
Jak ustawić parametry w półautomacie –
wyjściowe wartości do spawania
Ostatnio często padało pytanie, jak ustawić półautomat do pracy, żeby nie robić tego na 10 razy na chybił-trafił.
Wspominałem wcześniej o MMA i TIG`u, gdzie mamy jakieś wyjściowe nastawy, a nawet przy elektrodach
otulonych jest wypisany zakres prądu spawania daną grubością, w przypadku półautomatu niesynergicznego też
można zastosować te wartości (ok. 30-40A na 1mm) ale pojawia się pewien szkopuł… W półautomacie z reguły nie
ma Amperomierza!
Wartości jakimi operujemy to napięcie (V) oraz prędkość podawania drutu (m/min).
Poniżej przedstawiam tabelki, które powinny dać wam dobrą podpowiedź, jak wyjściowo ustawić parametry
Napięcie/Posuw, do spawania i ewentualnie dokonać małej korekty tych parametrów pod siebie.
Wszystko dobrze, póki mamy kawałek wyświetlacza jak w modelach
i pokazuje nam, jakie aktualnie mamy
ustawienia. Jednak w większości urządzeń profesjonalnych i garażowych, mig/mag`ach nie ma wyświetlacza, a są
jedynie gałki. Tutaj sprawa jest troszkę gorsza, ale nie bezsensowna.
Najważniejszym dla nas punktem wyjścia będzie informacja od producenta, z instrukcji, od jakiego prądu nasza
maszynka startuje. Np. w urządzeniach profesjonalnych
mamy podane, od ilu V i z jaką prędkością
minimalną startuje urządzenie. Tutaj już jesteśmy w domu, bo możemy się domyślić jak wartości od-do
przeskalować na gałce, aby wybrać pośrednie dla Nas parametry.
Trochę gorzej jest w przypadku urządzeń produkowanych i importowanych z chin. Większość importerów podaje
parametry (wymogi UE) ale mogą one być delikatnie „zniekształcone” więc sami musimy dojść do tego jakie
parametry kiedy się pojawiają.
Poniżej zamieszczam tabelki, które ułatwią Wam ustawienie parametrów spawania, nawet do odpowiedniej grubości
materiału!
STAL CZARNA – wyjściowe parametry do wzorca ogólnego
SPAWANIE DRUTEM LITYM 0,8mm –
OSŁONA GAZOWA MIX (Ar 80%+CO2 20%)
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
0,8
50A
3,0
16,6
1,0
70A
4,0
18,0
2,0
110A
7,0
18,8
3,0
130A
8,0
20,0
4,0
140A
9,0
20,7
SPAWANIE DRUTEM LITYM 1,0mm –
OSŁONA GAZOWA MIX (Ar 80%+CO2 20%)
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
1,5
85A
3,0
17,7
2,0
120A
4,0
18,4
3,0
150A
6,0
19,5
4,0
160A
7,0
20,1
5,0
170A
8,0
22,0
SPAWANIE DRUTEM LITYM 1,2mm –
OSŁONA GAZOWA MIX (Ar 80%+CO2 20%)
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
3,0
150A
4,0
19,5
4,0
170A
5,0
20,0
5,0
200A
6,0
21,0
6,0
220A
7,0
21,9
8,0
250A
8,0
23,5
SPAWANIE DRUTEM LITYM 0,8mm –
OSŁONA GAZOWA CO2
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
0,8
46A
2,8
16,0
1,0
54A
3,0
17,0
2,0
65A
3,9
20,2
3,0
79A
5,1
20,7
4,0
100A
6,9
21,6
SPAWANIE DRUTEM LITYM 1,0mm –
OSŁONA GAZOWA CO2
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
1,0
54A
2,0
17,7
1,5
66A
2,4
19,8
3,0
98A
3,5
18,8
4,0
120A
4,4
20,8
5,0
132A
5,3
23,3
SPAWANIE DRUTEM LITYM 1,2mm –
OSŁONA GAZOWA CO2
INFORMACJE
USTWIENIA
GRUBOŚĆ
MAT.
(mm)
PRĄD
(A)
PRĘDKOŚĆ
(m/min)
NAPIĘCIE
(V)
2,5
110A
2,9
22,5
4,0
146A
4,0
23,5
5,0
169A
5,0
25,5
6,0
187A
5,5
26,7
8,0
215A
6,8
29,1
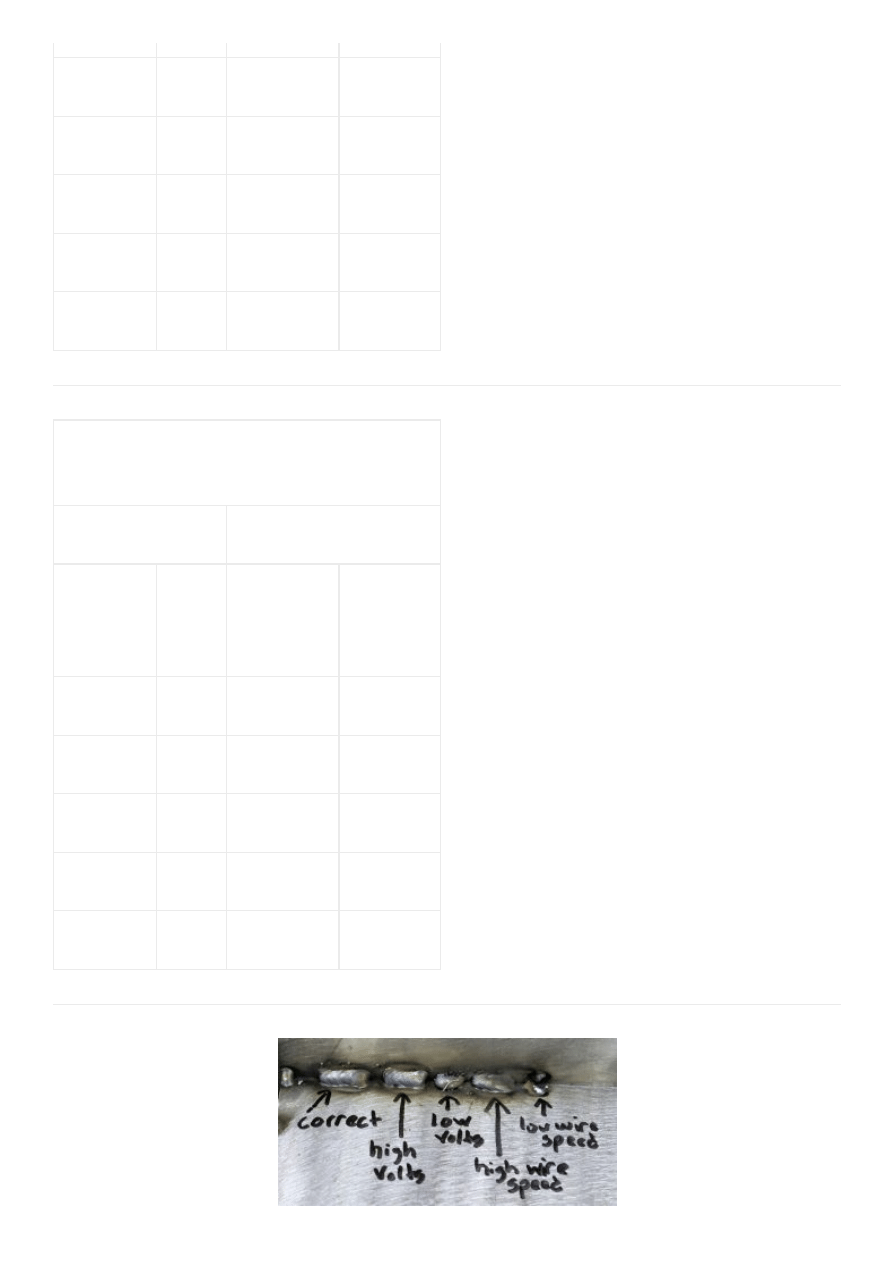
Mam nadzieję, że trochę przybliżyłem wybór tych parametrów. Zapraszam Was do testowania i komentowania.
Pamiętajcie, że każdy spawa w innym tempie, więc nie obędzie się bez korekt podanych powyżej parametrów, ale
liczę na to, że przy pierwszysm ustawieniu, zaoszczędzicie dużo czasu, który poświęcony by został dojściu do
wyjściowych nastaw.
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron