Katedra Inżynierii Materiałowej |
|
Temat: Zgrzewanie elektryczne metali i stopów. |
Data 07.11.2001 |
Wykonali: Marek Kociński Maciej Włodarczyk
Grupa MD 105.2c |
Ocena |

Wiadomości ogólne
Spawanie w osłonie argonu odbywa się za pomocą łuku elektrycznego, który jarzy się w atmosferze (osłonie) argonu. Argon, jako gaz szlachetny, stanowi warstwę ochraniającą koniec elektrody i stopi-wo przed działaniem tlenu i azotu z powietrza Spawanie argonowe znajduje zastosowanie głównie do spawania metali nieżelaznych, tj. miedzi i stopów miedzi (mosiądze, brązy krzemowe i aluminiowe), aluminium i stopów aluminiowych, magnezu i stopów magnezowych oraz do spawania stali kwasoodpornych i żaroodpornych Do spawania w osłonie argonu można używać prądu stałego lub przemiennego. Do spawania aluminium i stopów aluminiowych oraz do spawania magnezu i stopów magnezowych używa się zwykłych spawarek transformatorowych na prąd przemienny. Do spawania miedzi, niklu i stali wysokostopowych używa się przetwornic spawalniczych na prąd stały, lub spawarek prostownikowych. Stanowisko do spawania w osłonie argonu metodą TIG może być urządzone, przez zastosowanie prostownika spawalniczego do spawania elektrycznego przyłączenie do niego uchwytu spawalniczego z elektrodą wolframową wg rysunku. Takie stanowisko może być stosowane do spawania stali niestopowych i wysokostopowych. Jeżeli do spawania wymagane jest wyższe natężenie prądu (powyżej 200 A) to uchwyt musi być chłodzony wodą. Łuk elektryczny zajarza się przez potarcie elektrodą o płytkę węglową lub grafitową i przenosi się do miejsca spawania. Pocieranie elektrodą o materiał spawany, powoduje szybkie zużycie elektrody
Przekrój uchwytu do spawania argonowego metodą TIG
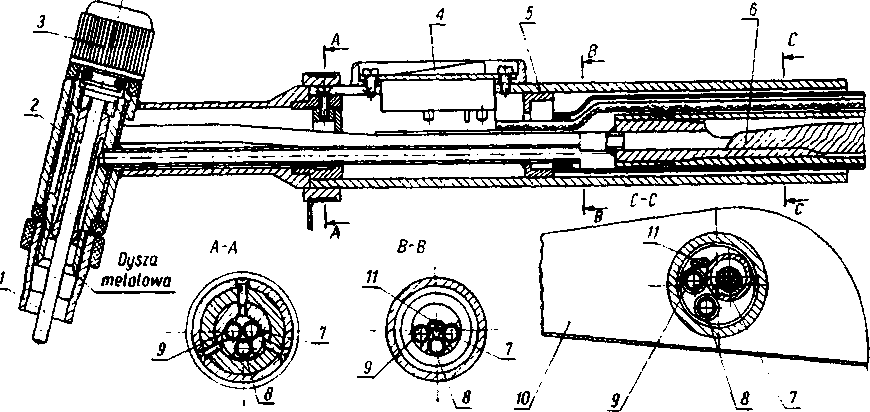
l — elektroda wolframowa
2 — tulejka prądowa,
3 — korek ochronny,
4 — przycisk do włączania prądu spawania
5 — rękojeść uchwytu, 6 — linka spawania,
7 — wąż odpływu wody,
8 — wąż dopływu argonu,
9 — wąż dopływu wody,
10 — ochrona,
11 — przewód
elektryczny
Butla argonowa. Butla argonowa jest wykonana tak samo jak butla tlenowa .Barwa rozpoznawcza butli jest szara, a nazw gazu ARGON jest wypisana dużymi literami kolorem szarym. Butle argonowe mają zwykle pojemność wodną 40 dm3 i zawierają średnio około 6 m3 argonu przy ciśnieniu 15 MPa w temperatura około 15°C.
ARGON jest gazem szlachetnym,tzn. nie łączy się chemicznie żadnym pierwiastkiem. otrzymuje się go głównie z powietrza jako produkt uboczny przy rektyfikacji powietrza lub jako produkt w procesie syntezy amoniaku.
Argon (Ar) jest gazem bezbarwnym, bez zapachu i smaku, nie-trującym, niepalnym i nie podtrzymującym palenia. Gęstość (masa) argonu wynosi 1,78 kg/m3.
Czystość argonu do spawania aluminium i stopów aluminiowych , miedzi i stopów miedzi i stopów magnezowych powinna wynosić co najmniej 99,9% , a do spawania stali wysokostopowych co najmniej 99,5%. Najbardziej szkodliwe są zanieczyszczenia tlenem i wodorem . tlen w bardzo małych ilościach , powoduje silne utlenianie rozgrzanej elektrody wolframowej , której żółte tlenki przenikają do spoiny. Do butli argonowych stosuje się reduktor butylowy dwustopniowy z rotometrem określającym ilość argonu w 1/min przepływającego podczas spawania Gaz pod ciśnieniem dopływa z butli do komory l wysokiego ciśnienia, które wskazuje manometr butylowy . Następnie gaz przepływa przez zawór redukcyjny I stopnia, który obniża ciśnienie; gazu do ciśnienia średniego, natomiast zawór redukcyjny II stopnia obniża to ciśnienie do ciśnienia roboczego, wynoszącego zwykle i 0,15 MPa. Gaz o tym ciśnieniu przepływa przez rotametr 5, przy czym jego ilość jest regulowana za pomocą; zaworu odcinającego.
Przy spawaniu argonowym jarzący się łuk elektryczny w osłonie argonu koncentruje dużą ilość ciepła i stapia metal tylko miejscowo, bez nadmiernego przegrzewania strefy przejściowej i strefy wpływu ciepła.
Przy spawaniu prądem stałym rozkład temperatury na poszczególnych biegunach łuku jest różny. Na biegunie dodatnim ( + ) wydziela się około 70% ogólnego ciepła łuku, a na biegunie ujemnym ( —) około 30%. Na materiale spawanym przyłączonym do bieguna ( + ) koncentruje się więc większa ilość ciepła, wskutek czego następuje szybsze nagrzewanie i topienie spawanych blach. Z tego też względu miedź i stale nierdzewne spawa się prądem stałym, przyłączając biegun dodatni (+) do spawanego metalu, a biegun ujemny (-) do elektrody. Prąd przemienny jest stosowany wyłącznie do spawania aluminium Do spawania aluminium i jego stopów stosuje się nieco inny sposób przygotowania złączy doczołowych niż do stali, a mianowicie nie daje się odstępu między brzegami blach. W niektórych jednak przypadkach można stosować nieduży odstęp (do 2 mm), co przy grubszych materiałach ułatwia wykonanie przetopu.
Spawanie argonowe metodą TIG jest zalecane do łączenia ciet. blach na podkładce grafitowej, ceramicznej lub ze stali żaroodporne ułatwia to i przyspiesza proces spawania. Podkładka powinna
nieduży półokrągły rowek na przetop i powinna być przed spawanie wysuszona palnikiem gazowym. Przy spawaniu blach aluminiowym i miedzianych grubości powyżej 5 mm i stali stopowych grubość powyżej 8 mm wskazane jest wstępne podgrzewanie. Blachy miedziane i stopowe przygotowuje się do spawania z odstępem 2-r 3 mm na przetop. Przy grubościach powyżej 4 mm ukosuje się na Y lub X, zależnie od grubości. Spawanie blach miedzianych grubości powyżej 8 mm metodą TIG nie jest zalecane, ponieważ ze wzrostem grubości blach pogarszają się własności wytrzymałościowe i plastyczne spoin. Przed rozpoczęciem spawania brzegi blach i spoiwo (drut) należy bardzo dokładnie zmyć benzyną ekstrakcyjną, a następnie oczyścić mechanicznie lub wytrawić. Czyszczenie mechaniczne jest wygodniejsze; wykonuje sieje szczotką stalową ręczną lub rotacyjną. Wytrawienie można przeprowadzić w 10-procentowym ługu sodowym o temperaturze ok. 70%C przez l minutę lub w 30-procentowym roztworze kwasu azotowego. Po wytrawieniu blachę należy zmyć, najlepiej ciepłą wodą.
Napawanie plazmowe TIG z gorącym lub zimnym drutem jest całkowicie zmechanizowanym procesem napawania , polegająca na stapianiu materiału dodatkowego w postaci drutu podawanego do obszaru łuku , który równocześnie nadtapia podłoże tworzące wraz ze stopniem metalem drutu napoine Ponieważ zastosowanie drutu podgrzewanego oporowo przed wprowadzeniem do obszaru łuku, tzw. ,,gorącego drutu", zapewnia znacznie większe wydajności .napawania i mniejsze przetopienie niż przy napawaniu zimnym drutem, więc zastosowanie przemysłowe znajduje napawanie plazmowe drutem gorącym
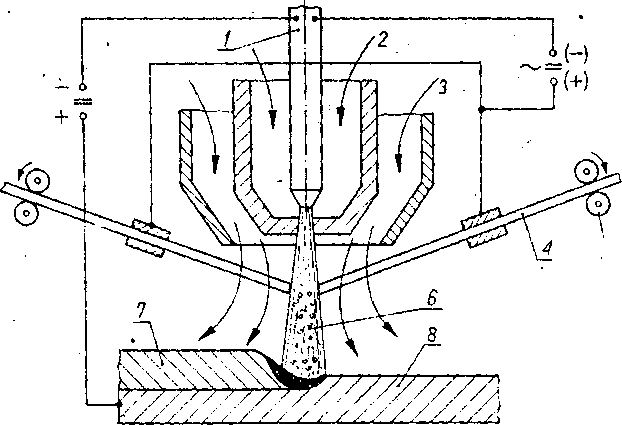
Schemat 'napawania plazmowego TIG gorącym drutem; l — elektroda wolframowa, 2 — gaz plazmowy, 3 — gaz ochronny, 4 — drut, 5 — podajnik G — łuk plazmowy, 7 — napoina, 8 — podłoże
Schemat stanowiska
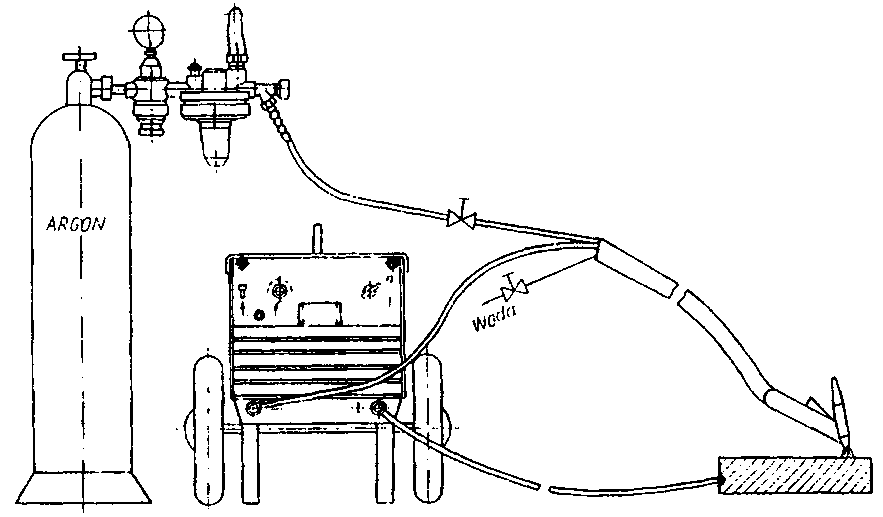
Stanowisko do spawania w osłonie argonu przy zastosowaniu uchwytu do spawania metodą TIG
Parametry spawalnicze
Urządzenie - MONTIG 20 1
Prąd spawania - przemienny
Napięcie - 24 V
Natężenie - 80 A
Zużycie argonu - 2m3/h
Gatunek blachy - PA 1 g=5mm
Gatunek drutu - PA 11 φ=3mm
Elektroda wolframowa - φ2,5mm
Złącze czołowe, spoina doczołowa, pozycja padolna
4.Wnioski
Technologia spawania v osłonie argonu, metodą TIG, miedzi, aluminium, magnezu i stopów tych metali oraz stali wysokostopowych, wykazuje wiele zalet, a przede wszystkim możliwość wykonywania spoin wielowarstwowych, co przy innych rodzajach spawania, np. gazowego, stwarza duże trudności. Trudności te są powodowane dużymi naprężeniami spawalniczymi, powstającymi wskutek długiego nagrzewania materiału oraz małą wytrzymałością niektórych materiałów.


Wyszukiwarka
Podobne podstrony:
pomiary ćw4+, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Tomek Bodziuch Niezawodnosc, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
Funkcja niezawodnosci intenstwnosc uszkodzen i trwalosc, Politechnika Lubelska, Studia, Studia, III
TM III, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
Metoda Brinella, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Maczek Obrabiarki Projekt, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
spaw.-zgrzewanie, Politechnika Lubelska, Studia, Studia, III rok Mech PL
organizacja produkcji, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
moj projekt, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Spawanie met. TIG, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Sprawozdanie nr.1, Politechnika Lubelska, Studia, ELEKTROTECHNIKA LABORATORIUM, Laboratoria z elektr
Sprawozdanie nr 4, Politechnika Lubelska, Studia, ELEKTROTECHNIKA LABORATORIUM, Laboratoria z elektr
sprawozdanie - kierunkowe, Politechnika Lubelska, Studia, Semestr 6, sem VI, semestr6.5
Sprawozdanie - komparator, Politechnika Lubelska, Studia, Semestr 6, sem VI, VI-semestr, 06labuklady
Sprawozdanie z praktyk, Politechnika Lubelska, Studia, Semestr 6, sem VI, sprawkozpraktyk
Sprawozdanie montażu 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
sprawozdanie dcdc, Politechnika Lubelska, Studia, Studia, sem VI, VI-semestr, 02labenergo
więcej podobnych podstron