Spis treści:
Wstęp
Przyczyny powstawania spękań w betonie
Charakterystyka ogólna kompozytów cementowych z dodatkiem włókien
Wprowadzenie
Urabialność zapraw z dodatkiem włókien
Właściwości i zastosowanie włókien
Włókna stalowe
Włókna szklane
Włókna celulozowe
Włókna polialkoholowinylowe i poliakrylonitrylowe
Włókna węglowe
Azbest
Włókna polietylenowe
Charakterystyka włókien polipropylenowych
Czym jest polipropylen ?
Ogólne wiadomości o włóknach polipropylenowych
Przykłady włókien polipropylenowych stosowanych w budownictwie
włókna BAUCON
włókna FIBERMESH
włókna TECHNOFIBER
włókna FIBERMIX
Program pracy
Program badań
Charakterystyka użytych materiałów
Cement
Wyznaczanie czasu początku i końca wiązania
Wyznaczenie konsystencji normowej
Oznaczenie wytrzymałości na zginanie
Oznaczenie wytrzymałości na ściskanie
Woda
Kruszywo
Składy zapraw z różną zawartością włókien polipropylenowych
Wykonanie badań
Wyniki badań
WSTĘP[ konferencja]
Przedmiotem opracowania jest wpływ dodatku w postaci włókien polipropylenowych na cechy kompozytów włóknisto-cementowych. Modyfikacja właściwości betonów przez dodawanie do mieszanki betonowej niewielkiej ilości włókien ma przeszło 20-letnią tradycję. Cechą, która wyróżnia kompozyty włókniste od innych materiałów, jak również w dużej mierze kształtuje ich właściwości jest dodatek włókien. Składnik ten bezpośrednio wpływa na wytrzymałość na rozciąganie materiału, ale jednocześnie wskutek zmian w strukturze wewnętrznej spowodowanych obecnością włókien inne parametry również mogą ulec zmianie. Wszechstronne badania kompozytów cementowych zbrojonych rozproszonymi włóknami ukazują możliwości modyfikacji różnorodnych cech zapraw i betonów. Literatura krajowa i światowa dotycząca tego tematu jest bardzo obszerna. Preferuje się stosowanie włókien stalowych przede wszystkim dla uzyskania wysokich wytrzymałości betonu oraz włókien węglowych zwiększających odporność na pękanie, zmniejszających skurcz. Badania jakie dotychczas przeprowadzono pozwalają na optymalny dobór składników mieszanki betonowej, wybór ilości i rodzaju włókien w celu uzyskania zamierzonych właściwości zaprawy lub betonu. Badania kompozytów przeprowadzane są zazwyczaj na małogabarytowych elementach i w głównej mierze dotyczą zapraw i zaczynów, rzadziej betonów. Do rzadkości należą badania właściwości kompozytów w elementach konstrukcyjnych. W kraju najczęściej stosowane są włókna polipropylenowe, których niewątpliwie największą zaletą jest redukcja spękań w stwardniałych betonach i zaprawach, które powstają na skutek przekroczenia przez naprężenia skurczowe chwilowej wytrzymałości twardniejącego betonu. W niniejszej pracy będziemy chcieli porównać właściwości poszczególnych zapraw z różną ilością różnych rodzajów włókien polipropylenowych, a także zaprawy niemodyfikowane dodatkiem włókien.
PRZYCZYNY POWSTAWANIA SPĘKAŃ W BETONIE
W każdym nawet najlepiej zaprojektowanym i wykonanym betonie są ziarna różniące się kształtem i wielkością (kruszywo, nieprzereagowane rdzenie ziaren cementowych, krystaliczne i semikrystaliczne formy produktów reakcji cementu z wodą). Obserwuje się wyraźne granice międzyziarnowe i międzyfazowe mające złożoną budowę i różną dla poszczególnych rodzajów kruszywa wytrzymałość, pory różniące się kształtem i wielkością (powietrzne, żelowe, kapilarne) oraz mikrospękania. Wszelkie te formy nieciągłości materii w pewnych warunkach obciążeń występujących podczas użytkowania wyrobów betonowych mogą doprowadzić do zniszczenia materiału. Szczególnie niebezpieczne są mikrospękania wewnętrzne i powierzchniowe znajdujące się przeważnie na powierzchni betonu lub na granicy kruszywo - stwardniały zaczyn cementowy. Przyczyny ich powstawania to:
Wydzielanie się mleczka cementowego tzw. bleeding na powierzchni dojrzewającego betonu
Nierównomierne odprowadzanie ciepła i wilgoci
Wadliwa pielęgnacja lub jej brak
Segregacja
Skurcz plastyczny
Skurcz wysychania
Skurcz karbonatyzacji
Podstawową przyczyną powstawania spękań w świeżym betonie (kilka godzin po wylaniu) jest skurcz plastyczny. Jest to spowodowane tym, że produkty reakcji cementu z wodą mają mniejszą objętość od substratów. Wielkość skurczu określa się zazwyczaj na 1% objętościowy użytego cementu. Inną przyczyną powstawania niejednorodności, zwłaszcza w betonach o konsystencji półciekłej i ciekłej, jest osiadanie ciężkich składników mineralnych, przede wszystkim dotyczy to kruszywa, w dolnej warstwie wylewanej płyty jednoczesne wydzielanie się na powierzchni mleczka cementowego. Oba te zjawiska są przyczyną powstawania naprężeń wewnętrznych powodujących przemieszczenie się tężejącej materii i powstawania rys oraz spękań. Aby zaradzić kruszeniu się i pękaniu betonowych płyt najprościej ograniczyć ich powierzchnię stosując podział na mniejsze obszary, czyli wykonując dylatacje. Pozwala to na przemieszczanie się materii w pewnym obszarze, nie powodując przy tym powstawania spękań. Inną metodą jest stosowanie odpowiednio dobranych (pod względem grubości i gęstości rozmieszczenia stalowych prętów) stalowych siatek przeciwskurczowych, które pozwalają na wykonywanie elementów o znacznie większej powierzchni, aczkolwiek również podzielonych szczelinami dylatacyjnymi. W tego rodzaju konstrukcjach część naprężeń skurczowych przenoszonych jest przez zbrojenie stalowe. W betonie spękania są znacznie mniejsze (często niewidoczne gołym okiem), ale jest ich więcej. Stosowanie siatek przeciwskurczowych jest w praktyce dość uciążliwe. Muszą być umieszczone na odpowiedniej wysokości formowanej płyty, aby można było wykonać otulinę zabezpieczającą stal przed korozją. Ponadto siatki muszą być przycinane do odpowiednich wymiarów. Dużo lepszym rozwiązaniem jest koncepcja nawierzchni ciągłej zbrojonej, opracowana w 1936 w USA na potrzeby budowy autostrad, stosowana tam oraz w Europie do chwili obecnej. Technologia ta umożliwia formowanie ciągłego pasma płyty betonowej szerokości 6 m, dzielonego jedynie tzw. fałszywą dylatacją. Dylatacje pełne poprzeczne stosuje się jedynie jako szczeliny robocze, np. w wypadku przerw w dostawie betonu lub zakończenia dnia pracy. W technologii tej wymagane jest jednak zużycie bardzo dużej ilości stali zbrojeniowej w przeliczeniu na 1m2 płyty.
Charakterystyka ogólna kompozytów cementowych z dodatkiem włókien
Pod pojęciem kompozytów cementowych zbrojonych włóknami kryje się szeroka grupa kompozytów betonowych i betonopodobnych, w których rozmieszczono zbrojenie rozproszone w postaci włókien. W zależności od rodzaju matrycy cementowej wyróżniamy kompozyt włóknisto-cementowe, gdy matrycę stanowi zaprawa cementowa oraz kompozyty fibrobetonowe, gdy matrycę stanowi beton. Modyfikacja właściwości betonów przez dodawanie do mieszanki betonowej niewielkiej ilości włókien ma przeszło 20-letnią tradycję. Dodatek krótkich, przestrzennie zorientowanych włókien do betonów, zapraw i zaczynów cementowych poprawia ich właściwości użytkowe a niekiedy również właściwości mechaniczne. Podstawową cechą jaką muszą odznaczać się wszystkie włókna jest odporność na alkalia ze względu na silnie alkaliczny charakter zapraw, betonów i zaczynów w początkowym okresie ich dojrzewania. Ponadto aby mogły spełniać rolę elementu zbrojącego muszą się wykazywać dobrymi właściwościami mechanicznymi. Dodatkową zaletą włókien jest ich smukłość, czyli stosunek długości do średnicy włókna. Im większa smukłość włókna tym efektywniej może ono spełnić rolę czynnika zbrojącego. Termin „beton wzmocniony włóknem” FRC (Fiber-Reinforced Concrete) został zdefiniowany przez ACI 116 R, Cement and Concrete Terminology, jako beton zawierający zdyspergowane, losowo zmieszczone włókna. Zgodnie z terminologią przyjętą przez ACI, a ściślej przez jego odrębną komisję: Committee 544, Fiber Reinforced Concrete, istnieją cztery kategorie FRC w zależności od użytych do zbrojenia włókien:
SFRC - z włóknami stalowymi
GFEC - z włóknami szklanymi
SNFRC - z włóknami syntetycznymi, w tym węglowymi
NFRC - z włóknami naturalnymi
Charakter i właściwości kompozytów na bazie cementu, wzmacnianych włóknami, zmieniają się w zależności od: receptury spoiwa, typu materiału włókna, geometrii włókien, orientacji włókien oraz ich stężenia w kompozycie. W wyniku dążenia do otrzymywania doskonalszych materiałów budowlanych powstały fibrobetony , w których zastosowany został hybrydowy układ zbrojenia, gdzie połączono różne rodzaje włókien zbrojących, różniących się właściwościami mechanicznymi i rozmiarami. Przykładem są: połączenie włókien węglowych i stalowych, szklanych i polipropylenowych. Istnieje wiele zastosowań włókien w fibrobetonach, w których jest wymagane, aby włókna działały jako podstawowy składnik przenoszący obciążenia i zapewniały integralność strukturalną. Jednak istnieje wiele aplikacji, w których włókna są wprowadzane głównie w celu zwiększenia integralności materiału matrycy, a tym samym zwiększenia integralności całej struktury układu. W aplikacjach z małą zawartością włókien (poniżej 0,5% objętości) wpływ włókien polega w większym stopniu na absorpcji energii i kontroli pękania niż na zdolności do przenoszenia zwiększonych obciążeń. Chociaż objętość włókien jest w tym przypadku stosunkowo mała, to jednak dzięki ich dobremu rozproszeniu w matrycy cementowej, mają one określony wpływ na propagację rys.
Projektowanie kompozytów cementowych wzmacnianych włóknami polega na określeniu składu matrycy cementowej (betonu lub zaprawy), ilości, rodzaju i sposobu rozmieszczenia włókien oraz jakości warstwy przejściowej warunkującej przekazywanie oddziaływań odkształceń z matrycy na włókna. Kształtowanie się warstwy przejściowej włókno - matryca cementowa zależy w dużym stopniu od rozmiaru włókien oraz rodzaju matrycy cementowej. Stwierdzono, że w przypadku włókien, których średnice są porównywalne lub mniejsze od wymiarów ziaren cementu, nie występuje zjawisko lokalnie zwiększonego współczynnika w/c przy włóknach, a tym samym nie jest zaburzona ciągłość struktury ośrodka przez tworzenie się dużych kryształów hydratów. Budowę warstwy przejściowej oraz przyczepność włókien do matrycy cementowej można poprawić przez dodanie mikrowypełniaczy o dużym rozdrobnieniu, takich jak mikrokrzemionka, rozdrobniony węglan wapnia, piasek kwarcowy, żużel wielkopiecowy czy popioły lotne. Ponieważ urabialność mieszanki pogarsza się wraz ze wzrostem ilości włókien, jest niezbędne stosowanie domieszek zwiększających płynność oraz ułatwiających rozproszenie włókien w mieszance.
URABIALNOŚĆ ZAPRAW Z DODATKIEM WŁÓKIEN:[konferencja]
Jednym z głównych problemów jakie pojawiają się przy użyciu włókien w zaprawach jest pogorszenie ich urabialności. Wiadomo, że wraz ze wzrostem granicy płynięcia maleje urabialność (odkształcalność) zaprawy, natomiast zmiana lepkości plastycznej określa prędkość rozpływu zaprawy. Im lepkość mniejsza tym prędkość rozpływu większa. Na Politechnice Śląskiej w Gliwicach przeprowadzono badania wpływu rodzaju włókien i ich udziału objętościowego na właściwości reologiczne zapraw. Do pomiarów zastosowano test reometryczny. W badaniach uwzględniono włókna polipropylenowe, szklane, węglowe oraz stalowe. Z rezultatów badań wynika jednoznacznie, że właściwości poszczególnych zapraw różnią się istotnie, zależnie od rodzaju zastosowanych włókien jak też ich objętościowego udziału w zaprawie. Dla zapraw bez włókien zaobserwowano niewielki wzrost wartości g (parametr określający urabialność, im parametr g większy tym urabialność gorsza) wraz ze spadkiem zawartości wody w mieszance. Najwyższe wartości granicy płynięcia g, czyli najgorszą urabialność uzyskano dla zapraw z dodatkiem włókien polipropylenowych elementarnych, szklanych oraz węglowych. Wartość granicy płynięcia dla tych rodzajów włókien wzrasta ze wzrostem udziału objętościowego włókien w zaprawie, szczególnie od wartości 0,3%. Najniższe wartości granicy płynięcia czyli najlepszą urabialność uzyskano dla zapraw z dodatkiem włókien polipropylenowych fibrylowanych oraz włókien stalowych. Wyniki badań dla lepkości plastycznej h włókno-zapraw nie są tak jednoznaczne jak w przypadku granicy płynięcia. Dla zapraw bez włókien obserwujemy niewielki wzrost lepkości h wraz ze spadkiem zawartości wody w mieszance. Podobną tendencję obserwujemy dla zapraw z dodatkiem 0,1% wszystkich rodzajów włókien. Dodanie 0,3% włókien powoduje najwyższy wzrost lepkości plastycznej dla zaprawy z dodatkiem włókien polipropylenowych elementarnych długości 12 mm. Niska wartość lepkości plastycznej występuje w zaprawach z włóknami węglowymi dla 0,5% ich udziału objętościowego. Na podstawie analizy wyników badań można zatem stwierdzić, że granica płynięcia badanych zapraw z dodatkiem włókien zależy przede wszystkim od rodzaju włókien i ich udziału objętościowego w zaprawie. W przypadku lepkości plastycznej badanych zapraw zasadniczy wpływ na jej zmianę ma wskaźnik w/c oraz długość włókien.
Właściwości i zastosowanie włókien
Podstawowym celem tworzenia fibrobetonów jest zwiększenie odporności materiałów na pękanie. W celu zatrzymania propagacji rys wprowadza się uzbrojenia w postaci krótkich włókien, siatek oraz mat. Fibrobeton po zarysowaniu matrycy może przenieść jeszcze znaczne obciążenia rozciągające. Rysy nie propagują się swobodnie, są zatrzymywane przez włókna. Długie mikrowłókna, rozproszone w kompozycie istotnie zwiększają wytrzymałość na rozciąganie. Stosując włókna można w znacznej mierze kształtować zachowanie materiału i uzyskiwać rozmaite wykresy obciążenie - ugięcie, stosownie do potrzeby. Kompozyty o matrycach betonopodobnych są zbrojone przeważnie włóknami krótkimi: stalowymi, szklanymi, polipropylenowymi, a także pochodzenia organicznego. Matryca betonowa, zaprawa lub zaczyn cementowy może być zbrojony włóknami ciągłymi. Najbardziej rozpowszechniony jest siatkobeton, zawierający uzbrojenie siatkami z miękkiego drutu stalowego. Najczęściej w praktyce stosowane są siatki tkane, plecione, zgrzewane i skręcane.
Włókna stalowe w porównaniu do innych rodzajów włókien charakteryzują się dosyć niewielką smukłością. Posiadają jednak szereg innych zalet dzięki którym są bardzo przydatne jako modyfikujący dodatek do betonów. Często nie tylko eliminują spękania plastyczne, lecz również w wypadku ich stosowania wyroby wykazują dużą tzw. wytrzymałość resztkową, tzn. zdolność do przenoszenia obciążeń, gdy zniszczeniu uległa już betonowa matryca, a obciążenie przenoszone jest jedynie przez włókna. Jako minus stosowania włókien stalowych można zaliczyć powstawanie rdzawych wykwitów na powierzchni betonów na skutek korozji włókien stalowych zlokalizowanych w warstwie powierzchniowej. Obserwuje się również znaczne trudności uzyskiwania jednorodnej betonowej mieszanki, zwiększające się proporcjonalnie do ilości dodawanych włókien. Dodatek stalowych włókien często stosuje się przy wzmacnianiu fundamentów, przy stanowiskach pod ciężkie maszyny i płyty poddawane dużym obciążeniom. Stosuje się głównie włókna wykonane ze stali o dużej wytrzymałości od 1100 do 1200 MPa na rozciąganie. Są one zaopatrzone w specjalnie profilowane końcówki w formie haka, podwójnego gwoździa, karbowane na powierzchni itp. Zmiany kształtu powodują dodatkowe zakotwienie stalowych włókien w stwardniałej masie betonowej. Podwyższają więc ich przyczepność do matrycy. Przyczepność do betonu włókien nieprofilowanych, gładkich, wynosi od 1 do 2 MPa, znacznie mniej niż włókna profilowane. Ma to bardzo istotne znaczenie przy badaniu zachowania się betonowych konstrukcji, gdy następuje zarysowanie (pęknięcie) betonowej matrycy i siły przenoszone są jedynie przez włókna zbrojące. Aby włókna mogły stać się zamiennikiem stali zbrojeniowej musiały by znaleźć się w betonie w znacznej ilości, powyżej 2% objętościowych. Dawka ta wynosi ponad 150 kg na 1m3 betonu Ze względów zarówno ekonomicznych jak i technicznych jest to niewykonalne Zbyt duża ilość włókien dodana do mieszanki betonowej powoduje jej całkowitą nieurabialność, natomiast koszty takiego dodatku przekroczyłyby koszty samej mieszanki. Z tego powodu stosuje się mniejsze ilości tego dodatku które poprawiają właściwości użytkowe betonu, a także przenoszą obciążenia po pęknięciu betonowej matrycy.[inż. I bud. kwiecień 2000]. Przykładem włókien stalowych są włókna BAUMIX. Beton zbrojony tym produktem (BZWS) jest materiałem o bardzo wysokich właściwościach wytrzymałościowych, niekruchym oraz odpornym na udary. Cechy te są niezmiernie istotne przy posadzkach betonowych, natomiast posadzki zbrojone siatkami stalowymi nie posiadają tych cech. Włókna BAUMIX stosuje się do zbrojenia posadzek przemysłowych, silnie obciążonych nawierzchni komunikacyjnych a także wszelkiego rodzaju prefabrykatów betonowych, począwszy od form małej architektury ogrodowej, aż do najcięższych, takich jak segmenty obudowy tuneli, zbiorniki na oleje, szamba, kręgi studni itp. Włókna BAUMIX wytwarzane są z wysokiej jakości drutu stalowego ciągniętego na zimno. Zapewnia to ich wysoką wytrzymałość i właściwe odkształcenia krytyczne. Końcówki włókien zakończone są haczykowato aby zapewnić im jak najlepszą przyczepność do betonowej matrycy. Efektywność działania włókien stalowych zależy w głównej mierze od dozowania na m3 betonu oraz od ich cech fizycznych takich jak wytrzymałość, odkształcenie przy zerwaniu, średnica, długość, zakotwienie. Główne zalety stosowania włókien BAUMIX to: efektywna eliminacja rys i spękań, zwiększenie parametrów wytrzymałościowych betonu, wysoka odporność na zmęczenie, proste i szybkie dozowanie, redukcja grubości płyty betonowej przy jednoczesnym zachowaniu wszystkich parametrów technicznych, eliminacja tradycyjnego zbrojenia siatką i problemów związanych z utrzymaniem jej na właściwej wysokości w przekroju płyty. Posadzki przemysłowe zbrojone włóknami stalowymi są w porównaniu do zbrojonych siatkami: bardziej wytrzymałe, odporne na pękanie przy zginaniu, pozbawione rys skurczowych, łatwiejsze i szybsze w wykonaniu, znacznie tańsze. Włókna BAUMIX produkowane są w dwóch rodzajach różniących się długością: BAUMIX30 o długości 36mm i BAUMIX60 o długości 64mm. W nawierzchniach komunikacyjnych i posadzkach przemysłowych najczęściej stosuje się BAUMIX60 w ilości 15 kg/m3 mieszanki betonowej, a BAUMIX30 w ilości 20 kg/m3. Przy dozowaniach niższych niż 15 kg/m3 (BAUMIX60) i 20kg/m3 (BAUMIX30), tzn. kiedy sumaryczna powierzchnia włókien stalowych BAUMIX jest w m3 betonu jest mniejsza niż 10 m2, zalecane jest stosowanie dodatkowo włókien polipropylenowych BAUCON w ilości 600 g/m3 betonu. Jest to zbrojenie hybrydowe. Zapewnia ono, przy równoczesnym przestrzeganiu właściwej receptury betonu, pełną eliminację rys skurczowych również w nawierzchniach z BZWS o niskim dozowaniu włókien stalowych co jest niezmiernie ważne dla nawierzchni monolitycznych wykańczanych warstwą trudnościeralną w technice suchej posypki. Włókna pakowane są w worki papierowe po 20 kg. Włókna BAUMIX można mieszać w zasobniku na kruszywo i dozować wagowo. W przypadku braku wolnego zasobnika włókna można dodać bezpośrednio do betoniarki wysypując je z worka. Włókna stalowe dodaje się zawsze po ostatniej frakcji kruszywa, przed cementem wodą i (super)plastyfikatorem. W przypadku wykonywania zbrojenia hybrydowego włókna polipropylenowe dodaje się po włóknach stalowych. Posadzki wykonane na bazie włókien BAUMIX charakteryzują się następującymi parametrami technicznymi:
Wytrzymałość na ściskanie > 70 MPa
Wytrzymałość na zginanie > 14 MPa
Twardość wg skali Mohsa - 8
Ścieralność na tarczy Boehmego - 2,3 cm3/50 cm2
Przesiąkliwość oleju - 0 mm
Przyczepność do podłoża betonowego - 3 MPa
[internet]
W latach dziewięćdziesiątych ubiegłego wieku pojawiła się nowa grupa fibrobetonów wysokowartościowych zbrojonych o matrycy cementowej (HPFRCC - high performance fiber reinforced cementitous composites). Kompozyty te zawierają znacznie większą ilość włókien niż klasyczny fibrobeton i charakteryzują się znacznie lepszymi właściwościami mechanicznymi. Do tej grupy zaliczyć można: SIFCON, SIMCON, RPC, UHPFRC. W kompozytach SIFCON włókna stalowe , których objętość może dochodzić do 20%, są układane w formach, następnie zalewane zaczynem cementowym o dużej płynności. W kompozytach SIMCON stosuje się włókna w postaci mat. Na szczególną uwagę zasługują kompozyty RPC. Bardzo dużą wytrzymałość tych materiałów uzyskuje się poprzez zastąpienie gruboziarnistego kruszywa drobno zmielonym kwarcem o ziarnach od 1 do 4 μm i piaskiem o ziarnach od 200 do 400 μm. Kompozyt ten zawiera również pyły krzemionkowe. Dodatek mikrowłókien stalowych w ilości do 600 kg/m3 zdecydowanie zwiększa jego wytrzymałość na rozciąganie. Kompozyty RPC osiągają wytrzymałość na ściskanie do 230 MPa podczas obróbki w temperaturze 90oC. W przypadku zastąpienia włókien stalowych włóknami ze stali wysokowytrzymałościowej, a kwarcu proszkiem stalowym, po obróbce pod ciśnieniem w temperaturze 250oC, uzyskuje się materiał o wytrzymałości na ściskanie około 800 MPa. Taki kompozyt zachowuje się w sposób zbliżony do metali. Na uwagę zasługuje kompozyt bazujący na technologii RPC o nazwie DUCTAL , będący wynikiem prac trzech firm: Bouygues, Lafarge, Rhodie. Biorąc pod uwagę właściwości, Ductal obejmuje swoim zakresem całą gamę znanych dotąd kompozytów Ultra High Performance Concrete (UHPC). Ta nowa rodzina kompozytów charakteryzuje się doskonałymi właściwościami. Przy wytrzymałości na ściskanie od 180 do 230 MPa wytrzymałość na rozciąganie osiąga od 30 do 50 MPa, w zależności od rodzaju włókien metalowych lub organicznych. Całkowita energia pękania przyjmuje wartości od 20 000 do 30 000 J/m2. Kompozyty te pozwalają na budowę wysokich, lekkich, smukłych konstrukcji o znacznych rozpiętościach elementów konstrukcyjnych, jednocześnie trwałych i odpornych na korozję. Jednym z przykładów zastosowania kompozytu typu RPC o wytrzymałości około 200 MPa jest bardzo smukła konstrukcja sprężonego mostu o rozpiętości przęsła 60 m w Sherbrooke w Kanadzie. Zwraca uwagę fakt, że w tej konstrukcji przy zastosowaniu RPC nie użyto tradycyjnego zbrojenia prętami. Pomimo dużej ilości cementu w kompozycie (705 kg/m3) zużycie cementu jest o 50% mniejsze niż gdyby konstrukcję wykonano z betonu tradycyjnego. Imponujący jest także czas wznoszenia budowli - 3 dni.
Włókna szklane są wykonywane o przekroju kołowym. Ich zaletą są bardzo dobre własności fizyczne. Do wad należy ograniczona odporność na oddziaływanie środowiska korozyjnego i alkalicznego. Pomimo dobrych opinii producentów oraz niezależnych badaczy obserwuje się dużą nieufność potencjalnych użytkowników co do trwałości tych włókien przez dłuższy czas. Duże nadzieje na rozpowszechnienie włókien szklanych w technologiach produkcji betonów rokują próby otrzymywania włókien ze stopów alkalioodpornych lub powierzchniowa ich impregnacja. W latach siedemdziesiątych zaczęto wykorzystywać w kompozytach cementowych włókna szklane alkalioodporne. Występują one w postaci ciągłej tzw. rowingu, lub w postaci włókien krótkich ciętych o długości od 6 do 40 mm i średnicy od 13 do 20 μm. Wytrzymałość na rozciąganie pasm włókien (kilkaset pojedynczych włókien ciągłych ułożonych równolegle) przewyższa wytrzymałość zaprawy cementowej o trzy rzędy wielkości, a moduł sprężystości jest około 3-4 razy większy niż moduł sprężystości zaprawy. W kompozytach o matrycach cementowych są używane przede wszystkim włókna krótkie, cięte rozmieszczone przypadkowo. W ostatnich latach zaczęto stosować włókna szklane alkalioodporne cięte, dłuższe (50 mm), w postaci płaskich mat, jak również włókien ciągłych. Włókna ciągle są stosowane w postaci siatek oraz w postaci równoległych jednokierunkowych pasm utrzymywanych poprzecznie przez cienkie siatki oraz w postaci prętów utworzonych ze skręconych pasm włókien, które stanowią konkurencję dla prętów stalowych i kabli sprężających. Jak dotychczas włókna szklane najbardziej rozpowszechniły się jako materiał do wykonywania izolacji cieplnych i akustycznych, ale nie tylko. Najnowszym osiągnięciem w dziedzinie produkcji geosiatek do wzmacniania nawierzchni bitumicznych są geosiatki szklane. Geosiatka ST 2799/II-150/26 wykonana jest z włókien szklanych impregnowanych odpowiednimi środkami odpornymi na wilgoć, wodę, a ponadto stabilizującymi strukturę siatki. Włókna szklane chemicznie stanowią krzemiany, podobnie jak kruszywa mineralne, wchodzące w skład mieszanek bitumicznych do warstw nawierzchniowych. Recycling tych warstw jest więc możliwy bez szkodliwych efektów. Włókna szklane są formowane z płynnej masy w temperaturze 1600oC. Odporność ich na podniesione temperatury rozkładanych mieszanek asfaltowych jest zatem dobra. Odporność włókien na rozciąganie również jest wysoka. Wynosi ona przy zerwaniu ok. 3%. Oznacza to ograniczenie ruchów poziomych warstwy bitumicznej. Geosiatka przeznaczona jest do wykorzystania w budownictwie drogowym, głównie jako zbrojenie w bitumicznych warstwach wzmacniających, przedłużających trwałość nawierzchni drogowych. Skuteczność działania geosyntetyków jako zbrojenia jest uwarunkowana wysoką sztywnością połączenia na powierzchni kontaktu, a ponadto niewysoką sztywnością wzmacnianych warstw konstrukcyjnych. Skuteczność zbrojenia maleje wraz ze wzrostem ich sztywności. Geosiatki szklane w porównaniu z siatkami polimerowymi charakteryzują się dobrą sztywnością struktury, dzięki dość wysokiej wytrzymałości przy niewielkim wydłużeniu granicznym. Do głównych zalet geosiatek szklanych zaliczyć można: znacznie lepsze parametry wytrzymałościowe od parametrów siatki poliestrowej (wyższa wytrzymałość, niewielkie wydłużenia przy zerwaniu), odporność na zmiany struktury przy naciąganiu geosiatki, dobra przyczepność do powierzchni skropionej asfaltem, niemodyfikowanym i modyfikowanym polimerem, optymalny wymiar oczka siatki, zapewniający dobre związanie nowej warstwy wzmacniającej ze starą warstwą ścieralną, duża odporność termiczna i chemiczna, wymiar oczka siatki umożliwia stosowanie jej w warstwach bitumicznych gruboziarnistych, ponieważ również w tym przypadku bezpośredni kontakt pomiędzy warstwami będzie zapewniony. Warstwa z geosiatką może spełniać w nawierzchni następujące funkcje: warstwy separacyjnej (w ograniczonym zakresie), warstwy zapobiegającej lub opóźniającej propagację spękań odbitych, warstwy zmniejszającej głębokość kolein w nawierzchniach nie ulepszonych i nawierzchniach bitumicznych, warstwy wzmacniającej konstrukcję nawierzchni, dzięki czemu grubość warstw konstrukcyjnych może być mniejsza. Geosiatki z włókien szklanych charakteryzują następujące parametry techniczne:
Siła zrywająca w kierunku osnowy - min. 80 kN/m
Siła zrywająca w kierunku wątku - min. 70 kN/m
Wydłużenie przy zerwaniu - max. 3,7 %
Wielkość oczka - 20x30 mm
Odporność termiczna - >200oC
Celuloza, najczęściej występująca substancja organiczna, to polisacharyd o strukturze włóknistej. Jest materiałem uzyskiwanym zarówno z przeróbki drewna, jak i roślin jednorocznych. Jest to tani, ekologicznie bezpieczny i skuteczny środek mogący pozytywnie modyfikować właściwości betonów. Obecnie jest stosowana po odpowiedniej obróbce jako tzw. „włókna procesowe”, stanowiące jeden z zamienników azbestu przy produkcji płyt elewacyjnych i dekarskich. Wadą, która ogranicza powszechne zastosowanie jest silna reakcja na zmianę warunków termiczno-wilgotnościowych, gdyż wówczas zmieniają się parametry geometryczne. Prowadzi to do odspajania włókien od cementowej matrycy i ogranicza ich funkcje zbrojące. Obecnie w wielu ośrodkach badawczych trwają prace nad eliminacją tej niedogodności. Przykładem włókien celulozowych są włókna ARBOCEL. Główne właściwości ARBOCEL-u to: poprawa reologii dzięki pseudoplastycznemu zachowaniu włókien. Włókna tworzą trójwymiarową sieć, wiążącą substancje znajdujące się w układzie i zagęszczającą cały system. Siły ścinające wywierane na układ (np. w wyniku mieszania, pompowania) powodują zorientowanie się wlókien zgodnie z kierunkiem działania tych sił i obniżenie lepkości układu. Gdy siły ścinające przestają działać, układ wraca do stanu wyjściowego, sieć włókien odtwarza się, lepkość wzrasta. Po drugie doskonale rozproszone w całej warstwie elastyczne mikrowłókienka powodują trwałe wzmocnienie wyrobu końcowego. Jest to szczególnie istotne w systemach dociepleń jednopowłokowych, farbach dyspersyjnych oraz wszelkiego rodzaju szpachlówkach. Po trzecie wykazują znakomite możliwości wiązania i zatrzymywania wody (także w wysokich temperaturach). Po czwarte poprawa przyczepności. Oznacza to zlikwidowanie osuwania się zapraw nakładanych na powierzchnie pionowe i umożliwia aplikowanie jednorazowo większych warstw. Po piąte redukują rysy skurczowe. Energia mechaniczna, powstająca podczas hydratacji lub wysychania, jest skutecznie rozpraszana trójwymiarową sieć elastycznych włókien.
Przykładem wykorzystania włókien papierowych w przemyśle budowlanym jest system suchej zabudowy o nazwie FERMACELL. Jego podstawowym elementem są płyty gipsowo-włóknowe, zbudowane w 80% z gipsu i 20% rozdrobnionego papieru makulaturowego. Składniki miesza się, nasącza wodą, po czym poddaje sprasowaniu pod wysokim ciśnieniem. W procesie tym nie biorą udziału żadne chemiczne środki klejące czy uszczelniające. Na koniec płyty są gruntowane wodnym roztworem na bazie krochmalu i krzemionki a następnie suszone. Gotowe płyty charakteryzują się łatwością obróbki (nie jest konieczne wykorzystywanie specjalistycznych narzędzi, precyzyjne krawędzie otrzymuje się po cięciu piłą do drewna), dużą wytrzymałością (w wypadku płyty 12,5 mm dopuszczalne obciążenie wynosi 50 kg na kołek rozporowy i 30 kg na wkręt, co jest jednoznaczne z możliwością montażu szafek kuchennych regałów czy grzejników bezpośrednio na płycie bez dodatkowych konstrukcji wsporczych), odpornością na działanie wilgoci (porowata, otwarta struktura płyt nie ulega rozwarstwieniu i puchnięciu pod wpływem wchłoniętej wilgoci, mogą być stosowane bez ograniczeń w pomieszczeniach o wilgotności względnej powietrza do 70% i okresowo w pomieszczeniach o wilgotności względnej powietrza do 85%), absorbują wilgoć z otoczenia całą masą, są bezwonne, stabilne akustycznie(za pomocą sprawdzonych konstrukcji ściennych można wykonać ścianę o dźwiękochłonności do Rw = 66dB),podatne na wyginanie i całkowicie bezpieczne z punktu widzenia ochrony przeciwpożarowej. Płyty FERMACELL są materiałem niepalnym klasy A2 (wg DIN 4102), niezapalnym (wg PN-93/B-02 862), nie emitują szkodliwych lotnych substancji ani w trakcie normalnej eksploatacji, ani w wysokiej temperaturze podczas pożaru. Dobra odporność na ogień produktów na bazie gipsu jest związana z czasem potrzebnym do odparowania wody, wiążącej gips krystaliczny. Odparowanie wody prowadzi do przejścia gipsu w stan sypki i w konsekwencji rozpadu materiału. Płyty FERMACEELL zawierają w swej strukturze znaczną ilość wody, gdyż w wyniku procesu technologicznego duża jej ilość zostaje uwięziona we włóknach celulozy o budowie kapilary. Ponadto włókna te stanowią zbrojenie płyt. Wytrzymałość, twardość i sztywność płyt pozwala na zastosowanie tylko niewielkiej liczby łączników i elementów konstrukcyjnych, powodujących powstawanie mostków termicznych.
[m.bud 1/2001,6/2002,5/97]
Włókna organiczne polialkoholowinylowe oraz poliakrylonitrylowe cechują się dobrą wytrzymałością i modułem sprężystości. Stosuje się je jako zamiennik azbestu przy produkcji płyt włóknisto-cementowych. Materiał powstały z połączenia włókien z cementem i różnymi dodatkami łatwo pochłania wilgoć z powietrza i oddaje jej nadmiar, co zapobiega wykraplaniu się pary wodnej od spodu płyt. Płyty mają małą rozszerzalność pod wpływem ciepła i dobrze izolują akustycznie. Przykładem tego typu materiałów są elewacyjne płyty MINERIT HD. Jest to fiński produkt składający się w 90% z cementu i 10% włókien. Typowe miejsca zastosowania płyt to okładziny elewacji wentylowanych zarówno nowo jak i remontowanych obiektów, wypełnienia balustrad balkonowych, okładziny cokołów i kominów, wstawki międzyokienne, podbicia zadaszeń itp. Płyty MINERIT HD można wykorzystywać bez wykończenia powierzchni albo pokryć na budowie np. farbami akrylowymi, silikonowymi, silikatowymi, akrylowo - silikonowymi lub lekkim tynkiem akrylowym. Płyty te są sklasyfikowane jako niezapalne, a ściany z nich wykonane jako nierozprzestrzeniające ognia. Płyty MINERIT HD charakteryzują się nastęującymi parametrami technicznymi:
Gęstość ok. 1700 kg/m3
Wytrzymałość na zginanie wzdłuż włókien ok. 25 MPa
Wytrzymałość na zginanie w poprzek włókien ok. 20 MPa
Mrozoodporność - ilość cykli - >100
Alkaliczność pH ok. 11
Ruchy płyty pod działaniem wilgoci RH 30...90% - ok. 2,0 mm/m
Innym przykładem płyt włóknisto-cementowych jest płyta falista EUROFALA. Płyta EUROFALA jest używana jako pokrycie dachowe, elewacyjne oraz wykończeniowe różnych typów budynków, począwszy od mieszkalnych i obiektów reprezentacyjnych, przez budynki użyteczności publicznej do budynków użytkowych, gospodarczych i przemysłowych. Płyta EUROFALA produkowana jest na bazie cementu, kredy, naturalnych włókien celulozowych oraz neutralnych dla środowiska i zdrowia włókien polialkoholowinylowych. Współczynnik przewodzenia ciepła płyt jest zależny od stopnia ich wilgotności. Dla obliczeń projektowych przyjmuje się, że wartość tego współczynnika wynosi 0,4 W/mK. Skład płyty EUROFALA gwarantuje bardzo dobrą odporność na takie związki chemiczne jak np: sole, potas, amoniak, chlor, co daje możliwość ich zastosowania na obiektach o wyjątkowych wymaganiach. Płyty EUROFALA dzięki małej wadze i budowie bardzo łatwo poddają się obróbce (cięciu).
Istnieją również odmiany włókien wykorzystywane jako dodatki do zbrojenia betonu, chociaż w praktyce obserwuje się znaczne zakłócenia procesu ujednorodniania betonowej mieszanki z ich zawartością.
Włókna węglowe w handlu występują w postaci krótkich prętów o przekroju kołowym. Posiadają znakomite właściwości mechaniczne i parametry geometryczne. Powszechność ich stosowania ograniczają wysokie koszty, chociaż ostatnio obserwuje się tendencję do obniżania ceny tego materiału. W praktyce włókna węglowe są stosowane jako dodatek zbrojący beton w konstrukcjach specjalnych np. obudowy reaktorów atomowych. Ostatnio zaczęto stosować włókna węglowe jako dodatek do kompozytów polimerowych. Materiały takie nazywane są CFRP - Carbon Fibre Reinforced Plasic. Zainteresowanie tego typu materiałami zwiększa się od 1991, kiedy to po raz pierwszy na świecie zastosowano taśmy kompozytowe wykonane z włókien węglowych zatopionych w żywicy epoksydowej do wzmacniania elementów żelbetowych. Na coraz szersze zastosowanie taśm CFRP we wzmacnianiu konstrukcji budowlanych mają wpływ przede wszystkim ich właściwości wytrzymałościowe, duża trwałość i łatwość wykonania wzmocnienia. Wytrzymałość na rozciąganie taśm CFRP wynosi 1400 - 2400 MPa, w zależności od przekroju taśmy, stopnia zawartości włókien węglowych oraz modułu sprężystości podłużnej. Moduł sprężystości przyjmuje wartości od 150 do 300 GPa. Ponadto materiał ten charakteryzuje się znaczną wytrzymałością zmęczeniową (ponad 12 mln cykli bez objawów zmęczenia). Taśmy mogą być wykorzystane do wzmocnienia konstrukcji o dużych rozpiętościach lub trudnym dostępie. Łatwy transport, technologia, i organizacja pracy umożliwiają skrócenie czasu wykonania wzmocnienia w porównaniu z metodami tradycyjnymi. Za pomocą taśm wzmacnia się belki, płyty, słupy, ściany zbiorników, kominy, konstrukcje murowe itp. Uzupełnieniami systemu wzmocnień CFRP są maty i arkusze. Swoją budową przypominają one tkaninę, w której włókna główne ułożone jednokierunkowo są splecione dodatkowymi prostopadle ułożonymi włóknami. Technologia wzmacniania elementów żelbetowych za pomocą taśm kompozytów polimerowych zbrojonych włóknami węglowymi znalazła zastosowanie także w Polsce.[inzynieria i budownictwo 10/2002]
Azbest jest to kopalina, krzemian magnezowy z licznymi podstawieniami. Fizycznie występuje w postaci włókien znacznie różniących się zarówno składem mineralnym, jak i właściwościami fizycznymi. Teoretycznie (ze względu na bardzo dobre parametry fizyczne i geometryczne) jest najlepszym dodatkiem do betonu. Włókna azbestu, podobnie jak włókna organiczne, osiągnęły swój kształt poprzez wzrost, zachowując właściwości takie jak giętkość, połysk, strukturę osiową i wydłużenie. Najmniejszą, nierozszczepiającą się jednostką jest tzw. fibril (ang.), czyli włókienko. Cechą charakterystyczną włókien azbestowych jest rozszczepianie się na mniejsze włókna, które z kolei w odpowiednich warunkach potrafią dalej rozszczepiać się na coraz mniejsze. Większość materiałów budowlanych zawierających azbest należy do tzw. niekruszących się materiałów. Klasycznym przykładem są eternitowe pokrycia dachowe, winylowe płytki azbestowe, cegły dynasowe i szamotowe, tynki i izolacje nakładane kielnią i odpowiednio zabezpieczone, a także mieszanki z cementem portlandzkim. Stwierdzono jednoznacznie jego kancerogenne działanie na organizm ludzki i zabroniono jego stosowania w technologiach wytwórczych.
Włókna polietylenowe uzyskuje się na drodze fibrylizacji wysokociśnieniowego polietylenu. Polietylen wysokociśnieniowy otrzymuje się z etylenu w procesie polimeryzacji pod ciśnieniem 1500 - 2500 atm w temperaturze 100 - 300oC w obecności tlenu jako inicjatora. Tak otrzymane włókno jest odporne w temperaturze pokojowej na działanie zasad, kwasów i rozpuszczalników organicznych. Formy użytkowe to albo czyste włókno polietylenowe, albo zmieszane z syntetycznym amorficznym kwasem krzemowym. Przykładem włókien polietylenowych są włókna SYLOTHIX. Stosuje się je do mas uszczelniających, systemów podłogowych, klejów, kitów, tynków i mas szpachlowych na bazie bitumów, żywic epoksydowych, poliestrów, PVC i poliuretanów. Właściwości włókien SYLOTHIXu to:
Działanie stabilizujące - trwałość
Efekt mikrozbrojenia
Poprawa przyczepności
Lepsza urabialność i wyrównywanie
Działanie zagęszczające (tiksotropowe)
Łatwe wprowadzenie do układu
Niewielkie skłonności do pylenia w porównaniu z czystą krzemionką bezpostaciową
Nie zmienia zapotrzebowania na wodę w recepturze
Mała ilość wilgoci związanej.
Włókna polipropylenowe należą do włókien syntetycznych.
CHARAKTERYSTYKA WŁÓKIEN POLIPROPYLENOWYCH
Polipropylen, -[-CH2-CH(CH3)-]n-, jest to produkt polimeryzacji propylenu, termoplast o barwie bladożółtej. Gęstość jego wynosi 0,9-0,91 g/cm3. Polipropylen otrzymuje się w procesie polimeryzacji addycyjnej (w postaci ciekłej lub gazowej) z propylenu, który jest w stanie lotnym. Masa cząsteczkowa ogniwa merowego polipropylenu plasuje się na poziomie 42.
Schemat reakcji powstawania polipropylenu (synteza addycyjna propylenu):
Można wyróżnić trzy odmiany łańcucha polipropylenowego:
polipropylen ataktyczny
Właściwości włóknotwórcze posiada tylko odmiana izotaktyczna. Wystarczy kilka do kilkanaście procent odmiany ataktycznejaby polipropylen stracił swoje właściwości włóknotwórcze. Odmianę tę stosuje się jako domieszką przy zmniejszaniu wytrzymałości tworzywa (eliminacja pilingu).Polipropylen (ang.polypropylene) jest jednym z najbardziej wszechstronnie wykorzystywanych polimerów. Może służyć jako plastik i jako włókno. Jasko plastik wykorzystywany jest do produkcji między innymi bezpiecznych pojemników na jedzenie do mycia w zmywarkach do naczyń. Można je bezpieczenie wykonywać , gdyż polipropylen nie topi się w temperaturze poniżej 160oC (320F). Polietylen będzie topił się w temperaturze około 100oC, to znaczy że naczynia z polietylenu będą paczyły się w zmywarce do naczyń. Jako włókno polipropylen jest wykorzystywany np. do produkcji dywanów. Dużą zaletą jest tutaj możliwość wykonywania kolorowego polipropylenu. W odróżnieniu do nylonu polipropylen nie absorbuje wody. Strukturalnie zbudowany jest podobnie do polietylenu z tą różnicą, że na każdym atomie węgla w łańcuchu ma przymocowaną grupę metylową. Polipropylen znajduje także zastosowanie w produkcji wyrobów medycznych. Polipropylen stosowany do produkcji strzykawek jednorazowego użytku wykazuje przy ich radiacyjnej sterylizacji małą odporność na promieniowanie gamma lub wiązkę elektronów. Pod wpływem promieniowania jonizującego pękają łańcuchy PP i polimer ulega degradacji. Prace prowadzone nad zastosowaniem do produkcji strzykawek miały na celu uzyskanie odporności radiacyjnej, przy spełnieniu wszelkich wymogów medycznych zawartych w Farmakopei Europejskiej i w normach międzynarodowych. Proces modyfikacji polega na wprowadzeniu dodatków, które blokują rodniki tworzące się w czasie napromieniowania oraz częściowo zmieniają strukturę krystaliczną wyjściowego polipropylenu. Uzyskano pozytywne wyniki, potwierdzające zgodność własności modyfikowanego polipropylenu MKE 93 z wymogami Farmakopei Europejskiej. Stosowano metody oznaczeń opracowane w Instytucie Leków zgodnie z normami międzynarodowymi DIN, ISO. Także strzykawki jednorazowego użytku wykonane z tego materiału uzyskały pozytywną opinię i zezwolenie MZiOS na stosowanie w służbie zdrowia. Włókna polipropylenowe charakteryzują się stosunkowo wysokim współczynnikiem tarcia równym 0,24. Posiadają one wysoką odporność na ścieranie. Wytrzymałość na zrywanie wynosi około 36 - 77 cN/tex. Temperatura zeszklenia wynosi - 18oC. Temperatura mięknienia znajduje się w granicach 145 - 155oC. Temperatura topnienia 165 - 175oC. Włókna posiadają słabą anizotropię. Dwójłomność optyczna zawiera się w granicach 0,0196 - 0,0253, a współczynnik refrakcji światła wynosi 1,500. Włókna są podatne na działanie promieni słonecznych. Po odpowiednim naświetleniu dochodzi do destrukcji molekularnej włókna, co objawia się poprzez obniżenie wytrzymałości na rozciąganie i spadkiem odkształcalności. Włókna polipropylenowe charakteryzują si…ę bardzo niską higroskopijnością. Wilgotność względna w normalnych warunkach wynosi 0,01 - 0,05%. Czyli w praktyce oznacza to niemal zerową nasiąkliwość wodą. Ponadto włókna odznaczają się bardzo wysoką odpornością chemiczną. Odporne są w całości na bakterie, wirusy, pleśnie i mole.
Polipropylen izotaktyczny zawiera 95% fazy krystalicznej, jest lżejszy od wody, wykazuje doskonałą odporność na działanie kwasów, zasad, soli nieorganicznych. Polipropylen syndiotaktyczny charakteryzuje się własnościami pośrednimi między ataktycznym, a izotaktycznym. Polipropylen ataktyczny zawiera wyłącznie fazę bezpostaciową o konsystencji plasteliny.
Do głównych zalet polipropylenu można zaliczyć:
Niska gęstość tworzywa, dzięki czemu wyroby z włókna polipropylenowego są lekkie
Niskie ładowanie elektrostatyczne wyrobów włókienniczych
Całkowita odporność na czynniki biologiczne, a częściowo na chemiczne
Duża wytrzymałość włókna
Natomiast wady polipropylenu to:
Niska higroskopijność - nie można z tego powodu wykonywać z polipropylenu odzieży stykającej się z ciałem
Niska odporność na działanie promieni słonecznych (wyeliminowana w przypadku włókien modyfikowanych)
Niska odporność termiczna
Z polipropylenu wykonuje się oprócz włókien: folie, rury, koła zębate, obudowy maszyn, łożyska niskoobrotowe, elementy armatury, wykładziny, różnego rodzaju pojemniki na żywność. Z ciągłych włókien polipropylenu wykonywane są sznury i sieci rybackie. Polipropylenowe mikroporowate włókna kapilarne służą do ultrafiltracji i rozdziału gazów.
Ważną cechą stopionego polipropylenu jest jego lepkość. W głównej mierze jest ona funkcją ciężaru cząsteczkowego i temperatury. Ponadto na wartość liczbową lepkości w stopie wpływa szereg takich czynników jak: stopień rozgałęzienia makrocząsteczkowego, rodzaj i ilość grup wodorotlenowych do tych cząsteczek z katalizatora lub w wyniku reakcji wtórnych (np. w skutek utleniania). Podobnie istotną rolę odgrywa zawartość monomeru i oligomeru. Ze względu na to, że dotychczas nie udało się określić jednoznacznego wpływu tych dodatkowych wyników (pomiar lepkości stopionego polietylenu może służyć do celów porównawczej charakterystyki próbek). Ze względu na to, że pomiar tai może być wykonany w stosunkowo prosty sposób, jest on chętnie stosowany dla celów technicznych, charakterystyki produktów handlowych. Ogólnie przyjęta jest tu metoda wyznaczania tzw. wskaźnika płynięcia - umownej wartości liczbowej określającej ilość stopionego polimeru, jaka wpływa w ściśle określonych warunkach przez kalibrowany otwór (dyszę plastometru). Pomiary wskaźnika płynięcia dla określonego rodzaju polimeru dokonuje się w ściśle oznaczonej temperaturze i ciśnieniu.
Nadawanie koloru włóknom polipropylenowym może odbywać się przez dostarczenie pigmentu lub za pomocą wstępnej modyfikacji. Pigmenty stosowane do nadawania koloru to tlenki, siarczki i chromiany metali. Stosuje się koncentraty pigmentów nieorganicznych i organicznych. Koncentrat barwiący doprowadza się do polipropylenu za pomocą dwóch metod:
Wprowadzanie bezpośrednio pigmentów do polimeru
Sporządzanie stopionej przedmieszanki polimeru i koncentratu barwiącego, co następnie wtryskuje się do wytłaczarki formującej
Polipropylen znajduje również zastosowanie w formie powłoki antykorozyjnej. Nanosi się go na powierzchnię zagrożoną przez korozję przy pomocy metody proszkowej i wytłaczarkowej. W metodzie proszkowej używa się polipropylenu modyfikowanego grupami polarnymi. Jest on natryskiwany w stanie stopionym na podłoże, gdzie tworzy warstwę powłoki ochronnej o grubości 0,1 - 0,2 mm.[internet]
Ogólne wiadomości o włóknach polipropylenowych
Włókna polipropylenowe początkowo dodawano jako tani dodatek redukujący jedynie powstawanie mikrospękań w świeżo dojrzewającym betonie. Dodawano je w postaci ciętej przędzy charakteryzującej się niewielkimi wytrzymałościami. W ciągu ostatnich 15 lat ich rozwój przebiegał w błyskawicznym tempie. Poprawiono znacznie ich wytrzymałość, pokryto hydrofilową apreturą, ułatwiającą proces homogenizacji w mieszance betonowej, zmodyfikowano ich kształt tak, aby mocniej kotwiły się w betonie. Oprócz włókien z przędzy polipropylenowej wykonuje się również włókna z odpowiednio krojonej folii polipropylenowej: włókna fibrylowane oraz głęboko fibrylowane, tzn. tak preparowane aby ich zwitek rozkładał się w siateczkę. Jedną z odmian tych włókien są włókna MD. Są to siateczki różniące się zarówno długością, jak i stopniem sfibrylowania. Stanowią odpowiednik najlepszego jak dotąd środka do zbrojenia betonu, mieszanki azbestowej, i są zamiennikami stalowej zgrzewanej siatki przeciwskurczowej. Przykładem włókien polipropylenowych są włókna: FIBERMESH, FIBERMIX i HARBOURITE produkowane przez firmę SYNTHETIC INDUSTRIES Inc. z USA Mają one postać luźnych wiązek o różnych wymiarach: średnicy od 32 do 100 μm i długości od 6 do 38 mm. Włókna te wykonywane są z polipropylenu , którego temperatura mięknienia wynosi ≥ 145 oC. Dzięki specjalnemu procesowi, nadającemu im właściwości antyelektrostatyczne i hydrofilowe, włókna równomiernie rozpraszają się w mieszance betonowej. Włókna polipropylenowe dodaje się w ilości 0,9 kg na 1m3 świeżej mieszanki betonowej. Pełnią one rolę mikrozbrojenia, które ogranicza skurcz plastyczny i zapobiega tworzeniu się mikrospękań w twardniejącym betonie, a także zmniejszają powstawanie rys skurczowych w betonie stwardniałym. Betony z dodatkiem włókien polipropylenowych stosuje się przy wykonywaniu posadzek przemysłowych, prefabrykowanych elementów cienkościennych, zapraw tynkarskich. Włókna mogą być także stosowane do betonów natryskowych. Dotyczy to przede wszystkim włókien HARBOURITE. Betony wykonywane z zastosowaniem włókien polipropylenowych nie mogą być użytkowane w warunkach środowiska agresywnego wg PN-82/B-01801. Do wykonywania betonu z dodatkiem włókien polipropylenowych powinno stosować się kruszywo o uziarnieniu nie większym niż 16 mm oraz cement powszechnego użytku według normy PN-B-19701. Stosunek W:C nie powinien przekraczać 0,55, a klasa betonu nie powinna być mniejsza niż B25. Włókna mogą być dodawane bezpośrednio do betoniarek samochodowych, w wytwórniach betonu lub na budowie. Konstrukcje i wyroby z betonów z dodatkiem włókien polipropylenowych powinny być poddane takiej samej pielęgnacji jak konstrukcje z betonów zwykłych. Włókien polipropylenowych nie można stosować przy wykonywaniu elementów prefabrykowanych poddawanych przyspieszonemu dojrzewaniu za pomocą obróbki termicznej o temperaturze powyżej 140oC.
Przykładem polskich włókien polipropylenowych są włókna baucon. Zatrzymują one powstawanie naturalnych pęknięć skurczowych w pierwszym okresie "życia" betonu, gdy ma on niski moduł Younga, a naprężenia skurczowe przekraczają jego wytrzymałość. Dodanie włókien polipropylenowych baucon oraz odpowiednie dobranie składu mieszanki betonowej powoduje, że spękania w betonie stają się niezmiernie drobne, a rozmiary ich maleją o dwa rzędy wielkości i rysy stają się niewidocznymi, nie przepuszczalnymi dla wody i nie mającymi wpływu na wytrzymałość betonu. Dodatek włókien polipropylenowych eliminuje stosowanie drogiego i często nieefektywnego, tzw. zbrojenia przeciwskurczowego w postaci siatki stalowej. Działanie włókien polipropylenowych ustaje w momencie, gdy moduł Younga betonu przekroczy wartość modułu Younga polipropylenu. Brak rys, podwyższona wytrzymałość, zwiększona wodoszczelność, dodatkowe napowietrzenie, wzrost odporności na przemarzanie i spowolnienie karbonizacji, to efekt obecności w betonie włókien polipropylenowych baucon. Mimo niskiego dozowania, bo tylko 600 gramów na metr sześcienny mieszanki betonowej, włókna polipropylenowe baucon rozproszone są w matrycy cementowej betonu w ogromnej ilości. Wynika to z ich małej grubości, która wynosi zaledwie 2,5 dtex, co odpowiada średnicy 18,7 mikrona. Przy standardowym dozowaniu 600 g/m3 mieszanki betonowej:
sumaryczna powierzchnia włókien wynosi 141 m2/m3,
sumaryczna długość włókien wynosi 2 400 km/m3,
ilość włókien wynosi 200 062 000 sztuk/m3.
Włókna polipropylenowe baucon dodawane są do betonu w ilości 600 gramów, zaś do zapraw - 900 gramów na metr sześcienny. Różnica w dozowaniu wynika z większego udziału matrycy cementowej w zaprawach. Włókna polipropylenowe baucon dodaje się do betoniarki zawsze po kruszywie, a przed cementem, wodą i domieszkami. Potrzebny czas mieszania wynosi kilka minut. Przy mieszaniu w betonowozie należy przełączyć obroty gruszki na najwyższe (12 -18 obr./min.), następnie wsypać odpowiednią ilość 600-gramowych torebek włókna polipropylenowego baucon i pozostawić betonowóz na najwyższych obrotach gruszki przez 4 do 6 minut, aż do uzyskania równomiernego wymieszania (łącznie nie mniej niż 70 obrotów). Parametry techniczne włókien baucon:
Masa liniowa: 2,5 dtex
Średnica: 18,7 mikrona
Długość: 12 mm
Gęstość: 0,91 g/cm3
Powierzchnia właściwa: 2 350 cm2/g
Wytrzymałość na rozciąganie: 350 N/mm2
Moduł Younga: 3500 N/mm2
Nasiąkliwość: 0%
Temperatura deformacji: 145oC
Pełna odporność chemiczna
Barwa: przejrzysto-biała[internet]
WŁÓKNA FIBERMESH
FIBERMESH to elementarne włókna polipropylenowe do stosowania w mieszankach betonowych w celu redukcji występowania plastycznego pękania skurczowego i spękania powierzchniowego oraz polepszenia własności betonu. Mogą być stosowane jako zamiennik tradycyjnego zbrojenia przeciwskurczowego siatkami stalowymi. Są produkowane w ciągłym procesie wytłaczania żywicy homopolimeru polipropylenowego. Włókna są specjalnie powlekane w celu zwiększania zwilżalności i łatwości dyspergowania w zaprawie cementowej oraz wzrostu powierzchni kontaktu o siły wiązania pomiędzy włóknami a utwardzoną masą betonową. Wady tradycyjnego zbrojenia siatkami stalowymi, których nie posiada włókno FIBERMESH:
różna rozszerzalność termiczna stali i betonu,
wpływ karbonizacji prowadzącej do korodowania włókien stalowych,
przewodność elektryczna zwiększająca procesy korozji elektrochemicznej betonu,
większa pracochłonność robót
Włókna polipropylenowe FIBERMESH są przeznaczone do zapobiegania plastycznemu pękaniu skurczowemu i siatkowemu spękaniu powierzchni betonu. Mogą być stosowane we wszystkich sytuacjach , a zwłaszcza jako:
dodatek w mokrym torkretowaniu,
dodatek do betonów narażonych na uderzenia,
zamiennik spawanych siatek stalowych w posadzkach,
dodatek do wylewek stropowych,
dodatek do betonów przy wylewaniu ścian monolitycznych i posadzek,
dodatek do tynków wewnętrznych i zewnętrznych
Betony zbrojone włóknami polipropylenowymi FIBERMESH nadają się również do wykonywania remontów:
posadzek przemysłowych i placów fabrycznych,
nawierzchni silnie obciążonych odcinków dróg i autostrad,
nawierzchni ramp kontenerowych,
nawierzchni lotnisk,
budowli wodnych, np. jazów, przelewów itp.
budowli morskich, np. falochronów, nadbrzeży itp.
prefabrykatów, np. kręgów, płyt, ścian oporowych, elementów obudowy tuneli.
Właściwości betonów z dodatkiem włókien FIBERMESH:
W stanie plastycznym:
plastyczne pękanie skurczowe: redukcja o 83 - 95 %
odsączanie: redukcja wsp. odsączania o 35 - 45 %
skurcz: redukcja osiadania plast. o 27 - 32 %
W stanie utwardzonym:
udarność: wzrost o 47 - 55 %
twardość: wzrost o 3 - 8 %
odporność na ścieranie: wzrost o 15 - 52 %
mrozoodporność (50 cykli): wzrost o 82 - 90 %
przepuszczalność powierzchniowa: redukcja o 33 - 79 %
Stosowanie włókien FIBERMESH nie wymaga żadnych zmian w dotychczasowych technologiach i urządzeniach. Gwarantowana jednorodność masy betonowej następuje w czasie ok. 5 min. mieszania w typowej mieszarce. Zalecana dawka włókien to 0,6 do 0,9 kg na 1 m3 betonu. Proces wzmacniania betonu włóknami FIBERMESH jest procesem mechanicznym. Przy dodawaniu do mieszanki betonowej włókien FIBERMESH nie jest wymagana żadna dodatkowa ilość wody. Włókna nie wpływają na szybkość hydratacji i czas twardnienia betonu. Są produkowane w formie fibrylowanej wiązki powiązanych splotek. Podczas dodawania ich do mieszanki betonowej siły występujące w trakcie mieszania powodują rozpad wiązek na miliony niezależnych włókienek. Włókna te są równomiernie rozmieszczone we wszystkich kierunkach, wprowadzając skuteczne wtórne zbrojenie kontrolujące pękanie skurczowe. Włókna FIBERMESH można stosować ze wszystkimi domieszkami i dodatkami do betonu, jednak nie powinny być używane zamiast zbrojenia nośnego ani w celu zmniejszenia przekrojów betonowych. Powierzchnie elementów wykonanych z mieszanek betonowych z dodatkiem włókien mogą być wyrównywane, zacierane przy pomocy typowych narzędzi ręcznych lub mechanicznych aż do osiągnięcia gładkich, pozbawionych widocznych włókien powierzchni. Generalnie włókna poprawiają jakość powierzchni otrzymywanych z klasycznych mieszanek betonowych dzięki zmniejszeniu liczby kanałów odprowadzających wodę zarobową (obecność włókien redukuje ilość wydzielanego zaczynu cementowego).
Włókna polipropylenowe technofiber skutecznie zapobiegają powstawaniu rys i pęknięć skurczowych, redukują przesiąkliwość betonu i zaprawy, powodują wzrost parametrów wytrzymałościowych betonu i zaprawy. Są bardzo proste w stosowaniu, nie wymagają zmiany sposobu i czasu mieszania. Są kompatybilne z wszystkimi technologiami wykańczania powierzchni. Włókna po wygładzeniu i wyschnięciu betonu są praktycznie nie widoczne. TECHNOFIBER zwiększają mrozoodporność i odporność na czynniki pogodowe, nie korodują i ograniczają korodowanie stali zbrojeniowej, posiadają wysoką odporność na kwasy i sole. Pakowane są w specjalnie wyprodukowanych, rozpuszczalnych woreczkach, co umożliwia mieszanie włókien łącznie z opakowaniem. TECHNOFIBER działają czysto mechanicznie i współdziałają dobrze ze wszystkimi mieszankami betonowymi i dodatkami bez konieczności zmian proporcji w mieszankach
TECHNOFIBER zwiększają wytrzymałość na:
rozłupanie o ok. 25 %,
rozciąganie przy zginaniu o ok. 19%,
ściskanie o ok. 10%,
ścieranie do ok. 100%.
Parametry techniczne włókien TECHNOFIBER:
Ciężar właściwy - 0,91 g/cm3
Długość - 0,19 mm
Dozowanie - 0,75 kg na 1 m3
Moduł Younga - ok. 4900 N/mm2
Wytrzymałość na rozciąganie - ok. 400 N/mm2
Temp. Topnienia - 160 do 170oC
Temp. Zapłonu - ok. 600oC
Mała przewodność elektryczna
Wysoka odporność na kwasy i sole
Zastosowanie włókien technofiber:
Wylewki przy wełnie mineralnej
Posadzki przemysłowe
Prefabrykowane elementy bet.
Budowa tuneli, mostów, jezdni betonowych
Budowa oczyszczalni ścieków
Budowa basenów itd.
Wylewki przy ogrzewaniu podłogowym
Włókna TECHNOFIBER dozuje się bardzo oszczędnie w ilości 0,75 kg/m3 betonu i można je bez problemu zarabiać w każdej mieszance. TECHNOFIBER można dosypywać do suchej mieszaniny lub bezpośrednio po dodaniu wody. Pod względem czasu mieszania TECHNOFIBER nie stawia specjalnych wymagań. Nawet omyłkowo za długi czas mieszania nie powoduje tworzenia się skupisk, luk lub zbrylania, bądź też zrywania albo niszczenia włókien. TECHNOFIBER tworzy bardzo jednorodną, łatwą w obróbce mieszaninę, która nadaje się do pompowania i natryskiwania. Nie należy dodawać więcej wody niż normalnie, gdyż w ten sposób można zneutralizować skuteczność działania włókien TECHNOFIBER. [internet]
FIBERMIX
Włókna fibermix są modyfikowaną odmianą włókien fibermesh. Polepszają w zdecydowany sposób jakość betonów i zapraw na bazie cementu portlandzkiego przez: redukcję pękania plastycznego, lepszą urabialność, wzrost odporności na czynniki pogodowe, wzrost mrozoodporności, wydłużoną trwałość, podwyższoną odporność na uderzenie, redukcję przesiąkliwości. W celu porównania właściwości betonu z dodatkiem włókien fibermix i bez włókien wykonano badania w laboratoriach H.H.Holmes, Weeling, Ilinois. Porównanie właściwości mechanicznych przeprowadzono dla typowej towarowej mieszanki betonowej, zawierającej 279 kg/m3 cementu portlandzkiego, kruszywo do 36 mm, w/c = 0,56. Zawartość włókien wynosiła 0,45 kg na 1m3 mieszanki betonowej. Wyniki badań wtrzymałościowych:
Kontrolowany parametr |
Beton zwykły |
Beton z dodatkiem FIBERMIX |
Wytrzymałość na ściskanie [MPa] |
24,6 |
25,7 |
Wytrzymałość na zaginanie [MPa] |
4,8 |
4,9 |
Wytrzymałość na ścinanie [MPa] |
1,6 |
1,7 |
Przeprowadzono również badanie mające na celu porównanie spękania skurczowego. Z mieszanki porównawczej i modyfikowanej włóknami FIBERMIX uformowana płyty o wymiarach 610x914x51 mm. Po wyrównaniu powierzchni, próbki zawibrowano na stole wibracyjnym. Test na pękanie skurczowe rozpoczęto równocześnie z uruchomieniem wentylatorów. Po upływie 24 godzin na powierzchni próbki kontrolnej pojawiły się widoczne spękania natomiast w próbce z włóknami fibermix brak było widocznych spękań. Kwalifikacja pękania paneli:
panel |
pęknięcia |
||
|
Szerokość [mm] |
Długość [mm] |
Powierzchnia [mm2] |
kontrolny |
0 - 0,25 0,26 - 0,75 0,76 - 1,25 1,26 - 1,75 |
254 229 229 203 razem 915 |
33 115 229 305 razem 682 |
fibermix |
0 - 0,25 |
254 |
33 |
Na podstawie tych wyników można wywnioskować, że dodatek do betonu włókien fibermix w ilości 0,45 kg/m3 powoduje polepszenie właściwości mechanicznych, a także powstrzymuje w 95,2% pękanie skurczowe spowodowane zmianami objętości.
PROGRAM PRACY
Celem niniejszej pracy jest ocena skali oddziaływania trzech rodzajów włókien polipropylenowych na wybrane właściwości techniczne zapraw cementowych. Teza jaka została postawiona przed rozpoczęciem pracy mówiła, że zbrojenie rozproszone w formie włókien polipropylenowych przyczynia się do poprawy zasadniczych parametrów zarówno świeżej jak i stwardniałej zaprawy cementowej. Program pracy obejmuje wykonanie prac laboratoryjych związanych z przygotowaniem materiałów i urządzeń do wykonania badań, badań na zaprawie bez dodatków oraz z dodatkiem włókien polipropylenowych FIBERMESH, FIBERMIX i HARBOURITE, a następnie opisanie wniosków z wyników badań. Prace laboratoryjne obejmowały następujący zakres:
Badania cementu użytego do badań
Przesiew i suszenie kruszywa
Oznaczanie konsystencji wszystkich wykonanych mieszanek
Badanie zawartości powietrza we wszystkich wykonanych mieszankach
Badanie plastyczności wszystkich mieszanek
Ocena wyglądu zewnętrznego po 24 godzinach twardnienia
Badanie wytrzymałości na ściskanie po 28 dniach twardnienia dla próbek przechowywanych w warunkach wilgotnych
Badanie wytrzymałości na zginanie po 28 dniach twardnienia dla próbek przechowywanych w warunkach wilgotnych
Ocena rozwoju wytrzymałości na ściskanie w okresie do 28 dni dla próbek przechowywanych w warunkach powietrzno-wilgotnych
Ocena rozwoju wytrzymałości na zginanie w okresie 28 dni dla próbek przechowywanych w warunkach powietrzno-wilgotnych
Ocena wilgotności próbek przechowywanych w warunkach powietrzno-wilgotnych
PROGRAM BADAŃ
Charakterystyka użytych materiałów
CEMENT
Do badań użyto jednego rodzaju cementu. Był to cement klasy CEM I 42,5 R. Przed przystąpieniem do wykonywania zapraw przeprowadzono na cemencie szereg niezbędnych badań.
Wyznaczenie konsystencji normowej
Wyznaczenie konsystencji normowej wykonuje się za pomocą normowego urządzenia - aparatu Vicata. Składa się on z następujących elementów: płyta podstawy, wspornik z uchwytem, śrubą mocującą i skalą, płytka szklana, pierścieniowe naczynie w kształcie ściętego stożka, pręt penetrujący ze wskazówką z jednej strony zakończony igłą, a z drugiej bolcem. Do wyznaczania konsystencji normowej zaprawy wykorzystuje się bolec.
Czynności laboratoryjne rozpoczyna się od dokładnego oczyszczenia wszystkich elementów aparatu badawczego oraz nasmarowania olejem mineralnym szklanej płytki oraz wewnętrznych ścianek pierścienia. Będą to powierzchnie styku z zaprawą. Poprzez powleczenie ich olejem chroni się je przed przyleganiem zaprawy, co utrudnia późniejsze oczyszczenie tych elementów. Następnie wykonuje się normową zaprawę o następującym składzie:
Cement - 500g
Piasek normowy - 1350g
Woda destylowana - 125g
Mieszanie odbywa się w normowej mieszarce. Następnie wykonaną mieszankę należy umieścić w pierścieniowym naczyniu ograniczonym od dołu płytką szklaną. Zaprawę należy zagęścić uderzając wypełnionymi naczyniami 5 razy o blat. Nadmiar zaprawy wystający powyżej górną krawędź pierścienia należy ściąć za pomocą laboratoryjnego noża. Gdy naczynie jest szczelnie wypełnione zaprawą ustawia się pręt penetrujący tak aby czubek bolca znajdował się na wysokości górnej powierzchni zaprawy i zakręca śrubę mocującą aby uniemożliwić swobodne opadanie pręta. Następnie zwalnia się śrubę i po ustalonym normowo czasie zakręca się ją. Następnie odczytuje się z miarki głębokość zanurzenia bolca w zaprawie. Zaprawa ma normową konsystencję jeżeli bolec zanurzy się na głębokość 5-7mm od dolnej powierzchni zaprawy. W razie gdy wynik nie odpowiada normowym wymaganiom należy zmień ilość dodawanej wody.
W przypadku naszego badania normowej konsystencji ilość wody jaka była potrzebna dla osiągnięcia zamierzonego wyniku wynosiła 152,8g.
Wyznaczenie początku i końca czasu wiązania
Badanie to również wykonuje się za pomocą aparatu Vicata, jednak w tym przypadku stosuje się końcówkę igłową pręta penetrującego. Wszystkie czynności związane z przygotowaniem zaprawy i aparatu Vicata są analogiczne jak przy badaniu konsystencji normowej, z tą różnicą że ilość wody wykorzystana do wykonania zarobu wynosiła 152,8g.
Po ustawieniu pierścieniowego naczynia z zaprawą w aparacie Vicata należy ustawić igłę aparatu tak aby stykała się czubkiem z powierzchnią zaprawy. Następnie należy zwolnić śrubę zaciskową co spowoduje swobodne opadnięcie igły w zaprawie. Badanie to przeprowadza się co 10 minut za każdym razem zagłębiając igłę w inne miejsce próbki. Początek wiązania następuje gdy igła aparatu zagłębi się w zaprawie na głębokość 3-5 mm od dna naczynia.
Jeżeli to nastąpi przystępuje się do badania końca czasu wiązania. Przeprowadzenie badania jest takie samo jak w przypadku oznaczania początku czasu wiązania. Czas pomiędzy poszczególnymi odczytami można wydłużyć. Koniec czasu wiązania następuje gdy igła wejdzie w zaprawę na głębokość około 0,5 mm od górnej powierzchni.
Wyniki badania przedstawiają się następująco:
Początek czas wiązania nastąpił po 1 godzinie i 50 minutach
Koniec wiązania nastąpił po 3 godzinach i 20 minutach
Oznaczanie wytrzymałości na zginanie i na ściskanie
Badanie wytrzymałości zarówno na ściskanie jaki na zginanie wykonywano na prasie laboratoryjnej. Łamaniu poddawano próbki w kształcie beleczek o wymiarach 4 x 4 x 16. Na skutek łamania powstawały dwie połówki beleczek które następnie służyły do oznaczania wytrzymałości na ściskanie. Próbki wykonywano w formach, po 3 beleczki w każdej jednej normowej formie. Zaprawę nakładano do form w dwóch warstwach. Po nałożeniu każdej z nich przeprowadzano zagęszczanie mieszanki w normowej wstrząsarce o częstości wstrząsów 1 uderzenie na sekundę. Cykl zagęszczania jednej warstwy zaprawy trwał 1 minutę. Po ukończeniu zagęszczania zdejmowano z formy nakładkę i wyrównywano zaprawę z poziomem górnych krawędzi formy, za pomocą laboratoryjnej zacieraczki. Tak wykonane próbki zostawiano na 1 dobę. Po 24 godzinach beleczki rozformowywano i układano w formach wypełnionych wodą do czasu terminu badania wytrzymałości.
Badanie przeprowadzono po 2, 7, 14 i 28 dniach. Oznaczanie wytrzymałości na zginanie polegało na złamaniu próbki przez przyłożenie na środku beleczki siły skupionej. Odległość między podporami na których oparta była beleczka wynosiła 10 cm. Wynik wytrzymałości na zginanie odczytywano w MPa bezpośrednio z ekranu umieszczonego na prasie.
Oznaczanie wytrzymałości na ściskanie polegało na ściśnięciu połówek beleczek powstałych na skutek złamania. Badanie tego rodzaju niewielkich gabarytowo próbek wykonuje się w specjalnej nakładce do prasy. Z ekranu prasy odczytywano siłę niszczącą próbkę, natomiast wytrzymałość na ściskanie wyliczano ze wzoru:
Rv = P/F ∙ 10-2
W którym:
P - siła nacisku powodująca zniszczenie belki
F - powierzchnia ściskana badanej beleczki
Jako wynik ostateczny przyjęto średnią arytmetyczną wytrzymałości sześciu próbek. Jeżeli któryś pomiar odbiegał od średniej o więcej niż 10% jej wartości wtedy nie zostawał on uwzględniony przy wyliczaniu średniej. Maksymalna ilość wyników różniących się od średniej o więcej niż 10% wynosi 2.
WODA
Woda jest składnikiem zaprawy którego nie obejmowały żadne dodatkowe badania. Przy badaniach przyrostu wytrzymałości zaprawy w czasie użyto zwykłej wody z kranu, natomiast w przypadku pozostałych badań użyto wody destylowanej pochodzącej z laboratorium zajmującego się badaniem gruntów, znajdującego się w budynku „Starej Chemii”. W badaniach jakie odbyły się w laboratorium LABUD również użyto wody destylowanej. Podczas badań starano się, aby użyta w mieszance woda miała zawsze tą samą temperaturę, aby nie miało to później wpływu na różnice w wynikach.
KRUSZYWO
Do badań użyto piasku kwarcowego drobnego o ściśle określonych właściwościach i niezmiennym składzie ziarnowym. Przed przystąpieniem do wykonania pierwszych zarobów przeprowadzono przesiew kruszywa aby określić jego uziarnienie. Zabieg ten przeprowadzono na laboratoryjnej wstrząsarce do przesiewu kruszywa wyposażonej w szereg sit o następujących rozmiarach oczka: 0, 0,125mm, 0,25mm, 0,5mm, 1mm, 2mm. Udział poszczególnych frakcji w kruszywie przedstawiał się następująco:
sito |
pozostało na sicie |
|||
|
[g] |
[%] |
[g] |
[%] |
0 |
127,9 |
2,6 |
55,2 |
1,1 |
0,125 |
616,3 |
12,3 |
674,1 |
13,5 |
0,25 |
2776,6 |
55,5 |
2457,2 |
49,1 |
0,5 |
1016,5 |
20,3 |
1153,2 |
23,1 |
1 |
451,5 |
9,0 |
648,5 |
13,0 |
2 |
11,2 |
0,2 |
11,8 |
0,2 |
|
5000 |
100,0 |
5000 |
100,0 |
Krzywa przesiewu przedstawiała się następująco:
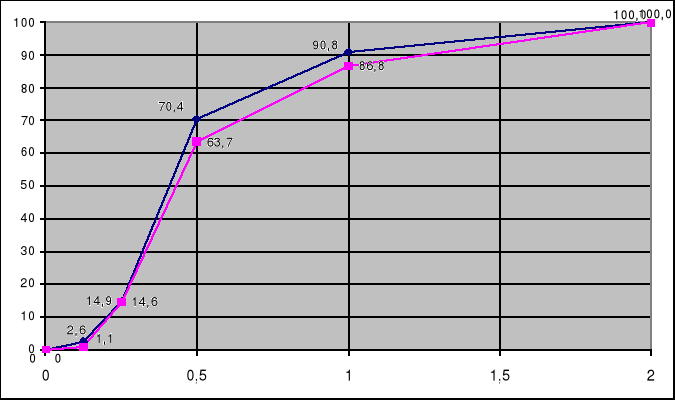
W celu wyeliminowania z kruszywa frakcji powyżej 2 mm dokonano przesiewu piasku na sicie o oczkach o średnicy 2mm. Takiego kruszywa użyto do badań.
WŁÓKNA
W badaniach użyto następujących rodzajów włókien polipropylenowych:
FIBERMESH długości 19 mm
FIBERMIX długości 3 mm
HARBOURITE długości 6mm
HARBOURITE długości 12 mm
HARBOURITE długości 38 mm
Składy zapraw z różną zawartością włókien
Receptury zapraw cementowych na 1 dm3 zagęszczonej mieszanki przedstawiają się następująco:
Nr1 (wzorcowa): cement - 490g, woda - 270g, piasek - 1519g, włókna - nie występują
Nr2a (1xFIBERMESH19): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMESH dł. 19mm - 0,9g
Nr2b (2xFIBERMESH19): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMESH dł. 19mm - 1,8g
Nr2c (3xFIBERMESH19): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMESH dł. 19mm - 2,7g
Nr3a (1xFIBERMIX3): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMIX dł. 3mm - 0,9g
Nr3b (2xFIBERMIX3): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMIX dł. 3mm - 1,8 g
Nr3c (3xFIBERMIX3): cement - 490g, woda - 270g, piasek - 1519g, włókna FIBERMIX dł. 3mm - 2,7g
Nr4a (1xHARBOURITE6): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 6mm - 0,9g
Nr4b (2xHARBOURITE6): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 6mm - 1,8g
Nr4c (3xHARBOURITE6): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 6mm - 2,7g
Nr5a (1xHARBOURITE12): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 12mm - 0,9g
Nr5b (2xHARBOURITE12): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 12mm - 1,8g
Nr5c (3xHARBOURITE12): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 12mm - 2,7g
Nr6a (1xHARBOURITE38): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 38mm - 0,9g
Nr6b (1xHARBOURITE38): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 38mm - 1,8g
Nr6c (1xHARBOURITE38): cement - 490g, woda - 270g, piasek - 1519g, włókna HARBOURITE dł. 38mm - 2,7g
WYKONANIE BADAŃ
Wykonane badania zapraw
Ocena zmienności konsystencji w zależności od ilości i rodzaju dodanych włókien[wg. PN-85/B-04500]
Oznaczenie konsystencji polega na określeniu głębokości zanurzania stożka pomiarowego w zaprawie, mierzonej w centymetrach po tworzącej stożka. Urządzenie pomiarowe składa się ze statywu, stożka zagłębiającego się w zaprawie, wyskalowanej tarczy pomiarowej oraz stożkowego naczynia stanowiącego pojemnik na zaprawę. Na stojaku przymocowany jest uchwyt ruchomy i nieruchomy utrzymujący w stałym położeniu wyskalowaną tarczę pomiarową. W uchwycie ruchomym znajduje się zacisk sprężynowy za pomocą którego można zaciskać pręt stożka pomiarowego. W uchwycie umieszczony jest przesuwny pręt i tarcza ze skalą, na której odczytuje się głębokość zanurzenia stożka w badanej zaprawie. Masa stożka wraz ze śrutem stanowiącym obciążenie oraz z prętem powinna wynosić 300±2g. Długość tworzącej stożka powinna wynosić 15 cm z podziałem co 1 cm, a rozwinięta jego powierzchnia powinna stanowić czwartą część powierzchni koła. Wszystkie części przyrządu pomiarowego są wykonane z metalu nie ulegającego rdzewieniu. Naczynie stanowiącej pojemnik na zaprawę do oznaczania konsystencji powinno być wykonane z blachy cynkowej o grubości około 1,5 mm, w kształcie ściętego stożka. Wewnątrz naczynia powinna być nacięta linia określająca właściwy poziom zaprawy.
Przygotowanie próbnego zarobu.
Próbny zarób wykonywano w laboratoryjnej mieszarce. Mieszarka składa się z obrotowego mieszalnika oraz pojemnika umieszczonego na podnoszonym uchwycie. Dodatkowo z boku mieszarki umieszczony jest pojemnik na kruszywo. Odważono ilość poszczególnych składników na 1m3 zagęszczonej mieszanki wg. receptury. Najpierw do pojemnika, nalewano 270g wody, po czym dodawano 490g cementu. Przed tą czynnością pojemnik został nawilżony ze względu na to, że część wody przeznaczonej do zaprawy pozostaje na ściankach naczynia. Oba składniki były mieszane ręcznie aż do uzyskania jednolitej barwy przez około 2 min. Pozostałe składniki czyli 1519g piasku i odpowiednia ilość włókna były mieszane osobno, a następnie przesypane do pojemnika na kruszywo. Należy dodać, że mieszadło przed rozpoczęciem mieszania zostało nawilżone. Mieszarkę włączaliśmy w trybie automatycznym, za pomocą specjalnego pokrętła. Cykl jej pracy razem z przerwą w celu ręcznego oczyszczenia mieszadła oraz dna pojemnika z zaprawą trwał 2 minuty.
Po tym czasie stożkowe naczynie pomiarowe aparatu do oznaczania konsystencji należy zdjąć z przyrządu i napełnić zaprawą w ilości 1dm3 czyli do wyznaczonego linią poziomu, około 3cm od górnej krawędzi pojemnika. Następnie należy 5 razy wstrząsnąć naczyniem w celu wyrównania powierzchni zaprawy. Po ustawieniu naczynia pomiarowego pod stożkiem przyrządu należy doprowadzić wierzchołek stożka do zetknięcia się z powierzchnią zaprawy. Następnie należy opuścić pręt do zetknięcia się z trzonkiem stożka i unieruchomić go za pomocą zacisku oraz ustawić wskazówkę skali na zero.
Po wykonaniu wszystkich powyższych czynności przechodzi się do przeprowadzenia badania. Przyciska się sprężynowy przycisk który powoduje zwolnienie stożka pomiarowego, który swobodnie zanurza się w zaprawie. Po upływie 10 sekund licząc od momentu zwolnienia stożka opadowego, należy zaciskiem ponownie unieruchomić stożek. Następnie należy opuścić skalę aparatu do momentu zetknięcia się jej z czubkiem pręta stożka., po czym należy odczytać wynik na tarczy pomiarowej z dokładnością do 0,1 m. Przed każdym kolejnym badaniu konsystencji nakładano nową porcję zaprawy, którą ponownie się zagęszcza natomiast stożek należy dokładnie wyczyścić z pozostałości zaprawy z poprzedniego badania.
Miarą konsystencji zaprawy jest głębokość na jaką zanurza się stożek w ciągu 10 sekund w 1 dm3 zaprawy umieszczonym w stożkowym pojemniku. Głębokość ta odczytywana była bądź to na tarczy pomiarowej, bądź to, dla zwiększenia kontroli, na stożku opadowym, którego pobocznica jest wyposażona w skalę. Za wynik przyjęto średnią arytmetyczną z dwóch pomiarów.[PN-85/B-04500]
Badanie plastyczności zaprawy[pn-85/b-04500]
Oznaczanie plastyczności wykonano w specjalistycznym laboratorium przeznaczonym do badania materiałów budowlanych firmy LABUD. Badanie plastyczności zaprawy polega na określeniu średnicy rozpływu próbki zaprawy na stoliku wstrząsowym. Owy stolik składa się z następujących części: żeliwnego stojaka zaopatrzonego w korbę z mimośrodem i trzon oraz metalowej płyty, na powierzchni której znajduje się wyryty okrąg o średnicy 100 mm. Metalowa płyta przykryta jest szklaną płytką. Obracanie korbą powoduje, że trzon a wraz z nim płyty przesuwają się w górę na wysokość 10 ± 0,2 mm i opadają swobodnie w dół pod własnym ciężarem. Masa ruchomych części urządzenia czyli trzonu oraz płytek powinna wynosić 3275 ± 75 g. Urządzenie dodatkowo wyposażone jest w formę w kształcie ściętego stożka oraz specjalną nakładkę na tą formę. Oba te elementy powinny być wykonane z blachy nierdzewnej. Dodatkowy osprzęt do badania plastyczności stanowi ubijak do zagęszczania zaprawy. Powinien być on wykonany z drewna i okuty u dołu blachą nierdzewną. Jego masa powinna wynosić 250 ± 15 g.
Przed wykonaniem badania powierzchnię szklanej płytki należy zwilżyć za pomocą mokrej szmatki. Na środku szklanej płytki ustawia się formę wraz z nakładką, tak aby krawędź formy pokrywała się z obwodem koła wyrytego na płycie metalowej. Zaprawę do badania przygotowywano w normowej mieszarce której obsługę przedstawiono powyżej. Gotową zaprawę nakładano do formy w dwóch warstwach. Każdą warstwę zaprawy ubija się dziesięcioma uderzeniami ubijaka. Po ubiciu drugiej warstwy zaprawy, zdejmuje się nakładkę, ścina nożem nadmiar zaprawy i wygładza zaprawę do krawędzi formy. Po upływie 10 sekund od zakończenia ubijania podnoszono pionowo formę, a próbkę zaprawy poddano 15 wstrząsom przez obrót korby w ciągu 15 sekund (1 wstrząs na sekundę). Należy dodać, że w celu wyeliminowania jak największego prawdopodobieństwa błędu, czynności związane z badaniem plastyczności powinna wykonywać ta sama osoba na każdej próbce zaprawy. Przykładowo inna częstotliwość wstrząsów mogłaby spowodować inny rozpływ tej samej próbki zaprawy. Bezpośrednio po wstrząsach mierzono dwie prostopadłe do siebie średnice rozlanego placka zaprawy w centymetrach, z dokładnością do 0,2 cm. Każdą próbkę badano po 2 razy. Miarą plastyczności zaprawy jest średnica rozlanego placka zaprawy w centymetrach. Za wynik przyjęto średnią arytmetyczną obu średnic z dwóch pomiarów. Zgodnie z warunkami normowymi różnice długości średnic nie przekraczały 2 cm i nie było potrzeby przeprowadzania dodatkowych badań.
Badanie zawartości powietrza w zaprawie.[wg PN-EN 1015-7:1998]
Badanie zawartości powietrza wg. normy PN-EN 1015-7 można wykonywać dwoma sposobami: „metodą ciśnieniową” i „metodą alkoholową”. Przy zawartości powietrza mniejszej niż 20 % stosowana jest metoda ciśnieniowa. Przy zawartości powietrza 20 % lub więcej stosuje się metodę alkoholową. Założono, że wykonywane zaprawy mają zawartość powietrza mniejszą niż 20 % i do wykonania oznaczania wybrano metodę ciśnieniową. Urządzenia badawcze potrzebne do tej metody to pojemnik na próbkę z zespołem pokrywy składający się z metalowego zbiornika (pojemnika na zaprawę) o objętości około 1 litra, wyposażony w metalową pokrywę, do której zamocowana jest uszczelniona komora powietrza (komora ciśnieniowa). Do niej podłączony jest wskaźnik ciśnienia do pomiarów ciśnienia powietrza. Drugim narzędziem potrzebnym do badania jest ubijak składający się ze sztywnego, nieabsorbcyjnego pręta o przekroju kołowym o średnicy około 40 mm i długości około 200 mm. Powierzchnia ubijająca jest płaska i prostopadła do długości ubijaka. Masa ubijaka wynosi 0,250 kg ± 0,015 kg. Poza tym jest jeszcze kielnia i płaski zgarniak.
Zaprawę wykonywano w normowej mieszarce, w ilości 1 dm3. Badano po dwie próbki z każdej receptury.
Badanie przeprowadzane jest w szczelnie zamkniętym zbiorniku, gdzie jest wywierane ciśnienie za pomocą ręcznej pompki lub za pomocą sprężonego powietrza doprowadzanego poprzez układ przewodów i zaworów znajdujących się w górnej części urządzenia. Urządzenie, którym dysponował nasz zespół badawczy miało zainstalowana ręczną pompkę. Zespól pokrywy jest wyposażony w zawór powietrza, zawór wypływu powietrza i zawory do wypuszczania wody lub przez które woda może być wprowadzana, jeżeli jest to niezbędne w konkretnym typie urządzenia. Pokrywa zbiornika powinna mieć gładkie wewnętrzne powierzchnie i powinna być tak ukształtowana, aby tworzyła wolną przestrzeń powyżej górnego poziomu zbiornika. Zasada przeprowadzania badania polega na porównaniu znanej objętości powietrza pod znanym ciśnieniem w szczelnej komorze powietrza z nieznaną objętością powietrza w zbiorniku z próbką zaprawy. Obie komory są połączone zaworem powietrza. Spadek ciśnienia powietrza w komorze powietrza odzwierciedla zawartość powietrza w próbce zaprawy i jest odczytywany ze skali miernika ciśnienia, który jest kalibrowany w przeliczeniu na udział procentowy powietrza w stosunku do zaobserwowanego ciśnienia, przy którym porównanie się dobywa.
Przeprowadzenie badania polega na całkowitym napełnieniu zbiornika zaprawą w przybliżeniu czterech równych warstwach, każda warstwa powinna być zagęszczona przez 10 krótkich uderzeń ubijaka, równomiernie rozmieszczonych w celu otrzymania płaskiej powierzchni zaprawy. Następnie płaskim zgarniakiem należy usunąć nadmiar zaprawy, pozostawiając powierzchnię zaprawy płaską i na poziomie górnej krawędzi naczynia. Aby umożliwić dokładne przyleganie pokrywy do zbiornika z zaprawą należy wytrzeć zewnętrzną część naczynia do czysta i sucha. Następnie można mocno przymocować pokrywę. Kolejną czynnością jest zamknięcie głównego zaworu powietrza między komorą powietrza a zbiornikiem próbki. Poprzez zawór napełnia się wodą przestrzeń powietrzną pod pokrywą powyżej zaprawy. W tym czasie drugi zawór powinien być otwarty aż do momentu, w którym całe powietrze powyżej powierzchni zaprawy zostanie usunięte. Następuje to w chwili gdy poprzez drugi zawór zaczyna wyciekać woda. W tym momencie należy zakręcić oba zawory. Następnie za pomocą pompki wtłaczane było do uszczelnionej komory powietrze aż do chwili, gdy zostanie ustabilizowane ciśnienie na poziomie 0 ciśnieniomierzu w aparacie. Następnie należy otworzyć zawór pomiędzy komorą powietrza a zbiornikiem próbki. Kiedy nastąpi wyrównanie ciśnienia, odczytuje się zawartość powietrza z miernika ciśnienia lub z krzywej kalibracji. W naszym przypadku był to miernik. Wartości były odnotowywane z zaokrągleniem do 0,1%. Zawartość powietrza wyliczono jako wartość średnią z dwóch wartości uzyskanych dla każdej próbki.
4.badanie wytrzymałości po 28 dniach[wg PN-85/B-04500]
Zaprawę, na której wykonywano badanie oznaczania konsystencji wykorzystano również do uformowania próbek do badania wytrzymałości. Jest to badanie które można wykonywać jedynie na stwardniałej zaprawie. Przeprowadza się je na próbkach w kształcie beleczek o wymiarach 4 x 4 x 16. Urządzenia jakie są potrzebne do przeprowadzenia badania to normowa wstrząsarka o częstotliwości 60 uderzeń na minutę oraz prasa hydrauliczna. Prasa, którą dysponowaliśmy była dostosowana do wykonywania badania wytrzymałości na zginanie, natomiast do badania wytrzymałości na ściskanie musieliśmy posłużyć się specjalną wkładką przystosowaną do kostek 4 x 4 x 8. Ponadto potrzebne były odpowiednie formy do wykonania beleczek. Były to formy zgodne z normą PN-80/B-04300 przystosowane do wylewania w nich 3 beleczek 4 x 4 x 16.
Zaprawę do tego badania przygotowywano w normowej laboratoryjnej mieszarce podobnie jak zaprawę do powyższych badań. Przed zalaniem formy do beleczek powinny być dokładnie oczyszczone, skręcone, a wewnętrzne powierzchnie pokryte warstwą oleju mineralnego. Zabieg ten wykonuje się ze względu na zbyt mocne przyleganie beleczek do ścianek co znacznie utrudnia ich wyciąganie z formy i może skończyć się uszkodzeniem próbki. Powleczenie powierzchni styku między zaprawą a stalą olejem eliminuje ten problem. Oleju nie może być również w nadmiarze gdyż może spowodować to zaolejenie próbki. Odpowiednio przygotowaną formę należy zamocować na wstrząsarce i nałożyć nakładkę. Niestety nasze formy nie były przystosowane do zamocowania ich na wstrząsarce i dlatego przez cały czas wstrząsania formę musiały być dodatkowo przytrzymywane ręcznie. Do poszczególnych przegródek formy nakłada się zaprawę porcjami po około 300 g w dwóch warstwach. Każdą warstwę poddawano osobno zagęszczeniu za pomocą wstrząsarki (po 60 wstrząsów na każdą warstwę zaprawy). Następnie należy zdjąć formę z wstrząsarki, usunąć nakładkę i wygładzić powierzchnię beleczek, za pomocą noża lub łopatki, do krawędzi formy. Jeżeli chodzi o zaprawy cementowe, to podobnie jak zaprawy cementowo-wapienne i gipsowe wolnotwardniejące należy je rozformować po 24 godzinach od zalania form. Formy z próbkami były przechowywane w warunkach powietrzno-wilgotnych, w szczelnie zamkniętych kuwetach, na dnie których znajdowała się woda. Po wyjęciu z form próbki oznaczono symbolami receptur i umieszczono w kuwetach wypełnionych wodą. Twardnienie próbek odbywało się wiec w warunkach wilgotnych.
Po 28 dniach przeprowadzano badanie wytrzymałości. Oznaczanie wytrzymałości na zginanie polega na niszczeniu beleczek poprzez zginanie. Wykonuje się to poprzez obciążenie próbki aż do złamania siłą skupioną działającą w środku rozpiętości beleczki, przy rozstawie podpór 10 cm. Do jednorazowego badania stosowano 3 beleczki wykonane w jednej formie. Jako wynik przyjęto średnią arytmetyczną wytrzymałości trzech beleczek. Wytrzymałość zaprawy na zginanie wylicza się na podstawie siły łamiącej i wymiarów próbki w MPa ze wzoru:
Rz = (3Pl/2bh2) ∙ 10-2
W którym:
P - wartość siły łamiącej
l - rozstaw podpór (10 cm)
b - szerokość beleczki (4cm)
h - wysokość beleczki (4cm)
W przypadku prasy którą użyliśmy do badań wyliczenia wytrzymałości na zginanie nie były potrzebne ponieważ urządzenie podawało ją wraz z siłą niszczącą próbkę.
5. Badanie wytrzymałości na ściskanie po 28 dniach twardnienia [PN- 85/B-04500]
Oznaczanie wytrzymałości na ściskanie polega na niszczeniu przez ściskanie połówek beleczek pozostałych po próbie zginania. Do badania należy zastosować 6 połówek beleczek Należy je umieścić między płytkami ściskającymi wkładki, przy czym płaszczyzna beleczki, która powstała z wyrównania górnej powierzchni przy formowaniu beleczek powinna być ustawiona pionowo. Wkładkę wraz z próbką należy umieścić w prasie i obciążać aż do momentu zniszczenia. Po zniszczeniu próbki należy odczytać maksymalną siłę nacisku. Prawidłowo zniszczona próbka powinna przyjąć kształt klepsydry. Jest to związane z kierunkiem rozchodzenia się naprężeń w ściskanej próbce.
Wytrzymałość na ściskanie należy obliczyć w MPa wg wzoru
Rv = P/F ∙ 10-2
W którym:
P - siła nacisku powodująca zniszczenie belki
F - powierzchnia ściskana badanej beleczki
Wytrzymałość na ściskanie należy obliczyć z dokładnością do 0,1 MPa. Z sześciu otrzymanych wyników pomiaru obliczono średnią arytmetyczną, przy czym różnica między obliczoną średnicą arytmetyczną a poszczególnymi wynikami badania wytrzymałości na ściskanie nie powinna przekraczać ±10%. Jeżeli poszczególne wyniki przekraczają średnią arytmetyczną o więcej niż 10%, należy je usunąć i z pozostałych ponownie obliczyć średnią arytmetyczną. Można maksymalnie usunąć dwa nie pasujące wyniki. Jeżeli więcej niż dwa wyniki różnią się od średniej o ponad ±10% badanie należy powtórzyć.
6.Badanie przyrostu wytrzymałości
Badanie przyrostu wytrzymałości wykonuje się w zasadzie tak samo jak badania wytrzymałości. Różnica polega na tym, że beleczki łamie się co jakiś czas w ciągu 28 dni od wykonania zaprawy. Ze względu na to, że do badania przyrostu wytrzymałości w czasie potrzebna jest znaczna ilość próbek zaprawę wykonywano na dużo większej mieszarce. Użyto betoniarki laboratoryjnej przeciwbieżnej o pojemności 30l. Służy ona do mieszania zapraw i betonów o konsystencji gęstoplastycznej, plastycznej i półciekłej. Charakterystycznym elementem tej betoniarki jest pojemnik na zaprawę w formie okrągłego obrotowego bębna umieszczony na stalowej podstawie na kole i uchwytami. Elementy te umożliwiają transport mieszanki na dłuższe odległości. W tym przypadku było to bardzo przydatne ponieważ fazę zagęszczania mieszanki wykonywano w innym pomieszczeniu laboratoryjnym niż stała betoniarka. Dane techniczne betoniarki:
Długość 750 mm
Wysokość 860 mm
Szerokość 550 mm
Całkowita masa betoniarki 134 kg
Masa wózka 31 kg
Silnik elektryczny 1,5 kV
Napięcie 380 V
Za pomocą powyższej betoniarki przygotowywano 13 litrów zaprawy . Ilość ta w zupełności wystarczało na zalanie 14 form. Należy dodać, że ze względu na większą ilość wody potrzebną do wykonania próbek zrezygnowano z użycia wody destylowanej Podobnie jak w przypadku badania wytrzymałości po wykonaniu zagęszczania ściągano nakładkę z formy a następnie zacierano powierzchnię próbek wyrównując ją z płaszczyzną górnych krawędzi formy. Formy z zaprawą przechowywane były w specjalnym pomieszczeniu , w którym panowały warunki powietrzno-suche. Badania wytrzymałości na ściskanie i zginanie były wykonywane w następujących terminach:
Po 12 godzinach
Po 18 godzinach
Po 24 godzinach
Po 48 godzinach
Po 7 dobach
Po 14 dobach
Po 21 dobach
Po 24 dobach
W planie było przeprowadzenie jeszcze badania po 6 godzinach jednak próbki po tym czasie nie osiągnęły jeszcze wystarczającej wytrzymałości aby mogły zostać przebadane na prasie. Łamały się już podczas rozformowywania.
7. badanie wilgotności próbek[PN - 85/B-04500]
Badanie to polega na określeniu masy wody jaką zawiera próbka zaprawy. Do przeprowadzenia badania potrzebna była laboratoryjna waga. Do ważenia próbek użyto wagi o dokładności 0,001g. Dodatkowo szalka wagi ze wszystkich stron w celu zwiększenia dokładności pomiaru obudowana była ściankami, które chroniły wnętrze przed wpływami zewnętrznymi, np. ruchami powietrza. Do suszenia próbek użyto laboratoryjnych suszarek z możliwością regulacji temperatury suszenia.
Wykonanie badania polega na zważeniu próbek zaraz po wyjęciu ich z pomieszczenia, w którym panują warunki powietrzno-wilgotne i złamaniu ich na pół przez prasę do wykonywania badania wytrzymałości na zginanie (całe beleczki po pierwsze nie mieściły się na wadze, a po drugie ich masa wychodziła poza zakres wagi). Następnie próbki umieszczano w suszarkach gdzie były poddawane stopniowemu suszeniu. Pierwszy etap odbywał się w temperaturze 45oC, drugi w 75oC, natomiast pozostały okres suszenia próbki spędziły w temperaturze 105oC. Po przełączeniu suszarek na 105oC zaczęto sprawdzać zmiany wilgotności w próbkach. Od tego momentu ważenie próbek odbywało się codziennie, aż do momentu kiedy ich masa ustabilizowała się na pewnym poziomie. Próbkę powinno uznawać się za wysuszoną jeżeli dwa kolejne ważenia w odstępach 24 h nie wykazują ubytku masy o więcej niż 1g. Jeżeli masa odpowiednio się ustabilizowała to próbkę uznawano za wysuszoną. Wilgotność wyznaczano w procentach ze wzoru:
Wz = (mw - ms)/ms ∙ 100%
W którym:
mw - masa próbki wilgotnej
ms - masa próbki suchej
Za wynik oznaczania wilgotności przyjęto średnią arytmetyczną z badania sześciu próbek.
WYNIKI BADAŃ
Wyszukiwarka
Podobne podstrony:
PRACA, stz Prace Licencjackie Dyplomowe
Ksztaltowanie nowego wyrobu - praca magisterska, stz Prace Licencjackie Dyplomowe
Praca Licencjacka - Karty płatnicze w ofercie banku pko bp, PRACA MAGISTERSKA INŻYNIERSKA DYPLOMOWA
Praca licencjackareklama, Prace Licencjackie - Magisterskie
praca licencjacka(9)Bankowość Internetowa jako nowa forma usługi bankowej, PRACA MAGISTERSKA INŻYNIE
Praca licencjacka- faszyzm(1), PRACA MAGISTERSKA INŻYNIERSKA DYPLOMOWA !!! PRACE !!!!!!
Praca, Prace licencjackie, magisterskie, Magisterki
Praca mag - WSPARCIE SPOŁECZNE A WYPALENIE ZAWODOWE PIELĘGNIAREK, Prace licencjackie, magisterskie,
Praca licencjacka- gotowa, PRACA MAGISTERSKA INŻYNIERSKA DYPLOMOWA !!! PRACE !!!!!!
dziecko przewlekle chore- praca licencjat, Prace licencjackie, magisterskie, Magisterki
praca magisterska. wykorzystanie funduszy UE, Prace licencjackie, magisterskie, Magisterki
SIE- praca, Prace licencjackie, magisterskie, Magisterki
PRACA MAGISTERSKA MAŁĘ I ŚREDNIE PRZEDSIĘBIORSTWA, Prace Licencjackie - Magisterskie
więcej podobnych podstron