Definicja i własności martenzytu
Hartowanie.
Hartowanie martenzytyczne polega na nagrzewaniu stali do temperatury austenityzowania, wygrzaniu w tej temperaturze i oziębieniu z szybkością większą od krytycznej w celu uzyskania struktury martenzytycznej. Nagrzewanie do temperatury austenityzowania musi odbywać się z szybkością uniemożliwiającą pęknięcia w wyniku naprężeń cieplnych. Z tego względu często, przede wszystkim w przypadku przedmiotów o skomplikowanym kształcie i rozwiniętej powierzchni, nagrzewanie jest stopniowe z wygrzaniem w kilku temperaturach pośrednich, w czasie umożliwiającym wyrównanie temperatury w całym przekroju obrabianego cieplnie przedmiotu.
Temperatura austenityzowania w przypadku stali węglowych podeutektoidalnych jest o 30 do 50 °C wyższa od temperatury Ac3. Wyższa temperatura austenityzowania powoduje nadmierny rozrost ziarn austenitu, co decyduje o uzyskaniu struktury martenzytu grubolistwowego w wyniku hartowania, powodującego pogorszenie własności mechanicznych i użytkowych oraz zwiększenie grubości stali.
Stale węglowe nadeutektoidalne austenizuje się w temperaturze od 30 do 50 °C wyższej od Ac1,3. Zwiększenie temperatury austenizowania powoduje pogorszenie własności martenzytu oraz wystąpienie siatki cementytu wtórnego na granicach ziarn austenitu pierwotnego, co - ze względu na bardzo dużą kruchość - dyskwalifikuje przedmiot tak obrobiony cieplnie.
Stale stopowe, zwłaszcza narzędziowe klasy nadeutektoidalnej lub ledeburytycznej, w tym szybkotnące, są austenityzowane w temperaturze znacznie wyższej. Dopiero w takich warunkach następuje rozpuszczenie węglików w austenicie i nasycenie go węglem oraz pierwiastkami stopowymi, co umożliwia uzyskanie wymaganych własności po całkowicie wykonanej obróbce cieplnej.
Stal hartowana.
Hartowność stali.
Hartownością nazywamy zdolność stali do tworzenia struktury martenzytycznej wskutek odpowiednio szybkiego chłodzenia od temperatury austenityzowania. Hartowność określana jest jako grubość warstwy martenzytycznej lub częściowo martenzytycznej, mierzonej na przekroju hartowanego przedmiotu.
Prędkość krytyczna.
Prędkością krytyczną nazywamy prędkość chłodzenia styczną do krzywej początku przemiany austenitu w perlit.
Szybkość chłodzenia Vkr to prędkość krytyczna - jest to minimalna prędkość chłodzenia umożliwiająca przemianę martenzytyczną.
Średnica krytyczna.
Podczas chłodzenia przedmiotu, najszybciej chłodzi się jego powierzchnia a najwolniej środek. Uzyskanie więc w całym przekroju struktury martenzytycznej jest uzależnione od odpowiedniej szybkości chłodzenia jego środka. Z powodu zbyt dużego przekroju środkowa część przedmiotu może nie zahartować się gdyż jej chłodzenie będzie zbyt powolne. Otrzymamy wtedy strukturę martenzytyczną tylko w warstwie zewnętrznej. Dla przedmiotów z tej samej stali ale o różnych średnicach w danych warunkach chłodzenia można obliczyć największą średnicę przekroju dla której jest możliwe zahartowanie na wskroś. Średnica ta nosi nazwę średnicy krytycznej.
Wykres CTP.
Wykres CTP przedstawia przemianę austenitu pod wpływem chłodzenia.
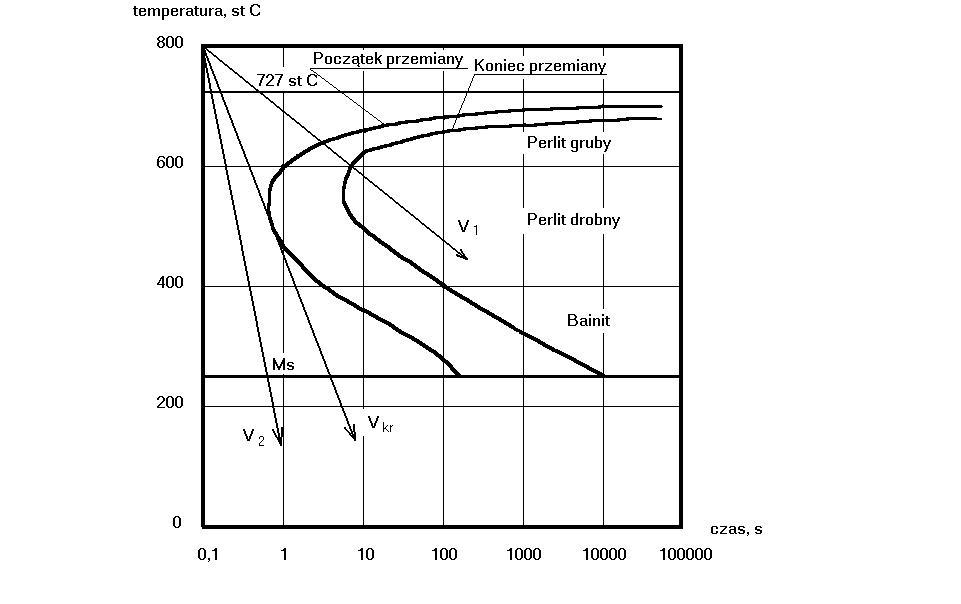
Odległość między liniami początku i końca przemiany określa szybkość przemiany austenitu.
Z krzywych CTP możemy wywnioskować że poniżej temperatury A1 trwałość austenitu jest bardzo duża dlatego mała jest szybkość przemiany, wraz ze wzrostem chłodzenia szybkość przemiany wzrasta osiągając największą wartość w zakresie od 550 ÷ 600°C. W skutek dalszego obniżania temperatury szybkość przemiany austenitu maleje. W temperaturze ok. 250 °C austenit osiąga ponownie dużą trwałość a szybkość jego rozkładu spada do minimum. Poniżej linii Ms przemiana austenitu ma charakter bez dyfuzyjny, co tłumaczy zanik linii początku i końca przemiany poniżej tej linii.
Szybkość chłodzenia Vkr to prędkość krytyczna - jest to minimalna prędkość chłodzenia umożliwiająca przemianę martenzytyczną.
WYŻARZANIE
Wyżarzanie
Jest to zabieg cieplny polegający na nagrzewaniu metalu do wymaganej temperatury, wygrzewaniu w niej i następnie powolnym chłodzeniu do temperatury otoczenia . Każde wyżarzanie ma na celu osiągnięcie odpowiednich własności materiału.
W niektórych rodzajach wyżarzania zachodzą przemiany ferryt w austenit i perlit w austenit.
Wyżarzanie ujednoradniające
Inaczej nazywane jest homogenizacją, jest zabiegiem cieplnym polegającym na nagrzaniu stali do temperatury powyżej linii GSE na wykresie układu żelazo-węgiel, często o 100-250oC poniżej solidusu .
Ujednorodnianie przeprowadzamy zwykle na wlewkach, zwłaszcza stali stopowej lub odlewach staliwnych. Ujednoradnianie ma na celu usunięcie drogą dyfuzji w stanie stałym niejednorodności chemicznej ziaren (segregacji dendrytycznej) i częściowo wydzieleń na granicach ziaren. Proces ujednoradniania odbywa się w temperaturze 11000C-11500C w czasie 12-15 godzin, a powolne studzenie przeprowadzamy do temperatury 200-250oC.
Wyżarzanie normalizujące
Nazywane jest inaczej normalizowaniem i polega na nagrzaniu staliwa do temperatury 500C powyżej przemiany A3 lub Acm, wygrzaniu aż do usunięcia roztworu węgla w Fe γ i studzeniu w spokojnym powietrzu. Normalizowanie przeprowadzamy w celu otrzymania jednorodności i rozdrobnionej struktury, co polepsza własności wytrzymałościowe stali oraz jej przydatność do obróbki skrawaniem.
Wyżarzanie zupełne
Jest pewną odmianą wyżarzania normalizującego. W tym przypadku nagrzewanie i wygrzewanie przeprowadzamy identycznie, jak dla normalizowania, natomiast chłodzenie jest powolniejsze i odbywa się w zakresie przemian w piecu który stygnie bardzo wolno. Pozwala to na całkowite przeprowadzenie przemian fazowych w stali zgodnie ze stanem równowagi. Dzięki temu uzyskuje się dobrą plastyczność stali, małą twardość i dobrą obrabialność. Wyżarzanie zupełne stosuje się głównie do stali stopowych, które przy większych szybkościach chłodzenia wykazują skłonność do powstawania struktur twardych, jak np. martenzyt.
Wyżarzanie sferoidyzujące
Sferoidyzowanie polega na nagrzaniu stali do temperatury zbliżonej do AC1, wygrzaniu w tej temperaturze przez pewien czas (kilkanaście godzin) oraz wolnym chłodzeniu, aby przejść do temperatury Ar1. Po takiej obróbce cieplnej otrzymuje się strukturę cementytu kulkowego na tle ferrytycznym. Temperatura wyżarzania sferoidyzującego stali węglowych jest zmienna i wzrasta wraz z zawartością węgla w stali. Po sferoidyzowaniu otrzymujemy strukturę dość różną w zależności od rodzaju stali, temperatury, czasu wygrzewania oraz do skłonności stali do gruboziarnistości lub drobnoziarnistości.
Niekiedy w celu przeprowadzenia zmiękczania stosuje się wygrzewanie wahadłowe stali. Polega ono na ogrzaniu stali do temperatury przekraczającej temperaturę przemiany AC1 oraz na studzeniu do temperatury niższej od temperatury przemiany Ar1 . Taki cykl zmian temperatury powtarza się kilkakrotnie. Wyżarzanie zmiękczające stosuje się głównie do tych stali, w których występują duże kryształy cementytu w perlicie oraz siatka cementytu otaczają pierwotne ziarna austenitu. Wygrzewanie to wokół punktu A1 prowadzi do rozdrobnienia cementytu.
Wyżarzanie rekrystalizujące
Przeprowadzamy je po zgniocie na zimno. Temperatura rekrystalizacji stali jest zależna od zawartości węgla: dla żelaza elektrolitycznego wynosi ok. 4400C i wzrasta z ilością węgla do około 550oC przy zgniocie 50%.
Wyżarzanie odprężające
Przeprowadzane jest w celu usunięcia naprężeń istniejących w tworzywie, za pomocą obróbki cieplnej, bez przeprowadzania zmian strukturalnych w materiale (stali). Naprężenia powstają w odlewach, w spoinach, w częściach hartowanych lub po zgniocie. Mogą być czasami bardzo duże, bliskie naprężeniom niszczącym.
Usuwamy je za pomocą wyżarzania odprężającego. Przedmiot nagrzewany jest do odpowiedniej temperatury (materiały umocnione zgniotem na zimno do temperatury rekrystalizacji), wygrzewamy w niej przez pewien czas i następnie wolno chłodzimy. W zależności od rodzaju materiału, jego stanu oraz od przyczyn wywołujących naprężenia, stosuje się różne temperatury i czasy wygrzewania. Zwykle wygrzewa się w czasach dochodzących do kilku godzin, tym krócej, im wyższa jest temperatura. Staliwa lub żeliwa oraz przedmioty spawane, można odprężać w temperaturach dość wysokich, nawet do 650oC, ponieważ ich struktura jeszcze prawie nie ulega zmianie.
Wyżarzanie stabilizujące
Stabilizowanie, nazywane czasami sezonowaniem, jest to zabieg cieplny, polegający na dłuższym wygrzewaniu przedmiotów stalowych w temperaturze nie przekraczającej zwykle 150oC. Zabieg ten przeprowadza się celem zapewnienia niezmienności wymiarów przedmiotu oraz zmniejszenia naprężeń wewnętrznych. Temperatury stabilizowania stosuje się dość różne, czasami nawet w temperaturze otoczenia, wtedy ten zabieg nazywamy stabilizowaniem naturalnym (sezonowaniem). Szczególnie często stabilizację przeprowadzamy na materiałach stosowanych na sprawdziany oraz dla odlewów żeliwnych.
Odpuszczanie
Odpuszczanie jest obróbką cieplną, którą stosuje się do stali uprzednio zahartowanych. Polega ona na nagrzaniu stali do temperatury niższej od temperatury przemiany Ac1, przetrzymaniu w niej przez pewien czas tak aby zaszły odpowiednie przemiany fazowe, a następnie powolnym chłodzeniu. W ten sposób zmniejszamy na ogół twardość i wytrzymałość, ale podwyższamy udarność. Dokładne badania wykazały, że podczas nagrzewania stali zahartowanej do temperatury w granicach 80-170oC zachodzi przemiana martenzytu tetragonalnego w martenzyt regularny (zmieniają się parametry i układ płatków martenzytu, co jest połączone ze wzrostem twardości).
Odpuszczanie polega na nagrzaniu uprzednio zahartowanej stali do temperatury niższej od temperatury przemiany eutektoidalnej i chłodzeniu do temperatury otoczenia.
Zależnie od stosowanej temperatury rozróżnia się odpuszczanie niskie, średnie i wysokie.
Odpuszczenie niskie - przeprowadza się w zakresie temperatury 150-250oC celem usunięcia naprężeń hartowniczych, przy zachowaniu dużej twardości i odporności na ścieranie.
Odpuszczanie średnie - przeprowadza się w zakresie temperatury 250-500oC w celu uzyskania przez stal dużej wytrzymałości i sprężystości. Twardość ulega przy tym dość znacznemu obniżeniu. Tego rodzaju odpuszczaniu poddaje się sprężyny, resory, matryce, części silników, samochodów itp.
Odpuszczanie wysokie - przeprowadza się w zakresie temperatury powyżej 500oC i poniżej Ac1. Ma ono na celu m.in. uzyskanie możliwie najwyższej udarności dla danej stali, przy jednoczesnym zwiększeniu stosunku Re do Rm. Stal konstrukcyjna odpuszczona wysoko po hartowaniu uzyskuje strukturę sorbityczną i odznacza się z reguły wyższą granicą plastyczności i wyższym wydłużeniem i przewężeniem niż ta sama stal o strukturze perlitycznej. Podczas wysokiego odpuszczania poza zmianami strukturalnymi, zachodzi jednocześnie prawie całkowite usunięcie naprężeń powstałych podczas hartowania. Odpuszczanie wysokie stosuje się do większości stali konstrukcyjnych.
Temperaturę i czas odpuszczania dobiera się w zależności od własności jakie mają być otrzymane.
DEF.MARTENZYTU W STALlrostwor stali węgla w żelazie y o takim samym składzie
chemicznym jak faza początkowa austenitu.Martenzyt jest roztworem stali nienasyconych.
30.WYKRES CTPi przedstawia się na niem przechlodzenie austenitu danych gatunków stali w warunkach chłodzenia izotermicznego.
31 .WYKRES CTPc przedstawia się przech lodzenia austenitu danych gatunków stali w warunkach chłodzenia ciągłego
33. Hartowanie powierzchniowe: polega na szybkim nagrzaniu warstwy wierzchniej przedmiotu do temp. hartowania i następnym szybkim chłodzeniu
Hartowanie:- nazywamy operacją prowadząca do powstania struktury martenzytycznej lub bainitycznej. Hartowanie martenzytyczne polega na nagrzaniu stali do temp. austenityzowania, wygrzaniu w tej temp. i chłodzeniu z szybkością większa niż krytyczna.
34.Definicje i rodzaje wyżarzania:- zabieg cieplny polegający an nagrzaniu metalu do wymaganej temp wygrzaniu w tej tem a następnie studzeniu
RODZAJE WYŻARZANIA :-zachodzace zachodzące przekrystalizowaniem
:ujędraiające,normalizujące,zupełne izotermiczne,zmiękczające;-zachod7ace bez przekrystalizowania stopu :rekrystalizujące ,odprezajaze ^stabilizujące.
Wyżarzanie Uiednoradniaiace- polega na nagraniu stali od 30 do 50 st C powyżej Ac3
wygrzaniu w tej tem a następnie chłodzeniu w spokojnym powietrzu.
Wyżarzanie normalizujące - polega na nagrzaniu stali od 30 do 50 C powyżej Ac3, wygrzaniu w
tej temp. a następnie chłodzenie w spokojnym powietrzu.
Wyżarzanie zupełne -polega na nagrzaniu do temp 30 st C powyżej GSE, wygrzaniu w tej temp a
anstepnie powolnym chłodzeniu w zakresie temp krytycznej.Wyżarzanie zmiękczające - polega na nagrznie do tem pow temp Acl i wygrzaniu w tej temp.
Wyżarzanie rekrystalizujące - polega na nagrzaniu stali uprzednio odkształconej plastycznie na
zimno do temp. wyższej od temp. rekrystalizacji, wygrzaniu i ochłodzeniu do temp. otoczenia. Celem
jest zmniejszenie twardości i wytrzymałości oraz zwiększenie ciagliwosci stali.ODPUSZCZANIE STALI obrubka cieplna która stosuje się tylko do stali uprzednio
zahartowanych polega na nagrzaniu ow stali do tem zawsze poniżej A przetrzymaniu w niej pewien
czas aby zaszły w stali pewne zmiany fazowe i następnym przechlodzeniu RODZJE
ODPUSZCZANIA niskie-w niskiej temp 150-240 ma na celu pewne zmniejszenie kruchości stali z
zachowaniem jednak dużej twardość twardość wytrzy , średnie- przeprowadza się w zakresie temp
250-500ma na celu otrzymanie dużej wytrzy i sprężystości , wysokie -przeprowadza się w temp
powyżej 500 a poniżej Acl ma na celu uzyskanie najwyższej udarności możliwej dla danej stali.Wpływ temp. odpuszczania stali na własności mechaniczne.
Odpuszczanie niskie - w niskiej temp. od 150 do 250 C. ma na celu pewne zmniejszenie króchosci
stali z zachowaniem dużej twardości i wytrzymałości.
Odpuszczanie średnie — odbywa się w temp. od 250 do 500 C. ma na celu otrzymanie dużej
wytrzymałości i sprężystości, przy dosc dobrej ciagliwosci.
Odpuszczanie wysokie w temp. od 500 do Acl, ma na celu otrzymanie dużej ciagliwosci i udarności
przy dobrej wytrzymałości i twardości.
Wyszukiwarka
Podobne podstrony:
Obróbka cieplna, Próba Jominy'ego, 1.HARTOWNOŚĆ - to zdolność do tworzenia struktury martenzytycznej
Wyzarzanie i hartowanie 01.txt, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa,
Wyzarzanie i hartowanie 03, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykł
ćw. 3 - spawanie elektrodą otuloną, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 s
ćw. 3 - spawanie elektrodą otuloną, MiBM (WBMiZ) PP, II Semestr, Obróbka cieplna i spawalnictwo, Spa
Ćw. 8 - Obróbka cieplno - chemiczna - azotowanie, Studia, ROK I, 2 semestr, Obróbka na gorąco, spraw
Obróbka cieplno chemiczn Dobór rodzaju i parametrów hartowania, odpuszczania i wyżarzania a także ut
odlewnicze stopy aluminium i ich obrobka cieplna-struktury, Studia, SEMESTR 3, TPM
I, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, ściągi
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Obróbka cieplna mini, Studia, ZiIP, SEMESTR II, Materiały metalowe
poruszane zagadnienia na wykładzie, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchnio
Obróbka powierzchniowa i cieplna ściąga, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierz
Pytania Obrobka cieplna i powierzchniowa calosc, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i
Str.5 - Obróbka cieplna, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Fluidyzacja, Technologia Żywności i Żywienie Człowieka, IV semestr, Obróbka cieplna produktów spożyw
skrót wykładu, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykłady
Hartowania(ściąga), Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznast
sprawozdanie z metali-hartowność stali konstrukcyjnyc, nauka, zdrowie, materiałoznawstwo, Metaloznas
więcej podobnych podstron