
mgr Janusz Skwara
ZPBE Energopomiar Sp. z o.o.
Zakład Chemii i Diagnostyki
Elektrodejonizacja wody dla potrzeb technologicznych
\
*
Elektrodejonizacja (EDI) stanowi stosunkowo nową metodę
ciągłego uzyskiwania wody o bardzo wysokiej czystości. Pod
względem technologicznym stanowi ona kombinację dwóch
wcześniej znanych metod uzdatniania wody: elektrodializy (ED)
oraz demineralizacji na złożach jonitowych (DI). Zastosowanie
układu mieszanego pozwoliło na wyeliminowanie niekorzystnych
zjawisk występujących w każdej z tych metod indywidualnie.
W przypadku elektrodializy było to wysokie zużycie energii elek-
trycznej oraz dość niska jakość produktu końcowego, a w przypad-
ku klasycznej demineralizacji jonitowej cykliczność procesu,
zużycie regenerantów chemicznych oraz powstawanie agresyw-
nych ścieków. EDI pozwala na uzyskiwanie wody zdeminerali-
zowanej o stałej, bardzo wysokiej jakości w procesie ciągłym, bez
zużycia chemikaliów i przy niewysokim nakładzie energii elek-
trycznej.
Teoretyczne podstawy elektrodejonizacji znane są od około 40
lat i od tego czasu trwają badania i testy urządzeń w skali laborato-
ryjnej. Instalacje przemysłowe uzyskujące wydajność pozwalającą
na ich praktyczne wykorzystanie wprowadzono jednak do użytku
dopiero na początku lat dziewięćdziesiątych. Obecnie EDI uznaje
się za jedną z najbardziej obiecujących metod demineralizacji
wody, funkcjonującą w wielu rozwojowych wariantach techno-
logicznych.
Budowa i ogólne zasady działania modułów EDI
Instalacje do elektrodejonizacji wody mają charakter
modułowy tzn. składają się pojedynczych, pracujących niezależnie
od siebie kompaktowych urządzeń o wydajności od kilkudziesięciu
litrów do ok. 2,5 m
3
uzdat-
nianej wody na godzinę.
Urządzenia te mogą być
łączone ze sobą w układzie
równoległym, tworząc sys-
temy o dowolnej wydajnoś-
ci. Przykład takiego modułu
o wydajności maksymalnej
2,3 m
3
/h, produkowanego
przez firmę Electropure
przedstawiono na fot.1.
Budowa wewnętrzna
modułu jest typowa dla
urządzeń wytwarzanych
przez różnych producentów
i została przedstawiona na
rysunku 1.
Na dwóch przeciwległych bokach modułu zainstalowano elek-
trody (anodę i katodę), pomiędzy którymi rozmieszczono kilka-
dziesiąt membran jonoselektywnych, na przemian anionoprze-
puszczalnych i kationoprzepuszczalnych. Membrany te są utrzy-
mywane na ramach wykonanych z aluminium lub z tworzywa
sztucznego (polimer inertny) i odpowiednio uszczelnionych, tak,
aby uniknąć niekontrolowanych przecieków wody, mogących
pogorszyć jakość uzdatnianej wody. Membrany EDI różnią się zde-
cydowanie od stosowanych w innych metodach membranowych,
takich jak: mikrofiltracja, ultrafiltracja czy odwrócona osmoza.
Zostały one wykonane z cienkiej warstwy polistyrenu o grubości
ok. 0,30-0,35 mm, stanowiącej matrycę, na której znajdują się
grupy jonowymienne obsadzone jonami sodu (w przypadku mem-
brany kationoprzepuszczalnej) lub jonami chlorkowymi (w przy-
padku membrany anionoprzepuszczalnej). Uzyskano w ten sposób
efekt jonoselektywności mający podstawowe znaczenie dla proce-
su oczyszczania wody. Pod względem budowy membrany EDI są
zatem zbliżone do żywic jonowymiennych. Membrany te są prak-
tycznie nieprzepuszczalne dla wody.
Przestrzenie między membranami jonoselektywnymi tworzą
równoległe wąskie komory, z których każda graniczy z jednej
strony z membraną anionoprzepuszczalną, a z drugiej z membraną
kationoprzepuszczalną. Pod względem funkcjonalnym w module
EDI rozróżniamy trzy typy komór: diluatu, koncentratu oraz elek-
trolitu.
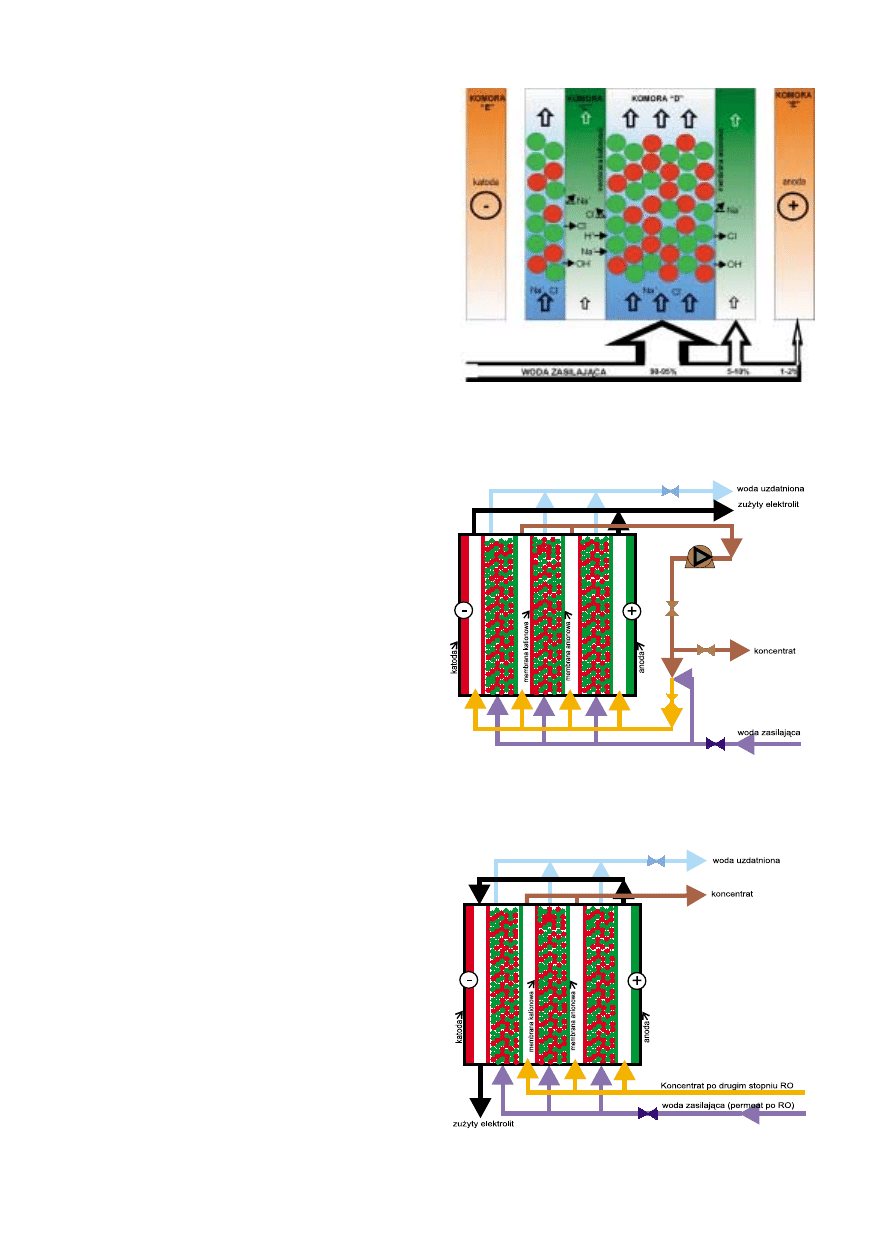
W komorze diluatu (określanej też jako komora "D") następuje
stopniowe oczyszczanie strumienia wody zasilającej i uzyskiwanie
produktu końcowego o wysokiej czystości zwanego diluatem.
Komora ta jest wypełniona mieszaniną żywicy kationitowej
i anionitowej, popularnie zwaną dwujonitem, na której zatrzymy-
wane są zanieczyszczenia usuwane z wody zasilającej. Dzięki
temu, że każde z ziaren żywicy (zarówno kationit, jak i anionit) ma
bezpośredni kontakt z innymi ziarnami swojego typu, w obrębie
złoża jonitowego wytwarzają się tzw. "ścieżki migracji jonów"
łączące dowolne ziarno jonitu z właściwą membraną jonoselekty-
wną. Po wpływem przyłożonego napięcia elektrycznego zatrzy-
mane na ziarnach żywicy jony mają możliwość migracji po
powierzchni ziaren jonitu w kierunku odpowiedniej elektrody
(aniony migrują w kierunku anody, a kationy w kierunku katody)
i opuszczenia komory diluatu przez właściwą membranę jonose-
lektywną. Metoda ta pozwala na usuwanie szczątkowych
zanieczyszczeń wody przy stosunkowo niewielkich nakładach
energetycznych.
Drugim typem komory występującej w modułach EDI jest
komora koncentratu (określana też jako komora "C"). Jej funkcją
jest przejmowanie jonów przechodzących przez membrany jonose-
lektywne z komory diluatu, zagęszczanie ich do uzyskania wyma-
ganego stężenia, a następnie odprowadzenie z instalacji do kanali-
zacji lub powtórnego odzysku.
Fot. 1. Moduł EDI produkcji firmy
Electropure Inc.
Zespół komory diluatu i koncentratu ("D"+"C") jest określany
jako "celka" lub "podwójna komora" i traktowany jako podsta-
wowa jednostka budująca moduł EDI. Liczba celek tworzących
pakiet wypełniający wnętrze modułu jest różna w przypadku
różnych producentów, ale zazwyczaj kształtuje się na poziomie
30 - 40 sztuk.
W obrębie modułu EDI znajduje się jeszcze trzeci typ komór -
są to komory elektrolitu (komory "E"). Są one rozmieszczone po
obu stronach pakietu celek i zawierają w sobie elektrody (anodę
i katodę). Ich funkcją jest oddzielenie elektrod od migrujących
jonów, chłodzenie elektrod oraz odpłukiwanie z powierzchni ele-
ktrod zanieczyszczeń znajdujących się w elektrolicie lub będących
produktami dysocjacji i elektrolizy wody.
Obieg wody w modułach EDI
Klasyczny obieg wody w module EDI został przedstawiony na
rysunku 2. Należy jednak zaznaczyć, że obecny szybki rozwój
technologii EDI spowodował powstanie licznych rozwiązań
wariantowych, których celem jest podwyższenie odzysku wody
oraz obniżenie nakładów energetycznych w trakcie uzdatniania
wody.
Zgodnie z rysunkiem 2 w obrębie modułu EDI wyróżniamy
3 strumienie wody przepływające przez poszczególne rodzaje
komór.
Głównym jest strumień diluatu, który w trakcie przejścia przez
złoże jonitowe w komorze "D" uzyskuje bardzo wysoką czystość.
Stanowi on około 90-95% ogólnej ilości wody kierowanej na
moduł EDI. Wartość ta określa jednocześnie stopień odzysku na
modułach. W celu zapobieżenia ewentualnym przeciekom
zanieczyszczonej wody do produktu końcowego, w komorze dilu-
atu panuje wyższe ciśnienie niż w sąsiedniej komorze koncentratu.
Różnica ciśnień między komorą "D" i "C" jest cechą charak-
terystyczną dla różnych typów modułów, ale w większości przy-
padków kształtuje się na poziomie 0,3-0,7 bara.
Strumień koncentratu stanowi około 5-10% ogólnej ilości wody
zasilającej kierowanej do modułu. Jest on recyrkulowany przez
komorę koncentratu przy pomocy pompy, w celu osiągnięcia
wysokiej koncentracji jonów usuwanych z komory diluatu (jest to
tzw. "pętla C"). Może on osiągnąć wysokie przewodnictwo
wynoszące 300-400 µS/cm, a niektórych przypadkach nawet
1000 µS/cm. Zagęszczony koncentrat jest odprowadzany do kanali-
zacji lub w ramach recyklingu zawracany przed odwróconą osmozę
(w tym przypadku wzrasta stopień odzysku na module), a układ
recyrkulacji zostaje uzupełniony wodą zasilającą.
Strumień elektrolitu stanowi 1-2% ogólnej ilości wody
kierowanej do modułu EDI. W przedstawionym na schemacie
wariancie jest on zasilany wodą z recyrkulacji koncentratu. Zużyty
elektrolit nie może być odzyskiwany, lecz musi być kierowany do
kanalizacji. Przyczyną tego są zachodzące na elektrodach procesy
elektrolizy, w wyniku których na anodzie powstaje wolny chlor
w postaci rozpuszczonej oraz wolny tlen w postaci gazowej, nato-
miast na katodzie wolny wodór w postaci gazowej.
Wykorzystywane w polskiej energetyce (EC Lublin Wrotków
i EC Rzeszów Załęże) moduły EDI produkowane przez firmę
Electropure posiadają inny, znacznie uproszczony obieg wody
przedstawiony na rysunku 3. Woda zasilająca, stanowiąca permeat
po RO zasila wyłącznie strumień diluatu. Strumień koncentratu
i elektrolitu są zasilane przez koncentrat z drugiego stopnia odwró-
conej osmozy. Wyeliminowano także recyrkulację koncentratu;
Rys. 1. Budowa i działanie modułu EDI
Rys. 2. Obieg wody w module EDI produkcji firmy E-Cell Corp.
Rys. 3. Obieg wody w module EDI produkcji firmy Electropure Inc.

woda po jednorazowym przejściu przez komorę "C" i uzyskaniu
zasolenia kilkudziesięciu µS/cm jest zawracana przed moduły RO.
Pojedynczy strumień elektrolitu przepływa najpierw przez anodę,
a potem przez katodę.
Przebieg procesu uzdatniania wody w modułach EDI
Główny strumień wody zasilającej moduły EDI stanowi zawsze
permeat po odwróconej osmozie, a więc jest to woda o wysokiej
czystości, z której usunięto około 98% zanieczyszczeń. Zawiera
ona niewielkie ilości rozpuszczonych jonów (Na
+
, Ca
2+
, Mg
2+
, Cl
-
,
HCO
3
-
, HSiO
3
-
), a także substancje organiczne, żelazo oraz gazy
(O
2
, CO
2
). Zanieczyszczenia te są usuwane w trakcie przepływu
strumienia wody przez komorę diluatu (rysunek 1). Rozpuszczone
silne kationy i aniony są stosunkowo łatwo usuwane w początko-
wym odcinku komory diluatu na znajdującym się tu złożu dwu-
jonitowym. W wyniku tego procesu grupy jonowymienne anionitu
i kationitu zostają obsadzone przez jony usunięte ze strumienia
wody zasilającej. Ta część komory diluatu, w której w trakcie
eksploatacji żywice znajdują się w stanie wyczerpanym określana
jest często jako "złoże pracujące". Jednocześnie pod wpływem
przyłożonego napięcia w obrębie modułu dochodzi do stałej dysoc-
jacji wody na jony wodorowe (H
+
) i wodorotlenowe (OH
-
). Jony te
powodują ciągłą regenerację wyczerpanej masy dwujonitowej.
Przyłożone napięcie powoduje także migrację jonów znajdujących
się w komorze diluatu w kierunku odpowiednich elektrod (anionów
w kierunku anody i w kierunku katody). Migracja ta w obrębie
komory "D" ma charakter przesuwania się po powierzchni ziaren
jonitów tworzących wspomniane już wcześniej "ścieżki migracji
jonów". Kationy znajdujące się w komorze diluatu przesuwając się
w stronę katody, przechodzą przez membranę kationoprze-
puszczalną i trafiają do komory koncentratu, które nie mogą już
opuścić, gdyż są blokowane przez membranę anionoprze-
puszczalną. W analogiczny sposób aniony poruszające się w stronę
anody przechodzą przez membranę anionoprzepuszczalną i trafiają
do komory koncentratu, które nie mogą już opuścić, gdyż są
blokowane przez membranę kationoprzepuszczalną. W wyniku
omówionego procesu woda w komorze diluatu ulega stopniowemu
oczyszczeniu, natomiast w komorze koncentratu dochodzi do
zatężania zanieczyszczeń, odprowadzanych następnie poza moduł.
"Złoże pracujące" znajdujące się w stanie wyczerpanym
i usuwające silne kationy i aniony stanowi tylko niewielką część
komory diluatu. Pozostała część komory "D", zwana "złożem
doczyszczającym" pozostaje w stanie wysoko zregenerowanym
i służy do usuwania CO
2
i HCO
3
-
, a w szczególności krzemionki,
co ma decydujący wpływ na jakość produktu końcowego
opuszczającego moduł EDI. Optymalne dla produkcji wody
zdemineralizowanej jest zatem niskie zasolenie wody zasilającej,
co powoduje skrócenie "złoża pracującego" oraz niska zawartość
CO
2
(najlepiej poniżej 5 mg/l), dzięki czemu wzrasta skuteczność
usuwania krzemionki na "złożu doczyszczającym".
Dla procesów regeneracji żywic jonowymiennych, transportu
jonów przez membrany jonoselektywne, zapewnienia czystości
diluatu na odpływie oraz dla ekonomiki procesu, istotne jest zasto-
sowanie odpowiedniego napięcia elektrycznego w poprzek modułu
EDI. Napięcie to różni się nie tylko w zależności od zastosowanego
wariantu technologicznego, ale także od jakości wody zasilającej
(przewodnictwa permeatu po RO, temperatury, założonego stopnia
odzysku i czystości diluatu).
W przypadku zastosowania zbyt niskiego napięcia pro-
dukowana jest zbyt niska ilość jonów H
+
i OH
-
do regeneracji
żywic i spowolniona zostaje migracja jonów z komory diluatu do
komory koncentratu, co powoduje niekorzystne powiększenie
"złoża pracującego", a skrócenie "złoża doczyszczającego". W koń-
cowej części modułu, gdzie występuje diluat o wysokiej czystości
i koncentrat o wysokim zatężeniu może natomiast dojść do tzw.
"dyfuzji wstecznej", czyli powrotu jonów z koncentratu do diluatu
poprzez membrany jonoselektywne.
Niekorzystne także okazuje się zastosowanie zbyt wysokiego
napięcia. Obniża ono przede wszystkim ekonomiczność procesu.
Powoduje również nadmierną produkcję jonów H
+
i OH
-
, które
konkurują z usuwanymi jonami o miejsca transportu przez
membrany. Nadmierna polaryzacja jonów powoduje też wzajemne
utrudnianie migracji przez jony o przeciwnych ładunkach. W kon-
sekwencji może to prowadzić do pogorszenia jakości diluatu.
Zalecane napięcie przykładane do modułów EDI w zależności
od producenta wynosi od 5-8 V/celkę do 20 V/celkę.
Prawidłowa eksploatacja modułów elektrodejonizacji pozwala
na osiągnięcie produktu końcowego nazywanego diluatem o stałej
bardzo wysokiej czystości, trudnej do osiągnięcia przy zastosowa-
niu innych technologii. Optymalne parametry diluatu kształtują się
następująco:
-
oporność 18 megaohm/cm (co odpowiada przewodności
0,055 µS/cm)
-
zawartość krzemionki poniżej 5 µg/l
-
zawartość substancji organicznych (TOC) poniżej 10 µg/l
Wymagania dotyczące jakości wody zasilającej
moduły EDI
Jednym z poważniejszych mankamentów uzdatniania wody
w procesie elektrodejonizacji jest konieczność zastosowania
wysokiej jakości wody zasilającej moduły. W praktyce warunki te
spełnia jedynie permeat po odwróconej osmozie, dlatego instalacje
przemysłowe do demineralizacji mają w tym przypadku charakter
zespołów RO-EDI (odwrócona osmoza może być jedno lub dwu-
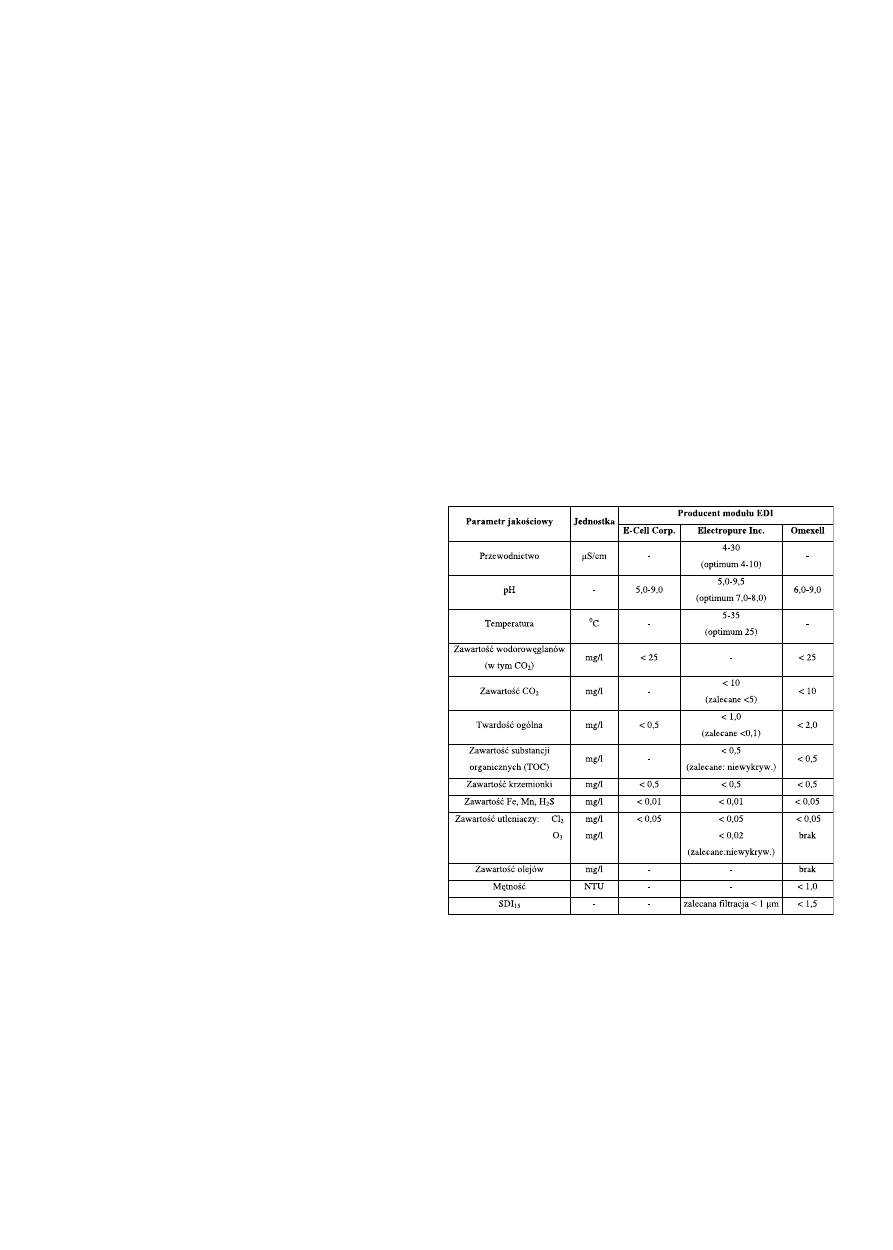
stopniowa). Wymagania dotyczące jakości wody zasilającej EDI
podawane przez różnych producentów zamieszczono w tabeli 1.
Wynika z niej, że parametry jakościowe wody kierowanej na
moduły elektrodejonizacji podawane przez różnych producentów
są zbliżone i bardzo wymagające. Zastosowanie jako etapu
poprzedzającego odwróconej osmozy pozwala jednak uzyskać stru-
mień wody zasilającej o właściwych parametrach. Niedotrzymanie
tych warunków może natomiast prowadzić do pogorszenia jakości
diluatu, skrócić okresy między zabiegami konserwującymi oraz
ogólną żywotność układu, a także ekonomiczność omawianego
procesu.
Poniżej omówiono skrótowo wpływ poszczególnych para-
metrów jakościowych wody zasilającej na funkcjonowanie
modułów EDI.
Przewodność jest wywoływana głównie przez silne kationy
i aniony. Ich zwiększona obecność obciąża masy jonitowe w "złożu
pracującym", prowadząc automatycznie do skrócenia "złoża
doczyszczającego" przeznaczonego do usuwania wodorowęglanów
i krzemionki, przez co obniża się jakość diluatu.
pH przy wartościach odbiegających od wymaganego zakresu
prowadzi do zakłócenia równowagi jonowej. Zbyt niskie powodu-
je powstawanie trudno usuwalnego wolnego CO
2
, zbyt wysokie
sprzyja powstawaniu osadów węglanowych w komorze koncen-
tratu (scaling).
Temperatura wpływa na lepkość wody, opory przepływu przez
złoże jonitowe, szybkość migracji jonów a także przewodzenie
prądu elektrycznego czyli ekonomiczność procesu.
Wodorowęglany i CO
2
powodują obciążenie "złoża doczysz-
czającego" utrudniając usuwanie krzemionki, co obniża jakość
diluatu. Przy podwyższonym pH wraz z jonami Ca
2+
i Mg
2+
tworzą
osady węglanowe w komorze koncentratu (scaling).
Twardość ogólna przy podwyższonym pH powoduje pow-
stawanie osadów węglanowych w komorze koncentratu (scaling).
Substancje organiczne (TOC) akumulują się na powierzchni
ziaren jonitów i membran prowadząc do ich zanieczyszczenia
(foulingu) oraz zablokowania miejsc aktywnych, co dotyczy
szczególnie żywicy anionitowej i membran anionoprzepuszczal-
nych.
Krzemionka jest najtrudniej usuwalna na modułach EDI,
wymaga długiego odcinka "złoża doczyszczającego", obniża jakość
diluatu.
Żelazo i mangan mogą katalizować utlenianie matrycy mem-
bran i żywic jonowymiennych, a także akumulować się w bardzo
wysokich ilościach w membranach i ziarnach jonitów.
Utleniacze (Cl
2
, O
3
) powodują degradację żywic jonowymien-
nych i membran obniżając skuteczność ich działania oraz żywot-
ność.
Oleje absorbują się na powierzchni membran i ziaren żywicy
powodując ich zablokowanie.
Zawiesiny mechaniczne (SDI, mętność) powodują mecha-
niczne zanieczyszczenia żywic i membran (fouling), zwiększają
opory przepływu, przy dużym nagromadzeniu mogą blokować
"ścieżki migracji jonów".
Wady i zalety elektrodejonizacji
Główne zalety elektrodejonizacji w porównaniu z klasyczną
końcową demineralizacją wody na dwujonitach to:
-
wyeliminowanie zużycia regenerantów i powstawania agresyw-
nych ścieków
-
ciągłość procesu (bez konieczności cyklicznej regeneracji)
-
stała wysoka jakość produktu końcowego
-
niewielkie rozmiary, mało instalacji towarzyszących (szafa
sterownicza, instalacja do czyszczenia chemicznego)
-
budowa modułowa pozwalająca na rozbudowę systemu
w zależności od potrzeb, oraz wyłączanie dowolnej części
układu z eksploatacji
-
niskie koszty eksploatacji
-
obsługa zautomatyzowana wymagająca niewielkiego nadzoru.
Główne wady i niedogodności elektrodejonizacji w porównaniu
z klasyczną końcową demineralizacją wody na dwujonitach to:
-
wysoki koszt inwestycyjny
-
wysokie wymagania dotyczące jakości wody zasilającej
(konieczność zastosowania odwróconej osmozy jako etapu
poprzedzającego)
-
wrażliwość na zanieczyszczenia
-
niewielkie doświadczenia w krajowej energetyce.
T a b e l a 1
Wymagania jakościowe dla wody zasilającej moduły EDI wg
wybranych producentów
Wyszukiwarka
Podobne podstrony:
Standardowe znakowanie dla potrzeb elektronicznej gospodarki
Standardowe znakowanie dla potrzeb elektronicznej gospodarki
badanie dla potrzeb fizjoterapii
GMap MVT dedykowany back end dla potrzeb wizualizacji zjawisk meteorologicznych w środowisku Go
elektrotechnika pytania dla ib
Wniosek o nadanie lub ustalenie numeru identyfikacyjnego dla potrzeb podsystemu INTRASTAT
PRZYKŁADOWE PYTANIA DLA STUDENTÓW, Technologie Ochrony Środowiska, Analiza Instrumentalna
Badanie dla potrzeb fizjoterapii, Studia, WSIZ, VI semestr, Fizjoterapia
Analiza rynku lokali mieszkalnych dla potrzeb podejścia porównawczego
Diagnostyka kolana dla potrzeb rehabilitacji ruchowej
elektrownie wiatrowe dla domu i Nieznany
Wyznaczanie wskaźników stabilności wody i napowietrzanie wody, Ochrona środowiska, Technologie wody
Pole elektryczne podręcznik dla uczniów
Klasyfikacja zawodów i specjalności dla potrzeb rynku pracy
sciagi, SIM, Systemy informacji marketingowej SIM - dostarczają informacji dla potrzeb zarządzani
więcej podobnych podstron