
Metody Technologii Obróbczych
TEMAT PRACY:
Obróbka Skrawaniem - Gwintowanie
1. WSTĘP
Aby móc mówić o rodzajach połączeń gwintowych ich oznaczeniach, sposobach ich
wykonywania należy w pierwszej kolejności zdefiniować pojęcie „ gwint”.
Gwint - jest to śrubowe nacięcie na powierzchni walcowej, zewnętrznej lub wewnętrznej.
Komplementarne gwinty wewnętrzny i zewnętrzny mają tak dobrany kształt, że dokładnie
pasują do siebie. Ruch obrotowy elementu z gwintem zewnętrznym powoduje przesuwanie
się tego elementu względem elementu z gwintem wewnętrznym.
Gwintowanie - modelowanie gwintów zewnętrznych i wewnętrznych na drodze obróbki
skrawaniem lub obróbki plastycznej. Gwintowanie ręczne wykonuje się za pomocą narzynek
(gwintowanie zewnętrzne), gwintowników (gwintowanie wewnętrzne) oraz gwinciarek.
Gwintowanie mechaniczne przeprowadza się na tokarkach, na frezarkach (za pomocą fre-
zów krążkowych i głowic frezowych), na wiertarkach oraz na szlifierkach do gwintów.
Gwintowanie metodami obróbki plastycznej odbywa się przez walcowanie i wygniatanie na
walcarkach do gwintów.
Gwint może być definiowany jako równia pochyła nawinięta na walec. W związku z tym me-
chanika gwintu jest analogiczna jak równi pochyłej. Dlatego też śrubę zalicza się wraz z rów-
nią pochyłą do maszyn prostych.
Połączenia gwintowe są jedną z najczęściej stosowanych form połączeń w budowie
maszyn. Służą głównie do łączenia elementów maszyn i urządzeń. Tego typu połączenia zali-
czane są do połączeń kształtowych. Wyróżniamy kilka rodzajów połączeń gwintowych do
jednych z nich zaliczać będziemy:
połączenia gwintowe bezpośrednie (jedna część nakręcana jest bezpośrednio na inną
część)
połączenia gwintowe pośrednie (gdy części łączy się ze sobą za pośrednictwem łączni-
ków w postaci nakrętek, śrub lub wkrętów).
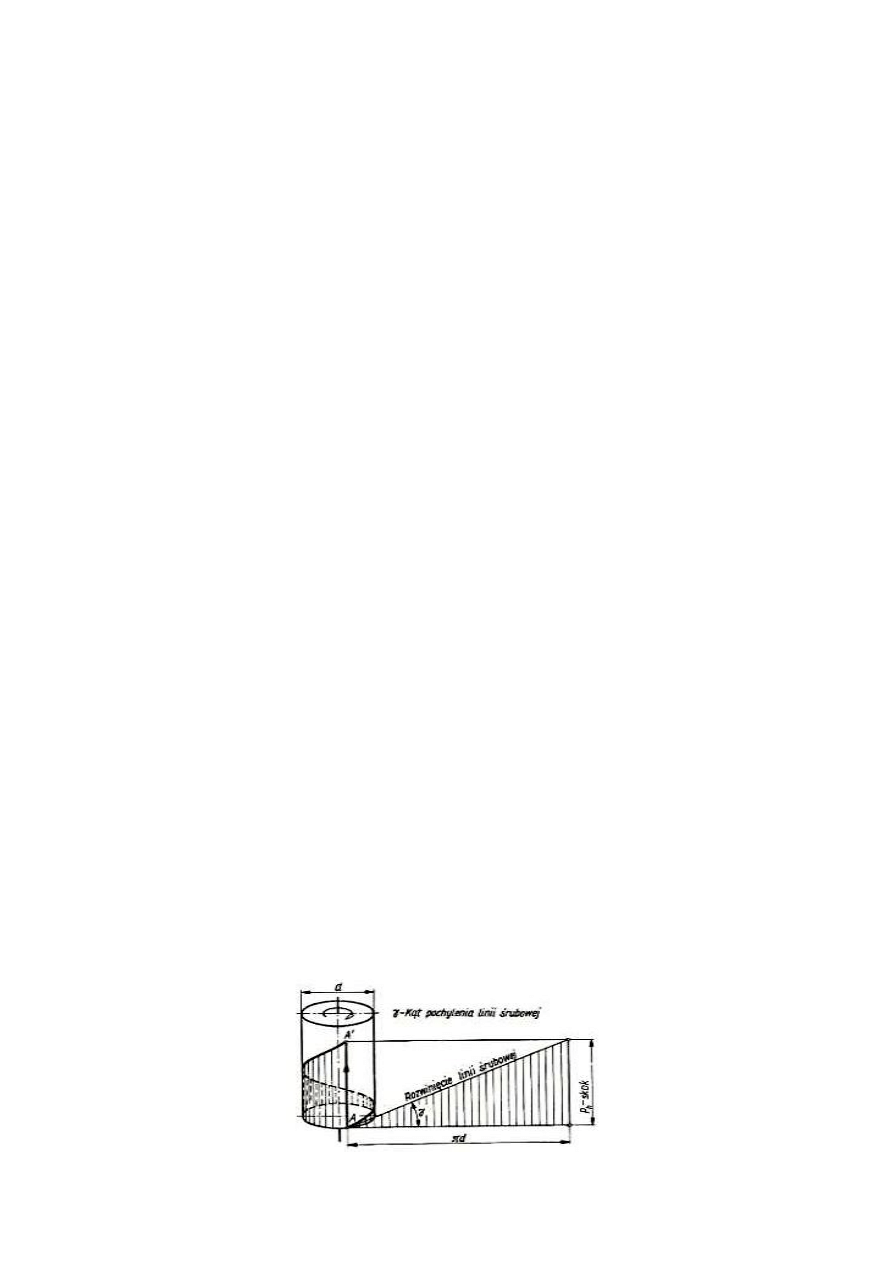
Gwintowanie innymi słowy nacinanie gwintu polega na wykonaniu wgłębienia wzdłuż linii
śrubowej na powierzchni wałka lub otworu. Poniższy rysunek przedstawia powstanie linii
śrubowej na powierzchni walca.
Jeśli na walcu punkt A przesuwa się po tworzącej w kierunku A’, a jednocześnie walec się
obraca to na jego powierzchni powstaje linia śrubowa. W zależności od kierunku ruchu obro-
towego walca może powstać linia śrubowa prawoskrętna lub lewoskrętna. Odległość pomię-
dzy punktem A, a A’ – czyli odcinek drogi jaką przebył punkt A w ciągu jednego pełnego
obrotu walca nazywamy SKOKIEM – P
h
linii śrubowej – skokiem gwintu. Podczas nacina-
nia gwintu ostrze urządzenia nacinającego wykonuje ruch względny po linii śrubowej tworząc
rowek o odpowiednim zarysie gwintu. Gwint można nacinać na powierzchni walcowej ze-
wnętrznej – otrzymamy wówczas śrubę, lub na powierzchni walcowej wewnętrznej – otrzy-
mamy nakrętkę.
2. PODZIAŁ I RODZAJE GWINTÓW
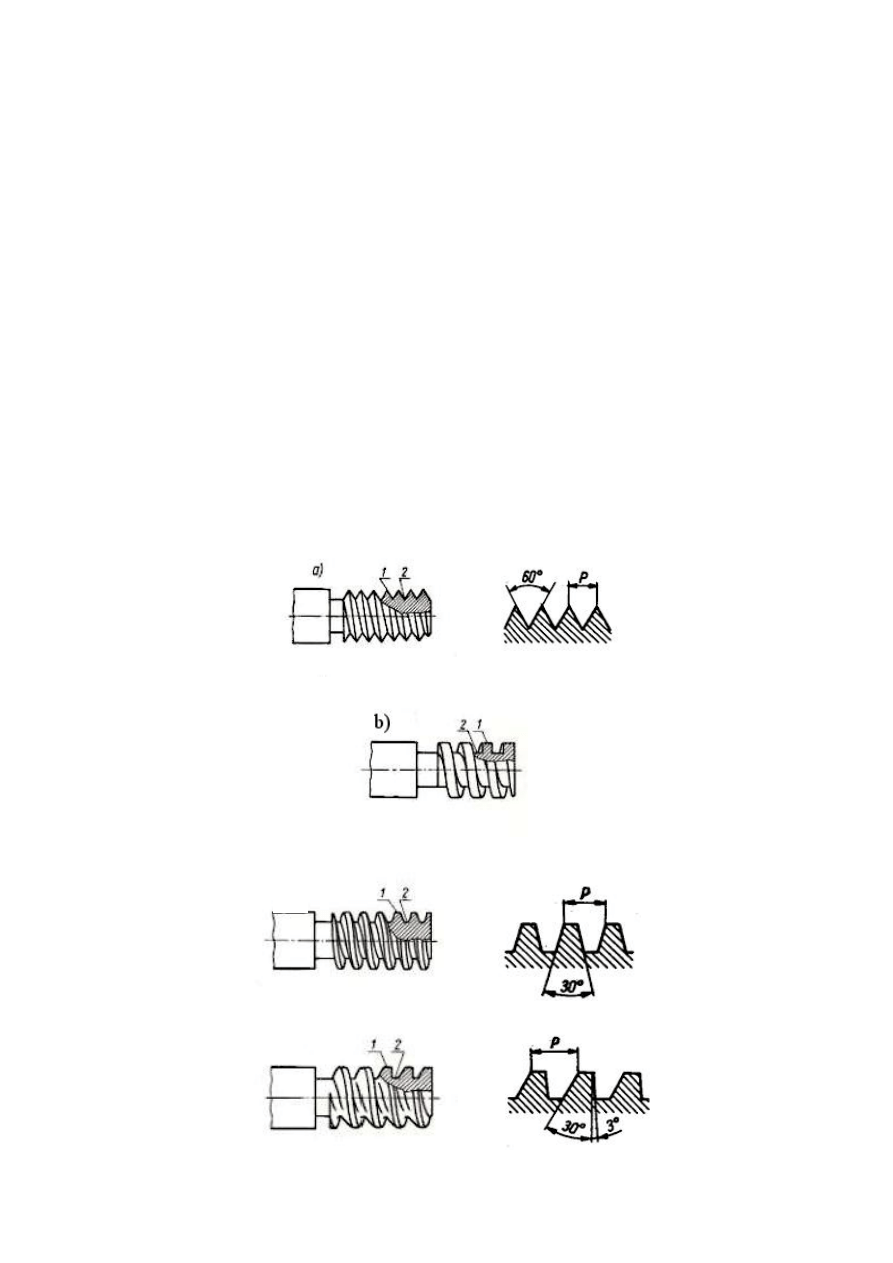
Gwinty dzielimy według ich zarysów i systemów . W zależności od rodzaju gwintu
rozróżnia się gwinty:
a) Trójkątne
b) Prostokątne
c) Trapezowe – symetryczne i niesymetryczne
c)
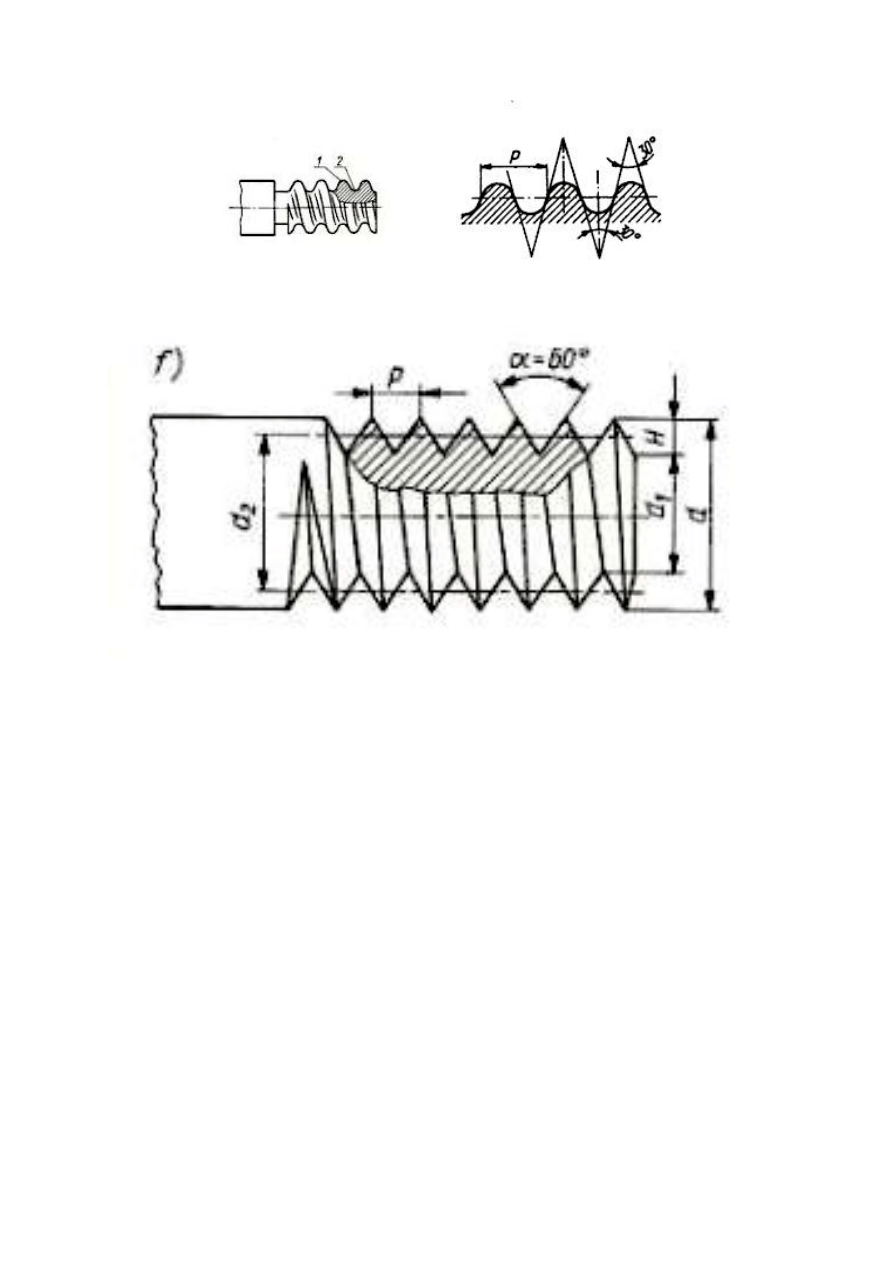
d) Okrągłe
Na powyższych i poniższym rysunku przedstawiono wielkości charakteryzujące gwint me-
tryczny:
1 – występ
2 – bruzda
α – kąt gwintu – to kąt zawarty między bokami zarysu – w gwincie metrycznym 60° w gwin-
cie calowym 55°
d – średnica zewnętrzna gwintu
d
1
– średnica wewnętrzna gwintu
d
2
– średnica podziałowa gwintu
P – podziałka
H – wysokość
W gwintach jednokrotnych skok jest równy podziałce gwintu, natomiast w gwintach wielo-
krotnych na jeden skok przypada kilka podziałek gwintu.
Gwinty metryczne określane są poprzez podanie symbolu gwintu M, wartości średnicy ze-
wnętrznej, np. M20 – dla gwintów zwykłych, a w przypadku gwintów drobnozwojowych po-
daje się dodatkowo podziałkę, npM20x1,5.
Jak wiemy z doświadczenia rozróżnia się gwinty lewy i prawy. Gwinty lewe oznacza się do-
datkowo symbolem LH. Na przykład gwint metryczny drobnozwojny o podziałce P-3mm i
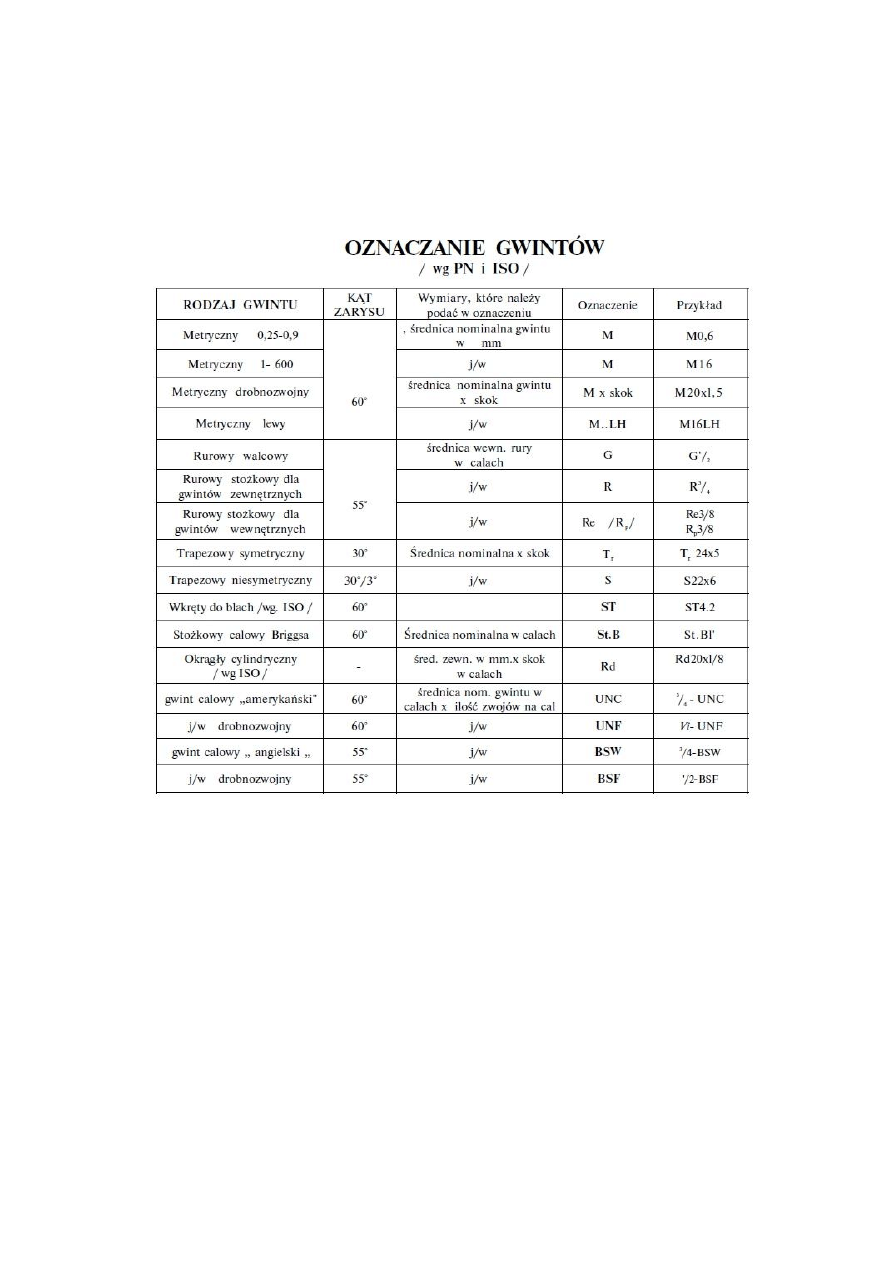
średnicy zewnętrznej 64mm określa się symbole M64x3LH. Wymiary nominalne gwintów
metrycznych są zawarte w normie PN-ISO 724:1995 – Gwinty metryczne ISO ogólnego prze-
znaczenia. Wymiary nominalne.
Podobnie jak wymiary wszystkich części maszyn tak i wymiary gwintów wykonuje się z
pewnym określonym rodzajem tolerancji. Wyróżniamy kilka rodzajów pasowań gwintów:
Luźne
Suwliwe
Ciasne
Mieszane
Określone normy przewidują wykonywanie gwintów metrycznych w trzech klasach dokład-
ności:
Klasie dokładnej dla gwintów do urządzeń precyzyjnych
Klasie średnio dokładnej dla gwintów ogólnego przeznaczenia
Klasie zgrubnej dla gwintów o obniżonej dokładności
3. GWINTOWANIE
Wszelkiego rodzaju urządzenia gwintujące występujące na rynku możemy podzielić
na dwa rodzaje: ręczne i maszynowe.
Gwintowniki maszynowe są podobne do ręcznych, a różnią się jedynie częścią chwytową. Ich
chwyt jest najczęściej cylindryczny zakończony zbierakiem. Gwintowniki przy pomocy któ-
rych wykonuje się otwory nieprzelotowe posiadają bardzo krótką część stożkową. Otwór
lub walec można gwintowa na tokarce, frezarce, wiertarce, i innych podobnych obrabiarkach.
Po za tym gwintować można za pomocą freza na frezarce lub tarczą szlifierską na szlifierce.
Gwintowniki maszynowe posiadają wiele odmian w zależności od zastosowania. Śruby gwin-
tujemy maszynowo tymi samymi sposobami jak gwinty w otworach z tą jednak różnicą, że
narzędzie gwintujące musi mieć nieco inny kształt. W obydwu przypadkach gwintowania
zewnętrznego i wewnętrznego narzędzie jest kształtowe o profilu odpowiednim do zarysu
gwintu nacinowego.
4. NARZĘDZIA DO GWINTOWANIA RĘCZNEGO
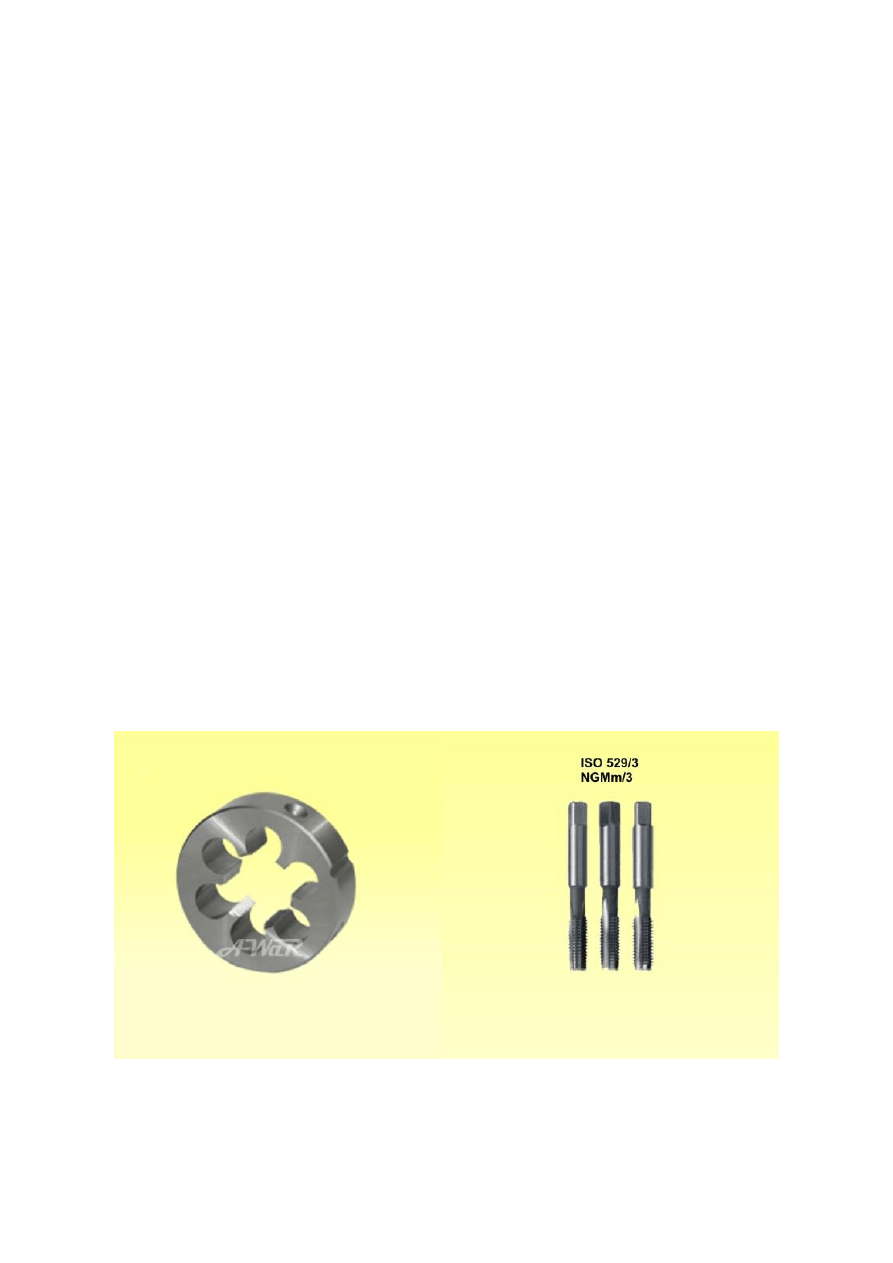
Do nacinania gwintów zewnętrznych służą tak zwane narzynki (rys.2), a do we-
wnętrznych gwintowniki (rys.3).
Rys.2 Narzynka
Rys.3 Gwintowniki
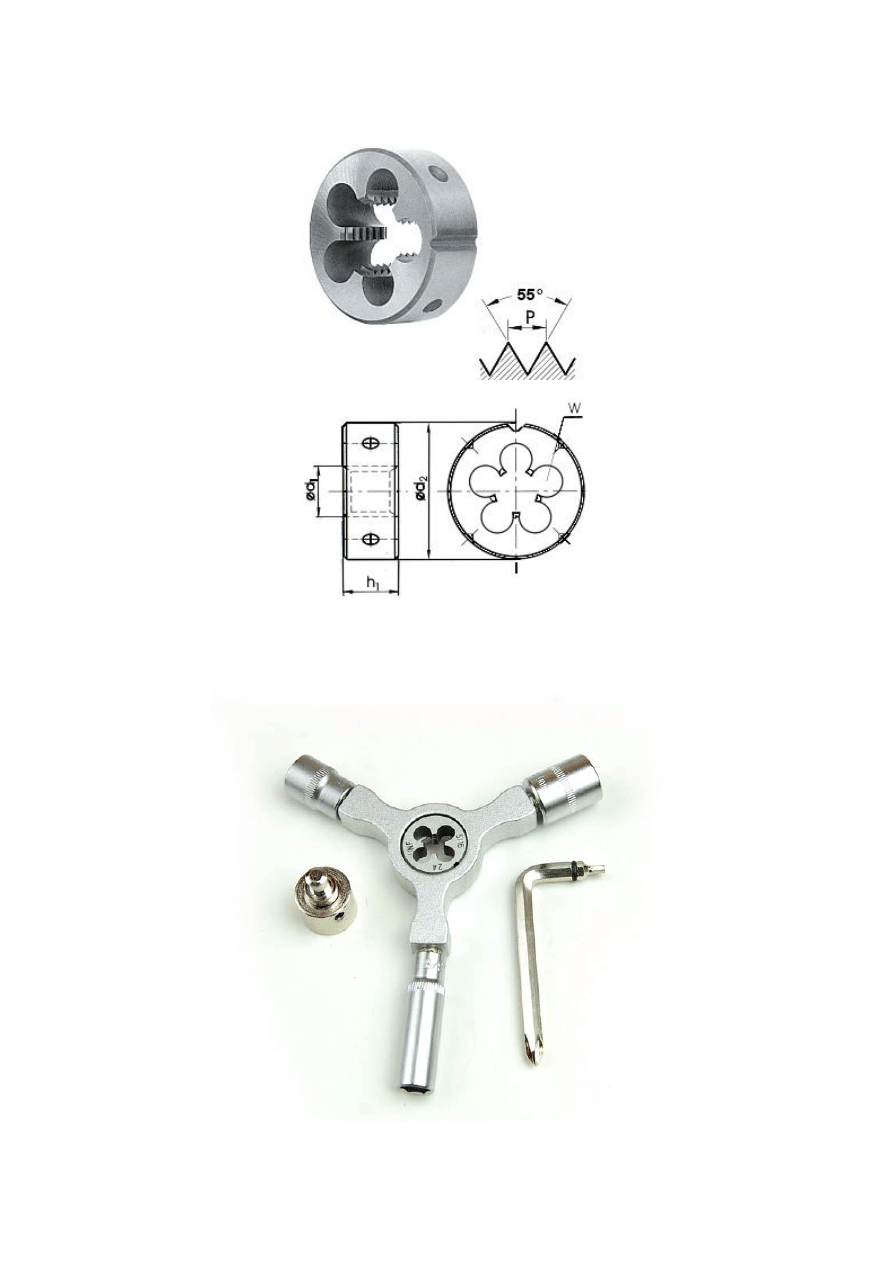
a) NARZYNKA
Pod pojęciem „Narzynka” rozumieć będziemy narzędzie do nacinania gwintów ze-
wnętrznych. Są to najczęściej stalowe, hartowane pierścienie wewnątrz nagwintowane z na-
wierconymi otworami tworzącymi krawędzie tnące oraz służące do odprowadzania wiórów,
które powstają podczas gwintowania elementów. Ilość krawędzi skrawających jest taka sama
jak liczba otworów i jest zależna od średnicy gwintu.
Narzynki posiadające trzy krawędzie gwintujące urywa się do gwintów o średnicy do 6 mm, z
czterema krawędziami do gwintów 6÷16 mm, z pięcioma krawędziami do gwintów powyżej
16 mm. Cześć skrawająca narzynki posiada kształt stożka o kącie rozwarcia 60° i jest jedna-
kowa po obu stronach narzynki. Część walcowa służy do wykańczania gwintu i prowadzenia
narzędzia.
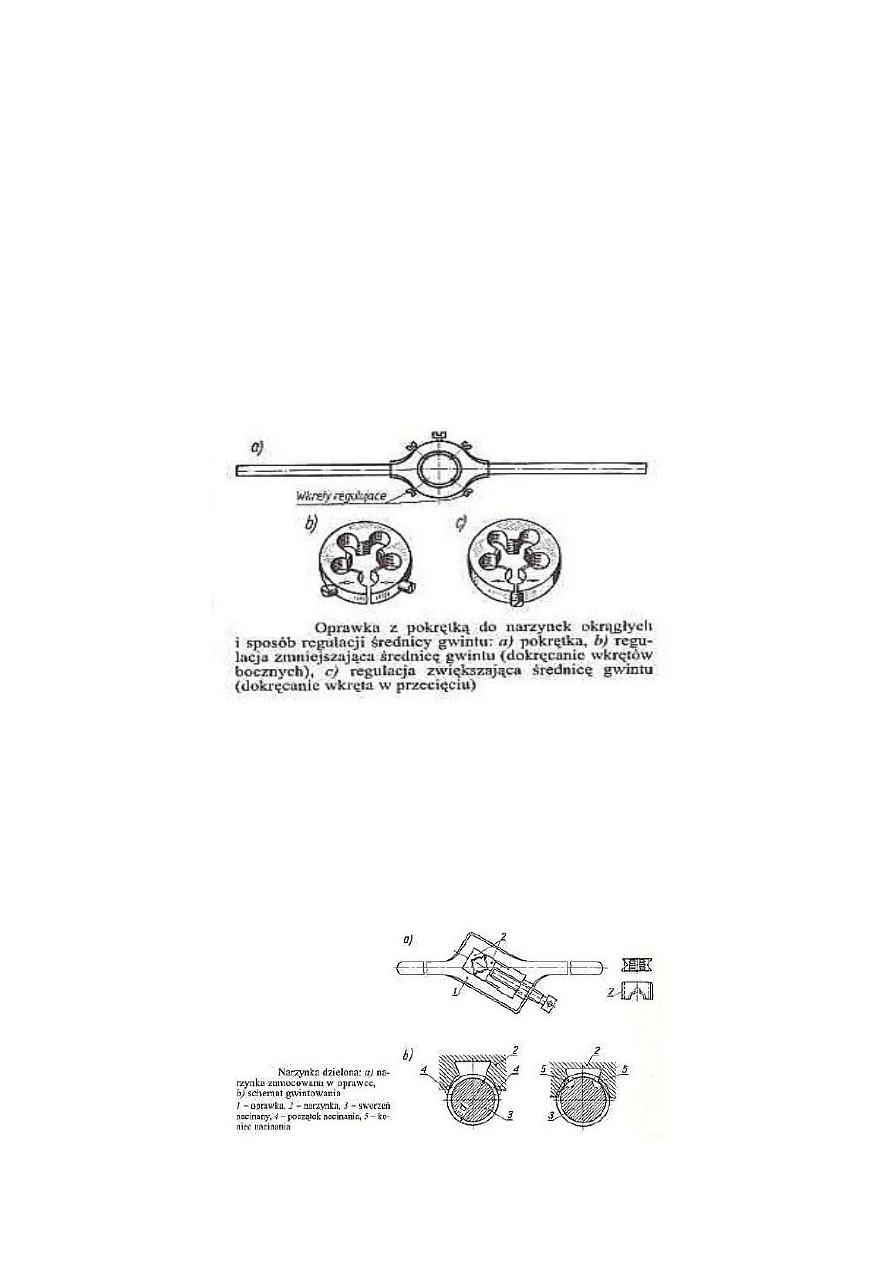
Do nacinania gwintów zewnętrznych stosować można także narzynki dzielone. Na-
rzynka taka składa się z dwóch części umieszczonych przesuwnie w prowadnicach oprawki.
Każda część ma półokrągłe nagwintowane wgłębienie przecięte trapezowym rowkiem. Na
skute tego powstają krawędzie skrawające i miejsce do odprowadzania wiórów. Elementy
gwintowane narzynką tego typu muszą być gwintowane w kilku przejściach, dokręcając po
każdym przejściu połówki narzynki. ,
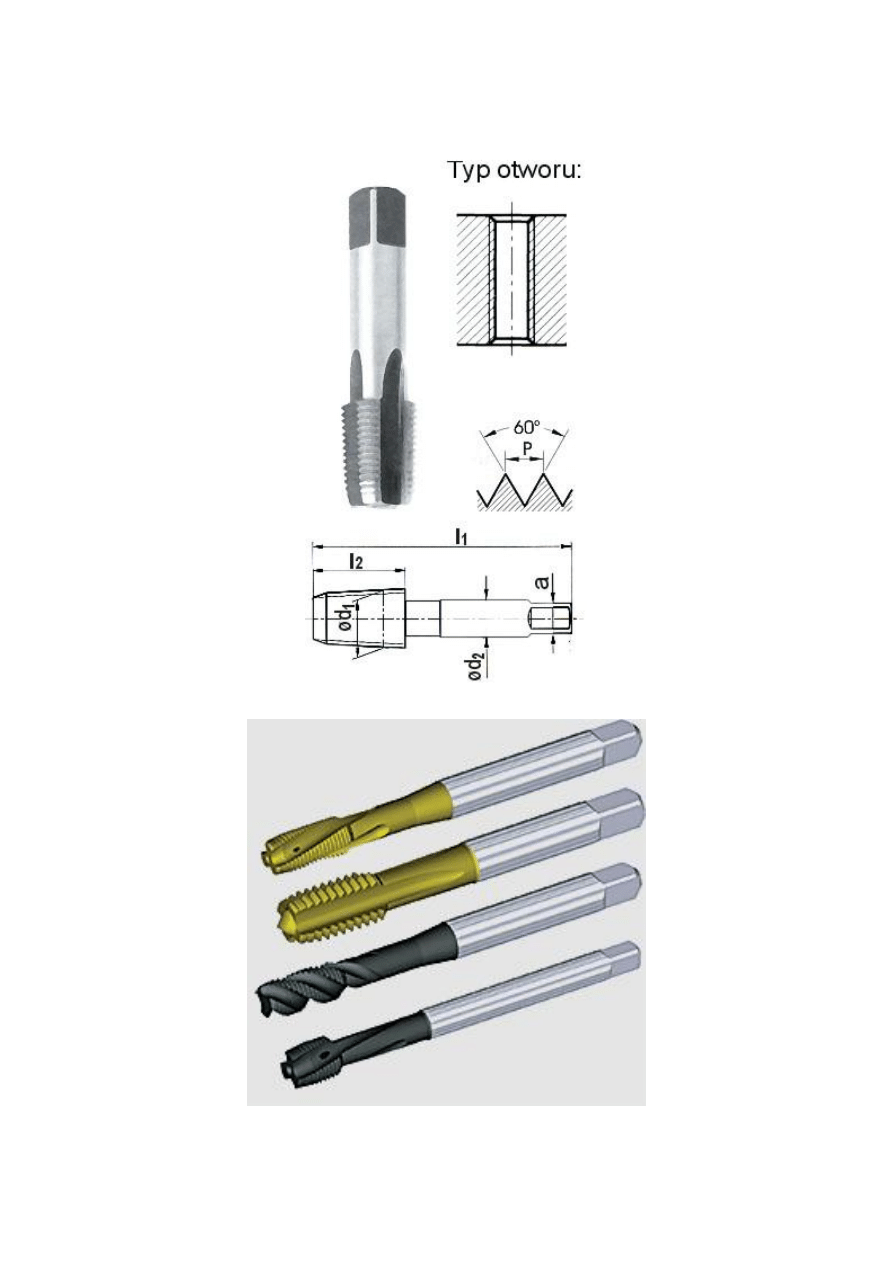
b) GWINTOWNIK
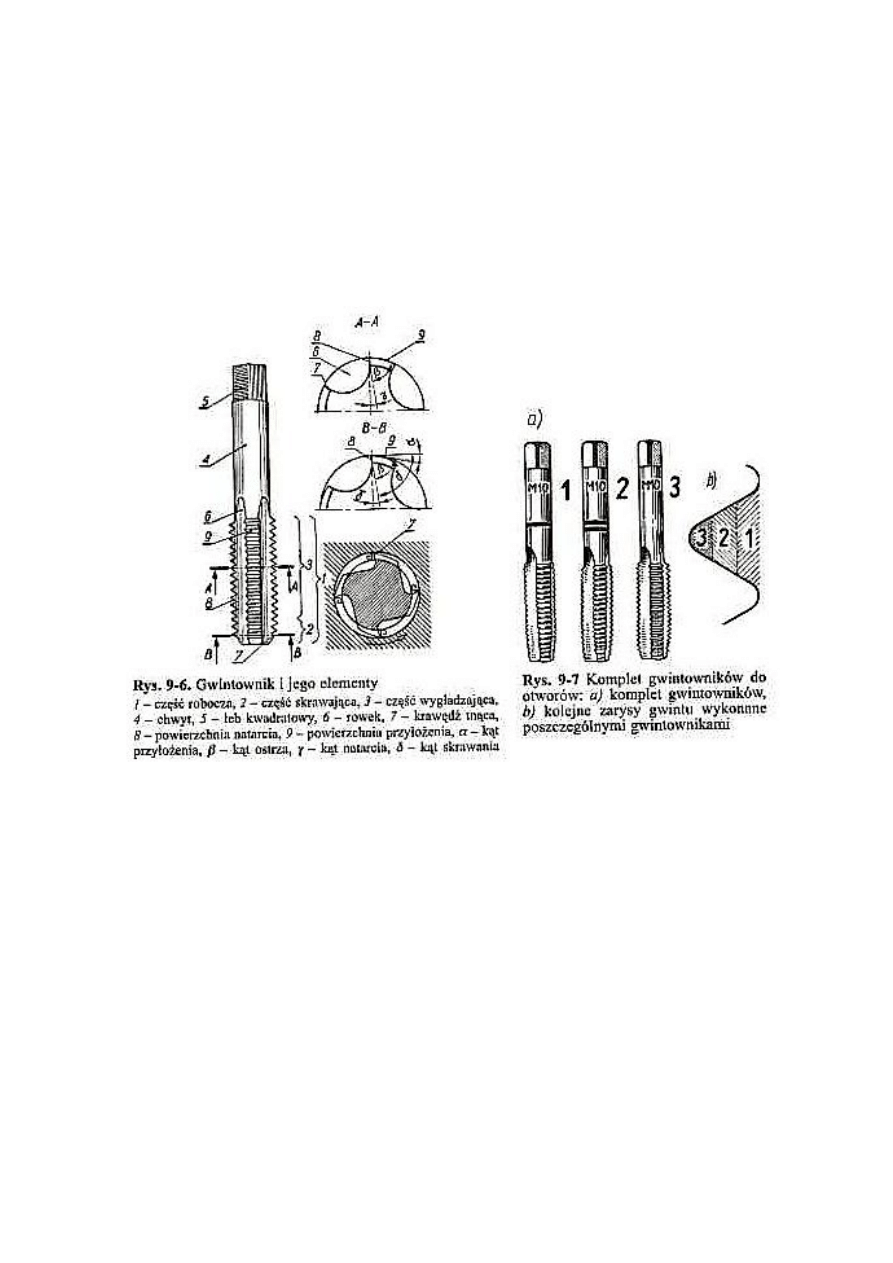
Zasadniczą różnica pomiędzy narzynką i gwintownikiem jest ich kształt. Gwintownik
przedstawiony na rysunku ma kształt śruby o stożkowym zakończeniu z rowkami wyciętymi
na powierzchni wzdłuż osi gwintownika. Rowki te tworzą krawędzie tnące i służą do odpro-
wadzania wiórów. Gwintownik składa się z części roboczej i uchwytu o zakończeniu kwadra-
towym. Element roboczy gwintownika składa się z części stożkowej skrawającej i walcowej
wykańczającej.
Należy tutaj zaznaczyć i zauważyć iż do gwintowania otworów powinno używać się komple-
tu gwintowników składającego się z trzech rodzajów narzędzi:
Gwintownika wstępnego – oznaczonego na uchwycie jedną linia
Zdzieraka – oznaczonego dwiema liniami
Wykańczaka
Przy pomocy gwintownika wstępnego i zdzieraka, wykonuje się na gwintowanym elemencie
tylko część zarysu gwintu. Dopiero przy pomocy „wykańczaka” nacina się pełen zarys gwin-
tu.
Każdy gwintownik w komplecie powinien posiadać, odpowiedniej długości stożek skrawają-
cy. Długość stożka uzależniona jest od rodzaju gwintownika. Najdłuższy stożek występuje na
gwintowniku wstępnym, a najkrótszy na „wykańczaku”.

5. NACINANIE GWINTÓW
Aby móc naciąć na sworzniu odpowiedni gwint w pierwszej kolejności należy mu na-
dać odpowiedni wymiar oraz stożkowe zakończenie. Średnica sworznia powinna być mniej-
sza od średnicy zewnętrznej gwintu. Wartość średnicy należy dobrać z odpowiednich tablic w
zależności od rodzaju i średnicy gwintu, który chcemy uzyskać. Przypuśćmy, że na sworzniu
chcemy uzyskać gwint średnicy M16 to w pierwszej kolejności musimy obtoczyć wałek do
określonej w tablicy średnicy. W tym przypadku wynosić ona będzie 15,7÷15,82 mm. Na-
stępnie wykonujemy stożkowe zakończenie przy pomocy tokarki lub ręcznie. Po takim przy-
gotowaniu sworznia należy go odpowiednio umocować (np. w imadle), nasmarować jego
część stożkową i przystąpić do gwintowania. Podczas gwintowania elementu szczególna
uwagę należy zwrócić na prostopadłe położenie „narzynki” względem osi sworznia. Po za-
montowaniu narzynki na sworzeń należy przystąpić do nacinania. W tym celu obracamy w
prawo narzędzie wywierając niewielki nacisk osiowy w dół aż do momentu gdy zacznie po-
wstawać bruzda i narzynka zacznie być prowadzona samoczynnie. PO wykonaniu każdego
pełnego obrotu w prawo cofamy narzynkę o pół obrotu w lewo. Całą czynność powtarzamy
aż do uzyskania całego gwintu na elemencie.
W podobny sposób postępujemy chcą wykonać gwint wewnętrzny. Wówczas średnicę
wiertła do otworu pod gwint dopiera się, jak w powyższy przypadku z odpowiednich tablic.
Na przykład do gwintu wewnętrznego M10 średnica wiertła do otworu powinna wynosić 8,2
mm. Należy tutaj podkreślić że wartość ta uzależniona jest od rodzaju nacinanego materiału.
Podana wartość w tym przypadku dotyczy żeliwa i brązu. Odpowiednie dobranie średnicy
wiertła ma bardzo duże znaczenie gdyż przy zbyt dużej średnicy otworu otrzymamy gwint
niepełny, a przy zbyt małej średnicy otworu łamie się gwintownik lub zrywa nitka gwintu.
Podczas wiercenia otworów niepełnych należy pamiętać aby o tym że otwór musi mieć więk-
szą głębokość niż wymagana głębokość gwintu.
Każdy nagwintowany element powinien zostać sprawdzony i oceniony. Zatem należy
pamiętać, średnicę zewnętrzną gwintu sprawdza się przy pomocy suwmiarki lub automatycz-
nych urządzeń pomiarowych. Prawidłowość zarysu gwintu oraz skok sprawdza się dostoso-
wanymi do tego celu wzornikami obserwując pod światło prześwit miedzy zarysem gwintu a
wzornikiem.
Przy współczesnych technikach i metodach produkcji trudno wyobrazić sobie stoso-
wanie i używanie ręcznych sposobów nacinania gwintów. Produkcja śrub i nakrętek jest
obecnie tak duża, iż powstały przedsiębiorstwa, które wyspecjalizowały się w tej dziedzinie.

Obecne metody i produkcja seryjna przyczyniły się do szybkiego rozwoju tej gałęzi przemy-
słu. Obecnie do produkcji śrub stosuje się szereg nowoczesnych technologii opartych na au-
tomatach czy nawet robotach. Automaty takie często produkują odkuwki i nacinają lub walcu-
ją powierzchnie gwintowe. Urządzenia takie charakteryzują się bardzo dużymi wydajnościa-
mi oraz pełna automatyzacją. Duży wpływ na technologie produkcji śrub i nakrętek mają
wymagania jakie stawia się gwintom.

Bibliografia
1. Tadeusz Szucki, Podstawy Technologii Wytwarzania Elementów Maszyn, Oficyna Wy-
dawnicza Politechniki Warszawskiej, Warszawa 1999
2. Aleksander Górecki, Technologia Ogólna, Wydawnictwa Szkolne i Pedagogiczne, War-
szawa 2010
Wyszukiwarka
Podobne podstrony:
Połączenia gwintowe js
gwintowanie skrypt 2008
Połączenia gwintowe
12 Gwintowanie
Sprawdzanie gwintów
karta czasu gwintowaniedobre
materiały egzamin, 14.Połączenia gwintowe, Połączenia gwintowe (śrubowe)
Sprawdzian pierścieniowy do gwintów
Normowanie czasu pracy w operacji gwintowania, Uczelnia, Technologia budowy maszyn, Materiały pomocn
Połączenia gwintowe, Mechanika, PKM
6 gwintowanie
Proces toczenia 1 i gwintowania
Cw 2 Karta Pomiary gwintow zewnetrznych wa
Połączenia gwintowe przerobione
polaczenia gwintowe
pomiary gwintów sem EWGVKSOHUXQHXP3L77RJLP272DNVPGGBZ6GT2AI
więcej podobnych podstron