DATA:
25.II.2003
|
TEMAT ĆWICZENIA:
Spawanie gazowe
|
NAZWISKO I IMIĘ:
MARCIN KĘDZIERSKI
|
III MDT
GR.62 |
|
UWAGI:
|
Gazy stosowane do spawania gazowego
Spawanie gazowe to proces łączenia części metalowych realizowany przez nadtapianie ich krawędzi i dodatkowego materiału (spoiwa), które po zakrzepnięciu tworzą spoinę. Źródłem ciepła jest płomień uzyskany ze spalania gazu palnego w atmosferze tlenu.
Acetylen
Spośród wielu gazów palnych do spawania stosuje się najczęściej acetylen, gdyż mieszanka tlenu i acetylenu ma wysoką temperaturę płomienia (tab. 1.1). Acetylen jest gazem bezbarwnym o charakterystycznym zapachu. W powietrzu zapala się od przedmiotów nagrzanych do temperatury 350°C i pali się jasnym, dymiącym płomieniem. Acetylen w postaci gazowej wykazuje skłonność do wybuchu przy ciśnieniu 2 at. Ze wzrostem ciśnienia ta skłonność rośnie, dlatego przyjmuje się, że ciśnienie robocze acetylenu nie powinno przekraczać 1,5 at. Mieszanka acetylenu z powietrzem (2,3-82% acetylenu) lub tlenem (2,3-93% acetylenu) wykazuje także skłonność do wybuchu. W kontakcie z miedzią, stopami srebra i rtęcią acetylen tworzy acetylenki (związki chemiczne cechujące się skłonnością do wybuchu). Przy ogrzaniu do temperatury 115-120°C w zamkniętym zbiorniku acetylen przemienia się w inne związki (węglowodory wyższych rzędów, np. benzen, naftalen). Proces ten nazywa się polimeryzacją i przy wzroście temperatury kończy się eksplozji. Acetylen powstaje w wyniku reakcji karbidu z wodą:
karbid + woda —> acetylen + wapno
(CaC2 + 2H2O -> C2H2 + Ca(OH)2 + Q).
Tabela 1.1. Gazy palne stosowane w spawalnictwie
Gaz
|
Temperatura płomienia °C /
|
Proporcja mieszanki palnej (gaz/tlen)
|
Acetylen
|
3200
|
1-1,2 /l
|
Wodór
|
2100
|
0,25-0,31/1
|
Benzyna
|
2400
|
1,3-1,7/1
|
Propan-butan
|
2100
|
2-3 /l
|
Acetylen techniczny stosowany w procesie spawania może zawieram do 2% obj. powietrza oraz maksymalnie 0,07% obj. fosforowodór i siarkowodoru. Gaz ten nie jest szkodliwy dla zdrowia. Wytwarza się go w wytwornicach stałych i przemysłowych. Wytwornice ze względu na sposób działania dzielą się na wsypowe (karbid jest wsypywany do wody), dopływowe lub szufladowe (woda do pływa do karbidu) i wyporowe, w których acetylen przy zwiększonym ciśnieniu wypiera wodę do osobnej przestrzeni wytwornicy, przez co zostaje przerwana reakcja karbidu z wodą. Są stosowane wytwornice niskiego ciśnienia o maksymalnym ciśnieniu acetylenu 0,1 at. i wytwornice wysokiego ciśnienia o dopuszczalnym ciśnieniu acetylenu 0,1-1,5 at. Na stanowisku spawania stosuje się gaz bezpośrednio produkowany w wytwornicy lub dostarczany w butlach? W butli acetylen, dzięki temu, że jest
rozpuszczony w acetonie, może być sprężony bez niebezpieczeństwa wybuchu do ciśnienia 18 at.
Charakterystyka płomienia
Płomień stosowany w procesie spawania powstaje wskutek zapalenia mieszanki gazu palnego i tlenu. Jądro, które tworzy się u wylotu palnika (rys. 1.1), stanowi przestrzeń, w której mieszanka nagrzewa się do temperatury zapłonu (strefa I, rys. l.2). Reakcji spalania gazu towarzyszy wzrost temperatury płomienia. W procesie spawania wykorzystuje się obszar l najwyższej temperatury, znajdujący się tuż za jądrem (rys. 1.2).
Rys. 1.1. Skład chemiczny płomienia acetylenowo-tlenowego:
l - jądro, 2 - strefa redukująca, 3 - kita
O jakości płomienia decyduje skład chemiczny produktów spalania. Zależy on od reacji przebiegających w strefie redukującej (strefa II). Płomień obojętny powstaje, gdy proces spalania odbywa się z udziałem tlenu pochodzącego z palnika:
Rys. 1.2. Schemat płomienia acetylenowo-tlenowego z rozkładem temperatury w płomieniu obojętnym
Wszystkie reakcje są egzotermiczne. W wysokiej temperaturze część produktów reakcji spalania rozpada się z ujemnym efektem cieplnym. Kształt i rozmiary poszczególnych stref zależą od stosunku objętościowego tlenu do acetylenu, określanego przez współczynnik względnej zużycia gazów
![]()
Ilość ciepła, którą dostarcza płomień, zależy od efektów cieplnych reakcji spalania i ilości spalanych gazów. U wylotu dyszy palnika (rys. 1.2) temperatura wynosi około 300°C, w środkowej części jasno świecącego stożka (jądra) 600°C, a przy jego wierzchołku 1000°C. Największa temperatura panuje tuż za obszarem wstępnego spalania w odległości 2-8 mm od jądra i wynosi około 3100°C.Wypływające z palnika gazy wywierają ciśnienie na powierzchnię roztopionego metalu. Można je określić z zależności:
![]()
gdzie: c - prędkość wypływających gazów, m/s,
g - przyspieszenie ziemskie, m/s2
G - odwrotność gęstości, m3/kg-1
Rys. 1.3. Kształtowanie lica spoiny przez oddziaływanie płomienia
Zmieniając pochylenie palnika, można za pośrednictwem wypływającego gazu kształtować lico spoiny, a więc wpływać na jej jakość (rys. 1.3). Regulacji dopływu gazu dokonuje się pokrętłami na rękojeści palnika i nastaw reduktora.
Butle gazów technicznych
Są to zbiorniki wysokociśnieniowe wykonane ze stali o zwiększeń wytrzymałości ciągnionej na gorąco (bez szwu). Butle produkuje s w trzech wersjach różniących się budową zaworu, ukształtowaniem dna oraz wymiarami. Barwa butli informuje o rodzaju przechowywanej w nich gazu (tab. l.2).
Tabela l.2. Butle do gazów technicznych.
Nazwa gazu
|
Barwa
|
Napis na | butli \
|
|
|
butli
|
napisu
|
|
Tlen
|
błękitna
|
czarna
|
tlen - 02
|
Acetylen
|
żółta
|
czarna
|
acetylen -C2H2
|
Dwutlenek węgla
|
szara
|
czarna
|
dwutlenek węgla - CO2
|
Powietrze
|
szara
|
czarna
|
powietrze
|
Wodór
|
ciemnozielona
|
czerwona
|
wodór - H2
|
Azot
|
czarna
|
żółta
|
azot - N2
|
Butle tlenowe
Butle stosowane w spawalnictwie maj ą pojemność wodną wynoszą przeważnie 40 dm3. Na głowicy butli znajduje się opis będący metry butli. Do ważniejszych oznaczeń należą:
• ciśnienie próbne - 225 at.
• ciśnienie napełniania - 150 at.
• pojemność wodna - 40 dm3,
• nazwa właściciela butli,
• znak wytwórcy butli,
• data ostatniej i najbliższej kontroli butli (co 5 lat),
• masa pustej butli - przeciętnie 68,5 kg,
• rok produkcji.
Butle acetylenowe
Na głowicy butli znajduje się metryka. Do ważniejszych oznacz należą:
• ciśnienie próbne - 60 at.
• ciśnienie napełniania -18 at.
• pojemność wodna - przeciętnie 40 dm3,
• tara butli - przeciętnie 70 kg
Butle są wypełnione masą porowatą, kt6rą stanowi mieszanka węgla drzewnego, ziemi okrzemkowej, mączki azbestowej i tlenku cynku, związanych ze sobą specjalnym lepiszczem. Masa porowata ma wchłonąć aceton i rozprowadzić go po całej butli oraz chronić butlę przed eksplozją w razie cofnięcia płomienia do butli. Dopuszczalny ubytek acetonu i powinien przekraczać 0,1 kg na każde 10 dm3 pojemności wodnej butli. Butle acetylenowe są w wytwórni acetylenu ważone w celu uzupełnienia brakującej ilości acetonu. Wymaga się, aby ciśnienie gazu w butli przeznaczonej do napełnienia wynosiło co najmniej 2 at.
Reduktor (rys. l. 5) obniża ciśnienie butlowe do ciśnienia roboczego wymaganego do spawania lub cięcia i utrzymuje je na stałym poziomie niezależnie od szybkości opróżniania butli. Reduktory tlenowe mogą ulec uszkodzeniom mechanicznym lub na skutek samozapłonu. Przyczyną uszkodzeń mechanicznych mogą być ziarna piasku lub opiłki
Rys. 1.5. Przekrój reduktora tlenowego, bezdźwigniowego, jednostopniowego:
l - łucznik wlotowy, 2 - komora wysokiego ciśnienia, 3 - manometr, 4 - śruba stawidłowa, 5 - sprężyna, 6 - przepona gumowa, 7 - zaworek redukcyjny z ebonitowym korkiem, 8 - komora niskiego ciśnienia, 9 - manometr niskiego ciśnienia, 10 - pokrętło zaworu odcinającego wypływ gazu, 11 - łącznik wylotowy
Są dwa rodzaje palników spawalniczych: palniki bezinżektorowe (bezsmoczkowe) i palniki iniektorowe (smoczkowe), rys.1,6
Palniki bezsmoczkowe są przeznaczone do pracy acetylenu o wysokim ciśnieniu. Są one zasilane gazami (acetylen, tlen) o prawie jednakowym ciśnieniu. Oba gazy ulegają zmieszaniu w komorze mieszania palnika.
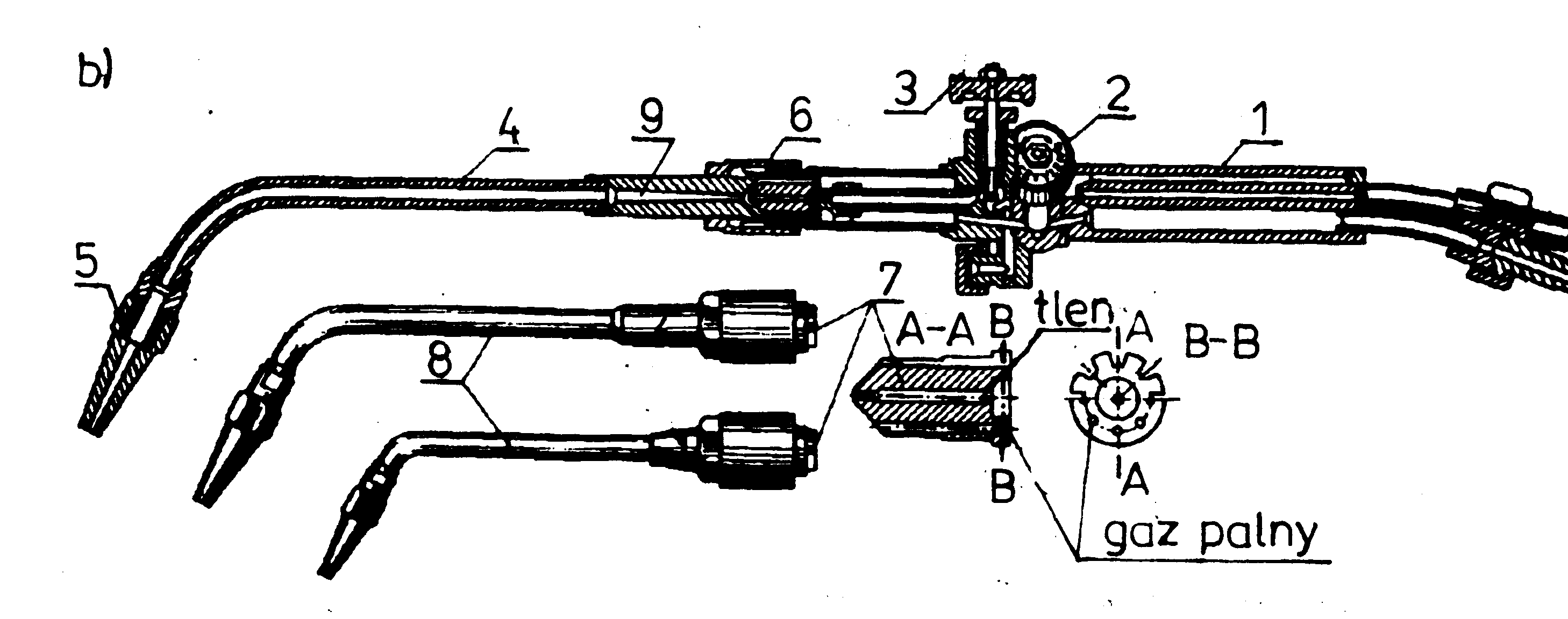
Rys. 1.6. Schemat palników spawalniczych - a) i palnik inżektorowy - b): l - rękojeść 2 - zawór acetylenowy, 3 - zawór tlenowy, 4 - przewód mieszankowy, 5 - dysza 6 - nakrętka łącząca nasadkę z rękojeścią, 7 - inżektor, 8 - nasadki wymienne, 9 - komora mieszakowa
Wykonywanie spoin
Spawanie gazowe najbardziej nadaje się do wykonywania złączy doczołowych, mniej natomiast do wykonywania spoin pachwinowych. Rozróżnia się trzy metody spawania gazowego:
spawanie w lewo,
spawanie w prawo,
spawanie w górę.
Do spawania gazowego stali stosuje się różne gatunki spoiw (drutów).W tabeli 1.4 podano kilka rodzajów drutu. Druty mają średnice 0,6-5 nim. Dostarcza się je w kręgach lub wiązkach długości l m. Powierzchnia drutu powinna być czysta, bez śladów korozji. Średnicę drut dobiera się według zależności:
d=h\2+(1-1,5), mm
h-grubość łączonych detali, mm.
Tabela l.4. Spoiwa do spawania gazowego stali niskowęglowych - manganowych i stopowych (według PN-77/M-69420)
Oznaczenie (cecha) spoiwa
|
Oznaczenie spoiwa uprzednio używanego
|
Zastosowanie
|
SpGl
|
SplA
|
do spawania stali niskowęglowych - manganowych o granicy plastyczności do 300 MPa |
|
SpG2 SpG2J SpG4
|
SpIGA Śpi GAJ Sp3
|
do spawania stali niskowęglowych - manganowych o granicy plastyczności do 360 MPa
|
SpGIM
|
Sp8
|
do spawania stali niskowęglowej manganowa -molibdenowej gatunku 16M 1
|
SpGlHIM
|
Sp7
|
do spawania stali niskowęglowej manganowi -chromowo-molibdenowej gatunku 15HM
|
SpGlH2M
|
Sp6
|
do spawania stali niskowęglowej manganowa -chromowo-molibdenowej gatunku 10H2M
|
Spawanie w lewo
Metodą spawania w lewo łączy się doczołowe elementy stalowe grubości do 3 mm w pozycji podolnej, do 10 mm w pozycji pochyłej i pułapowej, do 5 mm w pozycji naściennej, a spoinami pachwinowymi blachy grubości 5 mm.
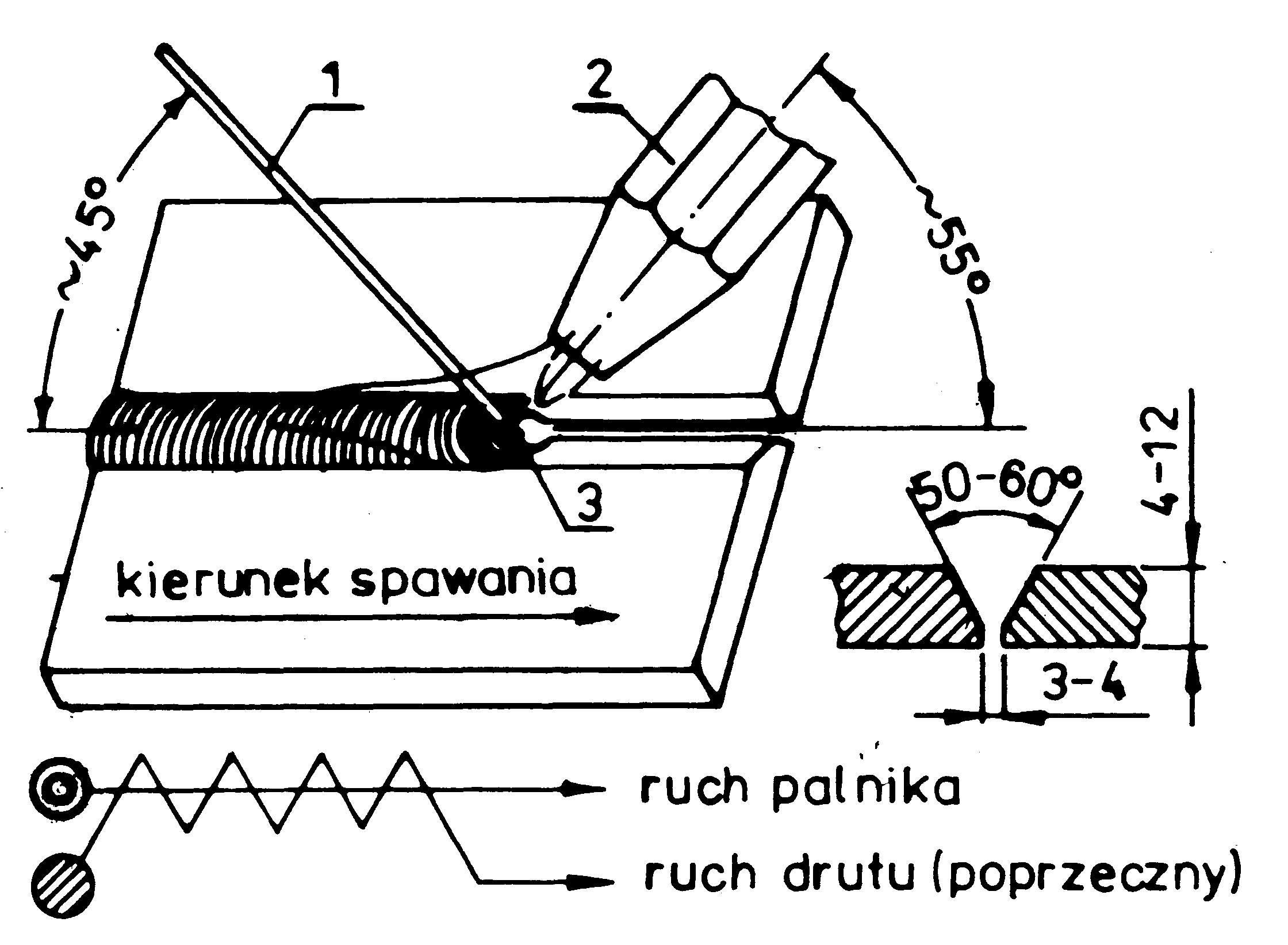
Palnik prowadzi się od strony prawej do lewej (rys. 1.7), pochylonego pod kątem od 10° (dla blach cieńszych) do 60° (dla utrzymaniu otworu podczas spawania szybkie krzepnięcie i stygnięcie spoiny, co może być przyczyną tworzenia zagazowań oraz podhartowań, które sprzyjaj ą tworzeniu się pęknięć. blach grubszymi Spoiwo podaje się pod kątem około 45°. Palnik przesuwa się wzdłuż krawędzi blach ruchem jednostajnym, postępowym, bez wykonywania ruchów poprzecznych. Drut jest prowadzony przed palnikiem. Płomień nadtapia brzegi metalu, tworząc otwór (oczko), który musi być utrzymany przez cały czas pracy. Spoiwo podaje się ruchem skokowym. Spoiwa nie należy wyciągać poza obręb płomienia, aby nadtopiony metal nie utleniał się, co stanowiłoby dodatkowe źródło tlenków wprowadzonych do spoiny. Zaletą tej metody jest ładny wygląd spoiny oraz duża szybkość spawania, gdyż płomień nagrzewa wstępnie nadtapiane później krawędzi
Rys. 1.7. Schemat spawania metodą w lewo: l - spoiwo, 2 - palnik, 3 - otwór (oczko)
Spawanie w prawo
Metodą spawania w prawo łączy się doczołowe elementy stalowe grubości 5-15 mm w pozycji podolnej 16-12 mm w pozycji naściennej.
Palnik prowadzi się od strony lewej w prawo (rys. 1.8), pochylonego pod kątem około 55°. Spoiwo podaje się pod kątem około 45°^ Palnik przemieszcza się wzdłuż krawędzi blach ruchem jednostajnym. Spoiwem trzymanym w jeziorku stopionego metalu wykonuje się ruchy Poprzeczne (kształt półksiężyca lub elipsy). Metodę tę stosuje się do wykrywania odpowiedzialnych połączeń (np. rurociągi). Zaletą metody jest łatwe utrzymanie jeziorka spawalniczego oraz wolne krzepnięcie spoiny. Gazy wchłonięte przez metal mają dłuższy czas na wydostanie się ze spoiny. Następuje wyżarzanie spoiny, co zmniejsza jej podatność na pękanie. Do wad można zaliczyć małą szybkość spawania. Estetyczny wygląd lica.
Rys. l.8. Schemat spawania metodą w prawo: l - spoiwo, 2 - palnik, 3 - otwór (oczko)
Spawanie w górę
Polega na układaniu spoiny z dołu do góry. W tym ustawieniu blach można wykonać spoinę, prowadząc drut przed palnikiem (rys. 1.9a)
Rys. 1.9. Schemat spawania metodą w górę: a) spawanie blach cienkich, b) spawanie blach ukosowanych grubości powyżej 6 mm
bkach cienkich lub za palnikiem (rys. 1.9b) dla ukosowanych blach grubości powyżej 6 mm. Ruch palnika w obu przypadkach jest postępowy, prostoliniowy, a ruch drutu krokowy przy spawaniu blach cienkich i poprzeczny przy spawaniu blach grubszych. Ogólnie przyjmuje się, że kąt i chylenia palnika a przy spawaniu gazowym stali zmienia się w zależności od grubości materiału łączonego g (a = 10° dla g < l mm, a = 20° a g - 1-3 mm, a = 30° dla g = 3,5 mm, a = 40° dla g = 5-8 mm, a =50° dla g = 8-10 mm, a = 60° dla g = 10-12 mm, a = 70° dla g =12-15 mm, n == 80-90° dla g > 15 mm). Prawidłowe prowadzenie palnika ułatwia przetopienie materiału wzdłuż całej jego grubości.
Cel ćwiczenia:
Celem ćwiczenia było wykonanie połączeń spawanych metodą spawania gazowego w lewo
Przebieg ćwiczenia:
zapoznanie się z przepisami BHP przy spawaniu gazowym
poznanie elementów składowych stanowiska do spawania gazowego
uruchomienie stanowiska do spawania gazowego
poznanie zasad regulacji płomienia acetylenowo-tlenowego:
normalnego
nawęglającego
utleniającego
spawanie palnikiem blach metodą w lewo o grubości 2 mm
zakończenie pracy na stanowisku do spawania gazowego
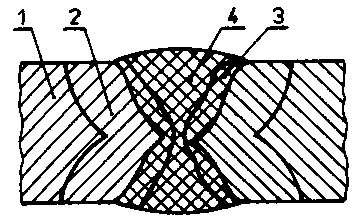
Budowa złącza spawanego: l - materiał rodzimy, 2 - strefa wpływu ciepła, 3 - strefa wtopienia, 4 - spoina
Wyszukiwarka
Podobne podstrony:
Spawanie TIG piotrek, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Spawanie TIG antek, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo,
spawanie, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo, spawalnic
Podatność stali do spawania, Studia, pomoc studialna, odlewnictwo i spawalnictwo
Spawanie elektroda otulona do wydruku, Studia, pomoc studialna, odlewnictwo i spawalnictwo, spawalni
Spawanie TIG-Arczi, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo,
Spawalnictwo sciaga1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Osin, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo, osin
matka piotrka, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo
Spawanie TIG, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
łuk elektryczny, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo, od
Odlewnictwo wykłady, Studia, pomoc studialna, odlewnictwo i spawalnictwo, spawalnictwo odlewnictwo,
strona tytułowa1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo, o
cz1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictwo
Spawalnictwo sciaga1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
techniki wytwarzania, Studia, Odlewnictwo spawalnictwo inżynieria wytwarzania
więcej podobnych podstron