„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Dolata
Stosowanie podstawowych technik wytwarzania części
maszyn 731[01].O2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji–Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Andrzej Ampuła
dr inż. Tadeusz Sarnowski
Opracowanie redakcyjne:
mgr inż. Ryszard Dolata
Konsultacja:
dr inż. Janusz Figurski
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[01].O2.03
„Stosowanie podstawowych technik wytwarzania części maszyn”, zawartego w modułowym
programie nauczania dla zawodu mechanik automatyki przemysłowej i urządzeń precyzyjnych.
Wydawca
Instytut Technologii Eksploatacji–Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe techniki wytwarzania części maszyn
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
12
4.2. Operacje obróbki ręcznej i ręczno–mechanicznej
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
22
4.3. Podstawy skrawania materiałów konstrukcyjnych
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
33
4.3.4. Sprawdzian postępów
35
4.4. Zagadnienia technologii odlewnictwa i obróbki plastycznej metali
36
4.4.1. Materiał nauczania
36
4.4.2. Pytania sprawdzające
45
4.4.3. Ćwiczenia
45
4.4.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
54

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o technikach wytwarzania części
maszyn.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jaki powinieneś umieć przed
przystąpieniem do nauki,
−
cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej,
−
materiał nauczania, w zakresie podstawowych wiadomości o technikach wytwarzania
części maszyn,
−
zestawy pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści nauczania,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych wykorzystując wiedzę
teoretyczną,
−
sprawdzian postępów, który pomoże Ci stwierdzić opanowanie wiadomości i umiejętności
z określonego rozdziału Materiału nauczania,
−
sprawdzian osiągnięć, na podstawie którego ocenisz opanowanie materiału całej jednostki
modułowej, wykaz literatury z jakiej możesz korzystać podczas nauki.
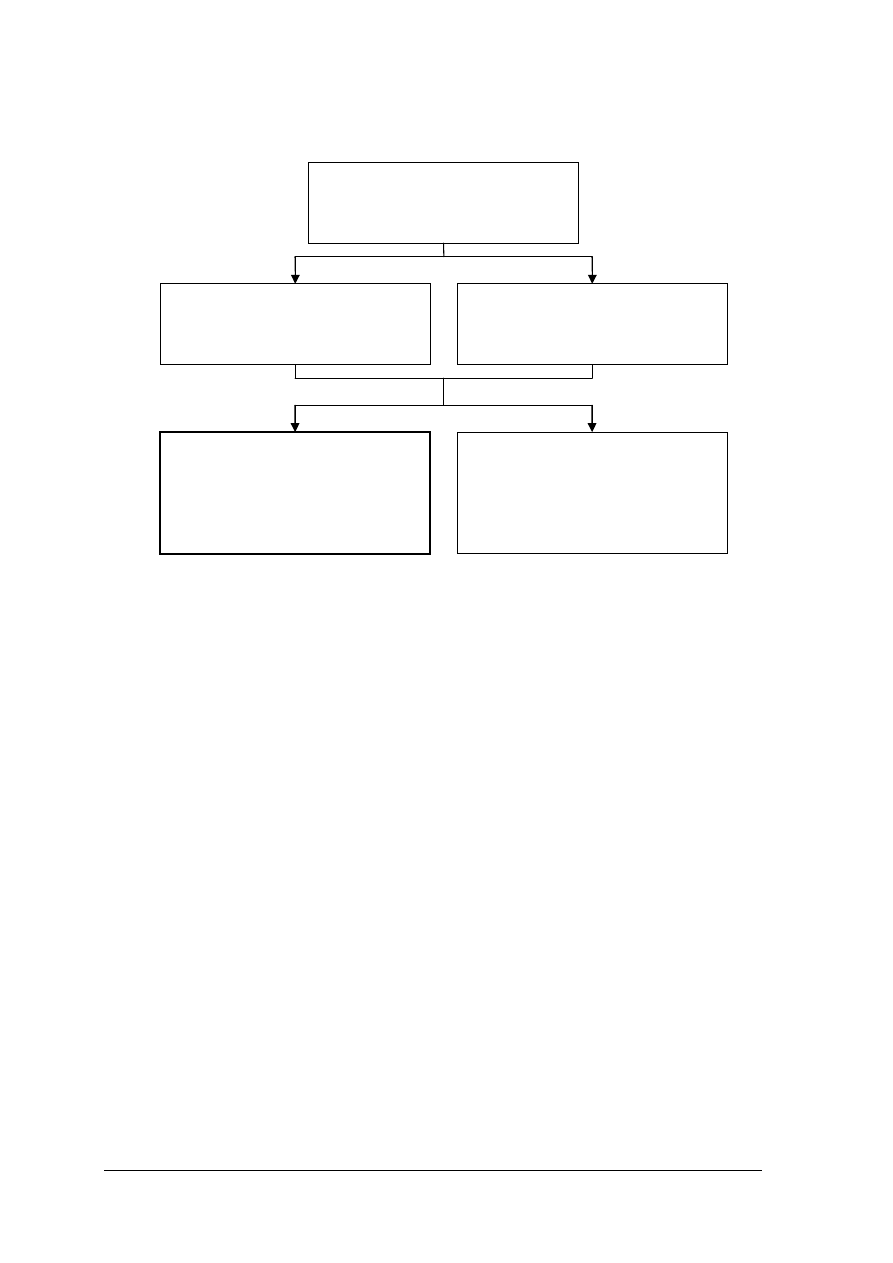
Opanowanie wiedzy tej jednostki modułowej jest konieczne do realizacji kolejnych
jednostek zawartych w module–mechaniczne techniki wytwarzania, które przedstawione są na
schemacie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
731[01].O2
Mechaniczne techniki
wytwarzania
731[01].O2.01
Posługiwanie się dokumentacją
techniczną
731[01].O2.02
Dobieranie materiałów
konstrukcyjnych
731[01].O2.03
Stosowanie podstawowych
technik wytwarzania części
maszyn
731[01].O2.04
Wykonywanie połączeń
w urządzeniach precyzyjnych
i układach automatyki
przemysłowej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
stosować jednostki układu SI,
−
przestrzegać przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska,
−
wykonywać pomiary warsztatowe,
−
posługiwać się dokumentacją techniczną,
−
dobierać materiały konstrukcyjne,
−
użytkować komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić podstawowe techniki wytwarzania części maszyn,
−
scharakteryzować proces technologiczny wytwarzania typowych części maszyn,
−
dobrać narzędzia, przyrządy i urządzenia do ręcznej i mechanicznej obróbki skrawaniem,
−
wykonać podstawowe prace z zakresu obróbki ręcznej,
−
określić cechy charakterystyczne obróbki skrawaniem,
−
wyjaśnić budowę narzędzi do obróbki skrawaniem,
−
wykonać podstawowe operacje z zakresu obróbki skrawaniem (wiercenie, toczenie,
frezowanie, szlifowanie),
−
określić charakterystyczne cechy procesu odlewania,
−
wyjaśnić proces obróbki plastycznej,
−
odczytać dokumentację technologiczną,
−
posłużyć się normami technicznymi i katalogami,
−
zorganizować stanowisko do wykonywania typowych prac z zakresu obróbki ręcznej
i mechanicznej,
−
ocenić jakość wykonanych prac,
−
zastosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska na stanowisku pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe techniki wytwarzania części maszyn
4.1.1. Materiał nauczania
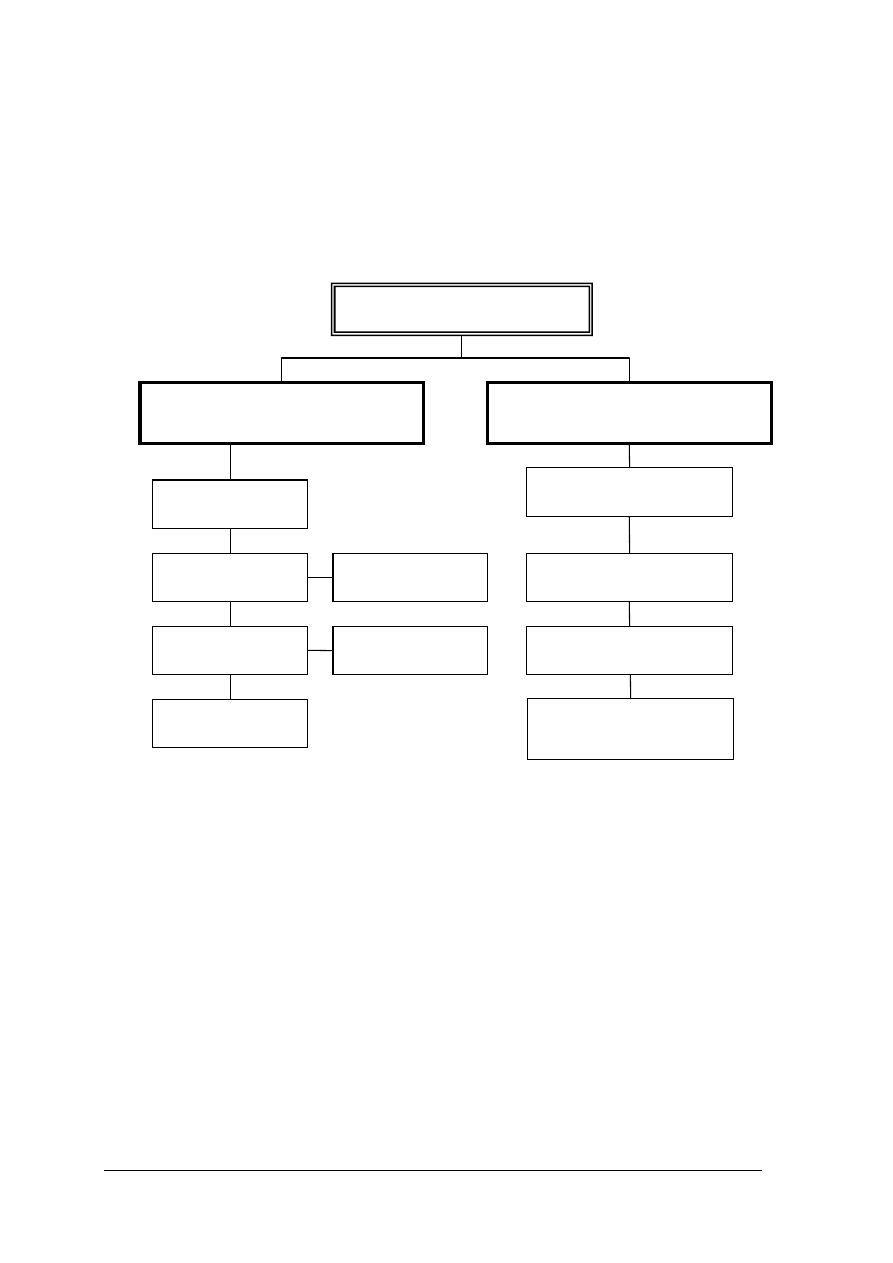
Procesem produkcyjnym nazywamy zespół uporządkowanych działań mających na celu
przetworzenie surowców w użyteczne produkty. Elementy procesu produkcyjnego
przedstawiono na rys. 1.
Procesem technologicznym nazywamy podstawową część procesu produkcyjnego,
podczas której następuje zmiana kształtów, wymiarów i właściwości przedmiotu lub ustalenie
położenia części w mechanizmie lub w wyrobie. Proces technologiczny ma charakter celowy
i ekonomiczny.
Operacja jest to część procesu technologicznego wykonywana na jednym stanowisku
roboczym przez jednego lub grupę pracowników na jednym lub zbiorze przedmiotów, bez
przerwy na inną operację.
Proces produkcyjny jest realizowany na podstawie dokumentacji technicznej, która
stanowi zestaw rysunków technicznych, warunków technicznych i opisów przebiegu procesu
technologicznego (planu technologicznego). Ponadto w procesie obowiązuje zachowanie
dyscypliny technologicznej, polegającej na przestrzeganiu procedury realizacji planu
technologicznego zawartego w dokumentacji technologicznej.
Proces produkcyjny
Proces technologiczny
(obróbki i montażu)
Procesy pomocnicze
Operacje
Zabiegi
Przejście
Czynności
pomocnicze
Bazowanie
Ruchy robocze
Transport surowców
Kontrola jakości
Magazynowanie surowców
i gotowych wyrobów
Zaopatrzenie stanowisk
roboczych w energię, płyny
obróbkowe itp. remonty
Rys. 1.
Klasyfikacja elementów procesów technologicznych [opracowanie
własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Dokumentacja technologiczna obejmuje:
−
karty technologiczne,
−
karty instrukcyjne operacji i przewodniki,
−
normy zużycia materiałów, wykaz surowców niezbędnych do wykonania produktu.
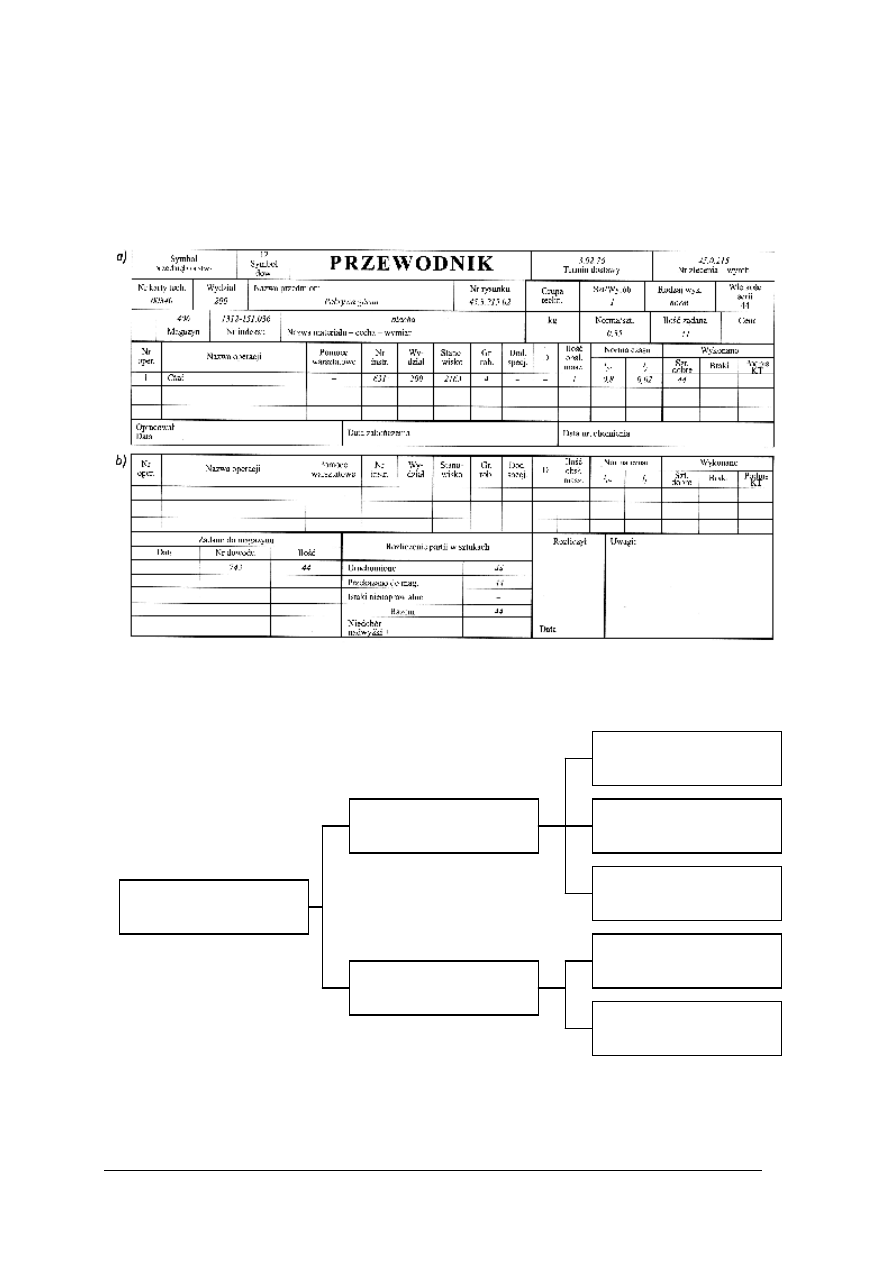
Przewodnik technologiczny jest dokumentem, który przedstawia przebieg obróbki lub
montażu (rys. 2).
Rys. 2.
Karta przewodnia–przewodnik: a) strona 1, b) strona 2 [1, s. 84]
Techniki wytwarzania części maszyn dzielą się na obróbkę ubytkową (rys. 3)
i bezubytkową.
Rys. 3.
Klasyfikacja sposobów obróbki ubytkowej [opracowanie własne]
Do obróbki bezubytkowej zalicza się obróbkę plastyczną i procesy odlewania. Końcowym
elementem procesu technologicznego jest montaż, który polega na łączeniu części w gotowy
Obróbka ubytkowa
U
Obróbka erozyjna
E
Obróbka skrawaniem
S
Elektrochemiczna
EC
Strumieniowo–erozyjna
EB
Elektroerozyjna
ED
Wiórowa
C
Ścierna
A
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
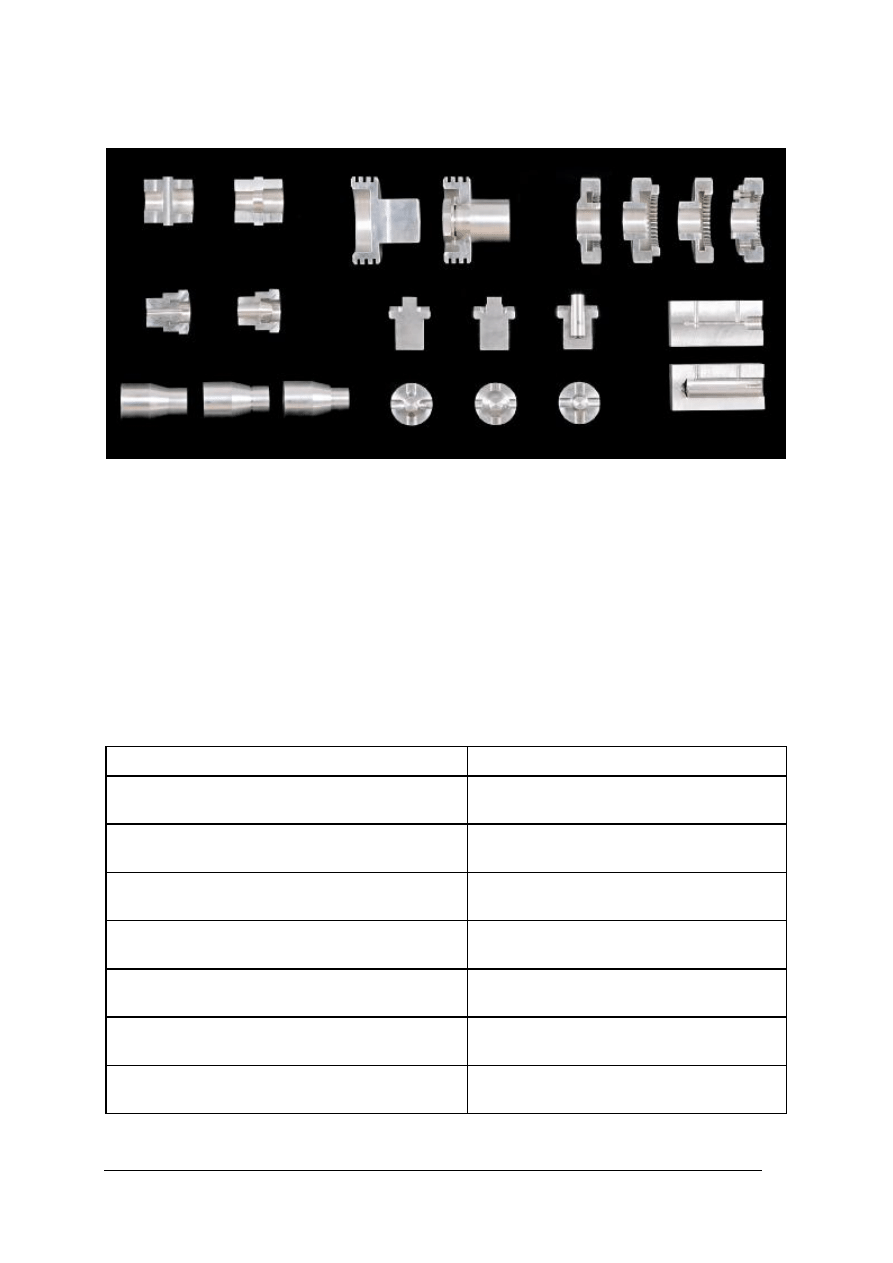
wyrób. Dla części maszyn o podobnym kształcie opracowuje się typowe procesy
technologiczne (rys. 4).
Rys. 4.
Części maszyn o podobnym kształcie [opracowanie własne]
Do części podlegających typizacji, należą:
−
wałki i osie,
−
tuleje i tarcze,
−
koła zębate,
−
dźwignie,
−
korpusy.
W procesach przetwarzania surowców na różnych stanowiskach roboczych, szczególnego
znaczenia
nabierają
zagadnienia
bezpieczeństwa
i
higieny
pracy
oraz
ochrona
przeciwpożarowa. Większość technik wytwarzania części maszyn stwarza wiele zagrożeń dla
zdrowia pracowników. Najczęściej są to obrażenia a ich rodzaj zależy od środowiska pracy
(tab. 1).
Tabela 1. Rodzaj obrażeń a środowisko pracy [opracowanie własne]
Środowisko pracy
Rodzaj obrażenia
Obsługa maszyn, posługiwanie się narzędziami,
transport surowców
Skaleczenia, stłuczenia, rany, krwotoki,
urazy głowy, złamania kończyn, oparzenia
Obrabiarki
zasilane
energią
elektryczną,
instalacje elektryczne
Porażenia prądem, oparzenia
Urządzenia wytwarzające wysokie temperatury,
piece
Przegrzanie, oparzenia
Praca ze środkami chemicznymi, instalacje
gazowe
Zatrucia chemiczne, oparzenia, omdlenia,
uczulenia
Praca na wysokości (upadki)
Urazy
kręgosłupa,
głowy,
klatki
piersiowej, złamania kości zwichnięcia
Prace spawalnicze
Uszkodzenia
wzroku,
oparzenia,
porażenia prądem
Nakładanie powłok malarskich i obróbka
galwaniczna
Uczulenia, urazy oczu, zatrucia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Warunkiem uniknięcia obrażeń na stanowisku pracy jest:
−
zapoznanie się z zagrożeniami jakie mogą zaistnieć na danym stanowisku,
−
sprawność techniczna maszyn i urządzeń, w tym elementów zabezpieczających ich pracę.
Pierwsza pomoc na miejscu wypadku powinna być ukierunkowana na rozpoznanie,
usunięcie przyczyn i ochronę czynności życiowych poszkodowanego.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy procesem produkcyjnym?
2. Jakie elementy wyróżnia się w procesie produkcyjnym?
3. Jaka jest definicja procesu technologicznego?
4. Jakie sporządza się dokumenty w celu zrealizowania procesu technologicznego?
5. Na czym polega dyscyplina technologiczna?
6. Jakie techniki wytwarzania stosuje się do produkcji części maszyn?
7. Na czym polega typizacja procesów technologicznych?
8. Jakie części maszyn podlegają typizacji procesów technologicznych?
9. Jakie zagrożenia bezpiecznej pracy najczęściej występują w realizacji procesów
wytwarzania części maszyn?
10. Jakie należy spełnić warunki aby uniknąć zagrożeń i wypadku przy pracy?
4.1.3. Ćwiczenia
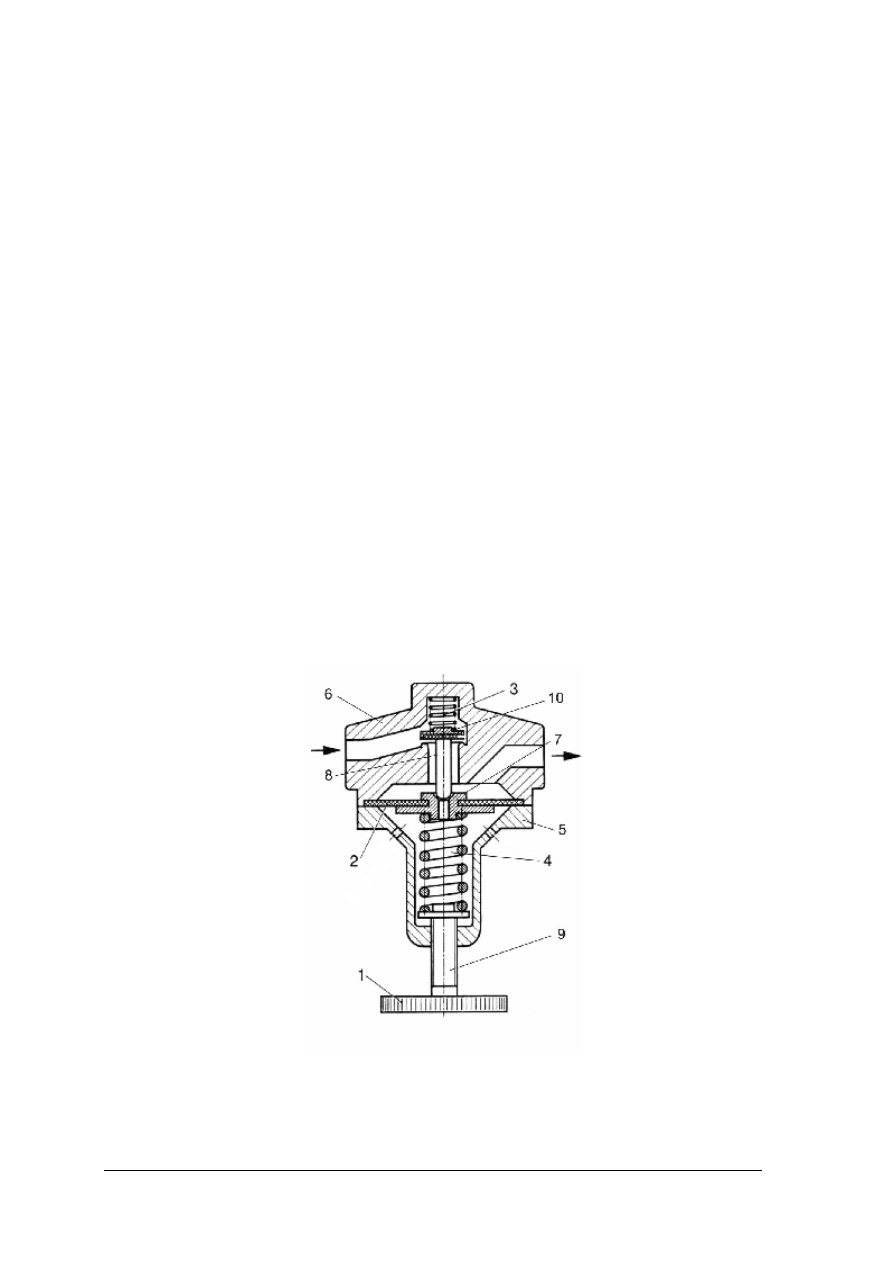
Ćwiczenie 1
Wskaż metody wykonania elementów reduktora ciśnienia przedstawionego na rysunku.
uwzględniając klasyfikację technik wytwarzania.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opisać budowę urządzenia na podstawie oznaczeń,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
2) wskazać i uzasadnić metodę wykonania elementów urządzenia,
3) opracować sprawozdanie z ćwiczenia.
Wyposażenie stanowiska pracy:
−
reduktor ciśnienia,
−
dokumentacja reduktora (DTR),
−
arkusz rysunkowy.
Ćwiczenie 2
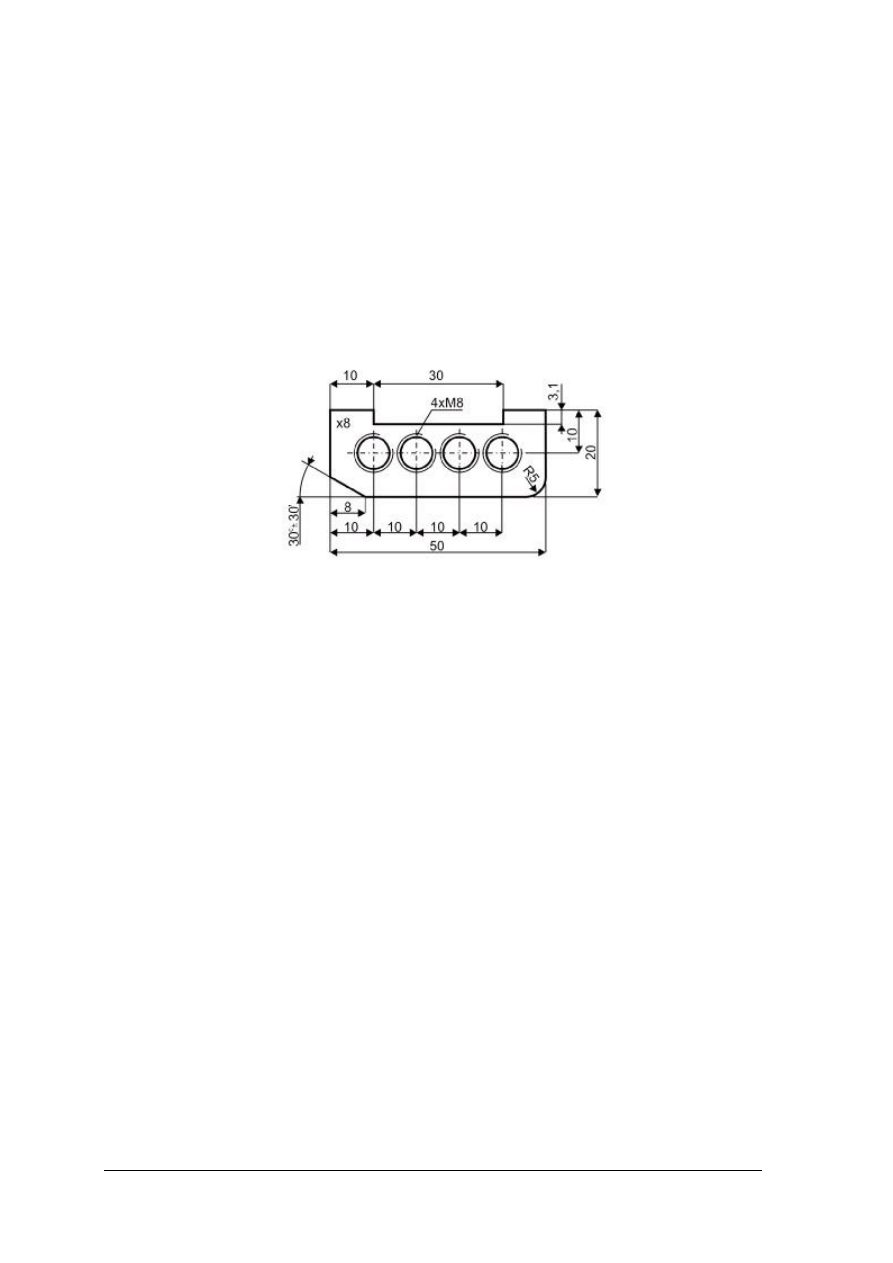
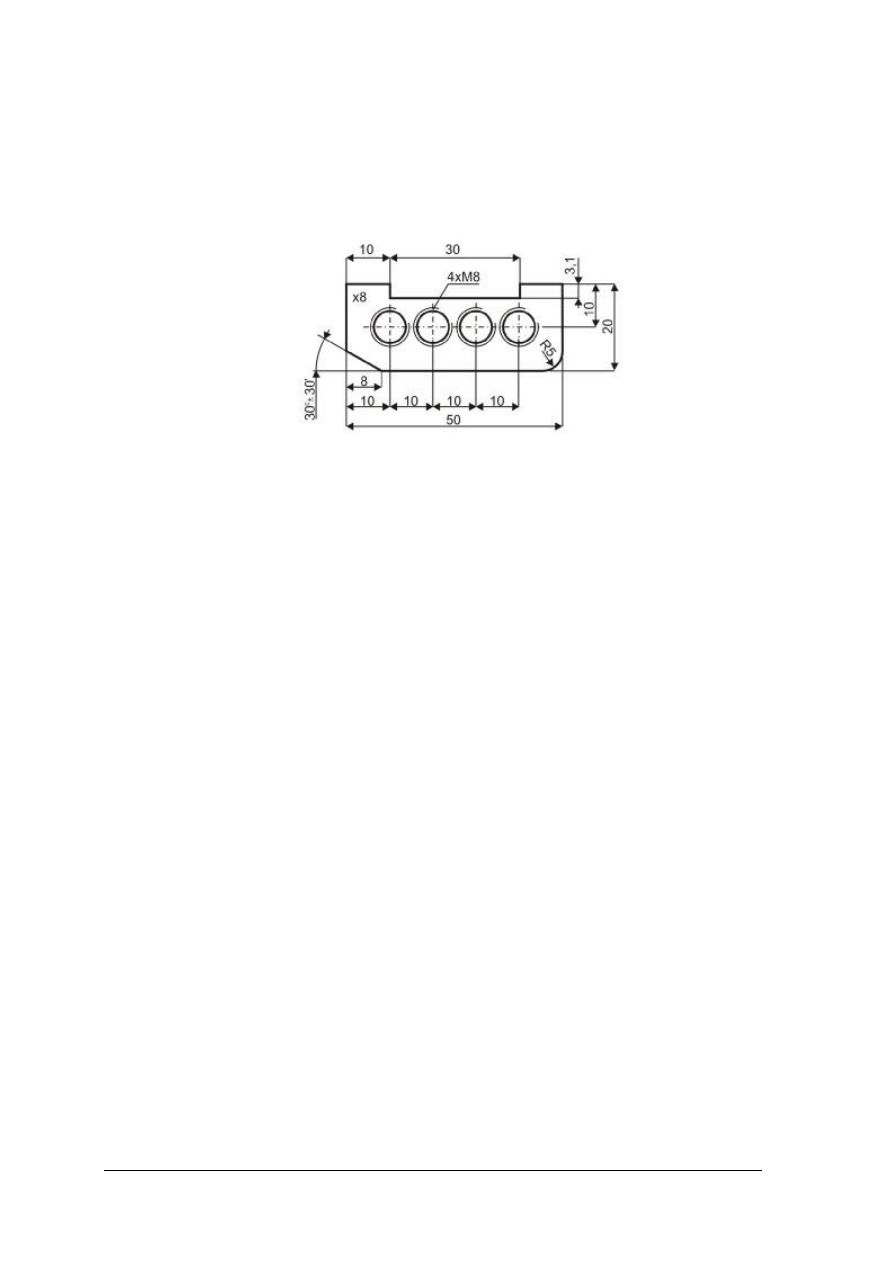
Określ zabiegi, które należy zastosować w celu wykonania płytki przedstawionej
na rysunku.
Rys. do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy przedmiotu pod względem kształtu i wymiarów,
2) określić materiał wyjściowy do wykonania płytki,
3) narysować przedmiot na arkuszu rysunkowym,
4) określić i uzasadnić kolejność zabiegów jakie należy zrealizować w celu wykonania płytki.
Wyposażenie stanowiska pracy:
−
materiały i przybory rysunkowe.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować proces produkcyjny i jego elementy?
2)
określić elementy dokumentacji technologicznej?
3)
opracować kolejność operacji (zabiegów) prostych części maszyn?
4)
zdefiniować obróbkę ubytkową i bezubytkową?
5)
sklasyfikować techniki wytwarzania części maszyn?
6)
scharakteryzować techniki wytwarzania części maszyn?
7)
wyjaśnić zagrożenia bezpiecznej pracy na różnych stanowiskach
pracy?
8)
wyjaśnić zasady pierwszej pomocy na miejscu wypadku dla wybranej
przykładowo sytuacji?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Operacje obróbki ręcznej i ręczno–mechanicznej
4.2.1. Materiał nauczania
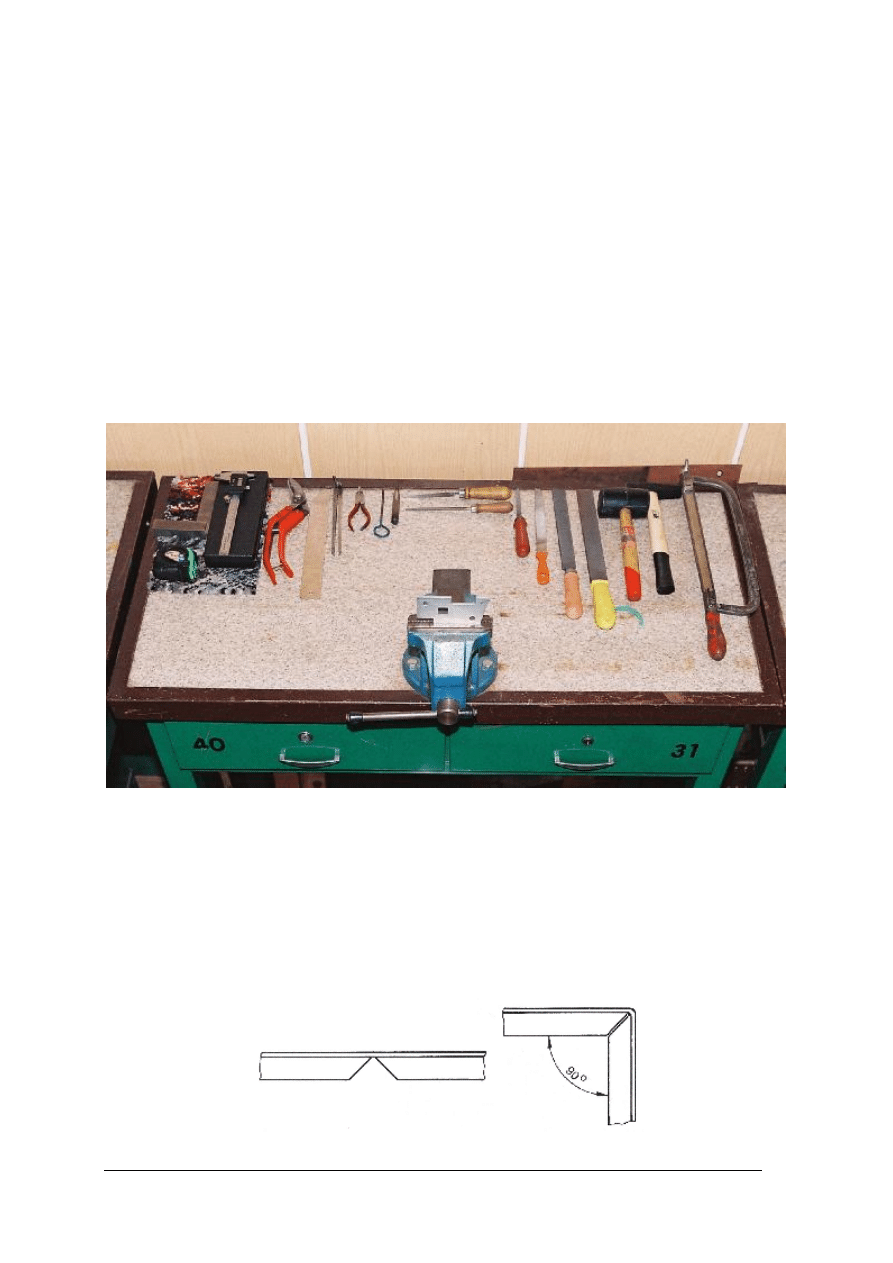
Operacje obróbki ręcznej wykonuje się na stanowisku roboczym, którego wyposażenie
przedstawiono na rys. 5. Do typowych prac wykonywanych ręcznie zalicza się:
−
trasowanie,
−
gięcie i prostowanie,
−
przecinanie metali,
−
piłowanie powierzchni płaskich i kształtowych,
−
wiercenie,
−
gwintowanie ręczne,
−
docieranie,
−
polerowanie.
Rys. 5.
Stanowisko robocze do obróbki ręcznej [opracowanie własne]
1. Trasowanie obejmujące czynności wyznaczania na powierzchni przedmiotu osi symetrii,
obrysów naddatków obróbczych, okręgów, promieni na podstawie rysunków
wykonawczych. Trasowanie względem baz technologicznych nazywa się trasowaniem
przestrzennym. Do trasowania stosuje się narzędzia: rysiki, suwmiarkę traserską,
znaczniki, punktaki, liniały traserskie, kątowniki, płytę traserską, środkowniki, przymiary
kreskowe, cyrkle, podstawki, młotki.
2. Gięcie i prostowanie wykonuje się na zimno lub gorąco. W procesie prostowania i gięcia
następuje odkształcenie plastyczne. Na rys. 6 przedstawiono gięcie kątownika.
Rys. 6.
Wykonanie kątownika [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
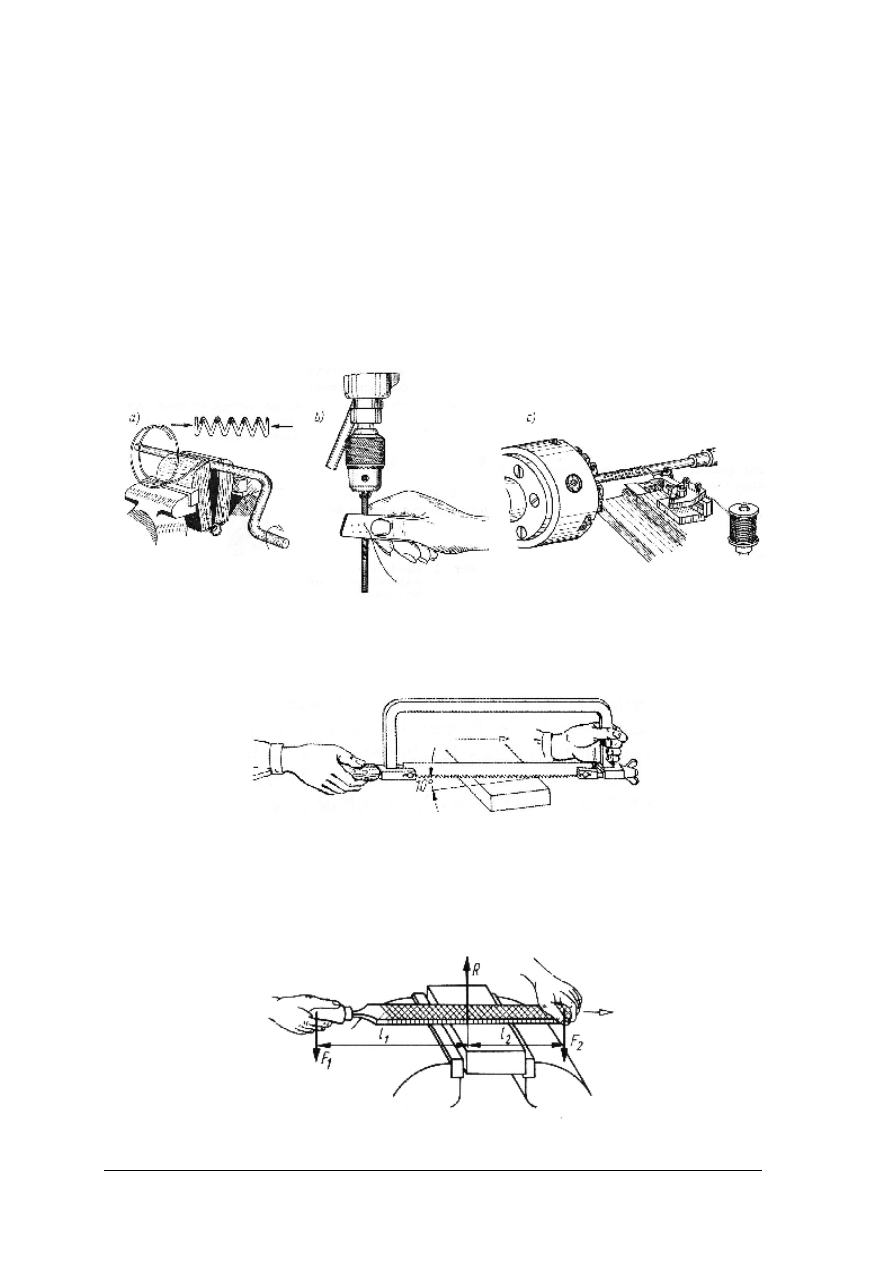
3. Na stanowisku obróbki ręcznej można wykonać sprężyny. W tym celu przed
przystąpieniem do zwijania sprężyny, o ile nie określono na rysunku, należy obliczyć
długość drutu do jej wykonania, wg. wzoru:
n
D
l
⋅
⋅
=
0
π
gdzie:
l–długość drutu,
D
o
–średnia średnica sprężyny,
n–liczba zwojów.Materiałem stosowanym na sprężyny najczęściej jest drut sprężynowy
(fortepianowy), wykonany ze stali stopowej sprężynowej, w której głównymi składnikami
są krzem, chrom, mangan i wanad. Na sprężyny także można zastosować stal niestopową
(węglową) o zawartości 0,65–0,85 %C. Sposoby wykonania sprężyn przedstawiono na
rys. 7.
Rys. 7.
Zwijanie sprężyn: a) w imadle b) na wiertarce c) na tokarce [2, s. 154]
4. Przecinanie metali piłką ręczną przedstawiono na rys. 8.
Rys. 8.
Przecinanie piłką ręczną [2, s. 36]
5. Piłowanie powierzchni płaskich i kształtowych. Jest to proces usuwania naddatku
materiału pilnikami w celu uzyskania, zgodnie z rysunkiem, odpowiednich kształtów
i wymiarów przedmiotu.
Rys. 9.
Warunek momentów sił podczas piłowania powierzchni płaskich [4, s. 58]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Dokładność i gładkość piłowanych przedmiotów wynika z zastosowanych pilników
i technik piłowania. W celu uzyskania powierzchni płaskiej należy tak wywierać nacisk na
pilnik, aby spełnić warunek momentów sił:
2
2
1
1
l
F
l
F
⋅
=
⋅
(rys. 9). Duże powierzchnie piłuje się
metodą krzyżową. Podział pilników wynika z gęstości nacięć i kształtu części roboczej.
Wyróżnia się pilniki: zdzieraki (nr.0), równiaki (nr 1), półgładziki (nr 2), gładziki (nr 3),
podwójne gładziki (nr 4), jedwabniki (nr 5) i odpowiednio–płaskie, kwadratowe, trójkątne,
nożowe, owalne, mieczowe, soczewkowe, oraz do ostrzenia pił. Płaskość piłowanej
powierzchni kontroluje się liniałem krawędziowym, natomiast kąt prosty między
powierzchniami– kątownikami.
6. Wiercenie to proces wykonywania otworów na wiertarkach stołowych (rys. 10)
i stojakowych. Często w procesie obróbki ręczno–maszynowej istnieje potrzeba
wykorzystania wiertarek przenośnych o napędzie: elektrycznym, pneumatycznym a także–
ręcznym.
Rys. 10. Wiertarka stołowa [opracowanie własne]
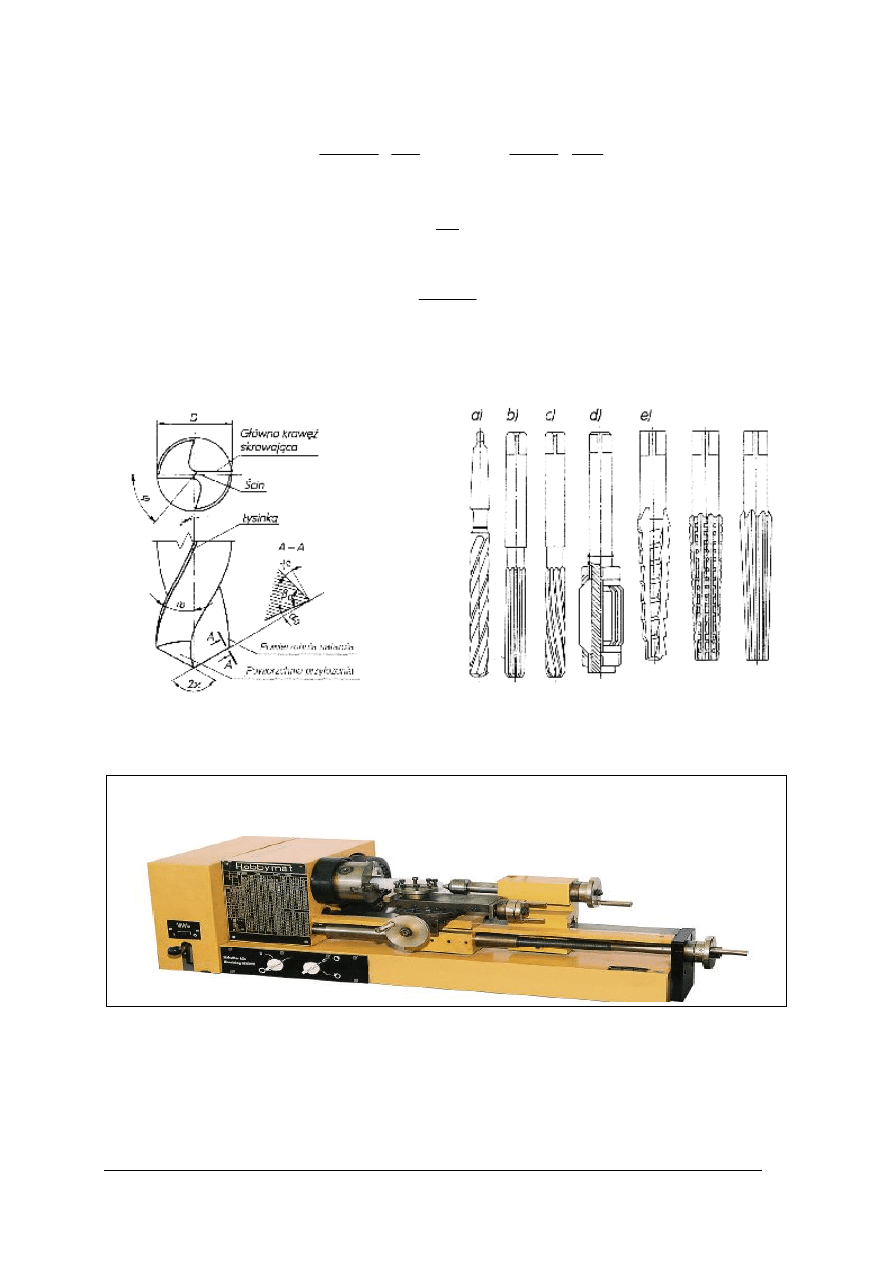
W celu wykonania otworów stosuje się wiertła kręte, rozwiertaki ręczne i maszynowe
(rys. 12) oraz pogłębiacze. Rozwiercanie przeprowadza się po wierceniu, którego celem jest
wykonanie dokładnego otworu. Budowę i elementy geometryczne wiertła krętego
przedstawiono na rys. 11. W zależności od materiału obrabianego stosuje się wiertła
o odpowiedniej wartości kąta wierzchołkowego. Przyjmuje się następujące wartości tego kąta:
118° dla stali i żeliwa, 125°–miedzi, 130°–mosiądz i brąz, 140°– stopy aluminium,
50°– tworzywa sztuczne.
Jakość wykonywanych otworów wynika z układu: wiertarka–przedmiot–narzędzie.
Wiertarka i narzędzie umożliwiają zastosowanie odpowiednich parametrów skrawania:
−
prędkość skrawania
⋅
=
=
min
1000
lub
60000
m
n
d
V
s
m
n
d
V
w
w
w
w
π
π
gdzie:
d
w
–średnica wiertła w mm,
n
w–
prędkość obrotowa wiertła w obr/min.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
prędkość obrotowa (obroty wiertła)
=
=
min
1000
lub
60000
obr
d
V
n
s
obr
d
V
n
w
w
w
w
π
π
−
głębokość skrawania w procesie wiercenia
[ ]
mm
d
g
w
w
2
=
−
głębokość skrawania przy powiercaniu (wiercenie wtórne)
[ ]
mm
d
d
g
w
p
2
0
−
=
gdzie
d
w–
średnica wiertła,
d
0
–średnica powierconego otworu.
Rys.
11.Wiertło
kręte
i
jego
geometria
[opracowanie na podstawie 5]
Rys. 12. Rozwiertaki ręczne i maszynowe [2, s. 76]
Otwory można także wykonywać na tokarce stołowej (rys. 13).
Rys. 13. Tokarka stołowa [opracowanie własne]
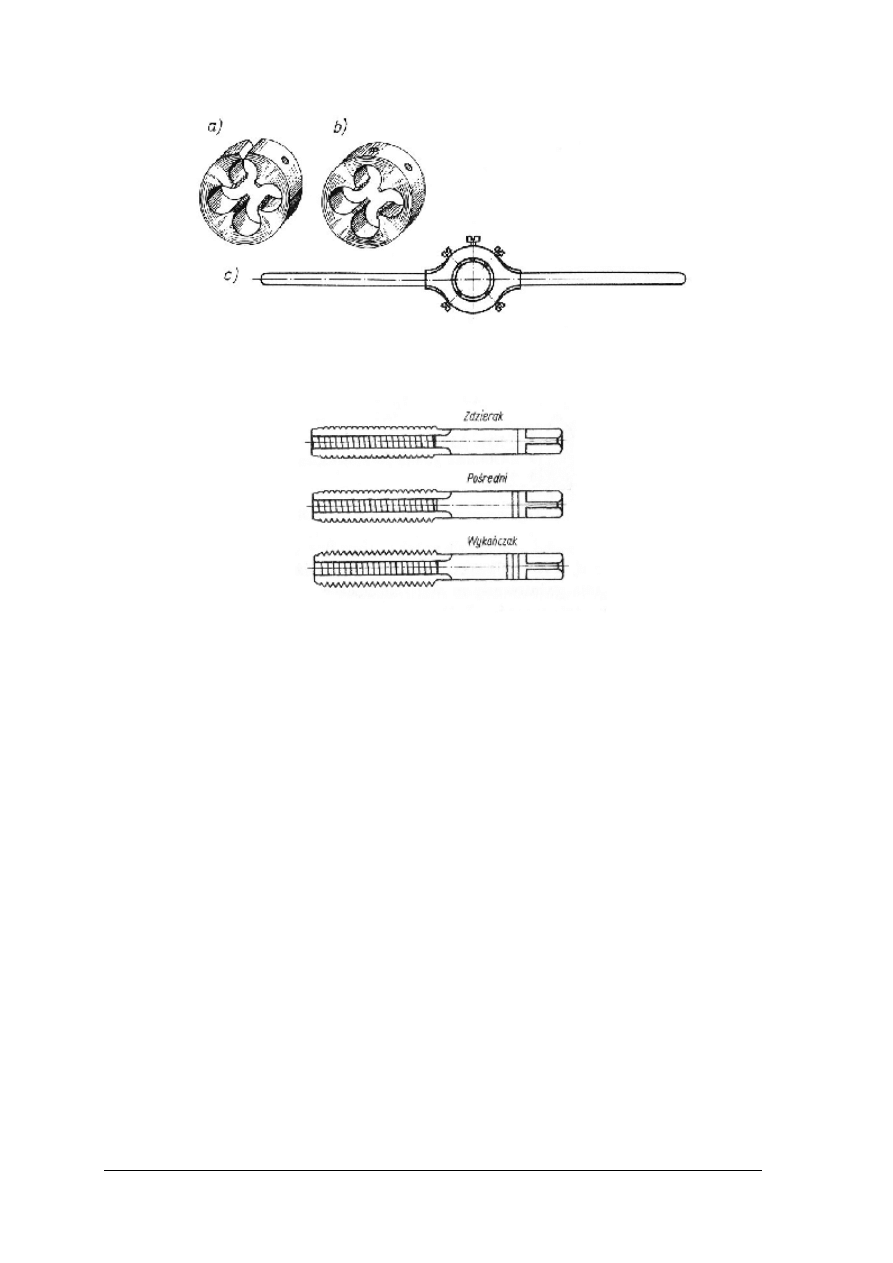
7. Gwintowanie ręczne wykonuje się narzynkami (gwinty zewnętrzne) i gwintownikami
(gwinty wewnętrzne), zwanymi narzędziami samoprowadzącymi. Narzynki są to stalowe
hartowane pierścienie z naciętym gwintem. Zestaw do gwintowania składa się z pokrętła
i narzynki (rys. 14).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 14. Zestaw do gwintowania: a) narzynka dzielona, b) narzynka nie dzielona, c) pokrętło [4, s. 68]
Do wykonywania gwintów wewnętrznych stosuje się gwintowniki ręczne (rys. 15.).
Rys. 15. Gwintowniki ręczne [4, s. 69]
W celu wykonania gwintu narzynką należy:
a) narzynkę umieścić w gnieździe pokrętła,
b) wkręty regulujące pokrętła (5 sztuk) dokręcić w celu zablokowania narzynki,
c) przygotować trzpień, na którym, ma być nacięty gwint.
Jego średnica powinna być mniejsza o około 1/10 podziałki (P) od średnicy znamionowej
(zewnętrznej) gwintu, np. w celu nacięcia M14 o podziałce P=2 mm, średnica trzpienia
d = 14–2/10 = 13,8 mm.
Ponadto czoło trzpienia powinno być zakończone krótkim stożkiem (ścięcie krawędzi)
o wartości kąta 30 stopni.
d) zamocować trzpień w imadle ślusarskim prostopadle do płaszczyzny wyznaczonej
przez szczęki imadła,
e) wprowadzić współosiowo na posmarowany (pokost, olej wiertniczy, nafta) trzpień
narzynkę wywierając jednocześnie nacisk i rozpocząć obrót w prawo,
f) wykonać pełny obrót narzynki w prawo a następnie cofnąć ją o pół obrotu w lewo,
aby wyłamać wiór, powtarzając zabieg aż do pełnego nacięcia gwintu.
Nacinanie gwintu wewnętrznego sprowadza się do następujących czynności:
a) dokonać analizy wymiaru gwintu przedstawionego na rysunku. Wykonać wiertłem otwór
pod gwint. Otwór powinien być mniejszy od średnicy znamionowej gwintu. Średnice
wierteł do otworów pod gwinty przedstawiono w tablicy 2,
b) pogłębić otwór pogłębiaczem stożkowym, wykorzystując np. wiertarkę stołową,
c) wprowadzić współosiowo do posmarowanego otworu gwintownik wstępny (nr 1)
i nacinać gwint techniką: 1 obrót w prawo, pół obrotu w lewo. W celu nacięcia pełnego
zarysu gwintu kolejno wykorzystujemy gwintowniki: zdzierak (nr 2) i wykańczak (nr 3)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
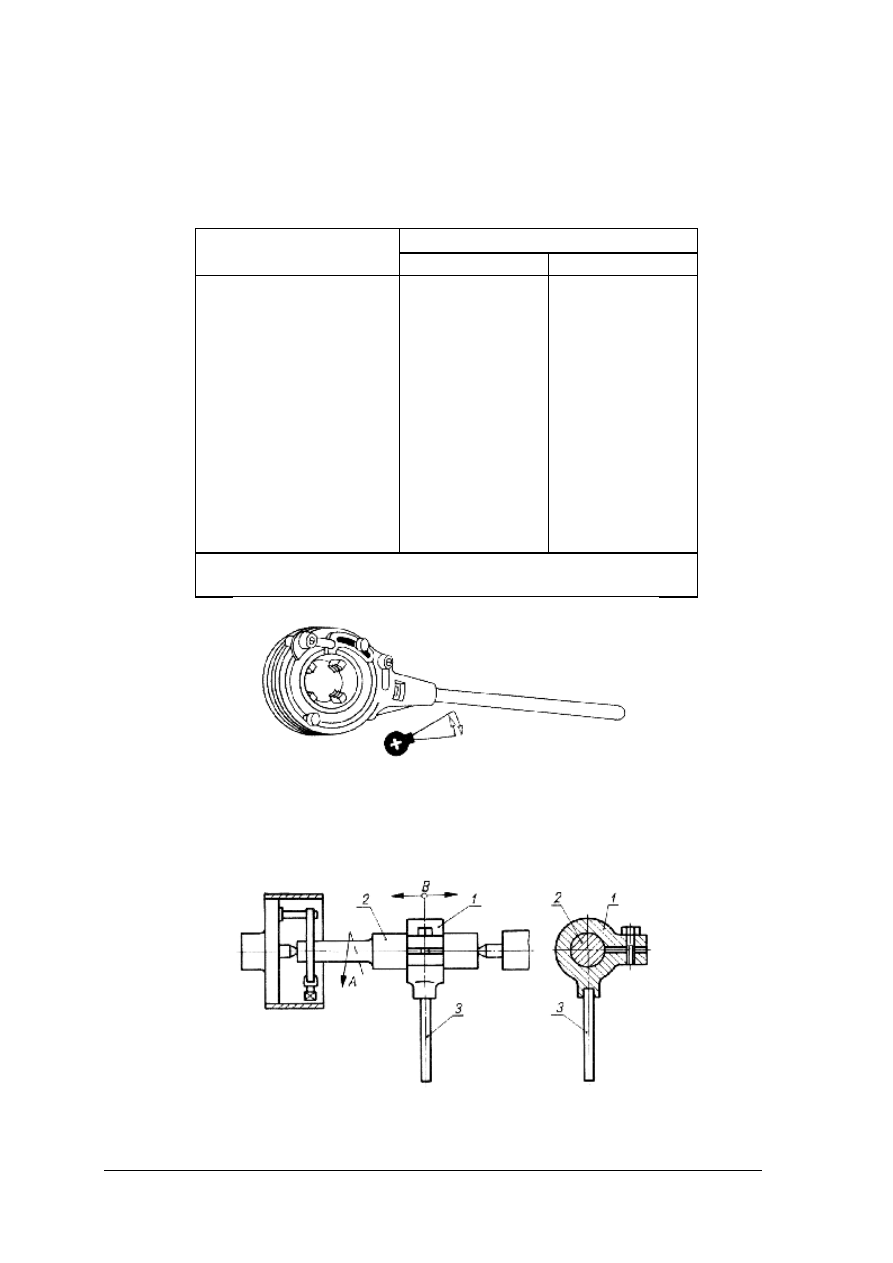
Nacinając gwint w otworach nieprzelotowych należy, co pewien czas gwintownik
wykręcać w celu usunięcia nagromadzonych na dnie otworu wiórów. Często zachodzi
potrzeba nacięcia gwintu zewnętrznego na rurach (gwint calowy). Wówczas wykorzystuje się
powszechnie stosowane gwintownice uniwersalne o wymiennych narzynkach (rys. 16)
Tabela 2. Średnice wierteł do otworów pod gwinty–wybrane przykłady [opracowanie własne]
Średnica wiertła [mm]
Średnica gwintu [mm]
1
2
4
5
6
8
10
12
16
20
24
30
36
42
48
3,2
4,1
4,9
6,6
8,2
9,9
13,55
17,0
20,25
25,75
31,25
36,75
42,0
3,3
4,2
5,0
6,8
8,4
10,0
13,75
17,25
20,5
26,0
31,5
37,0
42,25
1–gwint w żeliwie, brązie, mosiądzu, itp.
2–gwint w stali, żeliwie ciągliwym, stopach cynku i aluminium.
Rys. 16. Gwintownica uniwersalna do rur [2, s. 85]
8. Docieranie ma na celu uzyskanie, za pomocą luźnego materiału ścierającego
(elektrokorundu, karborundu), gładkiej powierzchni przedmiotu.
Rys. 17. Docieranie wałka na tokarce: 1–docierak, 2–wałek docierany, 3–chwyt do
przesuwania docieraka, A–ruch obrotowy przedmiotu, B–ręczny przesuw narzędzia
[4, s. 75]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Docieranie w niewielkim stopniu ma wpływ na kształt przedmiotu. Na docieraki stosuje
się: żeliwo, stal miękką, miedź, drewno. W procesie docierak jest dociskany do powierzchni
przedmiotu i za pośrednictwem złożonych ruchów wykonywana jest obróbka. Docieranie
powierzchnie obrotowych można przeprowadzić na tokarce. Proces docierania wałka na
tokarce przedstawiono na rys. 17.
9. Polerowanie zalicza się do obróbki mechaniczno–ściernej, która ma na celu uzyskanie
powierzchni przedmiotu gładkiej z połyskiem. Oprócz efektów dekoracyjnych,
polerowanie zwiększa odporność przedmiotu na korozję. Naddatki przy polerowaniu
wynoszą 0,1–0,2 mm. Proces realizuje się z użyciem elastycznej tarczy polerskiej
nasyconej ścierniwem a podczas ostatecznego zabiegu–pastą polerską.
W procesach obróbki ręcznej i ręczno–mechanicznej należy przestrzegać następujących
zasad bezpiecznej pracy:
1) sprawdzać prawidłowe osadzenie młotka na trzonku,
2) używać okularów ochronnych w czasie ostrzenia narzędzi na ostrzarkach,
3) usuwać zadziory pilnikami,
4) zwracać uwagę na stan techniczny urządzeń i maszyn, np. nożyc do cięcia blach, wiertarki,
5) napędy elektryczne maszyn i urządzeń muszą być uziemione,
6) ubiór roboczy nie powinien zawierać zwisających elementów,
7) podczas piłowania należy zwrócić uwagę na ostre krawędzie przedmiotu,
8) nie wolno zatrzymywać ręką wirujących elementów maszyn,
9) stosować osłony obracających się elementów maszyn,
10) nie wolno usuwać wiórów przez wydmuchiwanie.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie narzędzia i przyrządy stanowią wyposażenie stanowiska do obróbki ręcznej?
2. Jakie prace można wykonywać na stanowisku obróbki ręcznej?
3. Jakich narzędzi używa się do trasowania na płaszczyźnie i do trasowania przestrzennego?
4. Jakie czynności należy wykonać w celu zrealizowania procesu trasowania?
5. Na czym polega trasowanie przestrzenne?
6. Jakie zjawisko występuje podczas gięcia i prostowania metali?
7. Jakie metody stosuję w wykonywaniu sprężyn?
8. Jak oblicza się długość drutu na sprężyny?
9. Jakich narzędzi używa się do wykonywania otworów?
10. Jakie wartości może mieć kąt wierzchołkowy
κ
2 ?
11. Jakie parametry określają proces wykonywania otworów na wiertarce?
12. Jakie narzędzia stosuje się do ręcznego wykonywania gwintów?
13. Jakie czynności robocze należy zastosować przy gwintowaniu ręcznym?
14. Jakie zasady obowiązują przy doborze średnicy wiertła pod gwint wewnętrzny?
15. Na czym polega docieranie i jakie są jego efekty?
16. Na czym polega polerowanie i jakie są jego efekty?
17. Jakie są zasady bezpiecznej pracy w procesach obróbki ręcznej i ręczno–mechanicznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykorzystując wyposażenie stanowiska roboczego wykonaj trasowanie przedmiotu
stalowego przedstawionego na rysunku.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy wymiarowej przedmiotu przedstawionego na rysunku,
2) dobrać narzędzia i materiały treserskie,
3) wykonać zabiegi traserskie uwzględniające konstrukcję przedmiotu i naddatki na obróbkę,
4) utrwalić linie i charakterystyczne punkty wyznaczone podczas trasowania,
5) sprawdzić poprawność trasowania na podstawie rysunku wykonawczego,
6) przestrzegać zasady bezpiecznej pracy przy trasowaniu płytki.
Wyposażenie stanowiska pracy:
−
stanowisko robocze do obróbki ręcznej,
−
wyposażenie traserskie stanowiska roboczego,
−
półwyrób do wykonania przedmiotu,
−
narzędzia pomiarowe.
Ćwiczenie 2
Zastosuj operacje obróbki ręcznej i mechanicznej w celu wykonania płytki przedstawionej
na rysunku w ćwiczeniu 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy na stanowisku obróbki ręcznej,
2) określić dokładność wymiarową i chropowatość powierzchni przedmiotu,
3) piłować powierzchnie płytki według rys traserskich wykorzystując pilnik zdzierak (nr 0),
4) kontrolować systematycznie wymiary płytki stosując suwmiarkę uniwersalną,
5) piłować pilnikami (nr 2 i 3) naddatek materiału, uzyskując wymiary i kształt zgodne
z rysunkiem,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
6) kontrolować płaskość powierzchni–liniałem krawędziowym; kąt prosty sprawdzić
kątownikiem,
7) wykonać na wiertarce stołowej otwory pod gwint M8 (nacięcie gwintu M8 przewidziane
jest w ćwiczeniu nr 3), zwracając uwagę na wymiary liniowe odległości pomiędzy osiami
otworów; otwory pogłębiać pogłębiaczem stożkowym,
8) porównywać chropowatość piłowanej powierzchni z wzorami chropowatości,
9) dokonać ostatecznej kontroli pod względem: dokładności wymiarowej, kształtu
i chropowatości powierzchni,
10) zaprezentować wykonany przedmiot.
Zalecane metody nauczania–uczenia się:
−
ćwiczenia,
−
przewodniego tekstu.
Wyposażenie stanowiska pracy:
−
wyposażenie stanowiska roboczego: zestaw pilników, zestaw wierteł krętych, pogłębiacz
stożkowy, narzędzia pomiarowe, wzornik promieni, liniał krawędziowy, kątownik,
−
półwyrób do wykonania płytki,
−
wiertarka stołowa z wyposażeniem.
Ćwiczenie 3
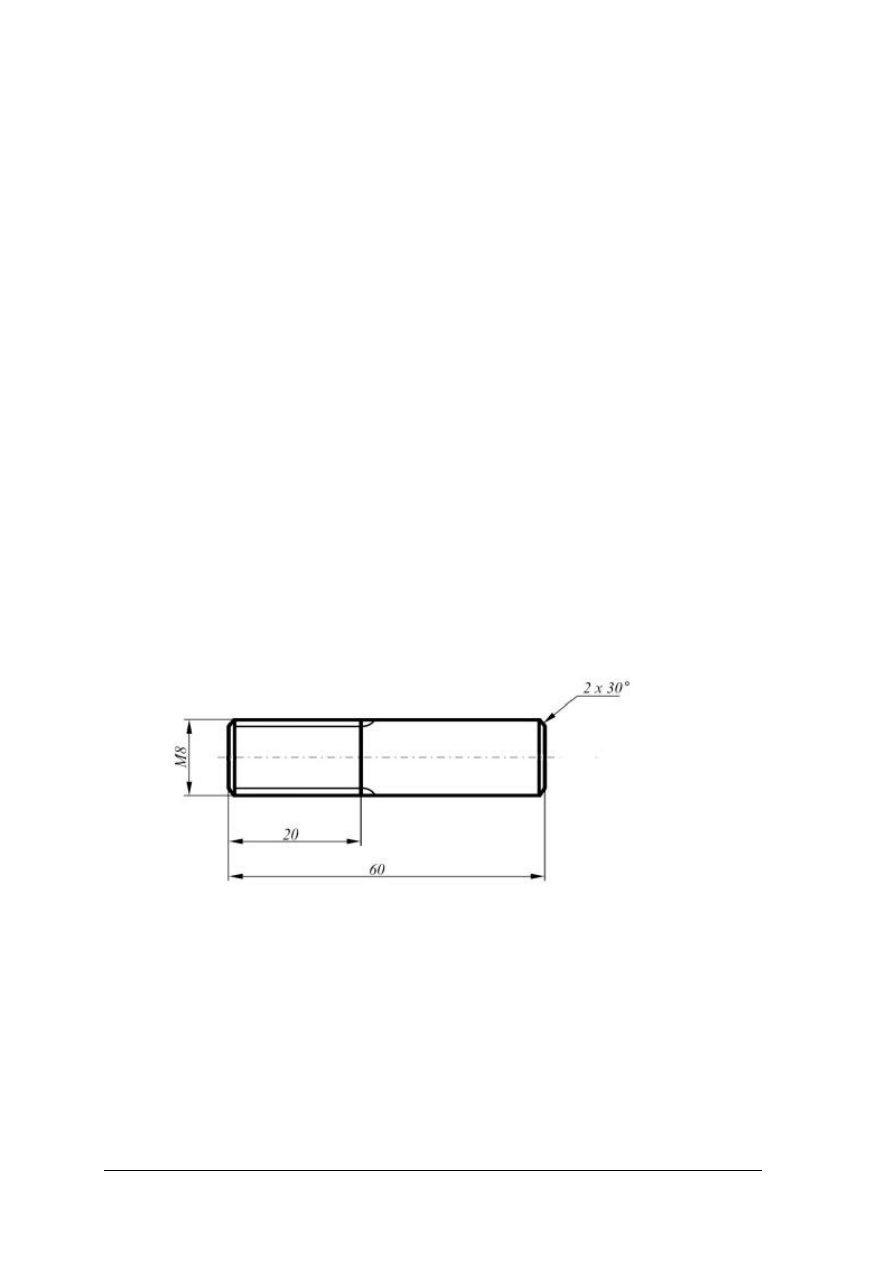
Wykonaj gwint wewnętrzny M8 w czterech otworach przedmiotu przedstawionego
w ćwiczeniu 1. Posługując się narzynką wykonaj gwint zewnętrzny M8 na sworzniu
przedstawionym na rysunku.
Rys. do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zamocować płytkę w imadle na stanowisku roboczym,
2) zastosować ciecz smarującą–olej rzepakowy w celu wykonania gwintu,
3) zastosować do gwintowania gwintowniki: wstępny (nr 1), zdzierak (nr 2) i wykańczak
(nr 3),
4) naciąć gwinty w czterech otworach stosując technikę ręcznego gwintowania,
5) oczyścić przedmiot z wiórów i cieczy smarującej i sprawdzić poprawność wykonanych
gwintów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
6) przygotować sworzeń do gwintowania: ciąć ręczną piłką do metalu z pręta ø8, piłować
powierzchnie czołowe uzyskując wymiar 60 mm, wykonać fazy pod kątem 30°,
7) zamocować w imadle pręt z wykorzystaniem nakładek pryzmatycznych,
8) sprawdzić kątownikiem prostopadłość sworznia względem płaszczyzn szczęk imadła,
9) nacinać gwint narzynką, stosując właściwą technikę gwintowania (jeden obrót w prawo,
pół obrotu w lewo),
10) oczyścić sworzeń i sprawdzić jakość naciętego gwintu.
Wyposażenie stanowiska pracy:
−
stanowisko robocze do obróbki ręcznej z podstawowym wyposażeniem,
−
półwyroby, materiały,
−
zestaw gwintowników M8,
−
narzynka M8 z pokrętłem,
−
zestaw narzędzi pomiarowych i sprawdzających: suwmiarka uniwersalna, kątownik,
−
ciecz smarująca.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
przygotować i wykonać operację obróbki ręcznej: trasowanie na
płaszczyźnie i trasowanie przestrzenne
2)
przygotować i wykonać operację obróbki ręcznej: piłowanie
powierzchni płaskich i kształtowych?
3)
przygotować i wykonać operację: wiercenie i gwintowanie?
4)
przygotować stanowisko i wykonać rozwiercanie i pogłębianie
otworów?
5)
zastosować narzędzia, przyrządy i materiały do docierania
i polerowania metali?
6)
przestrzegać zasad bezpiecznej pracy na stanowiskach: do obróbki
ręcznej i ręczno–mechanicznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Podstawy skrawania materiałów konstrukcyjnych
4.3.1. Materiał nauczania
W procesach wytwarzania części maszyn, najbardziej rozpowszechniona, dzięki
uniwersalności i dokładności kształtowania, jest obróbka skrawaniem, która polega na
usuwaniu warstw naddatku materiału przez ostrze narzędzia. Ze względu na wielkość
tworzonego wióra i konstrukcję narzędzi obróbkę skrawaniem dzieli się na: obróbkę wiórową i
obróbkę ścierną (mikrowióry). Kinematyka procesu wynika z ruchów prostolinijnych
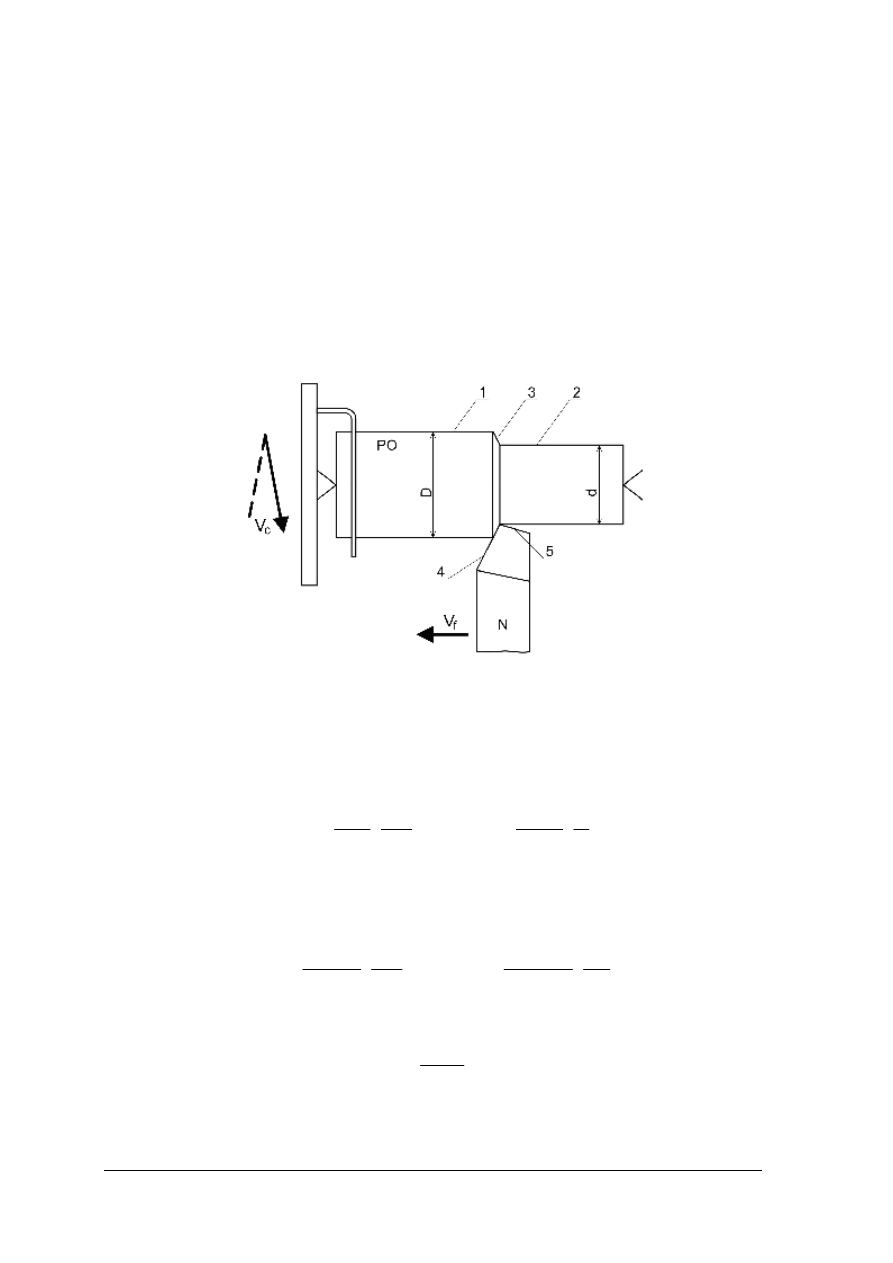
i obrotowych układu: przedmiot–obrabiarka–narzędzie. Na schemacie toczenia (rys. 18)
przedstawiono kinematykę procesu skrawania i elementy przedmiotu obrabianego (PO) oraz
narzędzia skrawającego (N).
Rys. 18.
Schemat toczenia w kłach: 1–powierzchnia obrabiana, 2–powierzchnia obrobiona,
3–powierzchnia skrawania, 4–główna krawędź skrawająca, 5–pomocnicza krawędź
skrawająca, V
c
–prędkość skrawania, V
f
–prędkość ruchu posuwowego (prędkość
liniowa narzędzia) [opracowanie własne]
Proces skrawania, np. toczeniem opisuje się następującymi parametrami:
−
prędkość skrawania
=
=
s
m
dn
V
m
dn
V
C
C
60000
lub
min
1000
π
π
gdzie:
d–średnica obrabianego przedmiotu w mm,
n–prędkość obrotowa obrabianego przedmiotu w obr/min.
−
prędkość obrotowa przedmiotu (wrzeciona obrabiarki) n
=
=
s
obr
πd
60000V
n
lub
min
obr
πd
1000V
n
C
C
−
głębokość skrawania g definiuje się jako stopień zagłębienia ostrza narzędzia w materiał
obrabiany
[ ]
mm
d
D
g
2
−
=
−
przekrój warstwy skrawanej A
[ ]
2
mm
g
f
b
a
A
⋅
≈
⋅
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
gdzie:
a–grubość warstwy skrawanej w mm,
b–szerokość warstwy skrawanej w mm,
f–posuw w mm/1 obr. PO,
g–głębokość skrawania w mm.
−
posuw f
=
obrPO
mm
g
A
f
W każdym procesie skrawania rozróżnia się ruchy:
−
podstawowe,
−
ruchy pomocnicze jak ruch dosunięcia narzędzia do przedmiotu obrabianego.
W toczeniu ruchami podstawowymi są:
−
ruch główny obrotowy przedmiotu,
−
ruch posuwowy narzędzia.
Podstawowym warunkiem procesu skrawania, oprócz jego kinematyki, jest odpowiedni
kształt części roboczej narzędzia i wynikające z niego elementy geometryczne. W celu
określenia i wyznaczenia kątów narzędzia skrawającego niezbędne są układy odniesienia
stanowiące zbiór płaszczyzn przechodzących przez ostrze narzędzia. Do najważniejszych
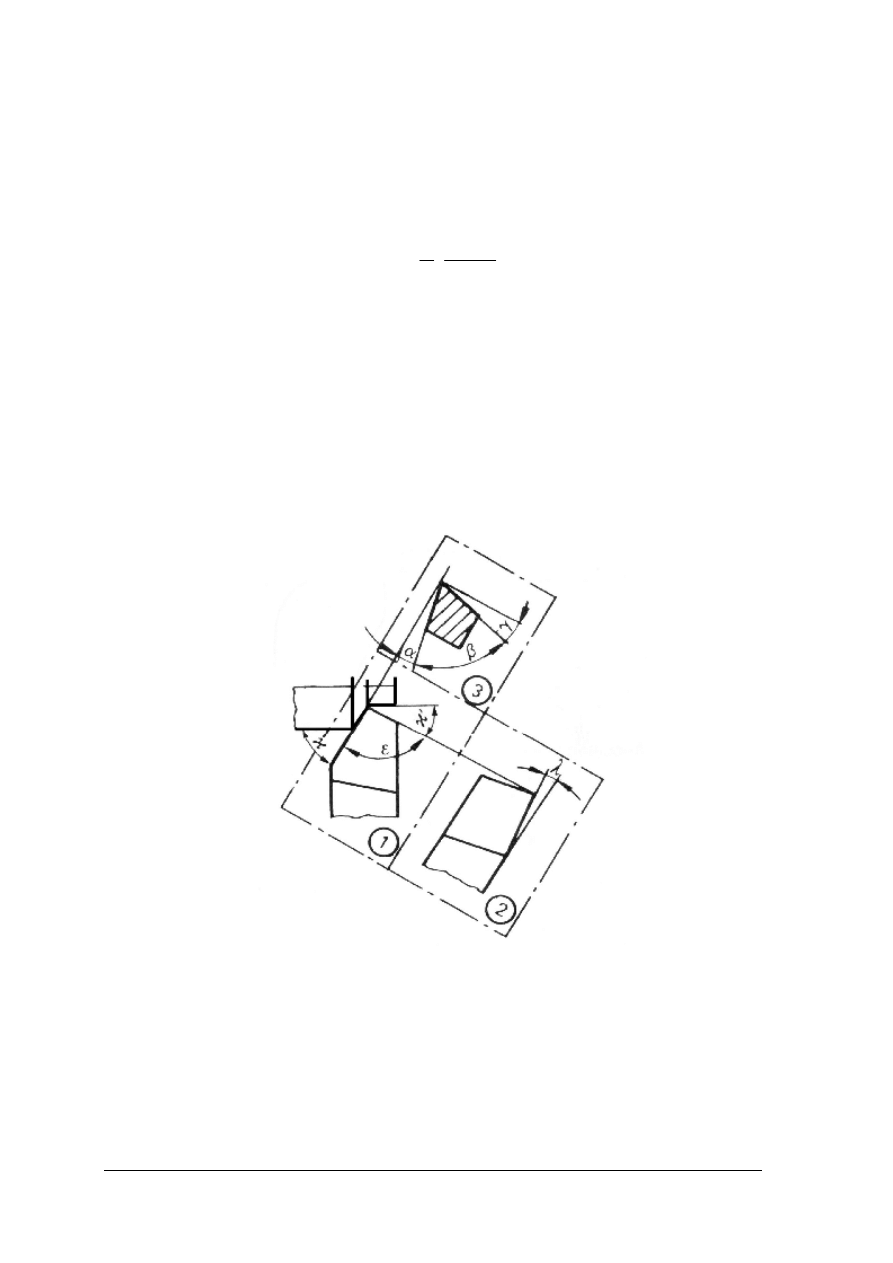
zalicza się układ narzędzia (rys. 19) i układ roboczy.
Rys. 19. Kąty ostrza noża tokarskiego w układzie narzędzia [opracowanie własne]
W płaszczyźnie głównego przekroju P
o
(3) ostrza narzędzia rozróżnia się kąty: natarcia
γ, ostrza β i przyłożenia α.
γ
+ β + α = 90º
W płaszczyźnie podstawowej P
r
(1) rozróżnia się kąty: główny kąt przystawienia,
κ
,
pomocniczy kąt przystawienia κ
’ i wierzchołkowy ε.
κ + ε + κ’ = 180º
W płaszczyźnie krawędzi skrawającej P
s
(2) rozróżnia się kąt pochylenia głównej krawędzi
skrawającej λ, który może przyjmować następujące wartości:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
λ < 0, λ = 0, λ > 0
Kąty ostrza narzędzia mają wpływ na:
−
chropowatość powierzchni obrobionej,
−
wydajność procesu skrawania,
−
trwałość ostrza narzędzia,
−
ilość odprowadzanego ciepła z obszaru skrawania.
Najczęściej stosowanymi materiałami narzędziowymi na ostrza skrawające są:
−
stale szybkotnące,
−
węgliki spiekane,
−
cermetale,
−
spieki ceramiczne.
Typowymi pracami tokarskimi są:
−
toczenie zewnętrznych powierzchni cylindrycznych,
−
obróbka otworów,
−
toczenie stożków,
−
obróbka gwintów,
−
tocznie kształtowe,
−
toczenie wałków mimośrodowych,
−
zataczanie,
−
dogładzanie i docieranie,
−
radełkowanie,
−
zwijanie sprężyn.
Tokarki stanowią najbardziej zróżnicowaną grupę obrabiarek. Rozróżnia się następujące
rodzaje tokarek: kłowe, uchwytowe, wielonożowe, rewolwerowe, tarczowe, karuzelowe,
półautomaty i automaty tokarskie, kopiarki i zataczarki. Istotnym elementem w obsłudze
tokarek jest prawidłowe zamocowanie przedmiotu obrabianego i narzędzia. Przedmiot
najczęściej mocujemy w uchwycie tokarskim samocentrującym lub w kłach, a nóż tokarski
w imaku jedno lub czteronożowym. Wiertła mocujemy w gnieździe tulei konika tokarskiego.
Poprawne zamocowanie noża polega na tym, że:
−
podstawa noża przylega do powierzchni (podkładek) imaka na całej swojej długości,
−
wierzchołek ostrza znajduje się na wysokości osi tokarki (osi przedmiotu),
−
wysunięcie noża z imaka powinno być optymalne, na ogół równe 1,5 wysokości narzędzia,
−
śruby mocujące imaka powinny być jednakowo dokręcone,
W procesie toczenia, przed rozpoczęciem pracy, należy dobrać następujące parametry
skrawania: głębokość skrawania, liczbę przejść, posuw i prędkość skrawania (tablica 3).
Wielkościami znanymi przy doborze parametrów są: rodzaj toczenia(zgrubne, dokładne,
bardzo dokładne), własności technologiczne materiału obrabianego, wielkość i kształt
przedmiotu (na podstawie rysunku wykonawczego), cechy charakterystyczne tokarki oraz
narzędzia skrawające.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Tabela 3. Zalecane prędkości skrawania i posuwy przy bardzo dokładnym i gładkościowym toczeniu
i wytaczaniu [opracowanie własne]
Noże węglików spiekanych
Noże z ostrzami diamentowymi
Materiał obrabiany
Prędkość skrawania
m/min
Posuw f
mm/obr
Prędkość skrawania
Vc m/min
Posuw f
mm/obr
Stał
Żeliwo
Brąz
Babit, miedź
Stopy aluminium
150÷300
100÷200
250÷300
250÷600
200÷400
0,05÷0,14
0,05÷0,18
0,03÷010
0,03÷0,10
0,03÷0,08
–
–
400÷600
400÷1000
400÷1000
–
–
0,02÷0,05
0,02÷0,05
0,02÷0,08
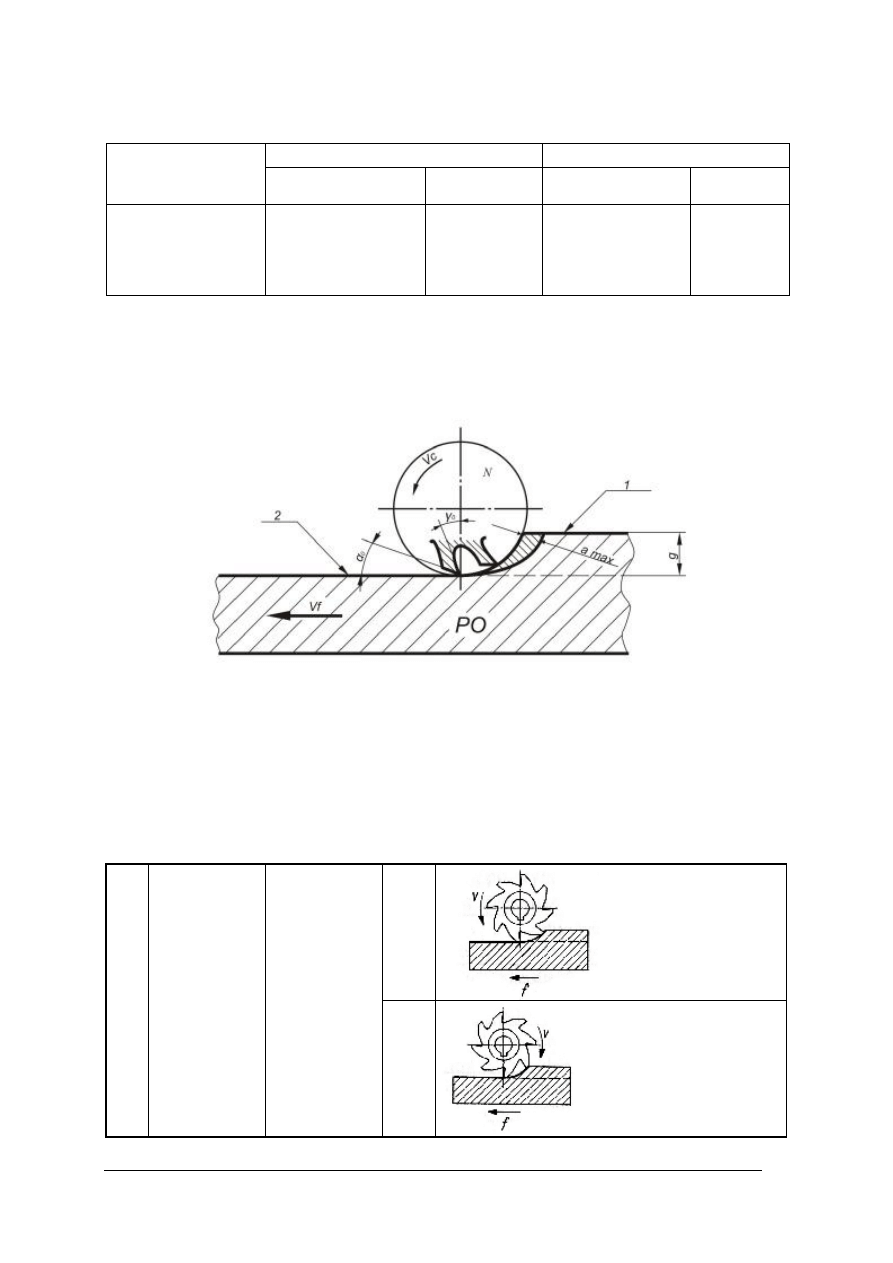
Frezowanie to proces skrawania polegający na oddzieleniu warstw materiału za pomocą
wieloostrzowego freza, na obrabiarce–frezarce. Kinematyka frezowania wynika z ruchów:
obrotowego freza i posuwowego (postępowy lub obrotowy) przedmiotu obrabianego.
Geometrię ostrza freza i kinematykę procesu przedstawiono na rys. 20.
Rys. 20.
Schemat frezowania (przeciwbieżnego) 1–powierzchnia obrabiana,
2–powierzchnia obrobiona [opracowanie własne]
Zarówno przy frezowaniu zgrubnym jak i wykańczającym dobór warunków polega na
ustaleniu: głębokości skrawania g, liczby przejść narzędzia, prędkości skrawania Vc
i prędkości ruchu posuwowego V
f
. Typowe prace frezarskie i zastosowanie frezów do ich
wykonania przedstawiono w tablicy 4.
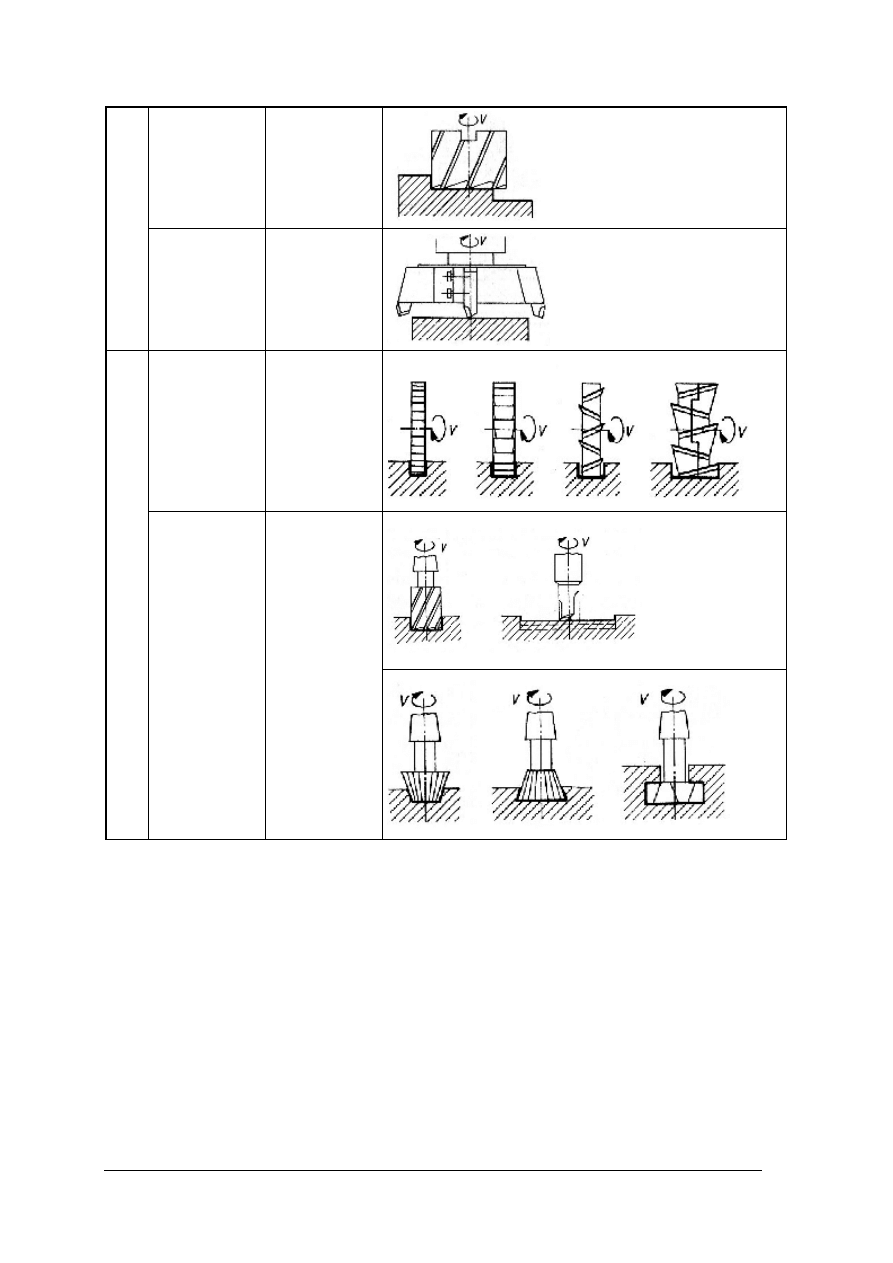
Tab. 4. Główne odmiany i przykłady frezowania [4, s. 102].
p
rzec
iw
b
ie
żne
F
rez
o
w
an
ie
p
ła
szcz
y
zn
obwodowe
frezami
walcowymi
w
spó
łb
ie
żne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
obwodowo–
czołowe
frezami
walcowo–
czołowymi
czołowe
frezami
czołowymi
(głowicami
frezowymi)
obwodowe
frezami
tarczowymi
F
rez
o
w
an
ie
r
o
w
ków
czołowe
frezami
trzpieniowymi
Szlifowanie to proces obróbki ściernej, w której narzędziem skrawającym jest
ściernica (T) segment ścierny (S) lub osełka (S). Procesowi szlifowania poddaje się: stale
hartowane, żarowytrzymałe, węgliki spiekane, metale trudnotopliwe, itp. Rozróżnia się
szlifowanie zgrubne i wykańczające. Proces szlifowanie umożliwia osiągnięcie bardzo gładkiej
powierzchni przedmiotu (Ra>0,16um), poprawia kształt i dokładność wykonania (do 0,1um).
Ściernica składa się z ziaren skrawających, spoiwa oraz wolnych przestrzeni zwanych porami,
tworząc jej strukturę.
Strukturę ściernicy oznacza się cyframi:
−
zwartą 0, 1, 2, 3,
−
średnią 4, 5, 6,
−
otwartą 7, 8, 9, 10, 11, 12
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Twardość ściernic wynika ze spoiwa, którą oznacza się literami:
−
bardzo miękkie E, F, G,
−
miękkie H, I, J, K,
−
średnie L, M, N, O,
−
twarde P, Q, R, S,
−
bardzo twarde T, U, W, Z.
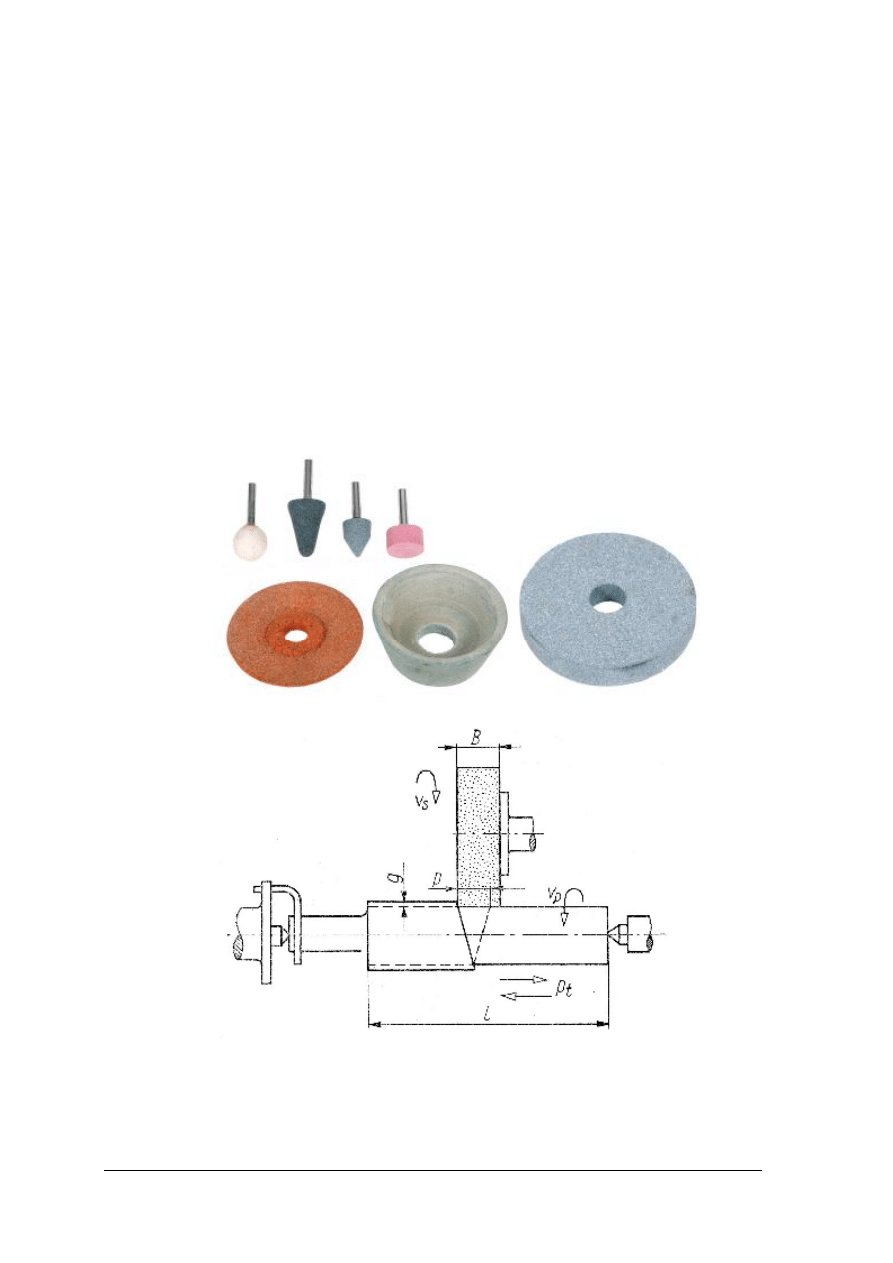
Dobierając twardość ściernicy, należy zastosować następującą zasadę: do szlifowania
materiałów twardych dobiera się ściernice miękkie, natomiast do materiałów miękkich
ściernice twarde. Przykłady ściernic przedstawiono na rys.21.
Kinematyka szlifowania wynika z ruchu obrotowego ściernicy i ruchu postępowego
lub obrotowego przedmiotu obrabianego. Typowymi pracami szlifierskimi są:
−
szlifowanie płaszczyzn,
−
szlifowanie wałków w kłach (rys. 22),
−
szlifowanie bezkłowe wałków,
−
szlifowanie otworów: zwykłe obiegowe i bezuchwytowe.
Rys. 21. Ściernice: a) trzpieniowe, b) nasadowe [opracowanie własne]
Rys. 22. Schemat szlifowania wałka w kłach. [4, s. 120]
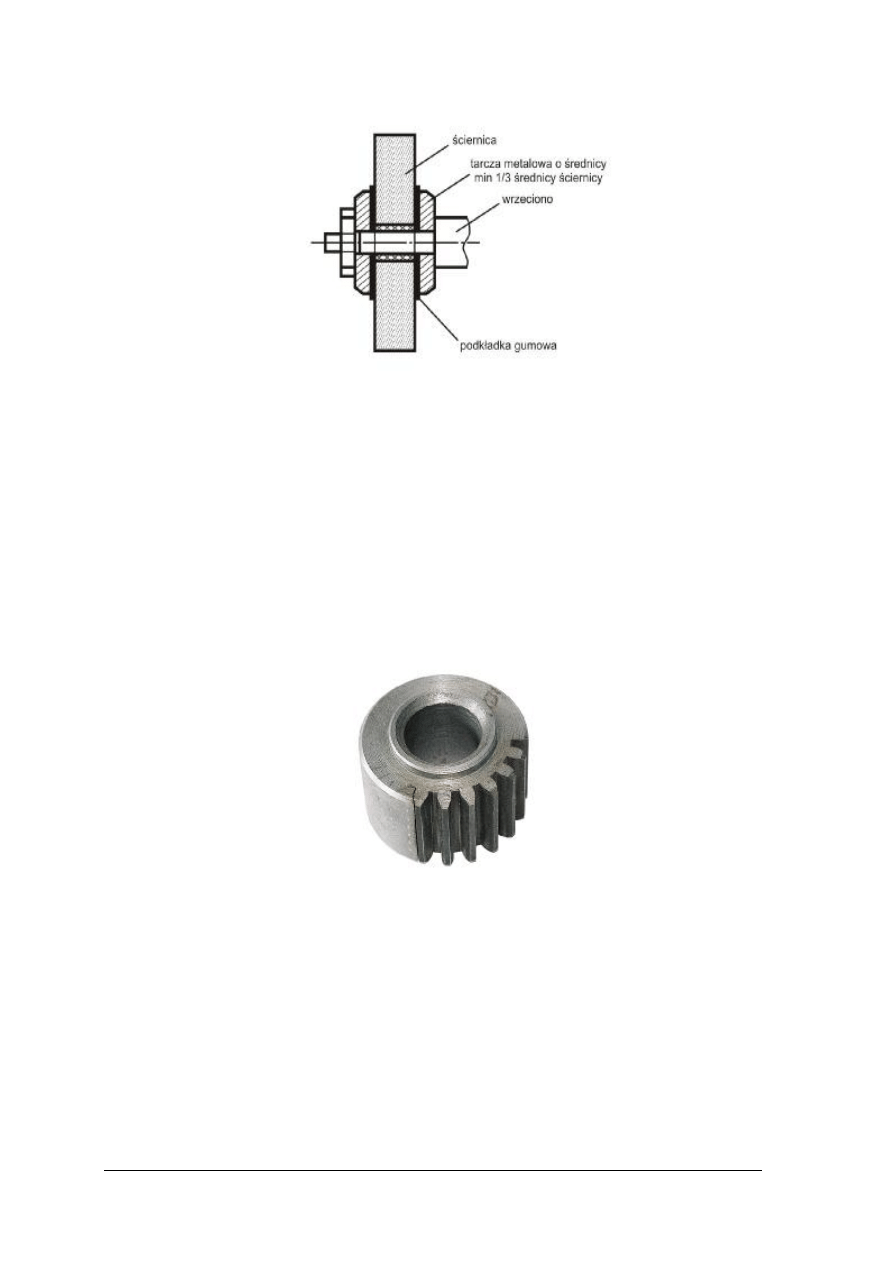
Proces szlifowanie realizuje się na obrabiarkach zwanych szlifierkami. W związku z tym,
że ściernica wykonuje ruch główny obrotowy z prędkością od 10–60 m/s, szczególne
znaczenie ma jej prawidłowe mocowanie (rys. 23).
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys 23. Mocowanie ściernicy na wrzecionie szlifierki [opracowanie własne]
Ściernice obracające się z dużą prędkością są narażone na bardzo duże siły odśrodkowe.
W związku z tym ściernica musi być wyważona i sprawdzona czy nie ma pęknięć (metoda
dźwiękowa). W czasie pracy ściernica musi być osłonięta specjalnymi osłonami.
Obróbka elektroerozyjna polega na usuwaniu naddatku materiału wykorzystując zjawisko
erozji elektrycznej pomiędzy elektrodą roboczą i przedmiotem obrabianym, oddzielonymi od
siebie warstwą dielektryku. Proces erozji materiału wynika z następujących zjawisk: tworzenia
kanału wyładowania, podziału energii, cieplno–chemicznych procesów na elektrodach. W
procesach tych tworzą się obszary źródła ciepła, które powodują stopienie i odparowanie małej
porcji materiału. Przykład przedmiotu wykonanego na elektrodrążarce przedstawiono na rys.
24.
Rys. 24. Koło zębate (fragment) wykonane techniką obróbki elektroerozyjnej [opracowanie własne]
Elektrody wykonuje się technologią metalurgii proszków, w wyniku której uzyskuje
się kompozyt miedź–wolfram. Kompozyt ten posiada najlepsze właściwości użytkowe
wykorzystywane w procesie obróbki elektroerozyjnej.
Automatyzacja procesów skrawania
Procesy technologiczne można automatyzować, poprzez zastosowanie obrabiarek
sterowanych numerycznie, które w stosunku do konwencjonalnych obrabiarek posiadają
następujące zalety:
−
wysoka dokładność procesu obróbki,
−
krótki czas obróbki,
−
niewielka ilość braków,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
niewielki czas przezbrajania,
−
wysoka jakość obróbki,
−
ograniczona oprzyrządowanie.
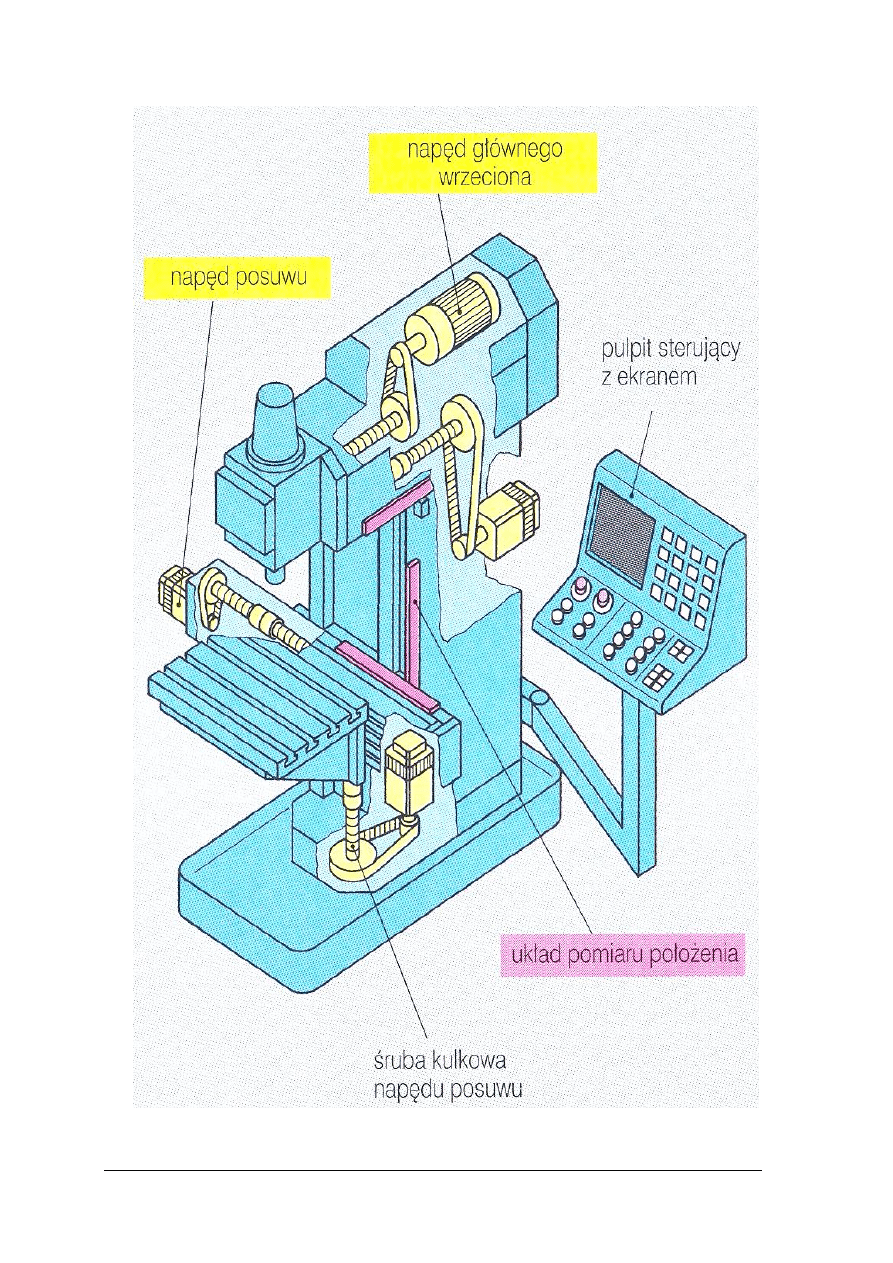
Zespoły obrabiarki (frezarki) NC przedstawiono na rys. 25, natomiast CNC na rys. 26.
Obrabiarki sterowane numerycznie (NC) są maszynami pracującymi w cyklu automatycznym–
sterowanym programowo. Mechanizmy ruchu posuwowego są sterowane przez układy
regulacji położenia, które kontrolują przebiegi przemieszczeń (długości i kąta) w stosunku do
wartości zadanych. Układy regulacji także zapewniają synchronizację mechanizmów ruchu
obrotowego i posuwowego obrabiarki.
Szerokie zastosowanie w procesach wytwarzania części maszyn znalazły obrabiarki
sterowane komputerowo–CNC, w których zastosowano sterowniki komputerowe. Zaletami
systemu są: sprawne powielanie programów obróbki, trwałość nośników informacji, łatwe
przechowywanie i poprawianie programów w pamięci sterowników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 25. Schemat frezarki sterowanej numerycznie [3, s. 233]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
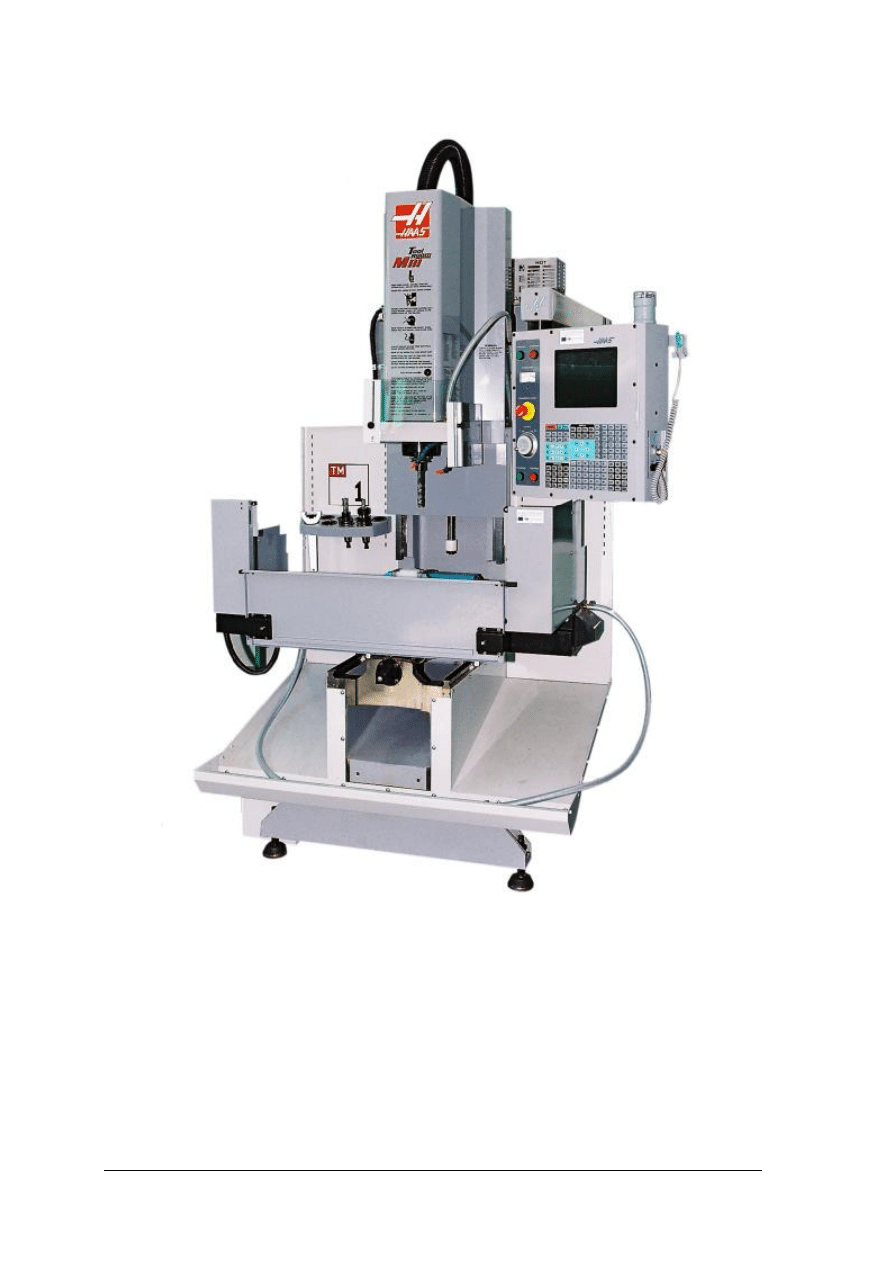
Rys. 26. Frezarka sterowana numerycznie [opracowanie własne]
W napędach obrabiarek sterowanych numerycznie mają zastosowanie bezluzowe śruby,
które współpracują z dokładną nakrętką kulkową tworząc połączenie bezluzowe.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega obróbka skrawaniem?
2. Jakie ruchy wykonuje narzędzie i przedmiot obrabiany podczas toczenia?
3. Jakie powierzchnie obrabia się za pomocą toczenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4. Jakie operacje wykonuje się na tokarce?
5. Jakie elementy geometryczne noża tokarskiego rozróżnia się w płaszczyźnie głównego
przekroju?
6. Jaki jest wpływ kątów noża tokarskiego na proces skrawania?
7. Jakie materiały narzędziowe mają zastosowanie na narzędzie skrawające?
8. Jakie parametry skrawania rozróżnia się w procesie toczenia?
9. Na czym polega dobór warunków toczenia materiałów?
10. Jaka jest kinematyka procesu frezowania?
11. Jakie rozróżnia się typowe prace frezerskie?
12. Czym się różni szlifowanie od innych rodzajów obróbki skrawaniem?
13. Jaka jest kinematyka procesu szlifowania?
14. Jakie efekty jakościowe uzyskuje się w procesie szlifowania?
15. Na czym polega obróbka elektroerozyjna?
16. Jakie rozwiązania techniczne wpływają na unowocześnienie procesów obróbki
skrawaniem?
17. Jakie zasady bezpiecznej pracy należy przestrzegać w procesach skrawania metali?
4.3.3. Ćwiczenia
Ćwiczenie 1
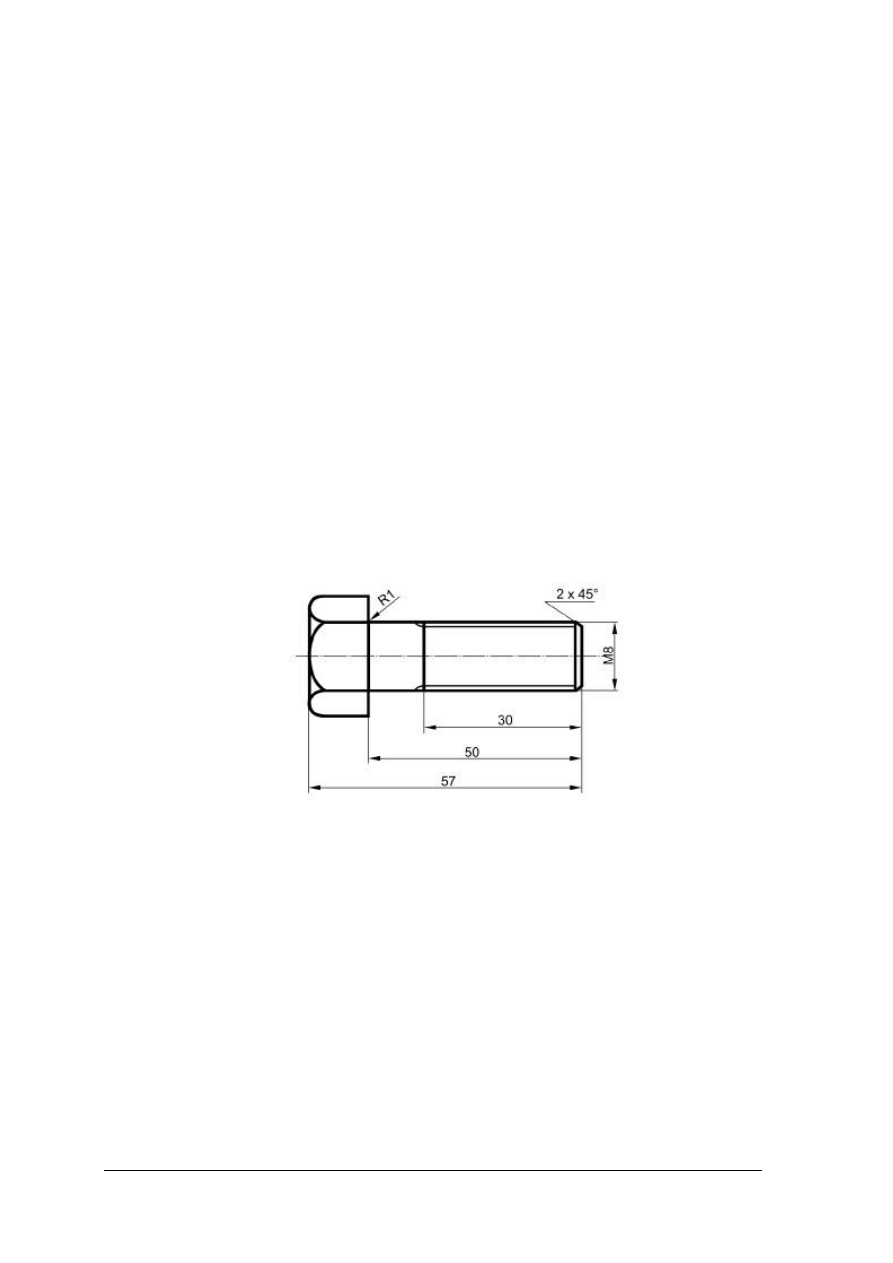
Wykonaj na tokarce z sześciokątnego pręta stalowego śrubę przedstawioną na rysunku.
Rys. do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować rysunek przedmiotu,
2) przygotować stanowisko robocze–tokarkę, zapoznać się z instrukcją obsługi obrabiarki
i zasadami bezpiecznej pracy,
3) przygotować nóż tokarski, narzynkę i suwmiarkę uniwersalną,
4) przygotować materiał–pręt sześciokątny (wymiar dobrać na podstawie tablic wyrobów
hutniczych) o długości uwzględniającej naddatek na obróbkę,
5) sporządzić plan obróbki uwzględniający kolejność zabiegów,
6) dobrać parametry skrawania dla poszczególnych zabiegów obróbki,
7) wykonać zaplanowane zabiegi, zwracając szczególną uwagę na poprawność zamocowania
przedmiotu i noża tokarskiego,
8) sprawdzać suwmiarką wymiary przedmiotu (tokarka wyłączona),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
9) zakończyć pracę na stanowisku,
10) zaprezentować wykonane zadanie.
Wyposażenie stanowiska pracy:
−
podstawowe wyposażenie tokarki oraz odpowiednie noże tokarskie,
−
zestaw narzędzi pomiarowych,
−
materiał obrabiany,
−
narzynka z oprawką,
−
normy dotyczące wyrobów hutniczych.
Ćwiczenie 2
Za przyrządów dokonaj badania „na dźwięk” oraz wyrównoważenia statycznego ściernicy
tarczowej o średnicy powyżej 250 mm. Następnie prawidłowo zamocuj ściernicę na wrzecionie
szlifierki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) stwierdzić czy ściernica nie posiada pęknięć, wykruszeń lub zarysowań,
2) dokonać próby „na dźwięk” korzystając z przyrządu umożliwiającego obracanie ściernicą,
3) stwierdzić czy podczas uderzeń młotkiem, ściernica będzie wydawała charakterystyczny,
czysty metaliczny dźwięk,
4) wyrównoważyć statycznie ściernicę uzyskując równowagę obojętną,
5) zamocować prawidłowo ściernicę na wrzecionie obrabiarki.
Wyposażenie stanowiska pracy:
−
ściernica o średnicy powyżej 250 mm,
−
przyrząd do przeprowadzenia próby „na dźwięk”,
−
młotek drewniany o masie 100–300 g,
−
przyrząd do wyrównoważenia statycznego ściernicy,
−
wkrętak do luzowania i dokręcania ciężarków w tarczy dociskowej,
−
szlifierka.
Ćwiczenie 3
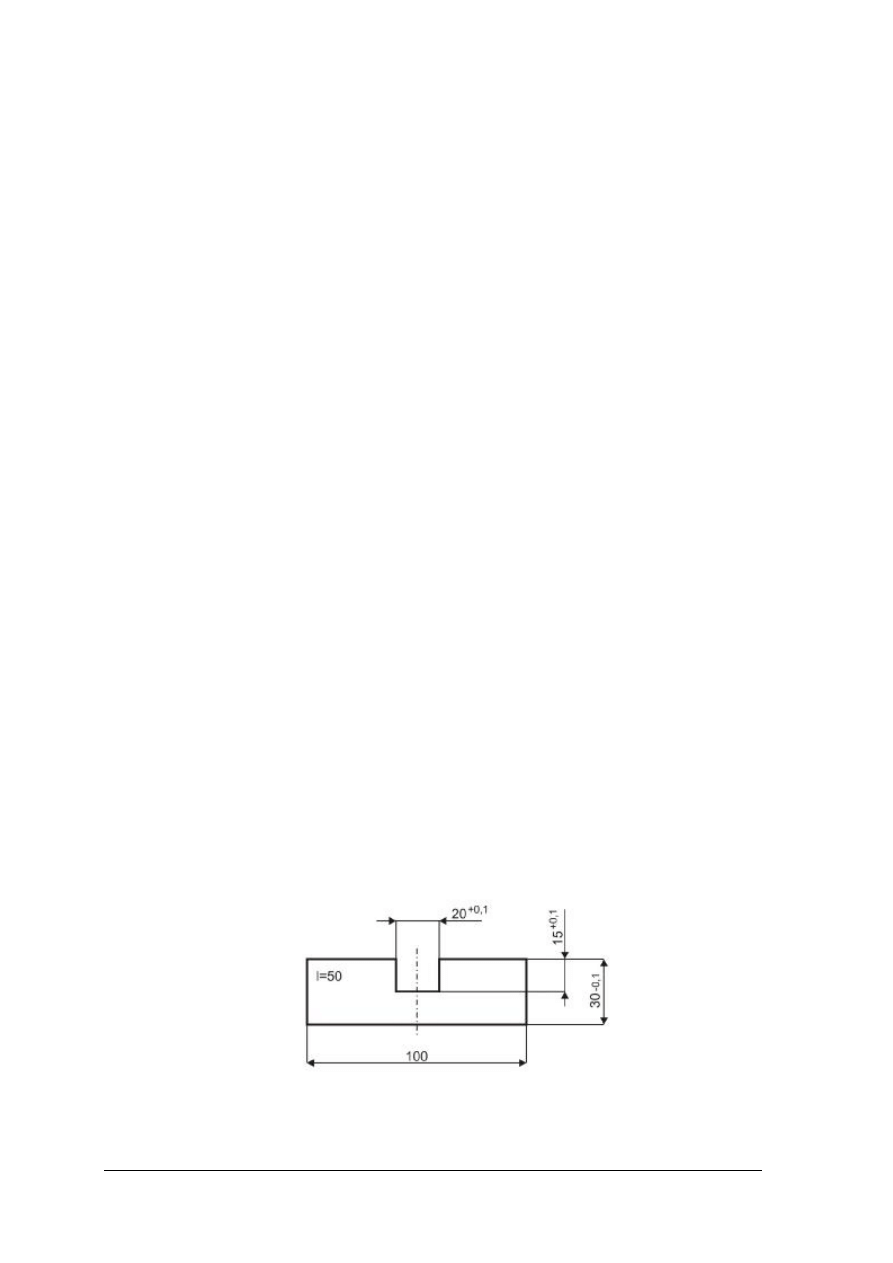
Wykonaj na frezarce poziomy rowek przelotowy w przedmiocie stalowym
przedstawionym na rysunku
Rys. do ćwiczenia 3

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować rysunek przedmiotu,
2) przygotować stanowisko robocze–frezarkę, przeanalizować instrukcję obsługi i określić
zasady bezpiecznej pracy,
3) przygotować frez tarczowy trzystronny prosty oraz suwmiarkę uniwersalną, kątownik,
4) zamocować przedmiot w imadle maszynowym i frez tarczowy na wrzecionie frezarki,
5) sporządzić plan uwzględniający kolejne przejścia freza i ustalić parametry obróbki
oraz uzyskać akceptację zaplanowanego procesu,
6) wykonać zaplanowane przejścia freza, uzyskując wymiary zgodne z rysunkiem,
7) zakończyć pracę na stanowisku roboczym: oczyścić frezarkę, zdać narzędzia.
Wyposażenie stanowiska pracy:
−
podstawowe wyposażenie frezarki poziomej,
−
zestaw narzędzi pomiarowych,
−
przedmiot obrabiany,
−
frez tarczowy.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować obróbkę skrawaniem?
2)
rozróżnić elementy geometryczne narzędzi skrawających i określić
ich wpływ na proces skrawania?
3)
zdefiniować parametry skrawania i określić ich wpływ na proces
obróbki?
4)
określić i wykonać typowe prace tokarskie?
5)
określić i wykonać typowe prace frezarskie?
6)
określić typowe prace szlifierskie?
7)
określić na czym polega obróbka erozyjna?
8)
określić na czym polega automatyzacja procesów skrawania?
9)
ocenić zagrożenia dla zdrowia występujące podczas realizacji
procesów skrawania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Zagadnienia technologii odlewnictwa i obróbki plastycznej
metali
4.4.1. Materiał nauczania
Odlewnictwo zajmuje się metodami wytwarzania części maszyn i narzędzi przez
wypełnianie stopionym metalem formy odlewniczej. Produktem procesu jest odlew, który jest
odwzorowaniem formy piaskowej (klasycznej) lub metalowej (kokili), powstały w wyniku
zakrzepnięcia w niej płynnego metalu. Forma odtwarza kształty zewnętrzne przedmiotu,
natomiast rdzeń–wewnętrzne. Proces wytwarzania odlewów realizowany jest w następujących
etapach:
1) przygotowanie modelu przedmiotu, na podstawie którego wykonuje się jednorazową
formę odlewniczą odwzorowującą kształt odlewu,
2) przygotowanie masy formierskiej, którą wykonuje się: z piasku (kwarcu SiO
2
), gliny
(kaolin) z odpowiednią zawartością wody, spoiwa (oleje, kalafonia, melasa), składników
zwiększających ognioodporność (pył węglowy, pył koksowy), materiałów rozluźniających
(torf, trociny) i proszków rozdzielczych (kreda, talk, pył kwarcowy),
3) przygotowanie form odlewniczych za pomocą modelu wykonanego z drewna, metalu, mas
plastycznych. Jest to proces formowania, który realizuje się ręcznie lub maszynowo,
4) przygotowanie rdzeni przy udziale skrzynek rdzeniowych,
5) przygotowanie metalu i zalanie formy,
6) wyjęcie odlewu z formy i jego oczyszczenie.
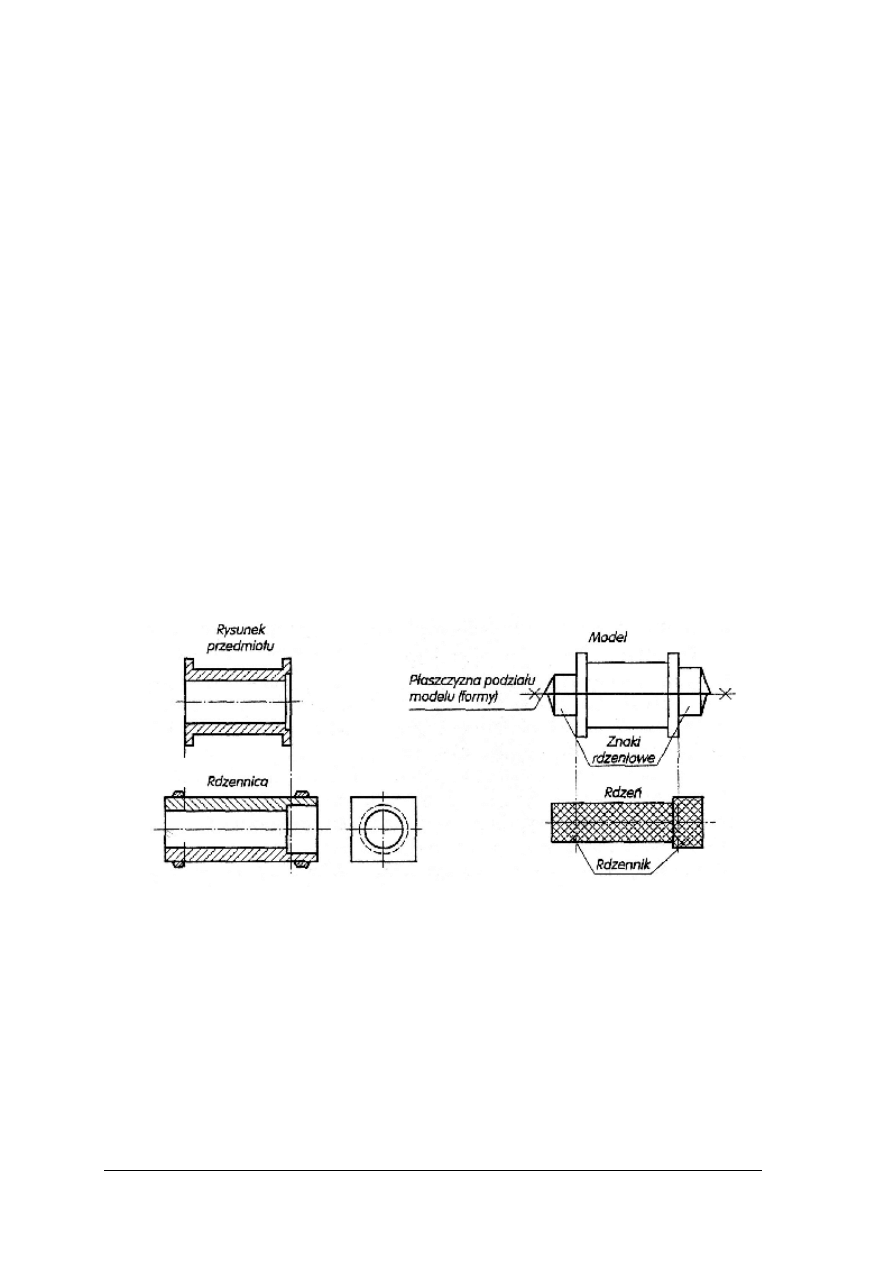
Komplet modelowy do wykonania formy rury kołnierzowej przedstawiono na rys. 27
Rys. 27. Komplet modelowy [5, s. 342]
Odlewanie w formach piaskowych obok zalet ma wadę, polegającą na konieczności
wytwarzania formy dla każdego odlewu. Wady tej nie posiada odlewanie w formach
metalowych (kokilowych) wielokrotnego wykorzystania, w których wykonuje się od 10000 do
30000 odlewów. Zaletami tej metody są:
−
otrzymywanie dokładniejszych i bardziej czystych odlewów,
−
zmniejszenie naddatków na obróbkę mechaniczną,
−
lepsza drobnoziarnista struktura metalu i lepsze właściwości mechaniczne odlewu,
−
większa wydajność procesu w porównaniu do odlewania w formach piaskowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wadami odlewnictwa kokilowego są:
−
gorsza lejność metalu, wynikająca z szybszego odprowadzenia ciepła przez metalową
formę,
−
gorsza elastyczność formy, co jest przyczyną naprężeń i pęknięć odlewów,
−
brak przepuszczalności formy.
Odlewanie w formach metalowych dzieli się na:
−
grawitacyjne,
−
ciśnieniowe,
−
odśrodkowe,
−
ciągłe (półciągłe).
Odlewanie grawitacyjne w kokilach polega na zalewaniu ciekłym metalem formy
pod działaniem siły ciężkości. Metoda ta jest powszechnie stosowana w odlewnictwie stopów
metali nieżelaznych lekkich i niektórych stopów miedzi oraz staliwa. Stosowana jest na odlewy
części armatury gazowej, hydraulicznej i elektrycznej. Ponadto odlewy ze stopów aluminium i
magnezu stosuje się w budowie maszyn, zwłaszcza w przemyśle lotniczym i motoryzacyjnym,
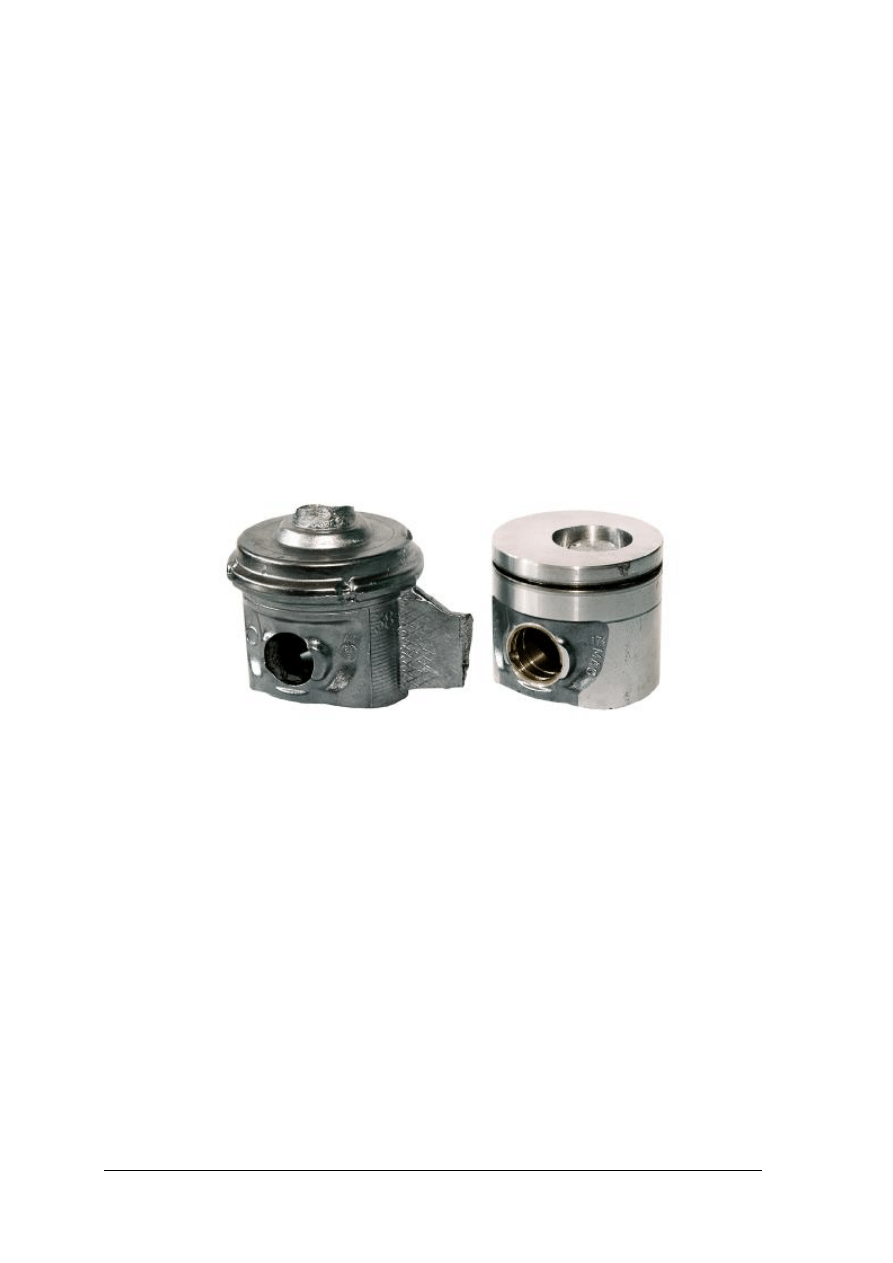
np. głowic, korpusów, cylindrów, tłoków itp. Na rys. 28 przedstawiono odlew tłoka
samochodowego przed i po obróbce mechanicznej.
Rys. 28. Odlew tłoka samochodowego przed i po obróbce [opracowanie własne]
Odlewanie ciśnieniowe stosuje się przy masowej produkcji dokładnych, cienkościennych
odlewów ze stopu cynku, aluminium, magnezu, miedzi, ołowiu i cyny. Dzięki metodzie
odlewania ciśnieniowego uzyskuje się odlewy: dokładne (10–13 klasa dokładności)
o skomplikowanym kształcie i cienkich ściankach (o grubości 0,7–0,1 mm), o korzystnych
własnościach wytrzymałościowych. Wydajność maszyny do odlewania (rys. 29) wynosi
od 4 do 500 napełnień w ciągu godziny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
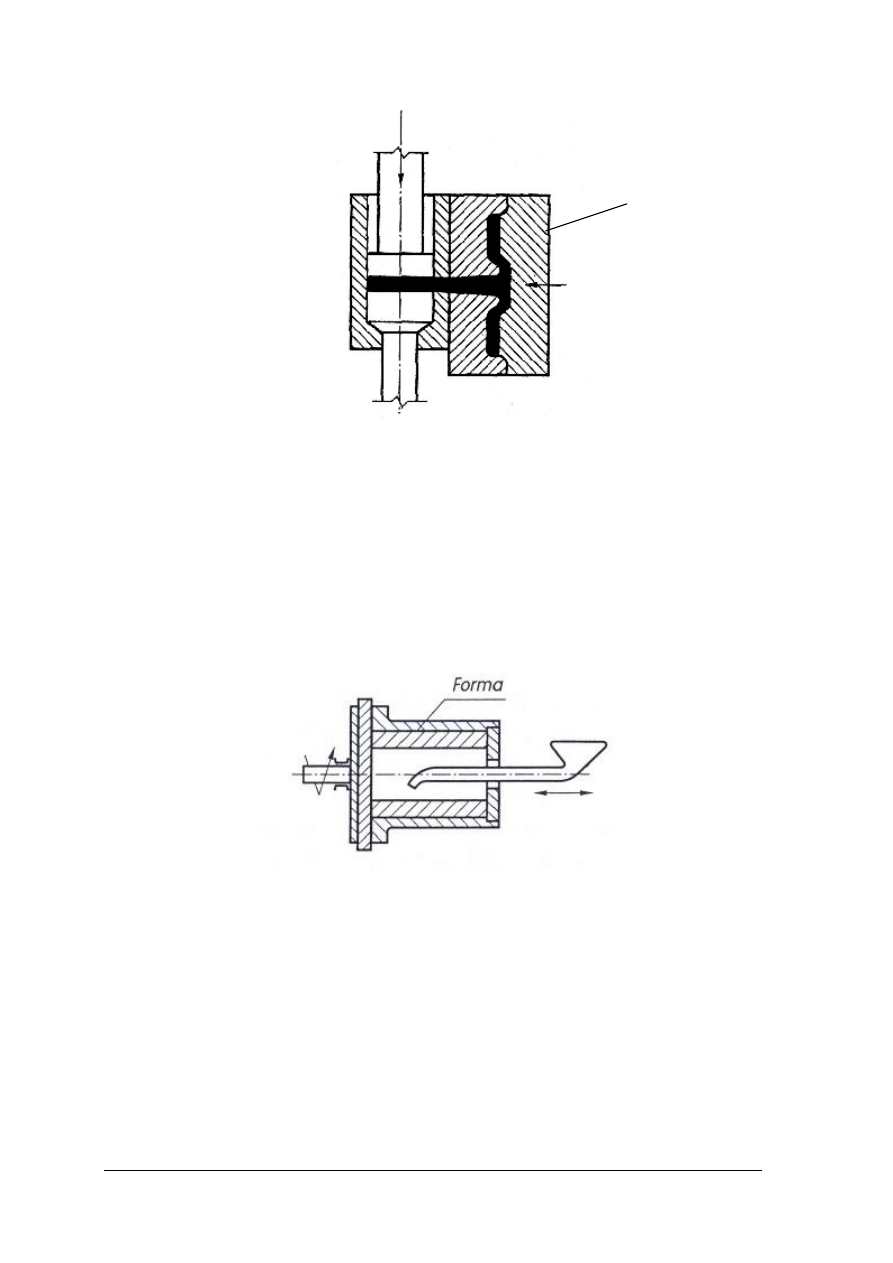
Rys. 29. Zasada pracy maszyny odlewniczej z zimną, pionową komorą. [5, s. 347]
Do maszyny z zimną komorą ciśnieniową metal dostarczany jest w stanie ciastowatym
i pod wpływem nacisku tłoka zostaje wciśnięty do dzielonej metalowej formy zwanej kokilą. W
maszynach z gorącą komorą ciśnieniową ciekły metal z podgrzewanego zbiornika jest
bezpośrednio dostarczany do maszyny i następnie pod wpływem tłoka zostaje wciśnięty do
formy.
Odlewanie odśrodkowe (formy wirujące) ma zastosowanie przy produkcji seryjnej
i masowej odlewów w kształcie tulei i rur (rys. 30). Masa roztopionego metalu, pod wpływem
siły odśrodkowej, powoduje przemieszczenie jego cząstek do najbardziej odległych przestrzeni
formy i jej całkowite wypełnienie.
Rys. 30. Zasada odlewania odśrodkowego. [5, s. 348]
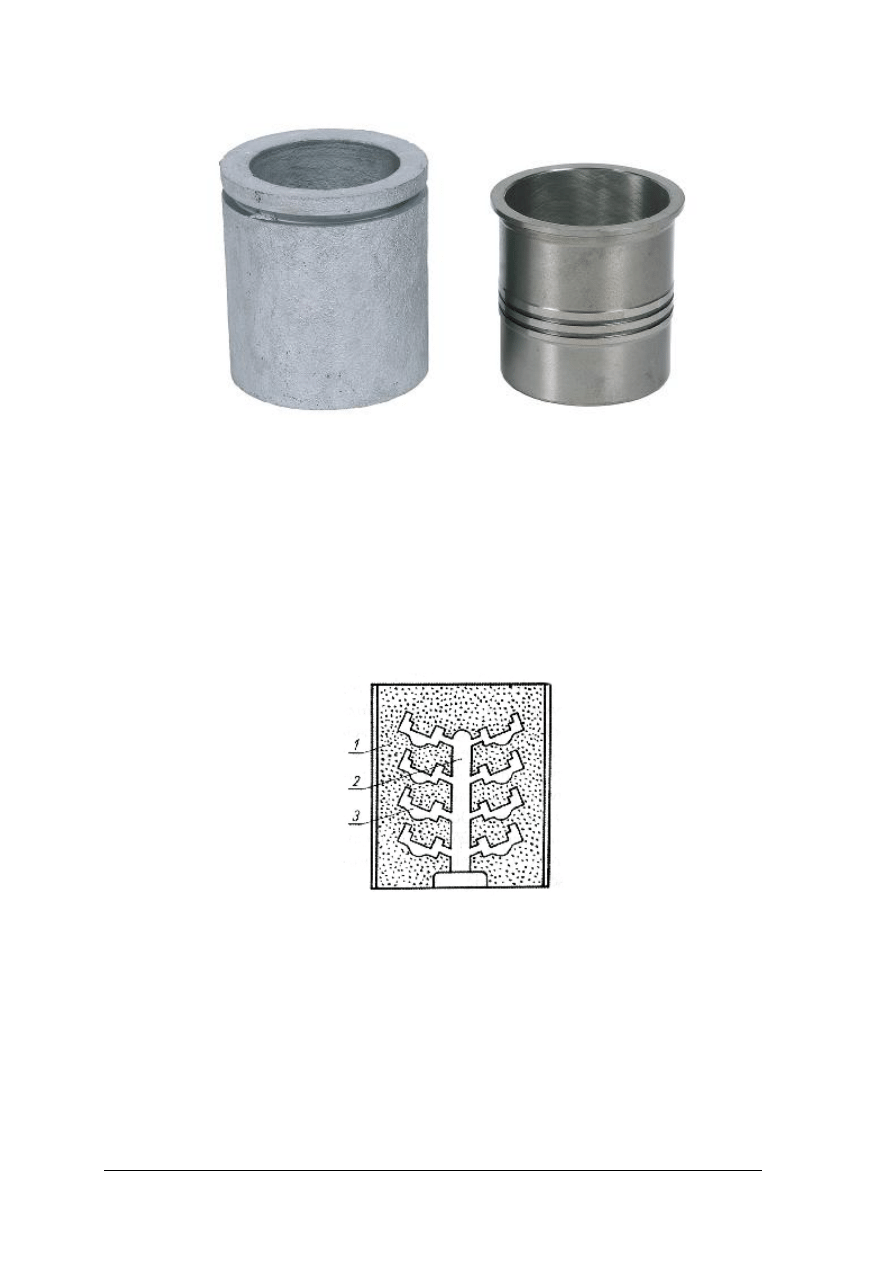
Na rys. 31 przedstawiono odlew tulei przed i po obróbce mechanicznej.
kokila
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 31. Odlew tulei przed i po obróbce [opracowanie własne]
Odlewanie ciągłe polega na otrzymaniu z ciekłego metalu w sposób bezpośredni, ciągły
i szybki gotowy odlew o ostatecznym kształcie. Proces odlewania umożliwia uzyskanie
gotowego odlewu w postaci taśm, prętów, kształtowników, rur z formy, która ma zdolność
szybkiej krystalizacji metalu w sposób nieprzerwany.
Podstawowym elementem formy odlewniczej jest wlewnica–krystalizator, który ma
odpowiedni kształt kanału i jest wielokrotnie krótszy od formującego się w nim odlewu.
Specjalną metodą odlewania jest odlewanie precyzyjne, w którym wykorzystuje się
łatwotopliwe modele wykonane z parafiny, żywic syntetycznych. Model następnie pokrywa się
cienką warstwą mielonego piasku kwarcowego oraz grafitu w szkle wodnym. W temperaturze
120ºC wytapia się model woskowy, tworząc w ten sposób formę odlewniczą (rys. 32).
Rys. 32.
Schemat formy do odlewania precyzyjnego: 1–masa
formierska, 2–układ wlewowy, 3–modele woskowe
wyrobów [2, s. 180]
W technologii odlewnictwa wykorzystuje się dużą ilość metali o różnych temperaturach
topnienia, co powoduje zastosowanie znacznej ilości odmian pieców, np. elektrycznych,
płomiennych. W realizacji technologii odlewnictwa ze względu na warunki eksploatacji
urządzeń odlewniczych szczególnego znaczenia nabierają przepisy bezpieczeństwa i higieny
pracy. Istotną rolę odgrywają środki ochrony osobistej odlewnika, w tym okulary
zabezpieczające oczy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Obróbka plastyczna polega na zmianie kształtu i właściwości materiału pod wpływem sił
zewnętrznych. Wielkość odkształcenia, w którym metal umacnia się nazywa się zgniotem,
który wyraża się wzorem:
%
100
0
1
0
⋅
−
=
A
A
A
Z
gdzie:
A
0
–przekrój poprzeczny przed odkształceniem,
A
1
–przekrój poprzeczny po odkształceniu.
Rozróżnia się obróbkę plastyczną na zimno (w temperaturze otoczenia) i na gorąco
(powyżej temperatury rekrystalizacji). Temperatura rekrystalizacji stanowi granicę między
obróbką plastyczną na zimno i gorąco. Wyznacza się ją na podstawie wzoru:
p
r
T
T
)
6
,
0
35
,
0
(
−
=
gdzie:
T
p
–temperatura topnienia metalu
Umocnienie powoduje zmniejszenie plastyczności materiału–właściwości technologicznej
niezbędnej do zmiany kształtu pod wpływem sił zewnętrznych. W celu usunięcia umocnienia
stosuje się wyżarzanie rekrystalizujące. Rozróżnia się następujące rodzaje obróbki plastycznej:
walcowanie, wyciskanie, przeciąganie, kucie, prasowanie oraz procesy kształtowania.
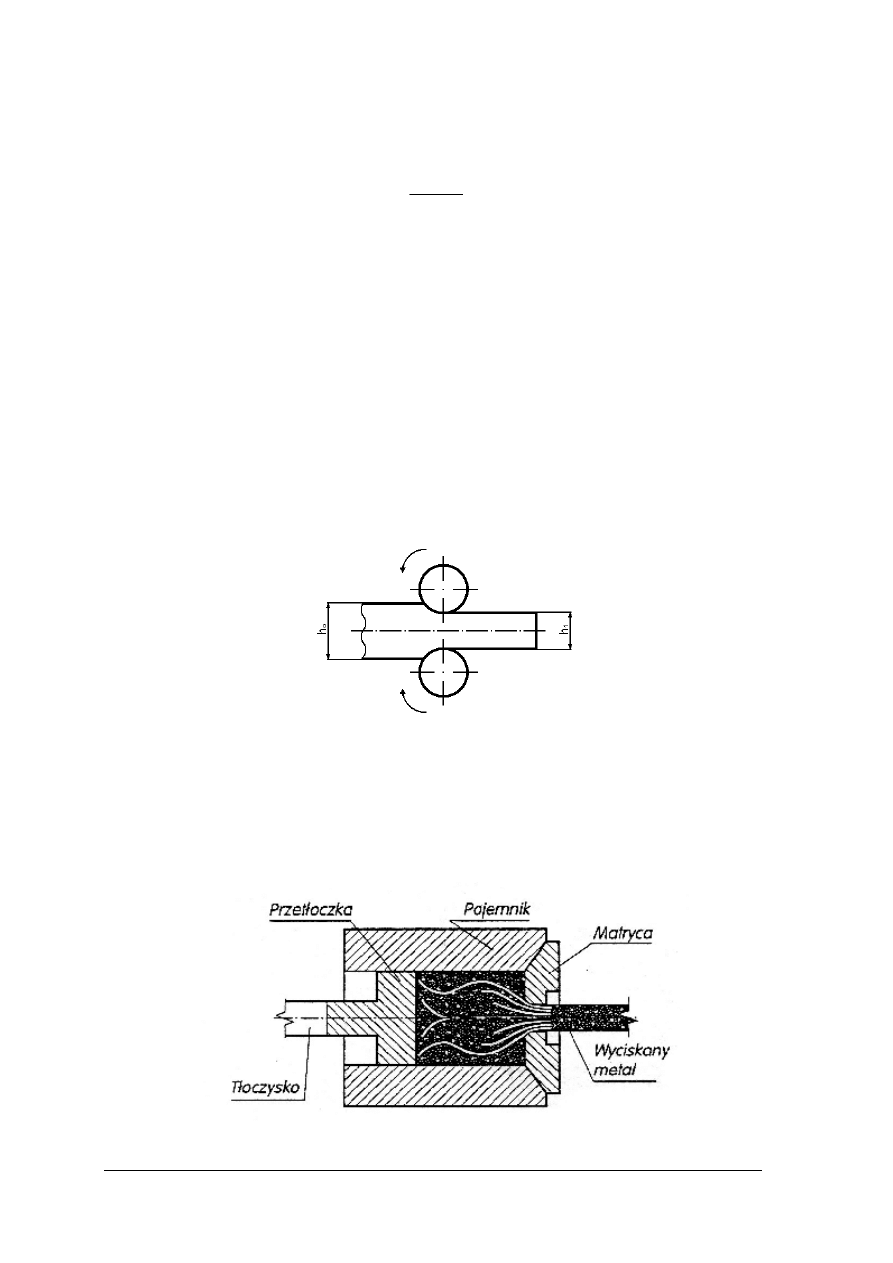
Walcowanie polega na odkształceniu plastycznym metalu (na zimno lub gorąco) między
obracającymi się walcami (rys. 33).
Rys. 33. Schemat walcowania [opracowanie własne]
Produktami procesu walcowania są: kęsiska, kęsy, blachówki (półwyroby), blachy, taśmy,
folie, pręty, kształtowniki, rury, szyny, koła, obręcze, pierścienie. Produkcja półwyrobów jak
i wyrobów gotowych odbywa się na walcarkach z walcami gładkimi lub bruzdowymi.
Wyciskanie polega na oddziaływaniu stempla na materiał, który ulega odkształceniu
w matrycy kształtującej. Rozróżnia się wyciskanie współbieżne (rys. 34) i przeciwbieżne.
Rys. 34. Zasady wyciskania współbieżnego [5, s. 337]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyciskanie jest procesem materiałooszczędnym, pozwalającym na uzyskanie profili
o bardzo skomplikowanych kształtach. Metodą wyciskania produkuje się głównie wyroby
z metali nieżelaznych. Mogą być wyciskane na gorąco jak i na zimno. Produktami procesu są:
druty, pręty, rury, kształtowniki, pierścienie, które mają zastosowanie w przemyśle
maszynowym i elektrotechnicznym. W procesie wyciskania stosuje się prasy hydrauliczne
i mechaniczne. Wielkość wyciskanych profili uzależniona jest od siły nacisku prasy.
Przeciąganie jest procesem obróbki plastycznej na zimno wyrobów uprzednio
walcowanych lub wyciskanych na gorąco. Obróbka polega na przeciąganiu materiałów przez
otwór ciągadła, którego kształt odzwierciedla przekrój gotowego wyrobu
Ciągadła wykonuje się ze stali, węglików spiekanych, a także z diamentu. Proces
przeciągania realizuje się na maszynach zwanych ciągarkami, które składają się z ciągadła
umieszczonego w odpowiedniej oprawie oraz mechanizmu ciągnącego. Pręty i rury wykonuje
się na ciągarkach łańcuchowych, natomiast druty–na bębnach. W procesie produkcyjnym drut
przechodzi wielokrotnie przez ciągadła, aż do uzyskania ostatecznej średnicy. Wielokrotne
przejście drutu przez ciągadła powoduje jego umocnienie. W celu poprawienia plastyczności
materiału między kolejnymi przejściami stosuje się obróbkę cieplną zwaną patentowaniem.
W wyniku tych zabiegów otrzymujemy drut o bardzo dobrych własnościach mechanicznych,
zwany drutem patentowanym.
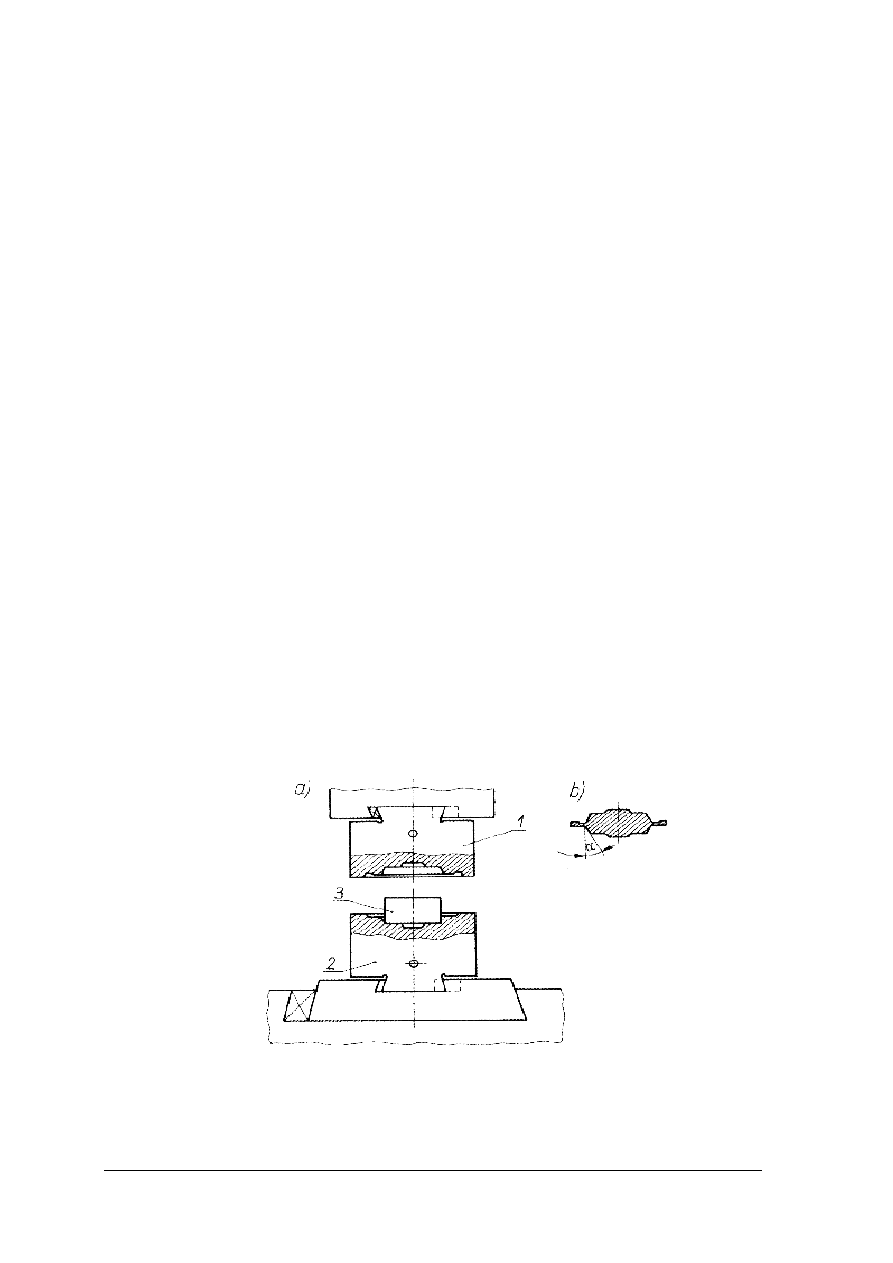
Kucie i prasowanie polega na kształtowaniu metalu pod wpływem nacisków wynikających
z uderzeń – kucie pod młotami oraz nacisków statycznych – kucie pod prasami (prasowanie).
Większość operacji kucia pod młotami i pod prasami odbywa się na gorąco. Proces kucia ze
względu na swobodę płynięcia kształtowanego materiału dzieli się na:
−
kucie swobodne (odkształcanie następuje między dolną i górną powierzchnią kowadła)
−
kucie matrycowe (odkształcanie metalu następuje między częściami matrycy) – rysunek 35.
Ponadto, ze względu na zastosowane urządzenie rozróżnia się:
−
kucie ręczne (kowalstwo),
−
kucie na młotach,
−
kucie na prasach kuziennych (prasowanie),
−
kucie na kuźniarkach.
Rys. 35.
Kucie matrycowe: a) mocowanie matryc, b) odkuwka
1, 2–matryce, 3–materiał przeznaczony do kucia [2, s.
188]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Surowcem do procesów kucia są: wlewki kwadratowe i wieloboczne, kęsy, kęsiska oraz
pręty. Kuciu poddaje się stale węglowe i stopowe, miedź, aluminium i ich stopy.
Podstawowymi operacjami kucia są:
−
spęczanie,
−
wydłużanie,
−
gięcie,
−
przebijanie,
−
skręcanie,
−
cięcie.
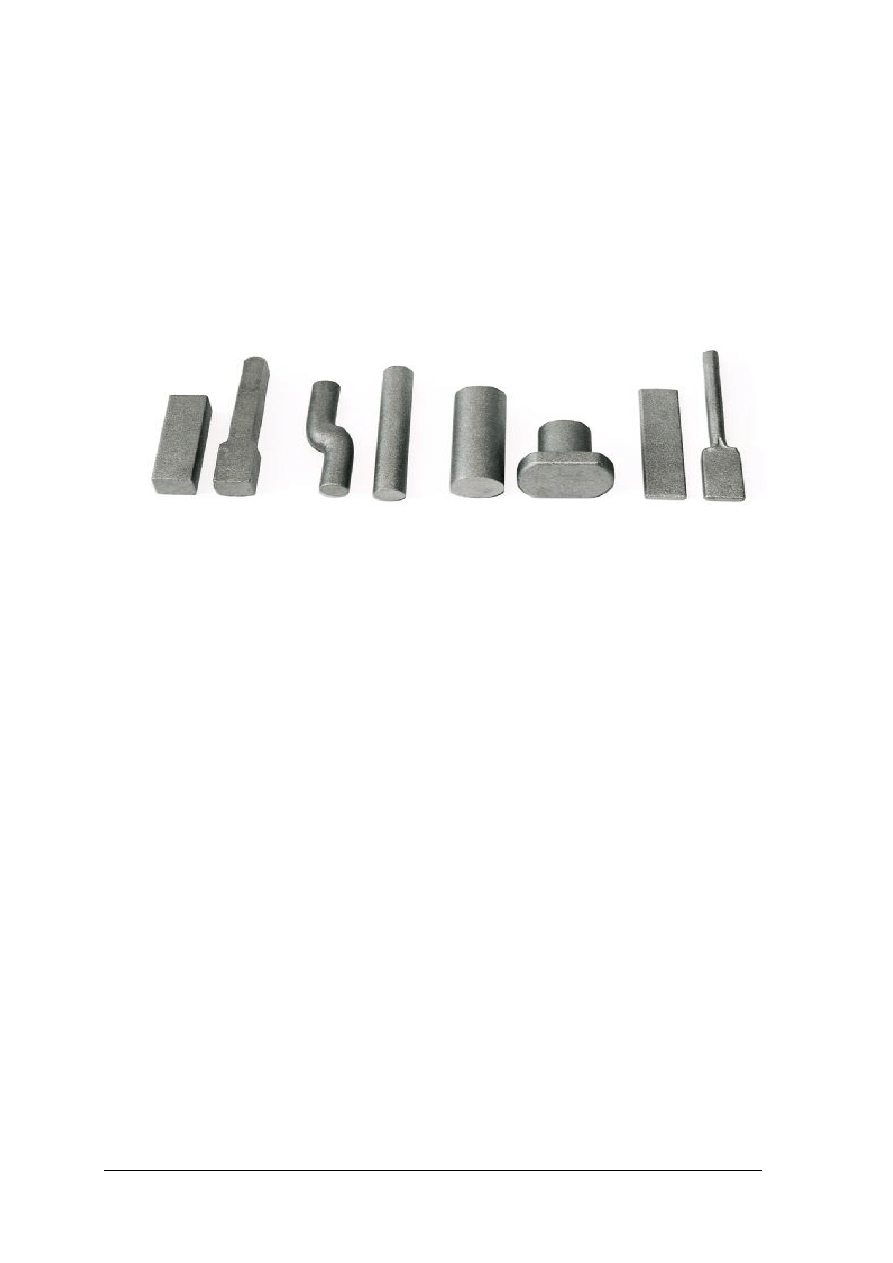
Przykłady wyrobów kutych przedstawiono na rys. 36.
Rys. 36. Wyroby kute [opracowanie własne]
Produkty uzyskane w procesie kucia mają zastosowanie w przemyśle motoryzacyjnym
i lotniczym (zawory, pierścienie łożysk tocznych). Technologia kucia swobodnego, a także
matrycowego, nie zapewnia odpowiedniej jakości wyrobów pod względem dokładności
wymiarowej. Techniką oszczędnościową i spełniającą standardy jakościowe są technologie
objętościowe obróbki plastycznej na zimno, półgorąco i gorąco, zwane prasowaniem
obwiedniowym z wahającą matrycą. Technika te w porównaniu do tradycyjnych, zapewnia
niskie koszty eksploatacji, oszczędność materiałów i energii oraz ochronę środowiska. Do
nowoczesnego procesu kształtowania plastycznego na zimno stosuje się prasy o sile od 2000
do 6300 kN.
Wyrobami tego procesu są:
−
koła zębate,
−
płytki tarcz sprzęgieł,
−
koła jezdne suwnic,
−
tarcze kół kolejowych (monobloki),
−
bieżnie łożysk kulkowych.
Procesy kształtowania są procesami obróbki plastycznej na zimno przedmiotów
o kształtach przestrzennych. Kształtowanie obejmuje: gięcie, tłoczenie powłok, kształtowanie
właściwe, wyoblanie oraz kształtowanie metodami wybuchowymi. W tablicy 5 przedstawiono
najczęściej stosowane operacje kształtowania na zimno.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
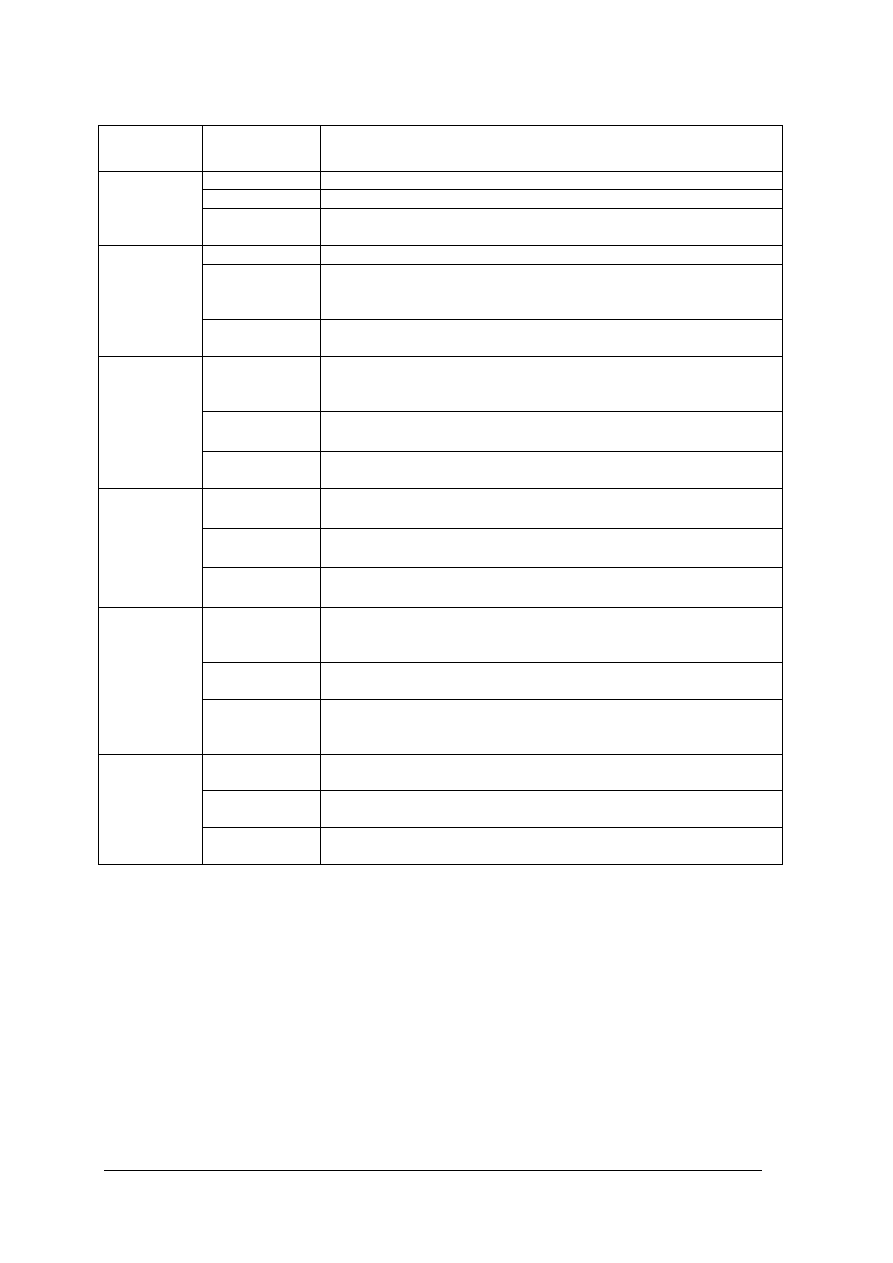
Tab. 5. Operacje kształtowania na zimno [opracowanie na podstawie 2]
Rodzaj
odkształcenia
Nazwa operacji
Opis i charakterystyka
Odcinanie
Oddzielenie przedmiotu od reszty materiału wzdłuż linii niezamkniętej
Wycinanie
jw. tylko wzdłuż linii zamkniętej
Cięcie
Dziurkowanie
Wykonywanie otworów za pomocą oddzielenia materiału wewnątrz
przedmiotu wzdłuż linii zamkniętej
Wyginanie
Wykonywanie wygiętych przedmiotów z płaskich półwyrobów
Skręcanie
Wykonywanie z płaskich półwyrobów przedmiotów o kształcie
krzywoliniowym za pomocą obrócenia jednej z części półwyrobu
w stosunku do drugiej
Gięcie
Zawijanie proste
Kształtowanie zaokrąglenia na brzegu płaskiego półwyrobu za pomocą
gięcia wzdłuż koła
Ciągnięcie
Przekształcanie płaskiego półwyrobu na ogół płytki w przedmiot
wydrążony o dowolnym kształcie lub dalsza zmiana jego wymiarów bez
zamierzonej zmiany grubości
Obciąganie
Wykonywanie z płaskiego półwyrobu krzywoliniowego przedmiotu za
pomocą rozciągania materiału i pokrywania nim wzornika
Ciągnięcie
Wyciąganie
Wykonywanie wydrążonego przedmiotu z określonym zmniejszeniem
grubości ścianki
Wygniatanie
Kształtowanie wgłębień i wypukłości za pomocą miejscowego
rozciągania materiału
Rozpęczanie
Zwiększenie średnicy przedmiotu w postaci naczyń i rur za pomocą
nacisków od wewnątrz w kierunku promieniowym
Kształtowanie
właściwe
Dotłaczanie
Prostowanie nierównej powierzchni lub krzywizny półwyrobów. Również
nadawanie prawidłowego kształtu przedmiotom giętym lub ciągnionym.
Spęczanie
Wykonywanie przedmiotów w postaci pełnych brył za pomocą
zmniejszania ich wysokości, przy swobodnym płynięciu poprzecznym
materiału na boki
Dogniatanie
Nadawanie dokładnej, gładkiej powierzchni i ścisłych wymiarów
przedmiotem pełnym
Tłoczenie
objętościowe
Matrycowanie
na prasie
Wykonywanie przedmiotów w postaci pełnych brył za pomocą
objętościowego przemieszczenia materiału i wypełnienia nim kształtowej
komory matrycy
Nitowanie
Łączenie dwóch lub kilku części nitami, stanowiącymi oddzielne części
lub nitami wyciśniętymi z łączonej części
Zaprasowywanie
łączenie dwóch części za pomocą prasowania wtłaczanego lub
odkształcenia plastycznego jednej lub obu łączonych części
Łączenie
w tłocznikach
Spajanie
na
zimno
Łączenie dwóch części za pomocą tzw. łączenia krystalicznego pod
wysokim ciśnieniem
Gięcie jest procesem kształtowania blach lub taśm bez zmiany ich grubości. Gięcie
wykonuje się na prasach lub za pomocą walców (rys. 37).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 37. Gięcie: a) na prasach b) za pomocą walców [opracowanie własne]
Powszechnie stosowanym procesem kształtowania jest proces tłoczenia powłok
z krążków blach, które powinny wyróżniać się bardzo dobra plastycznością (blachy do
głębokiego tłoczenia). W procesie tłoczenia nacisk stempla na materiał powoduje jego
przygięcie i przechodząc przez matryce przyjmuje kształt naczynia powłokowego. Na rys. 38
przedstawiono proces tłoczenia mieszka sprężystego.
Rys. 38. Etapy kształtowania mieszka sprężystego [opracowanie własne]
Kolejnym przykładem zastosowania procesów kształtowania jest produkcja chłodnicy
samochodowej (rys. 39).
Rys. 39. Chłodnica samochodowa [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Bezpieczeństwo pracy w realizacji procesów obróbki plastycznej jest ważnym
zagadnieniem. Huty, kuźnie należą do zakładów szczególnie niebezpiecznych, ze względu
na operowanie nagrzanymi materiałami oraz maszynami o wielkich mocach pracujących
udarowo. Do takich zagrożeń zalicza się: hałas, zapylenie, dymy i gazy, promieniowanie
pieców, drgania i wstrząsy. Pracownicy wymienionych zakładów muszą stosować odpowiednią
odzież ochronną: fartuchy ochronne, rękawice, buty, hełmy.
4.4.2. Pytania sprawdzające
Odpowiadając na pytanie, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega odlewnictwo metali?
2. Jakie zabiegi należy wykonać w celu wykonania odlewu w formach piaskowych?
3. Jakimi zaletami wyróżnia się odlewanie kokilowe?
4. Jakie są rodzaje odlewania kokilowego?
5. Jaką własność technologiczną wykorzystuje się w obróbce plastycznej?
6. Jakie wyroby są produktami procesu walcowania?
7. Na czym polega wyciskanie i jakie produkty otrzymujemy w tym procesie?
8. Na czym polega przeciąganie plastyczne i jakie produkty otrzymujemy w tym procesie?
9. Jakie wyróżnia się rodzaje kucia?
10. Jakie wyróżnia się operacje kucia?
11. Jakie są zalety prasowania objętościowego?
12. Na czym polega kształtowanie i jakie wyróżnia się typowe operacje?
13. Jakie wyroby wykonuje się procesami kształtowania plastycznego?
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ metodę wykonania przedmiotu przedstawionego na rysunku, a w szczególności:
−
określ formę odlewniczą, którą należy zastosować w celu wykonania odlewu,
−
określ metodę odlewania(odlewanie grawitacyjne, czy ciśnieniowe),
−
rodzaj i przygotowanie metalu,
−
oczyszczenie i wykończenie odlewu.
Rys. do ćwiczenia 1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić elementy odlewu,
2) wybrać metodę odlewania i określić proces jej wykonania,
3) określić sposób topienia metalu w celu zalania nim formy,
4) narysować wewnętrzny kształt formy odlewniczej,
5) określić na czym polega wykończenie odlewu.
Wyposażenie stanowiska pracy:
−
arkusz rysunkowy,
−
przybory rysunkowe.
Ćwiczenie 2
Oblicz długość pręta i wykonaj haczyk z zastosowaniem wzornika przedstawiony na
rysunku. Średnica stalowego pręta wynosi 6 mm.
Rys. do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić długość pręta do wykonania ćwiczenia,
2) przygotować wzornik potrzebny do wykonania przedmiotu,
3) giąć pręt według wzornika stosując miękki młotek,
4) kontrolować wymiary na podstawie rysunku za pomocą suwmiarki,
5) zaprezentować wyrób.
Wyposażenie stanowiska pracy:
−
stanowisko ślusarskie z wyposażeniem,
−
wzornik do gięcia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować proces odlewania metali?
2)
określić operacje odlewania w formach piaskowych?
3)
wyjaśnić proces odlewania kokilowego?
4)
wyjaśnić proces odlewania odśrodkowego?
5)
określić istotę odlewania ciągłego i półciągłego?
6)
wymienić przykładowe części maszyn, wykonywane w procesie
odlewniczym?
7)
zdefiniować proces obróbki plastycznej metali?
8)
wymienić rodzaje obróbki plastycznej metali?
9)
wyjaśnić proces kucia swobodnego i matrycowego?
10) określić operacje kształtowania metali?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku. Tylko wskazanie odpowiedzi nawet poprawnej bez uzasadnienia, nie
będzie uznane.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 25 minut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
ZESTAW ZADAŃ TESTOWYCH
1. Proces technologiczny to proces
a) transportu surowców na stanowisko pracy.
b) kontroli jakości wyrobu.
c) przetwarzania surowców w gotowy wyrób, w sposób celowy i ekonomiczny.
d) przygotowania narzędzi specjalnych do wykonania operacji.
2. Trasowanie to czynności związane z
a) przecinaniem materiałów.
b) pomiarem chropowatości powierzchni przedmiotu.
c) wyznaczanie na powierzchni półwyrobu rys odwzorowujących kształt przedmiotu.
d) usuwaniem naddatku obróbczego.
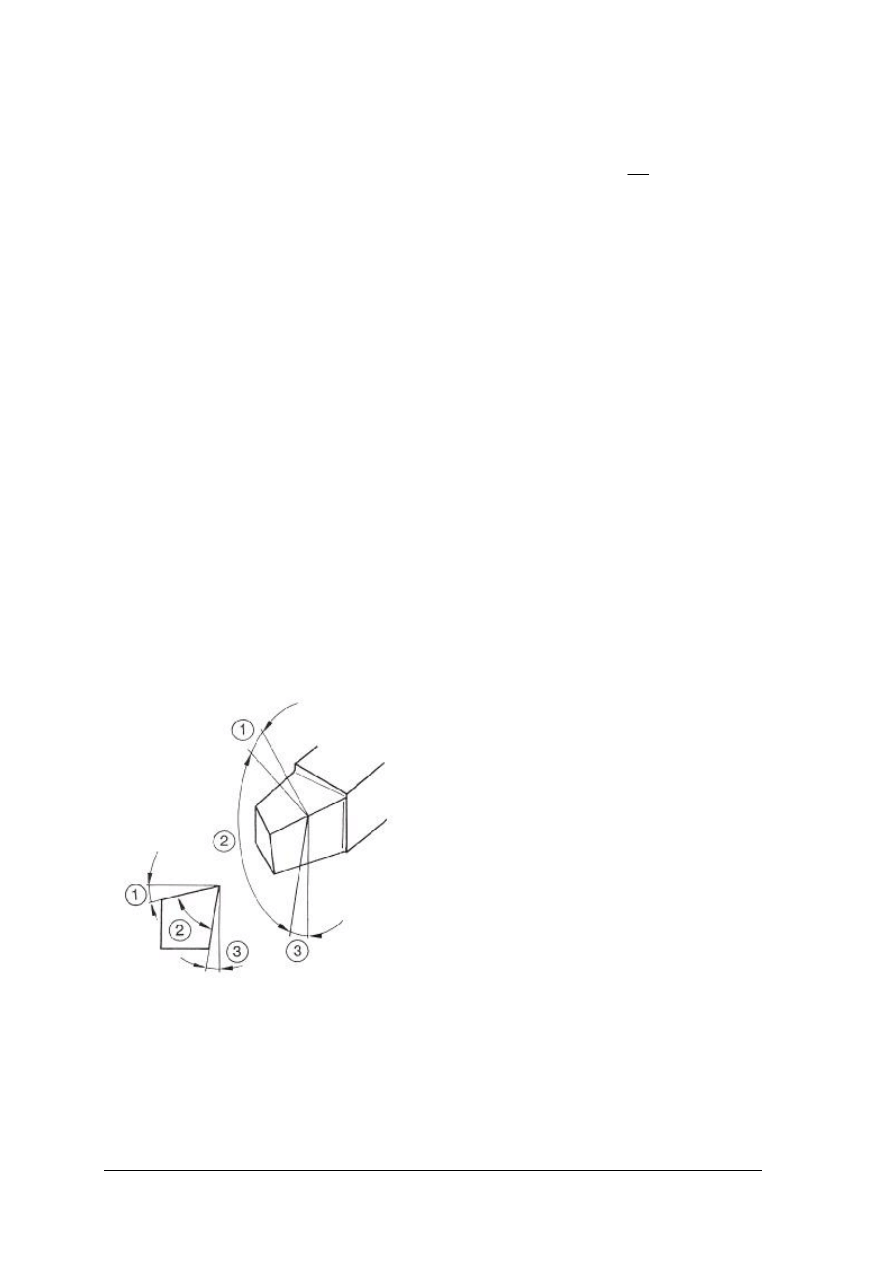
3. W celu wykonania kątownika przedstawionego na rysunku należy wykonać trójkątne
nacięcie o następującym wymiarze „a”
a) 47 mm.
b) 50 mm.
c) 95 mm.
d) 100 mm.
4. Dokładność i gładkość piłowanych powierzchni zależy od
a) długości pilnika.
b) kształtu przedmiotu obrabianego.
c) zastosowanych pilników i techniki piłowania.
d) sposobu zamocowania przedmiotu w imadle.
5. Wiertło kręte składa się z następujących elementów
a) 1 – ostrza, 2 – powierzchni natarcia, 3 – powierzchni rowka śrubowego.
b) 1 – ostrza, 2 – powierzchni przyłożenia, 3 – powierzchni natarcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
c) 1 – ścinu, 2 – ostrza, 3 – łysinki.
d) 1 – 2 – 3 – ostrzy skrawających.
6. Głębokość skrawania w procesie wiercenia wyrażona wzorem
2
w
w
d
g
=
wynika z
a) głębokości wykonanego otworu.
b) średnicy wiertła krętego.
c) kąta wierzchołkowego wiertła.
d) długości części roboczej wiertła krętego.
7. Narzynki służą do wykonywania
a) gwintów wewnętrznych.
b) gwintów o zarysie trapezowym.
c) gwintów zewnętrznych.
d) pogłębiania nagwintowanych otworów.
8. W procesie docierania materiał docieraka jest
a) twardszy od materiału docieranego.
b) miękki w stosunku do materiału docieranego.
c) równy twardości w stosunku do materiału docieranego.
d) zróżnicowany pod względem twardości względem materiału obrabianego.
9. W procesie toczenia powierzchnia przedmiotu jest kształtowana w wyniku następujących
ruchów
a) obrotowego przedmiotu i posuwowego narzędzia.
b) obrotowego przedmiotu i narzędzia.
c) posuwowego narzędzia i przedmiotu.
d) wyłącznie obrotowego przedmiotu.
10. W płaszczyźnie głównego przekroju P
o
noża tokarskiego rozróżnia się następujące kąty
a) 1 – natarcia, 2 – przyłożenia, 3 – ostrza.
b) 1 – przyłożenia, 2 – ostrza, 3 – natarcia.
c) 1 – ostrza, 2 – natarcia, 3 – przyłożenia.
d) 1 – natarcia, 2 – ostrza, 3 – przyłożenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
11. Suma kątów α
o,
β
o,
γ
o
ostrza noża tokarskiego równa jest
a) 180
o
.
b) 95
o
.
c) 90
o
.
d) 118
o
.
12. Prędkość skrawania w procesie frezowania wyrażona wzorem
=
s
m
n
D
V
f
f
60000
π
wynika z:
a) ze średnicy i prędkości obrotowej freza.
b) wyłącznie z wielkości przedmiotu obrabianego.
c) ilości ostrzy na obwodzie freza.
d) przekroju warstwy skrawanej i głębokości skrawania.
13. Struktura ściernicy wynika z wzajemnego stosunku objętości
a) ziaren i spoiwa.
b) całej ściernicy do spoiwa.
c) ziaren, spoiwa i porów.
d) całej ściernicy do ziaren i spoiwa.
14. Obrabiarki sterowane numerycznie charakteryzują się
a) bezluzowymi napędami posuwów i układami pomiarowymi przemieszczeń.
b) tradycyjnymi napędami stosowanymi w konwencjonalnych obrabiarkach i układami
pomiarowymi przemieszczeń.
c) tradycyjnymi rozwiązaniami napędów i automatycznym mocowaniem przedmiotów
obrabianych.
d) nowoczesnymi rozwiązaniami technicznymi w zakresie mocowania narzędzi
skrawających.
15. Forma odlewnicza i rdzeń odtwarzają kształty przedmiotu (odlewu)
a) wewnętrzne.
b) zewnętrzne i wewnętrzne.
c) wyłącznie zewnętrzne.
d) wyłącznie wewnętrzne.
16. Odlewanie odśrodkowe ma zastosowania w produkcji
a) seryjnej i masowej odlewów w kształcie wałków.
b) masowej odlewów w kształcie tarcz.
c) seryjnej i masowej odlewów w kształcie tulei i rur.
d) jednostkowej odlewów w kształcie prętów.
17. Produktami procesu odlewania ciągłego są odlewy:
a) w postaci taśm, prętów i rur.
b) w postaci tarcz i mimośrodów.
c) w postaci wałków wielostopniowych.
d) w postaci powierzchni stożkowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
18. Proces odkształcenia, który powoduje zgniot materiału nazywa się
a) obróbką ubytkową.
b) odlewnictwem.
c) metalurgią.
d) obróbka plastyczną.
19. Proces kucia ze względu na swobodę płynięcia kształtowanego materiału dzieli się
a) kucie ręczne i na prasach.
b) kucie swobodne i matrycowe.
c) kucie na gorąco i na zimno.
d) kucie na młotach i kuźniarkach.
20. Procesy kształtowania plastycznego między innymi obejmują
a) cięcie, tłoczenie, kształtowanie właściwe.
b) walcowanie, wyciskanie, spęczanie.
c) wydłużanie, przebijanie, skręcanie.
d) wyciskanie współbieżne, ciągnięcie, rozciąganie.
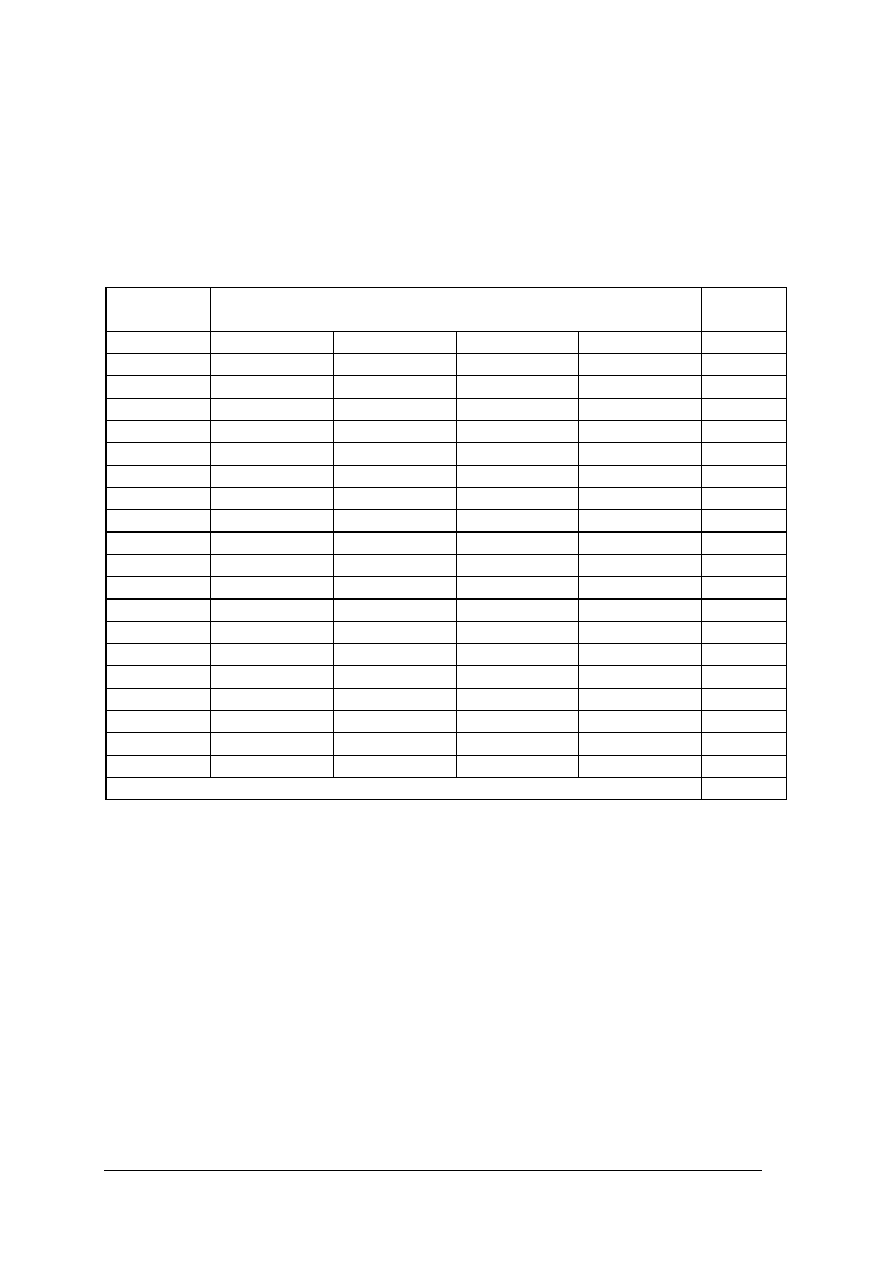
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Stosowanie podstawowych technik wytwarzania części maszyn
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
2
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Górecki A, Grzegórski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. WSiP SA, Warszawa 1998
2. Górecki A,: Technologia ogólna. WSiP SA, 2006
3. Schmid D.: Mechatronika. REA, Warszawa 2002
4. Okoniewski S.: Technologia maszyn. WSiP SA, Warszawa 1999
5. Zawora J.: Podstawy technologii maszyn. WSiP SA, Warszawa 2007
Wyszukiwarka
Podobne podstrony:
09 Stosowanie podstawowych technik wytwarzania
Gronostajski,podstawy i techniki wytwarzania II, Materiały stosowane do wytwarzania form odlewniczyc
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
Gronostajski,podstawy i techniki wytwarzania II,Metody walcowania
Gronostajski,podstawy i techniki wytwarzania II,metody spawania
Pytania na zaliczenie Podstaw Technik Wytwarzania , Pytania na zaliczenie Podstaw Technik Wytwarzani
Gronostajski,podstawy i techniki wytwarzania II,Metody diagnostyki maszyn
Gronostajski,podstawy i techniki wytwarzania II,Powłoki ochronne na ostrza narzędzi skrawającychx
PTW2tabelka, [PODSTAWY TECHNIK WYTWARZANIA
materialy dydaktyczne, PTW2wykaz Šwicz, [PODSTAWY TECHNIK WYTWARZANIA
Gronostajski,podstawy i techniki wytwarzania II, elementy wchodzące w skład oprzyrządowania odlewnic
Gronostajski,podstawy i techniki wytwarzania II,procesy kucia wyciskania i walcowania
Podstawy technik wytwarzania
cichosz,podstawy technik wytwarzania, Spawanie gazowe
07 Stosowanie podstawowych zasad toksykologii
Gronostajski,podstawy i techniki wytwarzania II,lutowanie miękkie i lutowanie twarde
Gronostajski,podstawy i techniki wytwarzania II,, Metody otrzymywania aluminium
07 Stosowanie podstawowych zasa Nieznany (2)
Podstawy Technik Wytwarzania I Przykład procesu technologicznego toczenia wykonanego w programie GTJ
więcej podobnych podstron