POLITECHNIKA GDAŃSKA
WYDZIAŁ MECHANICZNY
Temat:
Mrożona żywność wygodna: jakość wyrobów i jej uwarunkowania,
przechowywanie i przygotowanie do spożycia.
Prowadzący:
Wykonał:
dr inż. Zenon Bonca
Rafał Andrzejczyk
sem.IX SUCHiK
2009/2010
1.
Definicja żywności wygodnej
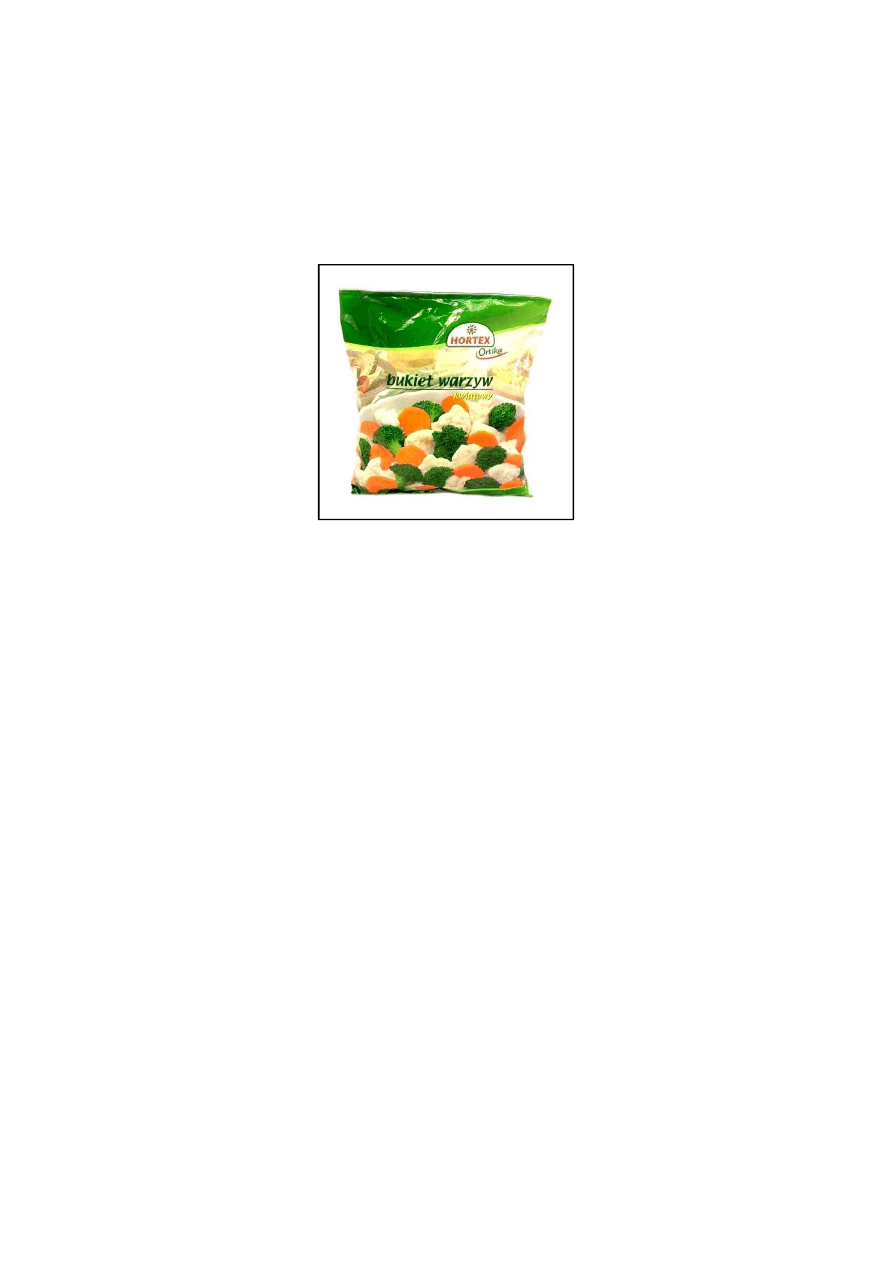
Termin „żywność wygodna” pochodzi od angielskiego wyrażenia „convenience food”
i oznacza grupę produktów spożywczych, która dzięki odpowiedniemu przetworzeniu
pozwala na szybkie i łatwe przygotowanie ich do spożycia. Najpopularniejszym rodzajem tej
ż
ywności jest mrożona żywność wygodna. Przykład produktu tego typu pokazuje rys. 1
Rys.1 Zestaw warzyw mrożonych firmy Hortex[4]
2.
Etapy przygotowania żywności do spożycia
Proces przygotowania żywności tego typu obejmuje następujące etapy :
1.
Obróbkę wstępna do fazy półproduktów,
2.
Obróbkę cieplną potraw lub ich składników,
3.
Obróbkę końcową obejmującą procesy dozowania, pakowania, zamrażania.
Ad.1
Obróbka wstępna polega na wykonywaniu takich procesów jak: rozbiór tusz na
elementy kulinarne, wykrawanie, zamrażanie w blokach, filetowanie ryb, dzielenie tuszek
drobiu, zamrażanie warzyw. Większość dużych zakładów produkcyjnych pracuje w
kooperacji z innymi wyspecjalizowanymi jednostkami, w których przeprowadzane jest
większość procesów związanych z obróbką wstępną. Sytuacja ta związana jest z konieczność
ograniczenia kosztów i czasu produkcji, gdyż zlokalizowanie jej w jednym zakładzie wiązało
by się ze zbyt dużymi kosztami inwestycyjnymi.
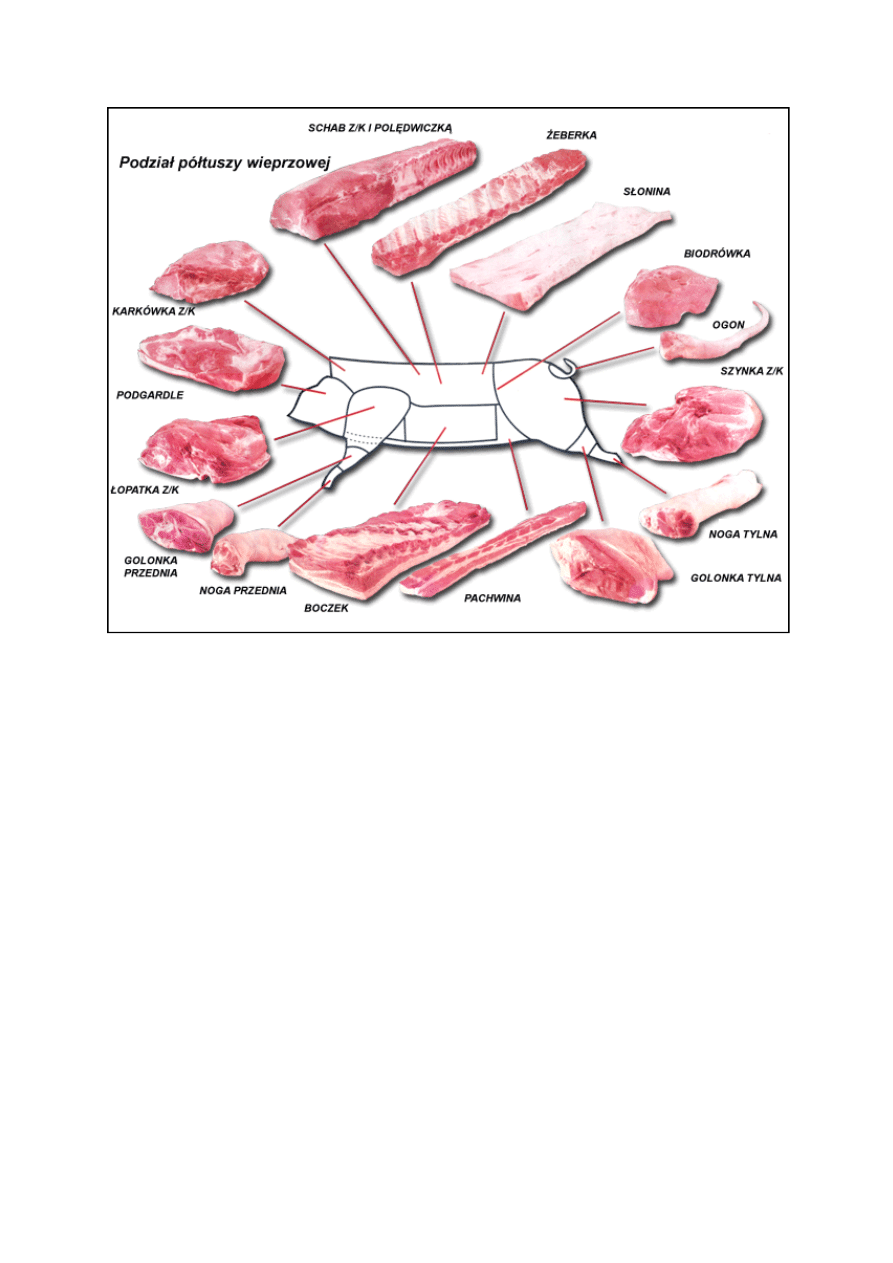
Rys.2 Rozbiór tusz na elementy [5]
Ad.2
Obróbka cieplna obejmuje wszystkie procesy związane z wymuszona wymianą
ciepła pomiędzy produktami i środowiskiem, zarówno te związane z doprowadzaniem jak i
odprowadzaniem ciepła. Przed zamrożeniem produktu jednak musi on być poddany procesom
kulinarnym, w których konieczne jest dostarczenie stałej lub zmiennej energii cieplnej w celu
uzyskania określonych parametrów procesu. Najważniejsze z nich to temperatura i czas
działania, które są dobierane na podstawie kompromisu pomiędzy wydajnością procesu i
jakością potraw. Praktyka kulinarna wyróżnia dwie podstawowe metody obróbki cieplnej:
•
Obróbka ciepłem suchym odbywa się w środowisku tłuszczu lub przepływającego
powietrza o temperaturze 200-250ºC, obejmuje pieczenie, smażenie, grillowanie,
frytowanie. Ze względu na ilość tłuszczu wyróżniamy:
obróbkę zanurzeniową w kąpieli frytury ( pod ciśnieniem tzw. broasting),
stykową w małej ilości tłuszczu (rys.3),
beztłuszczową np. na rusztach z wykorzystaniem wytopionego z potrawy
tłuszczu,

Rys. 3. Smażenie stykowe[7]
Dodatkowo wyróżniamy dosmażanie mięsa o wstępnie zarumienionej skórce oraz
poddawanie produktów działaniu prądów o wysokiej częstotliwości . Stan pełnej
obróbki metodami suchymi uzyskuje się przy temperaturze wewnętrznej mięsa
wołowego 65-70ºC, wieprzowego 75ºC, baraniego 70-120ºC natomiast
temperatury obróbki cieplnej ryb wynoszą 60-65ºC.
•
Obróbkę ciepłem mokrym prowadzi się w niższych temperaturach tj. 70-
120ºC i trwa ona zwykle dłużej niż sucha, wyjątek stanowi pieczenie.
Ś
rodowiskiem przenoszącym ciepło jest woda, para wodna lub
nawilgocone powietrze. Podstawowymi procesami obróbki ciepłem
mokrym są:
Gotowanie (rys.4),
Duszenie (gotowanie pod przykryciem w małej ilości płynu z
dodatkiem tłuszczu),
Garowanie (obróbka w temperaturze poniżej punktu wrzenia
Rys. 3. Gotowanie na parze [6]
Podczas obróbki ciepłem suchym oprócz konwekcji i przewodzenia ważne miejsce
zajmuje również zjawisko promieniowania. Natomiast w obróbce ciepłem mokrym na
intensywność procesu może wpływać kondensacja. Dzięki podwyższeniu kondensacji par
możemy przyspieszyć szybkość zachodzących procesów, czas ich trwania jest jak już
wspomniano stosunkowo długi w porównaniu do obróbki ciepłem suchym. Proces gotowania
można również przyspieszyć poprzez jego zautomatyzowanie i gotowanie pod ciśnieniem
.Jeżeli np. użyjemy zbiorników hermetycznych to przy nadciśnieniu 0.1 MPa uzyskamy
podwyższenie temperatury wrzenia o 20K. Należy jednak pamiętać żeby nie przekraczać przy
gotowaniu ciśnienia 200 kPa, gdyż stwarza to ryzyko denaturacji białek i zniszczenia
witamin. Możliwe jest również gotowanie w tzw. ”podciśnieniu” 30-40 kPa w temperaturze
70-75ºC. Należy pamiętać jednak, że oprócz otrzymania wysokiej jakości sensorycznej i
odżywczej takich potraw użyta do ich przyrządzenia temperatura nie ma wystarczających
właściwości bakteriobójczych. Oprócz tego uzyskany produkt ma obniżoną trwałość.
Technologia obróbki cieplnej oparta jest na zautomatyzowanych stanowiskach
wyposażonych w przemysłowe urządzenia. Maszyny te można podzielić ze względu na
sposób doprowadzenia ciepła:
•
przez konwekcje w cieczy, parze lub gazie,
•
przez przewodzenie,
•
za pomocą fal elektromagnetycznych,
Można je również podzielić ze względu na rodzaj na zasilane:
energią chemiczną paliw,
energią pary ze źródeł zewnętrznych,
energią elektryczną.
W nowoczesnych zakładach produkcyjnych nie stosuje się już urządzeń działających
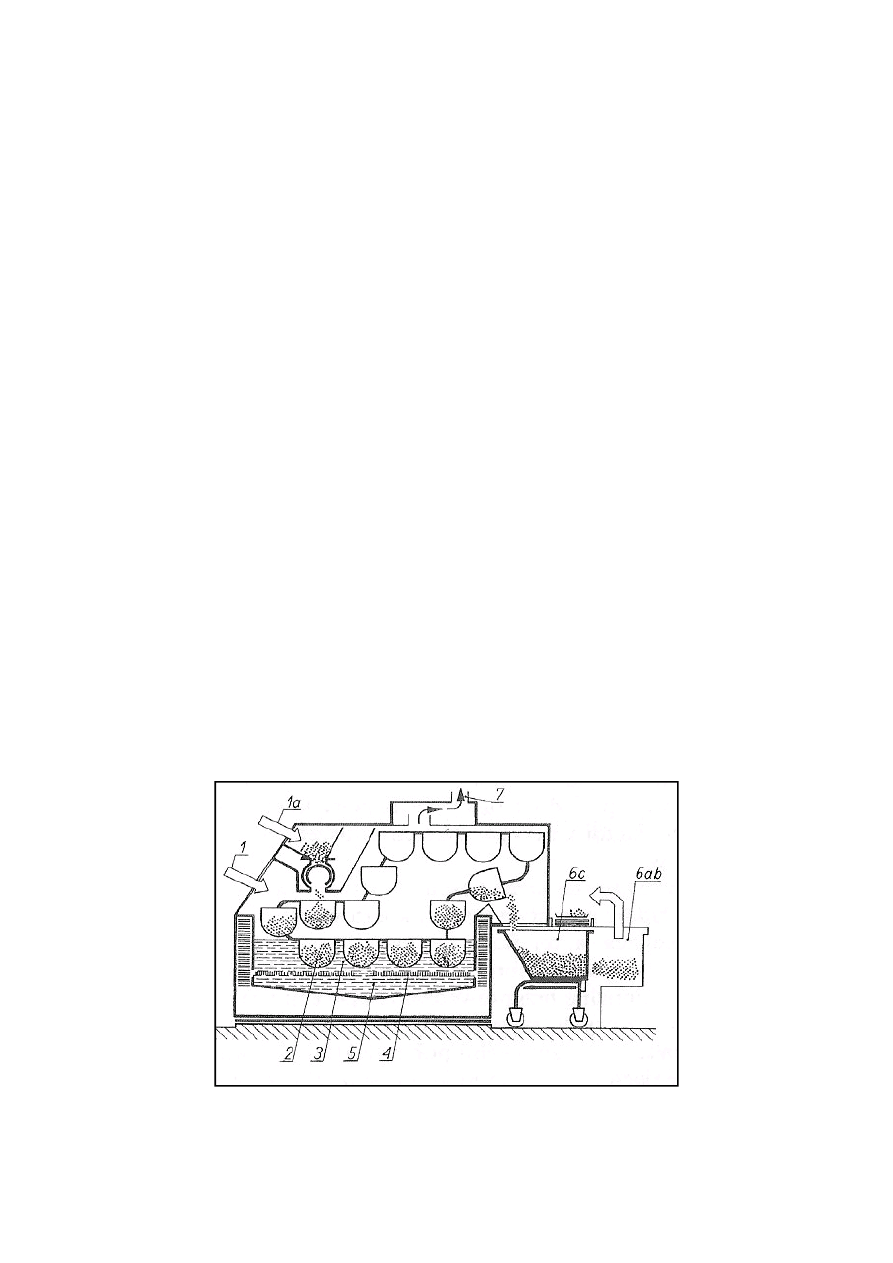
okresowo. Popularne są systemy transferowe, przykład takiego rozwiązania prezentuje rys.4:
Rys.4 Schemat działania urządzenia transferowego do ciągłego smażenia 1-dozowanie ręczne, 1a-dozowanie
automatyczne, 2-pojemnik do smażenia, 3-kapiel w tłuszczu, 4-układ grzejny, 5-zbiornik tłuszczu, 6-układ
odbioru produktów, 7-układ wentylacyjny[1]
Działanie tego automatu polega na tym, że w kilkunastu zasobnikach napełnianych
produktem, które są przesuwane poziomo przez zbiorniki z gorącym tłuszczem o regulowanej
temperaturze. Zbiorniki te po upływie określonego czasu wyjeżdżają do góry zrzucają
ładunek a następnie podjeżdżają do punktu załadunku. Zautomatyzowanie procesów obróbki
cieplnej pozwoliło na:
skrócenie czasu,
zmniejszenie energochłonności,
zmniejszenie strat masy,
zmniejszenie straty ważnych żywieniowo składników,
polepszenie walorów sensorycznych produktów,
Ad.3
Końcowa faza mrożonych produktów przetworzonych obejmuje operacje:
•
dozowania,
•
pakowania,
•
zamrażania.
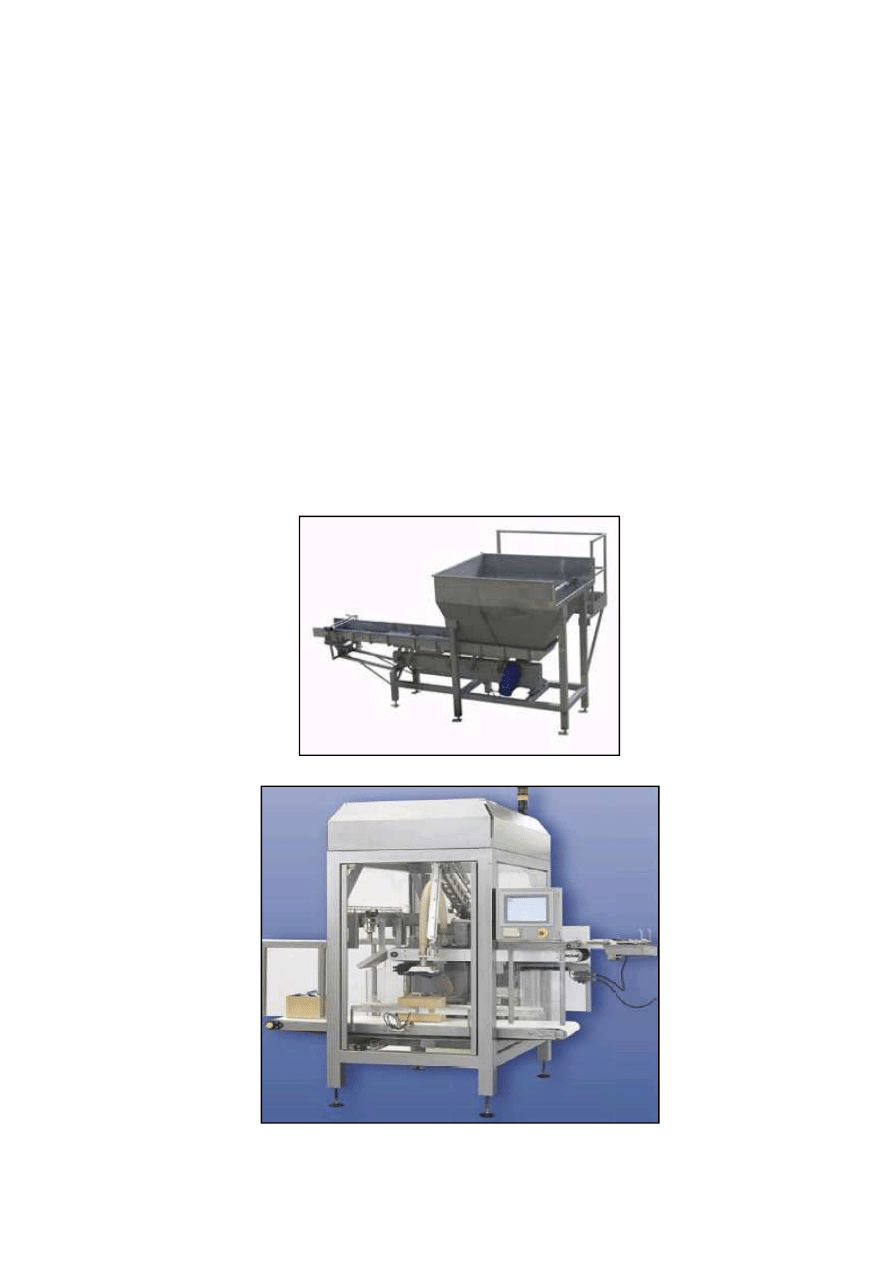
Dozowanie i pakowanie odbywa się zwykle po ówczesnym wychłodzeniu na specjalnych
liniach produkcyjnych.
Rys.5 Dozownik wibracyjny do mrożonek[8]
Rys.5 Maszyna pakująca [8]
Maszyna przedstawiona na rys.5 umożliwia dozowanie i pakowanie produktów
ż
ywnościowych w opakowania z tworzyw sztucznych i kartony. Ze względu na
zróżnicowane kształty oraz różny czas ich zamrażania do temperatury -18ºC nie jest
możliwe, ze względu na czynniki ekonomiczne i technologiczne, skonstruowanie
uniwersalnej linii do pakowania. Stąd też obecnie dąży się do zamrażania określonych
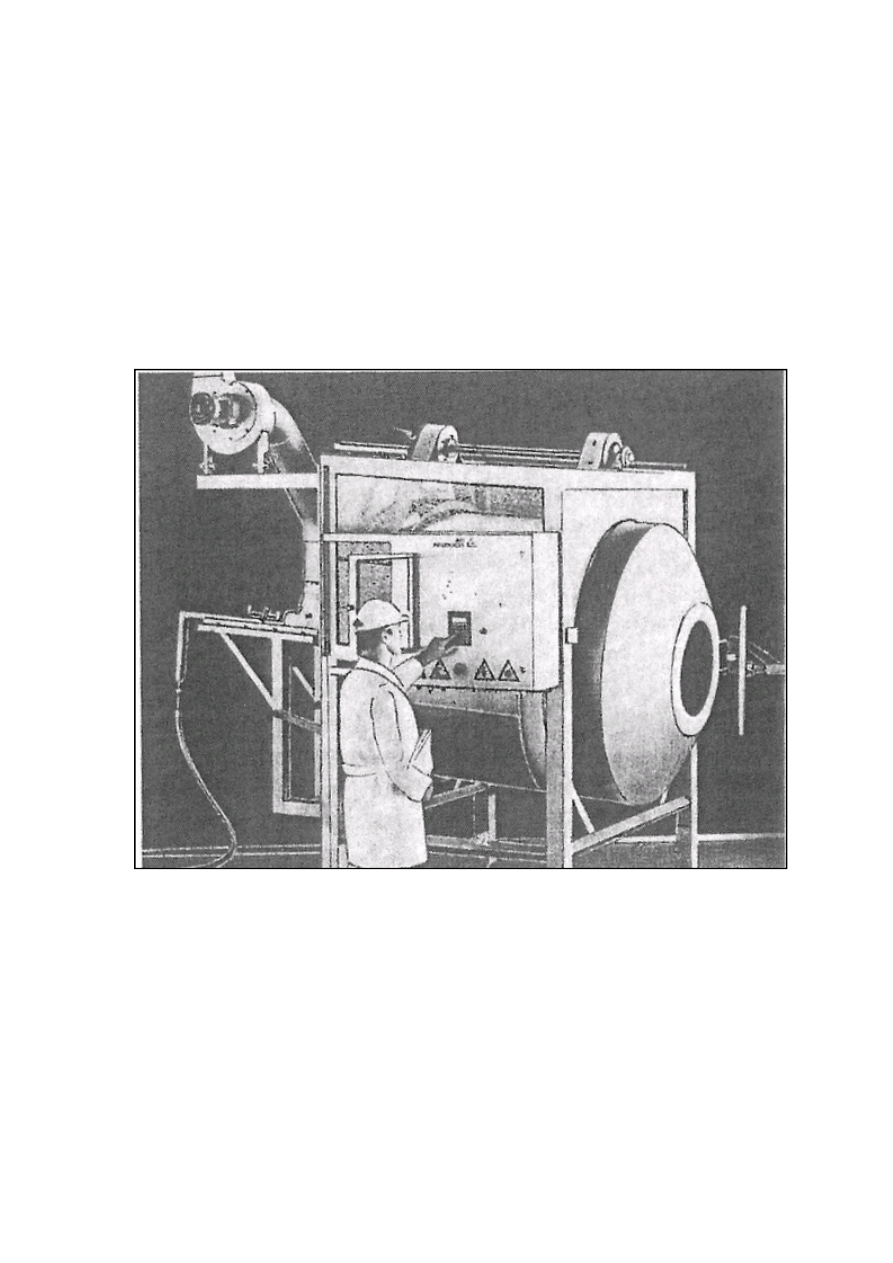
grup produktów i towarów. Obecnie często stosowane są również aparaty do zamrażania
kriogenicznego. Najczęściej służą do tego celu zamrażarki bębnowe (rys.5) umożliwiają
one indywidualne zamrażanie drobnych cząstek produktów i namrażanie na nich
warstewki sosu. Odbywa się to w ten sposób, że po wymieszaniu stałych składników do
obracającego się bębna wtryskuje się w kontrolowany sposób ciekły azot, zamrażając
luzem produkt.
Rys.6 Mieszarka bębnowa[1]
3.
Jakość wyrobów i jej uwarunkowania
Podstawowym warunkiem jakości składowanego wyrobu jest korelacja pomiędzy
temperaturą jego składowania, a czasem. Dania gotowe stanowią tu specyficzną grupę
produktów, gdyż zachodzące w nich mechanizmy biologiczne i chemiczne są również
uwarunkowane wcześniejszą obróbka wstępną i obróbką cieplną. Obróbka cieplna
powoduje wielorakie zmiany w produktach między innymi :
oddziałuje na ich cechy fizyczne,
skład chemiczny,
mikroflorę,
wartość żywieniową,
wartość funkcjonalną,
wartość odżywczą.
W mrożonych daniach gotowych, jak na to wskazuje sama nazwa, dochodzi również do
zmian w wyniku zamrażania. Najważniejsze zmiany dotyczą :
konsystencji składników stałych;
zmiany walorów sensorycznych- dotyczą one często zmian w intensywności aromatu
niektórych stosowanych przypraw naturalnych. Lekki spadek intensywności wykazują
majeranek, gałka muszkatołowa, papryka, gorczyca, anyż, liście laurowe. Pewne
nasilenie zaś obserwuje się u estragonu, kopru, tymianku. Szczególnie podatna na
zmiany jakości w wyniku zamrażania jest cebula;
straty wartości żywieniowych- poważne straty w produktach gotowych występują
jeszcze w fazach produkcji wstępnej w wyniku wyługowania przez wodę, zniszczenie
pod wpływem ciepła, procesów utleniania. Warto jednak wspomnieć o typowych
stratach spowodowanych procesem zamrażania. W warzywach największe są straty
witaminy C dochodzą one do 33%, straty witamin B
1
B
2
dochodzą do 10-20%.
Podczas przechowywania zamrożonych produktów stwierdza się też pewien spadek
przyswajalności i zawartości aminokwasów.
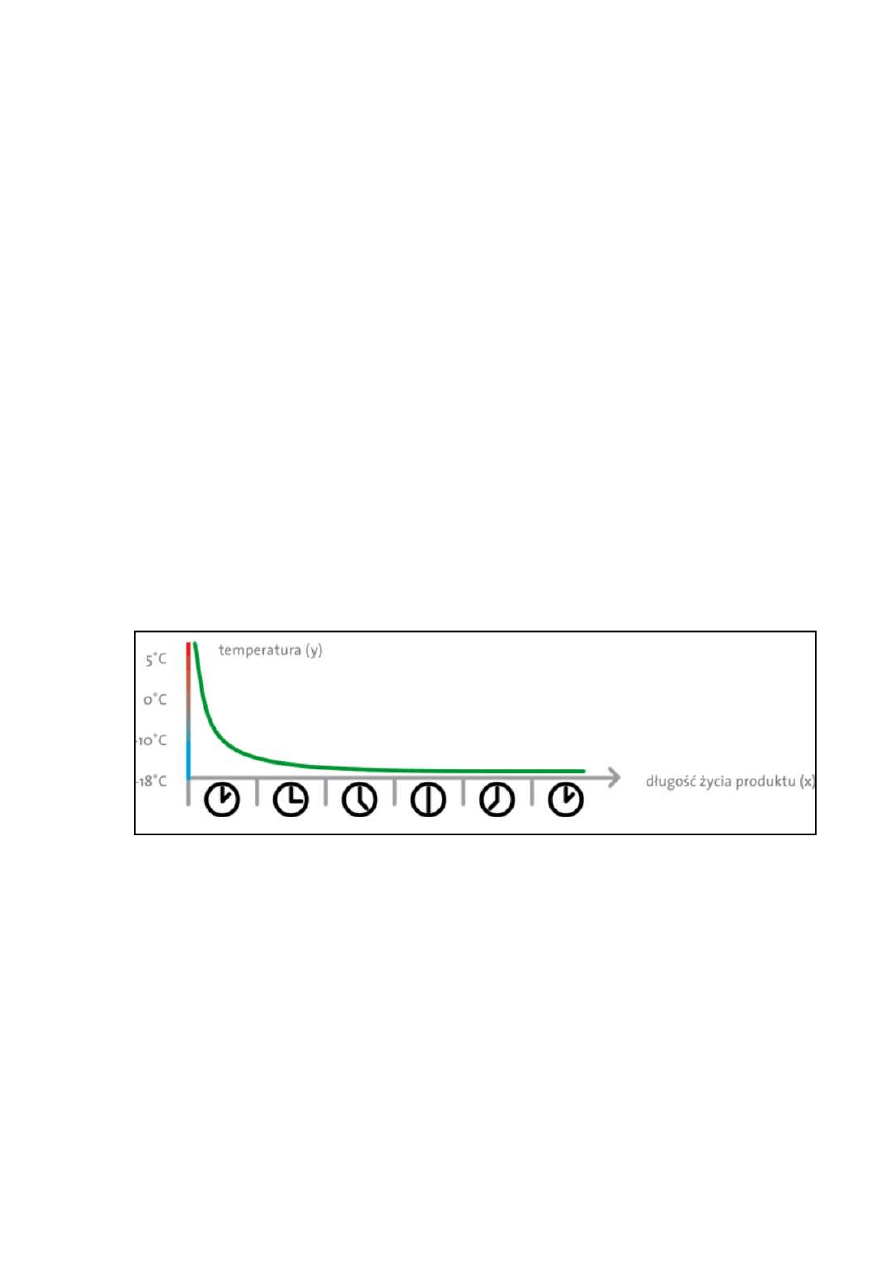
Na rys.7 przedstawiono poglądowo zależność czasu życia produktu, rozumianego jako
aktywność mikrobiologiczną:
Rys.7 Poglądowa zależność długości życia produktu od temperatury składowania[10]
Zgodnie z powyższym rysunkiem po zamrożeniu produktu, całkowita aktywność
mikrobiologiczna przestaje zachodzić w temperaturze -18ºC. Dla tej temperatury termin
przydatności do spożycia jest najdłuższy. Jednak średnio przy podwyższeniu temperatury
do -17ºC termin przydatności do spożycia skraca się do 3 tygodni, a w temperaturze -6ºC
termin ten wynosi cztery dni.
Podstawowymi warunkami dobrej jakości mrożonej
ż
ywności są:
•
czyste, zdrowe i wysokiej jakości surowce,
•
właściwa obróbka wstępna,
•
odpowiednie parametry zamrażania i przechowywani
•
właściwe opakowania.

Przy starannym przestrzeganiu zasad dobrej praktyki produkcyjnej mrożona żywność na ogół
dobrze zachowuje jakość. Należy jednak pamiętać, że w niskich temperaturach w czasie
chłodniczego przechowywania przemiany fizyczne, chemiczne i biochemiczne postępują
nadal w zwolnionym tempie, powodując stopniowe obniżanie jakości mrożonych produktów.
Charakter zachodzących zmian zależy od specyfikacji produktu i zastosowanej technologii
utrwalania.
4.
Przechowywanie mrożonej żywności gotowej
Gotowe produkty żywnościowe są przechowywane, po ówczesnym zapakowaniu w
najczęściej hermetyczne opakowania wykonane z tworzyw sztucznych (rys.8), w komorach
chłodniczych. W takiej sytuacji musimy brać pod uwagę dwa główne parametry mogące
wpływać na ich trwałość mianowicie wilgotność i temperaturę. Wilgotność powietrza w
niskich temperaturach ustala się samorzutnie zgodnie z ogólnym bilansem ciepła i wilgoci, w
normalnych warunkach kształtuje się w zakresie 95 - 98%. Parametrem decydującym jest
temperatura, która charakteryzuje przebieg procesów fizycznych, kinetykę reakcji
chemicznych i biochemicznych oraz aktywność życiową mikroorganizmów. Funkcją
temperatury przechowywania jest trwałość produktów zmrożonych, tj. czas, w którym zmiany
jakościowe nie wykraczają poza założony zakres. Za maksymalną temperaturę
długookresowego przechowywania produktów żywnościowych głęboko zamrożonych w
odpowiednich urządzeniach przemysłowych uważa się aktualnie w skali światowej
temperaturę -18°C i niższą. W nowoczesnych obiektach chłodniczych powszechnie stosuje
się temperaturę -30°C, a ostatnio jeszcze niższą dla towarów szczególnie podatnych na
zmiany jakościowe (np. niektóre gatunki ryb). Jako optymalne należy traktować temperatury
przechowywania zapewniające uzyskanie wymaganego poziomu trwałości mrożonej
ż
ywności.
Rys.8 Sposób pakowania mrożonej żywności wygodnej[9]
Oczywiście zamknięcie produktu w opakowaniu hermetycznym zapewnia większą
odporność na zakażenie mikrobiologiczne. Często stosuje się też zwykłe opakowania i
kartony, które w większym stopniu maja chronić produkt przed uszkodzeniami
mechanicznymi. W celu zapewnienia zakładanej funkcji ochronnej opakowanie musi
wykazywać następujące cechy użytkowe:
•
nieprzepuszczalność wobec pary wodnej, gazów lotnych, substancji aromatycznych,
•
zabezpieczenie przed wtórnym zakażeniem mikrobiologicznym,
•
zabezpieczenie przed działaniem szkodników, zakurzeniem i zabrudzeniem,
•
wytrzymałość mechaniczną,
•
odporność na czynniki zewnętrzne,
•
obojętność pod względem chemicznym,
•
stałość podstawowych właściwości w szerokim zakresie temperatur,
•
możliwość formowania, dozowania i pakowania w urządzeniach mechanicznych i
automatycznych,
Jak dotąd nie wprowadzono do użytku opakowania spełniającego wszystkie wyżej
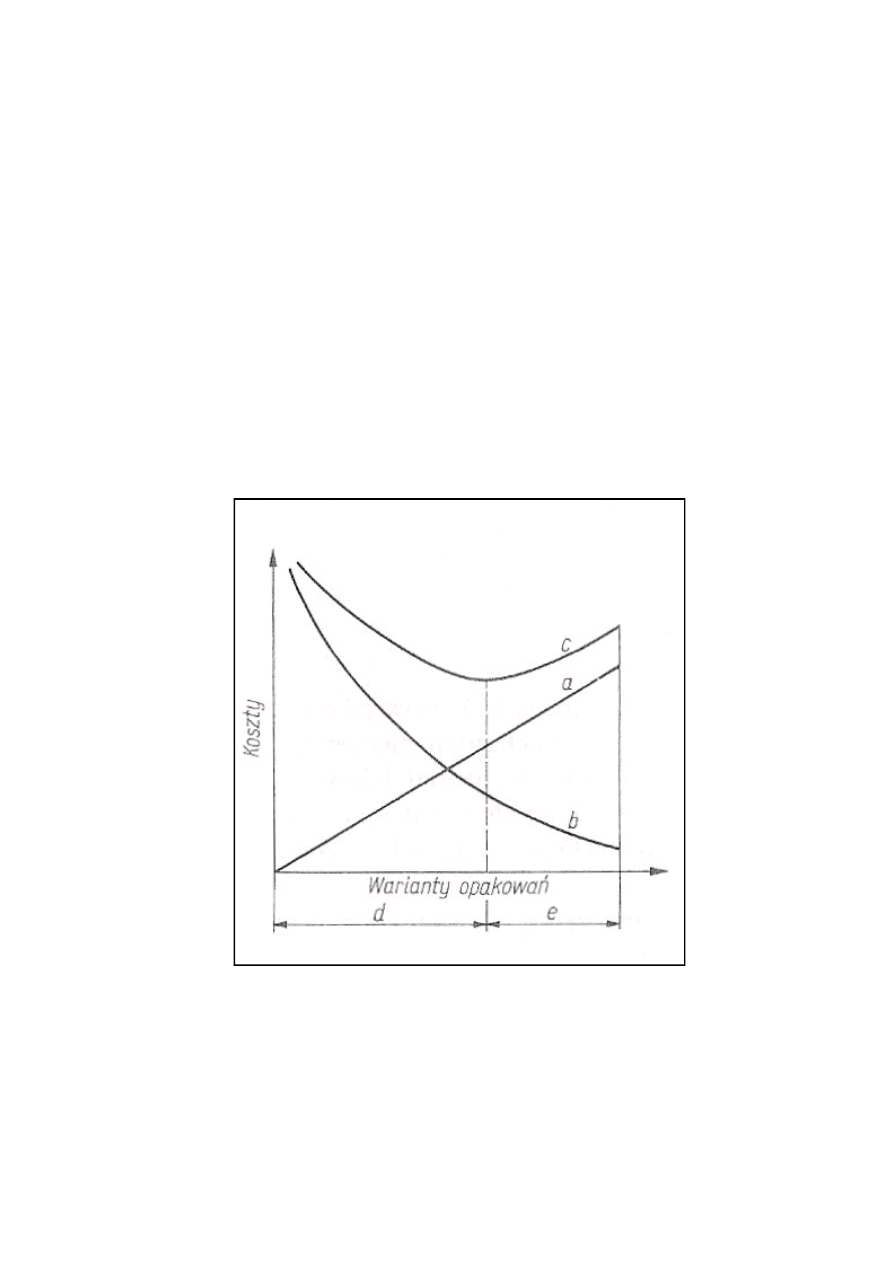
wymienione kryteria. Często też producenci w procesie technologicznym, w celu
ograniczenia kosztów stosują opakowania tańsze nie zapewniające dostatecznej ochrony.
Relację kosztów w stosunku do stopnia ochrony przedstawia rys.9.
Rys.9 zależność pomiędzy ponoszonymi nakładami a i poziomem powstających strat b w procesach
pakowania produktów [1]
Obecnie coraz częściej stosuje się w pełni zautomatyzowane systemy umożliwiające
ograniczyć straty związane z uszkodzeniami mechanicznymi i samym procesem
pakowania. Pozwala to również na przyspieszenie procesu i zmniejszenie
prawdopodobieństwa błędów w szczelności opakowań.

5.
Podsumowanie
Ż
ywność chłodzona i mrożona zyskuje coraz większą popularność nawet w
tradycyjnych gospodarstwach domowych. Zamrażanie jest bardzo dobrą metodą utrwalenia
ż
ywności wygodnej. Produkty zachowują większość składników odżywczych i soli
mineralnych, proces powoduje jednak częściową utratę witamin wrażliwych na temperaturę
(C i B). Żywność ta jest bezpieczna dla konsumenta jeżeli zachowane są stałe warunki
chłodnicze w okresie przechowywania, transportu i dystrybucji. Żywność wygodna chłodzona
(wyroby garmażeryjne) ma wartość odżywczą zbliżoną do żywności tradycyjnej. Może
jednak stwarzać wiele zagrożeń zdrowotnych związanych z możliwością zakażeń
mikrobiologicznych. Takie produkty wymagają ścisłego przestrzegania terminu ważności i
stałej temperatury przechowywania (poniżej 3
o
C).
6.
Literatura
.
[1]
Gruda Z., Postolski J.: Zamrażanie żywnośc,.Wyd. Nauk-Tech, Warszawa
1985
[2]
Sikora T., Towaroznawstwo żywności, WSz i P, Warszawa 2004
[3]
Ś
widerski F., Żywność wygodna i żywność funkcjonalna, WNT,
Warszawa 2006
[4]
www.hortex.pl
[5]
www.kazimierowicz.com.pl
[6]
www.kulturystyka.pl
[7]
www.magicznakuchnia.blox.pl
[8]
www.unimasz.eu.pl
[9]
www.plastech.pl
[10]
www.invenview.pl
Wyszukiwarka
Podobne podstrony:
12 Kontrolowanie jakosci wyrobo Nieznany (2)
Kontroler jakosci wyrobow elekt Nieznany
Polityka oświatowa i jej uwarunkowania
Nowe technologie w produkcji żywności wygodnej 1, PRAWO ŻYWNOŚCIOWE, Ogólna technologia żywności, Pr
27 Kardas Prusak Gajek Analiza jakosci wyrobow
TURYSTYKA MLODZIEZY I JEJ UWARUNKOWANIA, pomoce naukowe i nie tylko
Kontroler jakosci wyrobow mecha Nieznany
Skarga z powodu złej jakości wyrobów
Chemia mrożonej żywności, CHEMIA MROŻONEJ ŻYWNOŚCI-8
Chemia mrożonej żywności, CHEMIA MROŻONEJ ŻYWNOŚCI-8
aktywizacja sprzedaży i jej uwarunkowania, Marketing
środ. a jakość żywienia, wykl Srodowisko a jakosc zywnosci, Środowisko a jakość żywności
Zywnosc wygodna tz
zywnosc wygodna
15 Ocenianie jakosci wyrobowid Nieznany (2)
Chemia mrożonej żywności, Chemia mrożonej żywności 5 i 6
Właściwości reologiczne półprod. ciastkarskich i ich wpływ na jakośc wyrobów
W. Pierzchała, Jakość życia i jej ocena u chorych na astmę
więcej podobnych podstron