Pomiary odchyłek kształtu, położenia i
chropowatości czopów wału korbowego
WSTĘP
Celem pomiarów weryfikacyjnych, w skład których wchodzą również pomiary
odchyłek kształtu, położenia i chropowatości jest określenie zmian wymiarów
luzów, odchyłek kształtu i odchyłek położenia osi i powierzchni elementów lub
zespołów silnika. Zmiany te mogą być spowodowane procesami starzenia
fizycznego silnika lub uszkodzeniami nagłymi jego węzłów konstrukcyjnych.
Wyniki pomiarów weryfikacyjnych służą również do oceny intensywności
zużycia elementów silnika i narastanie luzów w ich skojarzeniach. Ocena ta jest
niezbędna do prognozowania terminu kolejnej naprawy silnika oraz do
podejmowania działań zapobiegających nadmiernej intensywności zużycia. W
zakres pomiarów weryfikacyjnych wchodzą pomiary warsztatowe oraz pomiary
specjalne określone konstrukcją silnika oraz wymagania stawiane przez DTR.
Pomiary warsztatowe wykonuje się metodami i przyrządami pomiarowymi
dobranymi zależnie od stosowanej metody pomiaru, kształtu mierzonego
elementu , dokładności wykonywania pomiaru, chropowatości powierzchni
ograniczającej, rodzaju wymiaru, wartości liczbowej wymiaru oraz
pracochłonności i kosztu wykonania pomiaru. Nasze pomiary ograniczały się do
wykorzystania dwóch przyrządów pomiarowych: mikromierza i pryzmy z
czujnikiem zegarowym.
SPOSOBY WYKONANIA POMIARÓW
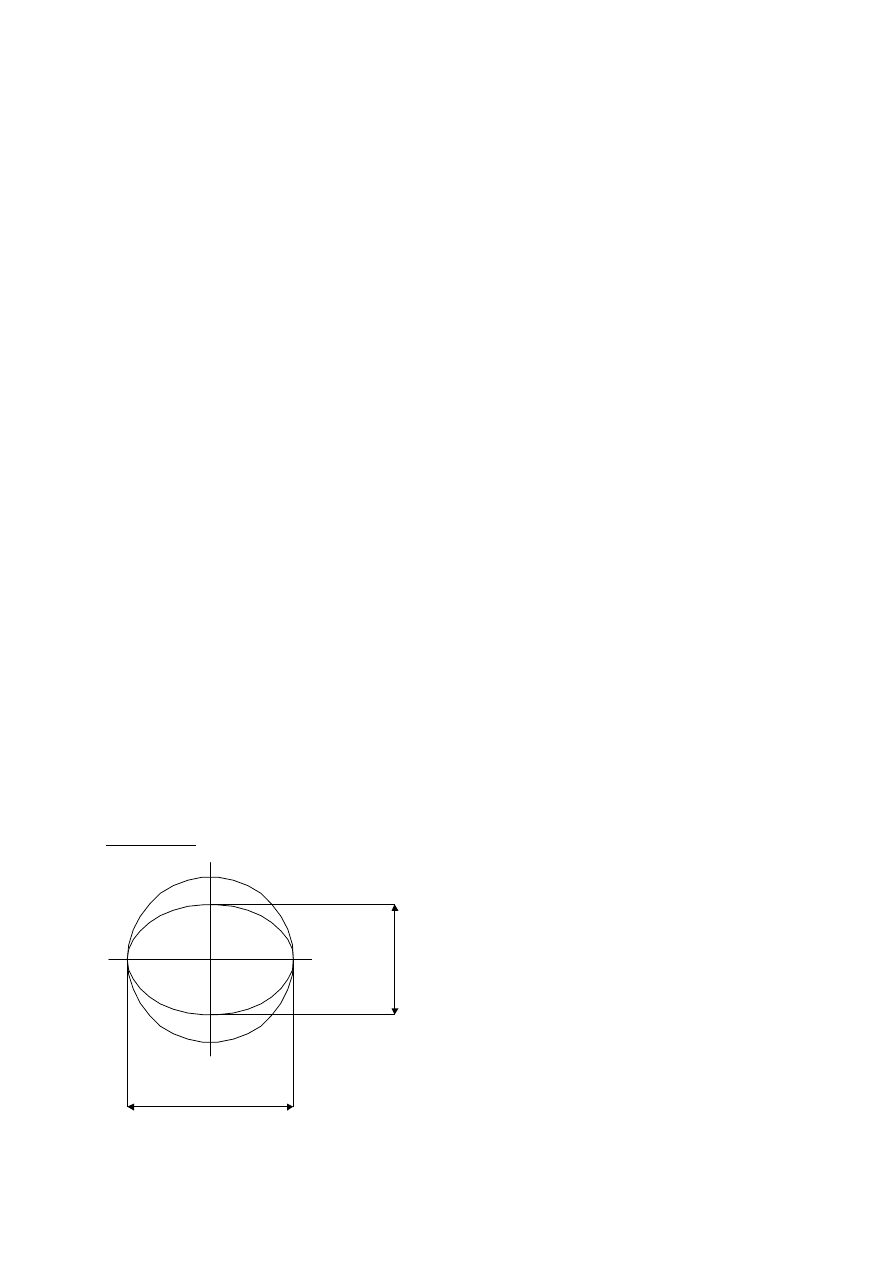
Owalności
Da
D
b
∆
o
=
2
Db
Da
−
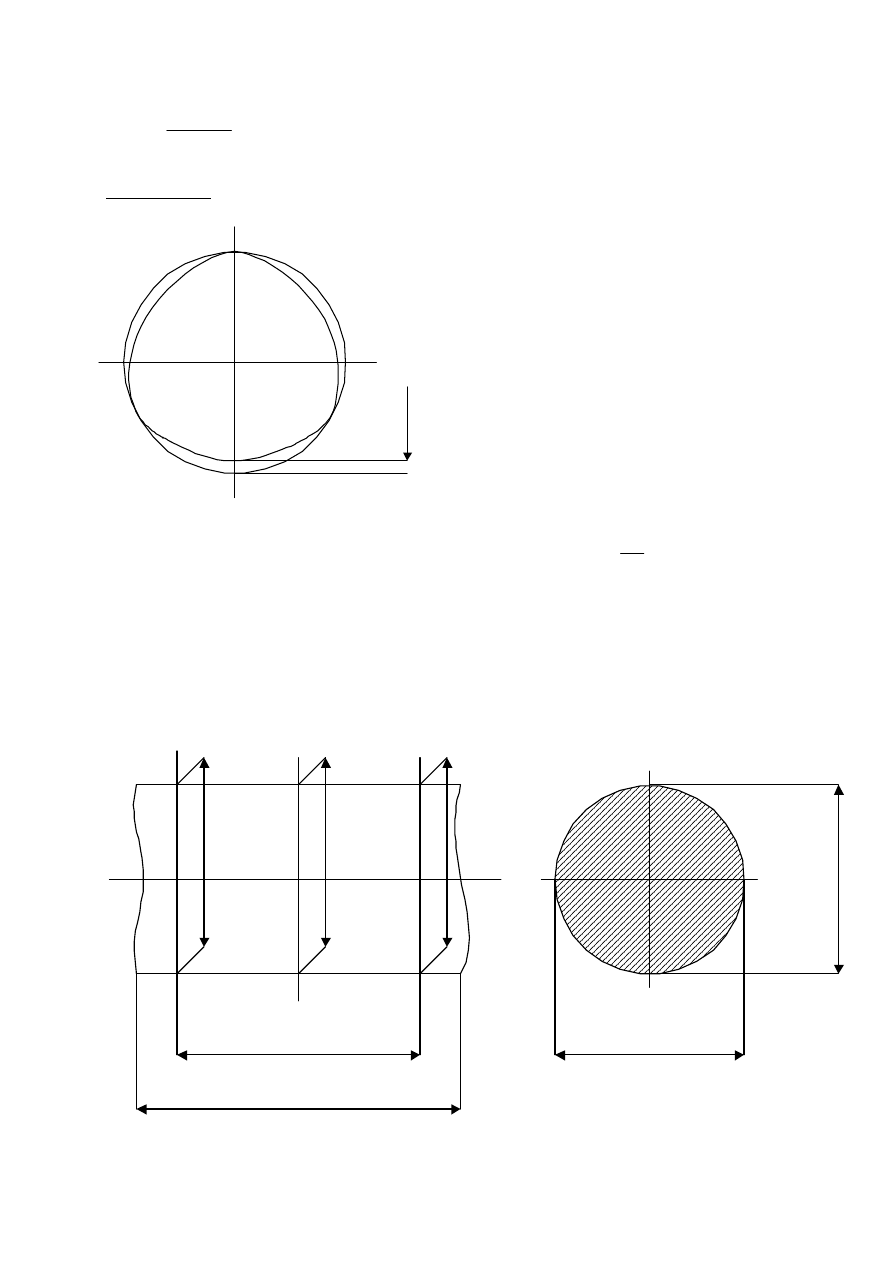
Graniastości
δ
=
S
g
∆
S – współczynnik
wykrywalności
zależny od kąta
∝
pryzmy i
krotności graniastości
∆
g
= Wmax – Wmin
Da
D
b
A
A
B
B
L
Lc
D
b
''
D
b
'''
D
b
'
II
III
I
Lc- długość czopa
L- odległość między krańcowymi przekrojami
D- średnica czopa głównego
d- średnica czopa korbowego
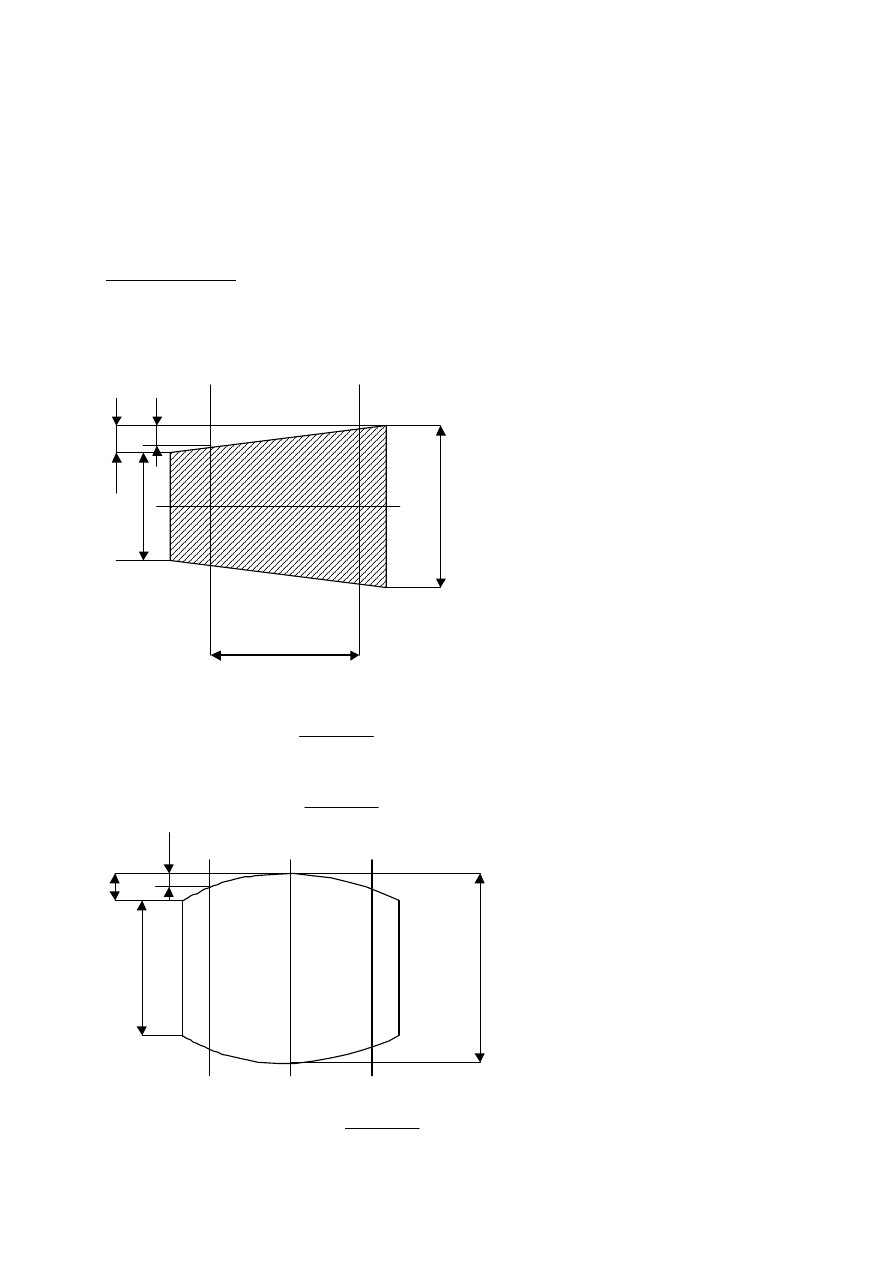
Niewalcowości
Stożkowość przekroju A-A
∆
s
=
L
Da
Da
'
'
''
−
Stożkowatość przekroju B-B
∆
s
=
L
Db
Db
'
''
'
−
Baryłkowatość przekroju A-A i B-B
∆
b
=
2
'
'
'' Da
Da
−
I
II
D
m
a
x
D
m
in
L
Da'
Da'''
II
I
I
D
m
a
x
D
m
in
∆
b
=
2
'
'' Da
Db
−
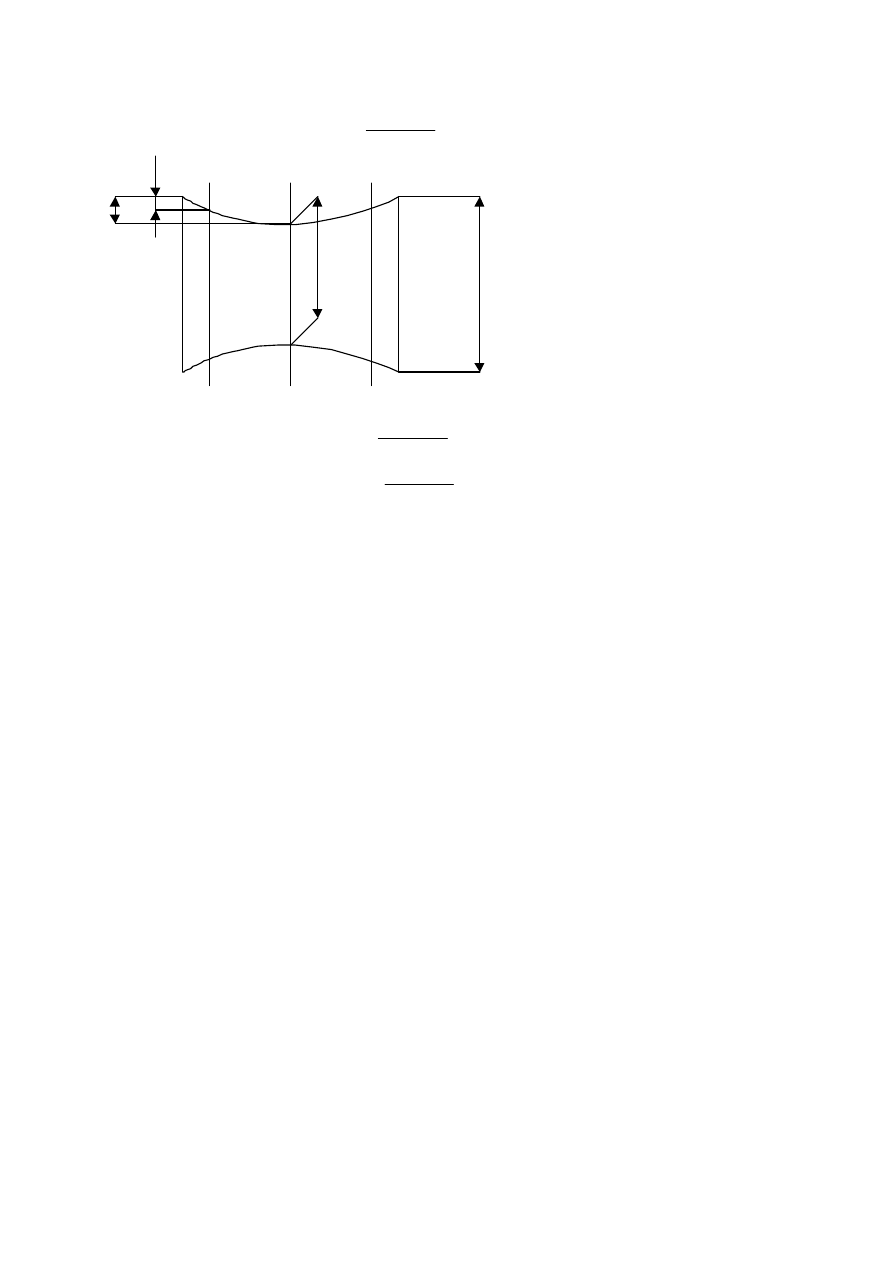
Siodłowatość przekroju A-A i B-B
∆
gd
=
2
'
'' Da
Da
−
∆
sd
=
2
'
'' Db
Db
−
Wszystkie pomiary wykonywane są od tzw. wolnego końca wału korbowego.
Aby określić stopień zużycia wału korbowego, który poddaliśmy pomiarom
należy porównać wyniki z kart weryfikacyjnych z danymi z DTR-u (
dokumentacji techniczno-ruchowej silnika ).
LITERATURA
Przewodnik po ćwiczeniach laboratoryjnych
Leszek Piaseczny : „Technologia naprawy okrętowych silników spalinowych”
II
I
II
D
m
a
x
D
m
in
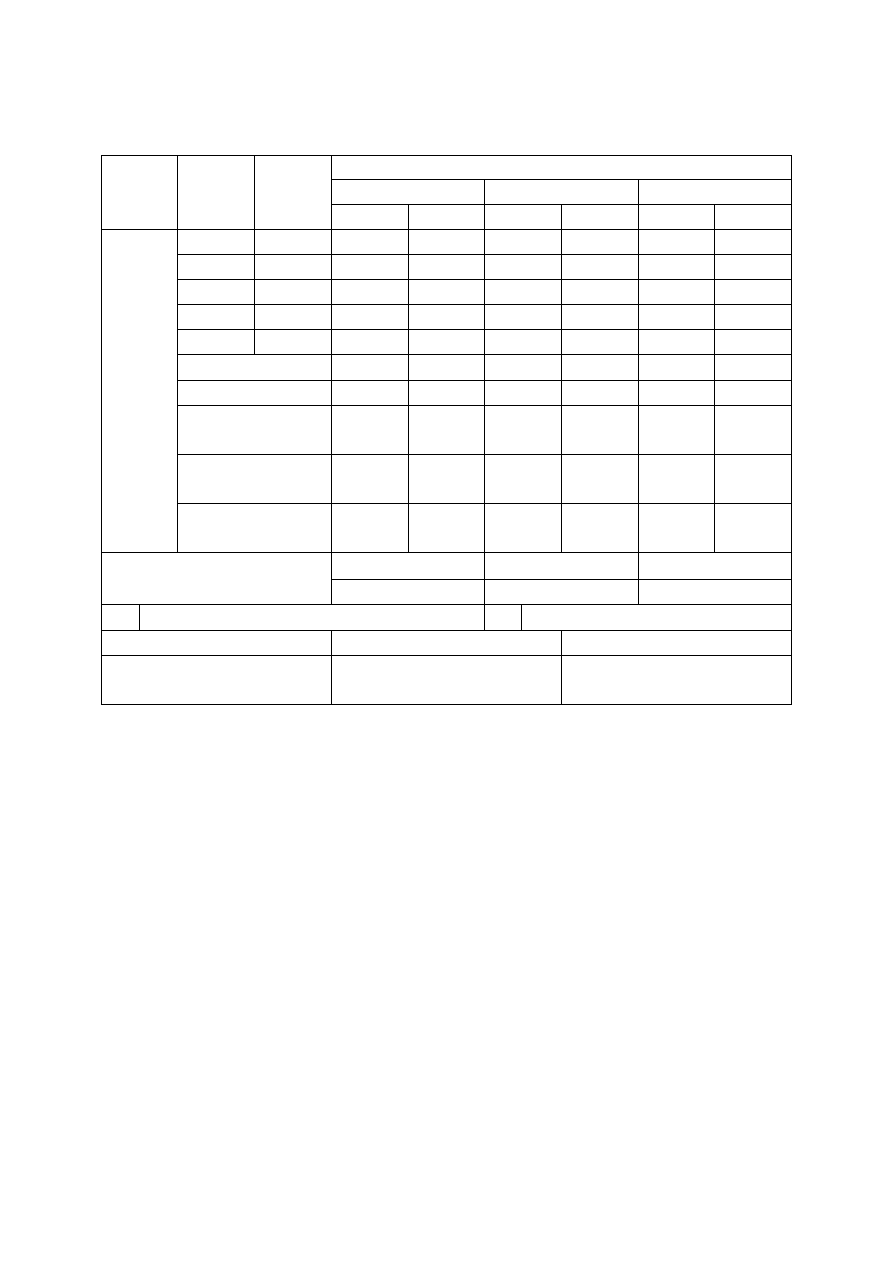
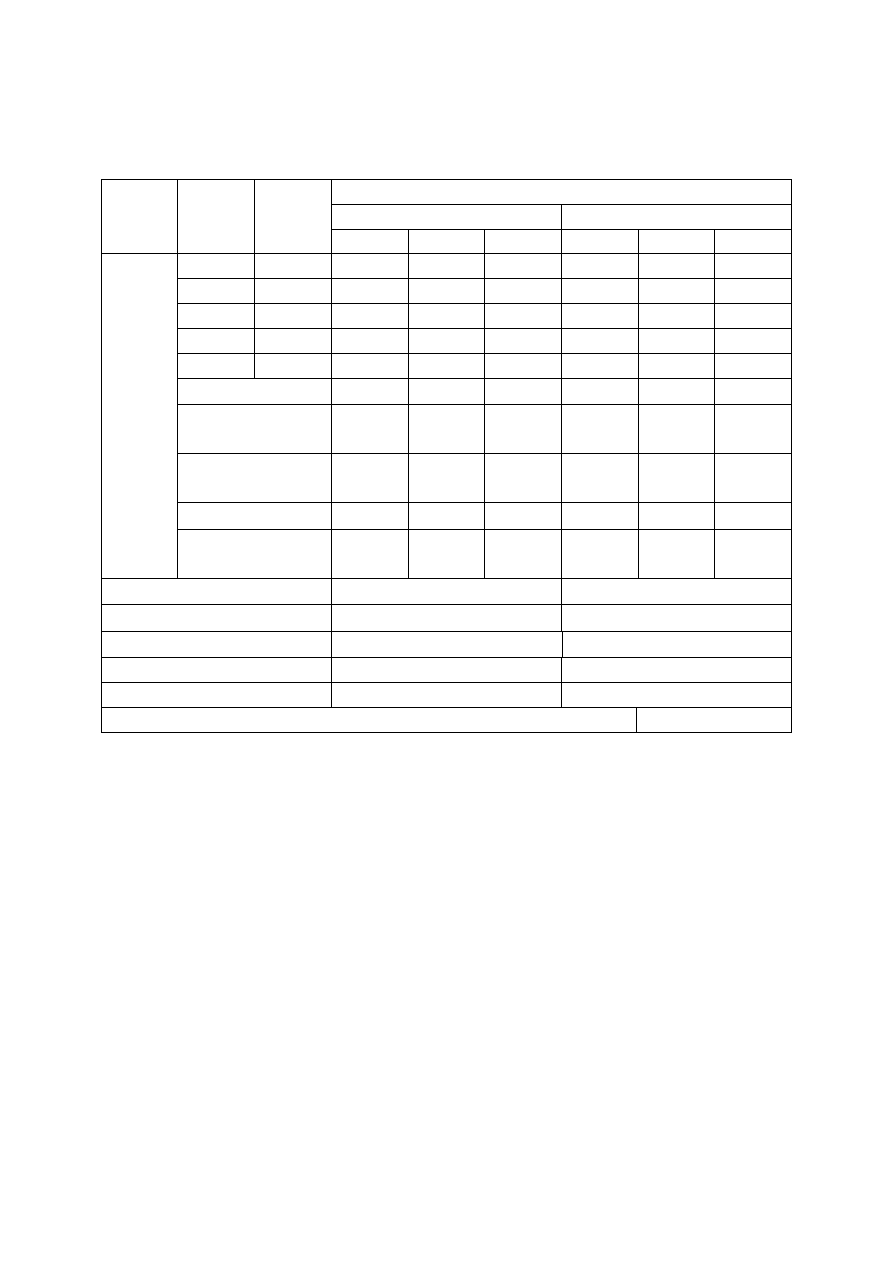
GRANIASTOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
I-I
II-II
III-III
W’max W’min W”max
W”min W”max W”min
I
1
0,1
0
0,12
0
2
0,1
0
0,12
0
3
0,1
0
0,12
0
4
5
Σ
= xi [mm]
0,3
0
0,36
0
X [mm]
0,1
0
0,12
0
S,S
r
[mm]
0,1000
0009
0
0,1200
012
0
ε
[mm] 0,0000
0009
0
0,0000
012
0
N=X +/-
ε
0,0000
0009
0
0,0000
012
0
Błąd graniastości [mm]
δ
k
’
δ
k
’’
δ
k
’’’
0,05
0,06
α
90
S
2
Przyrząd pomiarowy
Zakres [mm]
Działka elementarna
Pryzma z czujnikiem
zegarowym
10
0,01
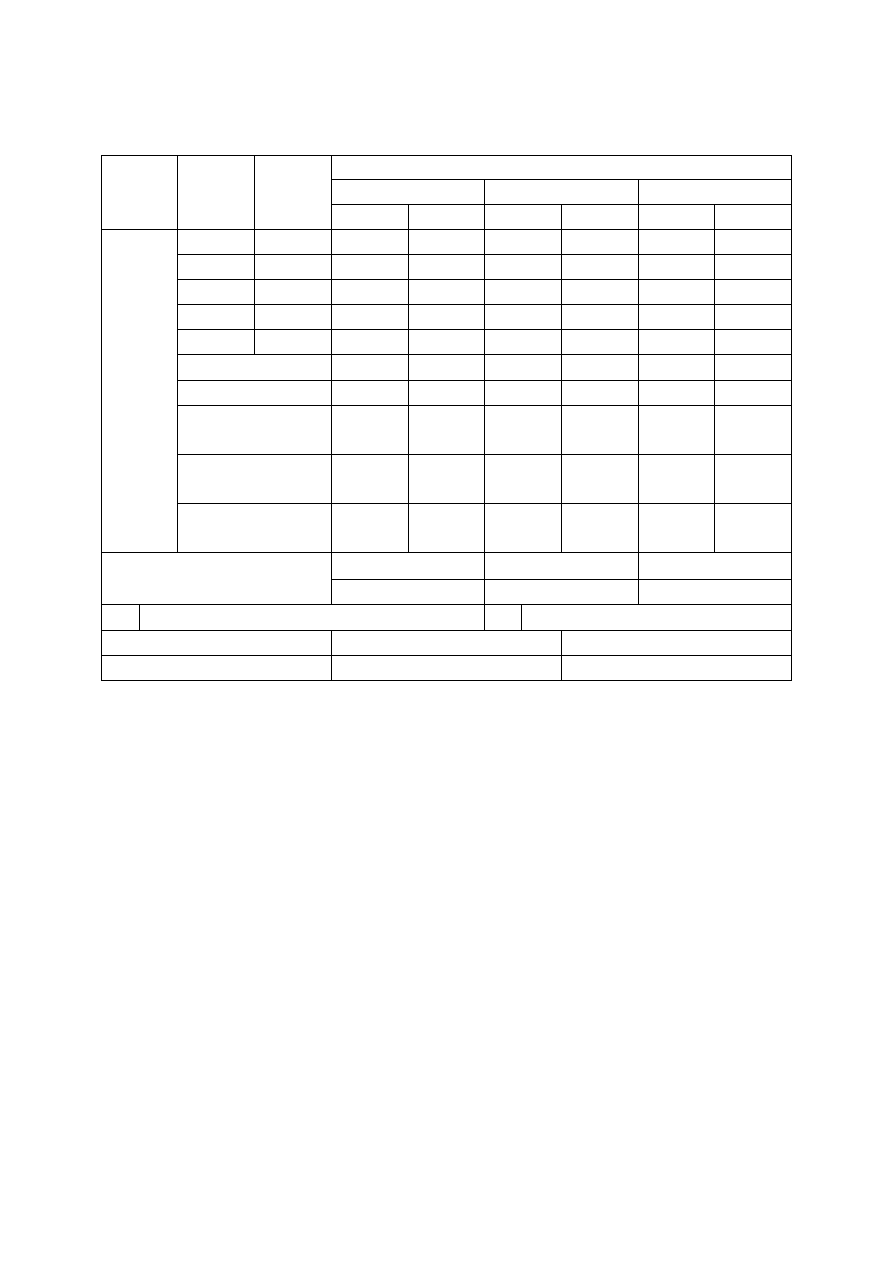
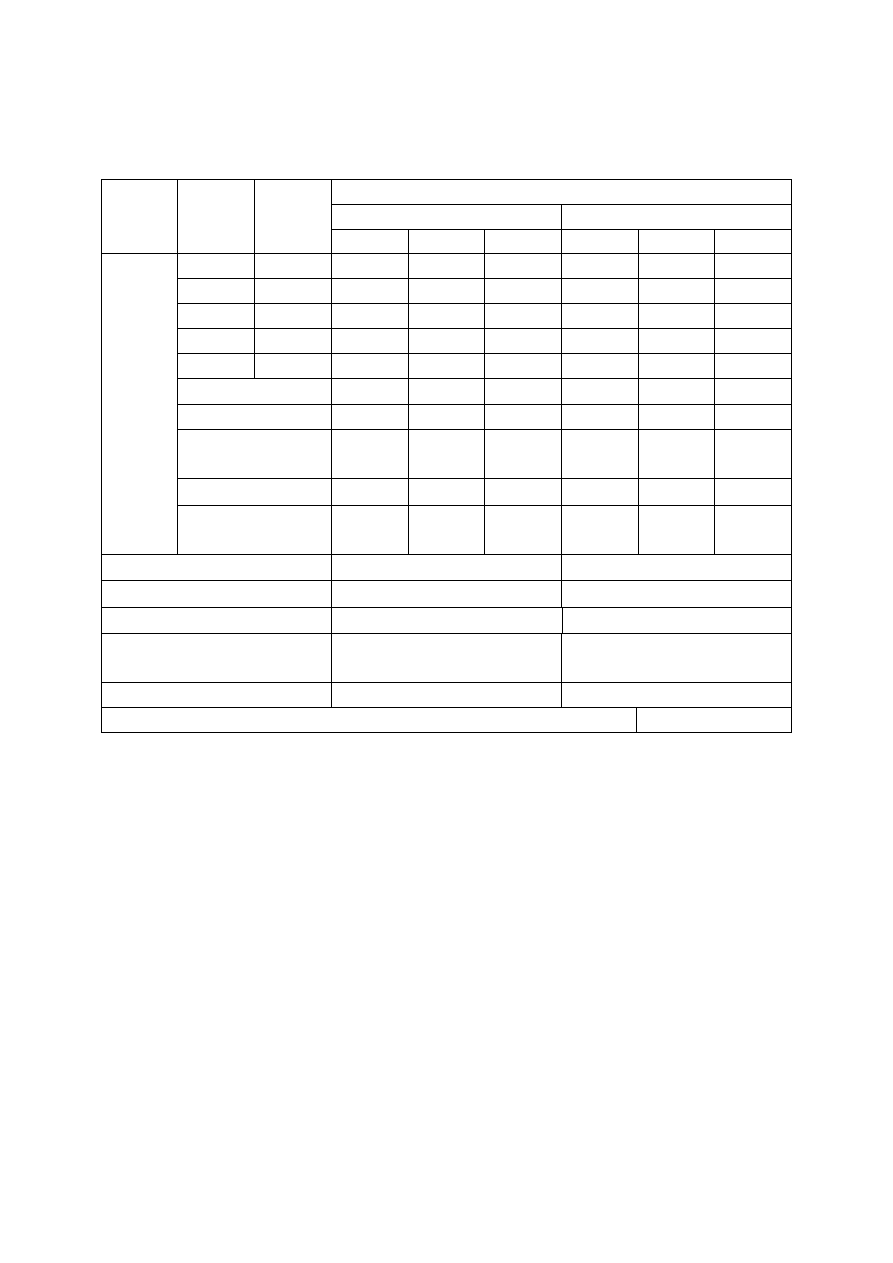
GRANIASTOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
I-I
II-II
III-III
W’max W’min W”max
W”min W”max W”min
I
1
0,06
0
0,03
0
2
0,06
0
0,03
0
3
0,06
0
0,03
0
4
5
Σ
= xi [mm]
0,18
0
0,09
0
X [mm]
0,06
0
0,03
0
S,S
r
[mm]
0,0600
006
0
0,0300
003
0
ε
[mm] 0,0000
006
0
0,0000
003
0
N=X +/-
ε
0,0000
006
0
0,0000
003
0
Błąd graniastości [mm]
δ
k
’
δ
k
’’
δ
k
’’’
0,03
0,045
α
90
S 2
Przyrząd pomiarowy
Zakres
Działka elementarna
10
0,01
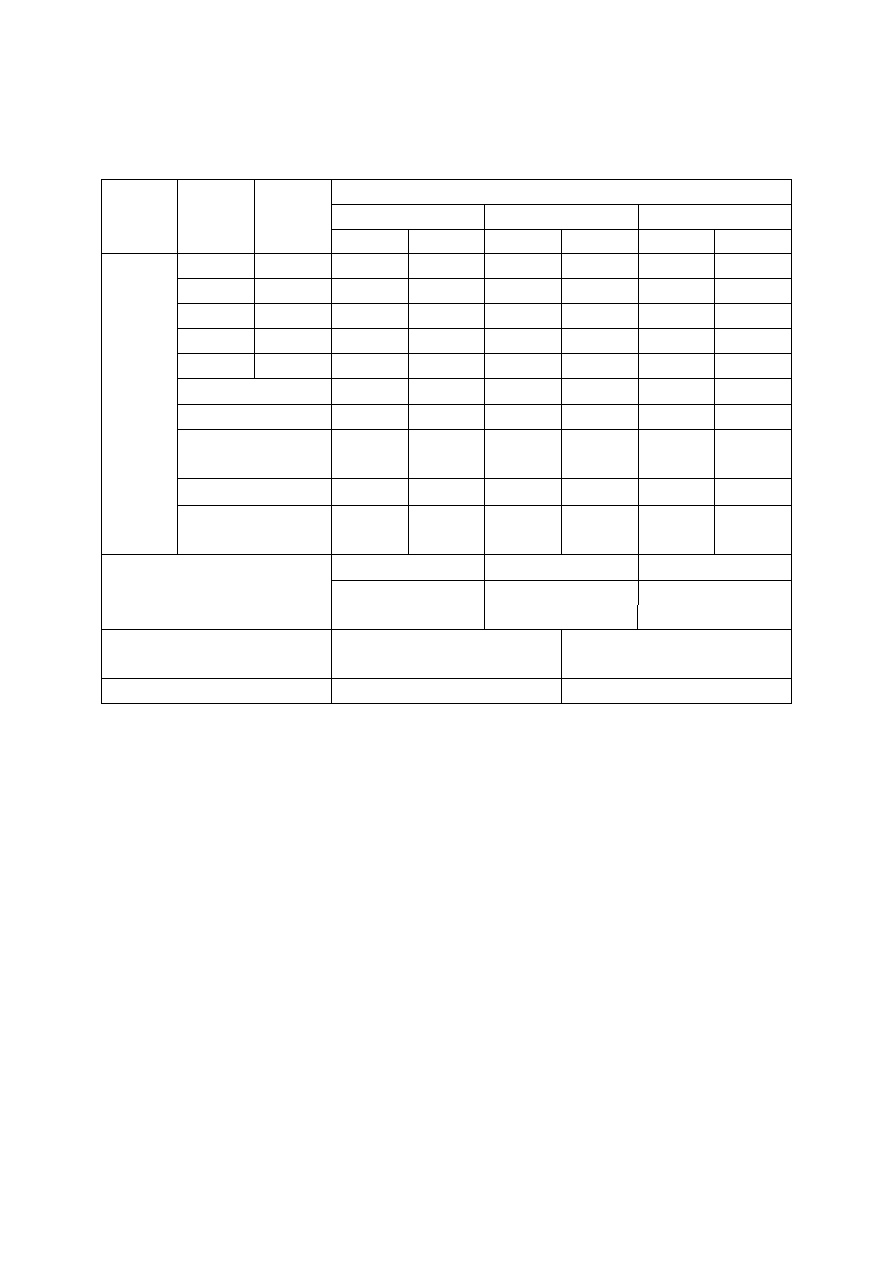
OWALNOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
I-I
II-II
III-III
Da’
Db”
Da’
Db”
Da’
Db”
I
1
105,44 105,42 105,39 105,4
105,41 105,42
2
105,44 105,42 105,39 105,4
105,41 105,42
3
105,44 105,42 105,39 105,4
105,41 105,42
4
5
Σ
= xi [mm]
316,32 316,26 316,17 316,2
316,23 316,26
X [mm]
105,44 105,42 105,39 105,4
105,41 105,42
S,S
r
[mm]
105,44
1
105,42
1
105,39
1
105,40
1
105,41
1
105,42
1
ε
[mm] 0,001
0,001
0,001
0,001
0,001
0,001
N=X +/-
ε
+/-
0,001
+/-
0,001
+/-
0,001
+/-
0,0001
+/-
0,001
+/-
0,001
Błąd owalności [mm]
∆
o
’
∆
o
”
∆
o
’’’
0,01
0,005
0,005
Przyrząd pomiarowy
Zakres
Działka elementarna
[mm]
Mikrometr
0,01
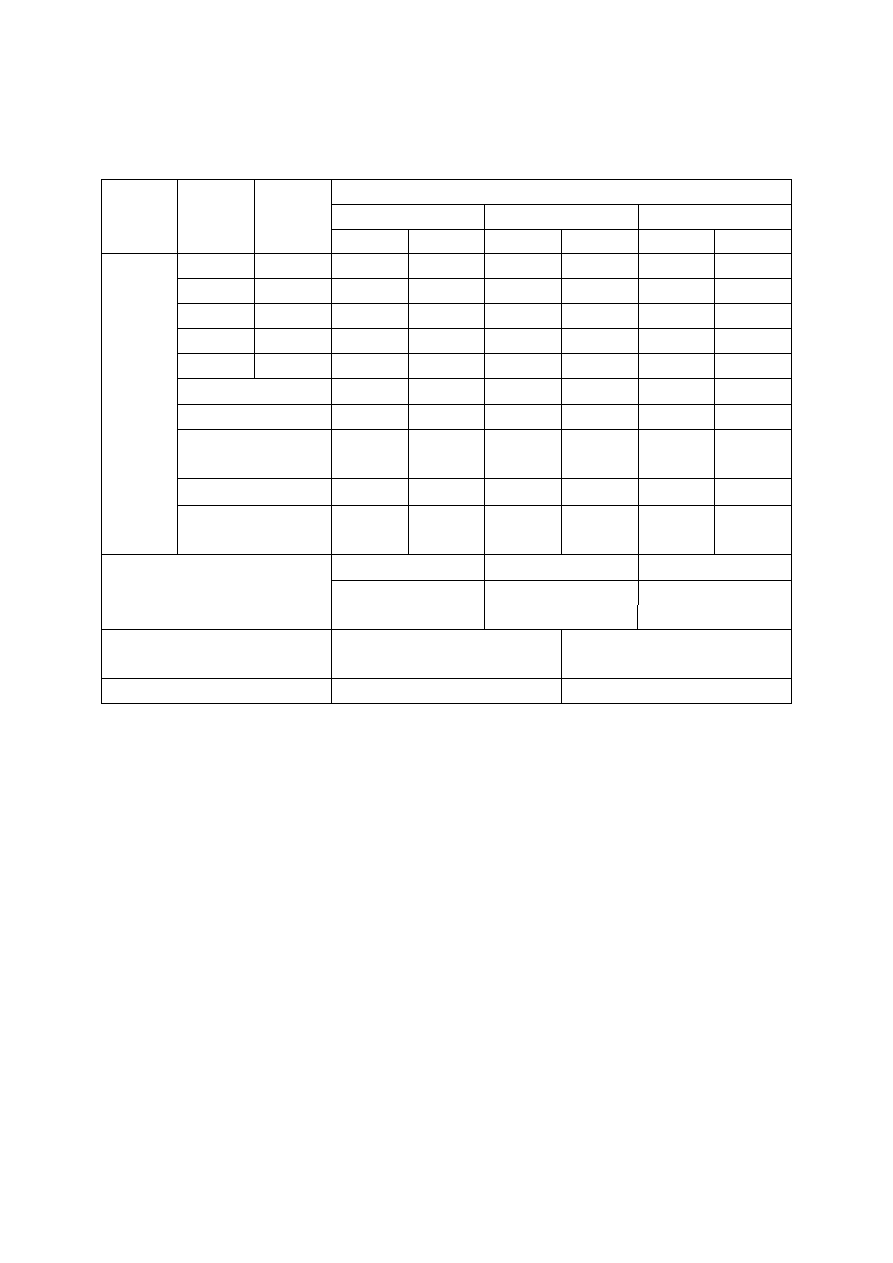
OWALNOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
I-I
II-II
III-III
Da’
Db”
Da’
Db”
Da’
Db”
I
1
95,42
95,4
95,4
95,39
95,41
95,39
2
95,42
95,4
95,4
95,39
95,41
95,39
3
95,42
95,4
95,4
95,39
95,41
95,39
4
5
Σ
= xi [mm]
286,26 286,2
286,2
286,17 286,23 286,17
X [mm]
95,42
95,4
95,4
95,39
95,41
95,39
S,S
r
[mm]
95,420
9
95,400
9
95,400
9
95,390
9
95,410
9
95,390
9
ε
[mm] 0,0009 0,0009 0,0009 0,0009 0,0009 0,0009
N=X +/-
ε
+/-
0,0009
+/-
0,0009
+/-
0,0009
+/-
0,0009
+/-
0,0009
+/-
0,0009
Błąd owalności [mm]
∆
o
’
∆
o
”
∆
o
’’’
0,03
0,015
0,03
Przyrząd pomiarowy
Zakres
Działka elementarna
[mm]
Mikrometr
0,01
NIEWALCOWOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
A-A
B-B
I
1
105,44 105,39 105,41 105,42 105,4
105,42
2
105,44 105,4
105,42 105,41 105,4
105,42
3
105,44 105,4
105,42 105,42 105,4
105,42
4
5
Σ
= xi [mm]
316,31 316,29 316,25 316,25 316,2
316,26
X [mm]
105,43
6
105,43 105,41
6
105,41
6
105,4
105,42
S,S
r
[mm]
105,35
9
105,43
06
105418 105,41
8
105,40
1
105,42
1
ε
[mm] 0,077
0,0006 0,02
0,02
0,001
0,001
N=X +/-
ε
+/-
0,077
+/-
0,0006
+/-
0,02
+/-
0,02
+/-
0,001
+/-
0,001
Błąd stożkowości
∆
s
0,0012
0,0002
Błąd baryłkowości
∆
b
0,01
0,025
Błąd siodłowości
∆
sd
0,01
0,025
Przyrząd pomiarowy
Zakres
Działka elementarna
Mikrometr
0,01
Odległość między przekrojami I [mm]
50
NIEWALCOWOŚĆ
Nr
czopa
gł.
L.P.
pomia-
ru
Pomia-
ry
n=5
Ś
rednice czopa [mm] w przekrojach
A-A
B-B
I
1
95,42
95,4
95,41
95,4
95,39
95,39
2
95,42
95,41
95,41
95,4
95,39
95,39
3
95,42
95,4
95,41
95,4
95,39
95,39
4
5
Σ
= xi [mm]
286,26 286,21 286,23 286,2
286,17 286,17
X [mm]
95,42
95,4
95,41
95,4
95,39
95,39
S,S
r
[mm]
95,29
95,405 95,410
9
95,400
9
95,390
9
95,390
9
ε
[mm] 0,15
0,005
0,0009 0,0009 0,0009 0,0009
N=X +/-
ε
+/-
0,15
+/-
0,005
+/-
0,0009
+/-
0,0009
+/-
0,0009
+/-
0,0009
Błąd stożkowości
∆
s
0,00075
0,00075
Błąd baryłkowości
∆
b
0,025
0,015
Błąd siodłowości
∆
sd
0,025
0,015
Przyrząd pomiarowy
Zakres
Działka elementarna
[mm]
Mikrometr
0,01
Odległość między przekrojami I [mm]
40
Wyszukiwarka
Podobne podstrony:
Pomiary elementów układu tłokowo korbowego, pomiary odchyłek okrągłości i walcowości
Pomiary wałków na przykładzie wału korbowego
Pomiary odchyłek geometrycznych; pomiar odchyłki płaskości, Sprawozdania
Opel CorsaB Wymiana Czujnika Polozenia Walu Korbowego
Czujniki położenia wału korbowego
czujnik polozenia walu korbowego
pomiary odchyłek kształtu i położenia sprawozdanie
Czujniki położenia wału korbowego
Regeneracja wału korbowego
Pomiary odchyłek kształtu
Czujniki położenia wału korbowego
Weryfikacja i naprawa wału korbowego, Szkoła (ZSS Toruń)
Pomiary odchyłek kształtu i położenia, Sprawozdania
rysunek wykonawczy wału korbowego
Pomiar odchyłek w szlifierce kombinowanej
Pomiar odchyłek w PILARCE TARCZOWEJ CZARNY
Badanie wału korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
Pomiar odchyłek w wyrówniarce
więcej podobnych podstron