Kolokwium z laboratoriów z Technologi maszyn cz. II
Znajdują się tu pytania, które podejrzane są o pojawienie się na kolosie. Z odpowiedziami. Have fun.
1.) Pomiar temperatur obrabiarek (prow. dr inż. K. Lis)
Po co te pomiary:
diagnozowanie stanu maszyny (jeśli będzie większa niż powinna wynikać ze sprawności to albo uszkodzenie, albo zuzycie, albo źle zamontowane);
kompensacja odkształceń cieplnych (sprzężenie zwrotne serwonapędu, w układzie zabezpieczania przed przegrzaniem).
Metody pomiarów:
Ze względu na rodzaj wielkości wyjściowej:
elektryczne;
nieelektryczne.
Ze względu na sposób przejmowania ciepła:
stykowe;
bezstykowe.
Czujniki (dokładne pytanie może być przez kolesia modyfikowane:)):
nieelektryczne:
długości (dylatacyjne, bimetalowe);
drgania akustyczne (ultradźwiękowe);
objętości cieczy (cieczowe szklane lub manometryczne);
ciśnienie gazu (manometryczne);
promieniowanie termiczne (pirometryczne).
elektryczne (sygnał zależny od temperatury zmieniany jest na jedną z wielkości elektrycznych):
rezystancyjne (rezystancyjne, termistorowe, krzemowe);
częstotliwościowe (kwarcowe);
napięcia lub prąd (termoelektryczne, tranzystoroe, diodowe, światłowodowe; pirometry samoczynne).
stykowe:
termometry rezystancyjne (termometry rezystancyjne wykorzystują zjawisko zmiany rezystancji metali wraz z temperaturą);
termometry termoelektryczne (podstawowym elementem składowym czujnika termoelektrycznego jest termoelement utworzony przez dwa połączone na jednym końcu przewody z różnych materiałów, którymi mogą być metale czyste, stopy metali lub niemetale );
termometry termistorowe (rezystory półprzewodnikowe, które posiadają duży temperaturowy współczynnik rezystancji);
termometry półprzewodnikowe (diody i tranzystory to elementy złączowe, których charakterystyki prądu w funkcji napięcia zależą głównie od gęstości nośników po obu stronach złącza, gęstość ta silnie uzależniona jest od temperatury);
dynamiczne pomiary temperatury (taki pomiar, któremu towarzyszy występowanie cieplnego stanu nieustalonego termometru i związany z tym błąd zwany dynamicznym błędem pomiaru);
bezstykowe (pirometria (termowizja)):
kamery termowizyjne.
2.) Pomiar sił i momentów podczas wiercenia (prow. dr inż. K. Lis)
Wpływ parametrów skrawania na siły i momenty:
wraz ze wzrostem posuwu minutowego przy stałej prędkości skrawania siły i momenty oporowe rosną, jednak po przekroczeniu pewnej granicy zarówno siły jak i momenty oporowe zaczynają powoli maleć;
wraz ze wzrostem prędkości skrawania przy stałym posuwie obrotowym siły i momenty oporowe rosną, jednak po przekroczeniu pewnej granicy zarówno siły jak i momenty oporowe zaczynają maleć nawet szybciej niż przedtem rosły.
Po co:
ustalenie jakim narzędziem (wiertłem) możemy obrabiać dany przedmiot;
odpowiednie zaprojektowanie wiertła;
kontrola i diagnoza zużycia narzędzia;
dobór odpowiedniej prędkości obrotowej;
dobór głębokości pomocniczego prostoliniowego ruchu posuwowego wiercenia;
dobór odpowiedniego czasu wiercenia.
Cel ćwiczenia:
Zapoznanie się z metodą pomiaru siły osiowej i momentu przy wierceniu, wyznaczenie i porównanie wartości sił i momentów obciążających poszczególne elementy konstrukcyjne ostrza wiertła, ustalenie zależności pomiędzy siłą osiową i momentami a posuwem i prędkością skrawania.
Opis próbki i jakie siły gdzie:
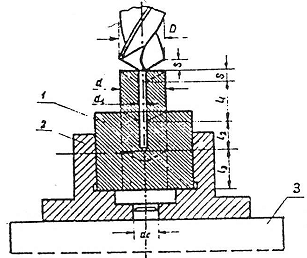
Na odcinku l1 działa siła i moment pochodzące od głównych krawędzi skrawających wiertła, na odc. l2 dochodzą siły i momenty oporowe od łysinek, a na odcinku l3 siły i momenty oporowe wytwarzane przez ścin.
Opis próbki: Próbka ma na pewnej długości średnice d równa średnicy wiertła D oraz ślepy otworek odpowiedniej długości o średnicy d1 równej długości ścina.
3.) Wpływ parametrów na chropowatość (prow. dr inż. T. Wala)
Wpływ prędkości skrawania, posuwu, cieczy smarujących i zużycia narzędzia na chropowatość (4 wykresy) :
Wpływ stępienia ostrza na chropowatość powierzchni: Rz - rzeczywista wysokość nierówności
Zalety HSM:
wysoka efektywność usuwania naddatku;
skrócenie czasu produkcji;
znaczące odprowadzanie energii cieplnej poprzez wióry, powodujące zmniejszenie odkształceń przedmiotu obrabianego;
mniejsze siły skrawania;
uzyskanie lepszej jakości obrabianej powierzchni.
Wady HSM:
nadmierne zużycie narzędzia;
wymóg specjalnych narzędzi (materiały: węgliki spiekane, dokładne wykonanie);
konieczność stosowania specjalnych obrabiarek, wyposażonych w zaawansowane wrzeciona, prowadnice, systemy chłodzenia i stabilizacji temperaturowej, oprawki narzędziowe, zapewniające współosiowość i wyważenie narzędzia.
4.) Pomiary współrzędnościowe (prow. dr inż. M. Kaźmierczak)
Cechy pomiarów współrzędnościowych:
- zapewnia wyrobom wymagana jakość i dokładność;
- umożliwia wyznaczenie wymiarów części maszyn w czasie dostosowanym do rytmu ich wytwarzania;
- pomiar odbywa się w układzie współrzędnych;
- do lokalizacji punktu mierzonego przedmiotu służy głowica pomiarowa;
- pomiar może odbywać się w dowolnym położeniu przedmiotu;
- wysoka dokładność pomiarów.
Kalibracja:
Proces kalibracji polega na sprowadzeniu poszczególnych końcówek do jednego, wyimaginowanego, punktu przestrzeni, którego dokładne położenie obliczane jest rachunkowo. Zwykle jest nim oś końcówki przebiegającej wzdłuż osi głowicy. Sam proces kalibracji przeprowadza się, dokonując pomiaru kuli wzorcowej o znanej średnicy. Należy zmierzyć możliwie wiele punktów i z możliwie wielu kierunków. Mając dane o średnicy kuli wzorcowej, maszyna jest w stanie obliczyć wszystkie potrzebne informacje (średnice kulek
i ich odległości od osi głowicy), niezbędne do dokonania bezbłędnych pomiarów. Proces kalibracji należy wykonać jako pierwszy, zawsze po uzbrojeniu głowicy w zestawy trzpieni i końcówek pomiarowych.
Opis próbki:
To już nie wiem czy trza ale wrzucę:
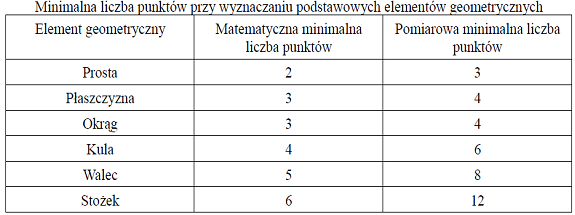
1. Matematyczna minimalna liczba punktów wynika z liczby stopni swobody, jaką ma element. Naturalnie, przy wyborze punktów pomiarowych muszą być spełnione warunki dodatkowe, np. cztery punkty do obliczenia kuli nie mogą leżeć na jednej płaszczyźnie;
2. Pomiarowa minimalna liczba punktów jest taka, aby wpływ najmniejszej odchyłki kształtu na wynik pomiaru był nieistotny;
3. Jeśli matematyczna liczba punktów zostanie przekroczona, to element jest wyliczany na drodze rachunku wyrównawczego.
5.) Odbiór geometryczny tokarki (prow. mgr inż. D. Hylewski)
Dwie podstawowe metody pomiaru:
sprawdzanie geometryczne (sprawdzenie dokładności samej obrabiarki w stanie spoczynku);
próba pracą (sprawdzenie pośrednie obrabiarki prze pomiar przedmiotów obrobionych podczas normalnej pracy obrabiarki).
Metoda z laboratorium:
Sprawdzenie geometryczne: polega na określeniu wzajemnych połączeń i ruchów elementów podstawowych w stosunku do odpowiednio wybranych osi i płaszczyzn odniesienia. Dobra gdy trudno określić operacje jakie będą wykonywane na obrabiarce (czyli głównie dla uniwersalnych), albo gdy ciężko jest przeprowadzić próbę pracą (np. duże obrabiarki). Poza tym jest to stosunkowo prosty sposób pomiaru (skoro nam się udało to musi tak być:P).
Pomiary z laboratorium:
Równoległość linii kłów do prowadnic łoża w płaszczyźnie pionowej. Walec kontrolny osadzony w kłach. Czujnikiem zegarowym zmierzyć różnie we wskazanej wartości na obu końcach walca.
Bicie środkującej powierzchni końcówki wrzeciona. Przystawić końcówkę czujnika do środkującej powierzchni końcówki wrzeciona i pokręcać wrzeciono odczytując wartości, przeprowadzić pomiary w dwóch wzajemnie prostopadłych płaszczyznach.
Równoległość osi wrzeciona do przesuwu suportu w płaszczyźnie pionowej i poziomej. Trzpień kontrolny we wrzecionie, czujnik na suporcie, końcówka czujnika w płaszczyźnie pionowej trzpienia, przesuwać suport i odczytywać wskazania czujnika, przekręcić wrzeciono o 180 i powtórzyć. Potem w płaszczyźnie poziomej. Obliczyć odchyłkę średnią arytmetyczną obydwóch pomiarów.
Wyszukiwarka
Podobne podstrony:
kolos ściąga, Studia, Moimt, Materiałyh kolos
maszynoznawstwo kolokwium, Studia, Moimt, Materiałyh kolos
lab 1 wm2, Studia, Wytrzymałość materiałów II
Laborki 2, Studia, Wytrzymałość materiałów II, Test z laborek wydymalka, lab
Opracowanie ekofizjograficzne, Studia - IŚ - materiały, Semestr 06, Systemy informacji przestrzennej
Miareczkowanie konduktometryczne kwasu solnego, Studia - IŚ - materiały, Semestr 05, Ochrona powietr
sciaga na lab.ps, STUDIA, SEMESTR II, Materiały Metalowe, mm
C.W.iS. - lab.3, Studia - IŚ - materiały, Semestr 08 (1) (magisterka), Chemia wody i ścieków - lab
C.W.iS. - lab.2, Studia - IŚ - materiały, Semestr 08 (1) (magisterka), Chemia wody i ścieków - lab
C.W.iS. - lab.5, Studia - IŚ - materiały, Semestr 08 (1) (magisterka), Chemia wody i ścieków - lab
C.W.iS. - lab.4, Studia - IŚ - materiały, Semestr 08 (1) (magisterka), Chemia wody i ścieków - lab
MIEDŹ I STOPY MIEDZI - Lab 11, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej,
Permeacja WYKRES, Studia - IŚ - materiały, Semestr 05, Technologie inżynierii środowiska - lab
Laborki 2, Studia, Wytrzymałość materiałów II, Test z laborek wydymalka, lab
STALI O OKREŚLONYCH WŁAŚCIWOŚCIACH FIZYCZNYCH I CHEMICZNYCH - Lab 10, Studia, Materiałoznastwo, Meta
C.W.iS. - lab.1, Studia - IŚ - materiały, Semestr 08 (1) (magisterka), Chemia wody i ścieków - lab
ALUMINIUM I STOPY ALUMINIUM - Lab 12, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cie
więcej podobnych podstron