
Ocena zagrożeń przy
obróbce cieplnej i
cieplno-chemicznej

OBRÓBKA CIEPLNA
Obróbka materiałów metalowych polegająca na
odpowiednim nagrzewaniu,
wygrzewaniu i chłodzeniu do żądanych temperatur i
z określoną szybkością, w celu zmiany
własności stopu w stanie stałym. Celem
stosowania operacji i zabiegów obróbki cieplnej jest
np. zmiana własności mechanicznych i plastycznych
poprzez zmianę struktury. Operacje te przeprowadza
się również z zastosowaniem dodatkowych
czynników np. obróbki mechanicznej lub chemicznej.

Podstawowymi parametrami, które decydują o
przemianach fazowych są: szybkość nagrzewania,
temperatura wygrzewania, czas nagrzewania,
wygrzewania i chłodzenia oraz szybkość chłodzenia w
zależności od temperatury wygrzewania. Nagrzewanie
i chłodzenie materiału może przebiegać w sposób
ciągły lub stopniowy. Podczas nagrzewania
stopniowego rozróżnia się: podgrzewanie,
nagrzewanie do temperatury pośredniej i
dogrzewanie, nagrzewanie do temperatury
wygrzewania. Podobnie podczas chłodzenia
stopniowego wyróżniamy pojęcia: podchładzanie,
chłodzenie do temperatury pośredniej oraz
wychładzanie - chłodzenie do temperatury końcowej.
Chłodzenie powolne (w piecu, spokojnym powietrzu)
nazywamy studzeniem, natomiast chłodzenie szybkie
(w wodzie, oleju) nazywamy oziębianiem. Ochłodzenie
i trzymanie materiału w temperaturze poniżej 0st
nazywamy wymrażaniem.

PRZEMIANY FAZOWE PODCZAS
OBRÓBKI CIEPLNEJ
• przemiana austenityczna
• przemiany podczas chłodzenia
• przemiana perlityczna
• przemiana bainityczna
• przemiana martenzytyczna
• przemiany podczas odpuszczania

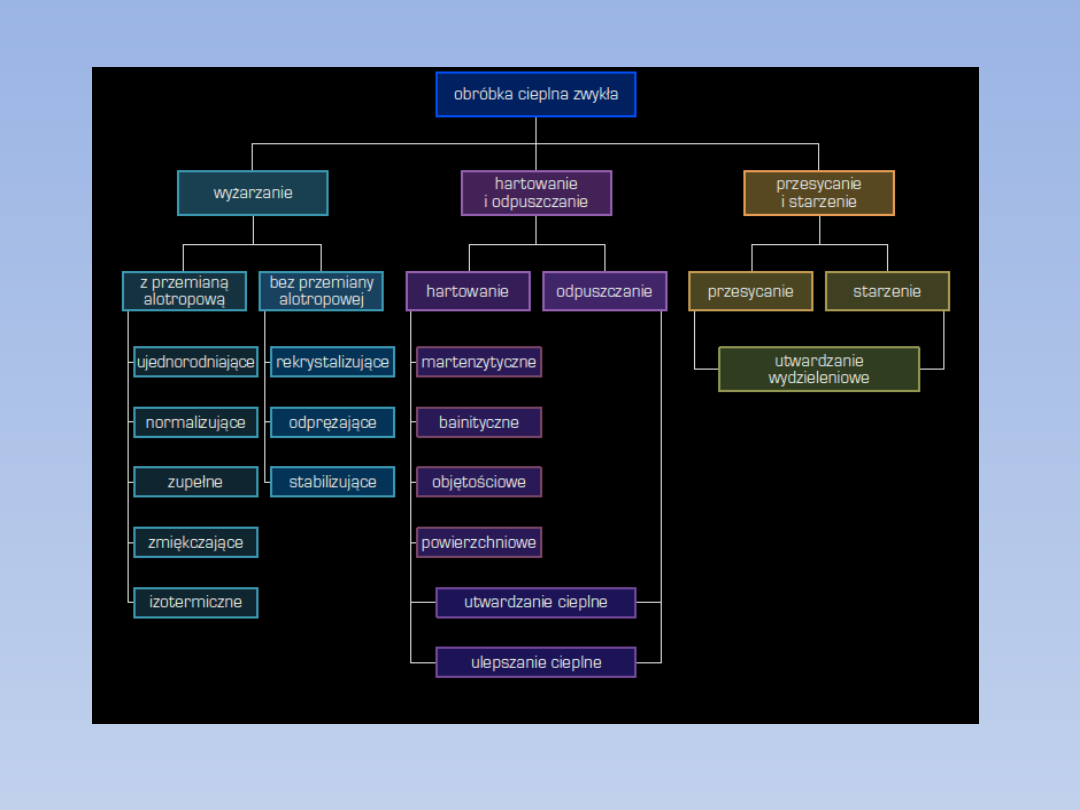
PROCESY OBRÓBKI
CIEPLNEJ
Wyżarzanie - to zabiegi cieplne, których celem
jest uzyskanie struktury w obrabianym materiale
zbliżonej do stanu równowagi termodynamicznej.
Wyżarzanie polega na nagrzaniu materiału do
określonej temperatury, wygrzaniu w tej
temperaturze i chłodzeniu z odpowiednią
szybkością. Ze względu na temperaturę, w której
wyżarzanie przebiega, dzieli się je na wyżarzanie:
z przekrystalizowaniem i bez
przekrystalizowania.

Hartowanie polega na nagrzaniu stali do
temperatury austenityzowania, krótkim wygrzaniu w
tej temperaturze i oziębieniu z szybkością
umożliwiającą uzyskanie struktury martenzytycznej
lub bainitycznej. Podczas hartowania stali
niestopowych oraz stali niskostopowych materiał
nagrzewamy do temperatury 30-50C powyżej linii
GSK. Natomiast stale wysokostopowe (nierdzewne,
szybkotnące) nagrzewamy do temperatur znacznie
wyższych (1100-1200C) w celu rozpuszczenia się w
austenicie węglików i maksymalnego nasycenia
roztworu stałego pierwiastkami stopowymi.
W zależności od sposobu chłodzenia wyróżnia się
hartowanie zwykłe (ciągłe), stopniowe oraz z
przemianą izotermiczną.

Odpuszczanie polega na nagrzaniu
stali zahartowanej do temperatury
niższej od Ac1, wygrzaniu w tej
temperaturze i chłodzeniu do
temperatury pokojowej. W zależności
od temperatury, w której prowadzony
jest proces, rozróżnia się
odpuszczanie:
• niskie 100-250C,
• średnie 250-500C,
• wysokie 500C - Ac1.

Przesycanie polega na nagrzaniu stopu do
temperatury powyżej granicznej rozpuszczalności
drugiego składnika, wygrzaniu w tej temperaturze i
szybkim chłodzeniu w celu zatrzymania
rozpuszczonego składnika w roztworze stałym. W
wyniku przesycania poprawia-ją się właściwości
plastyczne natomiast zmniejsza się wytrzymałość i
twardość. Przesycanie jest szeroko stosowane do
stali Cr-Ni o strukturze austenitycznej w celu
rozpuszczenia węglików i uzyskania jednorodnej
struktury austenitycznej, co zwiększa odporność na
korozję międzykrystaliczną oraz do uszlachetniania
wysokostopowych stali żarowytrzymałych i stali o
specjalnych właściwościach magnetycznych.

Starzenie polega na nagrzaniu stopu uprzednio
przesyconego do temperatury poniżej granicznej
rozpuszczalności drugiego składnika, wygrzaniu w tej
temperaturze i powolnym chłodzeniu. Podczas procesu z
roztworu przesyconego wydziela się składnik znajdujący się
w nadmiarze w postaci drobnodyspersyjnych faz. Jeżeli
proces starzenia zachodzi w temperaturze pokojowej to nosi
nazwę starzenia samorzutnego lub naturalnego. Starzenie
powoduje poprawę właściwości wytrzymałościowych i
twardości oraz pogorszenie plastyczności.
Połączone procesy przesycania i starzenia określa się
wspólną nazwą utwardzanie wydzieleniowe. Utwardzaniu
wydzieleniowemu poddawane są stopy charakteryzujące się
zmienną rozpuszczalnością jednego ze składników w stanie
stałym i ma zastosowanie do umacniania metali
nieżelaznych oraz stopowych stali austenitycznych i
ferrytycznych.

OBRÓBKA CIEPLNO-CHEMICZNA
Obróbka podczas której zmiany strukturalne
materiału uzyskiwane są nie tylko za pomocą
zabiegów cieplnych, ale również celowo
spowodowanym działaniem chemicznym
ośrodka, w którym przedmiot się wygrzewa.
Do obróbki cieplno-chemicznej zalicza się
m.in.: nawęglanie, azotowanie,
aluminiowanie, naborowywanie, nachromowy
wanie, nakrzemowywanie, nasiarczanie.

RODZAJE OBRÓBKI CIEPLNO-
CHEMICZNEJ
Ogólnie dzieli się na:
•dyfuzyjne nasycanie niemetalami (nawęglanie,
azotowanie, utlenianie, siarkowanie,
borowanie, krzemowanie),
•dyfuzyjne nasycanie metalami (aluminiowanie,
chromowanie, cynkowanie,
tytanowanie),
• dyfuzyjne nasycanie wieloskładnikowe
(węgloazotowanie, węglotytanowanie
siarkowęgloazotowanie).

Do ważniejszych rodzajów obróbki cieplno-
chemicznej należą: nawęglanie, azotowanie i
cyjanowanie, czyli węglo-azotowanie.
Nawęglanie, zwane również cementowaniem,
polega na wzbogacaniu powierzchniowej warstwy
przedmiotu w węgiel, zwykle na głębokość 0,5 ÷
2 mm, przez dłuższe wygrzewanie w
temperaturze 890÷930°C, w ośrodku
wydzielającym węgiel. Nawęglanie stosuje się do
przedmiotów stalowych o zawartości węgla do
0,25%. Znalazło ono szerokie zastosowanie w
budowie maszyn podczas produkcji kół zębatych,
tulei, osi, czopów, wałów korbowych, wałów
rozrządu itp.

Azotowanie polega na nasyceniu warstwy
powierzchniowej przedmiotu azotem. Przedmioty
azotowane umieszcza się w szczelnie zamkniętej
komorze pieca, do której doprowadza się suchy
amoniak (NH
3
) rozkładający się pod wpływem
wysokiej temperatury (500 ÷ 850°C) na azot i
wodór. Azot w stanie atomowym jest
absorbowany przez stal, tworząc trwałe azotki
żelaza, glinu i innych składników stopowych.

• Cyjanowanie polega na nasyceniu powierzchni
przedmiotów stalowych jednocześnie węglem i azotem
w temperaturze 500 ÷ 950° C. Po zahartowaniu i
odpuszczeniu zyskuje się twardą i odporną na ścieranie
warstwę powierzchniową.
W zależności od rodzaju ośrodka wydzielającego węgiel i
azot rozróżnia się cyjanowanie kąpielowe i gazowe.
Głównymi zaletami cyjanowania są: skrócenie czasu
procesu w stosunku do czasu nawęglania, uzyskanie
bardzo twardych powłok odpornych na ścieranie,
stosunkowo niska temperatura procesu.
Do ważniejszych wad cyjanowania zalicza się:
niebezpieczeństwo zatrucia pracowników parami soli
cyjanowych oraz konieczność częstego kontrolowania
składu, kąpieli.

ŹRÓDŁA ZAGROŻEŃ
• praca przy wysokich temperaturach
• praca z urządzeniami elektrycznymi
• kontakt z substancjami łatwopalnymi
• obsługa pieca
• obsługa szlifierki
• kontakt z substancjami chemicznymi
• kontakt z pyłami

CHARAKTERYSTYKA ZAGROŻEŃ
• kontakt z ostrymi narzędziami
• pochwycenie przez ruchome elementy
• pożar
• wybuch
• prąd elektryczny
• kontakt z substancjami chemicznymi

• ruchome elementy obsługiwanych
maszyn, w szczególności:
- obracające się głowice frezarskie lub
rewolwerowe, uchwyty tokarskie,
wrzeciona, śruby, wały, itp.,
- miejsca zbiegania się obracających
elementów maszyn, np. koła zębate,
koła cierne, koła pasowe, koła
łańcuchowe, itp.,
- narzędzia poruszające się ruchem
prostoliniowym, np.: piły ramowe i
taśmowe,

• przemieszczające się elementy
maszyn, przemieszczane przedmioty,
np.: suport maszyn (strugarki
porzeczne, tokarki, itp.), ruchome
stoły maszyn (frezarki, strugarki,
szlifierki, itp.),
ostre, wystające i chropowate
elementy maszyn, np.: elementy
konstrukcyjne maszyn, narzędzia,
wióry, zadziory na obrabianych
przedmiotach, itp.,

• ostre, wystające i chropowate
elementy maszyn, np.: elementy
konstrukcyjne maszyn, narzędzia,
wióry, zadziory na obrabianych
przedmiotach, itp.,
• spadające elementy maszyn, np.:
ciężkie obrabiane przedmioty,
uchwyty, imadła, konik, itp.,

• śliskie i nierówne powierzchnie wokół
maszyn (np.: w skutek rozprysku lub
rozlania się płynów technologicznych
(oleje, płyny chłodzące, itp.),
powierzchnie gorące lub zimne
( gorące powierzchnie, części maszyn
i obrabianych przedmiotów, gorącą
wodę, płyn chłodzący, olej i parę),

• wyrzut obrabianych elementów lub
narzędzi podczas skrawania metali
np. wiórów odprysków, przedmiotów
obrabianych, uszkodzonych narzędzi
• zagrożenia związane z porażeniem
prądem elektrycznym
• mikroklimat (głównie wysoka lub
niska temperatura)

IDENTYFIKACJA ZAGROŻEŃ PRZY
OBRÓBCE CIEPLNEJ I
CIEPLNOCHEMICZNEJ
• płomień
• promieniowanie podczerwone
(cieplne)
• rozpryski płynnego metalu, gorący
żużel, odpryski gorącego metalu
• kontakt z gorącymi przedmiotami
• łuk elektryczny

OCENA ZAGROŻEŃ PRZY
OBRÓBCE CIEPLNEJ I CIEPLNO-
CHEMICZNEJ
• na „gorących” stanowiskach pracy
wyposażonych w źródła intensywnego
promieniowania termicznego występują
zagrożenia zdrowia ze strony
promieniowania optycznego oraz często
zagrożenia mechaniczne (wywołane np.:
odpryskami stopionego metalu i żużlu),
iskrami oraz bezpośrednim kontaktem z
płomieniem.

• stanowiska gorące występują m.in. w
hutach metali i szkła, odlewniach,
walcowniach, przy piecach hartowniczych i
obrotowych w cementowniach, przy
wysokotemperaturowych piecach
laboratoryjnych. Zagrożenia termiczne są
przyczyną oparzeń gałki ocznej i mogą
wywołać kataraktę. Zagrożenia termiczno-
mechaniczne mogą prowadzić do urazów
gałki ocznej lub wniknięcia do niej ciała
obcego,

• podstawową funkcją sprzętu
ochrony oczu i twarz chroniącego
przed czynnikami termicznymi
jest ochrona oczu i twarzy przed:
• gorącymi odpryskami ciał stałych
(metali, szkła itp.)
-rozbryzgami stopionych metali;
-intensywnym promieniowaniem
cieplnym;

Skutki oddziaływania na
pracownika
Skutkami długotrwałej pracy bez użycia
środków ochronnych mogą być:
uszkodzenia gałki ocznej, oparzenia,
oraz choroby takie jak żelazica i
miedzica które są rodzajami pylicy płuc,
powstają w skutek długotrwałego
wdychania tlenku żelaza.

SPOSOBY
PRZECIWDZIAŁAŃ
• wyżarzanie jest zabieganiem cieplnym polegającym na nagrzaniu
do odpowiedniej temperatury, wygrzaniu go w tej temperaturze i
chłodzeniu do temperatury otoczenia. Szybkość chłodzenia po
wyżarzaniu w temperaturze wyższej do temperatury przemian
powinna być niewielka.
• wyżarzanie ujednorodniające (homogenizacja) najczęściej jest
stosowane do wlewów ze stali stopowych, które po odlaniu
wykazują niejednorodność składu chemicznego powstałą podczas
krzepnięcia stali.
• wyżarzanie normalizujące ma na celu otrzymanie równomierniej
budowy drobnoziarnistej , która zapewnia lepsze właściwości
mechaniczne niż gruboziarniste.
• wyżarzanie zmiękczające stosuje się głównie do tych stali , w
których występują duże kryształy cementytu w perlicie oraz siatka
cementytu otaczająca pierwotne ziarna austenitu.

• wyżarzanie odprężające stosuje sie w celu
usunięcia lub zmniejszania naprężeń własnych
powstałych w materiale wskutek zgrubnej obróbki
skrawaniem, odlewania, spawania lub obróbki
plastycznej odbywającej sie w temperaturze niższej
od temperatury na zimno.
• hartowanie jest zabiegiem cieplnym polegającym
na grzaniu stali do temperatury wyższej o około 30 C
do temperatury zmiany A3, wygrzaniu jej w tej
temperaturze.
• hartowanie powierzchniowe polega na
nagrzewaniu materiału do właściwej temperatury
tylko jego powierzchni. Rdzeń materiału nie jest
nagrzewany, zatem podczas obróbki nie zmienia
swych właściwości. Zależnie od sposobu nagrzewania
rozróżnia się hartowanie powierzchniowe:
płomieniowe, indukcyjne i kąpielowe.

• odpuszczanie do przedmiotów ze stali, które
były uprzednio poddane hartowaniu , stosuje sie
jeszcze dalszą obróbkę cieplną. Polega ona na
nagrzaniu hartowanej stali do temperatury
niższej od temperatury przemiany A1wygrzaniu
w tej temperaturze i chłodzeniu najczęściej na
powietrzu, niekiedy w oleju. Zasadniczym celem
wyżarzania odpuszczającego (odpuszczania)
jest zmniejszanie naprężeń w sali hartowanej i
następnie zmniejszanie jej kruchości i twardości
oraz zwiększanie właściwości plastycznej i
sprężystych. Podczas ogrzewania zahartowanej
stali zachodzą w niej zmiany polegające na
powstawaniu nowych faz.

Grupa XV
Aneta Wójcik
Aneta Dzięciołowska
Marcin Łabaj
Anna Minorczyk
Document Outline
- Slide 1
- Slide 2
- OBRÓBKA CIEPLNA
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- OBRÓBKA CIEPLNO-CHEMICZNA
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- ŹRÓDŁA ZAGROŻEŃ
- CHARAKTERYSTYKA ZAGROŻEŃ
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- OCENA ZAGROŻEŃ PRZY OBRÓBCE CIEPLNEJ I CIEPLNO-CHEMICZNEJ
- Slide 25
- Slide 26
- Skutki oddziaływania na pracownika
- SPOSOBY PRZECIWDZIAŁAŃ
- Slide 29
- Slide 30
- Slide 31
Wyszukiwarka
Podobne podstrony:
Ocena zagrożeń przy obróbce elektrolitycznej powierzchni
3 - Struktura I Właściwosci Stali Po Obróbce Cieplno-Chemicznej, ZiIP, Semestr 2, Nauka o Materiałac
Ćw 8 Badanie struktury po obróbce cieplno chemicznej wytyczne
OCENA ZAGROŻEŃ PRZY EKSPLOATACJI URZĄDZEŃ POD CIŚNIENIEM
OCENA ZAGROŻEŃ PRZY EKSPLOATACJI URZĄDZEŃ POD CIŚNIENIEM
Ocena zagrożeń przy spawaniu i cięciu metali
Ocena zagro e ä w podstawowych procesach pracy, z uwzgl¦Ödnieniem prac ÔÇô obr bka cieplna i cieplno
obróbka cieplno chemiczna (8)
Obróbka cieplno chemiczna węgl azot
6obrobka cieplna i cieplno chemiczna
Obróbka cieplna i cieplno chemiczna
MAT-OB~1 moje 4 cieplnaa, Obr˙bk˙ cieplno - chemiczn˙ nazywamy po˙˙czenie zabieg˙w cieplnych z celow
Obróbka cieplno - chemiczna, azotowanie, Azotowanie
OBRÓBKA CIEPLNO CHEMICZNA2, nauka, zdrowie, materiałoznawstwo, Obróbka cieplna
obrobka cieplno chemiczna
obróbka cieplno chemiczna stali
Sprawozdanie z Materiałoznawstwa--obróbka cieplno-chemiczna, Materialoznawstwo
obrobka cieplno-chemiczna, Techniki wytwarzania
więcej podobnych podstron