ĆWICZENIE 2
POMIAR WYMIARÓW ZEWNĘTRZNYCH.
Cel ćwiczenia:
Celem ćwiczenia jest zapoznanie ucznia z ważniejszymi metodami pomiaru wymiarów
zewnętrznych
Część teoretyczna
Wymiarem zewnętrznym nazywa się odległość pomiędzy powierzchniami których
wewnętrzne otoczenie jest wypełnione materiałem.
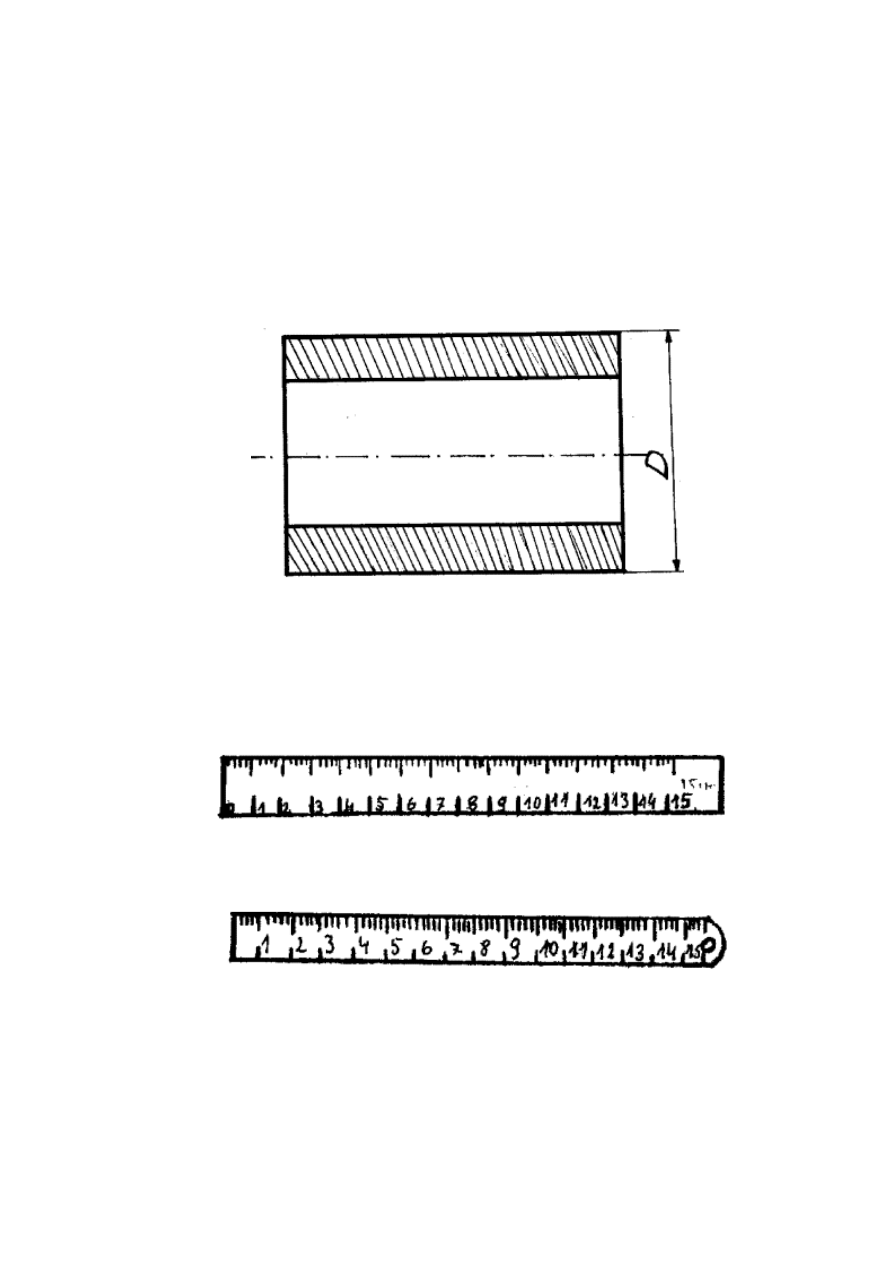
1. Przymiary
a) przymiar warsztatowy krańcowo-kreskowy sztywny - w postaci linijki stalowej
o długości 1500 : 1000 mm z jedną lub dwoma podziałkami oraz z działką elementarną
0,5mm i 1mm. Dokładność pomiaru zależy od zakresu pomiarowego + 0,1mm do + 0,2mm.
b) przymiar warsztatowy krańcowo-kreskowy półsztywny - w postaci taśmy stalowej
zwiniętej pierścieniowo na szpulki, umieszczony w odpowiednim futerale.
Oś szpuli na zewnątrz futerału jest zakończona korbką do zwijania taśmy.
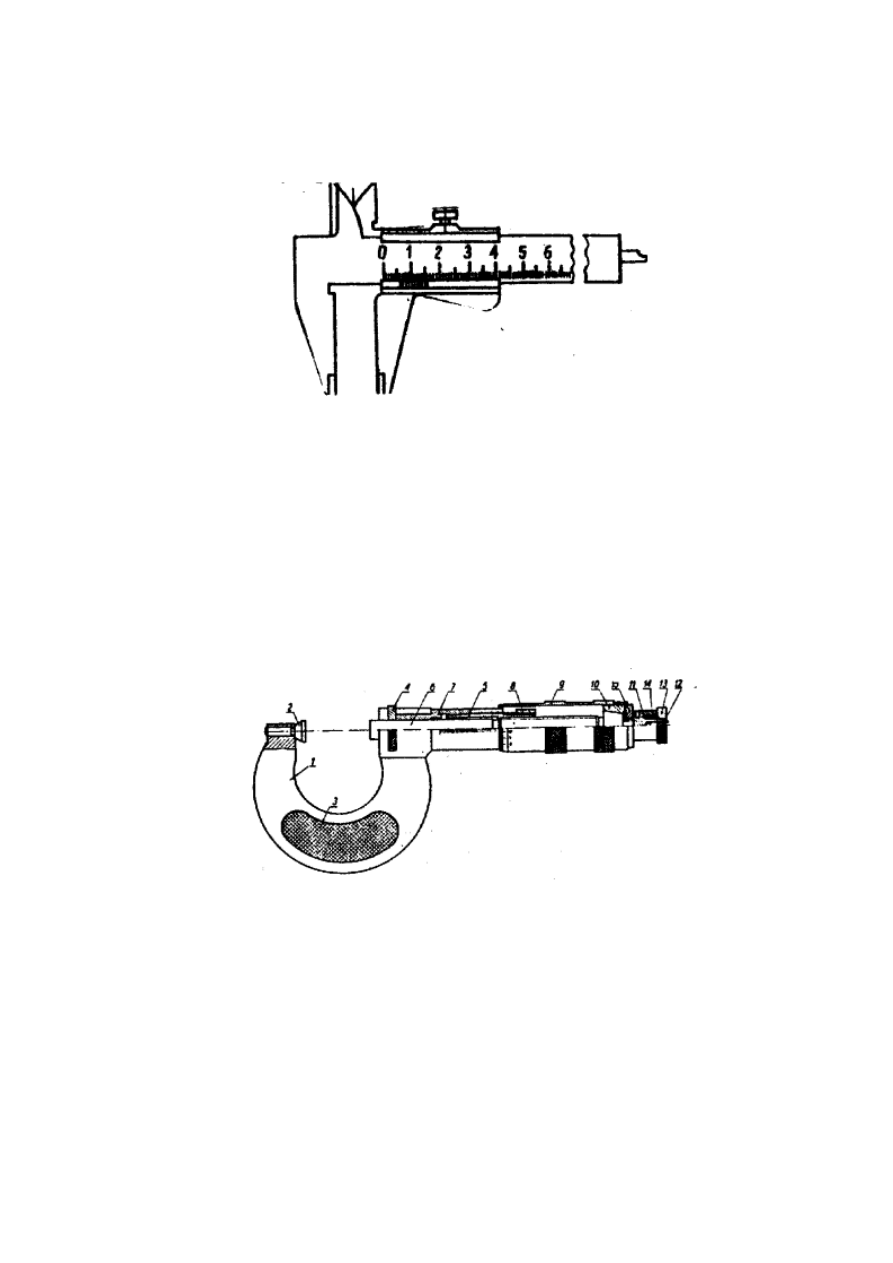
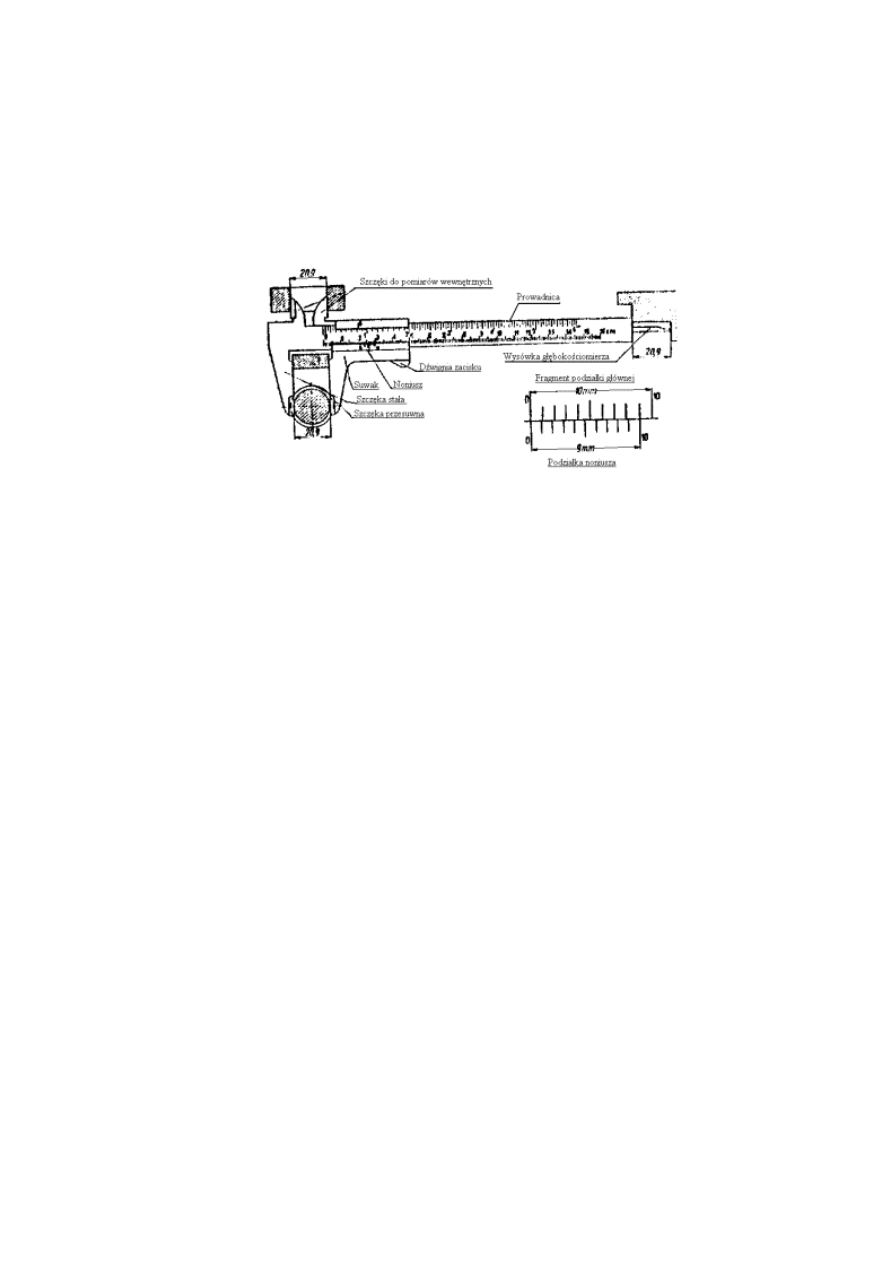
2. Suwmiarki - są jednostronne lub dwustronne, mają specjalną podziałkę kreskową
tzn. noniusz, umożliwiają odczytanie wielkości mierzonej z uwzględnieniem części
milimetra. Suwmiarki mogą mieć suwak wyłącznie z przesuwem ręcznym, albo też ze śrubą
mikrometryczną do dokładnego przesuwania suwaka, szczęki do pomiarów wewnętrznych
mogą być umieszczone po przeciwnej stronie szczęk do pomiarów zewnętrznych, albo obie
szczęki są z jednej strony.
Suwmiarki są wykonane w różnych rozmiarach o największym rozsuwie szczęk:
100; 125; 150; 200; 300; 500; 2000 mm.
Suwmiarki są wykonywane o dokładności pomiaru 0,1 mm, 0,05 mm. Ostatnia
ma suwak przesuwany śrubą mikrometryczną. Suwmiarką mierzymy grubość przedmiotu,
średnice zewnętrzne i wewnętrzne oraz głębokość otworu. Odczyt liczby całych milimetrów
jest wskazany przez zerową kreskę noniusza znajdującą się na przedłużeniu pewnej kreski
prowadnicy.
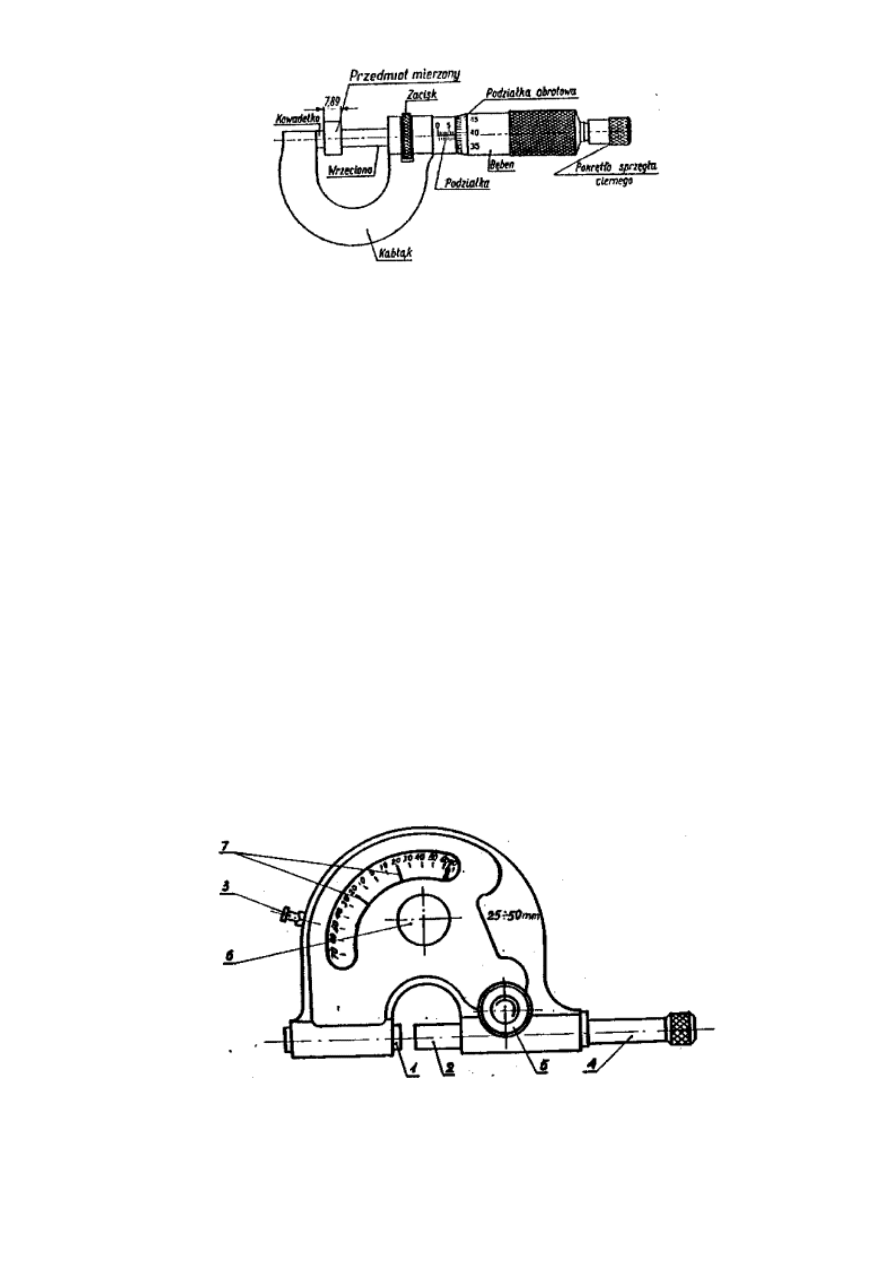
Przyrządy mikrometryczne
a) mikrometr zewnętrzny służy do pomiaru wymiarów zewnętrznych (grubości, długości
i średnicy ). Zależnie od zakresu pomiarowego oraz klas dokładności ich dokładność wynosi
+ 0,002 ÷ + 0,02 mm. Na tulei stałej z podziałką wzdłużną wzdłuż tworzącej walec,
znajduje się kreska, a z obu jej stron nacięte są dwie podziałki milimetrowe, przy czym
jedna jest przesunięta względem drugiej o 0,5 mm. Na bębnie pomiarowym, obwód bębna
jest podzielony na 50 równych części. Mikrometry są budowane o różnych wielkościach
o zakresie pomiarowym o 25 mm, 50 75 mm, 75 100 mm. Odczyt pomiaru:
- milimetry i połówki milimetra odczytuje się na podziałce wzdłużnej, setne części
milimetra odczytujemy na podziałce poprzecznej, licząc działki od zera do kresu podziałki
odpowiadającej przedłużeniu wzdłużnej kreski tulei stałej.
b) Mikrometr wewnętrzny – służy do pomiaru wymiarów wewnętrznych (średnic)
otworów, szerokich rowków i wgłębień. Powierzchnie pomiarowe znajdują się po zewnętrznej
stronie szczęk. Mikrometry te są wyrabiane dla zakresów pomiarowych 5÷30 mm
i 30÷55 mm
c) Średnicówka mikrometryczna – służy do pomiaru średnic otworów powyżej 50 mm.
W razie potrzeby pomiaru większych średnic można zastosować przedłużacze. Średnicówkę
należy umieszczać w otworze prostopadle do powierzchni wewnętrznej otworu wzdłuż
średnicy otworu.
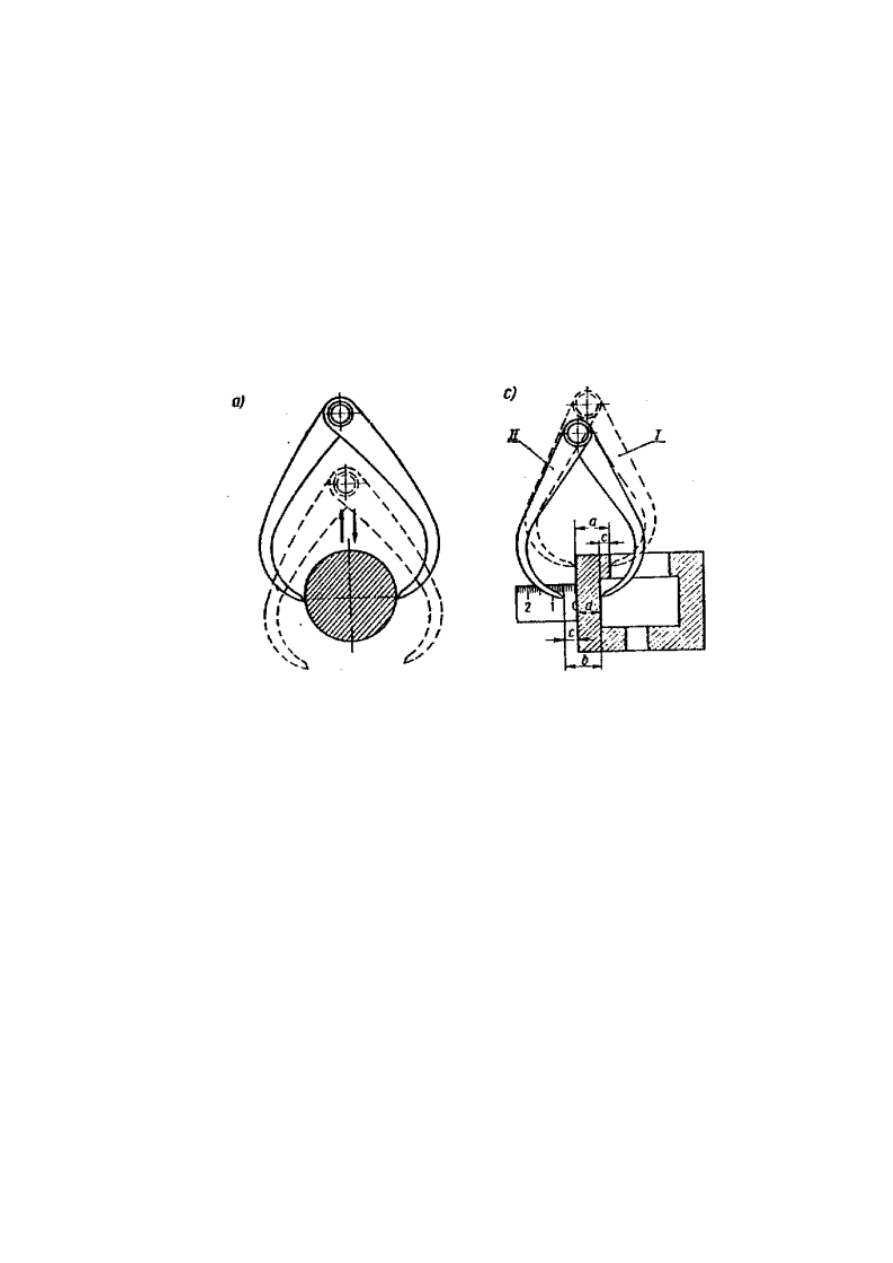
Pomiar wymiarów za pomocą przymiaru kreskowego i macek zewnętrznych
Zadanie :
1. Zmierzyć mackami zewnętrznymi dany przedmiot
2. Wykonać zestaw wyników
Sprzęt mierniczy :
1. Warsztatowy przymiar krańcowo – kreskowy o zakresie mierniczym 300 mm
i wartości działki elementarnej 1mm
2. Macki zewnętrzne
3. Kątownik 90 stopni ze stopką MKS 250/III PN- 74/M- 53160
Czynności przed pomiarem :
1. Sprawdzić ogólny stan przymiaru kreskowego
2. Sprawdzić ogólny stan macek zewnętrznych
Czynności w czasie pomiaru :
1. Ramiona macek, rozwarte w nieco większym stopniu niż mierzona średnica,
naprowadzić od góry na mierzony przedmiot w kierunku prostopadłym do jego osi
2. Zetknąć końcówki miernicze macek z mierzoną powierzchnią przedmiotu.
3. Wykonać parę ruchów mackami w górę i w dół w celu sprawdzenia czy ich ramiona
obejmują przedmiot dokładnie
4. Po ustaleniu właściwego rozstawu macek zdejmuje się je delikatnie i przykłada
do przymiaru kreskowego w celu odczytania wyniku.
Przymiar jest ułożony na stopce kątomierza.
Czynności po pomiarze :
1. Starannie wytrzeć sprzęt mierniczy i zakonserwować.
Pomiary suwmiarkami o różnych noniuszach.
Zadanie :
1. Zmierzyć przedmiot suwmiarkami o noniuszach:
a) 0,1 mm
b) 0,05 mm
c) 0,02 mm
2. Sporządzić zestawienie porównawcze
Sprzęt mierniczy :
1. Suwmiarka o noniuszu 0,1 mm MAVb PN- 72/M- 53131
2. Suwmiarka o noniuszu 0,05 mm MAVe PN- 72/M- 53131
3. Suwmiarka o noniuszu 0,02 mm MAJE 200 PN- 58/m- 53132
Czynności przed pomiarem :
1. Sprawdzić stan powierzchni i krawędzi mierniczej suwmiarek
2. Sprawdzić, czy suwaki suwmiarek dają się lekko przesuwać wzdłuż ich prowadnic.
3. Sprawdzić zerowe wskazania suwmiarek
Czynności w czasie mierzenia :
1. Po zwolnieniu śruby zaciskowej rozsunąć szczęki miernicze na odległość nieco
większą od mierzonego wymiaru
2. Rozwartymi szczękami suwmiarki trzymanej w prawej ręce objąć przedmiot mierzony.
Należy pamiętać, że szczęki suwmiarki należy nasuwać jak najgłębiej na mierzony
przedmiot.
3. Zsunąć szczęki i docisnąć ich powierzchnie do przedmiotu zwracając uwagę
na prostopadłe położenie suwmiarki do mierzonej powierzchni
4. Dokonać odczytu wymiaru po stwierdzeniu, że nie ma luki między szczękami
suwmiarki a przedmiotem mierzonym
Czynności po mierzeniu :
1. Przeczyścić przyrządy miernicze i zakonserwować.
Pomiar mikrometrem
Zadanie :
1. Zmierzyć średnicę zewnętrzną danego przedmiotu
2. Wykonać zestawienie wyników
Sprzęt mierniczy :
1. Mikrometr MMZb o zakresie 0,25 mm lub 25÷50mm klasa I
2. Płytka wzorcowa
Czynności przed mierzeniem :
1. Sprawdzić ogólny stan techniczny mikrometru
2. Sprawdzić wskazania mikrometru poprzez kilkakrotne zmierzenie danej płytki
wzorcowej
Ewentualną różnicę notuje się w celu wniesienia poprawek.
Czynności w czasie mierzenia:
1. Nałożyć mikrometr na mierzony przedmiot od dołu w płaszczyznie I-I, położeniach
pomiarowych 1 i 2 i przez pokręcenie palcami prawej ręki pokrętła sprzęgła
spowodować zetknięcie się powierzchni mierniczej z przedmiotem
2. W czasie mierzenia należy zwrócić uwagę, czy powierzchnie miernicze znajdowały się
na średnicy przedmiotu czy na jego cięciwie
3. Po stwierdzeniu poprawnego położenia mikrometru odczytać wyniki pomiarów.
4. Zmierzyć przedmiot w płaszczyźnie II-II
Czynności po mierzeniu :
1. Uporządkować sprzęt mierniczy
Przebieg pomiarów:
1. Przyrządy służące do pomiarów :
•
passa metr
•
mikrometr
•
komplet płytek wzorcowych
2. Sprawdzamy zakres pomiarowy passa metru.
3. Sprawdzamy stan techniczny passa metru przez oględziny.
4. Po uzyskaniu przydatności przyrządu do pomiaru ustawiamy wskaźniki czujnika
dźwigniowo- zębatego wg. żądanych odchyłek. Ustawienie wskaźników
przeprowadzamy za pomocą specjalnego kluczyka, który stanowi wyposażenie passa
metru. Kluczyk po zdjęciu pokrywy oznaczonej na rys.6 wkładamy w otwory
i pokręcając nim ustawiamy wskaźniki w żądane położenie
5. Zwalniamy zacisk oznaczony na rys. nr 5 i za pomocą pokrętła nr 4 odsuwamy
wrzeciono nr 2
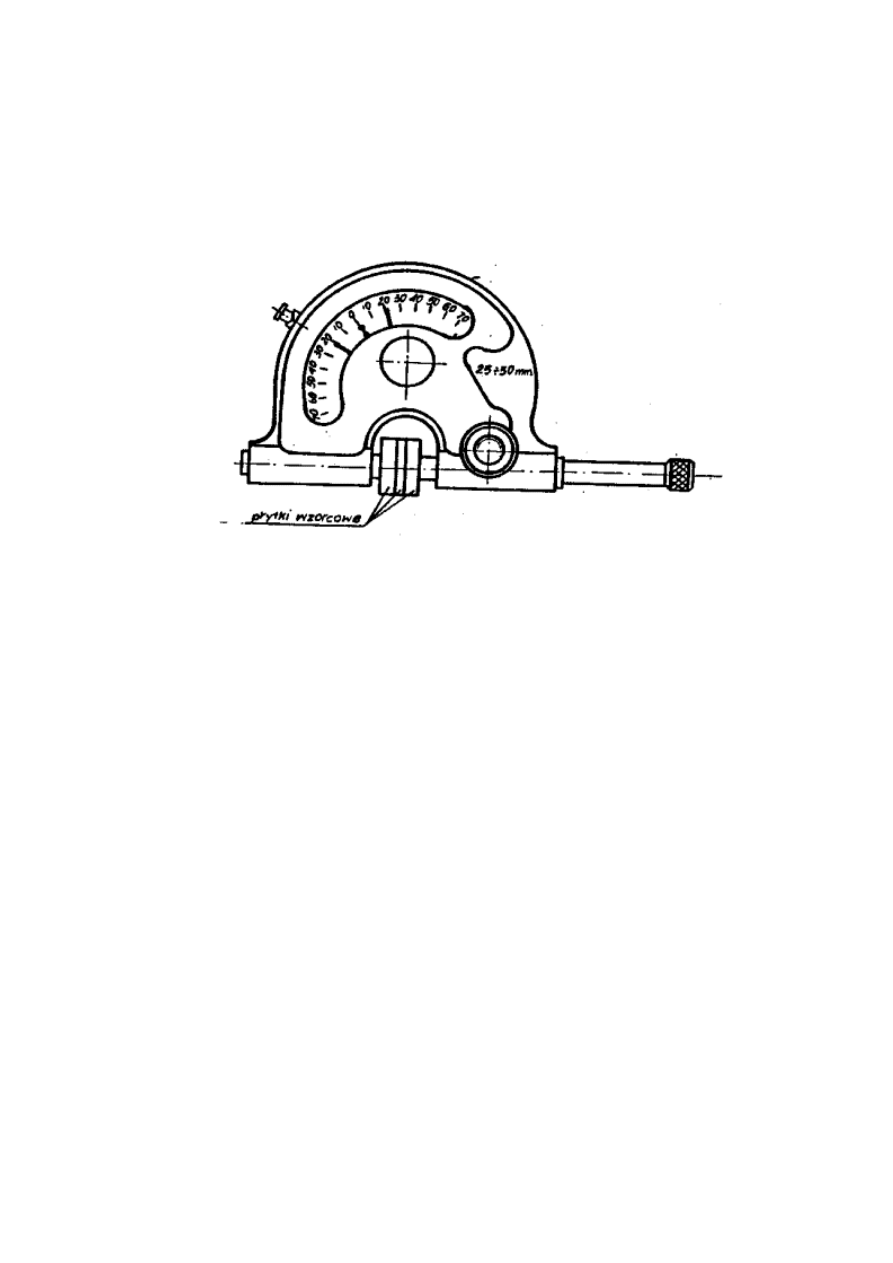
6. Po złożeniu płytek wzorcowych na wymiar nominalny, wstawiamy je między odsunięte
wrzeciono nr 2 a ruchome kowadełko nr 1. Następnie pokręcamy pokrętłem nr 4
przesuwając wrzeciono do momentu aż wskazówka czujnika passa metru wskaże
nam zero.
7. Po ustawieniu wskazówki passa metru na zerze, zaciskamy zacisk nr 5 który
unieruchomi nam wrzeciono nr 2 i sprawdzamy ustawienie wskaźnika zerowego
przez kilkakrotne naciskanie przycisku cofacza nr 3, który cofa ruchome kowadełko
nr 1. W przypadku uchybień należ skorygować ustawienie passa metru.
8. Po skorygowaniu ustawienia naciskamy przycisk cofacza nr 3 i wyjmujemy stos
płytek wzorcowych. Na miejsce stosu płytek wzorcowych wkładamy sprawdzany
wałek.
9. Po wstawieniu sprawdzanego wałka zwalniamy przycisk cofacza nr3 i sprawdzamy
położenie wskazówki czujnika passa metru.
10. W razie konieczności ustalenia dokładnego wymiaru wałka należy odczytać jaka
została wskazana przez wskazówkę czujnika od wymiaru nastawczego i obliczyć
wymiar rzeczywisty.
LITERATURA:
1. „Laboratorium pomiarów wielkości geometrycznych”
praca zbiorowa pod red. Eugeniusza Ratajczyka
2. „Pasowania i pomiary” – E. Janke
3. „Ćwiczenia z pasowań i wymiarów warsztatowych” Romuald Kolman
4. „Pracownia techniczna” – Czesław Struzik

WIADOMOŚCI UZUPEŁNIAJĄCE
1. Podstawowe określenia:
- wymiar jest to wartość długości (wymiar liniowy) lub wartość kąta (wymiar kątowy)
wyrażona iloczynem liczby i przyjętej jednostki miary; jeżeli stosuje się termin wymiar
bez dodatkowego określenia, to najczęściej rozumie się przez to wymiar liniowy.
- wałek jest to umowny termin dotyczący elementów przedmiotu określonych
wymiarem zewnętrznym, w szczególności elementów walcowych o przekroju kołowym,
jak również elementów ograniczonych powierzchniami, wśród których można wyróżnić
dwie równoległe płaszczyzny.
- tolerancja T jest to dopuszczalny zakres zmienności wymiaru. Jest to różnica
wymiaru głównego B i dolnego A lub różnica odchyłki górnej i dolnej.
T = B – A
T
w
= es – ei oraz T
0
= ES – EI
Tolerancja jest zawsze dodatnia.
- pole tolerancji jest to obszar ograniczony wymiarem górnym i dolnym, określony
tolerancją i położeniem względem wymiaru nominalnego. W graficznym przedstawieniu
pole tolerancji jest zawarte między dwiema prostymi równoległymi odpowiadającymi
zarówno wymiarom granicznym, jak i odchyłkom granicznym odniesionym do linii
zerowej.
- oznaczenie pola tolerancji
1) zapis symbolowy: za pomocą symbolu odchyłki podstawowej i klasy dokładności (np.
H8, g7); oznaczenie pola tolerancji podaje się za wymiarem nominalnym elementu (np.
50H8, 50g7);
2) zapis liczbowy: przez podanie odchyłek granicznych w postaci liczb,; odchyłki
graniczne w zakresie liczbowym wyraża się w takich samych jednostkach miary, jak
wymiar nominalny, bez oznaczenia jednostek;
3) zapis symbolowo-liczbowy: przez łączne podanie zapisu symbolowego i liczbowego.
Przykład:
50g6 oznacza wałek (g) o wymiarze nominalnym 50 mm i klasie dokładności 6.
50 g 6
gdzie:
50 – wymiar nominalny, g – oznaczenie położenia pola tolerancji wałka (mała litera),
6 – klasa dokładności.
- wymiar maksimum materiału (MML) to wymiar graniczny, któremu odpowiada
największa ilość materiału danego elementu, tzn.:
1) wymiar górny Bw wałka,
2) wymiar dolny Ao otworu.
Wymiar MML jest sprawdzany sprawdzianem przechodnim.
Symbol MML jest skrótem angielskich słów: Maximum Material Limit – granica maksimum
materiału.
- wymiar minimum materiału (LML) to wymiar graniczny, któremu odpowiada
najmniejsza ilość materiału danego elementu, tzn.:
1) wymiar dolny Aw wałka,
2) wymiar górny Bo otworu.
Wymiar LML jest sprawdzany sprawdzianem nieprzechodnim.
Symbol LML - skrót angielskich słów: Least Material Limit - granica minimum materiału.
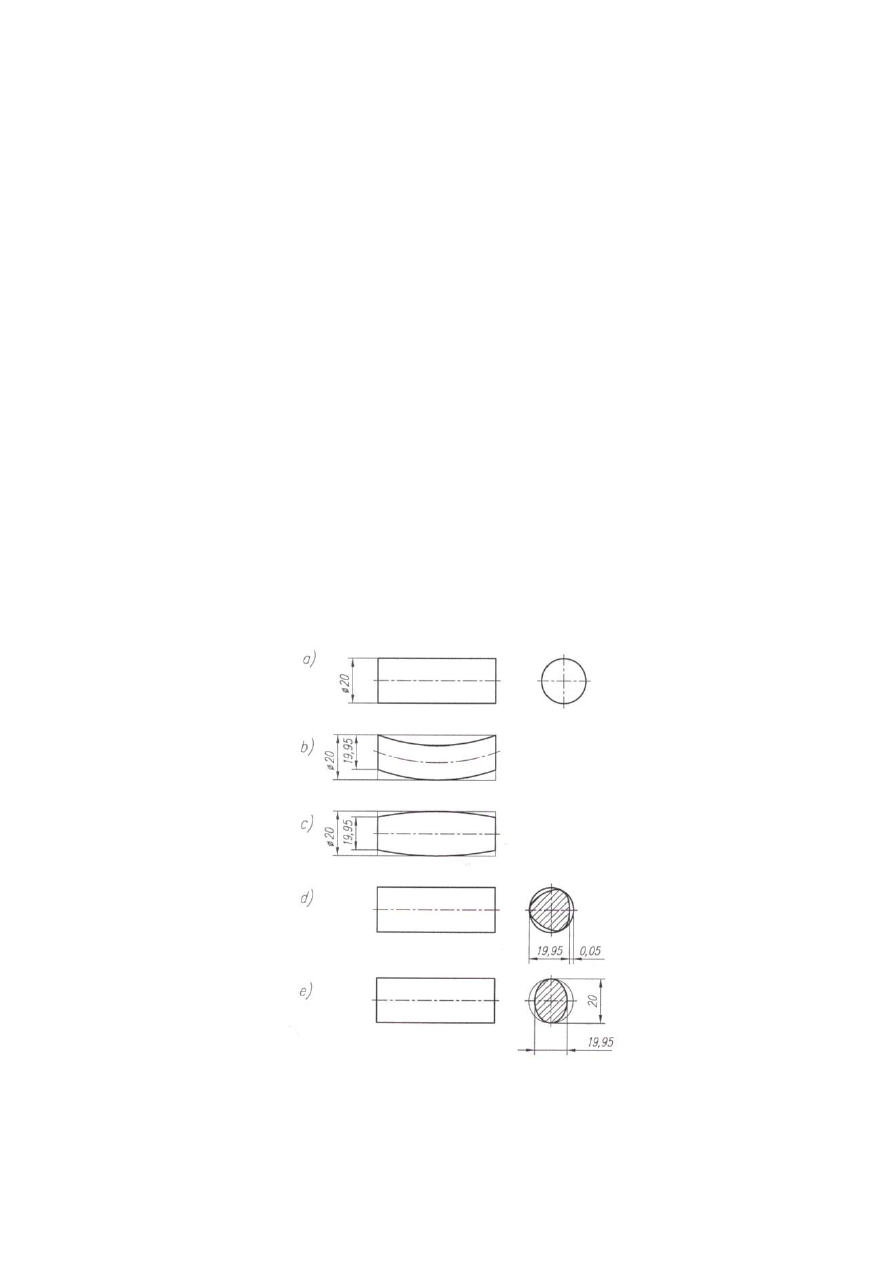
2. Zasady tolerowania:
A) tolerowanie tradycyjne
Rys. 1 Przykład wyrobów dobrych dla wałka tolerowanego tradycyjnie (przypadki skrajne) o
wymiarze 20
0/-0,05
(wszystkie wyroby mieszczą się w powłoce średnicy MML, żadna średnica lokalna
nie jest mniejsza od wymiaru LML, odchyłki kształtu mieszczą się w polu tolerancji wymiaru):
a) średnice lokalne zaobserwowane równe wymiarowi MML, odchyłki okrągłości
i prostoliniowości równe zeru,
b) średnice lokalne zaobserwowane równe wymiarowi LML, odchyłka okrągłości równa
zeru, odchyłka prostoliniowości osi równa tolerancji wymiaru,
c) zaobserwowane średnice lokalne: najmniejsza równa wymiarowi LML, największa
równa wymiarowi MML, odchyłka okrągłości równa zeru, odchyłka prostoliniowości
tworzącej (baryłkowość) równa połowie tolerancji wymiaru,
d) wszystkie średnice lokalne (mierzone dwupunktowo) równe wymiarowi LML, odchyłki
prostoliniowości równe zeru, odchyłka okrągłości (trójgraniastość) wykorzystuje całą
tolerancję wymiaru,
e) średnice lokalne: minimalna równa wymiarowi LML, maksymalna równa wymiarowi
MML, odchyłka prostoliniowości równa zeru, odchyłka okrągłości (owalność) równa
połowie tolerancji wymiaru.
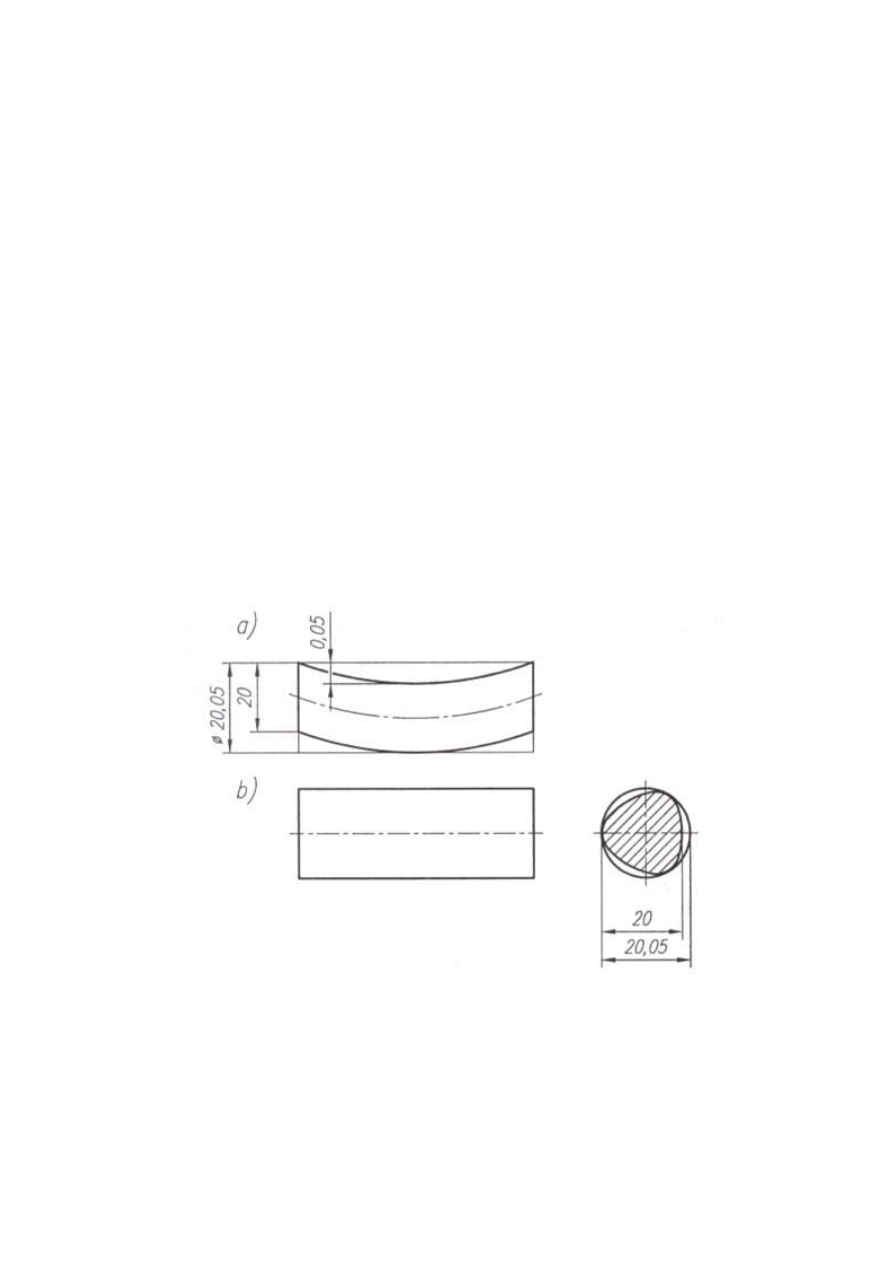
A) tolerowanie niezależne
Rys. 2 Przykłady wyrobów dobrych dla wałka (przypadki skrajne) tolerowanego niezależnie
o wymiarze 20
0/-0,08
tolerancji okrągłości równej 0,05 mm i tolerancji prostoliniowości równej
0,05 mm (wyroby nie mieszczą się w powłoce o średnicy MML):
a) średnice lokalne zaobserwowane równe wymiarowi MML, odchyłka okrągłości równa
zeru, odchyłka prostoliniowości równa tolerancji prostoliniowości,
b) średnice lokalne zaobserwowane (mierzone dwupunktowo) równe wymiarowi MML,
odchyłka prostoliniowości równa zeru, odchyłka okrągłości (trójgraniastość) równa
tolerancji okrągłości.
3. Odchyłki i tolerancje kształtu:
- odchyłka prostoliniowości. Rozróżnia się trzy rodzaje odchyłek prostoliniowości.
Pierwsza to odchyłka prostoliniowości w płaszczyźnie (zarys rzeczywisty jest krzywą
płaską). Taki przypadek dotyczy np. tworzącej walca lub stożka. Jeśli zarys rzeczywisty
(lub oś) jest krzywą przestrzenną, jako odchyłkę prostoliniowości przyjmuje się średnicę
najmniejszego walca obejmującego zarys rzeczywisty (oś rzeczywistą). Trzecia możliwość
to zrzutowanie zarysu rzeczywistego (osi rzeczywistej) na wyznaczoną płaszczyznę i
zastosowanie wobec tego rzutu definicji odchyłki prostoliniowości w płaszczyźnie. W
takim przypadku mówi się o odchyłce prostoliniowości w wyznaczonym kierunku.
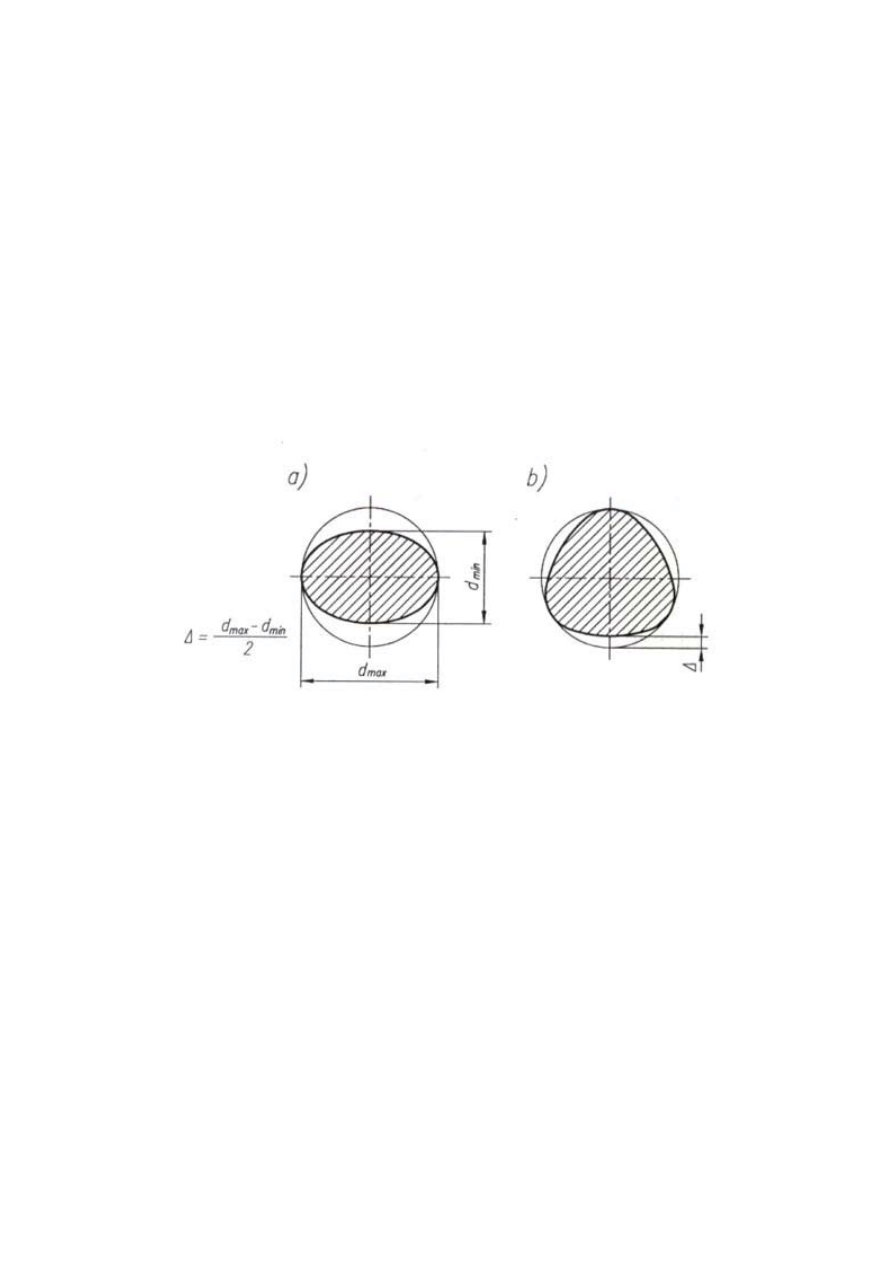
- odchyłka okrągłości występuje w stosunku do okręgu przylegającego lub w
stosunku do okręgu średniego. Szczególnymi przypadkami odchyłki okrągłości są
owalność i graniastość.
Rys. 3 Odchyłki okrągłości
a) owalność,
b) graniastość.
- odchyłka walcowości jest zdefiniowana analogicznie do odchyłki okrągłości.
- odchyłka zarysu przekroju wzdłużnego.
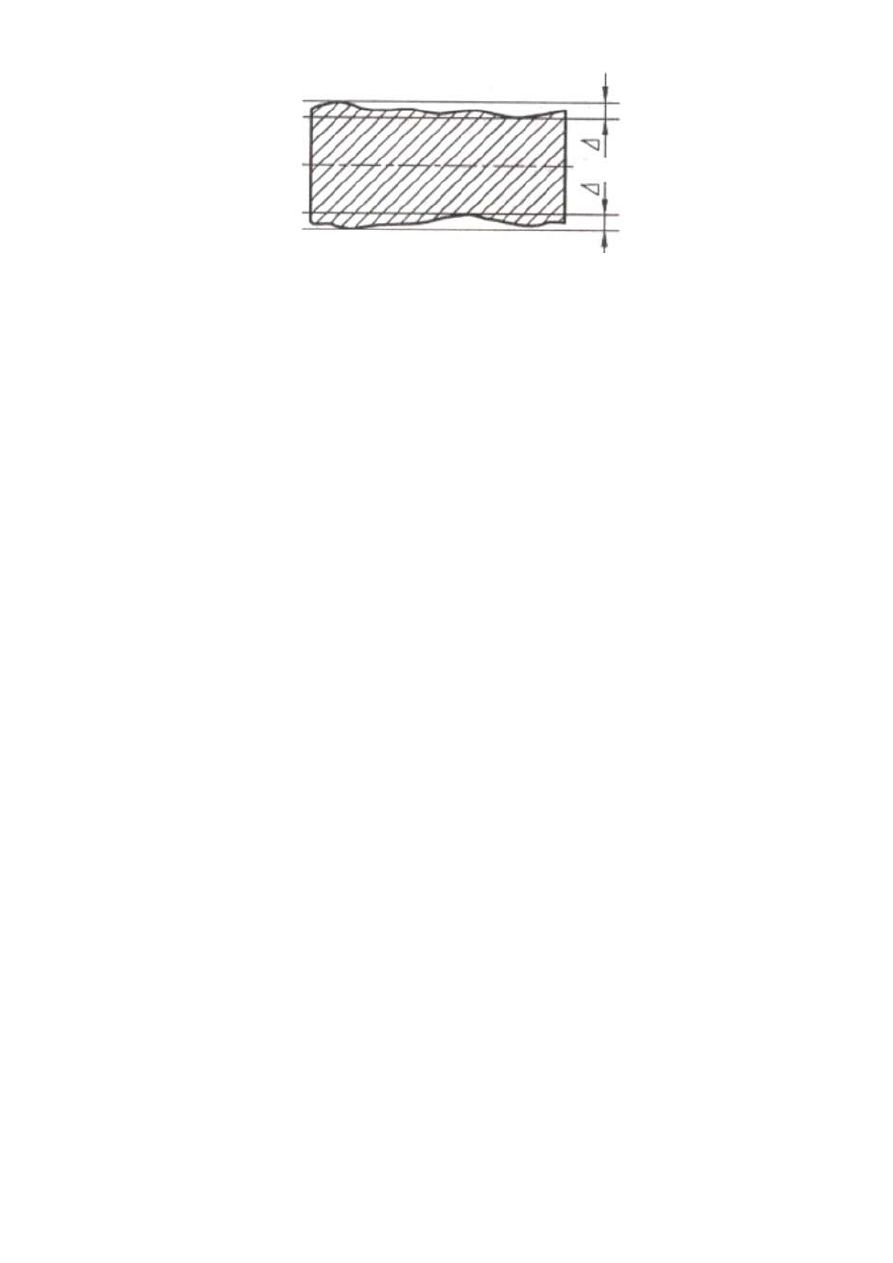
Rys. 4 Odchyłka zarysu przekroju wzdłużnego
4. Strategia pomiaru:
a) związek między niepewnością pomiaru i tolerancją wymiaru
Niepewność pomiaru e
p
jest zespołem błędów granicznych przypadkowych oraz błędów
systematycznych oszacowanych.
Niepewność pomiaru e
p
powinna być małą częścią tolerancji T wymiaru.
Ze względów techniczno-ekonomicznych należy przestrzegać podstawowego związku między
dopuszczalną niepewnością pomiaru e
pd
i tolerancją T mierzonego wymiaru:
.
2
,
0
1
,
0
T
e
T
pd
≤
≤
Dla klas dokładności od 9 do 18 stosuje się e
pd
= 0,1T. W klasach dokładniejszych od 5 do
8 można przyjmować większe wartości, jednak takie, aby
.
2
,
0 T
e
pd
≤
W celu ułatwienia racjonalnego doboru przyrządów pomiarowych dla wielu przypadków
zostały obliczone przewidywane niepewności pomiaru e
p
, które podaje się za pomocą
wykresów, tablic, wzorów
.
2
,
0
1
,
0
T
e
T
p
≤
≤
Należy pamiętać, że po pomiarze przewidywaną niepewność pomiaru można uważać za
rzeczywistą niepewność pomiaru.
b) zasady doboru przyrządów pomiarowych
Każdy pomiar musi być wykonany jedną z dwóch metod pomiarowych: bezpośrednią lub
pośrednią. Przy doborze przyrządów pomiarowych do wykonania określonego zadania
pomiarowego należy kierować się poniższymi zasadami:
Zasada 1. Wybór przyrządu pomiarowego zależy od rodzaju mierzonego wymiaru
(zewnętrzny, wewnętrzny, mieszany lub pośredni). Wyjątek stanowią przyrządy pomiarowe.
Zasada 2. W pomiarach metodą bezpośrednią wymiar mierzony powinien mieścić się
między dolną i górną granicą zakresu pomiarowego. Jeżeli pomiar jest wykonywany metodą
różnicową, zaleca się, by wymiar wzorca niewiele różnił się od mierzonego wymiaru.
Zasada 3. Kształt produktu i mierzony wymiar decydują o sposobie podparcia produktu
podczas pomiaru: na stoliku pomiarowym, na płycie, w kłach lub na pryzmie.
Zasada 4. Kształt i ciężar mierzonego produktu mają wpływ na wybór przyrządu
pomiarowego. Od kształtu zależy także sposób odbierania informacji o mierzonym wymiarze
(stykowy, bezstykowy lub stykowo-optyczny).
Zasada 5. Przewidywana niepewność pomiaru e
p
powinna być częścią tolerancji mierzonego
wymiaru.
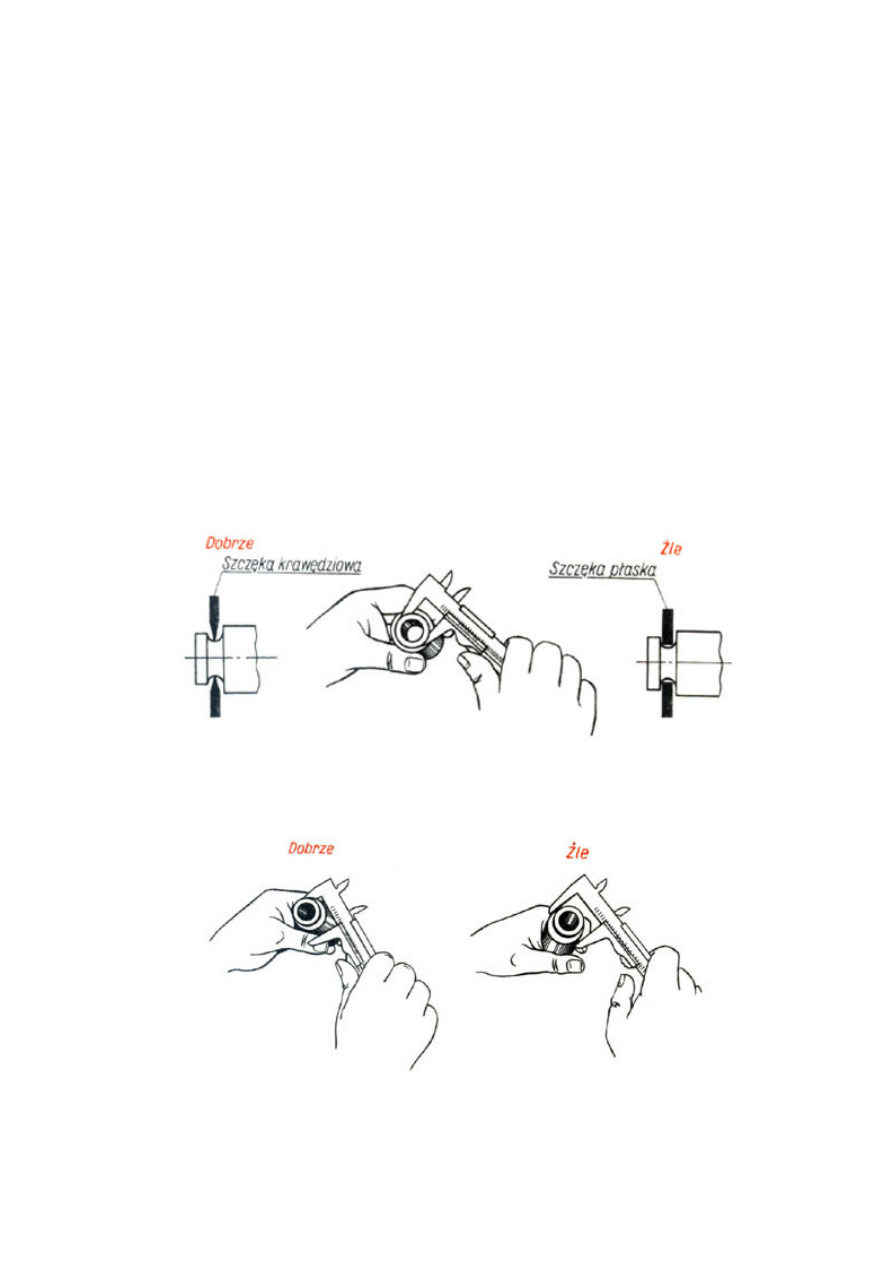
5. Pomiar suwmiarką:
Zaleca się, aby mierzony przedmiot wprowadzać głęboko między szczeki płaskie suwmiarki,
możliwie blisko prowadnicy. Szczęki należy dociskać prostopadle do powierzchni
mierzonego przedmiotu, w miejscach wyznaczających wymiar. Średnicę rowka mierzy się
częścią krawędziową szczęk.
Rys. 5 Pomiar średnicy rowka.
Rys. 6 Pomiar suwmiarką wymiaru zewn.
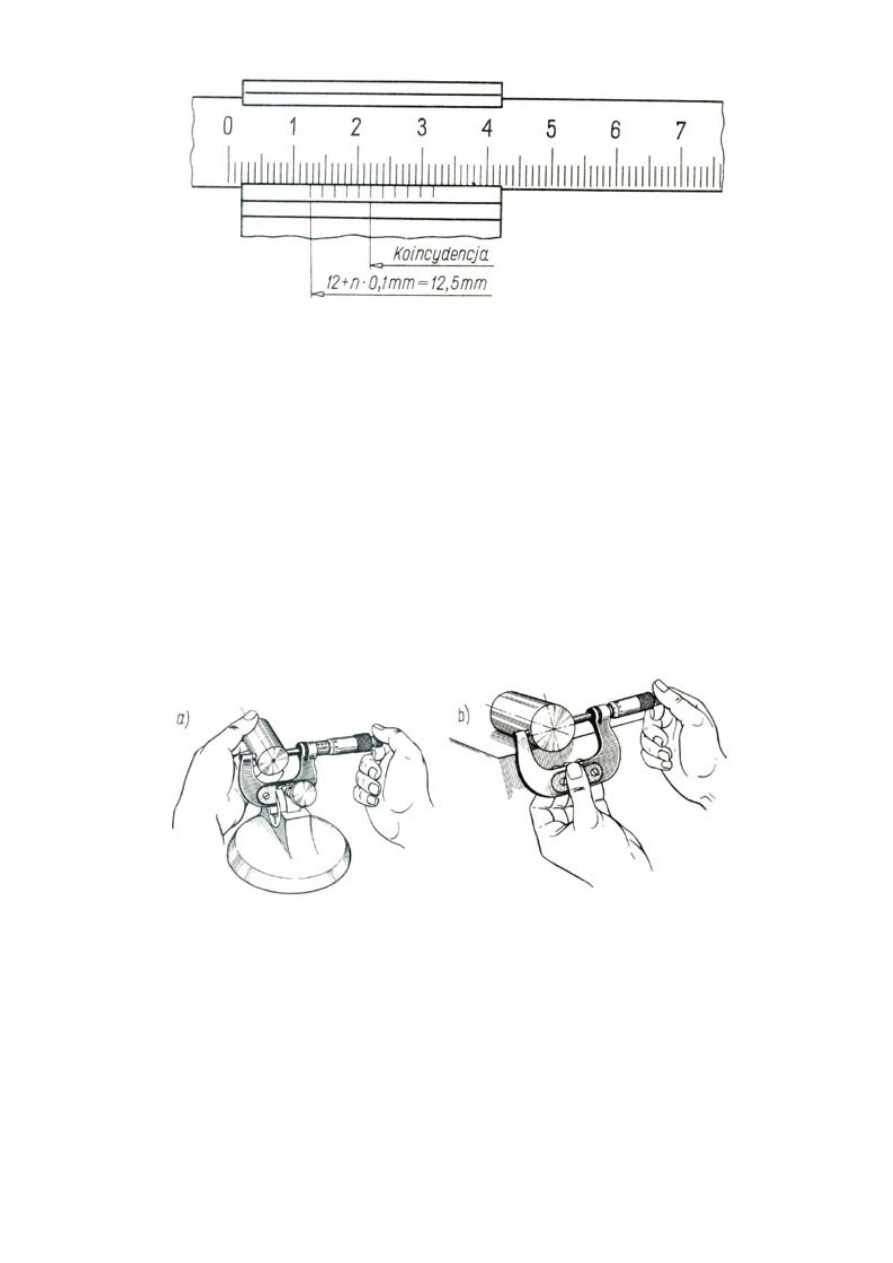
Rys. 7 Odczytanie wskazania suwmiarki z noniuszem 12,5 mm
6. Pomiar mikrometrem:
Wskazanie zerowe mikrometru o zakresie pomiarowym 0 – 25 mm sprawdza się przez
bezpośrednie zetkniecie powierzchni pomiarowych wrzeciona i kowadełka. Mikrometry
o większym zakresie pomiarowym sprawdza się wzorcem nastawczym lub odpowiednią
płytką wzorcową (L – 25 mm, 50 mm, 75 mm itd.).
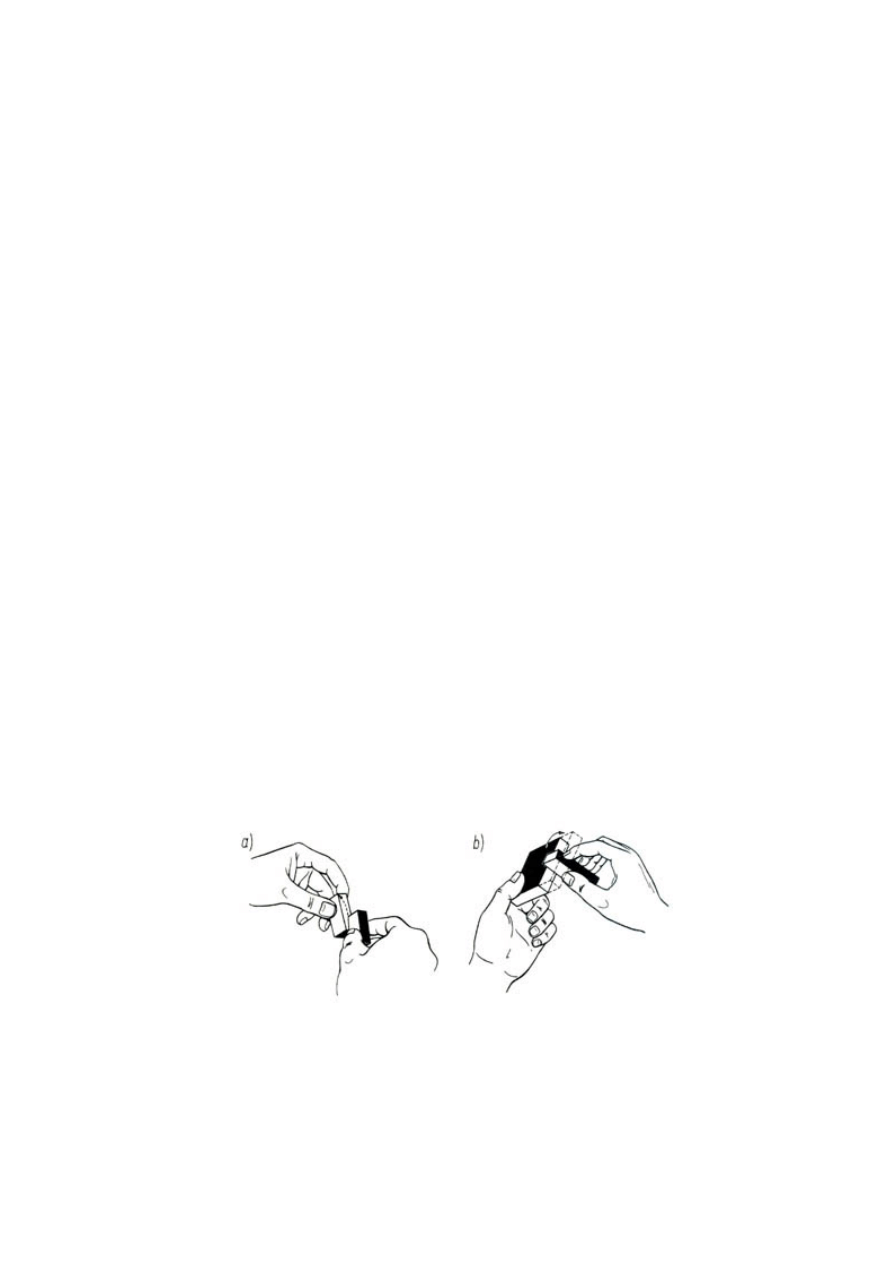
W czasie pomiaru mikrometr może być trzymany w ręku bądź zamocowany w podstawie.
Jeżeli przedmiot jest mały i lekki, mikrometr mocuje się w podstawie. Mierzony przedmiot
należy wówczas trzymać lewą ręką, prawą zaś obracać pokrętło sprzęgła. Gdy przedmiot jest
duży i cięższy od mikrometru, mikrometr należy trzymać palcami lewej ręki poprzez
nakładki kabłąka.
Rys 8 Pomiar mikrometrem zewn.: a) przedmiot mały i lekki, b) przedmiot duży i ciężki
Mierzony wymiar obejmuje się swobodnie końcówkami pomiarowymi mikrometru i obraca
palcami prawej ręki pokrętło sprzęgła aż do oporu, gdy sprzęgło nie jest w stanie dalej
obrócić bębna. Przerwawszy pokręcanie, należy lekko poruszać mikrometrem, by upewnić
się, czy końcówki dobrze przylegają do powierzchni wyznaczających mierzony wymiar.
Następnie należy dokonać jedno lub dwa pokręcenia sprzęgłem o pół obrotu, aby usunąć
ewentualny luz powstały przy sprawdzaniu przylegania powierzchni pomiarowych
do przedmiotu.
Po tych czynnościach można przystąpić do odczytywania wskazania. Wskazanie
mikrometru o wartości działki elementarnej 0,01 mm interpoluje się do tysięcznych części
milimetra.
Niepewność pomiaru mikrometrami zewnętrznymi można obliczyć wg wzoru:
)
40
4
(
L
ep
+
=
m
μ
gdzie: L jest mierzoną długością w mm.
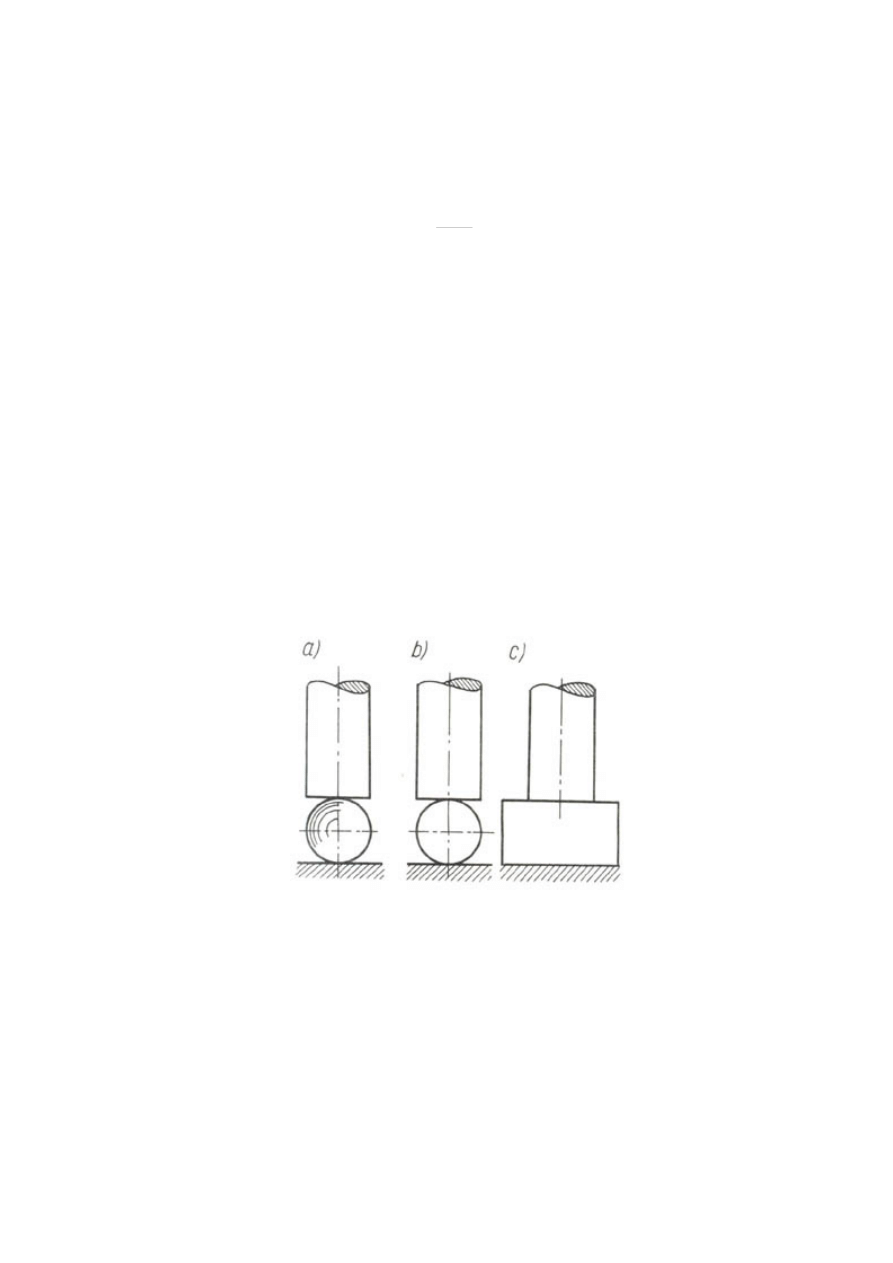
7. Pomiar czujnikami i płytkami wzorcowymi:
W warunkach przemysłowych pomiar za pomocą czujnika z równoczesnym użyciem płytek
wzorcowych (metodą różnicową) należy do dokładniejszych. Pomiaru dokonuje się techniką
pomiarową stykową. Styk końcówki pomiarowej (a także stolika pomiarowego) z mierzonym
przedmiotem może być punktowy, liniowy lub powierzchniowy.
Rys. 9 Rodzaje styków płaskiej końcówki pomiarowej z mierzonymi przedmiotami:
a) punktowy, b) liniowy, c) powierzchniowy.
Wybór końcówki pomiarowej (wymienialnej nasadki) zależy od kształtu mierzonego
przedmiotu w miejscu styku. Najkorzystniejszy jest styk punktowy, aby go uzyskać, stosuje
się trzy odmiany końcówek: kulistą, krawędziową i płaską.
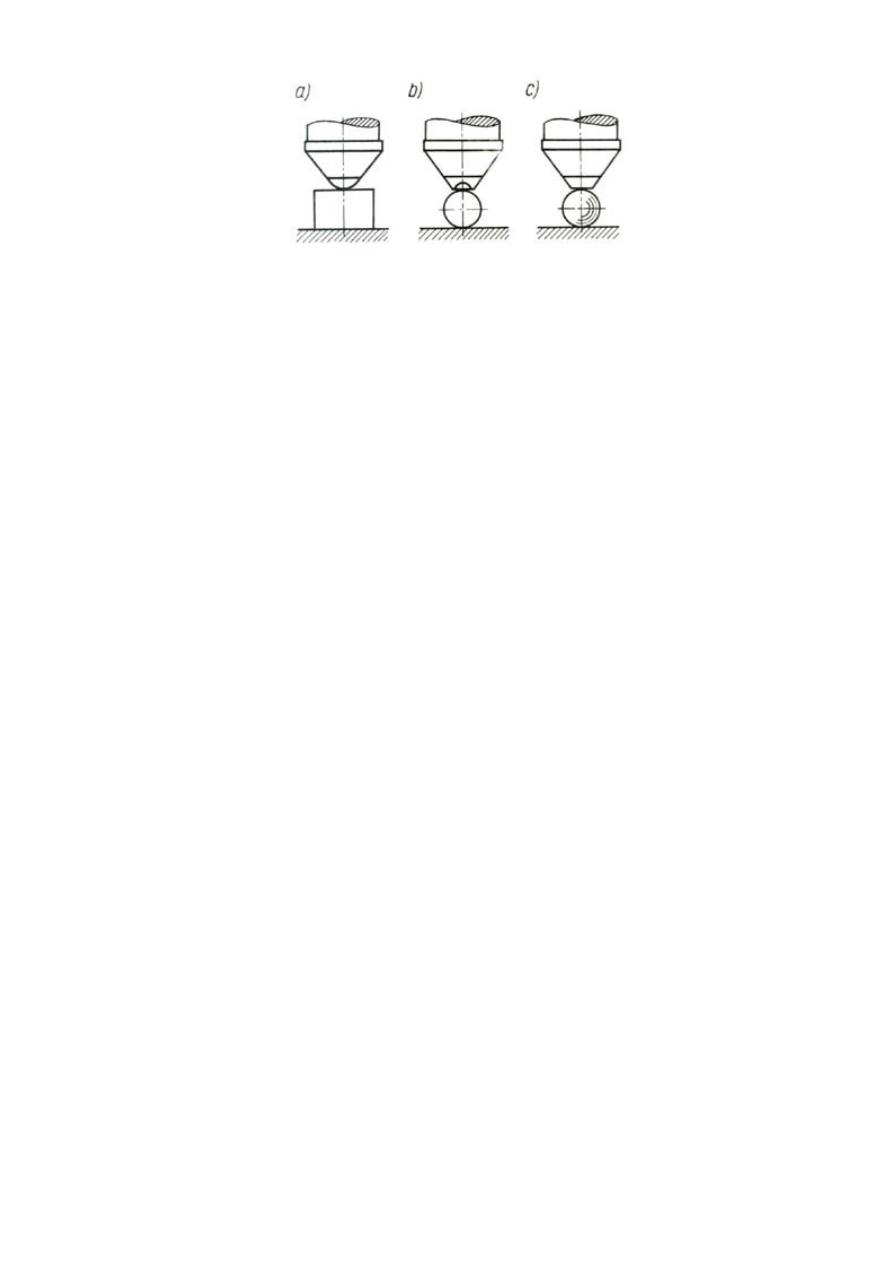
Rys. 10 Prawidłowe zastosowanie odmian końcówek pomiarowych:
a) z kulistą powierzchnią pomiarową, b) z krawędzią pomiarową,
c) z płaską powierzchnią pomiarową.
W przypadku pomiaru średnicy wałka lub średnicy podziałowej gwintu zewnętrznego
sposobem trójwałeczkowym można użyć końcówki z krawędzią pomiarową. Końcówka
z krawędzią nie daje wprawdzie styku punktowego, lecz liniowy, ale o bardzo małej długości
).
1
(
mm
b
≤
Zaletą pomiarów ze stykiem punktowym jest przebijanie przez końcówkę warstwy tłuszczu
i zanieczyszczeń na mierzonej powierzchni, dzięki czemu dochodzi do zetknięcia końcówki
z materiałem mierzonego elementu. Ponadto styk punktowy eliminuje wpływ wzajemnej
nierównoległości powierzchni pomiarowych. Wpływ taki następuje w pomiarach z użyciem
styków liniowego i powierzchniowego. Pewną wadą pomiarów techniką stykową jest
powstawanie odkształceń i ugięć sprężystych pod wpływem nacisku pomiarowego.
Jednakże błędy wywołane naciskiem pomiarowym mają charakter systematyczny i podczas
pomiarów często się kompensują. Kompensacja ta wynika z tego, że odkształcenia i ugięcia
w czasie pomiaru przedmiotu mają wartość zbliżoną do tych, które występują podczas
ustawiania przyrządu za pomocą stosu płytek wzorcowych.
Wynik pomiaru L
p
jest równy sumie długości nominalnej stosu płytek wzorcowych
L
s
i odczytywaniu z przyrządu (dodatnich lub ujemnych) wskazań
1
2
O
O
W
−
=
Δ
.
W
L
L
s
p
Δ
+
=
Rys. 11 Pomiar metodą różnicową: a) ustawianie czujnika za pomocą stosu płytek wzorcowych na
wskazanie zerowe, b) odczytywanie różnicy wymiarów między przedmiotem mierzonym i stosem
płytek wzorcowych.
Długość nominalną stosu płytek wzorcowych L
s
ustala się podczas przygotowań do pomiaru
do pomiaru metodą różnicową. W tym celu należy dokonać wstępnego pomiaru mierzonego
wymiaru za pomocą mniej dokładnego narzędzia pomiarowego, np. mikrometru, i wynik
zaokrąglić do setnych części milimetra. Otrzymany wynik określa długość nominalną
L
s
stosu płytek wzorcowych.
Zasada 1. Długość nominalna L
s
stosu płytek wzorcowych jest równa sumie długości
nominalnych L
1
, L
2
...L
n
płytek składowych tworzących stos:
L
s
= L
1
+ L
2
... + L
n
Zasada 2. Liczba n użytych jednocześnie płytek wzorcowych w stosie może być większa od
najmniejszej możliwej liczby płytek, lecz nie powinna przekroczyć granicy liczby n
gr
:
gr
n
n
≤
Składanie stosu płytek wzorcowych o określonej długości L
s
musi być poprzedzone
ustaleniem długości nominalnych poszczególnych płytek. Najpierw należy określić płytki
małe, o wymiarach z końcówkami w mikrometrach, setnych częściach milimetra,
dziesiętnych częściach milimetra, później płytki o długościach większych, których długości
nominalne wyrażają się całkowitymi milimetrami.
Płytki o stopniu 1
m
μ
zawiera komplet mikrometryczny, złożony z 18 płytek o długościach
0,991 – 0,999 i 1,001 – 1,009 mm.
Łączenie płytek wzorcowych w stos polega na nasuwaniu płytek z lekkim dociskiem
lub składaniu środkami powierzchni pomiarowych i wykonaniu – również z naciskiem –
obrotu o 90
0
. Płytki cienkie należy umieszczać miedzy płytkami o większych wymiarach.
Przywartych płytek nie należy rozrywać, lecz zsuwać jedną z drugiej.
Rys. 12 Dwa sposoby łączenia płytek wzorcowych
Niepewność pomiaru metodą różnicową czujnikami o dopuszczalnych błędach dokładności
f
i
z użyciem płytek wzorcowych różnych klas, można odczytać z niżej przestawionych
wykresów. Zamieszczone wykresy mogą także służyć do racjonalnego doboru przyrządów
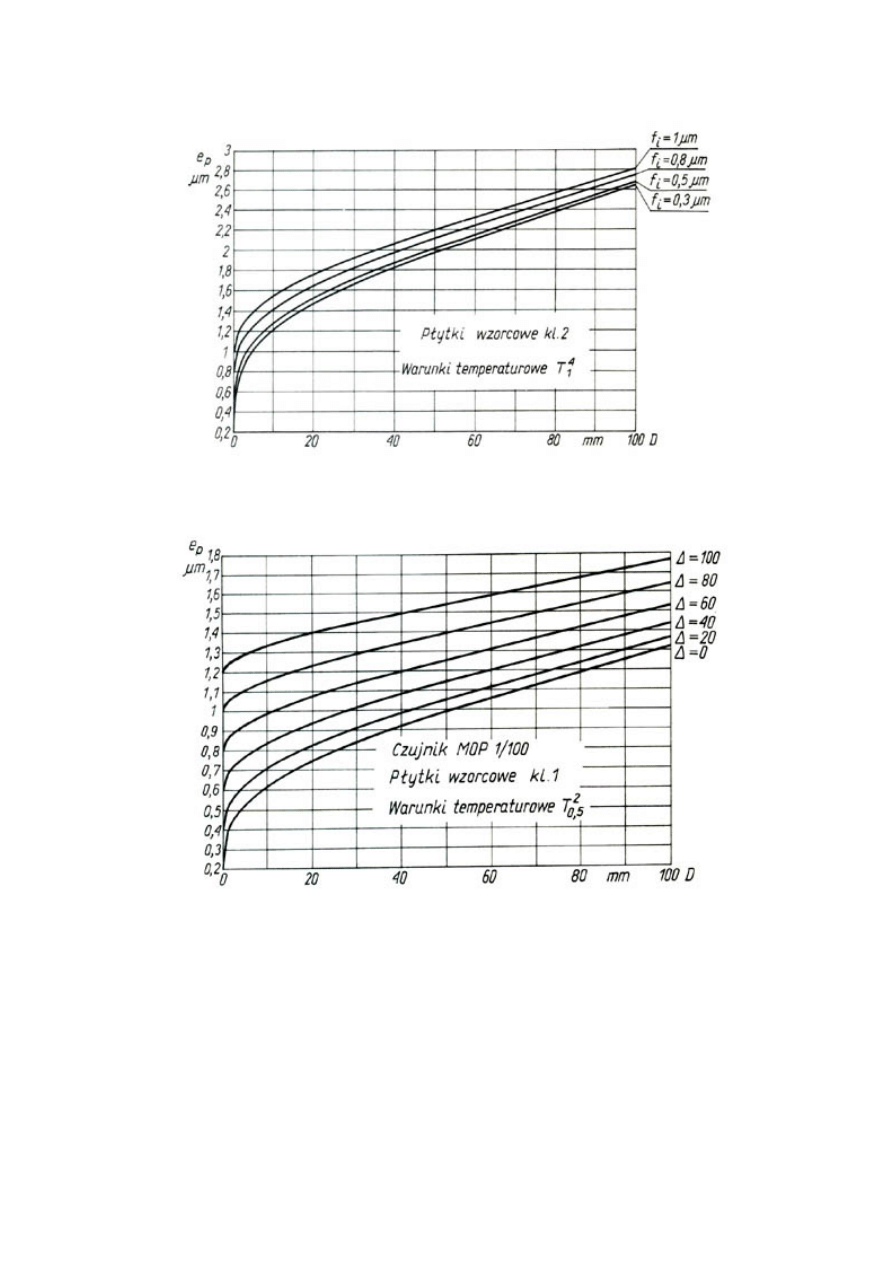
pomiarowych.
Rys. 13 Wykresy niepewności pomiaru e
p
średnic wałków D, płytkami wzorcowymi klasy 2
Rys. 13 Wykresy niepewności pomiaru e
p
średnic wałków D, czujnikiem MOP 1/100 dla różnych
wartości
Δ
, płytkami wzorcowymi klasy 1
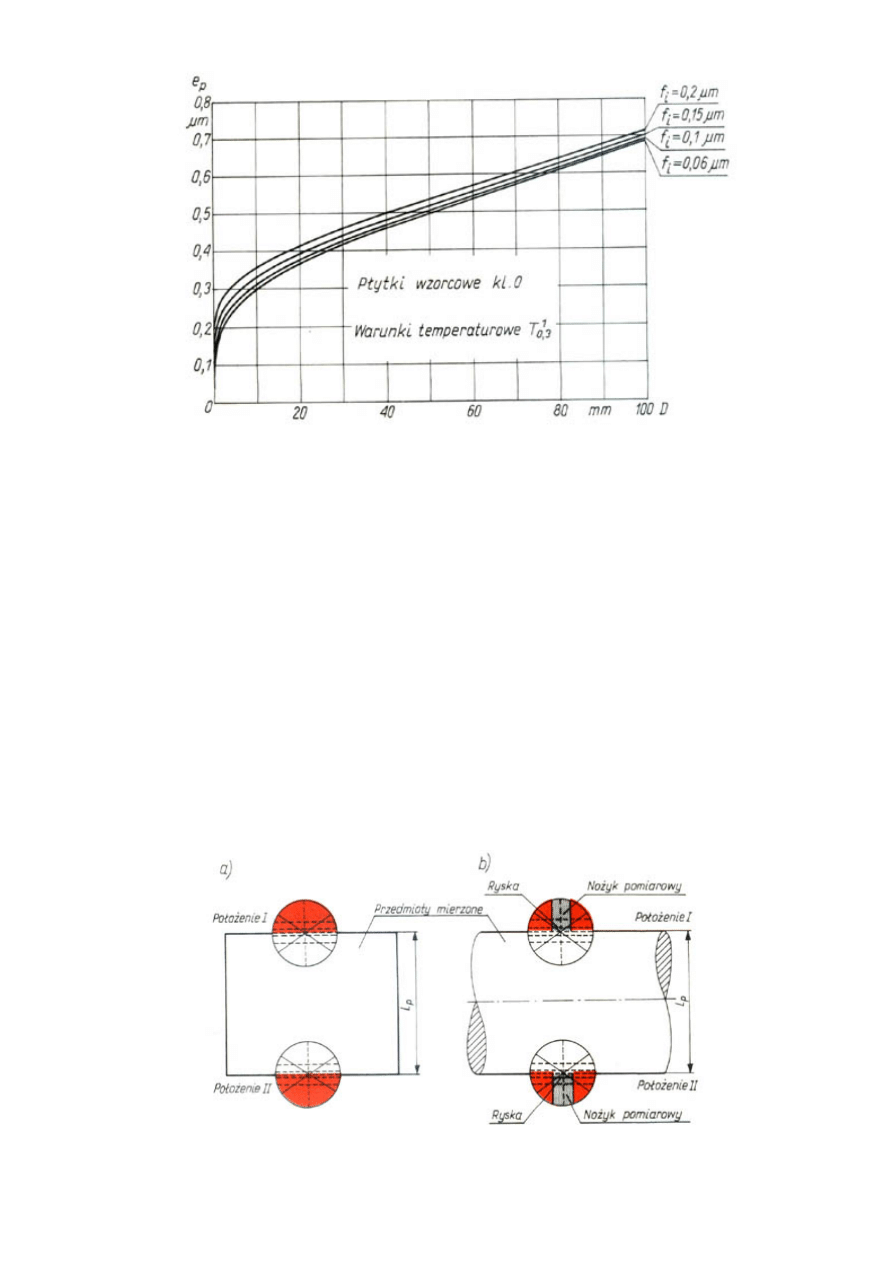
Rys. 14 Wykresy niepewności pomiaru ep średnic wałków D czujnikami,
płytkami wzorcowymi klasy 0
8. Pomiar mikroskopem:
Pomiar wymiaru zewnętrznego (a także wewnętrznego i mieszanego) za pomocą mikroskopu
pomiarowego jest pomiarem z optycznym nastawieniem kresek krzyża głowicy
goniometrycznej na linie zarysu mierzonych przedmiotów, ryski nożyków pomiarowych
lub prążki interferencyjne.

Rys.15 Pomiar wałków za pomocą mikroskopu
Wynik pomiaru jest różnicą wskazań O
II
i O
I
mikroskopu w położeniach II i I.
Podczas każdego pomiaru mikroskopem kreski krzyża głowicy goniometrycznej nastawia się
na obraz krawędzi przedmiotu dwukrotnie.
Optymalny sposób nastawienia polega na tym, że kreski krzyża połową swej grubości
wchodzą na obserwowany profil. Warunkiem dobrej obserwacji jest uzyskanie najpierw
wyraźnego obrazu kresek krzyża na okularze, a następnie wyraźnego obrazu przedmiotu.
Przy pomiarach przedmiotów zamocowanych w kłach należy obiektyw mikroskopu ustawić
na wyraźne widzenie w płaszczyźnie kłów. Zadanie ułatwia wałek kontrolny, który
umieszcza się w kłach i nastawia mikroskop na wyraźne widzenie ostrza znajdującego się
na osi wałka. Po wyjęciu wałka kontrolnego należy umieścić w kłach mierzony przedmiot;
wówczas jego krawędzie znajdują się w płaszczyźnie kłów i są ostro widoczne.
Głównym źródłem błędów pomiaru za pomocą mikroskopu jest niezbyt ostry obraz krawędzi
przedmiotu, na którą nastawia się kreski krzyża głowicy goniometrycznej, dzięki użyciu
nożyków pomiarowych, lekko dociśniętych do mierzonego przedmiotu; nie dąży się do
pokrycia się kresek krzyża z krawędzią przedmiotu, lecz pokrywa z ryską nożyka kreski
odległe od środkowej linii przerywanej o 0,3 lub 0,9 mm. Takie ustawienie kresek krzyża
odpowiada dokładniejszemu pokryciu kresek środkowej linii przerywanej zarysem
przedmiotu. Nożyków używa się głównie przy pomiarach wałków i gwintów zewnętrznych.
Niepewność pomiaru oblicza się wg wzoru:
m
CHL
BL
A
e
p
μ
)
(
+
+
=
gdzie:
A, B, C – współczynniki zależne od kształtu przedmiotu i sposobu nastawienia kresek krzyża
na przedmiot, H – wysokość przedmiotu w mm, L – mierzona długość w mm.
8. Pomiar płytkami wzorcowymi
Wymiar zewnętrzny lub mieszany można zmierzyć za pomocą płytek wzorcowych i liniału
krawędziowego lub wkładek płasko-równoległych wraz z uchwytem do płytek wzorcowych.
Obie odmiany pomiarów są wykonywane metodą pomiarową zerową, ponieważ
w postępowaniu pomiarowym dąży się do doprowadzenia do zera różnicy między wymiarem
wzorca (stosem płytek) i mierzonym wymiarem.
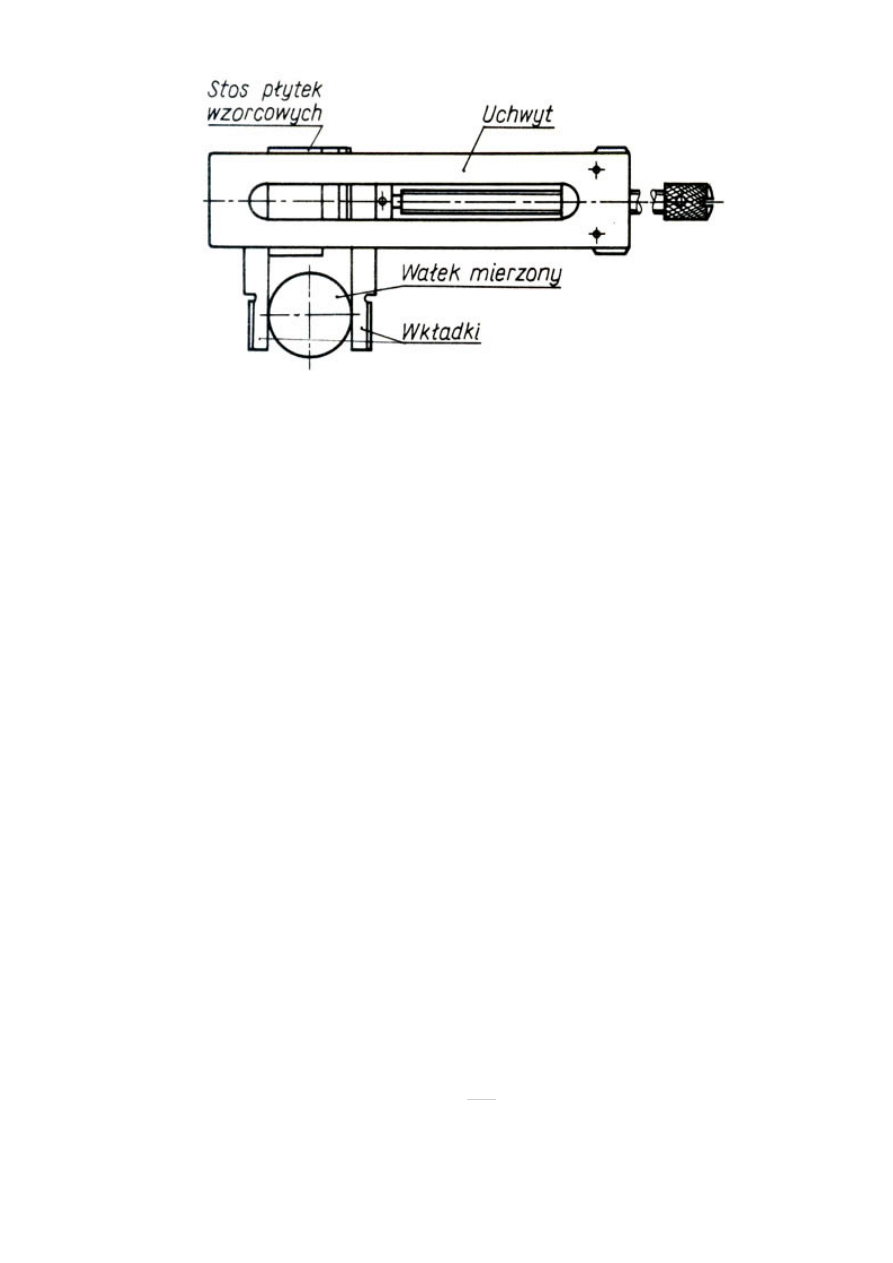
Rys. 16 Pomiar średnicy wałka za pomocą płytek wzorcowych, wkładek płasko-walcowych
i uchwytu do płytek wzorcowych
Pomiar średnicy wałka polega na dobraniu takiego stosu płytek wzorcowych, aby pasowanie
między wkładkami płasko-walcowymi (w uchwycie do płytek), a mierzonym wałkiem było
suwliwe, bez luzu. Wolno wtedy stwierdzić, że mierzony wymiar jest równy, z pewnym
błędem, długości stosu płytek. Wprawny pomiarowiec popełnia błąd wyczucia braku luzu
w granicach
m
μ
. Pomiary wymiarów zewnętrznych wykonuje się wkładkami płasko-
walcowymi. Pomiary płytkami wzorcowymi wymagają zazwyczaj składania stosów
stopniowych co 1
m
μ
.
9. Pomiar odchyłek okrągłości i walcowości:
Do pomiaru odchyłek okrągłości są budowane specjalne maszyny pomiarowe wspomagane
komputerem. Centrowanie mierzonego walca ustawionego na stole pomiarowym odbywa się
automatycznie po dokonaniu jednego pełnego obrotu. Wartość odchyłki okrągłości
odczytuje się z wykresu wykonanego w układzie biegunowym w odpowiednim powiększeniu
(20 – 20 000x). Na podstawie wykresu można także wykryć ewentualne istnienie owalności
lub graniastości wałka w zależności od zaobserwowanych wymiarów komputer oblicza
położenie i średnicę okręgu, jak również największe odległości średniego okręgu od
położonego poniżej i powyżej zarysu zaobserwowanego. Suma tych odległości odpowiada
praktycznie odchyłce okrągłości. Średni element (okrąg) może również zostać narysowany
na wykresie.
Jeżeli nie dysponuje się odpowiednim przyrządem, odchyłkę okrągłości wałka można
zmierzyć dokładnym czujnikiem pomiarowym z równoczesnym użyciem pryzmy. Wartość
odchyłki okrągłości określa się w zależności od wyniku pomiaru czujnikiem, kąta pryzmy
α
2
oraz rodzaju graniastości wałka.
Δ
=
W
K
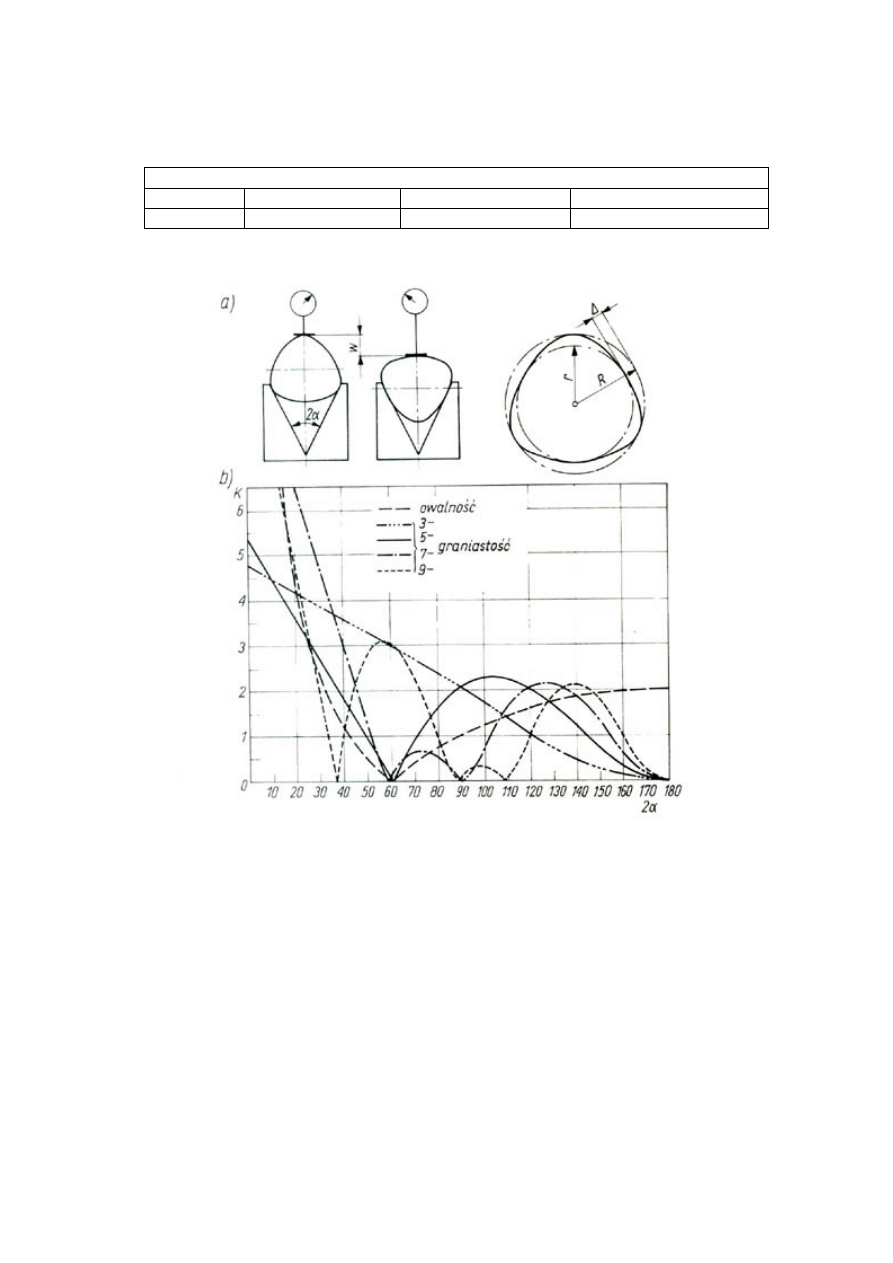
gdzie: K – współczynnik, W – różnica wskazań czujnika po pełnym obrocie wałka,
Δ
- odchyłka okrągłości.
Odchyłki okrągłości dla różnych kształtów
Owalność Trójgraniastość Pięciograniastość Siedmiograniastość
0,7 W
0,7 W
0,45 W
0,7 W
Rys. 17 Pomiar odchyłki okrągłości wałka za pomocą czujnika i pryzmy:
a) pomiar wałka trójgraniastego,
b) wykres wartości współczynnika K w funkcji kąta pryzmy
α
2
.
W przypadku trójgraniastego wałka nie można zmierzyć odchyłki okrągłości przez tzw.
pomiar dwupunktowy (czujnikiem z wałkiem opartym na stoliku pomiarowym). Pomiar ten
można natomiast zastosować do określenia odchyłki wałka owalnego.
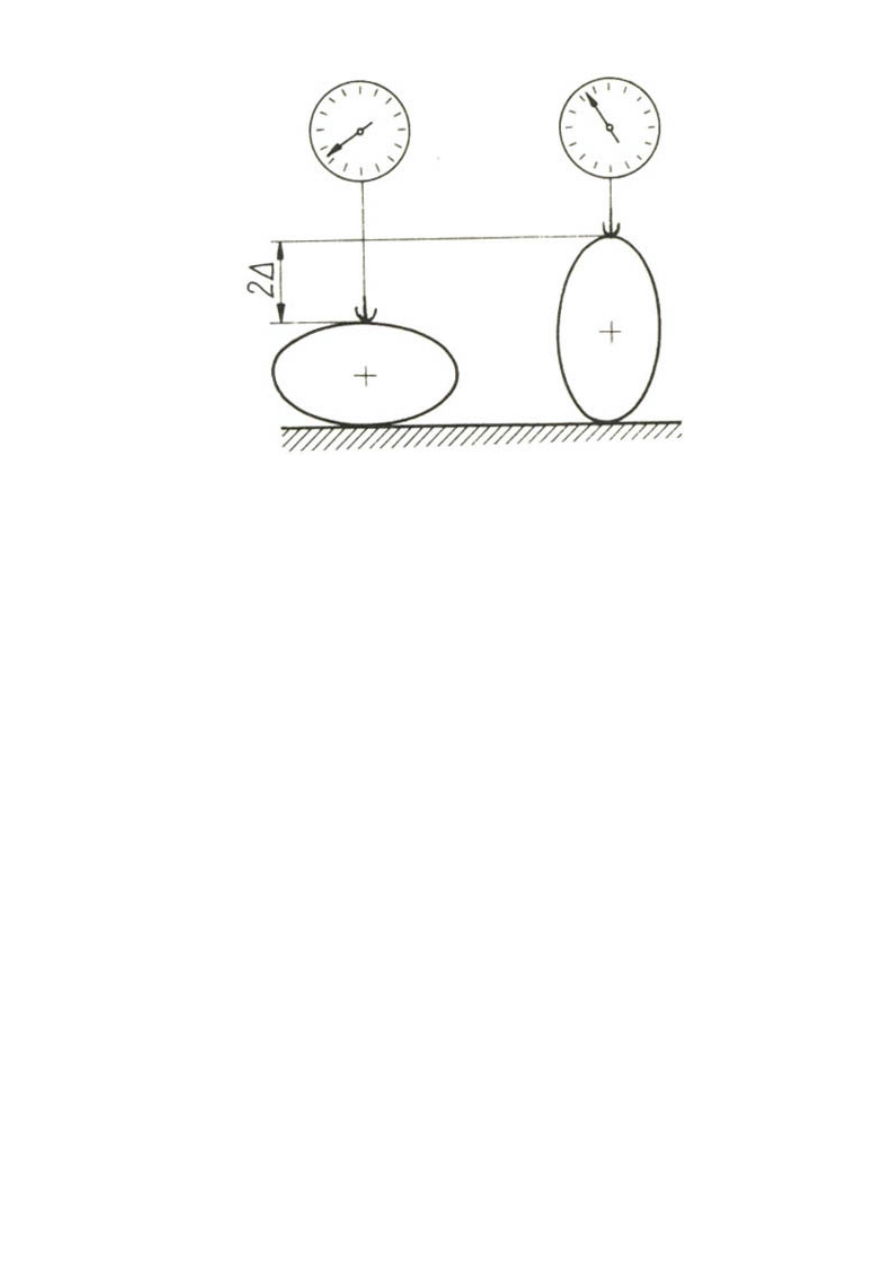
Rys. 18 Pomiar dwupunktowy odchyłki okrągłości owalnego wałka.
Określenie odchyłki walcowości za pomocą specjalnej maszyny pomiarowej, obok pomiarów
odchyłek okrągłości w różnych osiowych przekrojach, wymaga także zmierzenia
prostoliniowości i równoległości tworzących badanego walca.
Odchyłka walcowości może zostać zmierzona współrzędnościową maszyną pomiarową
wspomaganą komputerem.
Wyszukiwarka
Podobne podstrony:
METROLOGIA I MIERNICTWO WARSZTATOWE, Pomiar wymiarów zewnętrznych i wewnętrznych, I
KP1 POMIARY WYMIARÓW ZEWNĘTRZNCH, AM Gdynia, Sem. III,IV, Miernictwo i systemy pomiarowe- Daszyk
POMIARY WYMIARÓW ZEWNĘTRZNYCH I WEWNĘTRZNYCH - ćw1, studia, studia Politechnika Poznańska - BMiZ
Pomiary wymiarów zewnętrznych (wałków), nauka o mat
1 Pomiary wymiarów zewnętrznych
wymiarów zewnętrznych i wewnętrznych, Pomiar wymiarów zewnętrznych i wewnętrznych
POMIARY WYMIARÓW ZEWNĘTRZNYCH I WEWNĘTRZNYCH ćw1
1 Pomiary wymiarów zewnętrznych
Pomiary warsztatowe wymiarów zewnętrznych
pomiar i sprawdzenie wymiarow zewnetrznych, POMIAR I SPRAWDZENIE WYMIARÓW ZEWNĘTRZNYCH
Pomiar Wymiaru Fraktalnego 08 p8
Pomiary wymiarów wewnętrznych, UTP-ATR, Miernictwo dr. B.Wilczyńska
POMIARY WYMIARÓW KĄTOWYCH
Kolokwia pomiary, kolokwium 5, Cw1 z1 Analiza doboru narzędzi pomiarowych i ogólny przebieg pomiaru
Cw 2 Karta Pomiary gwintow zewnetrznych wa
pmiar wymiarów zewnętrznych, PAŃSTWOWA WYŻSZA SZKOŁA ZAWODOWA
więcej podobnych podstron