KATEDRA TECHNIK WYTWARZANIA
I AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
Przedmiot :
OBRÓBKA SKRAWANIEM I NARZĘDZIA
Nr ćwiczenia : 10
Temat:
Katalogowy dobór narzędzi i parametrów obróbki
Kierunek: Mechanika i Budowa Maszyn
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studenta z doborem narzędzi i parametrów technologicznych dla
procesu toczenia z wykorzystaniem katalogów narzędzi.
2. Wyposażenie stanowiska
- Katalogi narzędzi firmy Sandvik
- Poradniki obróbki skrawaniem firmy Sandvik
- Katalogi CoroKey firmy Sandvik
- Instrukcja do ćwiczenia
3. Przebieg ćwiczenia
- przypomnienie parametrów technologicznych procesu toczenia
- przypomnienie geometrii ostrza
- zapoznanie z obsługą katalogów firmy Sandvik
- zapoznanie z doborem narzędzi dla procesu toczenia
- zapoznanie z doborem parametrów skrawania dla procesu toczenia
Literatura:
- Dudik K., Gorski E. „Poradnik tokarza” WNT Warszawa 2000 r.
- Poradnik inżyniera „Obróbka skrawaniem tom I” WNT Warszawa 1991 r.
- Poradnik Sandvik Coromant
- Dul – Korzyńska B. „ Obróbka skrawaniem i narzędzia” OWPR Rzeszów
- Burek J. „Maszyny technologiczne” OWPR Rzeszów 2000 r.
- Cichosz P. „Techniki wytwarzania obróbka ubytkowa” OWPW Wrocław 2002 r.
Opracował:
Uwagi: Załącznikiem jest instrukcja szczegółowa
1. Wprowadzenie
W celu prawidłowej realizacji procesu skrawania konieczne jest dobranie odpowiedniego
narzędzia (materiału ostrza oraz jego geometrii ewentualnie rodzaju powłoki ochronnej) a
także parametrów technologicznych procesu obróbki. Aby dobrać narzędzia oraz parametry
technologiczne należy uwzględnić następujące czynniki wejściowe:
Właściwości materiału obrabianego
Sztywność układu OUPN
Możliwości technologiczne obrabiarki oraz zakresy parametrów pracy obrabiarki
Dopiero uwzględniając podane informacje możemy przystąpić do dobrania odpowiedniego
narzędzia oraz parametrów jego pracy.
Dobór można przeprowadzać najczęściej na dwa sposoby. Jednym z nich jest dobór oparty na
katalogach narzędzi opracowywanych przez producentów narzędzi. Poniżej zostanie
przedstawiony tok postępowania przy doborze narzędzi i parametrów obróbki w procesie
toczenia na przykładzie katalogów firmy Sandvik Coromant.
2. Oznaczenie narzędzi tokarskich wg ISO
Trzonki jak również płytki skrawające posiadają oznaczenia, które określone są wg normy
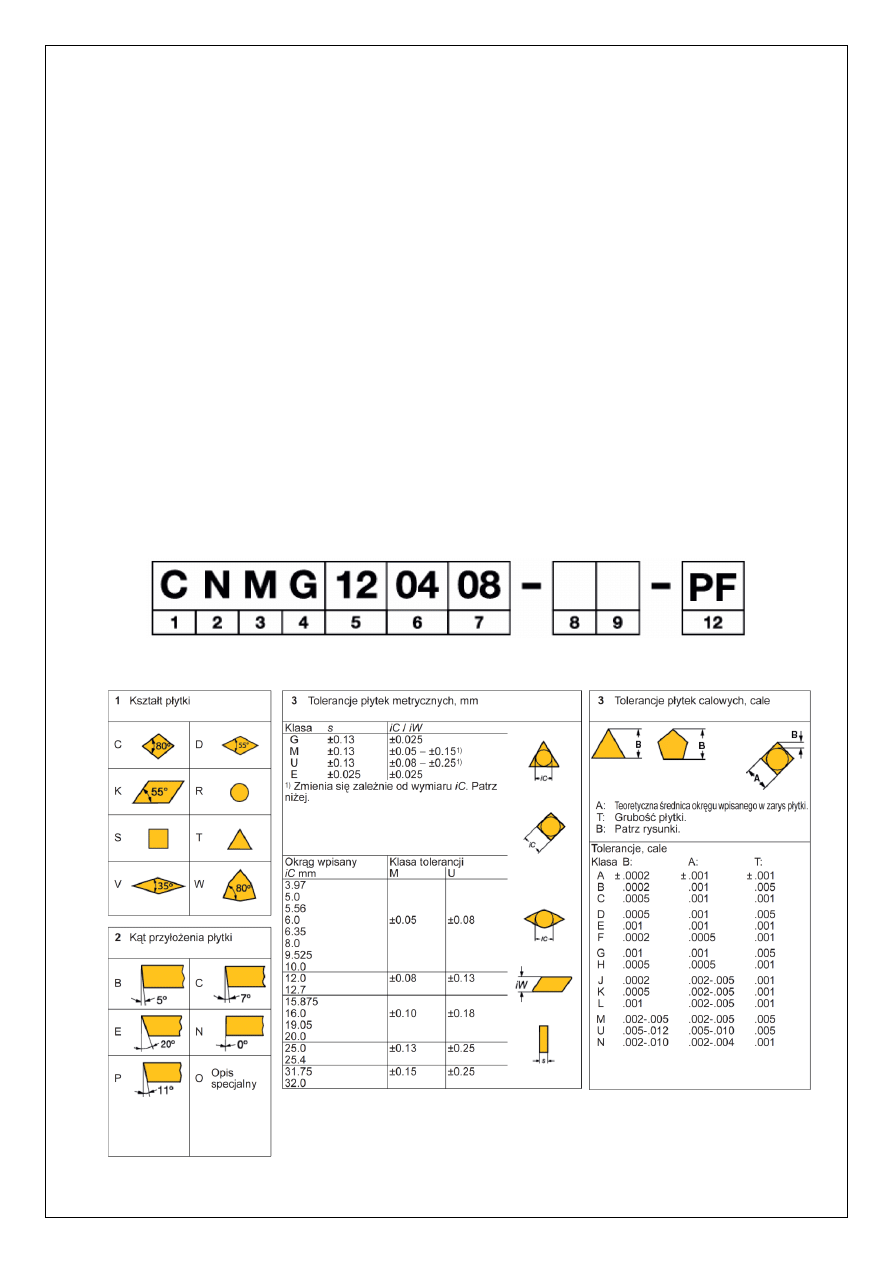
ISO. Na rys. 1 przedstawiono oznaczenie płytki skrawającej. Natomiast na kolejnych
rysunkach przedstawiono wyjaśnienie symboli.
Rys. 1. Schemat oznaczenia płytki skrawającej
Rys. 2. Wyjaśnienie symboli oznaczenia płytki skrawającej
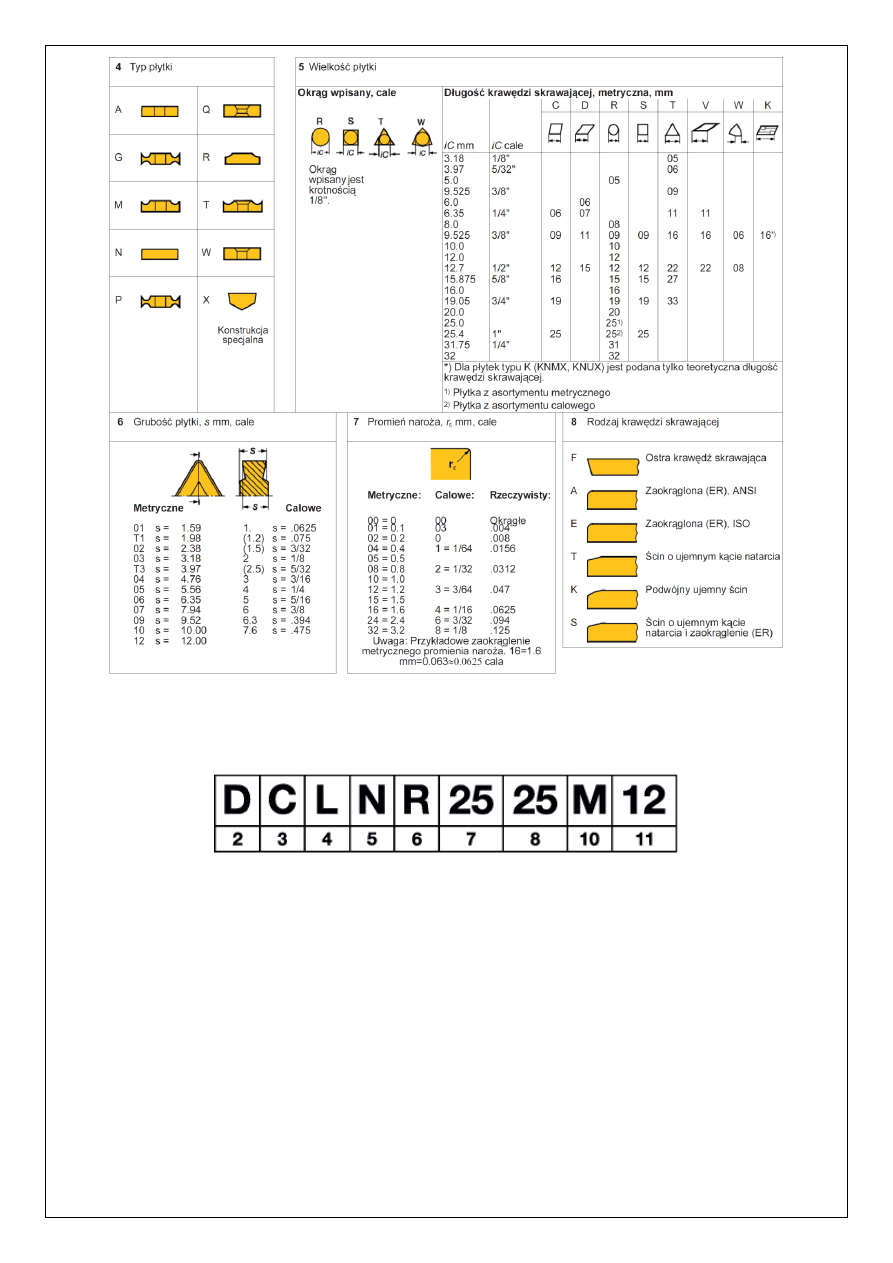
Rys. 3. Wyjaśnienie symboli oznaczenia płytki skrawającej cd.
Oznaczenie trzonka tokarskiego wg normy ISO przedstawia się tak jak na rys. 4.
Rys. 4. Schemat oznaczenia trzonka tokarskiego
Poniżej przedstawiono wyjaśnienie zastosowanych oznaczeń wg podanych numerów.
W przypadku dobierania płytki skrawającej do trzonka tokarskiego muszą być zgodne
następujące cechy:
Kształt płytki skrawającej
Wielkość płytki skrawającej/wielkość gniazda pod płytkę
Kąt przyłożenia (dodatni lub ujemny)
Gdy parametry te będą takie same dla płytki i dla trzonka możliwe jest zamocowanie płytki
skrawającej.
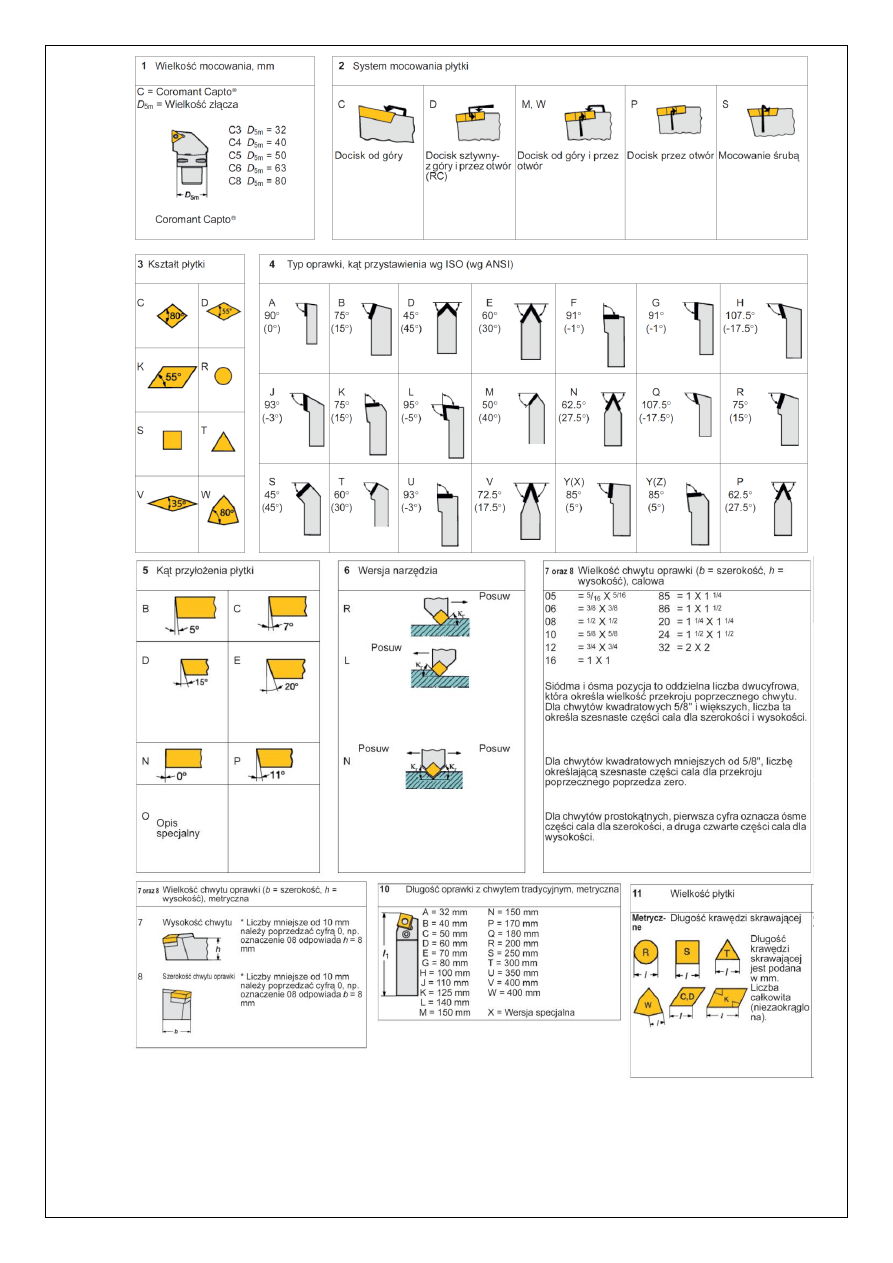
Rys. 5. Wyjaśnienie symboli oznaczenia trzonka tokarskiego.
3. Katalogowy dobór narzędzia tokarskiego
W przypadku katalogowego doboru narzędzi można postępować w różny sposób.
Najczęściej jednak pierwszym krokiem jest dobranie trzonka tokarskiego, następnie
dopasowanie do niego płytki skrawającej a następnie określenie zalecanych parametrów
skrawania.
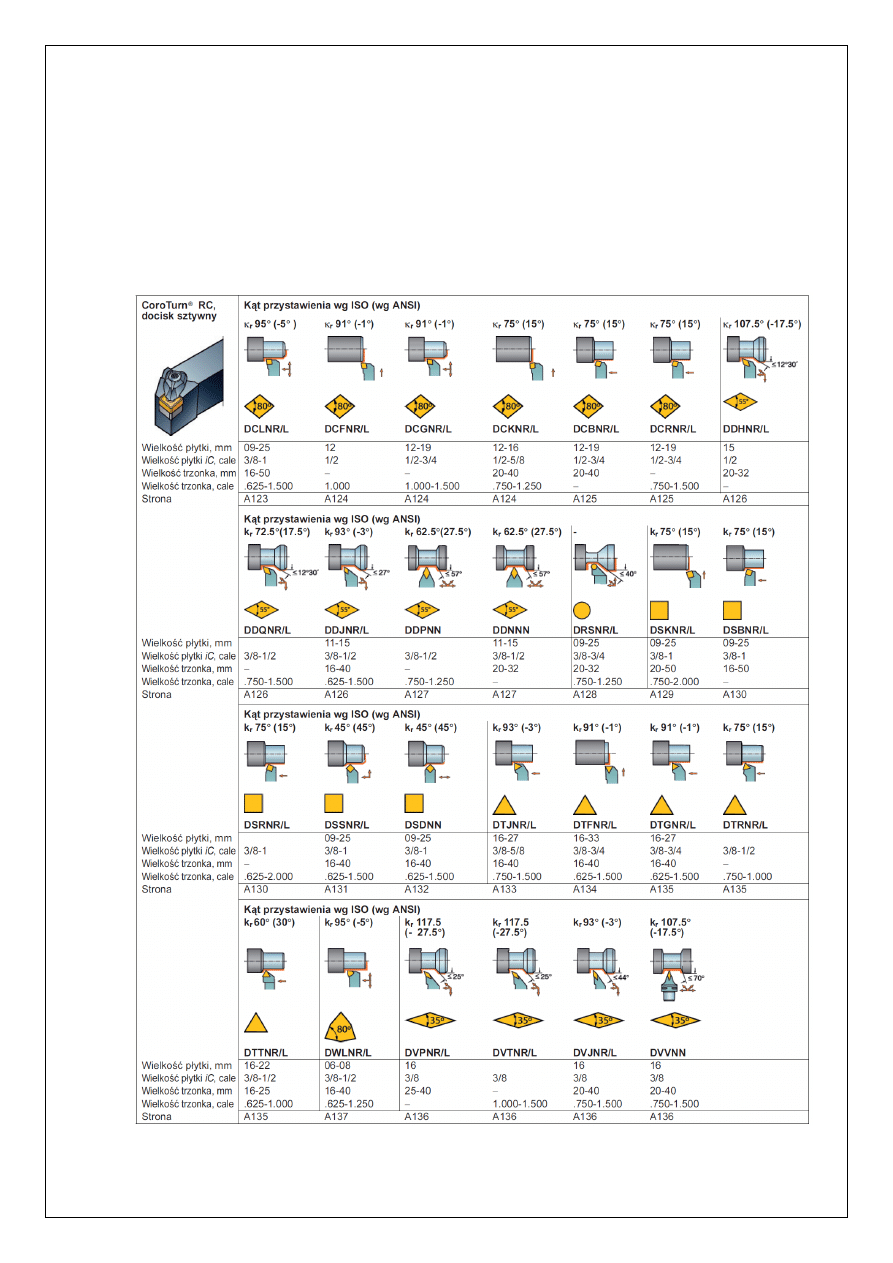
Dobór trzonka tokarskiego
Dobierając trzonek tokarski należy brać pod uwagę kształt płytki skrawającej, kąt
przystawienia oraz pomocniczy kąt przystawienia jak również kąt przyłożenia, gdyż musi
być on taki sam w trzonku jak i w płytce skrawającej. Ponadto należy określić, czy
dobieramy narzędzia tokarskie dla płytek ujemnych czy dodatnich gdyż dla jednych i
drugich trzonki tokarskie są różne. Na rys. 6 przedstawiono możliwości wyboru trzonka
tokarskiego dla płytek ujemnych.
Rys. 6. Dobór trzonka tokarskiego.
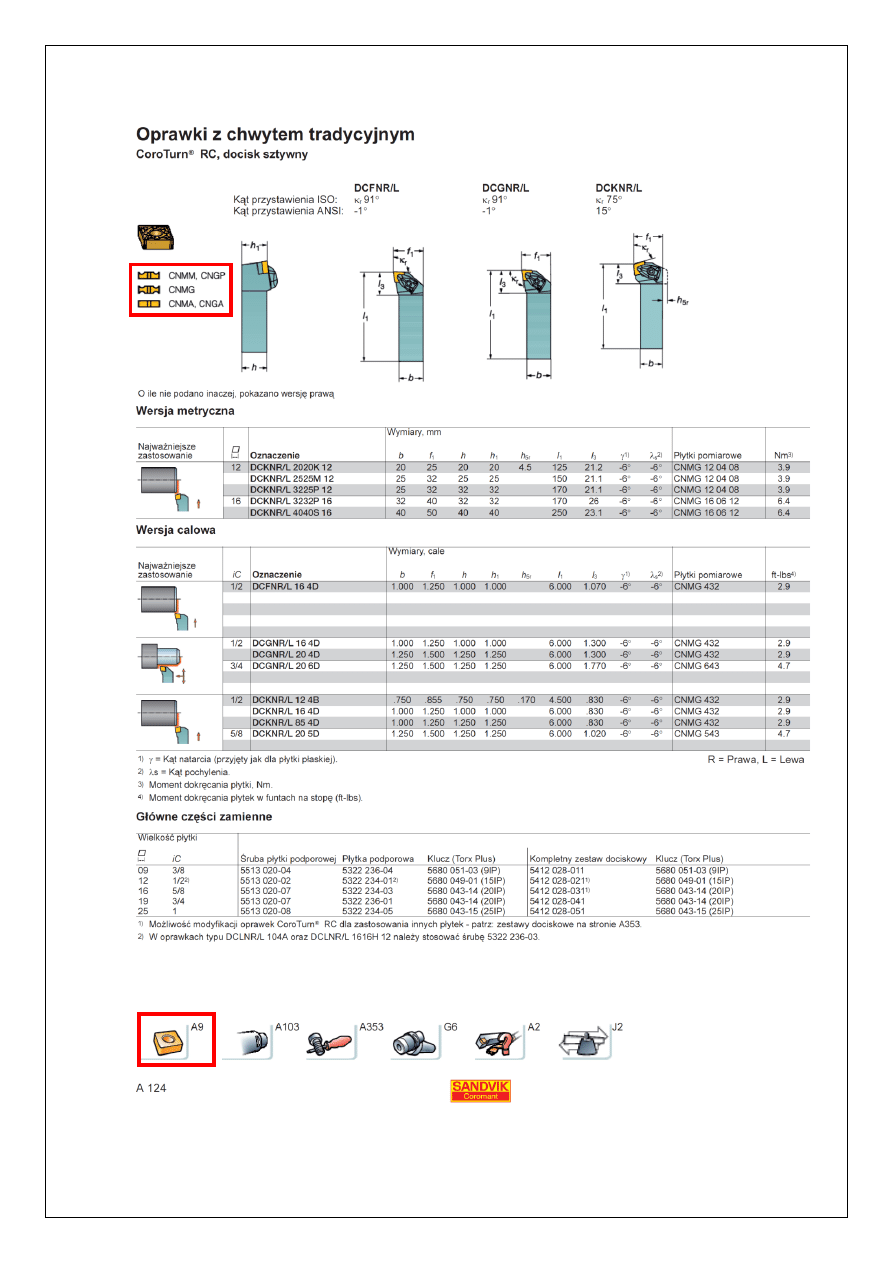
Następnie udajemy się na stronę, gdzie znajduje się wybrany typ trzonka, co
przedstawiono na rys. 7.
Rys. 7. Wybór typu trzonka tokarskiego.
Następnie wybieramy odpowiednią wersję prawą lub lewą i wielkość trzonka. Kolejnym
krokiem jest dobór płytki skrawającej. W tym celu korzystamy z podpowiedzi na dole
strony, które kieruje nas na stronę A9 katalogu, gdzie znajdują się płytki pasujące do
wybranego trzonka. Poszukujemy płytki o symbolu podanym na górze strony po lewej
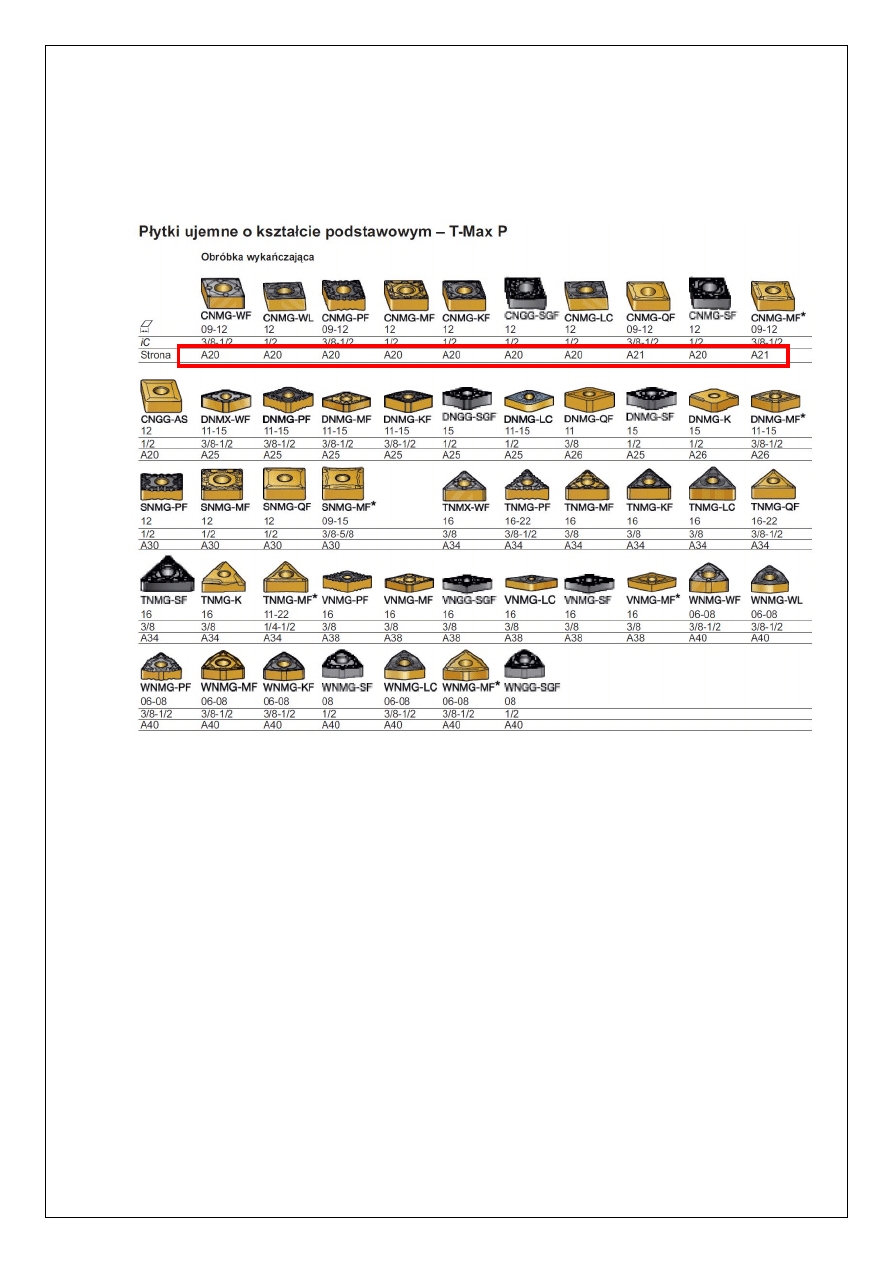
stronie. Następnie korzystając z danych ze strony A9, widocznej na rys. 8 wybieramy
odpowiednią płytkę skrawającą odpowiednio dla obróbki zgrubnej, średniej bądź
wykańczającej. Wybieramy płytkę CNMG 12, czyli podążamy na stronę A20, gdzie
znajdują się informacje o takich płytkach.
Rys. 8. Wybór typu płytki skrawającej.
Na stronie A20 widocznej na rys. 9 pokazane są konkretne typy płytek skrawających,
które będą pasować do wybranego trzonka. W tym momencie szukamy takiej płytki
skrawającej, która produkowana jest w gatunku materiału narzędziowego, który nadaje się
do obróbki określonego materiału konstrukcyjnego. Na rys. 9 zaznaczono wybór płytki
skrawającej dedykowanej do obróbki stali nierdzewnej.
Kolejnym krokiem jest wybór gatunku materiału ostrza, z którego będzie wykonana
płytka skrawająca. W przypadku zaznaczonym na rysunku najbardziej odpowiednim
gatunkiem będzie węglik spiekany pokrywany GC 2015.
Następnie na dole strony szukamy odnośnika, który zaprowadzi nas na stronę z doborem
parametrów skrawania dla danego materiału ostrza. Na poszczególnych stronach
znajdziemy informacje o zalecanych parametrach skrawania oraz opis gatunku wybranego
materiału ostrza.
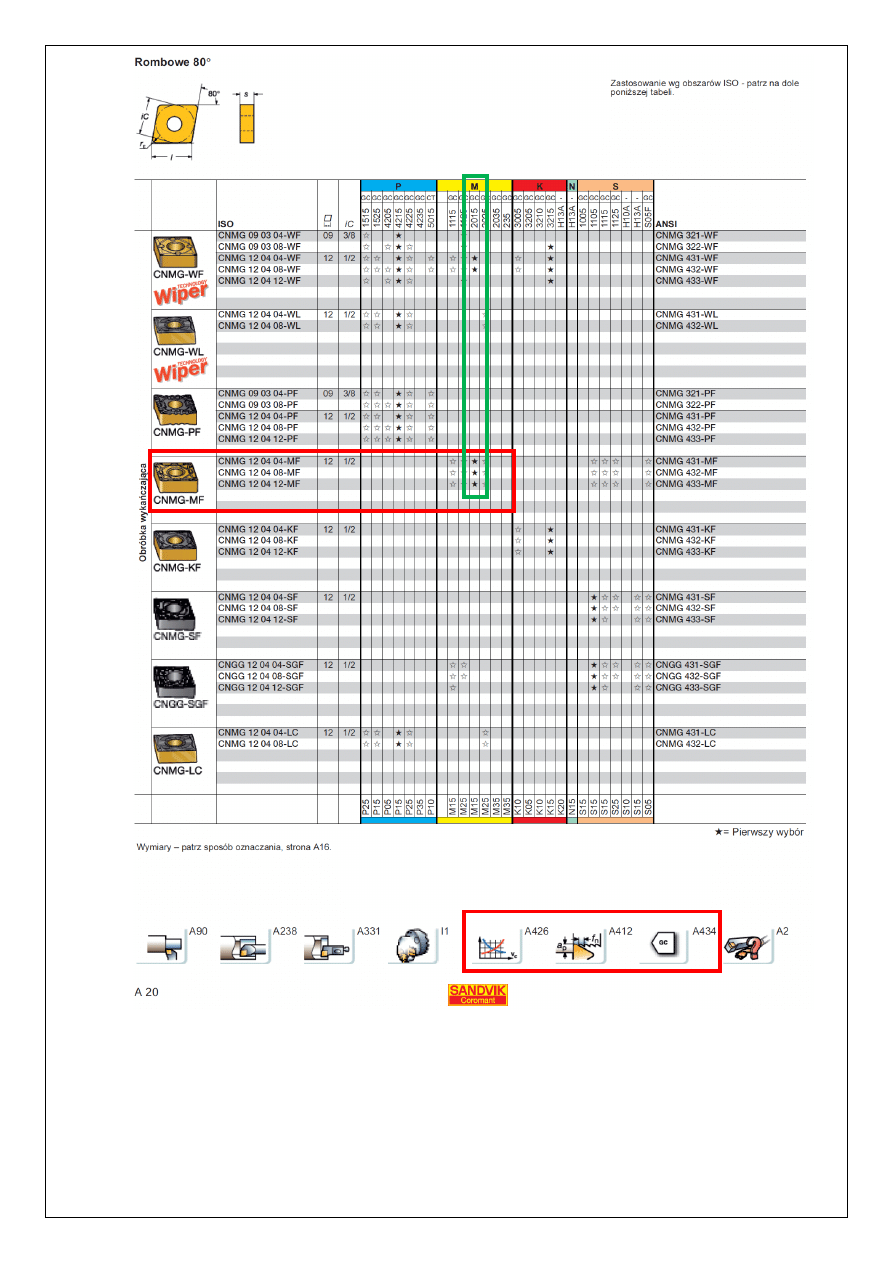
Rys. 9. Wybór płytki skrawającej.
Na podstawie zapisów na kolejnych stronach katalogu określamy optymalne parametry
skrawania dla ustalonych warunków obróbki. Na poniższych rysunkach przedstawiono
sposób doboru parametrów obróbki. Na rys. 10 przedstawiono dobór prędkości skrawania
na stronie A426.
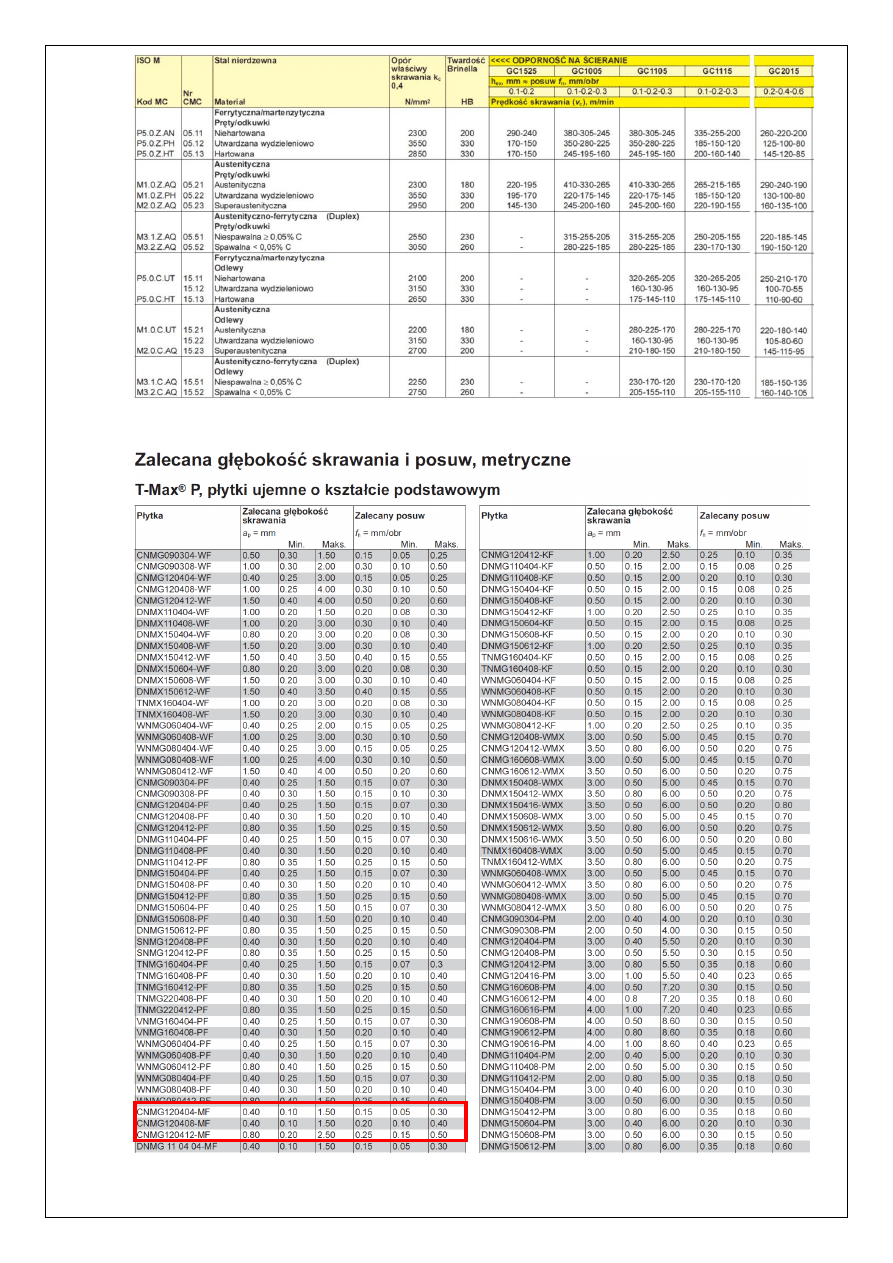
Rys. 10. Dobór prędkości skrawania.
Rys. 11. Dobór głębokości skrawania i posuwu.
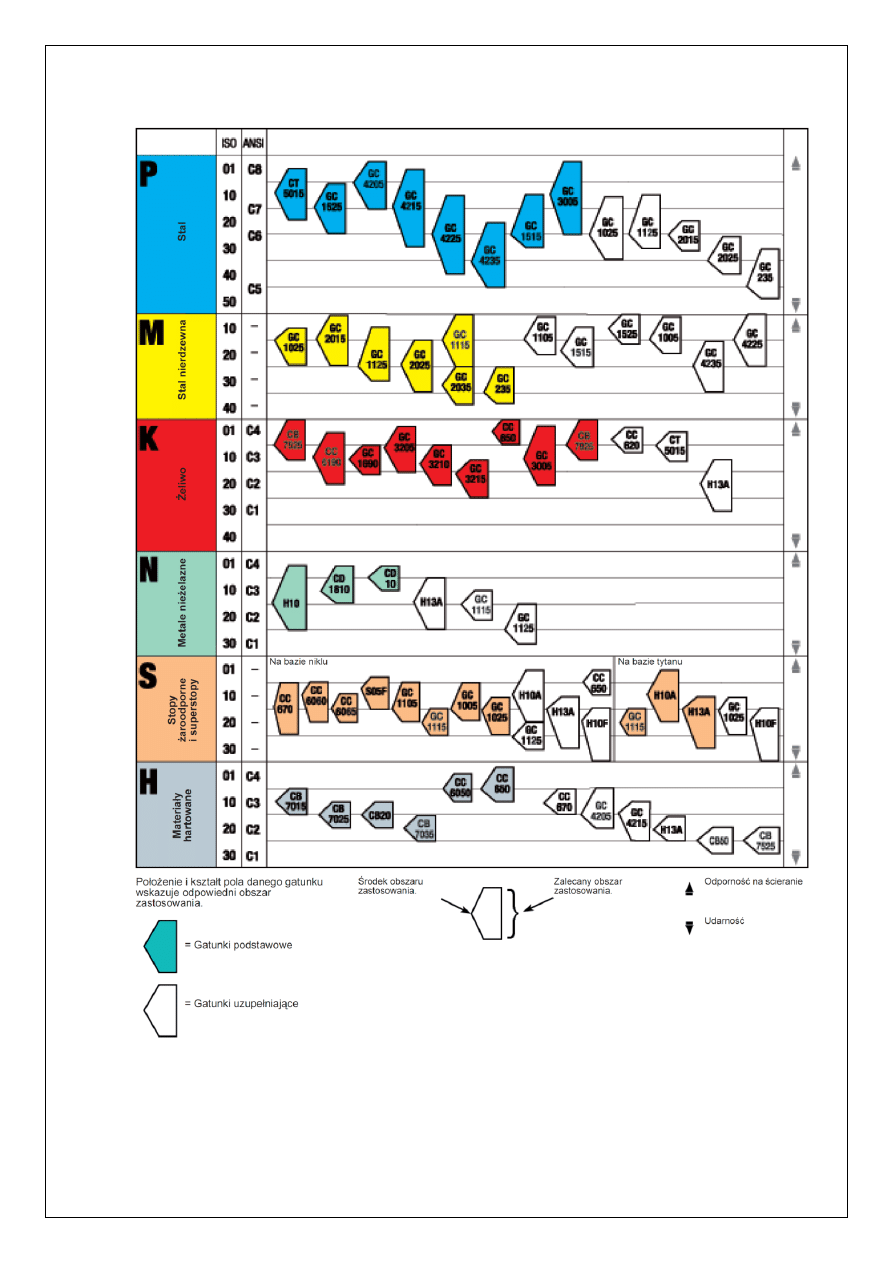
Na rys. 12 przedstawiono zestawienie wszystkich gatunków materiałów na ostrza
skrawające w zależności od ich twardości i udarności.
Rys. 12. Zestawienie gatunków materiałów na ostrza skrawające.
4. Ćwiczenie praktyczne
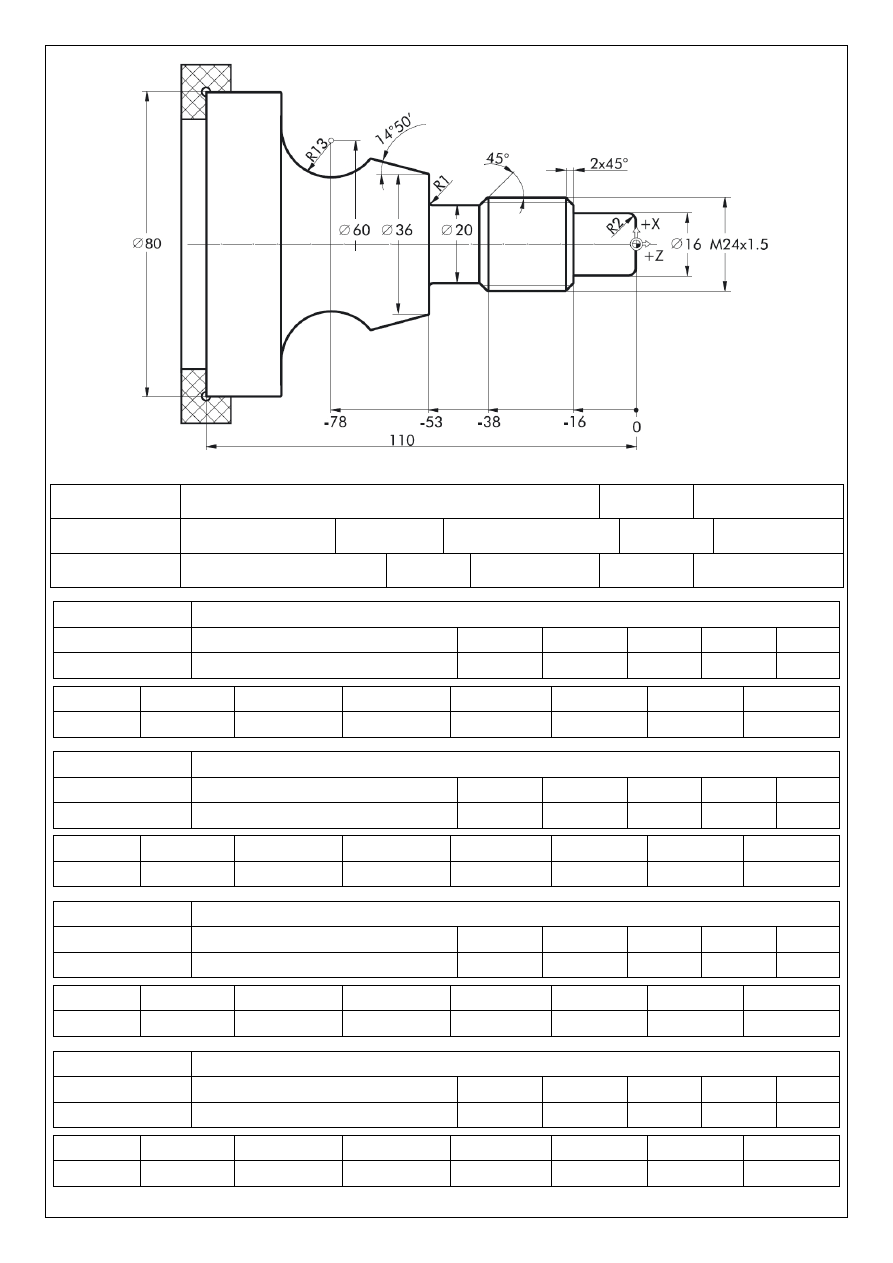
Dla przedmiotu przedstawionego na rysunku dobrać narzędzia i parametry technologiczne
potrzebne do obróbki wszystkich widocznych powierzchni dla obróbki zgrubnej i
wykończeniowej.
Obrabiarka:
Typ:
n
max
[obr/min]
f
min
– f
max
N
s
[kW]
Materiał obrabiany:
R
m
=
Twardość:
Nazwa operacji
Oznaczenie płytki
r
r
’
r
o
o
Oznaczenie oprawki
d [mm]
l [mm]
n [obr/min]
v
c
[m/min]
f [mm/obr]
a
p
[mm]
t
s
[min]
R
a
[
m]
Nazwa operacji
Oznaczenie płytki
r
r
’
r
o
o
Oznaczenie oprawki
d [mm]
l [mm]
n [obr/min]
v
c
[m/min]
f [mm/obr]
a
p
[mm]
t
s
[min]
R
a
[
m]
Nazwa operacji
Oznaczenie płytki
r
r
’
r
o
o
Oznaczenie oprawki
d [mm]
l [mm]
n [obr/min]
v
c
[m/min]
f [mm/obr]
a
p
[mm]
t
s
[min]
R
a
[
m]
Nazwa operacji
Oznaczenie płytki
r
r
’
r
o
o
Oznaczenie oprawki
d [mm]
l [mm]
n [obr/min]
v
c
[m/min]
f [mm/obr]
a
p
[mm]
t
s
[min]
R
a
[
m]
Wyszukiwarka
Podobne podstrony:
Dobór narzedzi i parametrów skrawania do frezowania
Opracowanie Maszyny i narzedzia do obróbki plastycznej, Zarządzanie i Inżynieria Produkcji Politechn
dobór parametrów obróbki
Obróbka cieplno chemiczn Dobór rodzaju i parametrów hartowania, odpuszczania i wyżarzania a także ut
KARTA INSTRUKCYJNA OBROBKI2, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
8 krokiew ugiecie mn, Budownictwo Politechnika Rzeszowska, Rok IV, Konstrukcje Drewniane, drewno mat
konsystencje, Budownictwo Politechnika Rzeszowska, Rok II, Mechanika Gruntów, Mechanika Gruntów
POLITECHNIKA RZESZOWSKA 01
Politechnika Rzeszowska Rok aka Nieznany
sciaga ekonomia i problemy, Politechnika Rzeszowska, Rok I, Semestr 1, Ekonomia
tytułowa, Budownictwo Politechnika Rzeszowska, Rok IV, Konstrukcje Metalowe, stale
harmonogram 2011 2012, Politechnika Rzeszowska Budownictwo, IBD, Materiały budowlane
19 Utwierdzenie slupa, Budownictwo Politechnika Rzeszowska, Rok IV, Konstrukcje Drewniane, drewno ma
Opis techniczny - nowy, Budownictwo Politechnika Rzeszowska, Rok IV, Konstrukcje Metalowe, Konstrukc
ARCH 2, Budownictwo Politechnika Rzeszowska, Rok IV, Urbanistyka i Architektura, Sciagi
kolokwium technol betonu, Budownictwo Politechnika Rzeszowska, Rok II, Technologia Betonu
więcej podobnych podstron