

TEMAT:
pomiary elementów
stożkowych
Materiały pomocnicze do zajęć laboratoryjnych z metrologii
POMIARY KĄTÓW
Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z praktycznymi metodami pomiarów i oceną metrologiczną części maszyn o kształcie stożków, utrwalenie i weryfikacja wiedzy z zakresu tolerancji kątów i stożków oraz wyrobienie umiejętności posługiwania się sprzętem pomiarowym.
Zadania pomiarowe
wykonać pomiar zbieżności stożka zewnętrznego za pomocą kątomierza uniwersalnego
wykonać pomiar zbieżności stożka wewnętrznego za pomocą kątomierza uniwersalnego
wykonać pomiar zbieżności stożka zewnętrznego za pomocą kątomierza poziomicowego
wykonać pomiar zbieżności zmierzonego stożka metodą pośrednią
Opracowanie wyników pomiarów
porównać wyniki bezpośredniego i pośredniego pomiaru stożka
porównać dokładność obydwu metod
na podstawie normy określić klasę dokładności i tolerancje zbadanego stożka
Literatura:
Krawczuk E., Narzędzia do pomiaru długości i kąta, WNT, Warszawa 1977.
Malinowski J., Pasowania i pomiary, WSiP, Warszawa 1979.
Poradnik metrologa warsztatowego, Praca zbiorowa, WNT, Warszawa 1973.
Ratajczyk E., Pomiary wielkości geometrycznych, PWN, Warszawa 1980.
Sadowski A., Metrologia długości i kąta, WNT, Warszawa 1978.
Jakubiec W., Malinowski J., Metrologia wielkości geometrycznych, WNT,
Warszawa 1999.
Metrologia. Nazwy i określenia PN-71/M-02050.
8. Układ tolerancji stożków PN-83/M-02122.
9. Układ tolerancji kątów PN-77/M-02136.
Wprowadzenie. Klasyfikacja metod pomiarowych. Jednostki.
Międzynarodowe ustalenia definiują podstawową jednostkę kąta - radian - jako kąt płaski o wierzchołku w środku koła, wycinający z obwodu tego koła łuk o długości równej jego promieniowi. Aby zmierzyć kąt, konieczna jest zatem znajomość dwóch parametrów: położenia środka obrotu i długości boku, albo, opierając się na zależnościach trygonometrycznych, zwykle dwóch boków trójkąta prostokątnego. Wynikałoby stąd, że pomiar kąta, jako bardziej złożony od pomiaru długości, powinien być obarczony większym błędem. Jednak nie należy zapominać o tym, że pomiary kątów nie wymagają absolutnego wzorca odniesienia takiego jak np. długość fali światła przy pomiarach długości. Dowolny kąt może być odtwarzany wszędzie poprzez podział kąta pełnego na części. Błąd będzie wówczas zależny od dokładności podziału. Aktualnie przy użyciu najlepszej aparatury i pomiarach średnicowych jest on rzędu 0,1″.
Według literatury fachowej (1, 2, 3) klasyfikuje się najczęściej metody pomiaru kątów i stożków na bezpośrednie i pośrednie. Do bezpośrednich zaliczane są metody oparte na wykorzystaniu następujących narzędzi i środków pomiarowych:
poziomnic technicznych różnych typów,
przyrządów autokolimacyjnych,
goniometrów,
teodolitów,
niwelatorów,
kątomierzy (uniwersalnych, narzędziowych, mechanicznych, optycznych, optyczno-mechanicznych, poziomnicowych),
przyrządów podziałowych (optyczne głowice podziałowe, autokolimacyjne przyrządy podziałowe),
głowic goniometrycznych mikroskopów warsztatowych i uniwersalnych,
układów przyrostowych (przetworników kątowych, wielościeżkowych tarcz kodowych, przetworników obrotowo-impulsowych, induktosynów, układów interferencyjnych).
Do metod pośrednich należą pomiary za pomocą:
liniału sinusowego,
skośnicy sinusowej,
mikroskopu warsztatowego i uniwersalnego,
interferencyjne z wykorzystaniem klina optycznego,
pomiary kątów, stożków i klinów za pomocą wałeczków, kulek i płytek wzorcowych.
Oczywiście wyżej wymienione metody i przyrządy pomiarowe dotyczą wyłącznie sprzętu uniwersalnego i najczęściej stosowanych metod pomiarowych. Wszystkie pośrednie metody pomiarowe polegają na wyznaczeniu długości wybranych elementów figury geometrycznej zawierającej szukany kąt i obliczeniu wartości tego kąta na podstawie zmierzonych długości. Do pomiarów można zastosować dowolny przyrząd mierzący przemieszczenie liniowe. Metody bezpośrednie oparte są na wykorzystaniu wzorców, zwykle wbudowanych w przyrządy. Jeżeli przeznaczone są do pomiaru kątów w zakresie 2π rad, to przyrządy posiadają jednoznacznie określony środek obrotu i mierzą długość łuku na podziałce wzorca. Pozostałe, podobnie jak metody pośrednie, polegają na pomiarze przesunięcia liniowego na poznanym ściśle określonym ramieniu.
Podstawowa różnica pomiędzy wymienionymi metodami polega na tym, że w metodach bezpośrednich jedna z wielkości posiada określoną wartość i stanowi parametr przyrządu, druga jest natomiast wielkością mierzoną, odczytywaną na podziałce wzorcowej w jednostkach kąta. Natomiast w metodach pośrednich wszystkie wielkości mierzone są długością.
O dokładności pomiaru decyduje dokładność określenia wartości wszystkich wielkości związanych z mierzonym kątem. Błąd pomiaru przemieszczenia liniowego zależy od przyjętej metody pomiaru i stosowanego sprzętu, dokładność pomiaru długości łuku zależy od dokładności podziału kręgu, a błąd pomiaru długości ramienia, na którym nastąpiło przemieszczenie kątowe, zależy przede wszystkim od rodzaju zastosowanego łożyskowania. Spośród wymienionych czynników największy posiada ten ostatni tzn. sposób łożyskowania. Należy zaznaczyć, że w pomiarach kątów wysokiej dokładności, wymagane jest zastosowanie łożyskowań, których błędy ruch obrotowego nie przekraczają 0,01 μm.
W praktyce inżynierskiej zdarza się, że mierzone kąty są opisane dwiema przecinającymi się prostymi lub płaszczyznami. Określenie środka obrotu jest wówczas łatwe, wystarczy bowiem rozwiązać układ równań, bez realizacji ruchu obrotowego. Wysoka dokładność ruchu obrotowego jest szczególnie ważna przy wykorzystaniu kręgów podziałowych - najbardziej rozpowszechnionych wzorów kąta. Kręgi można dzielić na dowolną liczbę części w zależności od potrzeb.
Dopuszcza się dwa alternatywne systemy podziału:
dziesiętny,
sześćdziesiętny.
Podstawą obu systemów jest kąt prosty. W systemie dziesiętnym kąt prosty dzielony jest na 100 lub wielokrotność stu części. System sześćdziesiętny dzieli kąt na 90°, 90×60 minut i 90×60×60 sekund. Międzynarodowy Układ Jednostek Miar przyjął znane z geometrii definicje radiana (rad) i steradiana (sr) jako uzupełniające jednostki miar. Stopień kątowy (°), minuta (′) i sekunda kątowa (″) oraz grad (g) = π/200 rad nie należą do układu SI, ale są uznane jako jednostki legalne. Poza tym spotyka się w literaturze cały szereg innych jednostek i systemów podziału jak np. podział grada na 100 minut i każdą z minut na 100 sekund, podział kąta prostego na 8 rumbów, albo też jak ma to miejsce w przetwornikach funkcyjnych - określenia kąta za pomocą funkcji (najczęściej trygonometrycznych). Wybór odpowiedniego systemu (jednostki), podobnie jak wybór wzorca dokonywany jest w zależności od potrzeb, wygody lub przyjętego zwyczaju.
Tolerancje kątów i stożków
Współpraca różnych części w zespołach maszyn i urządzeń wymaga ustaleń normalizacyjnych w zakresie wymiarów nominalnych, jak również w zakresie tolerancji i odchyłek. Podobnie jak tolerancje i pasowania wałków i otworów istnieją tolerancje stożków i tolerancje kątów, które są podane w PN-83/M-02122 i PN-77/M-02136 dla zakresu wymiarów nominalnych: krótszego ramienia kąta, tworzącej stożka lub długości stożka do 2500 mm. Norma PN-/M-02136 przewiduje 17 klas dokładności od 1 do 17 oraz 13 przedziałów długości nominalnych stożka. W/w normy znajdują się na końcu niniejszego opracowania.
Ważniejszymi pojęciami stosowanymi w układzie tolerancji kątów są:
kąt nominalny α - jest to kąt, względem którego określa się pole tolerancji kąta,
kąty graniczne: górny αmax i dolny αmin,
tolerancja kąta AT - różnica kątów granicznych.
Tolerancja kąta może być wyrażana:
w jednostkach kąta płaskiego: w µrad lub stopniach, minutach i sekundach (ATα na rys. 1a)
jako długość odcinka prostej prostopadłej do ramienia kąta - ATh (odcinek ten leży naprzeciw kąta ATα w odległości równej nominalnej długości L1 krótszego ramienia kąta lub tworzącej stożka od wierzchołka kąta, rys. 1b)
jako różnica średnic stożka, wynikająca z kątów granicznych górnego i dolnego, odniesiona do długości nominalnej L stożka - ATD (rys. 1c)
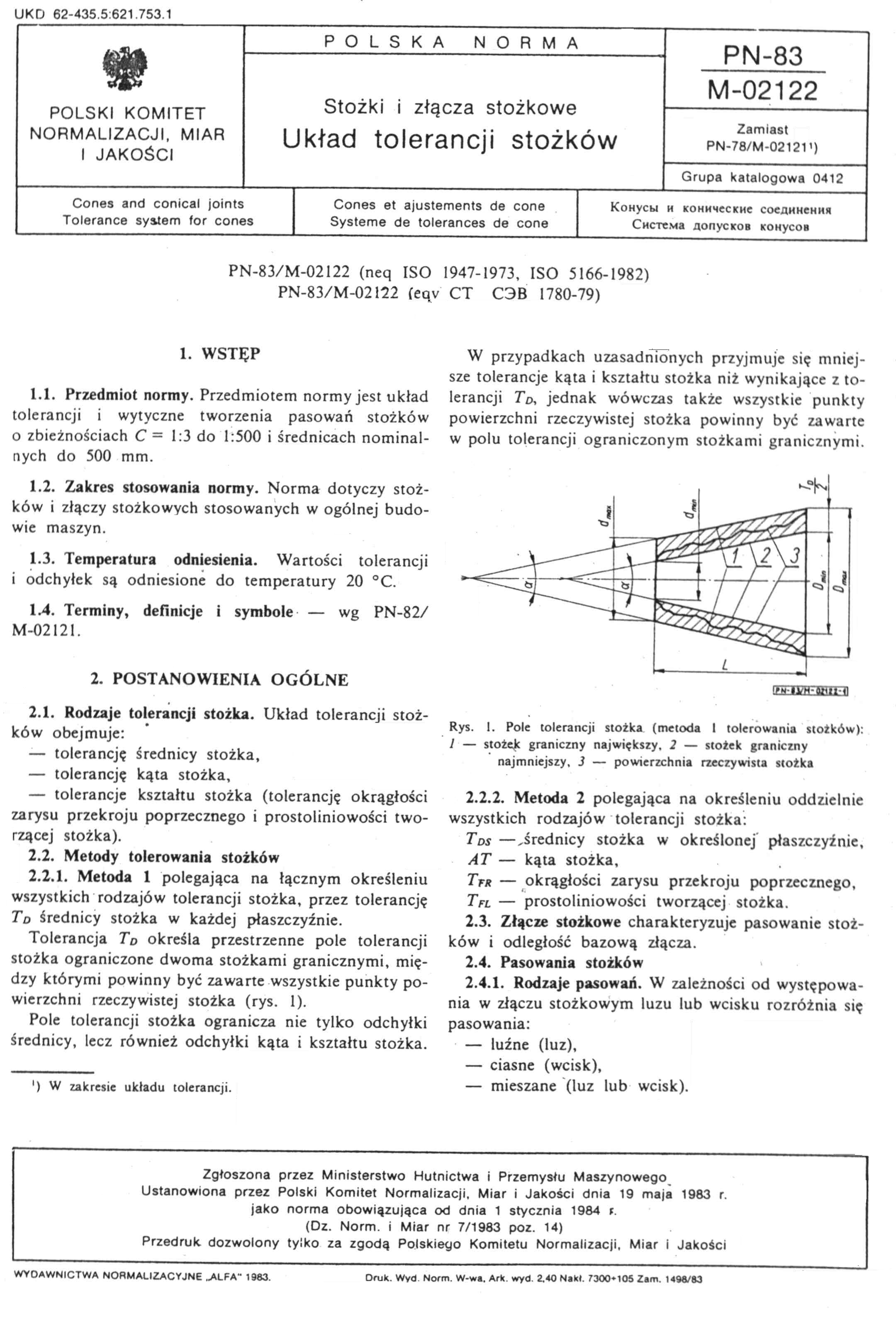
Dla powierzchni stożkowych są stosowane dwie metody tolerowania (PN-83/M-02122):
Metoda 1 polega na określeniu wszystkich rodzajów tolerancji stożka poprzez tolerancję TD średnicy stożka w każdej płaszczyźnie. Tolerancja ta określa przestrzenne pole tolerancji stożka pomiędzy dwoma stożkami granicznymi, między którymi po-winny być zawarte wszystkie punkty powierzchni rzeczywistej stożka (rys. 2)
W metodzie 2 określa się oddzielnie wszystkie rodzaje tolerancji stożka:
TDS - średnica stożka w określonej płaszczyźnie,
AT - kąt stożka,
TFR - okrągłość zarysu przekroju poprzecznego,
TFL - prostoliniowość tworzącej stożka.
Rozróżnianie pomiędzy metodami jest możliwe dzięki różnemu sposobowi wymiarowania kąta. Dla metody 1 kąt jest wymiarem nominalnym podanym bez odchyłek w ramce prostokątnej.
Zakład Metrologii i Systemów Pomiarowych
Politechnika Poznańska
Pl. Skłodowskiej-Curie 5
61-542 POZNAŃ
tel./fax (0-61) 665-35-68
Rys. 2. Pole tolerancji stożka metodą 1:
stożek graniczny największy
stożek graniczny najmniejszy
Wyszukiwarka
Podobne podstrony:
pow stoz i kształ 1
Ćw WYK 2, Stoz
owierz stoz i ksztal 2
Ćw. WYK 2 Stoz
15 obl 5c dno stoz
stoż odległ Kawrajskiego
więcej podobnych podstron