
P R A C E N A U K O W E P O L I T E C H N I K I W A R S Z A W S K I E J
z. 64
Transport
2008
Joanna JASI
ŃSKA
1
, Andrzej
ŚWIDERSKI
2
Zakład Systemów Jako
ści i Zarządzania
02-010 Warszawa, ul. Nowowiejska 26
1
joanna.jasinska@zsjz.pl,
2
andrzej.swiderski@zsjz.pl
METODYKA OCENY RYZYKA W ZAPEWNIENIU JAKO
ŚCI
SYSTEMÓW LOGISTYCZNYCH
Streszczenie
W referacie omówiono istot
ę i metodykę dokonywania oceny ryzyka z punktu widzenia zapewnienia
jako
ści systemów logistycznych. Zaprezentowano wybrane, możliwe do zastosowania metody oceny z zakresu
in
żynierii jakości, inżynierii produkcji i statystyki matematycznej. Przedstawiono przykład ich praktycznego
zastosowania podczas realizacji remontu
śmigłowca. Szczególną uwagę zwrócono na wykorzystanie diagramu
Ishikawy, wykresu Pareto-Lorenza oraz metody FMEA - narz
ędzi wspomagających podejmowanie decyzji
w procesach realizacyjnych.
Słowa kluczowe: ocena ryzyka, system logistyczny, jako
ść, zapewnienie jakości.
1. WPROWADZENIE
Wszelkie procesy logistyczne mo
żna rozpatrywać w ujęciu systemowym. Na system
logistyczny (SL) mog
ą składać się m.in. podsystemy: produkcji, magazynowania, dystrybucji,
handlu, dowozu, eksploatacji i konsumpcji [2]. SL jest zatem zbiorem procesów (i relacji
mi
ędzy nimi) zachodzących w jego obrębie. Może więc obejmować: organizację, planowanie,
kontrol
ę i realizację przepływu towarów z miejsc ich wytworzenia (zakupu), poprzez
produkcj
ę i dystrybucję do odbiorcy [1].
Przyjmuj
ąc za podstawę powyższe rozważania, jakość SL J jest funkcją jakości ich
elementów (w tym podsystemów, czy procesów):
)
,
,
,
,
,
(
k
e
h
d
m
p
j
j
j
j
j
j
f
J
=
(1.1)
gdzie:
p
j
- jako
ść procesu produkcji,
m
j - jako
ść procesu magazynowania,
d
j - jako
ść procesu dystrybucji,
h
j - jako
ść procesu handlowego,
e
j - jako
ść procesu eksploatacji,
k
j - jako
ść procesu konsumpcji.
Tym samym, od jako
ści poszczególnych elementów SL zależy jakość całego systemu.
Jednym z elementów zapewnienia jako
ści [16] SL, jest ocena ryzyka. Przeanalizowanie zatem
Joanna
Jasi
ńska, Andrzej Świderski
istotnych
źródeł ryzyka mających wpływ na realizację dowolnej usługi w ramach SL jest
wa
żnym i trudnym problemem. Brak ustalonej metodyki oceny ryzyka może być źródłem
bł
ędnych decyzji i dotkliwych konsekwencji finansowych.
2. ISTOTA OCENY RYZYKA W ZAPEWNIENIU JAKO
ŚCI SL
Zgodnie z [7,8], ryzyko jest kombinacj
ą prawdopodobieństwa wystąpienia zagrożenia
podczas realizacji usługi w ramach SL i jego negatywnego skutku oddziaływania.
Na ocen
ę ryzyka składają się dwa zasadnicze elementy: szacowanie ryzyka (w tym
identyfikacja i analiza ryzyka) i sterowane ryzykiem (w tym planowanie, redukcja
i monitorowanie ryzyka.
Identyfikacja i analiza, w ramach szacowania ryzyka oraz planowanie, redukowanie
i
monitorowanie, w ramach sterowania ryzykiem, s
ą podstawowymi i koniecznymi
działaniami zabezpieczaj
ącymi przed niepożądanymi skutkami funkcjonowania SL.
Eliminacja (je
śli to możliwe) lub minimalizacja ryzyka mają istotne znaczenie w utrzymaniu
wła
ściwej jakości SL.
Procedura post
ępowania, opisująca wymienione wyżej działania wymaga przywołania
niezb
ędnych metod oceny, głównie z zakresu inżynierii jakości [6,11,12,14], ale również
in
żynierii produkcji [3,10], czy statystyki matematycznej [4,15]. Ważnym jest, aby ocena była
sparametryzowana, a wi
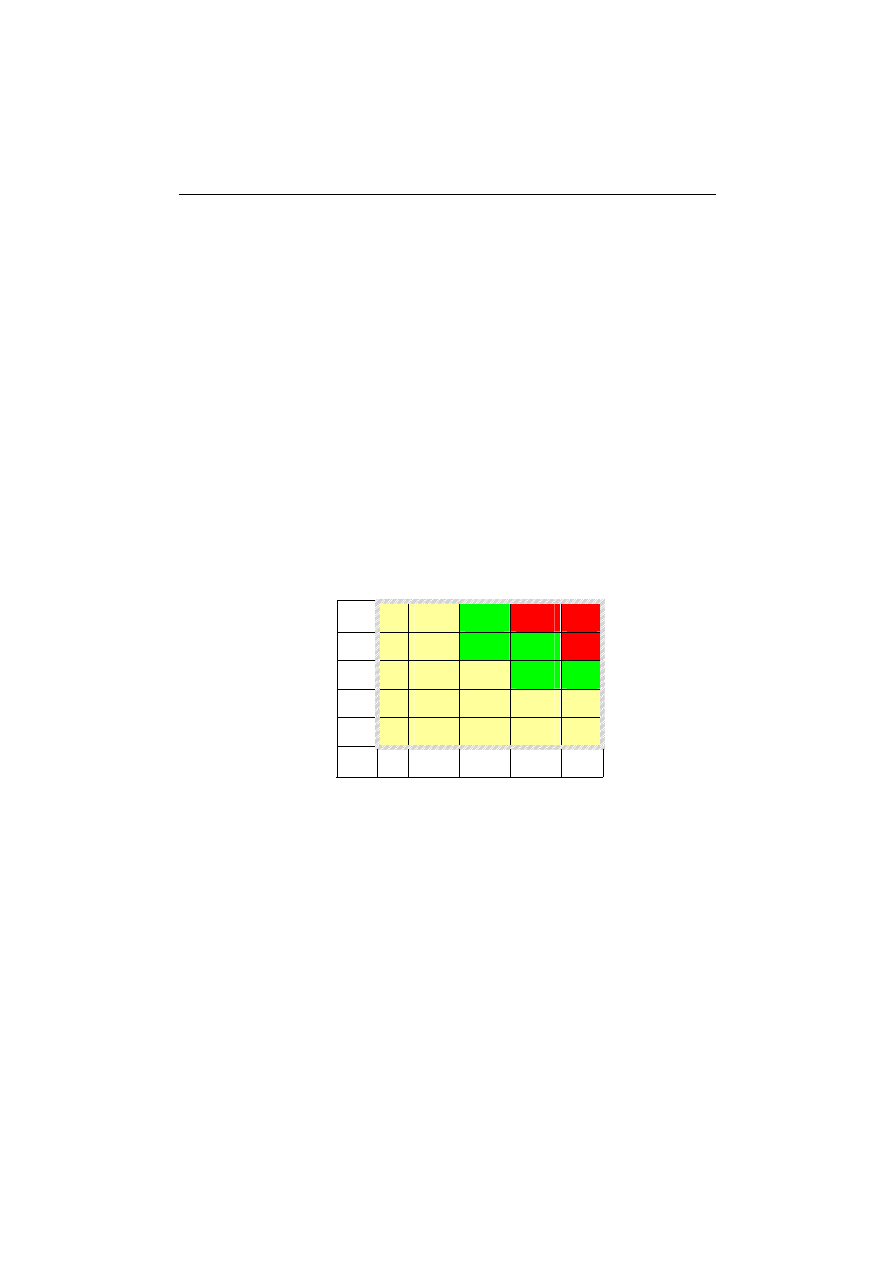
ęc ilościowa. Tylko taka jest najbardziej wiarygodna i obiektywna. Do
jej obiektywizacji mo
że posłużyć macierz ryzyka (rys. 1).
1
0
0.25
0.5
0.75
1
0.75
0
0.187
0.375
0.562
0.75
0.5
0
0.125
0.25
0.375
0.5
0.25
0
0.062
0.125
0.187
0.25
0
0
0
0
0
0
Skutek zagro
żenia
0 0.25 0.5 0.75 1
Prawdopodobie
ństwo wystąpienia zagrożenia
Rys. 1. Macierz ryzyka
Źródło: opracowanie własne
Poziom warto
ści 0,75 – 1 oznacza wysokie ryzyko, co w praktyce przekłada się na
wysokie prawdopodobie
ństwo wystąpienia zagrożenia lub istotny skutek zagrożenia. Taka
sytuacja mo
że wynikać np. z problemów z jakością i terminowością dostaw, niewłaściwym
nadzorowaniem procesów czy brakiem mo
żliwości spełnienia wymagań jakościowych klienta
zarówno pod wzgl
ędem parametrów technicznych jak i dotrzymania terminu realizacji.
Średnie ryzyko w zakresie wartości od 0,375 do 0,562 dotyczy istotnego
prawdopodobie
ństwa wystąpienia zagrożenia i umiarkowanego znaczenia jego skutków.
Najcz
ęściej identyfikuje się je w przypadku niestabilności procesów lub zidentyfikowania
niekorzystnych trendów oddziaływuj
ących na SL.
60
Metodyka oceny ryzyka w zapewnieniu jako
ści systemów logistycznych
Niski poziom ryzyka (0 - 0,25) wyst
ępuje w przypadku małego prawdopodobieństwa
wyst
ąpienia zagrożenia i nieistotnej wartości jego skutku. Ma to miejsce najczęściej, gdy
znana jest zmienno
ść procesu, przebieg jego jest ustabilizowany, a zagrożenia nie mają
wpływu na terminowo
ść realizacji.
Dobór metod jest uzale
żniony od dostępnych danych z realizacji SL, posiadanej wiedzy,
do
świadczenia, umiejętności oraz potrzeb. Zbyt duża liczba zastosowanych metod może
spowodowa
ć rozproszenie danych lub ich utratę. Wybór jednej, może okazać się
niewystarczaj
ący dla przedstawienia przejrzystego, pełnego i logicznego obrazu ryzyka.
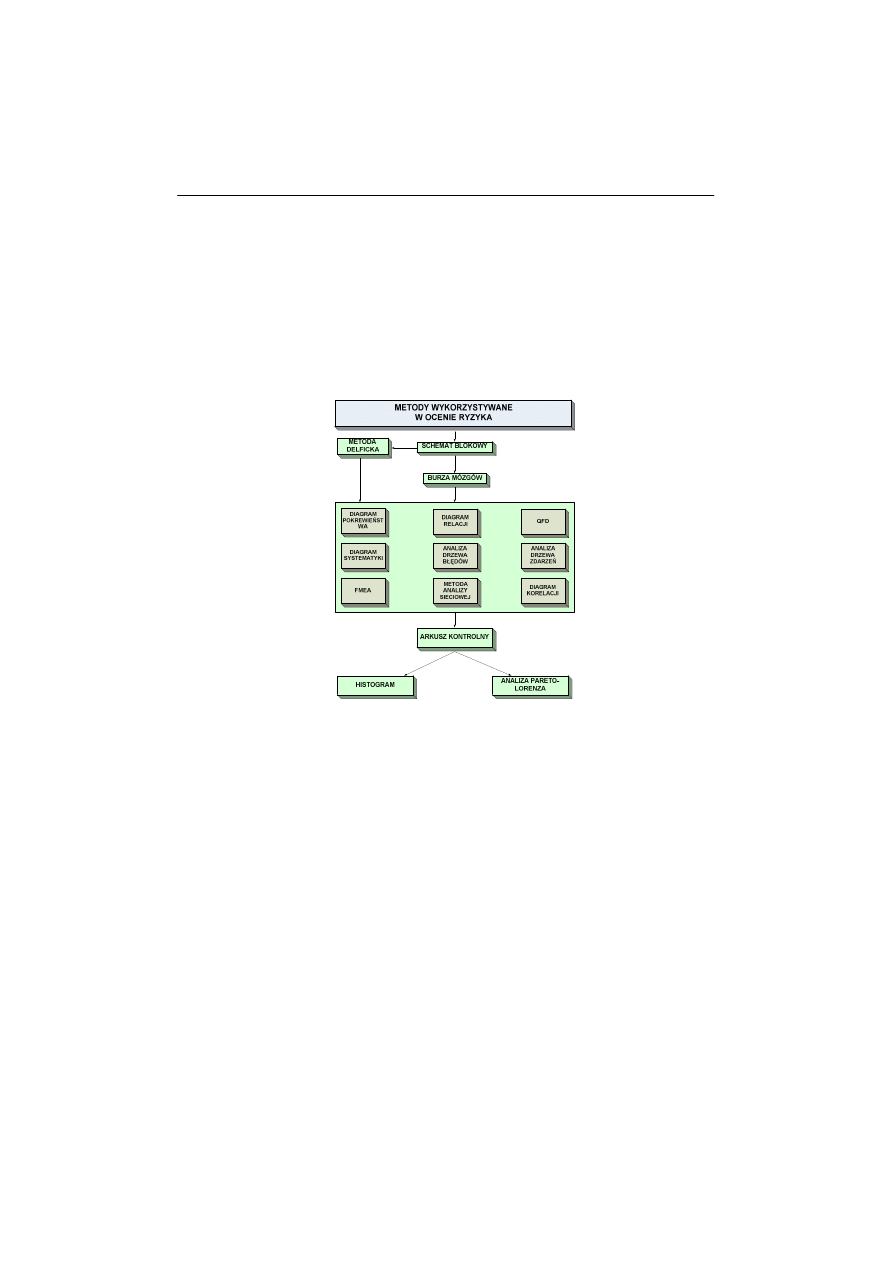
Poni
żej zestawiono metody, które mogą być wykorzystane w ocenie ryzyka w ramach
zapewnienia jako
ści SL (rys. 2).
Rys. 2. Metody wykorzystywane w ocenie ryzyka w ramach zapewnienia jako
ści SL
Źródło: opracowanie własne.
3. METODYKA OCENY RYZYKA – ANALIZA PRZYPADKU
Ocena ryzyka powinna by
ć realizowana w odniesieniu do wszystkich elementów SL,
głównie na etapach: projektowania, produkcji i zakupów w obszarach: technicznym,
technologicznym, kosztowym, terminowym oraz kompetencji personelu [7]. W miar
ę
potrzeby zakres analizy mo
że być rozszerzany o inne dziedziny. Stosowanie zróżnicowanych
metod uzale
żnione jest od stopnia skomplikowania techniczno – technologicznego wyrobu
(w tym usługi) oraz posiadanej wiedzy. Dane do szacowania i sterowania ryzykiem zbierane
s
ą na podstawie oceny zagrożeń występujących w realizacji wcześniejszych podobnych
przedsi
ęwzięć.
Podstawowymi metodami wykorzystywanymi w identyfikacji ryzyka jest burza mózgów
i schemat blokowy. W szczególnych przypadkach koniecznym staje si
ę zbieranie opinii
ekspertów lub tworzenie list pyta
ń kontrolnych. Porządkowanie i klasyfikacja poszczególnych
grup ryzyka odbywa si
ę z zastosowaniem schematu Ishikawy w połączeniu z metodą 5M
[6,11]. Otrzymane wyniki z kolei słu
żą do analizy skutków i prawdopodobieństw wystąpienia
tych zagro
żeń. W zależności od złożoności i „nowości” problemu stosowane są techniki takie,
61
Joanna
Jasi
ńska, Andrzej Świderski
jak QFD, FMEA czy diagram Pareto – Lorenza [11,14]. Przy rozwi
ązywaniu
skomplikowanych i wieloetapowych problemów oraz konieczno
ści oceny wpływu zależności
pomi
ędzy parametrami wyrobu na bezpieczeństwo użytkowania przydatne są różnego typu
diagramy (np. diagram pokrewie
ństwa, relacji, systematyki, matrycowy). Użyteczną metodą
w identyfikowaniu zagro
żeń są metody symulacyjne, takie jak: analiza drzewa błędów,
analiza drzewa zdarze
ń, czy wykres podejmowania decyzji, szczególnie w przypadkach
analizy systemów technicznych.
W procesach produkcji i zakupów szacowanie i sterowanie ryzykiem prowadzone jest
w oparciu o dane zebrane przy pomocy arkuszy kontrolnych w toku procesu. Na ich podstawie
tworzone s
ą karty kontrolne, histogramy, arkusze FMEA i diagram Pareto – Lorenza, których
analiza pozwalała na okre
ślenie prawdopodobieństwa i skutków zagrożeń w trakcie realizacji
przedsi
ęwzięcia.
Przy realizacji przedsi
ęwzięć wieloetapowych i długofalowych przydatna może być
metoda analizy sieciowej PERT, która umo
żliwia optymalizację czasu trwania
poszczególnych etapów z uwzgl
ędnieniem potencjalnych problemów związanych z jakością
i terminowo
ścią dostaw, efektywnością, pracownikami i zasobami materialnymi.
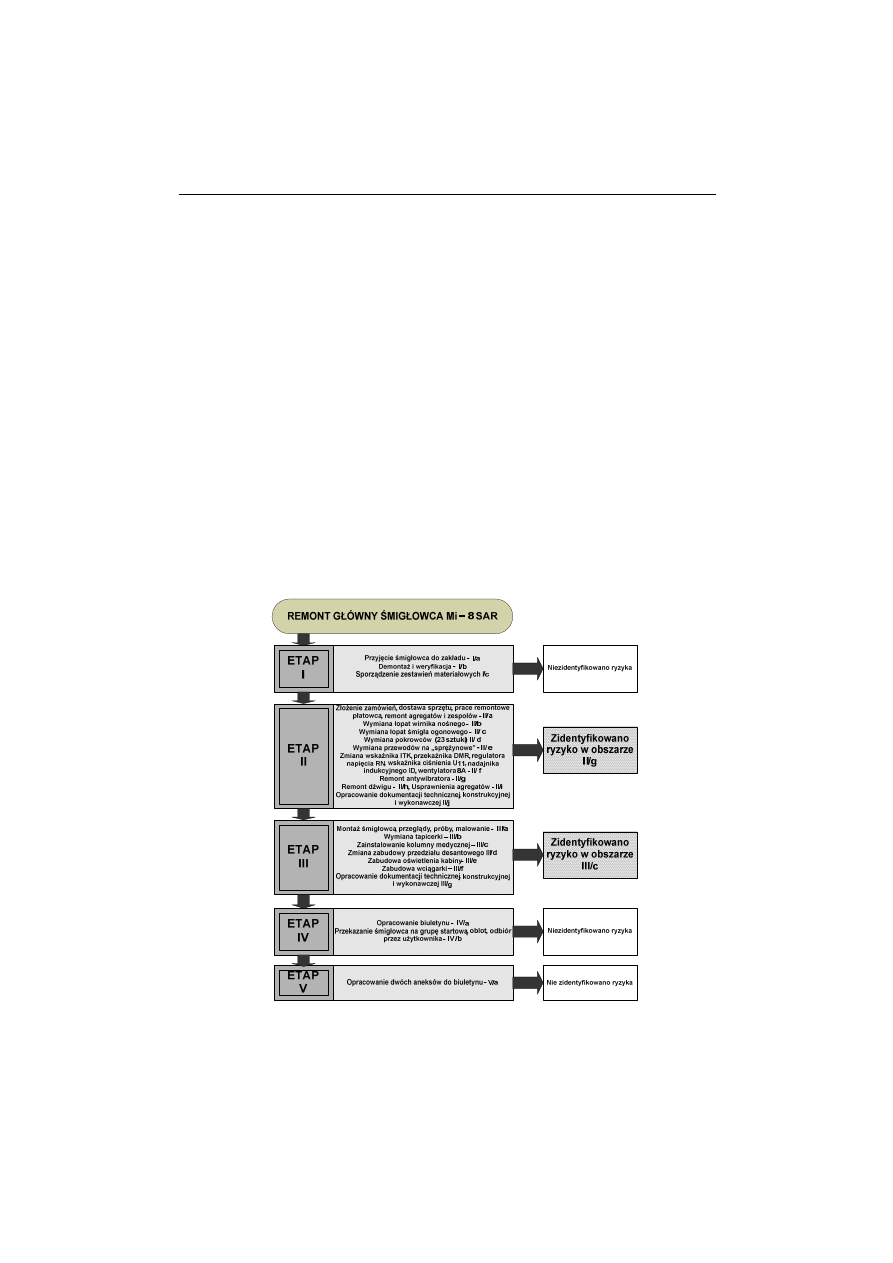
Dla potrzeb analizy, praktyczne zastosowanie ww. metod oceny ryzyka przedstawiono
na przykładzie realizacji remontu
śmigłowca Mi-8 SAR.
Szacowanie ryzyka rozpocz
ęto od określenia działań związanych z remontem.
Procedur
ę kolejności zadań przedstawiono na schemacie blokowym (rys. 3).
Rys. 3. Schemat blokowy procesu remontu
śmigłowca Mi-8 SAR
Źródło: opracowanie własne.
62
Metodyka oceny ryzyka w zapewnieniu jako
ści systemów logistycznych
Podczas burzy mózgów, na podstawie wyników z analizy przebiegu procesu remontu,
zdefiniowano potencjalne zagro
żenia, jakie mogłyby wystąpić i mieć wpływ na właściwe
pó
źniejsze funkcjonowanie śmigłowca i jego zespołów. Zaliczono do nich:
• instalację antywibratora (zgodnie z biuletynem konstrukcyjno – eksploatacyjnym dla
śmigłowca Mi- 8 dotyczącym zabudowy na śmigłowiec antywibratora typ 1 lub typ 2),
• instalację kolumny medycznej,
• zakup piasty wirnika nośnego.
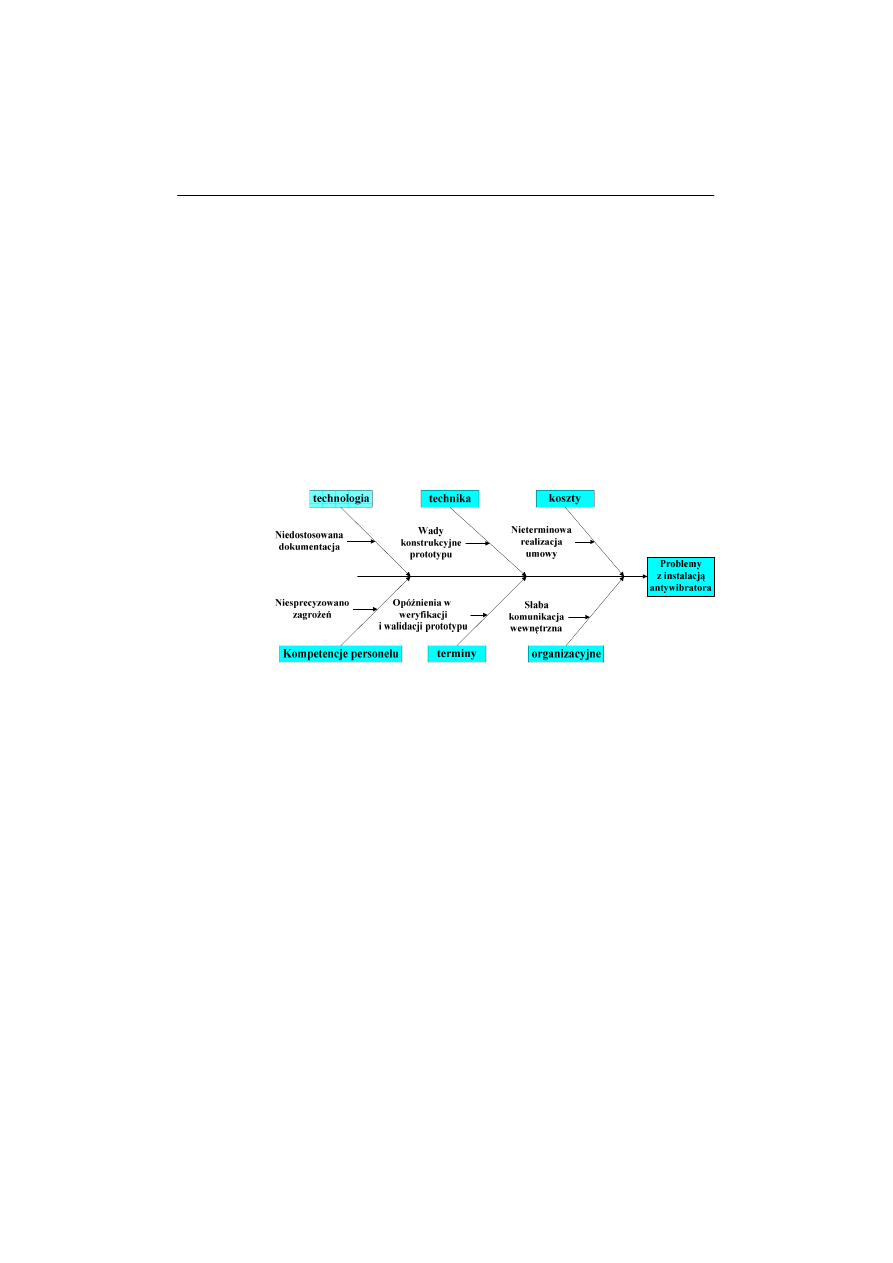
W uporz
ądkowaniu i zaklasyfikowaniu zidentyfikowanych zagrożeń do poszczególnych
obszarów w zakresie remontu antywibratora oraz instalacji kolumny medycznej umo
żliwiło
wykorzystanie diagramu Ishikawy. Przykład diagramu Ishikawy dla zidentyfikowania
problemów z instalacj
ą antywibratora przedstawiono na rys. 4.
Rys. 4. Diagram Ishikawy dla instalacji antywibratora
Źródło: opracowanie własne.
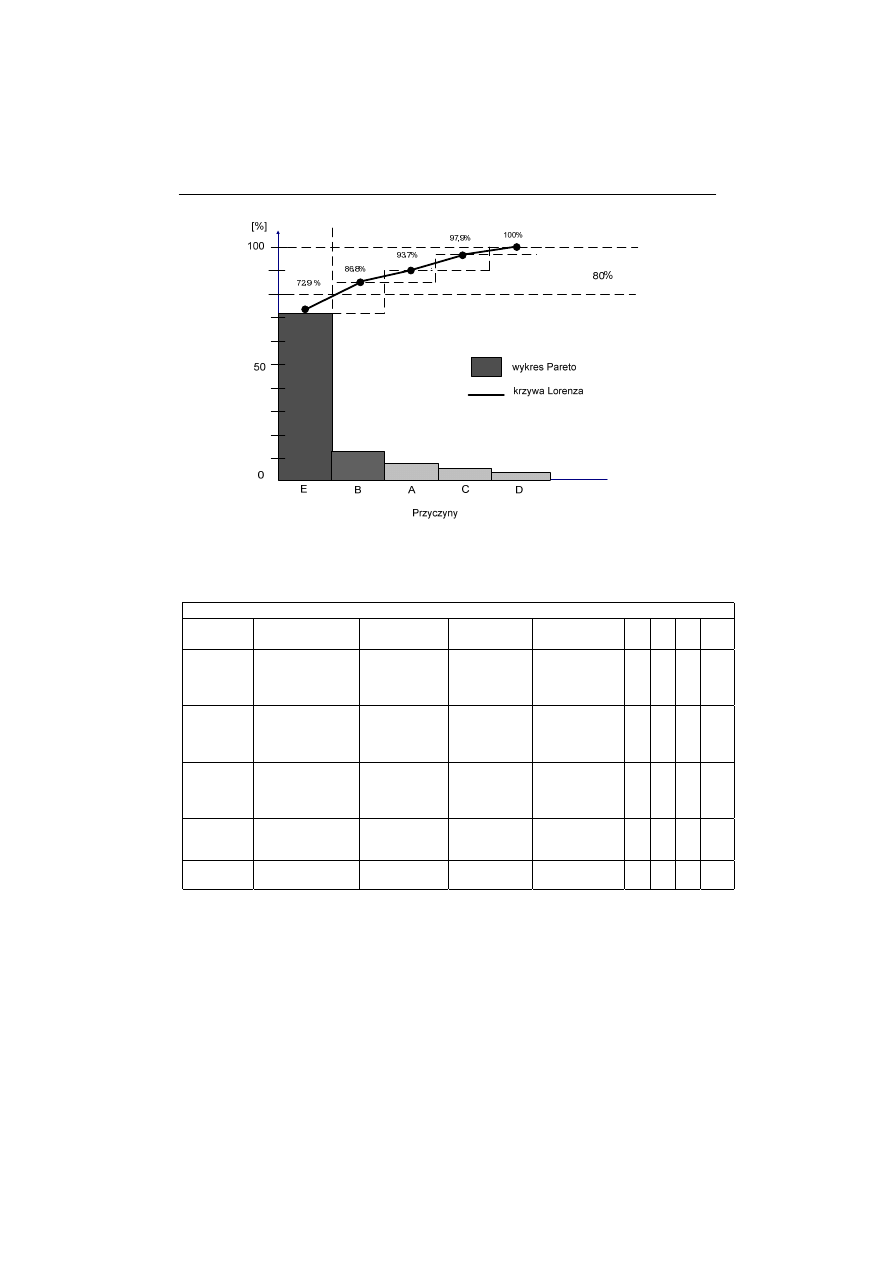
Zastosowanie analizy Pareto - Lorenza umo
żliwiło uszeregowanie najczęściej
pojawiaj
ących się wad konstrukcyjnych antywibratora (rys. 5), do których należą:
A – brak rozpórek – uszkodzenia ruchomych elementów,
B – uszkodzenia mechaniczne antywibratora,
C – p
ęknięcie ramion piasty wirnika nośnego,
D – p
ęknięcie obudowy antywibratora,
E – korozja powierzchniowa antywibratora (ujawniona w czasie przegl
ądu przed montażem).
Uzyskane wyniki z wcze
śniej zastosowanych metod posłużyły do wypełnienia „Kart
FMEA” dla procesów projektowania, produkcji i zakupów. Przykładow
ą kartę dla procesu
projektowania antywibratora przedstawiono w tablicy 1. Punktacja (w skali 1 – 10), dokonana
przez zespół ekspertów (technologów, konstruktorów, specjalistów zapewnienia jako
ści,
logistyków, itp.), metod
ą „burzy mózgów”, oparta była na zasadach przyjętych w teorii
metody FMEA [6,11,12,14]
63
Joanna
Jasi
ńska, Andrzej Świderski
20%
Skut
ki
Rys. 5. Wykres Pareto i krzywa Lorenza dla potencjalnych wad konstrukcyjnych w instalacji antywibratora
Źródło: opracowanie własne.
Tablica 1. Karta FMEA dla procesu projektowania
Projektowanie – instalacja antywibratora
Aspekty
ryzyka
Przyczyna
Cz
ęstotliwość
P
Znaczenie
Z
Wykrywalno
ść
T
P Z T R
Terminy
Opó
źnienia
w przeprowadzeniu
weryfikacji
i walidacji prototypu
Średnia
Nieterminowa
realizacja
umowy
Bardzo wysoka
(monitoring
procesu)
6 10 1 60
Koszty
Nieterminowo
ść
realizacji umowy
Du
ża
Zwi
ększenie
kosztów
realizacji
umowy
Bardzo wysoka
(monitoring
procesu)
8 9 1 72
Technologia
Niespójna
dokumentacja
techniczna z
technologiczn
ą
Bardzo du
ża
Problemy z
instalacj
ą
Bardzo wysoka
(przegl
ąd
dokumentacji)
10 10 2 200
Technika
Wady konstrukcyjne
prototypu
Bardzo du
ża
Brak mo
żliwości
instalacji
Wysoka
(przegl
ąd
dokumentacji)
10 10 3 300
Kompetencje
personelu
- -
-
-
1 1 1 1
Źródło: opracowanie własne
Szczegółowo rozpatrzono przyczyny i skutki zidentyfikowanych zagro
żeń
z uwzgl
ędnieniem częstotliwości występowania P , znaczenia Z oraz poziomu
wykrywalno
ści T dla zidentyfikowanych wcześniej zagrożeń. Na tej podstawie wyznaczono
warto
ść ryzyka R , zgodnie z regułą 3.1.
T
Z
P
R
⋅
⋅
=
(3.1)
gdzie:
64
Metodyka oceny ryzyka w zapewnieniu jako
ści systemów logistycznych
R - warto
ść wyznaczonego ryzyka,
P - cz
ęstotliwość występowania zagrożenia,
Z - znaczenie dla klienta zidentyfikowanego zagro
żenia,
T - poziom wykrywalno
ści.
Ustalono,
że wartość ryzyka 100
〉
R
wskazuje na konieczno
ść podjęcia działań
zapobiegawczych, a warto
ść
)
100
;
36
⊂
R
- na rozwa
żenie zasadności ich podjęcia.
W zale
żności od wartości oszacowanego ryzyka, zgodnie z przyjętymi kryteriami oceny,
okre
ślono priorytety i kolejność realizacji zaproponowanych działań zapobiegawczych.
Zaplanowano odpowiednie zasoby do monitorowania i redukowania ryzyka, terminy realizacji
oraz wykonawców.
Zapisów dotycz
ących sterowania ryzykiem dokonywano w karcie sterowania ryzykiem
– tablica 2.
Tablica 2. Karta sterowania ryzykiem
Okre
ślenie wartości ryzyka po przeprowadzeniu działań
zapobiegawczych – obni
żających ryzyko
Projektowana
instalacja
Aspekty ryzyka
Cz
ęstotliwość
P
Znaczenie
Z
Wykrywalno
ść
T
Ryzyko
R
Terminy
1 1 1
1
Koszty
3 4 1
12
Technologia
3 3 1
9
Technika
2 3 1
6
Instalacja
antywibratora
Kompetencje
personelu
1 1 1
1
Źródło: opracowanie własne
Zastosowanie metody FMEA wymaga przetworzenia uzyskanych warto
ści ryzyka R
(np. poprzez opracowanie tabeli porównawczej) tak, aby były one spójne z ustalonymi
warto
ściami w macierzy kryterialnej ryzyka (rys. 1). Najczęściej, w nieskomplikowanych SL
nie ma potrzeby korzystania z metody FMEA. Wystarczy wykorzysta
ć w ocenie ryzyka
zale
żności pomiędzy prawdopodobieństwem wystąpienia zagrożenia i jego skutkiem bazując
jedynie na macierzy (rys. 1).
4. PODSUMOWANIE
Ryzyko jest zjawiskiem normalnym, a zarz
ądzanie nim - koniecznym do dynamicznego
rozwoju ka
żdej firmy. Doświadczenia autorów [7,8,9,16] potwierdzają potrzebę zarządzania
ryzykiem w realizacji przedsi
ęwzięć logistycznych w celu wyeliminowania ryzyka lub, o ile
jest to mo
żliwe, zredukowania go.
Wa
żnym problemem w podejmowaniu decyzji o przystąpieniu do realizacji
przedsi
ęwzięcia logistycznego jest więc właściwe podejście do oceny ryzyka, w tym
odpowiedni dobór metod w celu uzyskania wiarygodnych wyników. Maj
ąc wiedzę z zakresu
istoty działania danej metody, elementów wspólnych, ró
żnic i ograniczeń, wskazane jest
przeanalizowanie zalet i wad stosowanych metod, które w konsekwencji mog
ą zdeterminować
ich wła
ściwy wybór. Należy zaznaczyć, że metody zarówno opisowe jak i oparte na aparacie
matematycznym wzajemnie si
ę uzupełniają. Zastosowanie metod statystycznych wynika
z konieczno
ści monitorowania i analizy zmienności danych obserwowanych na różnych
65

Joanna
Jasi
ńska, Andrzej Świderski
etapach realizacji wyrobu. Nawet przy stosunkowo małej liczbie danych wykorzystanie
technik statystycznych pozwala na lepsze zrozumienie charakteru, zakresu i przyczyn
zmienno
ści, co ułatwia rozwiązywanie problemów.
LITERATURA
[1] Brzezi
ński M.: Logistyka w przedsiębiorstwie, wyd. Bellona, Warszawa 2006.
[2] Dworecki E., Berny J.: Logistyka racjonalnego działania, wyd. REPROGRAFF, Radom 2005.
[3] Feigenbaum A.V.: Total Quality Control Engineering and Management, wyd. Mc Graw-Hill,
New York 1961.
[4] Hryniewicz O.: Optymalne plany statystycznej kontroli jako
ści produkcji, wyd. PWN,
Warszawa 1983.
[5] IEC 62198:2001 Project risk management – Application guidelines.
[6] Ishikawa K.: Guide to Quality Control, wyd. Asian Productivity Organization, Tokyo 1987.
[7] Jasi
ńska J., Świderski A. Ryzyko w zapewnieniu jakości technicznych środków transportu,
Mi
ędzynarodowa Konferencja Naukowo-Techniczna „Transport XXI w.”, Politechnika
Warszawska, Komitet Transportu PAN, Stare Jabłonki 2007.
[8] Jasi
ńska J., Świderski A.: Problemy oceny ryzyka w procesach realizacji wyrobów w aspekcie
wymaga
ń AQAP, Problemy Jakości nr 1, Warszawa 2006.
[9] Jasi
ńska J., Świderski A.: Zarządzanie ryzykiem w realizacji kontraktów z wymaganiami
NATO, V Krajowa Konferencja Naukowo-Techniczna „Problematyka normalizacji,
zapewnienia jako
ści i kodyfikacji w aspekcie integracji z NATO i Unią Europejską”, Materiały
konferencyjne, WAT, Warszawa, 2005.
[10] Juran J.: Quality Control Handbook, wyd. Mc Graw-Hill, New York 1974.
[11] Kindlarski E.: TQM, wykresy Ishikawy i Pareto, Q Team, wyd. Bellona, Warszawa 1993.
[12] Kolman R.: In
żynieria jakości, wyd. PWE, Warszawa 1992.
[13] Lonnblad L., Petersom C., Rognvaldsson T.: Pattern recognition in high energy physics with
artificial neural networks – JETNET 2.0, Computer Physics Communications 70, 1992, 167-
182.
[14] Oakland J. S.: Total Quality Managment, wyd. Bulterwarth-Heinemann, Oxford 1992.
[15] Oakland J. S., Followel R. F.: Statistical Proces Control, wyd. Heinemann Newness, Oxford,
London-Kingston 1990.
[16]
Świderski A. Aspekty praktyczne zapewnienia jakości technicznych środków transportu,
Mi
ędzynarodowa Konferencja Naukowo-Techniczna „Transport XXI w.”, Politechnika
Warszawska, Komitet Transportu PAN, Stare Jabłonki 2007.
RISK ASSESSMENT METHODOLOGY IN QUALITY ASSURANCE OF LOGISTIC SYSTEMS
Abstract
The article describes the essence and methodology of risk assessment from quality assurance of logistic
systems point. The assessment methods, possible for usage, from quality engineering area, production
engineering and mathematical statistics are presented. Their practical usage during a helicopter repair is
presented. A special attention is paid to usage of Ishikawa diagram, Pareto-Lorenz analysis and FMEA method as
tools supporting taking decision in production processes.
Keywords: risk assessment, logistic system, quality, quality assurance.
Recenzenci: Tomasz Ambroziak, Marianna Jacyna
66
Wyszukiwarka
Podobne podstrony:
08 Metody Oceny Ryzyka Zawodowegoid 7450
METODY OCENY RYZYKA ZAWODOWEGO
Metody oceny ryzyka, bhp
17 02 Metodyka oceny ryzykaid 17384
Sytemy zapewnienia jakości`, Systemy Zapewnienia Jakości, Systemy Zapewnienia Bezpieczeństwa Zdrowot
koncepcja metody oceny ryzyka w przedsiewzieciach informatyc WHX4Y2MTPMKXMSFMSNK4ZOD2YPTTQAW7YZ6DLOI
Wybrane metody oceny ryzyka2009
METODY OCENY RYZYKA ZAWODOWEGO, BECHAPOWIEC, Ocena Ryzyka Zawodowego, ORZ - METODY OCENY
RYZYKO - UNITEST i INNE METODY OCENY RYZYKA, PORADY BHP
Sytemy zapewnienia jakości`, Systemy zarządzania jakością 2, Systemy zarządzania jakością
Metody oceny ryzyka zawodowego-ściąga, UZZM, Janiga
Metody oceny ryzyka
Metody oceny ryzyka upadłości przedsiębiorstwa
Kryteria i metody oceny ryzyka zawodowego2
Metody oceny ryzyka
002 metody oceny ryzyka zawodowego
Szkol Metody Oceny Ryzyka wykład
więcej podobnych podstron