Uniwersytet Przyrodniczy Wrocław dnia16.12.2009r.
WNOZ
Technologia Żywności i Żywienie Człowieka
Rok 4
Grupa 5
Założenia techniczno - ekonomiczne oddziału produkcji
Kiełbasy Lubuskiej
o zdolności produkcyjnej
1559, 9 kg / zmianę.
Sprawdziła: Wykonała:
Dr inż. Anna Sokół - Łętowska Anna Włodarczyk
Rok akademicki 2009 / 2010
SPIS TREŚCI:
Program produkcyjny.
Bilans surowców i materiałów.
Technologia produkcji.
Maszyny i urządzenia:
4.1 Schemat blokowy maszyn i urządzeń.
4.2 Dobór maszyn i urządzeń.
4.3 Harmonogram pracy maszyn i urządzeń na 3 zmiany.
4.4 Przestrzenne rozmieszczenie maszyn i urządzeń.
4.5 Zestawienie maszyn i urządzeń w postaci tabeli.
Gospodarka magazynowa:
5.1 Magazyn na surowce.
5.2 Magazyn na dodatki.
5.3 Magazyn na produkty gotowe
Powierzchnie pomocnicze
5.4 Osadzanie
5.5 Podsuszanie
5.6 Magazyn opakowań brudnych
5.7 Magazyn opakowań czystych
5.8 Miejsce na mycie
6) Transport wewnętrzny
1. PROGRAM PRODUKCYJNY
1.1 Tabelka i założenia
Nazwa produktu |
Wielkość produkcji |
||
|
kg/godzinę |
kg/zmianę |
kg/dobę |
Kiełbasa Lubuska |
194,99 |
1559,9 |
4679,7 |
Założenia w zakładzie:
Praca na 3 zmiany na dobę
Każda zmiana ma 8 h
1.2 Charakterystyka produktu:
Należy do grupy kiełbas cienkich
Kiełbasa z chudego mięsa wieprzowego z wyczuwalną nutką pieprzu
Pęta długości około 18cm
Jest ona średnio rozdrobniona, wędzona, parzona
W jelicie naturalnym wieprzowym
1.3 Wymagania organoleptyczne:
Powinno być wyczuwalne wędzenie i nuta pieprzu.
Powinna wyglądać estetycznie
Powinna mieć odpowiedni kolor i kształt
Pęta powinny być odpowiedniej długości
2. Bilans surowców i materiałów
2.2 Tabela zbiorcza w przeliczeniu ilości i czasu
Lp. |
Nazwa surowca lub materiałów |
Wskaźnik |
Godzina |
Zmiana |
Doba |
||||
|
|
wartość |
jednostka |
wartość |
jednostka |
wartość |
jednostka |
wartość |
jednostka |
1. |
Mięso wieprzowe kl. I |
331,6 |
kg |
64,65 |
kg |
517,2 |
kg |
1551,6 |
kg |
2. |
Mięso wieprzowe kl. II |
552,6 |
kg |
107,75 |
kg |
862 |
kg |
2586 |
kg |
3. |
Mięso wołowe kl. I |
221 |
kg |
43,09 |
kg |
344,7 |
kg |
1034,1 |
kg |
4. |
Przyprawy |
6 |
kg |
0,39 |
kg |
9,35 |
kg |
28,05 |
kg |
5. |
Osłonki |
1,1 |
kg |
0,21 |
kg |
1,7 |
kg |
5,1 |
kg |
6. |
Wióry wędzarnicze |
3 |
kg |
12 |
kg |
96 |
kg |
288 |
kg |
2.1 Receptura uwzględniająca skład procentowy:
Mięso wieprzowe klasy I - 30%
Mięso wieprzowe klasy II - 50%
Mięso wołowe klasy I - 20%
Przyprawy - 0,55%
Przykładowe obliczenia:
Mięso wieprzowe kl.I 331,6 kg mięsa - 1068,4 kg mięsa
X kg - 1666,6 kg mięsa
X = 517,2 kg
Mięso wieprzowe kl.II 552,6 kg mięsa - 1068,4 kg mięsa
X kg - 1666,6 kg mięsa
X = 862 kg
Mięso wołowe kl.I 221 kg mięsa -1068,4 kg mięsa
X kg - 1666,6 kg mięsa
X = 344,7 kg
Przyprawy 6 kg - 1068,4 kg mięsa
X kg - 1666,6 kg mięsa
X= 9,35 kg
Osłonka 1,1 kg -1068,4 kg mięsa
X kg - 1666,6 kg mięsa
X= 01,71 kg
3. Technologia produkcji
3.1 Schemat blokowy procesu technologicznego w kilogramach.
Mięso wieprzowe I Mięso wieprzowe II Mięso wołowe I
331,6 552,6 221
1% 1% 1%
3,4 5,5 2,2
328,2 547,1 218,8
0,55%
6
1%
1089,2 11
0,1%
1,1
2%
1068,4 21,8
1068,4
5%
1015,1 53,4
1,5%
1000 15,1
3.3 Opis procesu technologicznego :
Surowiec już peklowany dostajemy od dostawców i jest on składowany w magazynie surowca.
Określoną ilość mięsa 3rodzajów bierzemy i mielimy w wilku.
Kolejno należy określoną ilość mięsa zważyć na wadze i przenieść do mieszalnika.
Mieszamy wszystkie mięsa zmielone i dodajemy do tego przyprawy. Ten proces trwa 20 minut.
Następnie farsz jest przenoszony do nadziewarki, która pracując produkuje pęta kiełbasy o długości 18cm. Jest on nadziewany do specjalnych.
Pracownicy zawieszają pętaczki na kijach w wózkach wędzarniczych i zostają one umieszczone w osadniku, gdzie pozostają 24h
w temperaturze 2-60 C.
Po upływie ustalonego czasy wyrób trafia do komory wędzarniczej
o temperaturze 200C, również na 24h.
Po uwędzeniu dymem, kiełbasa trafia do podsuszania w temperaturze
10-120C, na 6h.
Jest to ostatni etap produkcji.
Kiełbasa Lubuska trafia, do magazynu gdzie jest składowana w pojemnikach na palety, które są rozprowadzane do sklepów i hurtowników.
4. Dobór maszyn i urządzeń:
4.1 Schemat blokowy maszyn i urządzeń w przeliczeniu na własne dane.
( w kilogramach )
Mięso wieprzowe I Mięso wieprzowe II Mięso wołowe I
517,2 862 344,7
1% 1% 1%
5,3 8,6 3,4
511,9 853,4 341,3
0,55%
9,35
1%
1699 11
0,1%
1,71
2%
1666,6 34
1666,6
5%
1583,45 83,3
1,5%
23,55
1559,9
4.2 Dobór maszyn i urządzeń - wzory
Dobór maszyn i urządzeń ustala się na podstawie obliczenia ich wydajności roboczych. Urządzeniem limitującym wielkość produkcji jest komora wędzarniczej. Stanowi ona wąskie gardło produkcyjne. Do komory dostosowuje się wszystkie inne urządzenia procesu. Na podstawie wydajności roboczej poprzedniego urządzenia obliczamy wydajność nominalną dla urządzenia o pracy ciągłej, a dla urządzenia o pracy okresowej dodatkowo pojemność nominalną. Następnie na podstawie tych wielkości dobieramy urządzenie i obliczamy wydajność roboczą osiąganą przez dane urządzenie.
4.2.1 Do dobrania odpowiednich maszyn stosujemy wzory:
Ilość cykli obliczamy ze wzoru:
![]()
[cykli/zmianę]
τ - czas dysponowany (ilość godzin na zmianę)
T - czas trwania realizowanego procesu (ilość godzin na cykl)
Czas trwania realizowanego procesu (operacji) obliczamy
![]()
[min]
tz - czas załadunku
tp - czas pracy
tr - czas rozładunku
4.2.2 Urządzenia o pracy ciągłej
Wydajność roboczą Wr (rzeczywistą - tyle ile musi być przerobione) urządzenia odczytujemy ze schematu blokowego procesu technologicznego [kg/zmianę]
Wydajność nominalną obliczamy następująco:
Wo = Wr * k
Wo = ![]()
W0 - wydajność nominalna dla urządzenia
k - współczynnik wykorzystania maszyn i urządzeń (przyjmuje się 0,7 - 0,9)
Dobór urządzenia o Wourz ≥ Wo obl
Wydajność roboczą urządzenia (max. ilość, jaką urządzenie może przerobić) oblicza się ze wzoru:
![]()
Wrurz - wydajność robocza urządzenia
k - współczynnik wykorzystania maszyn i urządzeń (opisany przy wzorze 1)
Czas pracy urządzenia oblicza się ze wzoru:
![]()
Wrb - wydajność robocza urządzenia z bilansu
Wr - wydajność robocza
4.2.3 Urządzenia o pracy okresowej
Wydajność roboczą Wr (rzeczywistą - tyle ile musi być przerobione) urządzenia odczytujemy ze schematu blokowego procesu technologicznego [kg/zmianę lub dm3/zmianę].
Wydajność nominalną obliczamy następująco:
Qourz - wydajność nominalna dla urządzenia [kg/h lub kg/zmianę]
Vourz - wydajność nominalna dla urządzenia [dm3/h lub kg/zmianę]
kq - współczynnik wykorzystania maszyn i urządzeń (przyjmuje się 0,6 - 0,8 ).
i - ilość cykli [cykl/h]
Γ- czas pracy urządzenia
ς - gęstość surowca
Dobór urządzenia o Qourz lub Vourz ≥ Wo obl
Wydajność roboczą urządzenia (max. ilość, jaką urządzenie może przerobić) oblicza się ze wzoru:
Wrurz - wydajność robocza urządzenia
kq - współczynnik wykorzystania maszyn i urządzeń (opisany przy wzorze 1)
Długość pracy urządzenia oblicza się ze wzoru:
![]()
Wrb - wydajność robocza urządzenia z bilansu
Wr - wydajność robocza
4.3 Dobór maszyn i urządzeń - obliczenia:
4.3.1 KOMORA WĘDZARNICZA
- praca okresowa
Założenia:
5 wózków
Pojemność 1 wózka to 250 kg
Założenie wydajności: 1500 kg
Obliczam wydajność rzeczywistą ( WrZI)
1000 kg - 1068,4 kg
1500 kg - X
X= 1602,6 kg => WrZI
Obliczam pojemność komory wędzarniczej:
k = 1 -> Wszystkie wózki są wypełnione w 100%
qr = qo * k
qr = 5 * 250 kg
qr = 1250 kg
Oznaczenia:
qr - pojemność robocza urządzenia
q0 - pojemność urządzenia
k - współczynnik wypełnienia
Obliczam ile komór potrzebujemy:
n = ![]()
n = 
n = 3,8 ≈ 4 komory.
Obliczam nową wydajność rzeczywistą:
![]()
WrZ = n * qr * i
Oznaczenia:
Wr Z- wydajność robocza komory [kg/zmianę]
n - ilość komór [szt.]
qr - pojemność robocza [kg]
WrZ = 4 * 1250 * ⅓
WrZ = 1666,6 kg
Obliczam wydajność linii technologicznej:
1000 kg - 1068,4 kg
X - 1666,6 kg
X = 1559,9 kg
4.3.2. NADZIEWARKA
- praca ciągła
Obliczam wydajność rzeczywistą na godzinę, przeliczam ją z wydajności na schemacie, która jest na zmianę:
Wr = 1699 kg/zmianę
Wr / 8h = 1699 / 8
Wr = 212,4 kg/h
Obliczam wydajność nominalną ( W0 ):
Wr = W0 * k
Oznaczenia:
Wr - wydajność rzeczywista
W0 - wydajność nominalna
k - współczynnik który się mieści w granicach 0,6 -0,8
założenie:
w całym projekcie ten współczynnik, będzie wynosił 0,7.
W0 = ![]()
W0 = ![]()
W0 = 303,4 kg/h
Jeżeli wydajność nadziewarki jest większa to liczymy ile będzie ona pracować żeby dać wsad do komory.
Obliczam wydajność nadziewarki
W0 * k = 400 kg/h * 0,7 = 280 kg/h
60 minut - 280 kg
X - 212,4 kg
X = 45,5 minuty
4.3.3 MIESZALNIK
- praca okresowa
Obliczam wydajność rzeczywistą na godzinę, przeliczam ją z wydajności na schemacie, która jest na zmianę:
Wr = 1715,9 kg/zmianę => odczytane ze schematu.
Wr / 8h = 1715,9 / 8 = 214,48 kg/h
Obliczam wydajność nominalną ( W0 ):
Wr = n * qr * i
Oznaczenia:
Wr - wydajność rzeczywista
n - ilość urządzeń
qr - pojemność robocza
i - ilość cykli
Obliczam ilość cykli obliczamy ze wzoru:
![]()
[cykli/zmianę]
τ - czas dysponowany (ilość godzin na zmianę)
T - czas trwania realizowanego procesu (ilość godzin na cykl)
i = ![]()
i = 16 cykli/zmianę
Obliczam wydajność nominalną ( W0 ):
W0 = ![]()
Oznaczenia:
W0 - wydajność nominalna
kq - współczynnik wykorzystania pojemności mieści w granicach 0,6 -0,8
założenie:
w całym projekcie ten współczynnik, będzie wynosił 0,7.
i - ilość cykli [ cykli/zmianę ]
W0 = ![]()
W0 = 163,2 kg/zmianę
Obliczam wydajność roboczą urządzenia ( V0 ) w przypadku gdy mamy podaną gęstość farszu:
V0 = ![]()
Oznaczenia:
V0 - wydajność nominalna urządzenia [dm3/h lub kg/zmianę]
Wr - wydajność robocza urządzenia
df - gęstość surowca [ kg/dm3 ]
k - współczynnik który się mieści w granicach 0,6 -0,8
założenie:
w całym projekcie ten współczynnik, będzie wynosił 0,7.
i - ilość cykli [ cykli/zmianę ]
V0 = ![]()
V0 = 117,85 ![]()
Wydajność nominalna urządzenia odczytana z danych podanych przez producenta:
V0u = 200dm3
Wydajność robocza urządzenia :
Vru = V0u*k
Vru = 200 dm3* 0,7
Vru = 140 dm3
Obliczam pojemność roboczą urządzenia ( qru ):
Co jest równoznaczne z pojemnością roboczą urządzenia Wr
qru = Vru*df
qru = 140dm3* 1,3 ![]()
qru = 182 kg => Wr
Obliczam ile cykli urządzenie musi wykonać:
i = ![]()
i = ![]()
i = 9,4 cykla/zmianę.
Dopasowanie urządzenia do pracy na harmonogramie
4.3.4 WILK
- praca ciągła
Mamy na linii 3 rodzaje mięsa, ale są one rozdrabniane na takiej samej wielkości kawałki, dlatego dobrałam jedno urządzenie i będzie ono myte po zmieleniu danej porcji mięsa. Przed innym rodzajem mięsa. Będzie to miało swoje odzwierciedlenie w pracy wilka, przerwach na mycie i czyszczenie urządzenia, widoczne na harmonogramie.
Dla każdego rodzaju mięsa należy policzyć oddzielnie urządzenie:
MIĘSO WIEPRZOWE I KLASY
Obliczam wydajność rzeczywistą na godzinę, przeliczam ją z wydajności na schemacie, która jest na zmianę:
Wr = 517,2 kg/zmianę
Wr = 517,2 / 8h
Wr = 64,65 kg/h
Obliczam wydajność nominalną
Wr = W0*k => W0 = ![]()
Wo - wydajność nominalna urządzenia [kg/h]
Wr - wydajność robocza urządzenia [ kg/h]
k - współczynnik wykorzystania
W0 = ![]()
W0 = 92,36 kg/h
Dobieram urządzenie na podstawie danych podanych przez producenta i wykresu wydajności:
Wilk W-82 AN Ø3-Ø16 o wydajności 100-600kg/h
y= ax + b
100 = 3a + b
600 = 16a + b
600 = 16a + 100 - 3a
500 = 13a
a = 38,5
b = -15,5
y10 = 369,5 kg/h=>W0u
Na podstawie przeprowadzonych obliczeń wynika, iż odpowiednim wilkiem mającym rozdrobnić mięso do 10 mm jest wilk W-82 AN Ø3-Ø16 o wydajności 100-600kg/h ( 0,1-0,6 t/h)
Obliczam wydajność roboczą urządzenia
Wru = W0u * k
Wru = 369,5 * 0,7
Wru = 258,65 kg/h ≈ 259 kg/h
Obliczam ile czas będzie pracować wilk, przy mieleniu mięsa wieprzowego I klasy:
60 min - 259 kg (max. Ilość przerobowa urządzenia)
X - 92,36kg (ilość potrzebna do przerobienia)
X = 21,39 ≈ 21minut.
MIĘSO WIEPRZOWE II KLASA
Obliczam wydajność rzeczywistą na godzinę, przeliczam ją z wydajności na schemacie, która jest na zmianę:
Wr = 862 kg/zmianę
Wr = 862 / 8h
Wr = 107,75 kg/h
Obliczam wydajność nominalną
Wr = W0*k => W0 = ![]()
Oznaczenia:
Wo - wydajność nominalna urządzenia [kg/h]
Wr - wydajność robocza urządzenia [ kg/h]
k - współczynnik wykorzystania
W0 = ![]()
W0 = 153,9 kg/h
Dobieram urządzenie na podstawie danych podanych przez producenta i wykresu wydajności. Obliczony wilk przy mięsie wieprzowym I klasy będzie pasował i będzie również w tym przypadku wykorzystany, dlatego obliczenia są jak wyżej.
Obliczam ile czas będzie pracować wilk, przy mieleniu mięsa wieprzowego I klasy:
60 min - 259 kg (max. Ilość przerobowa urządzenia)
X - 153,9 kg (ilość potrzebna do przerobienia)
X = 36 minut.
MIĘSO WOŁOWE I KLASA
Obliczam wydajność rzeczywistą na godzinę, przeliczam ją z wydajności na schemacie, która jest na zmianę:
Wr = 344,7 kg/zmianę
Wr = 344,7 / 8h
Wr = 43,1 kg/h
Obliczam wydajność nominalną
Wr = W0*k => W0 = ![]()
Oznaczenia:
Wo - wydajność nominalna urządzenia [kg/h]
Wr - wydajność robocza urządzenia [ kg/h]
k - współczynnik wykorzystania
W0 = ![]()
W0 = 61,57 kg/h
Dobieram urządzenie na podstawie danych podanych przez producenta i wykresu wydajności. Obliczony wilk przy mięsie wieprzowym I klasy będzie pasował i będzie również w tym przypadku wykorzystany, dlatego obliczenia są jak wyżej.
Obliczam ile czas będzie pracować wilk, przy mieleniu mięsa wieprzowego I klasy:
60 min - 259 kg (max. Ilość przerobowa urządzenia)
X - 61,57 kg (ilość potrzebna do przerobienia)
X = 14,26 minut.
Krótki opis i schemat urządzeń dobranych wyżej
Wilk
Wilk służy do rozdrabniania mięsa. Jest najbardziej rozpowszechnionym urządzeniem do rozdrabniania wszelkiego rodzaju mięsa zarówno surowego jak i gotowanego. Zasada działania wilka polega na tym, że mięso ładuje się do misy załadowczej, skąd zostaje zgarnięte przez obracający się podajnik ślimakowy i doprowadzone poprzez gardziel wilka do zespołu tnącego. Mięso jest wtłaczane przez ślimak w oczka siatki, a obracające się noże odcinają kawałki mięsa odpowiadające wielkości oczek. Ślimak jest zakończony czworograniastym występem, na który są nasadzane noże obracające się wraz ze ślimakiem, przylegające ściśle do nieruchomych na przemian umieszczonych siatek. Noże są wykonane ze stali narzędziowej najwyższego gatunku, zwykle jako noże czteroskrzydłowe. Wielkość wilka określa się wielkością siatek. Najczęściej spotykane są wilki o średnicy siatek: 100, 130, 160, 200, 220 mm. Wydajność wilka zależy od średnicy siatki i od wielkości otworów. Otwory w siatkach są zwykle okrągłe, o średnicy 2, 3, 5, 8, 10, 13, 20 i 24 mm i tak rozmieszczone aby zajmowały możliwie największą powierzchnię.
Mieszalnik
Mieszalnik służy do równomiernego wymieszania wszystkich rodzajów mięs wraz z dodanymi przyprawami. Proces mieszania ma na celu ujednolicenie masy mięsnej, równomierne rozmieszczenie składników oraz ich zawiązanie.
Nadziewarka
Nadziewarka służy do napełniania farszem osłonek. Nadziewarki powinny podawać masę mięsną porcjami, nie deformować struktury farszu i nie wprowadzać do osłonek powietrza razem z farszem. Warunki takie spełniają nadziewarki tłokowe o działaniu cyklicznym. Ciśnienie potrzebne do wypchania farszu przez lejek zależy od konsystencji farszu i waha się od 0,3 MPa ( 3 at ) - przy wędlinach drobno rozdrobnionych do 0,8 MPa ( 8 at ) - przy wędlinach grubo rozdrobnionych.
Komora wędzarniczo-parzelnicza
Komora wędzarniczo-parzelnicza służy do termicznej obróbki wędlin i mięsa za pomocą dymu wędzarniczego pochodzącego z dymogeneratorów.
Dymogenerator
Dymogenerator doprowadza dym do komór wędzarniczych.
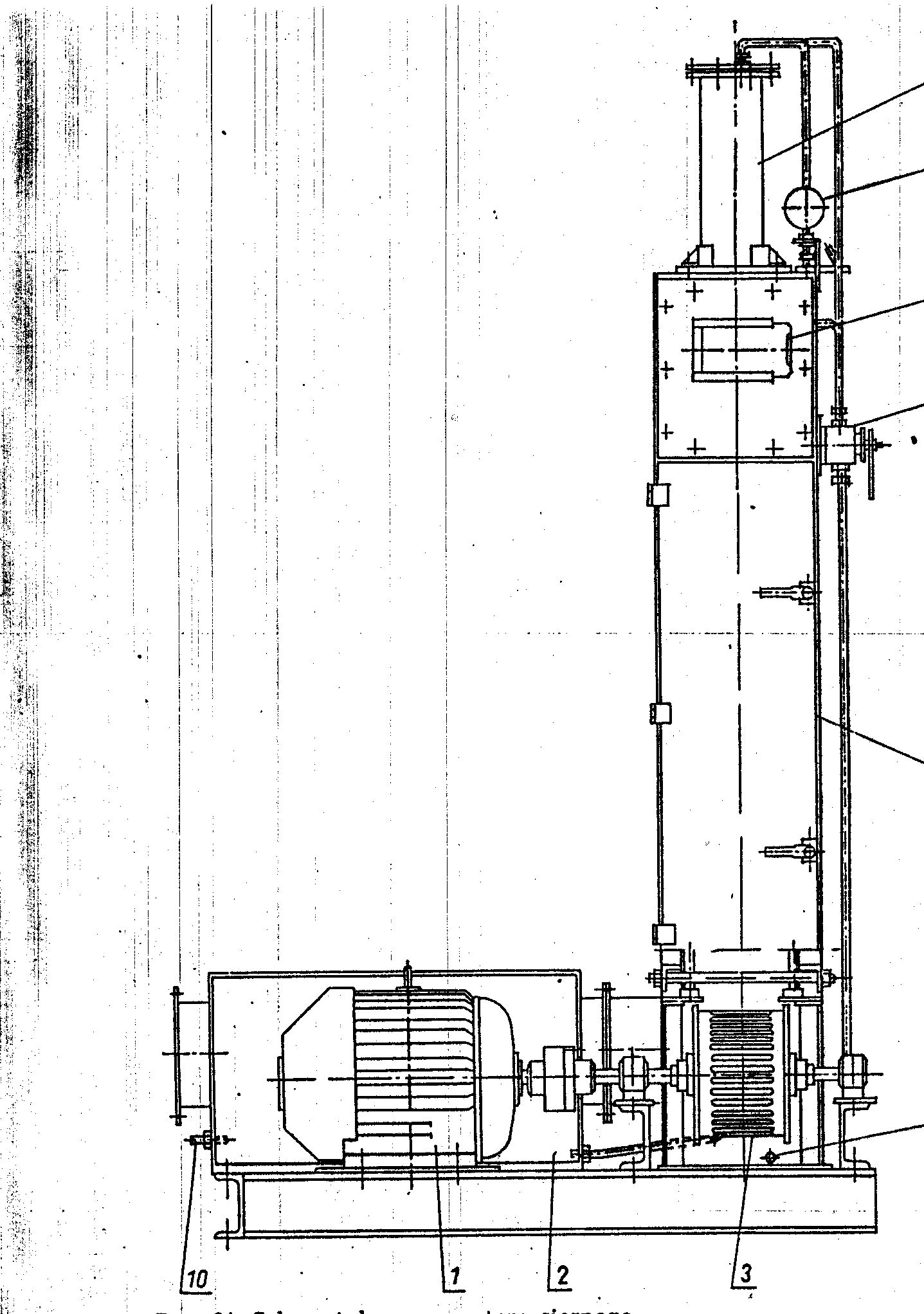
Podnośnik wózkowy
Podnośnik przeznaczony jest do rozładunku wózków wypełnionych farszem. Może być wykorzystany do załadunku maszyn stosowanych w zakładach przetwórstwa spożywczego tj: wilki, mieszałki, maskownice itp. Mocowany może być bezpośrednio do podłoża lub jako wolnostojący. Dodatkowe możliwe jest zainstalowanie rynny ze statywem umożliwiającym załadunek do maszyn poziomych.
(Może być używany do układania w stosy ciężkich przedmiotów tj. pojemniki , skrzynie)
Waga
130CN
Waga używana jest do ważenia odpowiedniej ilości produktów lub surowców
4.4 Harmonogram pracy maszyn i urządzeń na 3 zmiany
4.5 Przestrzenne rozmieszczenie maszyn i urządzeń
Opis rysunku:
1 - wilk
2 - waga
3 - mieszalnik
4 - podnośnik do wózków
5 - nadziewarka
6 - wózek wędzarniczy
7 - komora wędzarnicza
8 - dymogenerator
9 - osadzalnik
10 - podsuszanie
11 - magazyn produktów gotowych
12 - magazyn pojemników brudnych
13 - powierzchnia na mycie
14 - magazyn pojemników czystych
15 - magazyn surowca
15 - magazyn dodatków
4.6 Zestawienie maszyn i urządzeń w postaci tabeli:
Lp |
Nazwa i typ urządzenia |
Nr urządzenia na schem |
Ilość urządzeń [szt] |
Wydajność (pojemność) |
Wymiary [mm] |
Masa urządzenia [kg] |
Moc zainstal. [kW] |
Zapotrzebowanie |
Uwagi |
|||||
|
|
|
|
|
|
|
|
wody |
pary |
|
||||
|
|
|
|
wartość |
jedn. |
dł |
szer |
wys |
netto |
brutto |
|
m3/h |
kg/h |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
1 |
Komora wędzarnicza elekt-parowa Novotherm |
7 |
4 |
5 |
wózków |
7560 |
1703 |
3220 |
1950 |
- |
144,8 |
250 |
250 |
- |
2 |
Wózek wędzarniczy typ WM-H-5/2000 |
6 |
145 |
250 |
kg |
1000 |
1000 |
1000 |
65/78 |
315/328 |
- |
- |
- |
- |
3 |
Dymogenerator.żarowy typ MDD 29.06 |
8 |
4 |
50 |
kg/h |
1130 |
800 |
1760 |
312 |
362 |
1,1 |
1,1 |
0,05 |
- |
4 |
Nadziewarka Typ - MN 10 |
5 |
1 |
300-400 |
kg/h |
560 |
520 |
1230 |
182 |
482/582 |
0,75 |
- |
- |
- |
5 |
Mieszalnik typ M-200 |
3 |
1 |
200 |
dm3 |
1530 |
910 |
1150 |
450 |
650 |
4 |
- |
- |
- |
6 |
Wilk typ W-82 AN Ø3-16 |
1 |
1 |
100-600 |
kg/h |
700 |
425 |
640 |
100 |
- |
1,5 |
- |
- |
- |
7 |
Waga typ JZUK - 30.6 |
2 |
1 |
3000 |
kg |
1300 |
700 |
1750 |
- |
- |
- |
- |
- |
- |
8 |
Podnośnik do wózków typ MPD 01.07 |
4 |
5 |
300 |
kg |
270 |
650 |
2380 |
442 |
742 |
- |
- |
- |
- |
9 |
Wózek paletowy z wagą WWT 4.2000S |
|
4 |
2000 |
kg |
1200 |
550 |
1365 |
120 |
2120 |
- |
- |
- |
- |
10 |
Pojemnik na surow. typ 6794 |
|
1504 |
30 |
kg |
600 |
400 |
324 |
2,7 |
- |
- |
- |
- |
- |
11 |
Pojemnik na wyrób gotowy typ 6795 |
|
692 |
30 |
kg |
600 |
400 |
300 |
2,7 |
- |
- |
- |
- |
- |
12 |
Myjka pojemników MP-300 |
13 |
1 |
300 |
pojemników |
3240 +2300 |
1010 |
2000 |
600 |
- |
7,5 |
- |
- |
- |
(-) brak danych w kartach katalogowych bądź dane te są zbędne dla funkcjonowania urządzenia |
|
|
|
|
|
|
||||||||
5. GOSPODARKA MAGAZYNOWA
MAGAZYN - jednostka organizacyjno-funkcjonalna zajmująca się magazynowaniem dóbr materialnych czasowo wyłączonych z użycia lub zużycia, dysponująca wyodrębnioną na ten cel przestrzenią oraz środkami technicznymi i organizacyjnymi, przeznaczonymi dla ruchu zapasów oraz obsługi tego ruchu i stanu zapasów.
POJEMNOŚĆ MAGAZYNU - jest to największa ilość zapasu, która bez szkody dla towarów i budowli może być stale w niej przechowywana nie powodując zmniejszenia przepustowości ani innych parametrów techniczno-ekonomicznych charakteryzujących dany magazyn.
PRZEPUSTOWOŚĆ MAGAZYNU - określa się przez podanie ilości przyjętych bądź wydanych z magazynu towarów w jednostce czasu. Za przepustowość magazynu przyjmuje się ilość przyjęć lub wydań w zależności, która wielkość jest mniejsza.
Podstawowym kryterium lokalizacji magazynów jest skracanie drogi transportu materiału składowanego z pomieszczenia magazynowego do miejsca jego odbioru lub miejsca, z którego ten materiał odbieramy.
Danymi wyjściowymi do określania powierzchni pomieszczeń magazynowych są:
ilość składowanego materiału,
sposób składowania,
technologia procesu magazynowania.
Ilość składowanego materiału wynika z wielkości zapasów, które są określone normatywnie.
Ustalanie normatywu zapasów magazynowych ( N )
Ni - normatyw zapasów magazynowych dla każdego asortymentu, [ zmiana]
Obliczanie wielkości zapasu magazynowego
M - zapas magazynowy - ilość materiału, która zabezpiecza ciągłość produkcji w czasie N
Mi= Ni * mi
mi - ilość materiału zużywana w ciągu jednostki czasu, [ kg / zmianę ]
Ustalenie sposobu składowania materiału magazynowego.
Sposób składowania jest ściśle związany z ENO (eksploatacyjna norma obciążenia powierzchni magazynowej), wyznaczającą powierzchnię składową pomieszczenia magazynowego:
ENOi - eksploatacyjna norma obciążenia powierzchni magazynowej asortymentem,
[ kg / m2; m3 / m2; szt / m2 ]
Paleta europejska
800 mm
1200 mm
Powierzchnia użytkowa - powierzchnia palety powiększona o 10
%
. 900 mm
1300 mm
Obliczenie powierzchni składowej ( Ps )
Psi= ![]()
[ m2 ]
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
Obliczenie powierzchni całkowitej magazynu
Pc = Ps + Pm + Pt + Pa
Oznaczenia:
Pc - powierzchnia całkowita,
Ps - powierzchnia składowa,
Pm - powierzchnia na cele manipulacyjne ( jest przeznaczona na wydawanie i przyjmowanie materiałów oraz związane z tym operacje np. liczenie, ważenie),
Pt - powierzchnia na cele transportowo - komunikacyjne ( wynika z zastosowanych środków transportowych oraz ze sposobu składowania),
Pa - powierzchnia na cele administracyjno - biurowe (zależy od ilości pracowników)
Pskł= Σ Psi
Obliczenie orientacyjnej powierzchni składowej.
Pskł= km * Pc
km - wskaźnik wykorzystania powierzchni magazynowych, 0,2 ÷ 0,5
Pc = ![]()
Sposób rozmieszczenia materiału w magazynie - przestrzenne rozmieszczenie procesu produkcyjnego
Określenie całkowitej powierzchni magazynu na podstawie przestrzennego rozmieszczenia procesu produkcyjnego PCrz
Obliczenie rzeczywistego wskaźnika wykorzystania powierzchni magazynowych
km = ![]()
5.1 MAGAZYN SUROWCA:
Obliczam normatyw zapasu ( Ni ):
Ni = 1 doba = 3 zmiany
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Ustalam zapas magazynowy dla poszczególnych surowców mięsnych :
MIĘSO WIEPRZOWE I KLASA
Mwi I kl = 517,2 kg/zmianę * 3 zmiany * 1 doba
Mwi I kl = 1551,6 kg
MIĘSO WIEPRZOWE II KLASA
Mwi II kl = 862 kg/zmianę * 3 zmiany * 1 doba
Mwi II kl =2 586 kg
MIĘSO WOŁOWE I KLASA
Mwo I kl = 344,7 kg/zmianę * 3 zmiany * 1 doba
Mwo I kl = 1 034,1 kg
Ustalam sposób składowania materiału zapasowego:
magazynie stosujemy tzw. europalety o wymiarach 1300mm x 900mm
Na jednej palecie umieszczone są 4 pojemniki
Typ 6794
O nośności 30 kg
Nośności w słupkach 400 kg
Wadze 2,7 kg
Długości 600mm
Szerokości 400mm
Wysokości 324mm
Które są odpowiednio dopasowane do wielkości palety.
1300 mm
600 mm
400 mm
900 mm
widok od frontu
1368 mm
342 mm
Rozmieszczenie na rysunku:
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi )
[ kg / m2; m3 / m2; szt / m2 ]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt.]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia opakowania dla danego surowca [m2]
ENOi = ![]()
ENOi = 410,2 kg/ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
MIĘSO WIEPRZOWE I KLASA
Mwi I kl = 1551,6 kg
ENOi = 410,2 kg/ m2
Psi= ![]()
[ m2 ]
PI = ![]()
PI = 3,78 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pI = ![]()
L pI = 3,23 ≈ 3 palety.
MIĘSO WIEPRZOWE II KLASA
Mwi II kl =2 586 kg
ENOi = 410,2 kg/ m2
Psi= ![]()
[ m2 ]
PII = ![]()
PII = 6,3 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pII = ![]()
L pII = 5,38 ≈ 5 palet.
MIĘSO WOŁOWE I KLASA
Mwo I kl = 1 034,1 kg
ENOi = 410,2 kg/ m2
Psi= ![]()
[ m2 ]
PIII = ![]()
PIII = 2,52 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pIII = ![]()
L pIII = 2,15 ≈ 2 palety.
Obliczam sumaryczną liczbę palet potrzebną w magazynie surowców:
L p = L pI + L pII + L pIII
L p = 3+5+2 = 10 palet.
Obliczam powierzchnię składową całego magazynu (Pskł ):
Pskł = ∑ Pskłi
Pskł = PI + PII + PIII
Pskł = 3,78 m2 + 6,3 m2 + 2,52 m2
Pskł = 12,6 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = o,3
Pc = ![]()
Pc = 42 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 53,44
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = o,25
5.2 MAGAZYN DODATKÓW:
PRZYPRAWY
Obliczam normatyw zapasu ( Ni ):
Ni = 1 miesiąc = około 30 dni.
Praca 5 dni w tygodniu
5 dni * 3 zmiany/dzień = 15 zmian
15 zmian * 4 tygodnie = 60 zmian
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 9,35 kg / zmianę
Mi = 9,35kg / zmianę * 60 zmian
Mi = 561 kg
Ustalam sposób składowania materiału zapasowego:
stosowane palety o wymiarach 1300 x 900 mm
na 1 palecie mieszczą się 4 worki papierowe ważące 25 kg,
spiętrzone 6-krotne (wymiar 600 x 400 mm x 200 mm)
1300 mm
600 mm
400 mm
900 mm
widok od frontu
200 mm 1200 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi )
[ kg / m2; m3 / m2; szt / m2 ]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia opakowania dla danego surowca [m2]
ENOi = ![]()
ENOi = 512,82 kg/ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
Pp = ![]()
Pp = 1,09 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pp= ![]()
L pp = 0,94 ≈ 1 paleta.
OSŁONKI
Obliczam normatyw zapasu ( Ni ):
Ni = 7 dni = 21 zmian
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 1,72 kg / zmianę
Mi = 1,72kg / zmianę * 21 zmian
Mi = 36,12 kg
Ustalam sposób składowania materiału zapasowego:
stosowane są osłonki poliamidowe INCO Super,
osłonki należy przechowywać w opakowaniach fabrycznych w pomieszczeniach magazynowych czystych i suchych, zamkniętych, zabezpieczonych od bezpośredniego wpływu urządzeń grzewczych.
opakowanie osłonki należy otwierać bezpośrednio przed użyciem i przewozić w opakowaniach fabrycznych krytymi środkami transportu
rolki 1000 metrowe pakowane w folię i karton o wymiarach:
400 x 600 x 100 mm
(1000 mb ≈ 3,60 kg),
składowane na palecie o wymiarach 1300 x 900 mm
kartony są 4 obok siebie w jednej warstwie.
2803 mb ≈ 10,1 kg
1300 mm
600 mm
400 mm
900 mm
widok od frontu
400 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi ) [ kg / m2]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia opakowania dla danego surowca [m2]
ENOi = ![]()
ENOi = 34,53kg/ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
Po = ![]()
Po = 1,04 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L po = ![]()
L po = 0,9 ≈ 1 paleta.
WIÓRY WĘDZARNICZE
Obliczam normatyw zapasu ( Ni ):
Ni = 5 dni
5 dni * 3 zmiany/dzień = 15 zmian
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 12 kg / h
12 kg / h *8h/ zmianę = 96 kg / zmianę
Mi = 96 kg / zmianę * 15 zmian
Mi = 1440 kg
Ustalam sposób składowania materiału zapasowego:
na 1 palecie mieszczą się 4 worki papierowe o pojemności 40 kg,
spiętrzone 4-krotne (wymiar worka - 600 x 400 mm x 300 mm)
składowane na palecie o wymiarach 1300 x 900 mm
1300 mm
600 mm
400 mm
900 mm
widok od frontu
1200mm
300 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi ) [ kg / m2]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia opakowania dla danego surowca [m2]
ENOi = ![]()
ENOi = 547 kg/ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
Pw = ![]()
Pw = 2,6 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pw = ![]()
L pw = 2,2 ≈ 2 palet.
Obliczam sumaryczną liczbę palet potrzebną w magazynie surowców:
L p = L pp + L po + L pw
L p = 1 + 1 + 2
L p = 4 palet.
Obliczam powierzchnię składową całego magazynu (Pskł ):
Pskł = ∑ Pskłi
Pskł = Pp + Po + Pw
Pskł = 1,09 + 1,04 + 2,6
Pskł = 4,73 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = o,3
Pc = ![]()
Pc = 15,76 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 23,02
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = 0,21
5.3 POWIERZCHNIA NA PRODUKTY GOTOWE:
Obliczam normatyw zapasu ( Ni ):
Ni = 1 doba = 3 zmiany.
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 1559,9 kg / zmianę
Mi = 1559,9 kg / zmianę * 3 zmiany
Mi = 4679,7 kg
Ustalam sposób składowania materiału zapasowego:
na 1 palecie mieszczą się 4 pojemniki
Typ 6795
O nośności 30 kg
Nośności w słupkach 150 kg
Wadze 2,7 kg
Długości 600mm
Szerokości 400mm
Wysokości 300mm
spiętrzone 5-krotne
składowane na palecie euro o wymiarach 1300 x 900 mm
1300 mm
600 mm
400 mm
900 mm
widok od frontu
1500 mm
300 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi ) [ kg / m2]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia opakowania dla danego surowca [m2]
ENOi = ![]()
ENOi = 512,82 kg/ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania zapasu określonego asortymentu
Pwg = ![]()
Pwg = 9,12 m2
Obliczam liczbę palet potrzebnych do przechowywania danego surowca:
L pwg = ![]()
L pwg = 7,79 ≈ 8 palet.
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = o,3
Pc = ![]()
Pc = 30,4 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 37,44
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = 0,24
POWIERZCHNIW POMOCNICZE :
5.4 POWIERZCHNIA OSADZALNI:
Obliczam normatyw zapasu ( Ni ):
Ni = 24h = 3 zmiany.
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 1666,6kg / zmianę
Mi = 1666,6kg / zmianę * 3 zmiany
Mi = 4999,8 kg
Ustalam sposób składowania materiału zapasowego:
Specjalne pomieszczenie przy komorze wędzarniczej
Na wózkach wędzarniczych
Wózek wędzarniczy WM-GT-8/2000 GT
O pojemności 250 kg
Długości 1000mm
Szerokości 1000mm
Wysokości 2000mm
Ilość półek w wózku - 5szt.
Ilość prętów w wózku - 15 szt.
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi )
[ kg / m2]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia wózka wędzarniczego z uwzględnieniem powierzchni manipulacyjnej [m2]
ENOi = ![]()
ENOi = 173,6 kg / m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania określonego asortymentu
Pwg = ![]()
Pwg = 28,8 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = 0,3
Pc = ![]()
Pc = 96 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 59,9
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = 0,48
5.5 POWIERZCHNIA PODSUSZANIA :
Obliczam normatyw zapasu ( Ni ):
Ni = 6h = ![]()
zmiany.
Obliczam zapas magazynowy ( Mi ):
Mi = mi * Ni
Oznaczenia:
Mi - zapas magazynowy
mi - wielkość produkcji [ kg/dobę ]
Ni - normatyw zapasu
Wielkość produkcji = 1583,45 kg / zmianę
Mi = 1583,45 kg / zmianę * ![]()
zmiany
Mi =1187,59 kg
Ustalam sposób składowania materiału zapasowego:
Specjalne pomieszczenie przy komorze wędzarniczej
Na wózkach wędzarniczych
Wózek wędzarniczy WM-GT-8/2000 GT
O pojemności 250 kg
Długości 1000mm
Szerokości 1000mm
Wysokości 2000mm
Ilość półek w wózku - 5szt.
Ilość prętów w wózku - 15 szt.
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi )
[ kg / m2]
ENOi = ni * ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt]
Ni - masa jednego opakowania danego surowca [kg]
pi - powierzchnia wózka wędzarniczego z uwzględnieniem powierzchni manipulacyjnej [m2]
ENOi = ![]()
ENOi = 173,6 kg / m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania określonego asortymentu
Pwg = ![]()
Pwg = 6,84 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie
km = 0,3
Pc = ![]()
Pc = 22,8 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 24,29
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = 0,28
5.6 MAGAZYN OPAKOWAŃ BRUDNYCH:
Liczba składowanych pojemników brudnych została obliczona na podstawie wielkości składowanych w nich surowców przeznaczonych do produkcji zmianowej i ilości pojemników wracających od odbiorców równej wielkości produkcji zmianowej. Czas rotacji pojemników wynosi 24godzin - 1 zmiana.
Pojemniki na surowiec
w magazynie stosujemy tzw. europalety o wymiarach 1300mm x 900mm
Na jednej palecie umieszczone są 4 pojemniki
Typ 6794
O nośności 30 kg
Nośności w słupkach 400 kg
Wadze 2,7 kg
Długości - 600mm
Szerokości - 400mm
Wysokości - 324mm
Obliczam ilość cykli przy wykorzystaniu wzoru
τ = 8 h
T = 24 h
i = 8 / 48 = 0,17 cyklu / zmianę
Obliczam ilość pojemników przy wykorzystaniu wzoru
![]()
m- masa surowca, która będzie przerobiona w ciągu zmiany
mp - masa pojemnika [kg]
k - współczynnik wykorzystania objętości waha się od 0,8 - 0,9
i - ilość cykli [cykl/zmianę]
Mięso wieprzowe kl.I
m = 517,2 kg / zmianę
mp = 30 kg
k = 0,9
i = 0,17 cyklu / zmianę
ns1 = ![]()
ns1 = 112,7 ≈ 113 pojemników.
Mięso wieprzowe kl.II
m = 862 kg / zmianę
mp = 30 kg
k = 0,9
i = 0,17 cyklu / zmianę
ns2 = ![]()
ns2 = 187,8 ≈ 188 pojemników
Mięso wieprzowe kl.III
m = 344,7 kg / zmianę
mp = 30 kg
k = 0,9
i = 0,17 cyklu
ns3 = ![]()
ns3 = 75 pojemników
Pojemniki na produkt gotowy
Typ 6795
O nośności 30 kg
Nośności w słupkach 150 kg
Wadze 2,7 kg
Długości 600mm
Szerokości 400mm
Wysokości 300mm
Obliczam ilość cykli przy wykorzystaniu wzoru
τ = 8 h
T = h
i = 8 / 48 = 0,17 cyklu / zmianę
Obliczam ilość pojemników przy wykorzystaniu wzoru
![]()
m- masa surowca, która będzie przerobiona w ciągu zmiany
mp - masa pojemnika [kg]
k - współczynnik wykorzystania objętości waha się od 0,8 - 0,9
i - ilość cykli [cykl/zmianę]
Produkt gotowy
m = 1559,9 kg / zmianę
mp = 30kg
k = 0,9
i = 0,17 cyklu / zmianę
ng = ![]()
ng = 339,8 ≈ 340 pojemników
Obliczam ilość pojemników w sumie:
ns = ns1+ns2+ns3 /1 zmianę *3
ns = (113+188+75) * 3
ns = 1128 pojemników + 376 pojemników zapasu
ns = 1504 pojemniki
ng = 173 /1 zmianę *3
ng = 519 pojemników + 173 pojemniki zapasu
ng = 692 pojemniki
suma = 1504 + 692 = 2196 pojemników
Ustalam sposób magazynowania :
na 1 palecie mieszczą się 4 pojemniki
Typ 6795
O nośności 30 kg
Nośności w słupkach 150 kg
Wadze 2,7 kg
Długości 600mm
Szerokości 400mm
Wysokości 300mm
spiętrzone 10-krotne
składowane na palecie euro o wymiarach 1300 x 900 mm
Które są odpowiednio dopasowane do wielkości palety.
1300 mm
600 mm
400 mm
900 mm
widok od frontu
3000 mm
300 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi ) [ kg / m2]
ENOi = ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt.]
pi - powierzchnia opakowania dla danego surowca [ m2 ]
ENOi = ![]()
ENOi = 42 szt./ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania określonego asortymentu
Pwg = ![]()
Pwg = 52,3 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = 0,3
Pc = ![]()
Pc = 174,3 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 108,53
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = 0,48
5.7 MAGAZYN POJEMNIKÓW CZYSTYCH
Ilość pojemników czystych będzie taka sama jak pojemników brudnych.
2196 pojemników .
Ustalam sposób magazynowania :
na 1 palecie mieszczą się 4 pojemniki
Typ 6795
O nośności 30 kg
Nośności w słupkach 150 kg
Wadze 2,7 kg
Długości 600mm
Szerokości 400mm
Wysokości 300mm
spiętrzone 10-krotne
składowane na palecie euro o wymiarach 1300 x 900 mm
Które są odpowiednio dopasowane do wielkości palety.
1300 mm
600 mm
400 mm
900 mm
widok od frontu
3000 mm
300 mm
Obliczam eksploatacyjną normę obciążenia powierzchni magazynowej asortymentem, ( ENOi ) [ kg / m2]
ENOi = ![]()
Oznaczenia:
ni - ilość opakowań danego surowca na jednej palecie [szt.]
pi - powierzchnia opakowania dla danego surowca [ m2 ]
ENOi = ![]()
ENOi = 42 szt./ m2
Obliczam powierzchnie składowe ( Ps )
Psi= ![]()
[ m2 ]
Oznaczenia:
Psi - powierzchnia składowa potrzebna do przechowania określonego asortymentu
Pwg = ![]()
Pwg = 52,3 m2
Obliczam powierzchnie orientacyjną magazynu ( Pc ):
Pc = ![]()
Oznaczenia:
km - współczynnik wykorzystania powierzchni magazynowej,
który mieści się w zakresie 0,2 - 0,5.
Założenie:
km = 0,3
Pc = ![]()
Pc = 174,3 m2
Na podstawie rysunku obliczam powierzchnię całkowitą magazynu:
Pcrz = 121,3
Obliczam rzeczywisty współczynnik wykorzystania powierzchni magazynowej km dla powierzchni ustalonej z rysunku.
km = ![]()
km = ![]()
km = 0,43
5.7 POWIERZCHNIE NA MYCIE:
Jest to powierzchnia przeznaczona na uniwersalną maszynę do mycia dla pojemników, wózków i kijów wędzarniczych.
W zakładzie jest maszyna do mycia pojemników:
Typ MP - 300
O wydajności do 300 pojemników
Długości 3240 +2300mm
Szerokości 1010mm
Wysokości 2000mm
Masa całego zestawu 600 kg.
Jest ona umieszczona między magazynem pojemników brudnych i czystych, do niej trafiają pojemniki, wózki i kije wędzarnicze, brudne, które przeszły etapy produkcji i nie będą już wykorzystywane na tej zmianie.
Są one umieszczone w magazynie pojemników brudnych i dlatego, wielkość powierzchni myjącej jest zależna tylko od maszyny myjącej.
Należy jeszcze uwzględnić miejsce dla pracowników.
TRANSPORT WEWNĘTRZNY
pełny pusty
Magazyn surowców WILK Magazyn pojemników brudnych
Odczytuję masę przewożonego surowca:
Mwp I = 517,3 kg
MwpII = 862 kg
MwoI = 344,7 kg
Obliczam natężenie przewozu trasy
m = ![]()
Oznaczenia:
M - ilość materiału jaka ma być przewieziona w jednostce czasu
tzm - czas w którym materiał ma być przewieziony
czyli 8 h = 1 zmiana
mI = ![]()
= 517,3 kg
mII = ![]()
= 862 kg
mIII = ![]()
= 344,7 kg
Odczytuję długość trasy z rysunku:
Z magazynu na halę produkcyjną do wilka
LMsW = 3,5 m
Z pustymi pojemnikami do magazynu pojemników brudnych
LWMb = 13 m
Ustalam środek transportu:
Pojemnik na surowiec - 30 kg ustawione na euro paletach, które są przewożone przez pracownika na wózku paletowym z wagą, o możliwościach transportowych do 2000 kg.
Zakład dysponuje 4 wózkami paletowymi z wagą.
Moja linia technologiczna jest tak ustawiona iż nie używa się innych środków transportu jak tylko wózki paletowe, palety i pojemniki,
a na hali produkcyjnej tylko wózki wędzarnicze. W innym szczególnym wypadku używa się wózków wędzarniczych.
WÓZKI WĘDZARNICZE:
Obliczam czas pracy wózka w jednym cyklu:
Tzał + To + Tkw + Tp + Troz
Oznaczenia
Tzał - czas załadunku z nadziewarki
To - czas spędzony w osadzalniku
Tkw - czas spędzony w komorze wędzarniczej
Tp - czas spędzony na podsuszanie
Troz - czas rozładunku przy przenoszeniu do magazynu
Czas załadunku i rozładunku można pominąć, ponieważ w porównaniu z pozostałymi czasami, jest on bardzo mały.
To - 24h
Tkw - 24h
Tp - 6h
Czas pracy wózka wynosi = 54h
Obliczam ilość cykli jakie zrobi wózek:
![]()
[cykli/zmianę]
Oznaczenia:
τ - czas dysponowany (ilość godzin na zmianę)
T - czas trwania realizowanego procesu (ilość godzin na cykl)
i = ![]()
i = 0,15 cyklu/zmianę.
Obliczam liczbę wózków wędzarniczych Typ WM-H-5/2000:
![]()
Oznaczenia:
Wr - wydajność robocza odczytana z schematu blokowego procesu technologicznego (wyjściowa z nadziewarki)
qr - pojemność robocza wózka[kg]
i - ilość cykli [cykl/zmianę]
n = ![]()
n = 28,5 ≈ 29 wózków wędzarniczych / zmianę
29 * 3 zmiany = 87 wózków / dobę
Te wózki, które są napełnione nie wrócą wcześniej niż po 54h, nie doliczając mycia, co oczywiście należy jeszcze uwzględnić. Produkcja będzie potrzebować dużo wózków wędzarniczych.
Doliczam jeszcze 29 wózków dodatkowych na zmianę - zapas, czyli liczba wózków wyniesie 145.
54
MAGAZYNOWANIE
PODSUSZANIE
6 h, 10-20˚ C
dym
dym
KOMORA
WĘDZARNICZA
24 h
OSADZALNIK
24 h , 2-6˚ C
NADZIEWARKA
Ø 30 mm 18-20 cm dł.
Magazynowanie
Podsuszanie
6 h, 10-20˚ C
dym
dym
Wędzenie
24 h
Osadzanie
24 h , 2-6˚ C
Nadziewanie
Ø 30 mm 18-20 cm dł.
osłonki
Mieszanie
20 min
przyprawy
Rozdrabnianie
Ø 10 mm
Rozdrabnianie
Ø 10 mm
Rozdrabnianie
Ø 10 mm
osłonki
MIESZALNIK
20 `
przyprawy
WILK
Ø 10 mm
WILK
Ø 10 mm
WILK
Ø 10 mm
30 kg
30 kg
30 kg
30 kg
25 kg
25 kg
25 kg
25 kg
10,1 kg
10,1 kg
10,1 kg
10,1 kg
40 kg
40 kg
40 kg
40 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
30 kg
Wyszukiwarka