KATEDRA TECHNIK WYTWARZANIA I
AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
1. Cel
ćwiczenia
Celem ćwiczenia jest zapoznanie się z budową szlifierki do wałków sterowanej CNC, jej
charakterystyką techniczną i możliwościami technologicznymi oraz poznanie schematu
funkcjonalnego i układu sterowania oraz cykli obróbkowych.
2. Wyposa
żenie stanowiska
- szlifierka do wałków RS600C
- przykłady przedmiotów
- wyposażenie szlifierki do wałków
- instrukcja do ćwiczenia
3. Przebieg
ćwiczenia
- zapoznanie się z budową szlifierki do wałków sterowanej numerycznie
- zapoznanie się z układem sterowania
- przykłady cykli obróbkowych
- praktyczne zapoznanie się z pracą szlifierki
Literatura:
- Burek J. „Maszyny technologiczne” OWPR Rzeszów 2000 r.
- Honczarenko J. „Obrabiarki sterowane numerycznie” WNT Warszawa 2008 r.
Przedmiot:
MASZYNY TECHNOLOGICZNE
Nr ćwiczenia: 5
Temat:
Szlifierka do wałków
RS600C
Kierunek:
Mechanika i budowa maszyn

1. Charakterystyka techniczna
Trójosiowa szlifierka firmy Geibel & Hotz RS 600 C przeznaczona jest do obróbki wykończeniowej
przedmiotów walcowych.
Cykle obróbkowe definiowane parametrycznie pozwalają na wykonanie szeregu operacji
szlifierskich w trybie automatycznym bez znajomości kodu ISO. Baza programu sterującego działającego
w oparciu o system Sinumerik 840D może zawierać do 200 przedmiotów, 60 tarcz szlifierskich oraz 20
obciągaczy.
1.1. Wielko
ści charakterystyczne
Maksymalna długość przedmiotu obrabianego ................................................... 600 [mm]
Maksymalna średnica przedmiotu obrabianego .................................................. 275 [mm]
Maksymalna masa przedmiotu obrabianego między kłami ................................... 100[kg]
Maksymalna masa przedmiotu obrabianego jednostronnie podpartego................... 30[kg]
Posuw osi X ......................................................................................0,01 - 8000 [mm/min]
Rozdzielczość osi X.................................................................................................. 1 [µm]
Posuw osi Z ....................................................................................0,01 - 12000 [mm/min]
Rozdzielczość osi Z ............................................................................................... 0,5 [µm]
Wymiary ściernicy (Øa x b x Øi)........................................................400 x 50 x 127 [mm]
gdzie a – średnica zewnętrzna, b – grubość, c – średnica mocowania
Prędkość obwodowa ściernicy..................................................................... maks. 50 [m/s]
Prędkość obrotowa wrzeciona przedmiotu obrabianego .........................0 - 600 [obr/min]
Maksymalna moc silnika wrzeciona przedmiotu obrabianego................................ 2 [kW]
Maksymalna moc silnika wrzeciona ściernicy ..................................................... 5,5 [kW]
1.2. Widok ogólny szlifierki numerycznej
Widok ogólny szlifierki przedstawiono na rys. 1. Wrzeciennik przedmiotu obrabianego 4 oraz
konik 5 znajdują się na stole przesuwnym 2 osadzonym na łożu 1. Pomiędzy nimi przed przedmiotem
obrabianym znajduje się układ kontroli czynnej średnicy przedmiotu 10. Za nimi widoczny jest
wrzeciennik ściernicy 3 wraz ze ściernicą 9 i czujnikami emisji akustycznej 11 oraz dyszami układu
chłodziwa 13. Do sterowania maszyną wykorzystujemy pulpity: maszynowy 6, układu sterującego wraz z
ręcznym kontrolerem 7 oraz systemu Marposs 8, jak i pedał sterujący tuleją konika 12.
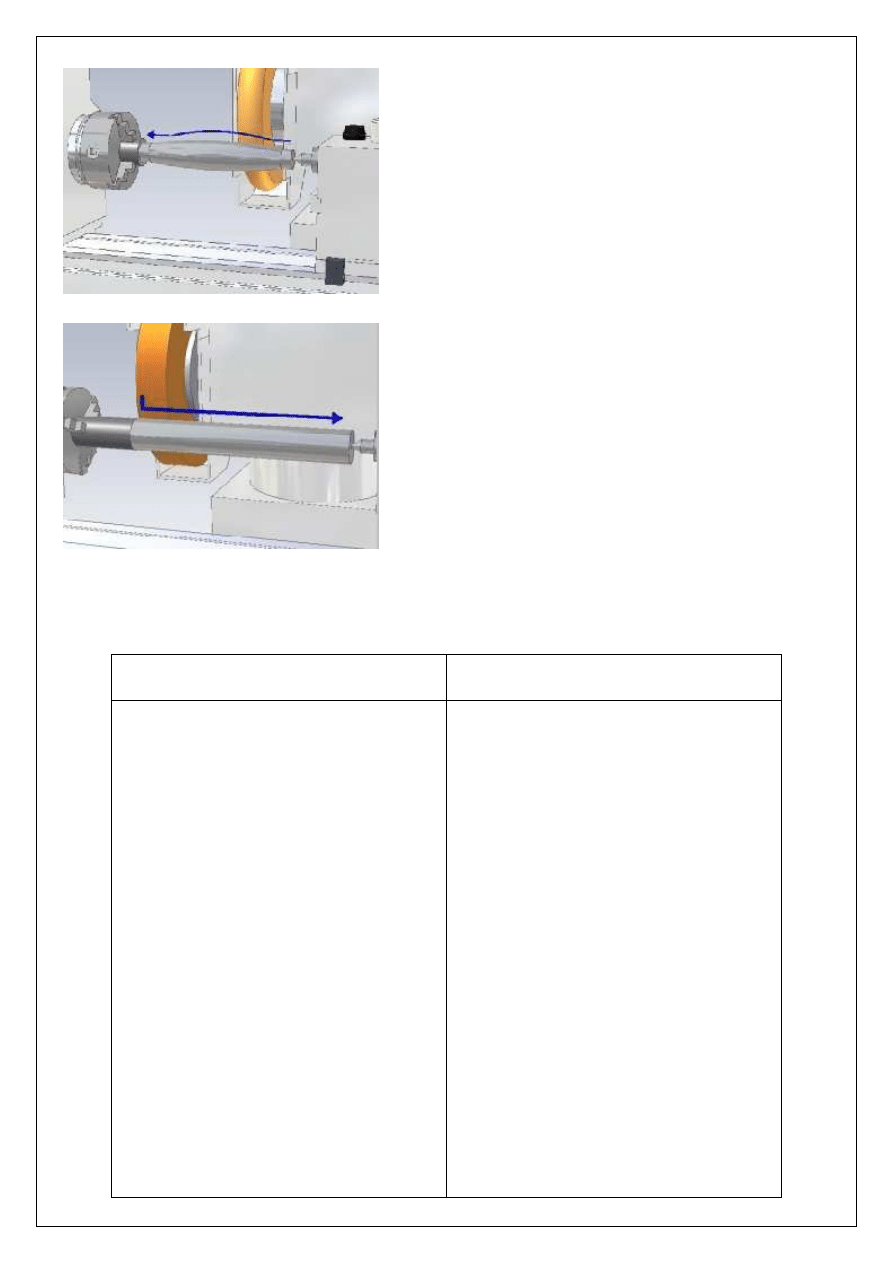
1.3. Schemat funkcjonalny układu nap
ędowego i sterującego
Schemat funkcjonalny został pokazany na rys. 2, natomiast umiejscowienie oraz zwroty osi
przedstawia rys. 3. Każda z pięciu osi maszyny posiada własny niezależnie sterowany serwomotor:
•
Oś X (ruch poprzeczny wrzeciennika) łożyskowaną na prowadnicy typu V napędzaną poprzez śrubę
pociągową toczną serwomotorem nr 1. Sanie poprzeczne stanowią element nośny wrzeciennika
ś
ciernicy.
•
Oś Z (ruch wzdłużny stołu) łożyskowaną i napędzaną jak wyżej serwomotorem 2. Sanie wzdłużne
stanowią element nośny wrzeciennika przedmiotu obrabianego.
•
Oś C (napęd przedmiotu obrabianego) napędzaną poprzez przekładnie z pasem zębatym
serwomotorem 3. Wrzeciennik posiada także zacisk, śrubę odciskową dla kła centrującego oraz wpust
przesuwny w kołnierzu zabieraka.
•
Oś SR (napęd wrzeciona ściernicy) łożyskowaną na łożyskach tocznych napędzaną serwomotorem 4
poprzez pas zębaty. Wrzeciono zabezpieczone jest uszczelką labiryntową, która jednak funkcjonuje
dopiero od prędkości 500 [obr/min].
•
Oś B (ruch obrotowy wrzeciennika ściernicy) napędzaną bezpośrednio serwomotorem 5
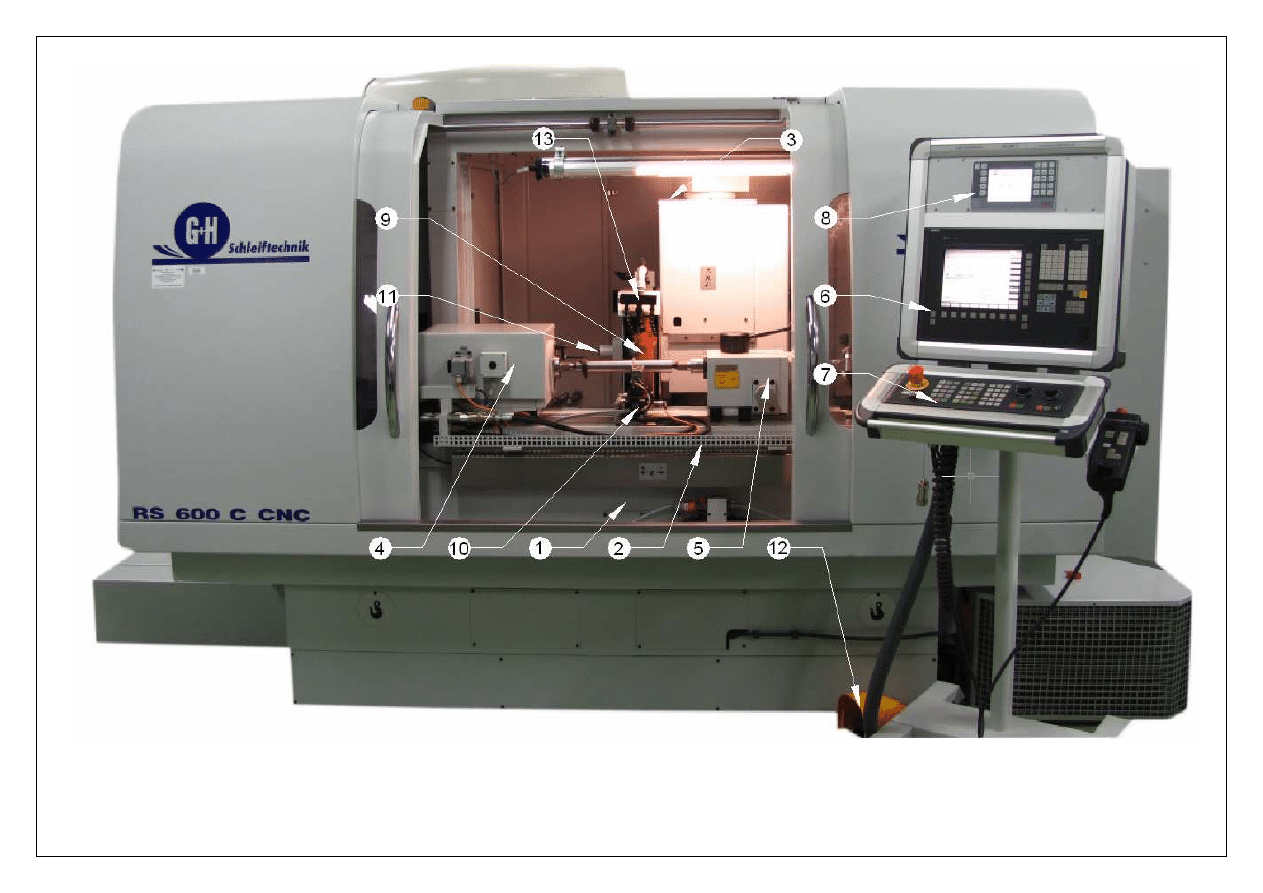
Rys. 1. Widok szlifierki G+H RS 600 C: 1 - łoże, 2 - stół przesuwny, 3 - wrzeciennik ściernicy, 4 - wrzeciennik przedmiotu obrabianego, 5 - konik, 6 - pulpit
maszynowy, 7 - pulpit układu sterującego, 8 - pulpit systemu Marposs, 9 - ściernica, 10 - układ kontroli czynnej średnicy przedmiotu, 11 - czujnik emisji
akustycznej, 12 - pedał sterujący konika, 13 - dysze głównego układu chłodziwa
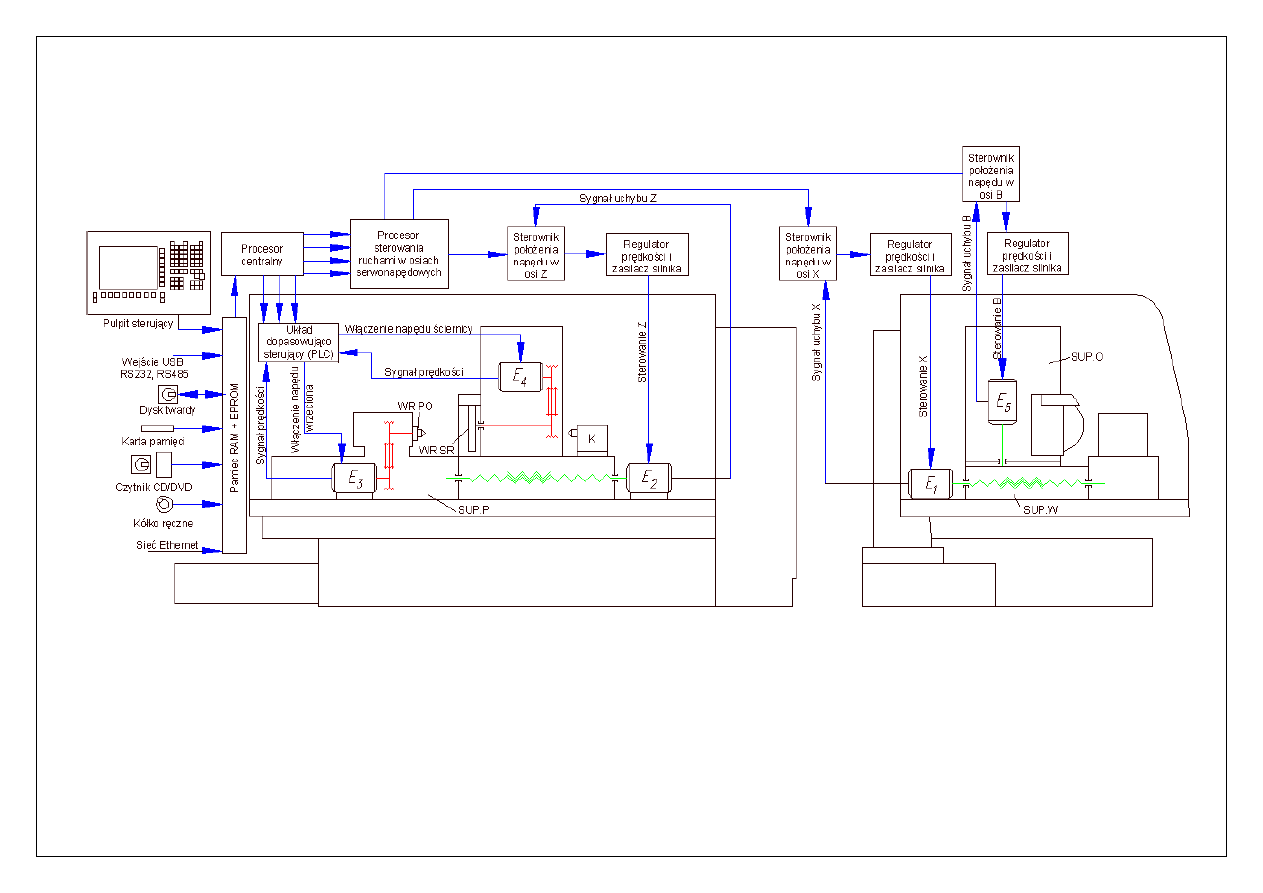
Rys. 2. Schemat funkcjonalny układu napędowego i sterującego
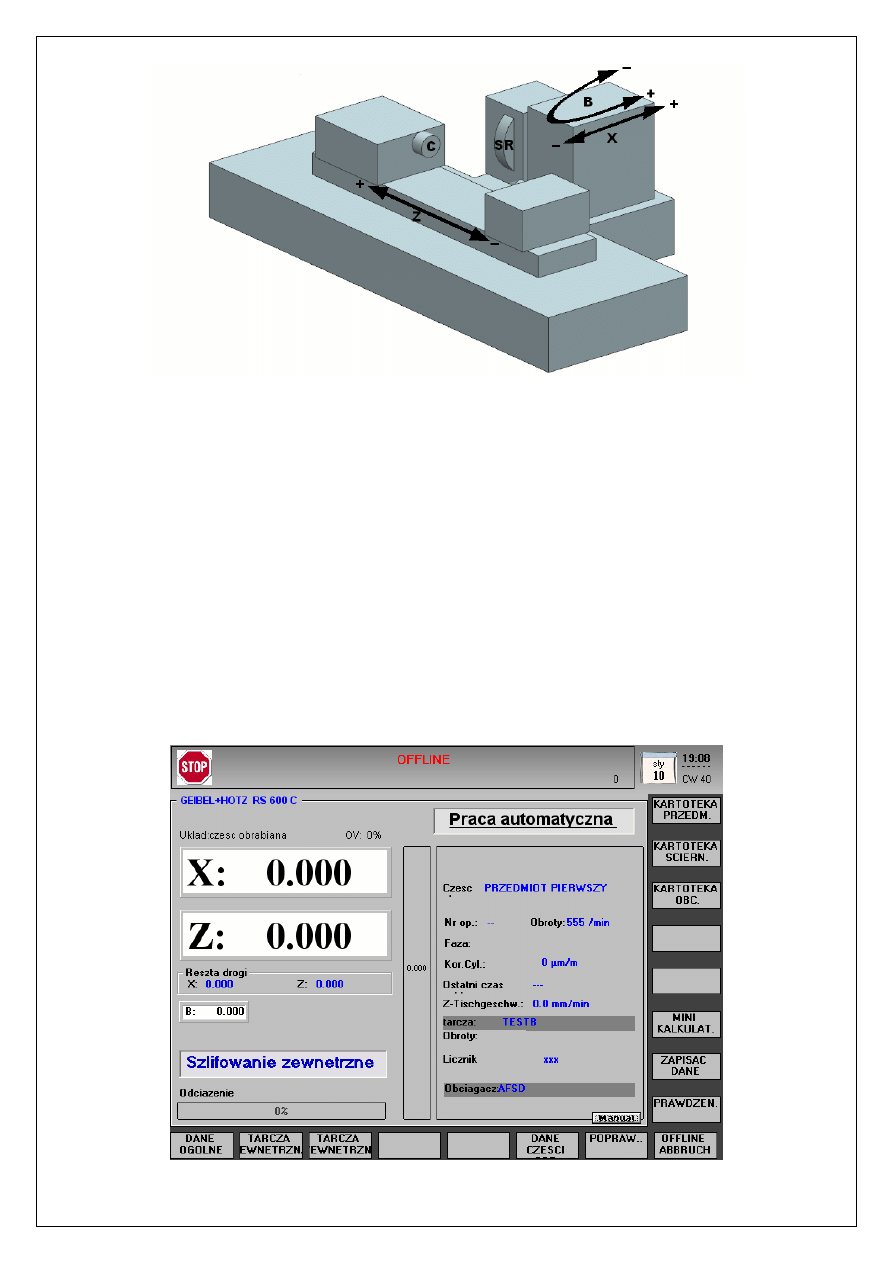
Rys. 3. Umiejscowienie oraz zwroty osi
2. Charakterystyka sterowania prac
ą szlifierki
Szlifierka Geibel & Hotz RS 600 C pracuje pod dyktando systemu Sinumerik 840D, jednakże
wprowadzenie
nakładki
producenta
spowodowało
daleko
posuniętą
modyfikacje
sposobu
programowania, pozostawiając użytkownikowi jedynie dialog ekranowy dzięki któremu do obsługi
pozornie skomplikowanej maszyny wystarczy znajomość predefiniowanych cykli obróbkowych i
poprawna interpretacja ich parametrów.
2.1. Obsługa oprogramowania steruj
ącego
Ekran początkowy trybu automatycznego przedstawiono na rys. 4. Ekran początkowy zawiera
zarówno wszystkie potrzebne informacje do kontrolowania przebiegu procesu, jak i przyciski
pozwalające na dostęp do wszystkich funkcji potrzebnych do zaprogramowania obróbki nowego
przedmiotu.
Rys. 4. Ekran początkowy trybu automatycznego
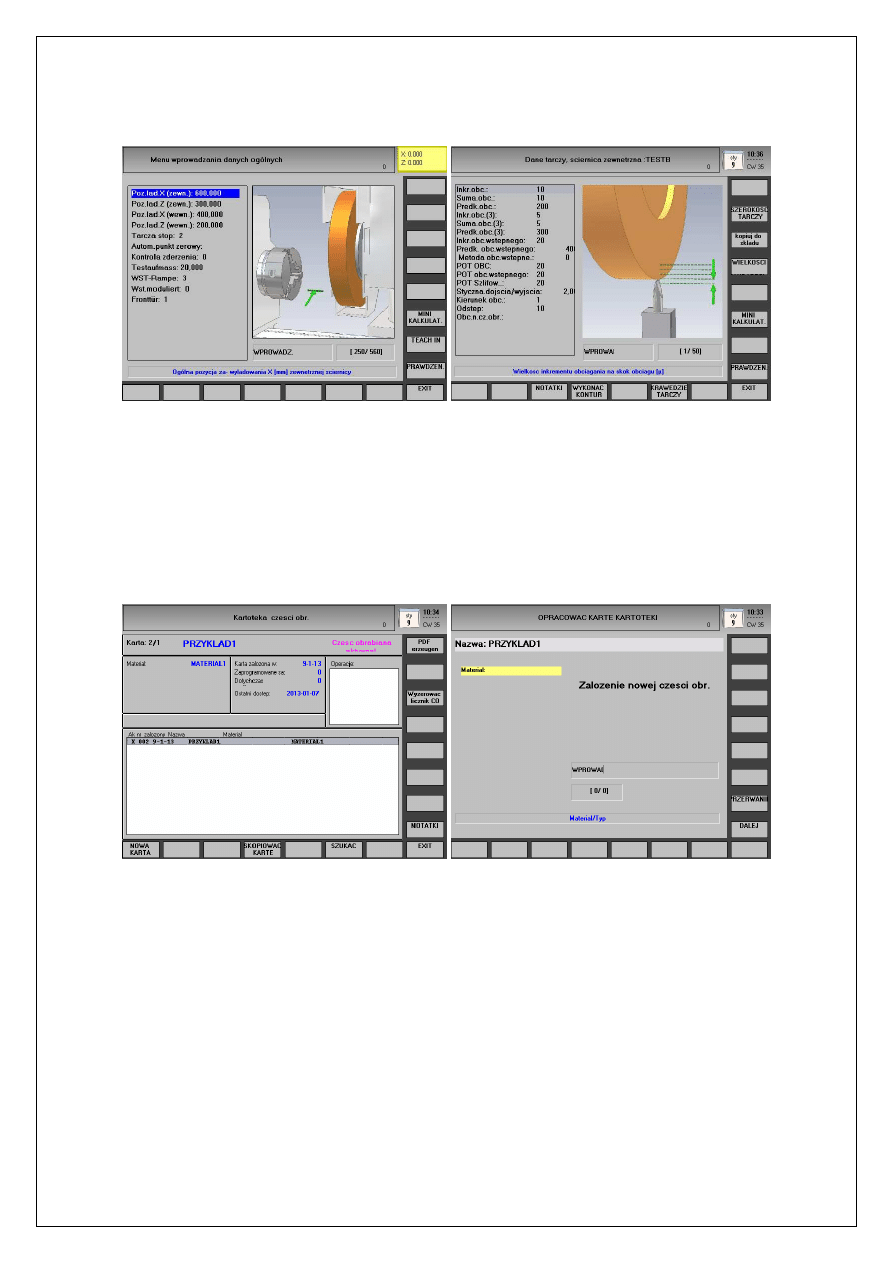
Przygotowanie maszyny rozpoczynamy od ustawienia karty DANE OGOLNE widocznej na rys.
5, która zawiera informacje dotyczące m.in. pozycji załadunku przedmiotu czy też sterowania maszyną
po zakończeniu cyklu. Karta TARCZA ZEWNETRZNA, zawiera dane dotyczące obciągania ściernicy.
Rys. 5. Przygotowanie maszyny od strony programowej
Obróbkę nowego przedmiotu rozpoczynamy od jego zdefiniowania w Kartotece części
obrabianych (KARTOTEKA PRZEDM.) pokazanej na rys. 6. Kartoteka części obrabianych może
zawierać do 200 wpisów zawierających w sobie rodzaj materiału z którego wykonana jest dana część,
datę stworzenia oraz liczbę wykonanych sztuk. Od wybranej pozycji zależne są też zdefiniowane operacje
obróbkowe.
Rys. 6. Kartoteka części obrabianych oraz tworzenie nowej części
Kolejnym krokiem jest przejście do kartoteki ściernic (EXIT => KARTOTEKA SCIERN.)
widocznej na rys. 7.
Część funkcji kartoteki ściernic pokrywa się z funkcjami kartoteki przedmiotów – są to m.in.
przyciski odpowiedzialne za tworzenie kart, ich kopiowanie czy szukanie. Bardzo ważną funkcją jest
kasowanie kompensacji (KOMPENS. SKASOWAC). W przypadku zużycia się ściernicy do wartości
minimalnej oraz gdy nowa ściernica zostanie nasadzona należy wykorzystać te funkcję, aby wyzerować
narastające kompensacje po obciąganiu; należy jednak pamiętać że użycie tej funkcji jest nieodwracalne.
Każdy z 60 dostępnych rekordów przechowuje m.in. informacje dotyczące początkowego, końcowego
jak i obecnego rozmiaru tarczy szlifierskiej oraz jej maksymalną prędkość liniową, na podstawie których
szlifierka wyznacza maksymalną prędkość obrotową.
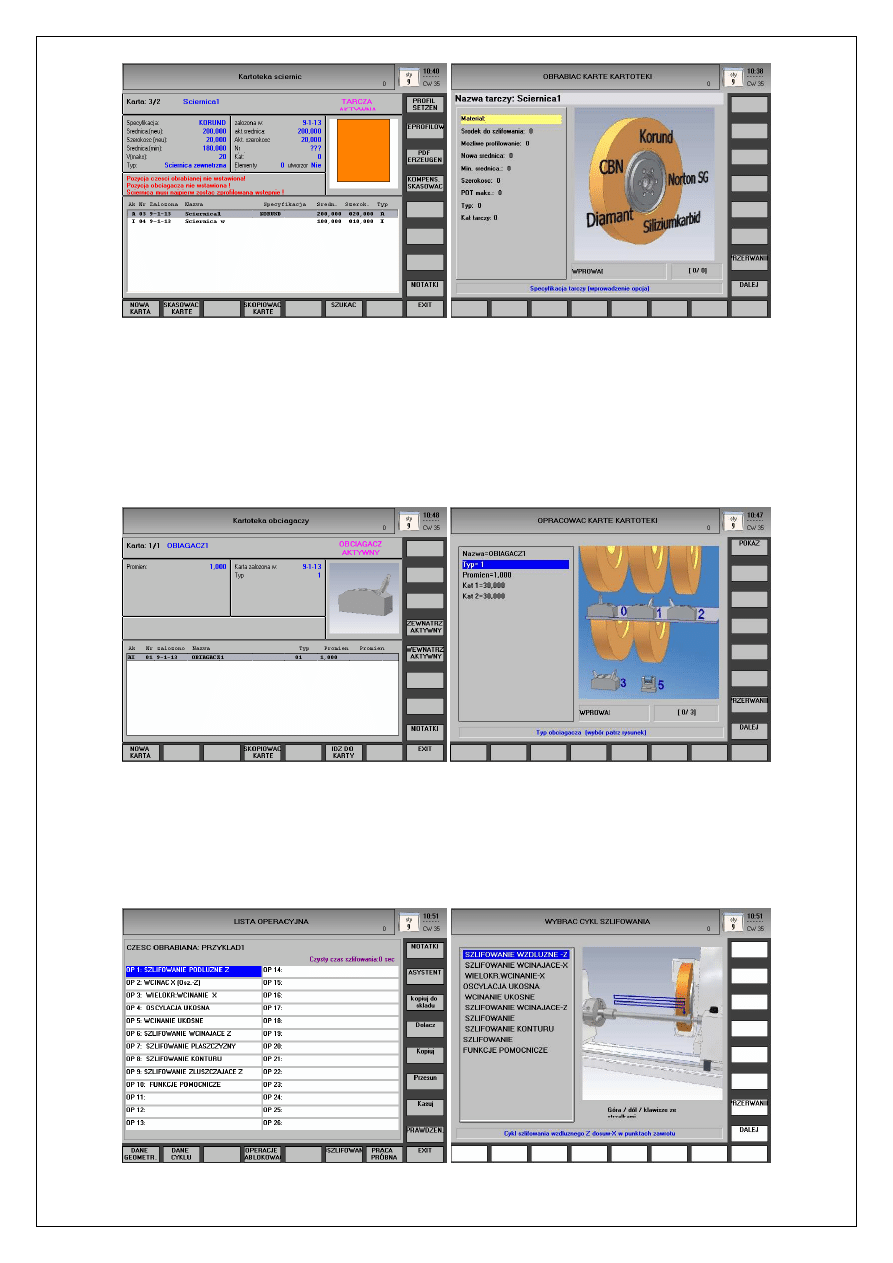
Rys. 7. Kartoteka ściernic oraz tworzenie nowej ściernicy
Po przejściu do kartoteki obciągaczy (EXIT => KARTOTEKA OBC.) rys. 8. należy zdefiniować
obciągacz. Jednocześnie szlifierka pozwala na zdefiniowanie do 20 kart obciągaczy, przy czym każda z
kart zawiera informacje na temat typu obciągacza (jeden z pięciu) jak i jego pełnych, niezmiennych
wymiarów.
Rys. 8. Kartoteka obciągaczy oraz tworzenie nowego obciągacza
W tym momencie można rozpocząć programowanie samej obróbki za pomocą listy operacyjnej
(EXIT => DANE CZESCI OBR.) rys. 9.
Rys. 9. Lista operacyjna oraz wybór nowego cyklu
Ekran z danymi przedmiotu zawiera listę maksymalnie 26 operacji (szerzej opisanych w punkcie
2.2. „Opis cykli obróbkowych”), które zostaną wykonane w kolejności na obrabianym przedmiocie.
Przed zamocowaniem nowego przedmiotu i rozpoczęciem obróbki możemy jeszcze upewnić się, co do
poprawności poprzednich działań poprzez użycie funkcji SPRAWDZEN dostępnej zarówno z poziomu
głównego menu, jak i z poziomu listy operacji. Funkcja ta wykrywa i wyświetla wszelkie błędy (takie jak
brak definicji wymaganych parametrów, niezgodność parametrów wykluczająca obróbkę, czy wolne
miejsca między operacjami).
2.2. Opis cykli obróbkowych
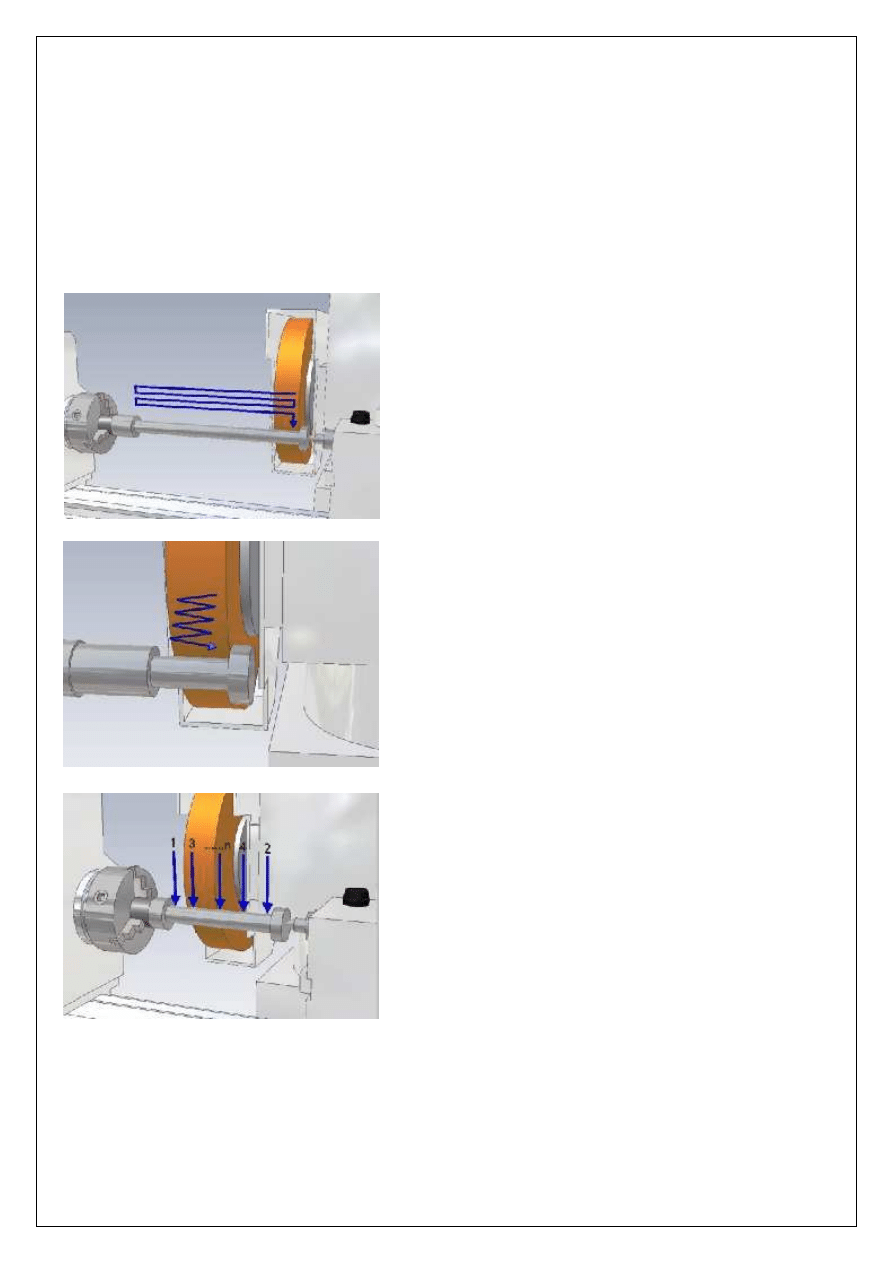
Szlifowanie wzdłużne w osi Z
(SZLIFOWANIE WZDLUZNE-Z)
Jest to standardowy cykl służący do obróbki długich
przedmiotów cylindrycznych. Zakłada on małe dosuwy
ś
ciernicy do przedmiotu obrabianego następujące po
kompletnym przejściu ze stosunkowo dużym posuwem
osiowym.
Szlifowanie wgłębne w osi X
(SZLIFOWANIE WCINAJACE-X)
Cykl ten służy do obróbki części aż do uzyskania
wymaganej średnicy przy nieruchomym (lub pozostającym
w oscylacji
o krótkim
skoku)
stole.
Obróbka
z
wykorzystaniem
cyklu
szlifowania
wgłębnego
charakteryzuje się dużą wydajnością, a przy korzystaniu
z oscylacji stołu również jakością powierzchni.
Wielokrotne szlifowanie wcinające w osi X
(WIELOKR.WCINANIE-X)
Cykl wielokrotnego szlifowania wcinającego łączy cykle
szlifowania
wgłębnego
(następujący
wielokrotnie)
z wykończeniowym zintegrowanym cyklem szlifowania
wzdłużnego. Dzięki takiemu połączeniu uzyskujemy
stosunkowo wysoką wydajność wraz z bardzo dobrymi
parametrami powierzchni obrabianej. Zaletą tego cyklu jest
automatyczne
obliczanie
pozycji
w
osi
Z,
oraz wykonywanie
wcięć
na
przemian
w wyniku
przesunięcia po lewej i prawej stronie, dzięki czemu ściernica zużywa się równomiernie.
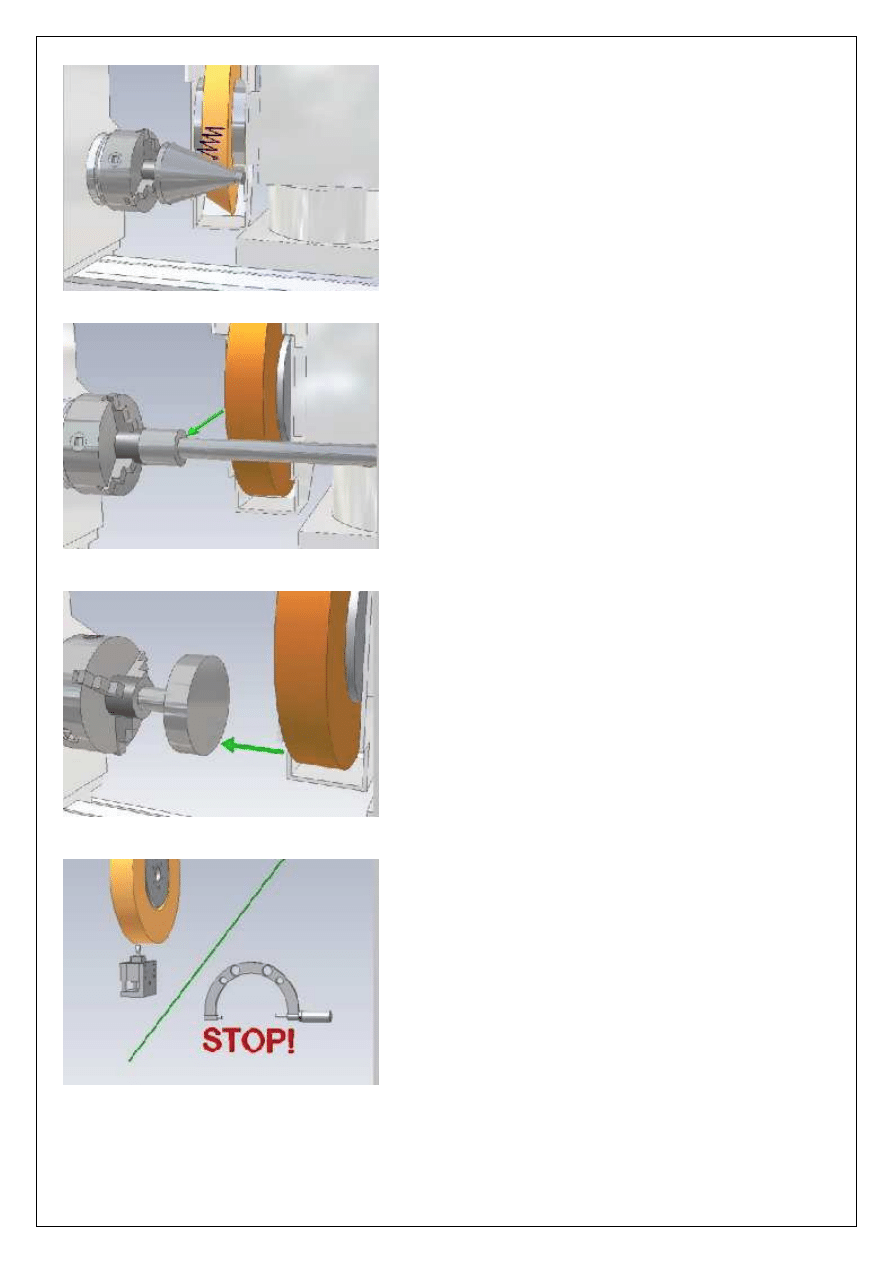
Oscylacja ukośna
(OSCYLACJA UKOSNA)
Głównym zastosowaniem cyklu oscylacji ukośnej jest
szlifowanie stożków. Dla cyklu powinno stosować się
ś
ciernice uprzednio obciągnięte pod kątem przedmiotu,
który poddajemy obróbce.
Szlifowanie wgłębne skośne
(WCINANIE UKOSNE)
Cykl ten realizuje szlifowanie wgłębne pod kątem bez
oscylacji osi. Kierunek dosuwu zawsze odbywa się
w kierunku wrzeciona za pomocą obu osi
.
Szlifowanie wgłębne w osi Z
(SZLIFOWANIE WCINAJACE-Z)
W trakcie tego cyklu oś X nie przemieszcza się podczas
całkowitej fazy obróbkowej. Dosuw odbywa się zawsze w
stronę wrzeciona przedmiotu obrabianego.
Funkcje pomocnicze
Funkcje pomocnicze nie są związane z obróbką przedmiotu,
ale
pozwalają
na przerwanie
na
krótko
łańcucha
operacyjnego celem dokonania np. pomiaru. Jest to jedyna
operacja nie posiadająca danych geometrycznych.
Szlifowanie zarysów
(SZLIFOWANIE KONTURU)
Cykl ten pozwala na uzyskanie niemal dowolnego zarysu
przedmiotu obrabianego, zależnego tak na prawdę tylko od
promienia ściernicy, wymiarów maksymalnych szlifierki i
wytrzymałości
materiału.
Cykl
ten
poza
danymi
geometrycznymi i danymi cyklu wymaga zaprogramowania
parametrów profilu poprzez parametryczny edytor zarysu.
Szlifowanie pełzające
(SZLIFOWANIE (ZLUSZCZAJACE Z)
Cykl ten jest zbliżony do cyklu szlifowania wzdłużnego,
charakteryzuje się jednak bardzo dużą głębokością warstwy
skrawanej i niskimi prędkościami posuwów. W porównaniu
do szlifowania wzdłużnego w osi Z, cykl szlifowania
pełzającego (zwanego też głębokościowym) pozwala na
skrócenie czasu maszynowego od 30% do nawet 70%.
2.3. Parametry cykli obróbkowych
Dane Geometryczne
Dane Cyklu
Bezugspunkt
(Punkt
odniesienia):
określa, do którego punktu zarysu odnoszą
się wpisane wartości czyli punkt zerowy
ś
ciernicy.
Kierunek: 0 dla obróbki z prawej strony, 1
dla obróbki z lewej.
lewe/prawe
przepal
(Przepełnienie
z lewej/prawej).: określa wybieg, który
może być tak dodatni, jak i ujemny.
Naddatek Obr./obrób/obróbkowy: jest to
największy naddatek obróbkowy, jaki może
posiadać część przed operacją.
Nakładanie sie: określa o ile mają nakładać
się wejścia ściernicy.
Pomiar: dodanie aktywnego pomiaru
ś
rednicy. (wprowadzenie 1)
Pozycja/Poz.
Koncowa
Z/Z-prawa:
określa pozycję będącą prawą granicą
nawrotu oscylacji.
Pozycja/Poz. startu Z/Z-lewa: jest to
pozycja w osi Z, przez którą następuje
dojazd do przedmiotu, ponadto jest to lewa
granica oscylacji.
Pozycja/Poz. wyjazdu/wyj. X/Z: jest to
Czas
zawrotu
[1-3]:
czas
postoju
w punktach nawrotu.
Inkr. dosuwu [3]: przyrost dosuwu
w punkcie nawrotu stołu.
Inkrement: wielkość skoku dosuwu.
Licznik
obc./obciag:
determinuje
obciąganie po określonej ilości wcięć.
Obc p. n. liczba skok.: określa po ilu
zagłębieniach ma nastąpić obciąganie.
Obc. [1-3]: ilość odciągnięć przed danym
typem obróbki.
Obc. po liczbie skoków: określa po ilu
zagłębieniach ma nastąpić obciąganie.
Obr.
wrzeciona
CO
[3]:
prędkość
obrotowa
wrzeciona
przedmiotu
obrabianego.
Oszlifowanie: wykrycie styku za pomocą
sondy emisji akustycznej
Predk. osc. Z. [3]: prędkość oscylacji stołu
w osi z.
Predk. dosuwu [3]: prędkość dosuwu
ś
ciernicy do przedmiotu.
Predkosc zaglebiania si
ę w osi X:
prędkość dosuwu.

pozycja, poprzez którą ściernica opuszcza
aktualną operację szlifowania.
Pozycja dojazdu/doj./dosuw X/Z: jest to
pozycja w osi X/Z, przez którą następuje
dojazd do przedmiotu.
Pozycja-X szlifow.: w tej pozycji oś X
zostanie zablokowana na cały czas obróbki.
Dosuw na tą pozycje nastąpi po pozycjach
dojazdu.
Promien tarczy: promień ściernicy.
Skok osc: określa skok oscylacji.
Start konturu: określa, po której stronie
ma się rozpocząć szlifowanie.
Styczn.kontur wej/wyj.: określenie tego
parametru spowoduje dodanie do ruchów
wejściowych i wyjściowych przedłużeń
stycznych do profilu.
Wymiar gotowy 1/2/X/Y: wymiar gotowej
części dla lewej/prawej pozycji nawrotnej.
Predkosc dosuwu [3]: prędkość dosuwu do
przedmiotu.
Pr
ędkość
zanurzania
X:
prędkość
zagłębiania się promieniowego.
Rodzaj dosuwu [1-3]: określa, czy dosuw
ma być ciągły, czy tylko w punktach
nawrotu.
Strategia:
steruje
kolejnością
wcięć
(wymiennie
z
zewnątrz
do
ś
rodka
lub następująco obok siebie).
Strona dosuwu [1-3]: ustala, po której
stronie
przedmiotu
obrabianego
ma
odbywać się dosuw.
Strona oszlifowania: pozycja, po której
sonda ma oczekiwać dźwięku.
Wyiskrzac z lewej/prawej [1-3]: czas
wyiskrzania w punktach nawrotu.
Wyiskrzanie
[3]:
czas
zatrzymania
po osiągnięciu średnicy na gotowo.
Wyiskrzyc
[3]:
czas
zatrzymania
po osiągnięciu średnicy na gotowo.
2.4. Pulpity
Rola pulpitu maszynowego rys. 10 składającego się z klawiatury oraz wyświetlacza została za
pomocą wcześniej wspomnianej nakładki sprowadzona jedynie do wyświetlania danych. Poza rzędem
oraz kolumną przycisków wokół wyświetlacza których funkcje zależne są od obecnie wyświetlanego
ekranu, inne przyciski funkcyjne nie znajdują zastosowania w obsłudze szlifierki Geibel & Hotz RS600C.
Rys. 10. Pulpit maszynowy
Inaczej niż w wypadku pulpitu maszynowego, pulpit układu sterującego rys. 11. zawiera w sobie
elementy bezpośrednio oddziaływujące na maszynę, odpowiedzialne zarówno za jej programowanie,
obsługę jak i bezpieczeństwo pracy.
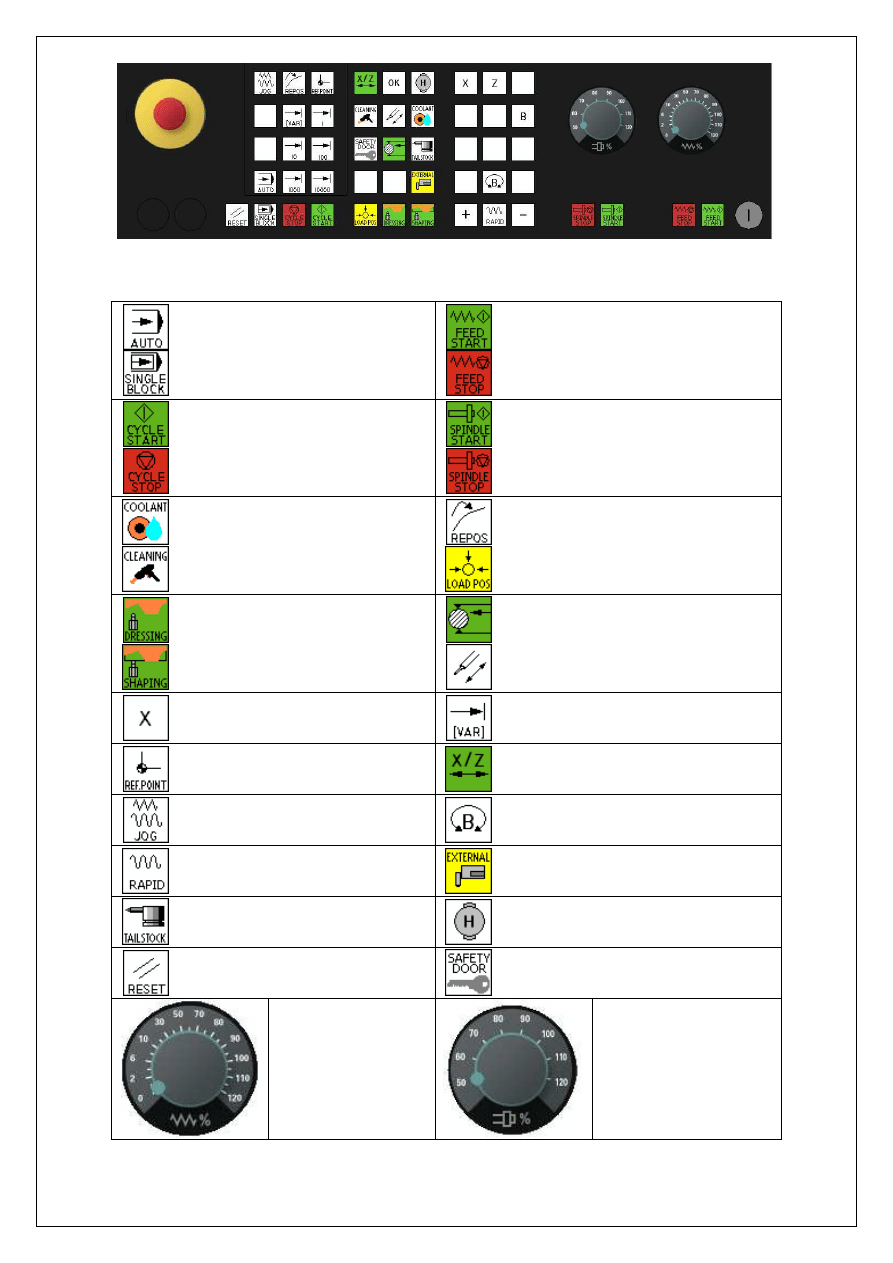
Rys. 11. Pulpit układu sterującego
Praca
automatyczna
oraz
blokowa
Sterowanie wrzecionem ściernicy
w cyklu ustawczym
Rozpoczęcie oraz zakończenie
cyklu automatycznego
Sterowanie wrzecionem przedmiotu
obrabianego w cyklu ustawczym
Uruchomienie głównego oraz
dodatkowego obiegu chłodziwa
Powrót na pozycje obróbki lub
załadunku w trybie automatycznym
Wywołanie operacji obciągania
automatycznego lub wstępnego
Aktywacja
systemu
czynnej
kontroli średnicy lub pozycjonera
osiowego
Wybór osi sterowanej
Skok posuwu w funkcji JOG
Najazd na punkt referencyjny
Uruchomienie ręcznej oscylacji
Wybór trybu ustawczego
Kontrolka zezwolenia na obrót osi
B
Wybór ruchów szybkich
Wywołanie wcześniej ustawionego
skręcenia osi B
Aktywacja tulei konika
Aktywacja agregatu hydraulicznego
Przerwanie programu,
kasowanie komunikatów
Zwolnienie blokady drzwi
Regulacja prędkości
obrotowej ściernicy
Regulacja
prędkości
posuwu
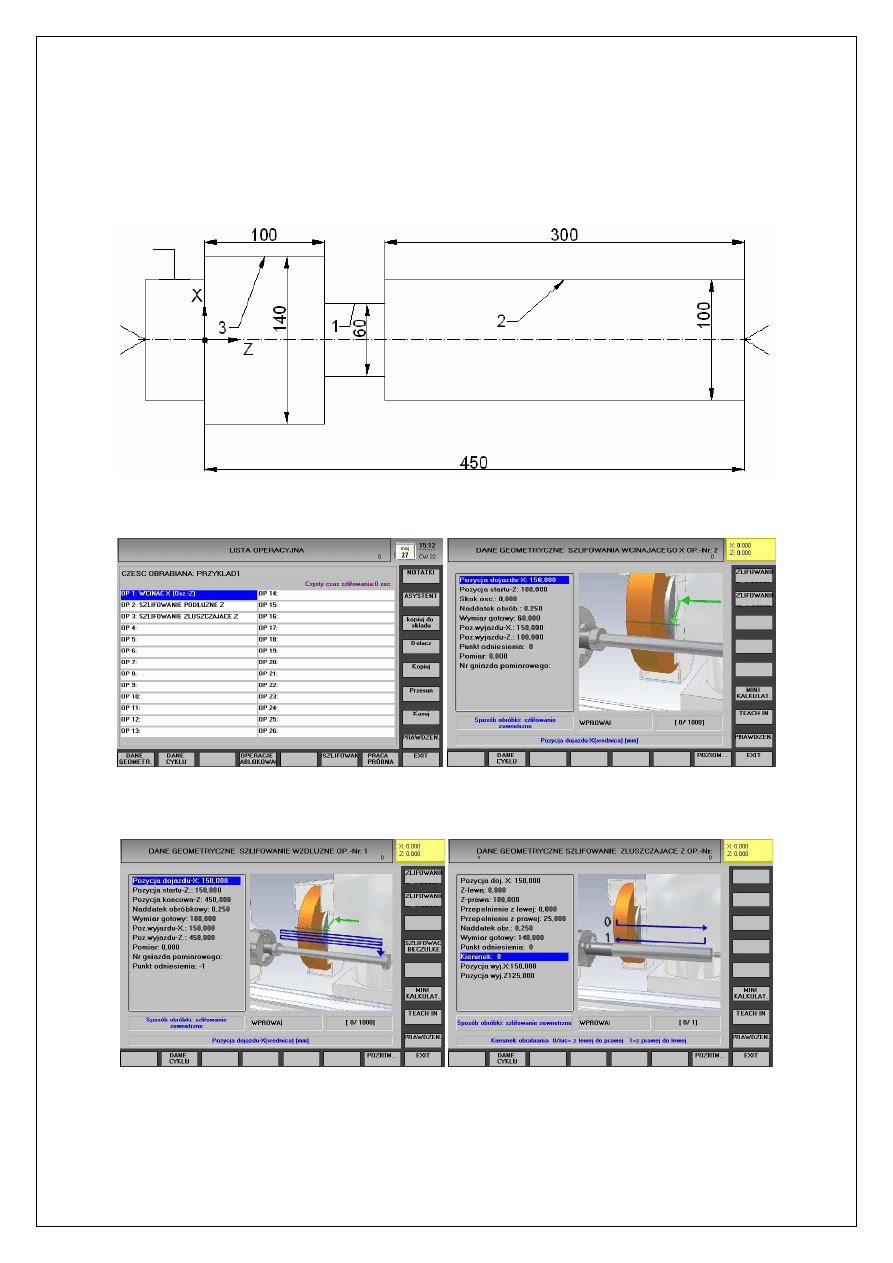
3. Programowanie obróbki
Przyjmujemy stały maksymalny naddatek w wysokości 0.25 mm. Do obróbki wykorzystujemy
podstawową ściernicę o szerokości 50 mm.
W przykładowym wałku rys. 12 obróbce podlegają 3 powierzchnie, obrabiane kolejno za pomocą
cyklu szlifowania wgłębnego, wzdłużnego oraz pełzającego. Ekrany operacji przedstawiono na rys. 13,
14.
Rys. 12. Przykładowy wałek nr 1
Rys. 13. Lista operacyjna oraz cykl szlifowania wgłębnego wałka nr 1
Rys. 14. Cykle szlifowania wzdłużnego oraz pełzającego przykładowego wałka
Szlifowanie wgł
ębne w osi X powierzchni 1:
Pozycja dojazdu X: 150.000
Pozycja startu Z: 100.000
Skok osc.: 0
Naddatek obrób: 0.250
Wymiar gotowy: 60.000
Poz.wyjazdu-X: 150.000
Poz.wyjazdu-Z: 100.000
Punkt odniesienia: 0
Wysokość, na której będzie znajdować się ściernica przed podejściem
do obróbki – uniknięcie kolizji
Rozpoczęcie obróbki 100 mm od układu
Wyłączenie oscylacji stołu w osi Z
Wielkość naddatku określamy by nie dochodziło do „skrawania
powietrza”
Ś
rednica wałka we wcięciu
Punkt w osi X, do którego nastąpi wyjazd po obróbce
Dzięki określeniu pozycji wyjazdu Z równej pozycji startu Z, ściernica
po obróbce wycofa się najpierw w osi X, dzięki czemu unikniemy
kolizji
Ustawienie punktu odniesienia na lewej krawędzi ściernicy w tej
operacji
Szlifowanie wzdłu
żne w osi Z powierzchni 2:
Pozycja dojazdu-X: 150.000
Pozycja startu-Z: 150.000
Pozycja koncowa-Z: 450.000
Naddatek obróbkowy: 0.250
Wymiar gotowy: 100.000
Poz.wyjazdu-X: 150.000
Poz.wyjazdu-Z: 450.000
Punkt odniesienia: -1
Dojazd przez punkt
Szlifowanie od lewej krawędzi płaszczyzny
Szlifowanie do końca prawej krawędzi (na 300 mm)
Wysokość ponad wymiarem gotowym, od której rozpocznie się
szlifowanie
Wymiar gotowy, do którego szlifowanie będzie trwało
Wyjazd na 150 mm (poza najwyższą średnicę wałka)
Brak ruchu w osi Z przy wyjeździe (z powodu równości Poz.wyjazdu-
Z oraz Pozycja koncowa-Z
Ustawienie punktu odniesienia na prawej krawędzi ściernicy w tej
operacji
Szlifowanie pełzaj
ące w osi Z powierzchni 3:
Pozycja dojazdu-X: 150.000
Z-lewa: 0.000
Z-prawa: 100.000
Przepełnienie z lewej: 0.000
Przepełnienie z prawej: 25.000
Naddatek obróbkowy: 0.250
Dojazd przez punkt
Lewa i prawa granica obrabianej powierzchni (mierzona lewą
krawędzią ściernic)
Określenie dodatkowego dobiegu oraz wybiegu pozwalającego na
usunięcie ew. zadziorów
Wysokość ponad wymiarem gotowym, od której rozpocznie się
szlifowanie
Wymiar gotowy: 140.000
Punkt odniesienia: 0
Kierunek: 0
Pozycja wyj. X: 150.000
Pozycja wyj. Z: 125.000
Wymiar gotowy, do którego szlifowanie będzie trwało
Ustawienie punktu odniesienia na lewej krawędzi ściernicy w tej
operacji
Skrawanie od lewej krawędzi obrabianej powierzchni
Po zakończeniu obróbki wyjazd na 150 mm w osi X bez ruchu w osi
Z (Pozycja wyj. Z= Z-prawa+ Przepełnienie z prawej)
Wyszukiwarka
Podobne podstrony:
maszyny technologiczne cwiczenie 5 szlifierka do walkow
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczeni tokarka numeryczna id 282090
szlifierki do wałków sprawko
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
Obrabiarki skrawiajace do metalu, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwe
sciag na maszyny, technologia żywności, maszyny
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
cwiczenia praktyczne do Windows Nieznany
projektowanie maszyn technologicznych
ćwiczenie1 wprowadzenie do chemii lekow
ćwiczenie 0 wstęp do przewodnika
więcej podobnych podstron