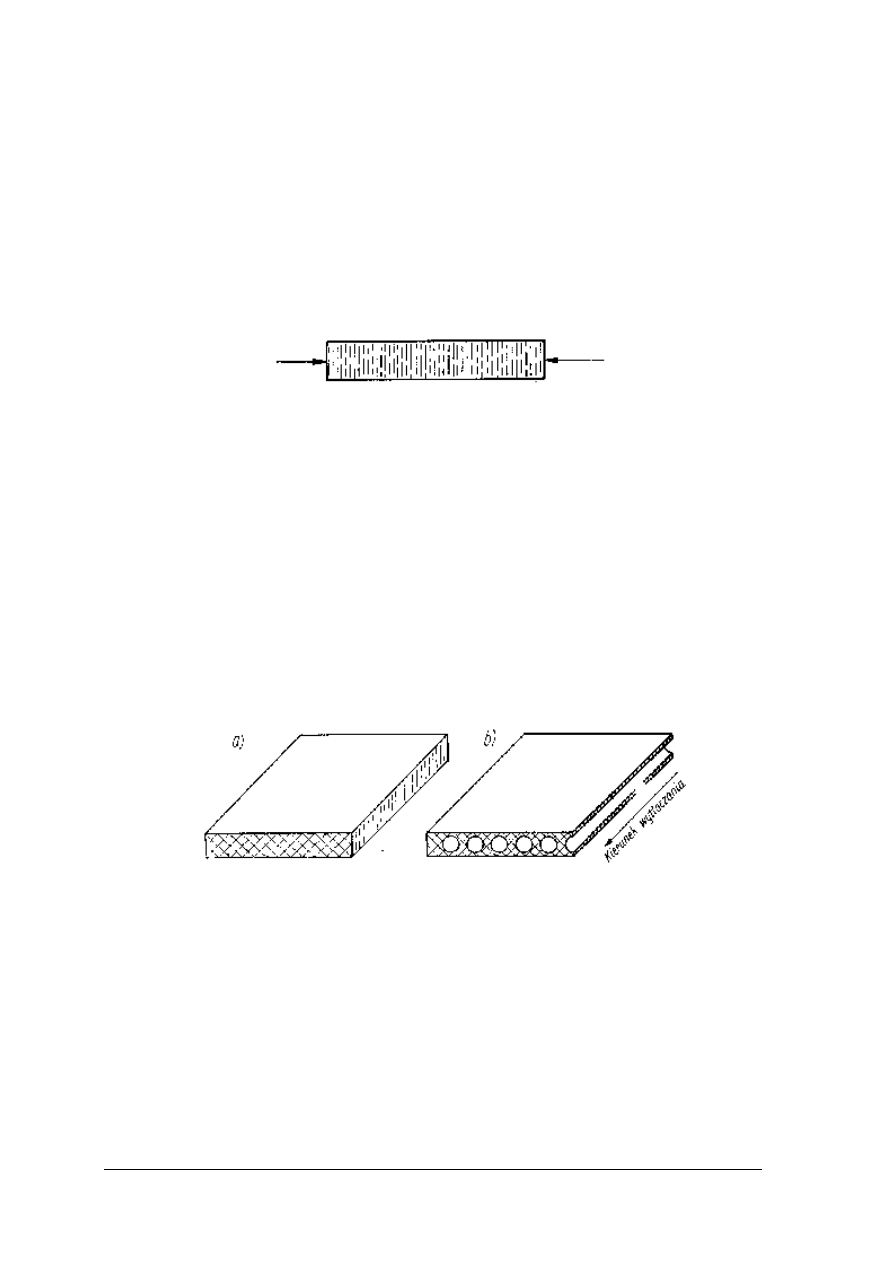
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
atmosferycznych mierzona ich wytrzymałością na rozciąganie w kierunku prostopadłym do
płaszczyzn po 2 godzinach gotowania w wodzie wynosi dla płyt grubości do 25 mm
minimum 0,15 MPa, dla płyt grubości do 40 mm – minimum 0,1 MPa, a płyt z klejem
mocznikowo-formaldehydowym 0. [1, s. 37]
Płyty wytłaczane
Płyty wytłaczane wytwarza się w wyniku jednoczesnego formowania i prasowania jako
wstęgę ciągłą w czasie przetłaczania przez komorę prasowania prasy korbowej. Ciśnienie
prasowania działa w kierunku równoległym do płaszczyzn płyty, a cząstki są ułożone
przeważnie prostopadle do tych płaszczyzn.
Rys.17. Schemat budowy płyty wytłaczanej. [6, s. 348]
Wskutek takiego ułożenia wiórów płyty te charakteryzują się zróżnicowaną budową
i właściwościami w kierunku długości, szerokości i grubości arkusza oraz bardzo dużą
chropowatością powierzchni. Wytrzymałość na zginanie płyty w kierunku równoległym do
kierunku wytłaczania (wzdłuż płyty) jest znacznie mniejsza od wytrzymałości w kierunku
prostopadłym do kierunku wytłaczania (w poprzek płyty). Zróżnicowane jest również
spęcznienie płyt, przy czym największe spęcznienie występuje w kierunku wytłaczania, jako
kierunku prostopadłego do włókien cząstek. Natomiast wytrzymałość na rozciąganie
w kierunku prostopadłym do płaszczyzn znacznie przekracza wytrzymałość płyt
prasowanych. W celu nadania płytom wytłaczanym wytrzymałości na zginanie,
umożliwiającej ich użytkowanie, okleja się je dwustronnie innymi materiałami w postaci
arkuszy, np. obłogiem lub płytą pilśniową.
Produkuje się dwa rodzaje płyt wytłaczanych: pełne i pustakowe.
Rys.18. Budowa płyty wytłaczanej: a)pełnej, b) pustakowej. [6, s. 348]
W płycie pełnej cząstki materiału wypełniają całkowicie jej dowolny przekrój, natomiast
płyta pustakowa zawiera regularnie rozmieszczone kanały, przebiegające równolegle do jej
płaszczyzn zgodnie z kierunkiem prasowania (wytłaczania). Na przekroju poprzecznym płyty
kanały te są widoczne jako szereg okrągłych otworów. Dzięki obecności kanałów można
produkować płyty o małej masie i dużej grubości (do 120 mm).
Do produkcji płyt wytłaczanych stosuje się z reguły wióry z odpadów drzewnych, wióry
odpadowe i trociny. Charakterystyczną cechą procesu technologicznego jest prasowanie
w prasach korbowych (wytłaczanie płyt).
Prasowanie płyt wytłaczanych charakteryzuje się trzema podstawowymi cechami:
−
prasowanie płyty następuje jednocześnie z jej formowaniem,
−
ciśnienie prasowania jest wywierane w kierunku równoległym do jej płaszczyzn,
−
w wyniku prasowania otrzymuje się płytę jako wstęgę ciągła. [6, s. 349]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie produkt nazywamy płytą wiórową?
2. Jaki jest ogólny podział płyt wiórowych?
3. Czym charakteryzują się płyty frakcjonowane?
4. Jakie surowce można przeznaczyć do produkcji płyt wiórowych?
5. Jakie operacje obejmuje przygotowanie surowca?
6. Jakie czynniki wpływają na proces skrawania wiórów?
7. Jakie są sposoby sortowania wiórów?
8. Do jakiej wilgotności należy suszyć wióry?
9. Jakie są metody formowania kobierca?
10. Jakie są parametry prasownia?
11. Jakie jest zastosowanie płyt wiórowych?
12. Jakimi właściwościami powinny charakteryzować się płyty?
4.5.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaje płyt wiórowych zwykłych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek płyt wiórowych,
2) zapoznać się z zasadami klasyfikacji płyt,
3) dokonać podziału na odpowiednie grupy,
4) zanotować wyniki w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– karta ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj oceny jakości płyt wiórowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować narzędzia pomiarowe,
2) zapoznać się z rodzajami wad i wielkościami dopuszczalnych odchyłek,
3) określić rodzaj występujących (ewentualnie) wad,
4) wykonać pomiar grubości,
5) wykonać pomiar szerokości i długości arkuszy,
6) zanotować wyniki w arkuszu,
7) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Wyposażenie stanowiska pracy:
– arkusze płyt wiórowych,
– przymiar liniowy z dokładnością pomiaru do 0,5 mm,
– mikrometr,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Oblicz gęstość płyty wiórowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek płyt wiórowych,
2) zapoznać się z literaturą na ten temat,
3) wykonać pomiar grubości,
4) wykonać pomiar szerokości i długości próbek
5) zważyć próbki,
6) obliczyć gęstość na podstawie wzorów,
7) zanotować wyniki,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek płyt wiórowych,
– przymiar liniowy z dokładnością pomiaru do 0,5 mm,
– waga laboratoryjna i techniczna,
– kalkulator,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj pomiaru wytrzymałości płyt wiórowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literatura dotyczącą pomiarów wytrzymałości płyt wiórowych,
2) przygotować próbki zgodnie z normą,
3) zamocować próbkę w maszynie wytrzymałościowej,
4) uruchomić maszynę,
5) wykonać po trzy pomiary,
6) obliczyć wartość siły niszczącej,
7) zanotować wyniki,
8) porównać otrzymany wynik z podanym w normie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– maszyna wytrzymałościowa,
– kalkulator,
– przybory do pisania,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Ćwiczenie 5
Zbadaj wilgotność wiórów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą wymagań stawianych wiórom do produkcji płyt,
2) przygotować próbkę wiórów,
3) zważyć z dokładnością do 0,1 g,
4) umieścić w suszarce laboratoryjnej,
5) suszyć do stałej masy (wykonując ważenia kontrolne),
6) zanotować wyniki,
7) obliczyć wilgotność bezwzględną,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– próbka wiórów ok. 10 g,
– waga laboratoryjna i techniczna,
– suszarka laboratoryjna,
– kalkulator,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 6
Zaprojektuj schemat przebiegu procesu technologicznego produkcji płyt wiórowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą produkcji płyt wiórowych,
2) określić operacje i stanowiska robocze,
3) scharakteryzować główne wymagania stawiane poszczególnym urządzeniom,
4) przedstawić powyższe w formie graficznej i opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przyrządy kreślarskie,
– literatura z rozdziału 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić jaki produkt nazywamy płyta wiórową?
¨ ¨
2) przedstawić ogólny podział płyt?
¨ ¨
3) przedstawić charakterystykę płyt frakcjonowanych?
¨ ¨
4) scharakteryzować surowce stosowane do produkcji płyt?
¨ ¨
5) wymienić operacje stosowane podczas przygotowania surowca?
¨ ¨
6) wymienić czynniki wpływające na proces skrawania wiórów?
¨ ¨
7) określić sposoby sortowania wiórów?
¨ ¨
8) wyjaśnić do jakiej wilgotności należy suszyć wióry ?
¨ ¨
9) przedstawić metody formowania kobierca?
¨ ¨
10) podać parametry prasowania?
¨ ¨
11) określić zastosowanie płyt wiórowych?
¨ ¨
12) scharakteryzować właściwości płyt?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.6. Charakterystyka tworzyw drzewnych – płyta pilśniowa
4.6.1. Materiał nauczania
Płyta pilśniowa – materiał płytowy wytwarzany z włókien lignocelulozowych
z zastosowaniem ciepła i/lub ciśnienia, o grubości min. 1,5 mm i większej. Wiązania w płycie
uzyskuje się w wyniku spilśniania włókien i wykorzystaniu ich naturalnych właściwości
adhezyjnych lub dodatku kleju syntetycznego do masy włóknistej. Płyta pilśniowa może
zawierać inne dodatki. (PN-EN 316)
Płyty
pilśniowe
można
wytwarzać
ze
wszystkich
surowców
roślinnych
charakteryzujących się włóknistą strukturą morfologiczną. W większości krajów w tym
również w Polsce produkuje się je wyłącznie z drewna, chociaż stosuje się do tego celu np.
wytłoki z trzciny cukrowej, liście palmy daktylowej, słomę ryżową i zbożową.
Podstawowym kryterium podziału płyt pilśniowych jest ich gęstość.
Porowate o gęstości poniżej 400 kg/m
3
, twarde o gęstości nie mniejszej niż 800 kg/m
3
i bardzo twarde – o gęstości nie mniejszej niż 900 kg/m
3
W płytach odróżnia się powierzchnię prawą, która jest górną powierzchnią w procesie
produkcyjnym (gładka), i powierzchnię lewą, która jest dolną powierzchnią w procesie
produkcyjnym (z wyraźnym odciskiem sita). Płyty pilśniowe produkuje się w dwóch klasach
jakości – I i II. Zaliczenie do odpowiedniej klasy jakości odbywa się na podstawie
przebadania właściwości fizycznych i mechanicznych oraz określenia występujących wad
zgodnie z normami.
Tabela 12. Właściwości fizyczne i mechaniczne twardych płyt pilśniowych
zwykłych (wg BN-86/7122-11). [3, s. 146]
Właściwości
Klasy jakości płyty
Grubość mm
I
II
Gęstość, kg/m
3
Powyżej 800
Wilgotność, %
Wszystkie grubości
7 ± 2
2,4
3,2
40
50
4,0
5,0
30
40
Nasiąkliwość
maksymalna po 24
godzinach moczenia
w wodzie, [%]
5,5
6,4
25
35
Pęcznienie
maksymalne na
grubość po 24
godzinach moczenia
w wodzie, [%]
2,4
3,2
4,0
5,0
5,5
6,4
30
20
20
20
17
17
35
25
25
25
22
22
Wytrzymałość na
zginanie statyczne,
[MPa], co najmniej
2,4
3,2
4,0
5,0
5,5
6,4
32
35
35
35
30
30
22
25
25
25
20
20

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
−
Gęstość płyt jest bardzo ważną cechą, ponieważ wraz z jej wzrostem, właściwości płyt,
szczególnie mechaniczne, ulegają poprawie. Z drugiej strony dąży się zawsze do
otrzymania materiału, który byłby możliwie lekki i jednocześnie osiągałby możliwie dużą
wytrzymałość. W wyniku tych sprzecznych wymagań produkuje się płyty twarde,
zwłaszcza przy przerobie surowca drzewnego gorszej jakości, o gęstości z reguły większej
od 800 kg/m
3
i wynoszącej ok. 1000 kg/m
3
. W odniesieniu do płyt porowatych, które nie
są materiałem konstrukcyjnym, wytrzymałość ma mniejsze znaczenie i dlatego gęstość ich
powinna być możliwie mała, ponieważ takie płyty mają lepsze właściwości izolacyjne.
−
Nasiąkliwość i pęcznienie obserwuje się i oznacza na podstawie moczenia płyt w wodzie.
Wskaźniki te, w sposób pośredni świadczą o odporności płyt na działanie wilgoci.
Pęcznienia płyt porowatych nie bada się, gdyż zwiększając swoje wymiary w wodzie
włókna drzewne wypełniają wolne przestrzenie w strukturze płyty i powodują tylko
w niewielkim stopniu zwiększenie grubości materiału.
−
Wytrzymałość na zginanie statyczne jest jedynym wskaźnikiem wymaganym przez
normę, który określa właściwości mechaniczne płyt. Charakteryzuje ona płyty pilśniowe
również w sposób raczej pośredni, ponieważ bardzo rzadko zdarza się, aby
w konstrukcjach działały na nie siły zginające. Niekiedy określa się również i inne, nie
uwzględnione w normie właściwości płyt. Na przykład zmiany wymiarów, zachodzące
podczas działania na płyty zmiennych warunków klimatycznych, wytrzymałość na
rozciąganie w kierunku równoległym i prostopadłym do płaszczyzny płyty, twardość
i ścieralność, szczególnie ważne dla płyt bardzo twardych, zdolność przewodzenia ciepła
i tłumienia dźwięków dla płyt porowatych, odporność na działanie ognia, odporność na
działanie grzybów i owadów oraz gładkość powierzchni. Właściwości te oznacza się albo
metodami zalecanymi przez normy, albo według zaadoptowanych metod stosowanych
przy badaniach innych materiałów.
−
Barwa płyty zależy przede wszystkim od surowca drzewnego, z którego są one
wyrabiane. Obecność kory w surowcu sosnowym, nadaje płytom odcień szary lub
szaropiaskowy.
Do zalet płyt należą: gładka powierzchnia, dobra stabilność wymiarowa w warunkach
zmiennej wilgotności, dobre właściwości izolacyjne, wysoka wytrzymałość samych płyt i ich
połączeń z innymi materiałami drzewnymi, dobra podatność na obróbkę mechaniczną,
możliwość kształtowania powierzchni krzywoliniowych, podatność na obróbkę plastyczną,
łatwość wykańczania materiałami malarsko-lakierniczymi, wysoka twardość i niska
ścieralność. [6, s. 364]
Wady płyt są związane integralnie z charakterystycznymi cechami samego tworzywa,
a z drugiej zaś wynikające z błędów i niedopatrzeń, a także trudnych czasami do usunięcia
zjawisk zachodzących w produkcji. Wady płyt:
−
przebarwienia, widoczne na części powierzchni płyt twardych o odmiennym zabarwieniu,
mające niewyraźne kontury, nieregularne kształty i nieregularne rozmieszczenie;
−
barankowość, polegająca na równomiernie rozmieszczonych na powierzchni płyt
twardych drobnych przebarwieniach średnicy do 3 cm;
−
plamy na części powierzchni płyty o wyraźnych konturach i różnicach w zabarwieniu
o wielkości powyżej 5 mm;
−
zmatowienie płyt twardych polegające na braku połysku na części lub całej prawej
powierzchni płyty;
−
wgłębienia i wypukłości w postaci odkształcenia prawej lub lewej powierzchni płyt
o wyraźnych lub łagodnych konturach, występujące sporadycznie, pojedynczo lub
w skupieniach;

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
−
odciski brzeżne, widoczne jako wgłębienia na prawej powierzchni płyt twardych,
zlokalizowane wzdłuż obrzeża płyty;
−
rysy, jako liniowe odkształcenia wklęsłe lub wypukłe, występujące na obu
powierzchniach płyty, spowodowane przyczynami technologicznymi lub mechanicznymi
uszkodzeniami wyrobu gotowego;
−
wady powierzchni rzazu, to: ząbkowatość, strzępiastość lub mechowatość;
−
zniszczenia boku, czoła i powierzchni płyty w narożnikach;
−
brak odcisku siatki na lewej powierzchni płyt twardych;
−
odpalenia węglowe widoczne na prawej powierzchni, ślady zarasowań zwęglonych
zanieczyszczeń przylegającej do matrycy;
−
cętki o wyrażanych konturach i zabarwieniu różniącym się od normalnego. [6, s. 366]
Zastosowanie:
−
meblarstwo (ścianki tylnie i dna szuflad),
−
stolarka budowlana (drzwi, okładziny, przegrody),
−
opakowania- galanteria drzewna np. tyły luster i obrazów
−
budownictwo jako materiał do izolacji termiczno-akustycznej ścian, podłóg i dachów
Proces produkcji
Technologia produkcji płyt pilśniowych twardych polega na tym, że dostarczany
surowiec drzewny przerabia się najpierw na zrębki o wymiarach orientacyjnych 25–35x18x 6
mm. Następnym zadaniem jest zapewnienie pełnej jednorodności rozdrobnionego materiału
poprzez sortowanie, czyli wydzielenie cząstek drobnych i odrzucenie ich jako odpadu oraz
wydzielenie cząstek grubych i dodatkowe ich rozdrobnienie. Wszystkie te operacje odbywają
się w rębalni. Podstawowym urządzeniem rębalni jest rębarka, stosuje się powszechnie
rębarki tarczowe. Sortowanie zrębków odbywa się na sortownikach płaskich. Zrębki podaje
się do skrzyni, w której są trzy sita, I o oczkach 35x35, II o oczkach 20x20 i na końcu III
o oczkach okrągłych o średnicy 5 mm. Dodatkowe rozdrobnienie grubych zrębków
oddzielonych w sortowniku odbywa się najczęściej w rozdrabniarkach młotkowych.
Bardzo wskazane jest mycie rozdrobnionego surowca dla oddzielenia od niego piasku lub
innych zanieczyszczeń mineralnych w specjalnych myjniach zrębków. Zrębki dostają się do
zbiornika z wodą, w którym oddzielają się wszystkie zanieczyszczenia ciężkie, a więc nie
tylko żwir, piasek, lecz także wszelkie metale.
Rozwłóknianie
Kolejną operacją jest rozwłóknianie, którego celem jest rozdzielenie tkanki drzewnej na
mieszaninę włókien pojedynczych i pęczków włókien. Do osiągnięcia tego celu trzeba osłabić
blaszkę środkową, spajającą włókna ze sobą. Jest to możliwe dzięki jej odmiennemu od
pozostałej części ścianki komórkowej składowi chemicznemu, charakteryzującemu się
wyłączną zawartością ligniny i hemiceluloz, a także dzięki jej amorficznej (bezpostaciowej)
strukturze.
Metoda rozwłókniania termomechanicznego (metoda Asplunda w defibratorach) polega
na podgrzaniu zrębków parą nasyconą do temperatury mięknienia blaszki środkowej czyli do
170 – 180º C, a następnie na mechanicznym rozwłóknieniu uplastycznionego już materiału
drzewnego na elementy włókniste pomiędzy dwoma żłobkowanymi tarczami stalowymi –
jedną stałą i jedną obrotową. Charakterystyczne dla tej metody jest również i to, że
rozwłóknianie przeprowadzane jest w tych samych warunkach temperatury i ciśnieniu, co
i podgrzewanie, czyli ok. 1,0 MPa. Odległość pomiędzy tarczami mielącymi wynosi 0,1 –
0,15 mm. Celem rozwłókniania powinno być otrzymanie mas włóknistych optymalnych dla
danego gatunku płyt właściwościach w najbardziej ekonomicznych warunkach pracy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
urządzeń. W defibratorze nie udaje się uzyskać masy o żądanych dla płyt właściwościach
i dlatego trzeba ją poddawać dodatkowej obróbce zwanej domielaniem. Domielanie
przypomina rozwłóknianie i polega na przepuszczaniu zawiesiny włókien o ściśle określonym
stężeniu między przesuwającymi się względem siebie powierzchniami profilowanymi z tym,
że nie stosuje się tu nadciśnienia i odpowiadającej mu podwyższonej temperatury.
Domielanie odbywa się w urządzeniach zwanych rafinatorami lub rozwłókniarkami.
Konstrukcja rafinatorów nie różni się od konstrukcji zespołu rozwłókniającego nowych
typów. Stężenie masy domielanej powinno być dość duże. Na stosowanie największego
stężenia około 5–16 % pozwalają ślimaki, przy zasilaniu pompowym max 6%, a przy
grawitacyjnym 6 – 7%. Elementy włókniste muszą być w urządzeniu domielającym
poddawane intensywniejszej i dłuższej obróbce mechanicznej niż w defibratorze i dlatego
segmenty mielące mają tu nieco inne urzeźbienie i znacznie szerszą strefę mielenia. Masa
przeznaczona na płyty twarde powinna mieć niższy stopień zmielenia niż masa na płyty
porowate. Szczelina mielenia w rafinatorze jest mniejsza niż w defibratorze i np. przy
domielaniu masy na płyty twarde utrzymuje się ją w granicach 0,02 – 0,05 mm. W czasie
pracy segmentów szczelina powinna być stała, toteż w miarę ich zużywania się dosuwa się
stopniowo tarczę wirującą do nieruchomej. Rezultat domielania masy określa się
w codziennej praktyce przez pomiar jej stopnia zmielenia. Optymalna jego wartość dla
przerabianego u nas surowca iglastego zawiera się w granicach 20 – 30 DS. (stopień
zmielenia wyrażony w defibrator-sekundach) dla płyt twardych. Konkretny stopień zmielenia
zależy od grubości płyt. [6, s. 429]
Zaklejanie masy
Po domieleniu ponownie rozcieńcza się masę do 2 –3% i kieruje ją do kadzi
wyrównawczej, zwanej też kadzią masy rafinowanej, skąd przechodzi ona do kadzi
maszynowej, będącej ostatnim zbiornikiem magazynującym rozwłókniony materiał drzewny
przed następnymi operacjami, tj. zaklejaniem i formowaniem.
Masę, przed skierowaniem jej do maszyny odwadniającej, poddaje się zaklejaniu. Rozróżnia
się dwa podstawowe rodzaje zaklejania: hydrofobowe, mające na celu zwiększenie
odporności płyt na działanie wody oraz wzmacniające, którego głównym zadaniem jest
polepszenie właściwości wytrzymałościowych płyt. Podczas zaklejania hydrofobowego
dodaje się takie środki jak: parafina, gacz barisolowy, kalafonia i inne. Trzeba tak dozować te
substancje, aby z jednej strony uzyskać żądaną wodoodporność płyty, a z drugiej nie dopuścić
do nadmiernego pogorszenia się jej właściwości wytrzymałościowych. Najczęściej te
substancje dodaje się do masy w postaci emulsji. Emulsje środków hydrofobowych, czyli
kleje, przygotowuje się w zakładach płyt pilśniowych w specjalnych oddziałach zwanych
klejarniami. Gotową emulsję, która ma postać mleczka o barwie jasno-brązowej,
przepompowuje się do zbiornika magazynowego, z którego pobiera się ją do zaklejania.
W zbiorniku przechowuje się ją w temperaturze ok. 50ºC przy stałym mieszaniu. Zaklejanie
polega na dodaniu emulsji do masy, bardzo dokładnym wymieszaniu obu składników
i następnie na trwałym osadzeniu środka hydrofobowego na włóknach. Zaklejanie odbywa się
w skrzyni klejarskiej wykonanej z blachy kwasoodpornej lub z drewna. Ilość wprowadzanych
środków hydrofobowych wynosi 0,8 – 1,0% w stosunku do suchej masy włókien.
Zaklejanie wzmacniające stosuje się wyłącznie przy produkcji płyt twardych. Jako środka
klejącego używa się głównie żywicy fenolowoformaldechydowej. Żywicę dodaje się do masy
albo po jej rozcieńczeniu w środowisku alkalicznym (NaOH) do około 3%, albo jako emulsję.
Kondensacja żywicy, czyli właściwe sklejenie włókien, następuje w czasie obróbki termicznej
płyt w prasie i w komorze hartowniczej. Ilość dodawanego kleju fenolowoformaldehydowego
wynosi 1,5 – 3% w stosunku do zupełnie suchej masy włókien. Zaklejanie wzmacniające nie
zabezpiecza zwykle w wystarczający sposób płyt przed działaniem wody i dlatego
jednocześnie do masy dodaje się emulsji gaczowej lub parafinowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Formowanie wstęgi włóknistej
Masa opuszczająca skrzynię klejarską jest zaklejona, ma określony stopień zmielenia
i ściśle wyregulowane stężenie. Następnym etapem jest formowanie, które odbywa się na
maszynie odwadniającej i polega na ciągłym dodawaniu, na przesuwające się sito bez końca
równomiernej warstwy masy. Następnie odprowadzeniu z niej wody najpierw grawitacyjnie,
potem próżniowo i w końcu przez mechaniczne wyciśnięcie z pozostawieniem na sicie
zatrzymanych na nim, bezładnie splątanych ze sobą (spilśnionych) włókien tworzących
wstęgę określonej grubości. Masę wylewa się na sito za pomocą skrzyni wylewowej, do
której trafia ona grawitacyjnie wprost ze skrzyni klejarskiej. W skrzyni wylewowej, wąski
strumień masy dopływającej do niej rurociągiem przekształca się w strumień mający
szerokość sita i wypływający na nie spokojnie, z prędkością równą prędkości sita.
Z technologicznego punktu widzenia maszynę odwadniającą na następujące cztery części:
−
rejestrową,
−
ssącą,
−
prasową,
−
formatyzującą.
Szerokość sita zależy od szerokości płyt produkowanych w danej linii technologicznej.
Spotykane u nas szerokości płyt twardych po obcięciu wynoszą:122, 160, 170, 214 cm.
Szerokość sita jest większa od szerokości płyt obciętych o 25 – 30 cm, co odpowiada
nadmiarowi 13 – 15 cm z każdej strony. Obecnie stosuje się sita syntetyczne.
Odwadnianie w części rejestrowej odbywa się głównie pod działaniem sił ciężkości. Ciśnienie
wody w warstwie masy znajdującej się na sicie przezwycięża opór sił napięcia
powierzchniowego w otworach sita. Wałki rejestrowe tworzą swego rodzaju stół rolkowy, po
którym przemieszcza się sito wraz ze znajdującą się na nim masą. Odwadnianie prowadzi się
w ten sposób, że po każdym jego etapie osiąga się ściśle określoną zawartość wody we
wstędze. Tak np. po przejściu części rejestrowej wstęga powinna mieć suchość 5 – 6%.
Wstęga ta zawiera jeszcze bardzo dużo wody, którą trzeba odprowadzić tak, aby nie naruszyć
luźnej struktury płyty. Odbywa się to za pomocą wytwarzanego pod sitem, wzrastającego
stopniowo od 0,01 do 0,05 MPa podciśnienia, w wyniku, którego woda zostaje odessana,
a wstęga uzyskuje suchość około 12 – 14%. Wodę odsysa się za pomocą skrzynek ssących
podłączonych do pomp próżniowych. Następną operacją na maszynie odwadniającej jest
usuwanie wody poprzez mechaniczne jej wyciskanie w prasach wałowych. Urządzeniami
dociskającymi są w obrębie sita długiego prasy wstępne i pierwsza prasa wałowa, zwana też
wyżymakową albo wyżymakiem.
Prasy wstępne składają się z trzech lub czterech par wałków, przy czym dolne znajdują się
pod sitem długim, służąc jednocześnie jako elementy podpierające, górne zaś razem z górnym
wałem prasy wyżymakowej obciągnięte są sitem górnym. Suchość wstęgi opuszczającej prasę
wyżymakową powinna wynosić 20 – 27%. W skład części prasowej maszyny odwadniającej
wchodzą jeszcze, oprócz wyżymaka, dwie lub trzy prasy wałowe. Aby zapewnić należytą
końcową suchość wstęgi, prasy wałowe powinny wywierać na nią wzrastający nacisk. Jest on
mierzony w Niutonach na centymetr długości wału i wynosi przykładowo dla pras I, II, III, IV
odpowiednio: 230, 640, 1500, 2500 N/cm. Suchość wstęgi opuszczającej ostatnią prasę
powinna zawierać się w granicach 35%. Następną operacją dla płyt twardych jest
natryskiwanie wstęgi barwioną emulsją olejową za pomocą dysz rozpylających. Ponadto
wstęga powinna być obcięta z boków na szerokość, a także podzielona na arkusze określonej
długości. Pierwszą operację wykonują wirujące noże tarczowe umieszczone po bokach
maszyny. Wstęgę przecina się w poprzek pod kątem prostym nożem tarczowym. Przesuwa się
on podczas cięcia po linii będącej wypadkową ruchu poprzecznego i podłużnego, nachylonej
pod pewnym kątem w stosunku do kierunku ruchu wstęgi. [6, s. 451]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Prasowanie
Uformowane na maszynie odwadniającej i obcięte do odpowiednich wymiarów arkusze
włókniste płyt twardych przekazuje się do prasowania, które odbywa się w wielopółkowej,
ogrzewanej prasie hydraulicznej. Prasa jest zaopatrzona w windy: załadowczą i wyładowczą.
Arkusz przed wprowadzeniem go do windy załadowczej, a następnie do prasy powinien być
nałożony na siatką obiegową, która spoczywa na blasze obiegowej. Winda jest to pojemnik
o tej samej liczbie półek, co prasa. Winda porusza się pionowo w dół i w górę. Załadunek
rozpoczyna się w górnym położeniu windy, przy czym arkusz spoczywający na siatce
obiegowej jest wprowadzony na dolną jej półkę. Następnie winda opuszcza się o dwa piętra
tak, że jest ładowana, co druga półka aż do dolnego położenia urządzenia. Przy ruchu w górę
w sposób analogiczny są ładowane pozostałe półki. Po zapełnieniu windy cykl prasowania
powinien być już zakończony i prasa powinna być już otwarta. Po przeciwnej jej stronie
znajduje się winda wyładowcza o konstrukcji takiej samej, jak winda załadowcza. Na windę
wyciągane są z prasy blachy obiegowe ze spoczywającymi na nich siatkami i wyprasowanymi
płytami twardymi. Po załadowaniu prasy rozpoczyna się prasowanie, które w pierwszym
okresie polega na mechanicznym wyciskaniu wody z mokrych arkuszy. W celu uniknięcia
powstawania plam na płytach, które mogłaby spowodować rozpryskująca się woda, między
prasą a windami zaciągane są specjalne kurtyny. Prasowanie jest bardzo energochłonne;
pochłania 2/3 całkowitej ilości ciepła zużywanego do produkcji płyt twardych. Około 50 –
70 % tej ilości ciepła zużywa się do odparowania wody zawartej w arkuszu włóknistym, ok.
1,5 – 3,5% do podgrzewania wody wyciskanej mechanicznie z arkusza w pierwszym okresie
prasowania, ok. 4,5 – 5% do podgrzania arkusza włóknistego, ok. 10 – 12% do podgrzania
siatek i blach obiegowych i wreszcie ok. 10 – 30% do pokrycia strat powstających w całym
układzie grzejnym. Płyty grzejne prasy są pokryte odzieżą, która składa się z kilku
elementów. Na górnej powierzchni każdej płyty spoczywa blacha ochronna grubości 1,5 – 2
mm, chroni ona płytę przed mechanicznym uszkodzeniem ze strony przesuwanej po niej
blachy obiegowej. Blacha obiegowa ma grubość 2,5 – 4 mm i jest wykonana ze stali
manganowej. Siatka obiegowa, która spoczywa na blasze obiegowej, jest wykonana
z materiału kwasoodpornego i ma najczęściej 7 – 9 oczek na 1 cm. Jest ona niezbędna przy
prasowaniu gdyż zapewnia odprowadzenie z arkusza włóknistego wody i pary. Siatka
obiegowa odciska się na lewej powierzchni płyty pilśniowej i nadaje jej charakterystyczną
fakturę. Spoczywający na siatce obiegowej arkusz jest dociskany od góry przez matrycę. Jest
to blacha grubości 4 – 6 mm wykonana ze stali nierdzewnej i wypolerowana do stanu gładzi
lustrzanej. Matryca nadaje prawej powierzchni płyty pilśniowej gładkość i połysk, co wpływa
na jakość wyrobu. Pomiędzy matrycą i płytą grzejną znajdują się dwie siatki: wyrównawcza
i kompensacyjna. Siatka wyrównawcza tworzy między matrycą i płytą grzejną warstwę
izolacyjną, pozwala na równomierne nagrzewanie arkusza włóknistego. Siatka wyrównawcza
jest wykonana z drutu miedzianego o grubości 1 mm, posiada oczka o wymiarach 2 x 2 mm.
Siatka kompensacyjna jest tkana w ten sposób, że średnica drutów osnowy, a więc grubość jej
wzrasta od środka ku obwodowi, co pozwala na wyrównanie odległości między
powierzchniami stykającymi się z prasowanym arkuszem włóknistym. Prasowanie płyt
pilśniowych prowadzi się zawsze wg ściśle określonej krzywej.
Przy ustalaniu konkretnego kształtu krzywej trzeba uwzględnić wiele czynników, takich jak:
skład chemiczny przerabianego surowca drzewnego, właściwości masy włóknistej, grubość
i gęstość produkowanych płyt, rodzaj i ilość dodawanych związków chemicznych oraz
stosowaną temperaturę. [6, s. 467]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Rys. 19. Krzywa prasowania. [6, s. 471]
Prasowanie jest najważniejszym etapem procesu technologicznego, ponieważ w jego
trakcie zachodzi ostateczne uformowanie płyty pilśniowej i nadanie jej podstawowych
właściwości fizycznych i mechanicznych, które w dalszych procesach są już tylko ulepszane.
Schodzący z maszyny odwadniającej arkusz włóknisty ma wilgotność ok. 60 – 65% lub nieco
większą. W pierwszym etapie prasowania, któremu odpowiada odcinek ABC krzywej,
następuje zamykanie prasy i wzrost nacisku jednostkowego do 5,0 – 5,5 MPa
z pozostawieniem go na tym poziomie przez pewien czas. Powoduje to zbliżenie włókien do
siebie wraz z ich spłaszczeniem (zmniejszenie objętości lumenów) i mechaniczne wyciśnięcie
wody. Wilgotność arkusza w tym stanie, czyli w punkcie C krzywej, powinna wynosić 45 –
50 % (suchość 50 – 55 %).
Rys.20. Schematyczne usuwanie wody podczas prasowania: a) stan przed
rozpoczęciem prasowania, b) wyciskanie wody, c) stan po zakończeniu wyciskania,
d) odparowanie wody, e)stan po zakończeniu odparowania. [6, s. 473]
Wyciskana woda przedostaje się między włóknami do siatki obiegowej i system kanalików
odpływa od środka płyty ku jej krawędziom, poza płyty grzejne.
Wyciskanie wody (odcinek BC krzywej) powinno się zakończyć, gdy przestaje ona wypływać
z arkusza. Czas potrzebny na tą operację zależy zarówno od grubości arkusza, jak i jego
długości i szerokości i zawiera się zwykle w granicach 10 – 30 s. W okresie wyciskania
następuje okresowy spadek temperatury płyt grzejnych, który nie powinien trwać zbyt długo
i przekroczyć ok. 10º C. Po zakończeniu wyciskania wody zaczyna się jej odparowanie, które
odbywa się po zmniejszeniu nacisku jednostkowego do 1,8 – 1,2 MPa, co pozwala na
łatwiejsze odprowadzenie pary (odcinek DE krzywej). Nacisk jednostkowy powinien być
mniejszy od prężności pary odpowiadającej temperaturze prasowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Okres odparowania wody (odcinek DE krzywej) powinien się zakończyć, gdy arkusz
włóknisty osiągnie wilgotność ok. 5 – 8 %, co zależnie od grubości płyt, temperatury
prasowania i stopnia zmielenia masy następuje po ok. 3 – 7 minutach. W tym stanie
wilgotności rozpoczyna się trzeci ostatni etap prasowania zwany hartowaniem płyt w prasie,
w którym nacisk jednostkowy zwiększa się ponownie do maksymalnego (5,5 MPa)
i utrzymuje się na tym poziomie przez pewien czas (odcinek EFG krzywej). Długość okresu
hartowania w prasie zależy od grubości płyt i wynosi zwykle 1,5 – 3 min. Płyty opuszczające
prasę nie powinny mieć wilgotności większej od 0,5 – 1,0%. Stosowane w praktyce czasy
prasowania są zawarte zazwyczaj w granicach od ok. 6 min dla płyt grubości 3,2 mm, do ok.
11 min dla płyt o grubości 5,0 mm. Aby otrzymać pełny cykl prasowania, należy do tych
czasów dodać ok. 1,5 min przeznaczone na wyładunek i załadunek prasy.
Hartowanie
Płyty pilśniowe po opuszczeniu prasy kieruje się do następnej operacji technologicznej,
jaką jest hartowanie w komorach hartowniczych. Do komór tych płyty wprowadza się na
specjalnych wózkach wielopółkowych, z których każdy powinien mieścić wielokrotność
wsadu prasy. Hartowanie jest przedłużeniem niedoprowadzonej do końca obróbki termicznej
płyt zachodzącej w ostatnim etapie prasowania, prowadzi się w temperaturze zawartej
w granicach 160 – 180ºC, w czasie kilku godzin. Składa się ono z podgrzewania płyt gorącym
powietrzem do tej temperatury i utrzymywania jej na zadanym poziomie i ze schładzania płyt
przed wyciągnięciem wózka z komory. Podczas hartowania płyty uzyskują ostatecznie swe
właściwości podstawowe. Wzrasta ich wytrzymałość mechaniczna i odporność na działanie
wilgoci, wyrażająca się zmniejszeniem nasiąkliwości i pęcznienia oraz polepszeniem się
stabilności wymiarów. Ponadto stają się one lepiej obrabialne narzędziami tnącymi,
utrzymują bardziej wyrównane i bardziej intensywne brązowe zabarwienie, jak też większą
odporność na działanie mikroorganizmów. Po zakończeniu hartowania przed opróżnieniem
komory płyty się chłodzi. Wyciągnięcie wózka bez dokonania tego zabiegu mogłoby
spowodować zapalenie się gorącego wsadu w wyniku nagłego doprowadzenia do niego wraz
z powietrzem dużych ilości tlenu. W większości naszych zakładów, z uwagi na rozwiązania
konstrukcyjne komór temperatury hartowania utrzymuje się na poziomie 160 – 165ºC.
Niekiedy są one jeszcze niższe i tylko w nielicznych wypadkach dochodzą do 170 – 175ºC.
Całkowity czas hartowania liczony od momentu rozpoczęcia podgrzewania zawiera się
w granicach 3 – 4 godziny. Samo podgrzewanie od temperatury początkowej, która wynosić
powinna 80ºC, trwa 30 – 45 min. Hartowanie powinno odbywać się automatycznie. Zapewnia
to specjalna aparatura kontrolno pomiarowa i regulacyjna. Stosowane temperatury i czasy dla
płyt różnej grubości.
Tabela 13. Czas i temperatura hartowania płyt. [6, s. 486]
Grubość płyty [mm]
Temperatura hartownia [ºC]
Czas hartowania [h]
2,5 i 3,2
4,0
5,0
165-175
160-170
155-165
3,0-3,5
3,5
3,5-40
Płyty bardzo twarde
Produkcja płyt bardzo twardych polega na impregnowaniu płyt odbieranych z prasy
olejami schnącymi i następnie na ich hartowaniu. Do impregnacji wybiera się płyty o dobrych
właściwościach fizykomechanicznych, pozbawione wad. Oceny ich jakości dokonuje się
wzrokowo. Jako środek impregnujący stosuje olej lniany w mieszaninie z olejem talowym
(70% oleju talowego i 30% oleju lnianego). Wyselekcjonowane po prasowaniu płyty

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
impregnuje się. Odbywa się to w urządzeniu, którego podstawową częścią jest wanna
zapełniona mieszaniną oleju talowego i lnianego, utrzymywaną w temperaturze ok. 110ºC.
Podgrzewanie parą wodną w specjalnym wymienniku ciepła ma na celu zmniejszenie
lepkości mieszaniny, co przyspiesza impregnację. Z tego samego powodu temperatura płyt
nie powinna być mniejsza od 50 – 60ºC. Oznacza, to, że czas, jaki upłynął od opuszczenia
przez nie prasy nie może być zbyt długi. Płyty wprowadza się do wanny pojedynczo parą
walców posuwowych. Po wyjściu z wanny płyty dostają się między ogumione walce
wyżymające usuwające z nich nadmiar oleju. Nasycanie trwa ok. 7 – 8 s. Płyty przekazuje się
następnie do urządzenia załadowczego, które umieszcza je na wózku hartowniczym.
Następnie płyty poddaje się obróbce termicznej, która odbywa się w takich samych
warunkach i w tych samych komorach hartowniczych, co płyty twarde. Płyty bardzo twarde
charakteryzują się w porównaniu ze zwykłymi płytami twardymi większą ok. 50%
wytrzymałością na zginanie statyczne, mniejszymi ok. 35% nasiąkliwością i o 25%
pęcznieniem, większą ok. 5% gęstością i ok. 40% twardością i czterokrotnie mniejszą
ścieralnością. Ponadto w zmiennych warunkach wilgotności mają stabilniejsze wymiary.
Klimatyzacja płyt
Płyty opuszczające komorę hartowniczą są zupełnie suche i trzeba je doprowadzić do
wilgotności otoczenia, w jakim będzie użytkowane. Wilgotność płyt twardych powinna się
zawierać w granicach 5 – 9%, a płyt bardzo twardych 4 –8%. Nawilżaniu płyt towarzyszy
zjawisko ich pęcznienia na grubość oraz wydłużania się arkuszy w kierunku podłużnym
i poprzecznym. Nakazuje to równomierne doprowadzenie wilgoci do całej powierzchni płyty.
Są dwie metody nawilżania płyt: metoda klimatyzacji w wilgotnym powietrzu oraz metoda
klimatyzacji kontaktowej. Pierwszą dokonuje się w komorach nawilżających. Kontrola pracy
komór klimatyzacyjnych polega na stałym pomiarze i automatycznym zapisie temperatury
i wilgotności względnej powietrza za pomocą np. termometrów oporowych i psychrometru
zbudowanego na zasadzie odczytu termometru suchego i mokrego. Nawilżanie w komorach
klimatyzacyjnych daje dobre wyniki zarówno w zakresie końcowej wilgotności płyt, jak
i równomiernego jej rozkładu. Wadą jest dosyć długi czas nawilżania wynoszący 7 – 8
godzin. Metoda kontaktowa przeprowadzana jest na nawilżarkach kontaktowych, które za
pomocą ogumionych walców nanosi warstwę wody na lewą powierzchnię płyt. Płyty
przechodzą przez nawilżarkę z dużą prędkością, dochodzącą do 60 m/min, po czym są
składane na głucho i przewożone do magazynu, gdzie na zasadzie dyfuzji odbywa się
powolne, trwające zależnie od grubości płyt 1 – 4 dób, wyrównywanie wilgotności w całej
objętości składowanego materiału.
Formatyzowanie
Ostatnią operacją technologiczną jest ich formatyzowanie na arkusze o odpowiednich
wymiarach a następnie składowanie. Płyty twarde przecina się w pakietach po 3 – 5 sztuk.
Płyty pilśniowe twarde stosuje się podobnie jak sklejkę, czyli głównie jako materiał
konstrukcyjny-okładzinowy przy produkcji mebli np. meble kuchenne, dna szuflad oraz tylne
ścianki obudowy korpusów w konstrukcjach skrzyniowych, a także w stolarce budowlanej np.
jako wykładziny ścienne, meble wbudowane, różnego rodzaju podłogi, sufity. Płyty bardzo
twarde dzięki swoim cechom są cennym materiałem wszędzie tam gdzie występuje duża
i zmienna wilgotność otoczenia, np. wykładziny zewnętrzne w budynkach o lekkiej
konstrukcji, wyposażenie statków, łazienki, pralnie oraz tam, gdzie materiał jest narażony na
intensywne ścieranie, np. płyty stołów kuchennych, warsztatowych, lad sklepowych i przede
wszystkim podłogi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Tabela 14. Wymiary twardych płyt pilśniowych zwykłych (wg BN-86/7122-11). [3, s. 147]
Grubość mm
Szerokość cm
Długość cm
Dopuszczalne odchyłki
cm
Dopuszczalne
odchyłki dla
klas jakości
mm
nominalna
I
II
zasadnicza
dodatkowa
zasadnicza
dodatkowa
zasadnicza
dodatkowa
2,4
3,2
±0,3 +0,4
-0,3
+0,5
-,4
4,0
5,0
5,5
6,4
±0,4
±0,5
122
130
160
170
214
61,0
91,5
106,5
150
200
250
300
400
122
183
198
203
205
213
244
274
305
335
366
500
550
610
±0,3
±0,5
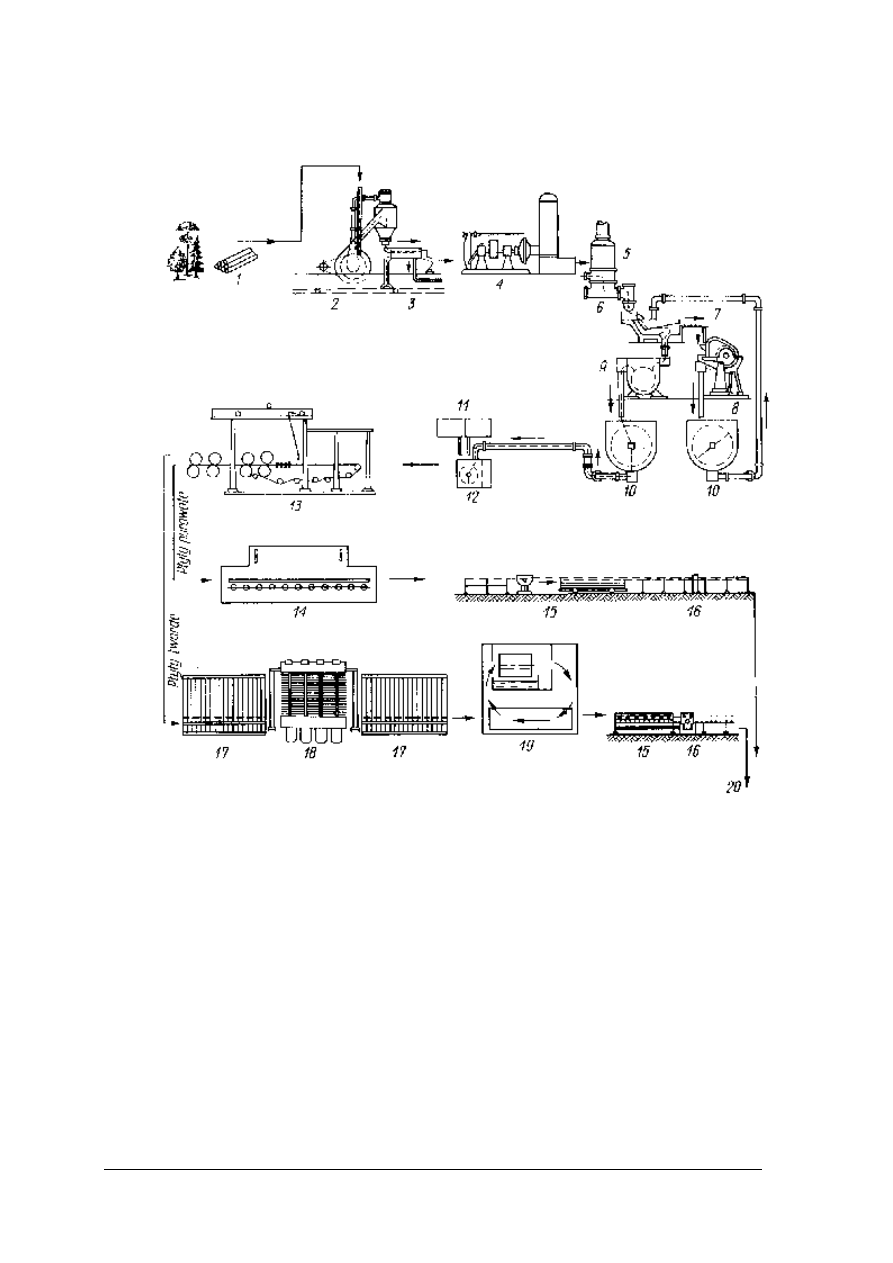
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Rys.21. Schemat produkcji płyt pilśniowych: 1) wyrzynki(odpady drzewne), 2) rębak, 3) sortownik,
4) defibrator, 5) cyklon, 6) sortownik, 7) mas gruba, 8) holender, 9) zagęszczacz, 10) kadź masowa, 11) zbiornik
kleju, 12) mieszalnik, 13) maszyna odwadniająca, 14) suszarka, 15) pilaka tarczowa do cięcia wzdłużnego,
16) pilarka tarczowa do ciecia poprzecznego, 17) podajnik piętrowy, 18) prasa hydrauliczna, 19) komora
klimatyzacyjna, 20) magazyn. [3, s. 130]
Płyty MDF
Płyty pilśniowe półtwarde wytwarza się metoda suchą, w której do transportu włókien
i formowania płyt używa się powietrza, a nie wody jak w tradycyjnej metodzie produkcji płyt
pilśniowych. Wilgotność włókien w stadium formowania jest mniejsza niż 20%,
produkowane są z zastosowaniem ciepła i ciśnienia z dodatkiem kleju syntetycznego.
Zalety płyt półtwardych spowodowały szybki wzrost zastosowania i produkcji tego
tworzywa.
Gęstość płyt MDF wynosi od 450 do 900 kg/m
3
. Są one porównywalne z płytami
wiórowymi w zakresie grubości, jednak w odróżnieniu od płyt wiórowych wykazują bardziej
jednolitą budowę i gęstość oraz dużą gładkość powierzchni. Wynika stąd łatwość obróbki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
mechanicznej, a szczególnie możliwość profilowej obróbki krawędzi, frezowania wzorów
dekoracyjnych oraz tłocznia.
Wymiary. Grubość: 4; 6; 8; 10; 12; 15; 16; 18; 19; 22; 25; 28; 30; 38 mm. Standardowe
wymiary szerokości i długości produkowanych płyt wynoszą 1830x2800 mm oraz 2070x2800 mm.
Zastosowanie – głownie jako płyty meblowe, w elementach mebli o profilowanych
krawędziach i płaszczyznach. Wykonuje się także listwy wykończeniowe do mebli, boazerii
i podłóg.
Klasyfikacja płyt pilśniowych formowanych na sucho:
−
płyty o gęstości > 800 kg/m
3
to HDF
−
płyty o gęstości > 650 do 800 kg/m
3
to MDF
−
płyty o gęstości > 550 do 650 kg/m
3
to lekki MDF czyli LDF
−
płyty o gęstości > 450 do 550 kg/m
3
to ultralekki MDF czyli ULDF
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób powstają wiązania w płycie pilśniowej?
2. Jaka jest gęstość płyt pilśniowych twardych?
3. Jakie są zalety płyt pilśniowych?
4. Jakie wady płyt mogą powstać podczas ich produkcji?
5. Na czym polega rozwłóknianie surowca?
6. Jakie kleje są używane do zaklejania płyt pilśniowych?
7. Na czym polega zaklejanie hydrofobowe?
8. Z jakich części składa się maszyna odwadniająca?
9. Jakie są etapy prasowana płyt pilśniowych?
10. Jaki jest cel hartowania i klimatyzacji płyt?
11. Jakie jest zastosowanie płyt pilśniowych?
12. Jakimi właściwościami powinny charakteryzować się płyty pilśniowe?
4.6.3. Ćwiczenia
Ćwiczenie 1
Określ rodzaje płyt pilśniowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować zestaw próbek płyt wiórowych,
2) zapoznać się z zasadami klasyfikacji płyt,
3) dokonać podziału na odpowiednie grupy,
4) zanotować wyniki w arkuszu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– karta ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
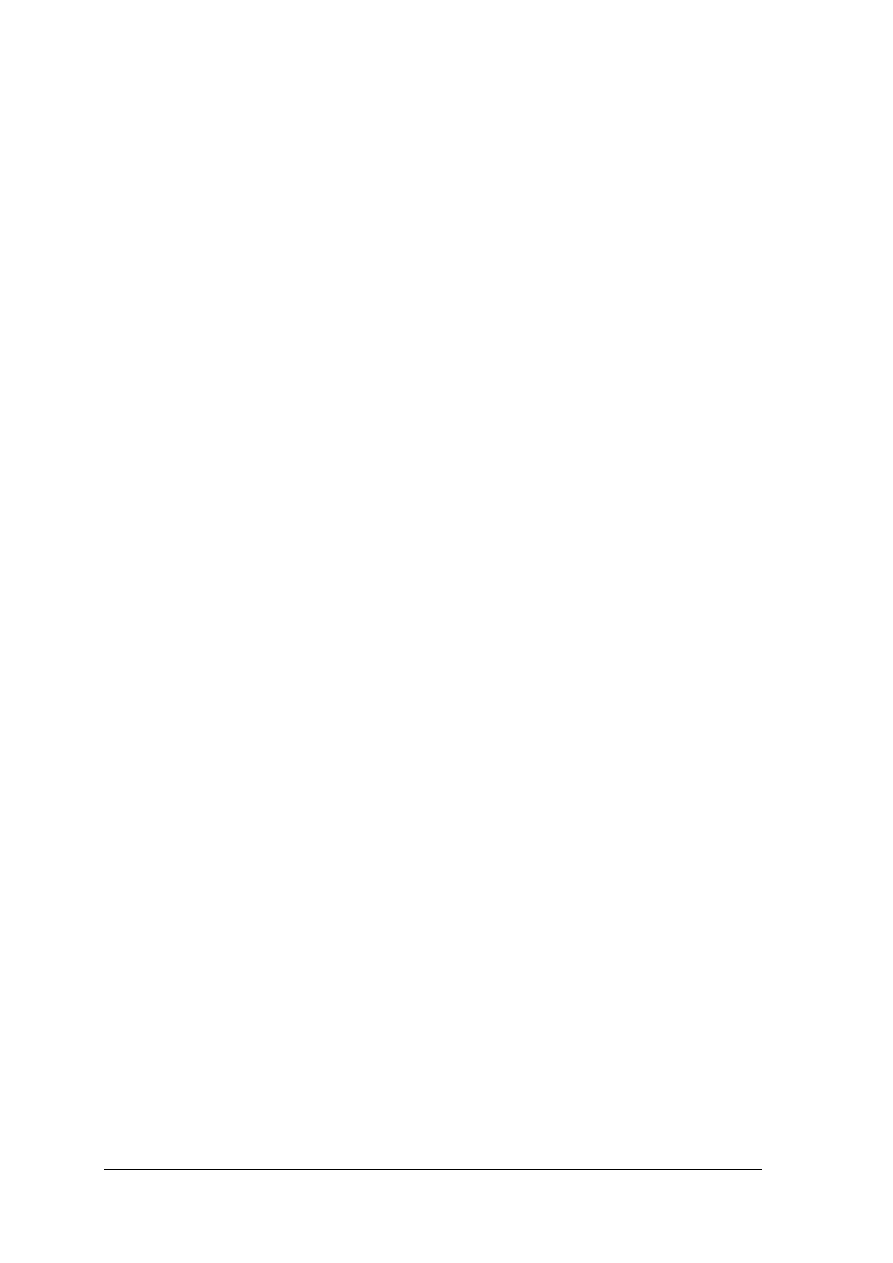
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Ćwiczenie 2
Dokonaj oceny jakości płyt pilśniowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować narzędzia pomiarowe,
2) zapoznać się z rodzajami wad i wielkościami dopuszczalnych odchyłek,
3) określić rodzaj występujących wad,
4) wykonać pomiar grubości,
5) wykonać pomiar szerokości i długości arkuszy,
6) zanotować wyniki w arkuszu,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– arkusze płyt pilśniowych,
– przymiar liniowy z dokładnością pomiaru do 0,5 mm,
– mikrometr,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj pomiaru wytrzymałości płyt pilśniowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą pomiarów wytrzymałości płyt pilśniowych twardych,
2) przygotować próbki zgodnie z normą,
3) zamocować próbkę w maszynie wytrzymałościowej,
4) uruchomić maszynę,
5) wykonać po trzy pomiary,
6) obliczyć wartość siły niszczącej,
7) zanotować wyniki,
8) porównać otrzymany wynik z podanym w normie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– zestaw próbek,
– maszyna wytrzymałościowa,
– kalkulator,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 4
Zaprojektuj schemat przebiegu procesu technologicznego produkcji płyt pilśniowych
metoda mokrą i suchą.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą produkcji płyt pilśniowych,
2) określić operacje i stanowiska robocze,
3) scharakteryzować główne wymagania stawiane poszczególnym urządzeniom,
4) przedstawić powyższe w formie graficznej i opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przyrządy kreślarskie,
– literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić w jaki sposób powstają wiązania w płycie?
¨ ¨
2) wymienić gęstość płyt pilśniowych twardych?
¨ ¨
3) przedstawić zalety płyt pilśniowych?
¨ ¨
4) wymienić i scharakteryzować wady powstałe na produkcji płyt?
¨ ¨
5) określić metody rozwłókniania surowca?
¨ ¨
6) wymienić kleje stosowane do zaklejania płyt?
¨ ¨
7) wyjaśnić na czym polega zaklejanie hydrofobowe płyt?
¨ ¨
8) przedstawić budowę i zasadę działania maszyny odwadniającej?
¨ ¨
9) przedstawić etapy prasowania płyt?
¨ ¨
10) wyjaśnić cel hartowania i klimatyzacji?
¨ ¨
11) określić zastosowanie płyt pilśniowych?
¨ ¨
12) scharakteryzować właściwości płyt?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 24 zadania o różnym stopniu trudności. Każde zadanie zawiera cztery
alternatywy, tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, odłóż jego rozwiązanie na
później i wróć, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
ZESTAW ZADAŃ TESTOWYCH
1. Ile jest klas jakości okleiny?
a)
2,
b)
3,
c)
4,
d)
5.
2. Okleiny produkuje się poprzez obróbkę;
a)
struganiem,
b)
piłowaniem ,
c)
skrawaniem,
d)
prasowaniem.
3. Sklejka jest tworzywem produkowanym z :
a)
wiórów,
b)
włókien,
c)
fornirów,
d)
drewna litego.
4. Mineralne środki wiążące stosowane w produkcji tworzyw drzewnych to:
a)
żywice mocznikowo-formaldehydowe,
b)
żywice melaminowo-formaldehydowe,
c)
żywice fenolowo-formaldehydowe,
d)
gips, cement.
5. Płyty MDF są produkowane z:
a)
włókien metoda mokrą,
b)
włókien metodą suchą,
c)
wiórów,
d)
fornirów.
6. Który z zapisów jest poprawnym przy oznaczaniu klasy jakości sklejki?
a)
A,
b)
AA,
c)
AAA,
d)
AB.
7. Kierunek przebiegu włókien w sąsiednich arkuszach sklejki jest:
a)
równoległy,
b)
prostopadły,
c)
ukośny,
d)
przypadkowy,
8. Ciśnienie prasowania sklejki wynosi.
a)
1,0-1,2 MPa,
b)
1,4-2,0 MPa,
c)
2,0-2,5 MPa,
d)
2,5-5,0 MPa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
9. Ciśnienie podczas prasowania płyt wiórowych nie przekracza wartości:
a)
2 MPa,
b)
3,5 MPa,
c)
5,0 MPa,
d)
7,0 MPa.
10. Wilgotność płyt wiórowych wynosi:
a)
2-6%,
b)
6-12%,
c)
10-14%,
d)
12-16%.
11. Do szlifowania płyt wiórowych stosuje się szlifierki:
a)
tarczowe,
b)
wałkowe,
c)
walcowe,
d)
szczotkowe.
12. Płyty pilśniowe twarde mają gęstość równą:
a)
200 kg/m
3
,
b)
400 kg/m
3
,
c)
600 kg/m
3
,
d)
800 kg/m
3
.
13. Ciśnienie podczas hartowania płyt pilśniowych wynosi:
a)
3,5 MPa,
b)
5,5 MPa,
c)
7,5 MPa,
d)
8,5 MPa.
14. Wilgotność płyt pilśniowych twardych wynosi:
a)
4-8%,
b)
5-9%,
c)
6-11%,
d)
7-12%.
15. Ciśnienie prasownia płyt stolarskich wynosi:
a)
0,9 MPa,
b)
1,1 MPa,
c)
2,0 MPa,
d)
2,5 MPa.
16. Płyta komórkowa to płyta, której środek wykonany jest z:
a)
tektury,
b)
listewek,
c)
forniru,
d)
deszczółek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
17. Wilgotność wiórów na warstwę wewnętrzną wynosi:
a)
1-6%,
b)
2-8%,
c)
4-10%,
d)
6-12%.
18. Ciśnienie od 5-20 MPa stosuje się podczas prasowania:
a)
sklejki,
b)
lignofolu,
c)
płyt wiórowych,
d)
płyt pilśniowych.
19. Jaka jest wilgotność fornirów po klimatyzacji?
a)
6-8%,
b)
8-12%,
c)
12-16%,
d)
15-18%.
20. Zaklejanie hydrofobowe ma na celu:
a)
zwiększenie gęstości płyty,
b)
zmianę koloru płyty,
c)
zwiększenie odporności na działanie wody,
d)
zmniejszenie grubości produkowanych płyt.
21. Temperatura hartowania płyt wynosi:
a)
120-140 ºC,
b)
140-160 ºC,
c)
160-180 ºC,
d)
180-200 ºC.
22. Celem hartowania pyt pilśniowych jest:
a)
zmniejszenie grubości płyty,
b)
wzrost wytrzymałości mechaniczne,
c)
zmniejszenie twardości,
d)
zmniejszenie ścieralności.
23. Formowanie kobierca jest operacją która decyduje o:
a)
wilgotności płyty,
b)
czasie prasowania,
c)
budowie płyty,
d)
temperaturze prasowania.
24. Suchość płyt opuszczających maszynę odwadniającą wynosi?
a)
15%,
b)
25%,
c)
35%,
d)
60%.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Technologia tworzyw drzewnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
23.
a
b
c
d
24.
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
6. LITERATURA
1. Drouet T.: Technologia płyt wiórowych. Wydawnictwo SGGW, Warszawa 1992
2. Perkitny T., Stefaniak J.: Technologia produkcji tworzyw drzewnych. PWRiL, Warszawa
1970
3. Prażmo J.: Stolarstwo Część 1. WSiP, Warszawa 1997
4. Prządka W., Szczuka J.: Technologia meblarstwa Część II, WSiP, Warszawa 1996
5. Szczuka J., Żurowski J.: Materiałoznawstwo przemysłu drzewnego. WSiP, Warszawa
1995
6. Technologia tworzyw drzewnych. Część 1. Praca zbiorowa. WSiP, Warszawa 1994.
7. Polska Norma PN-EN 309:2005 Płyty wiórowe - Definicje i klasyfikacja
8. Polska Norma PN-EN 312:2005 Płyty wiórowe - Wymagania techniczne
9. Polska Norma PN-EN 313-1:2001 Sklejka – Klasyfikacja i terminologia – Część 1:
Klasyfikacja
10. Polska Norma PN-EN 313-2:2001 Sklejka – Klasyfikacja i terminologia – Część 2:
Terminologia
11. Polska Norma PN-EN 316:2001 Płyty pilśniowe – Definicje, klasyfikacja i symbole
12. Polska Norma PN-EN 319:1999 Płyty wiórowe i płyty pilśniowe pilśniowe – Oznaczanie
wytrzymałości na rozciąganie w kierunku prostopadłym do płaszczyzn
13. Polska Norma PN-EN 622-1:2005 Płyty pilśniowe – Wymagania techniczne – Część 1:
Wymagania ogólne
14. Polska Norma PN-EN 633:2000 Płyty cementowo – wiórowe – Definicje i klasyfikacja
15. Polska Norma PN-79/D-04204 Płyty wiórowe i paździerzowe – Oznaczanie zdolności
utrzymywania wkrętów
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Meblarstwo – pismo dla producentów i odbiorców mebli: Wydawnictwo Inwestor sp. z o. o.
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
14 Technologia tworzyw drzewnych
Tworzywa drzewne -wyklady, Technologia drewna
14 przejscia fazoweid 15265 Nieznany (2)
piel 38 1 14 79 id 356923 Nieznany
14 Zmaganie sie z choroba1id 1 Nieznany (2)
12 TECHNOLOGIA I KONTROLA ZAGES Nieznany (2)
Linear Technology Top Markings Nieznany
14 Prowadzenie roznych kierunko Nieznany (4)
14 Poslugiwanie sie dokumentacj Nieznany
2009 05 30 14;58;17id 26810 Nieznany (2)
2009 05 30 14;58;14id 26809 Nieznany
14 spiaczki cukrzycoweid 15553 Nieznany (2)
Laborki Technologia Tworzyw sztucznych 3
14 rozdzial 13 w2pa42u4da5r3dcm Nieznany (2)
7 Technologie zarzadzania wiedz Nieznany (2)
AAS piatek 14 30 id 50013 Nieznany
więcej podobnych podstron